Tuning Low Cycle Fatigue Properties of Cu-Be-Co-Ni Alloy by Precipitation Design





Abstract
1. Introduction
2. Experimental Details
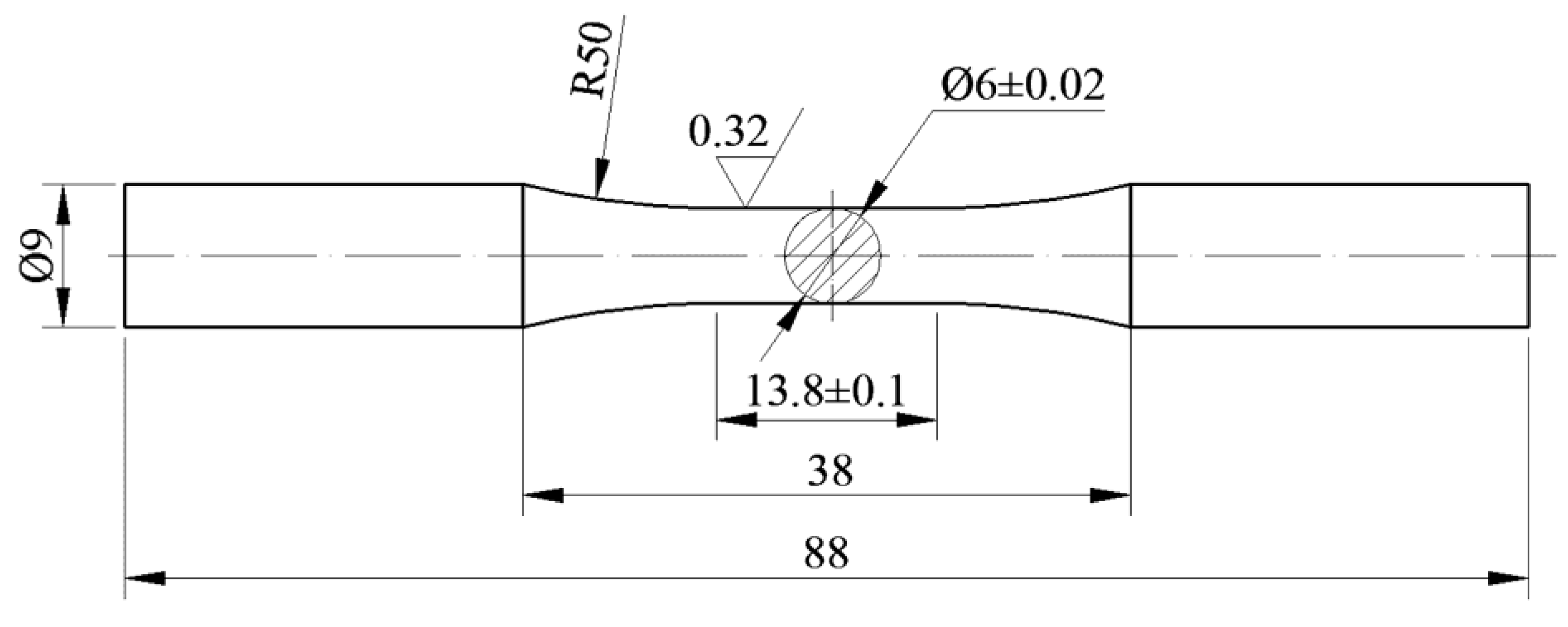
2.1. Materials and Sample Preparation
2.2. Tensile and Low Cycle Fatigue Test
3. Results
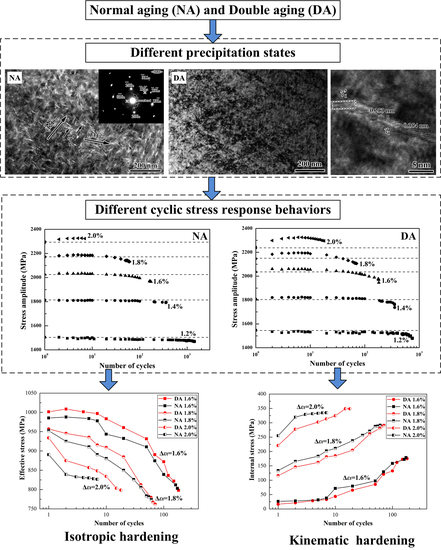
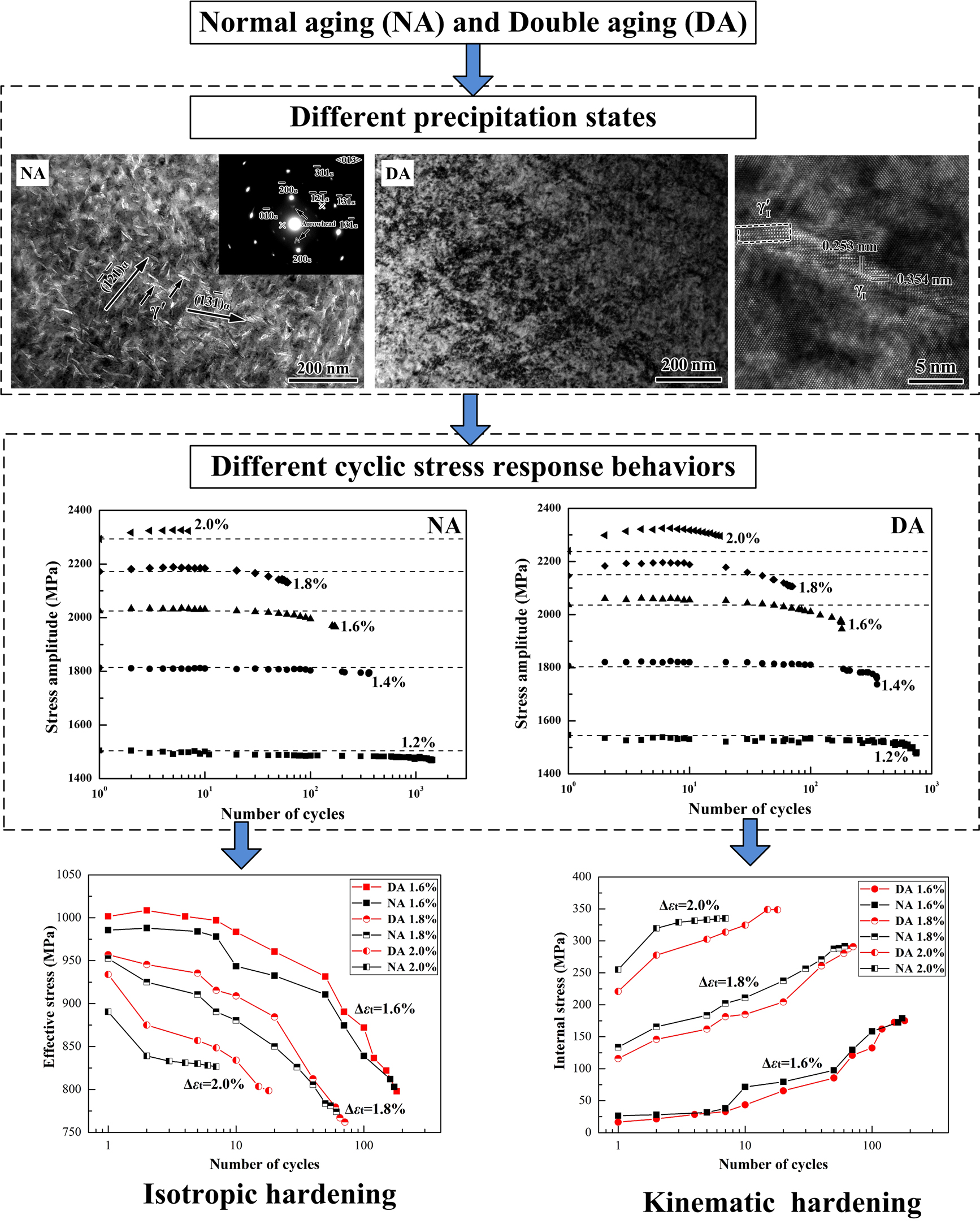
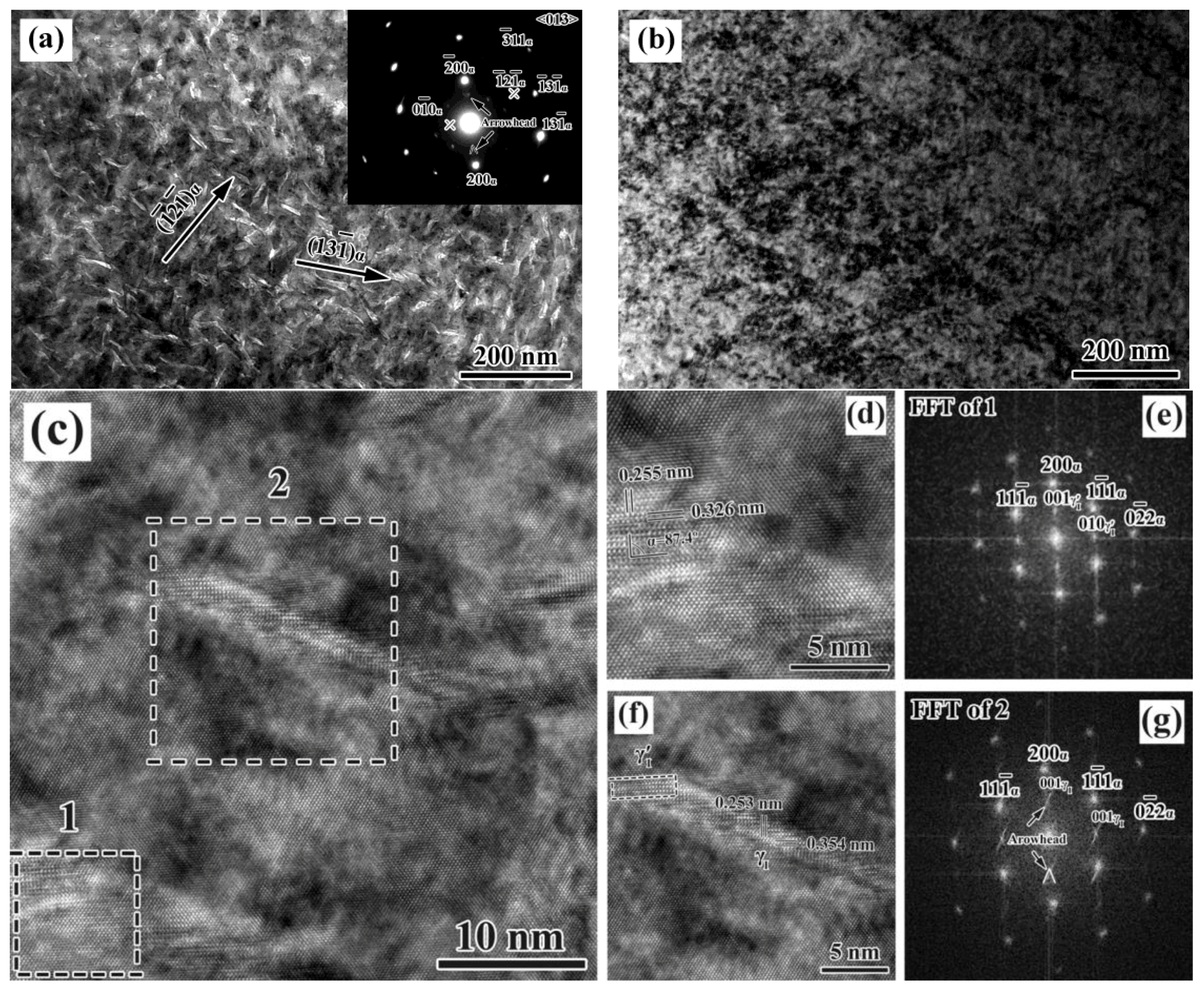
3.1. Precipitation Microstructure
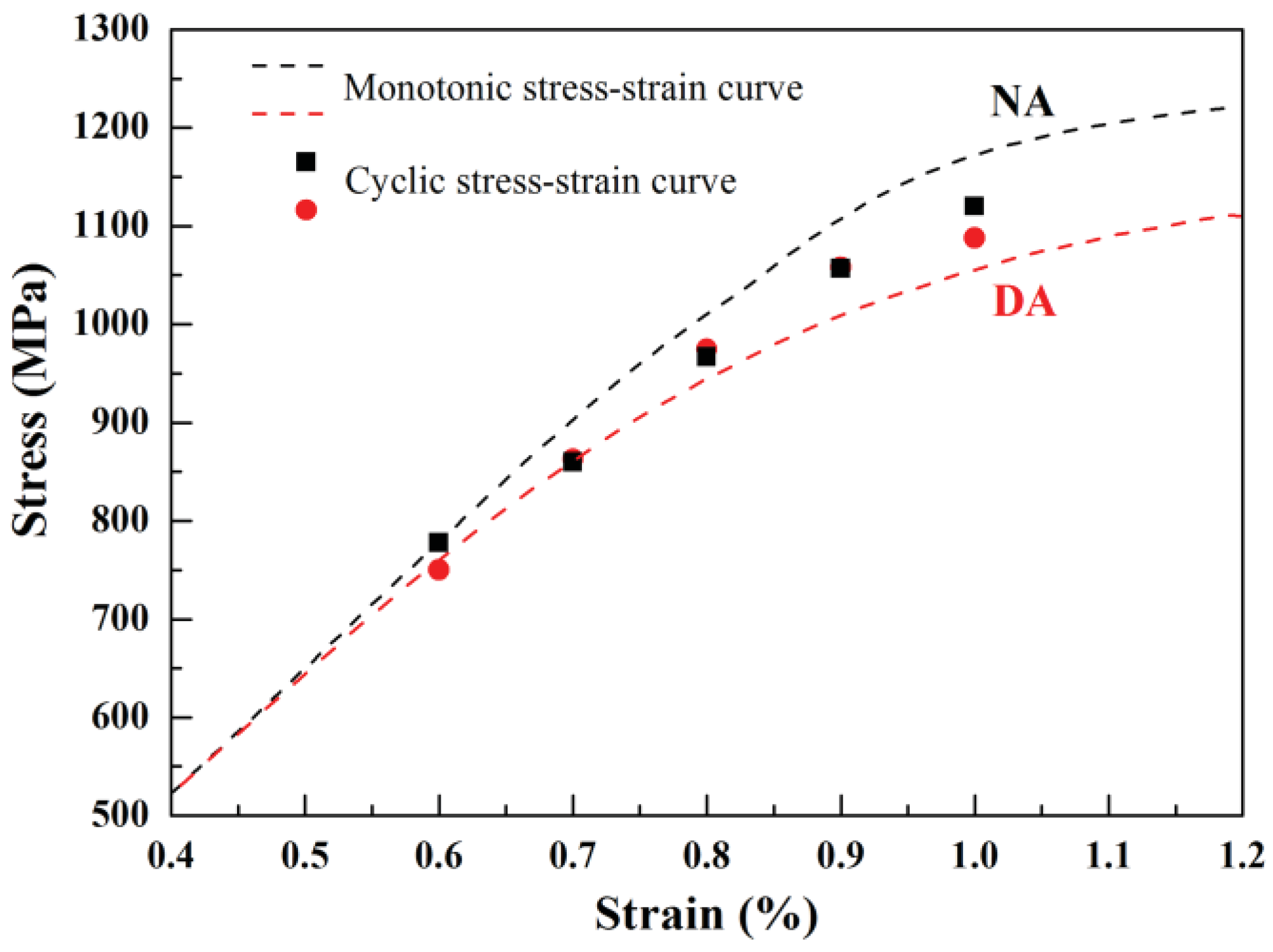
3.2. Monotonic Tensile Properties
3.3. Low Cycle Fatigue Behaviors
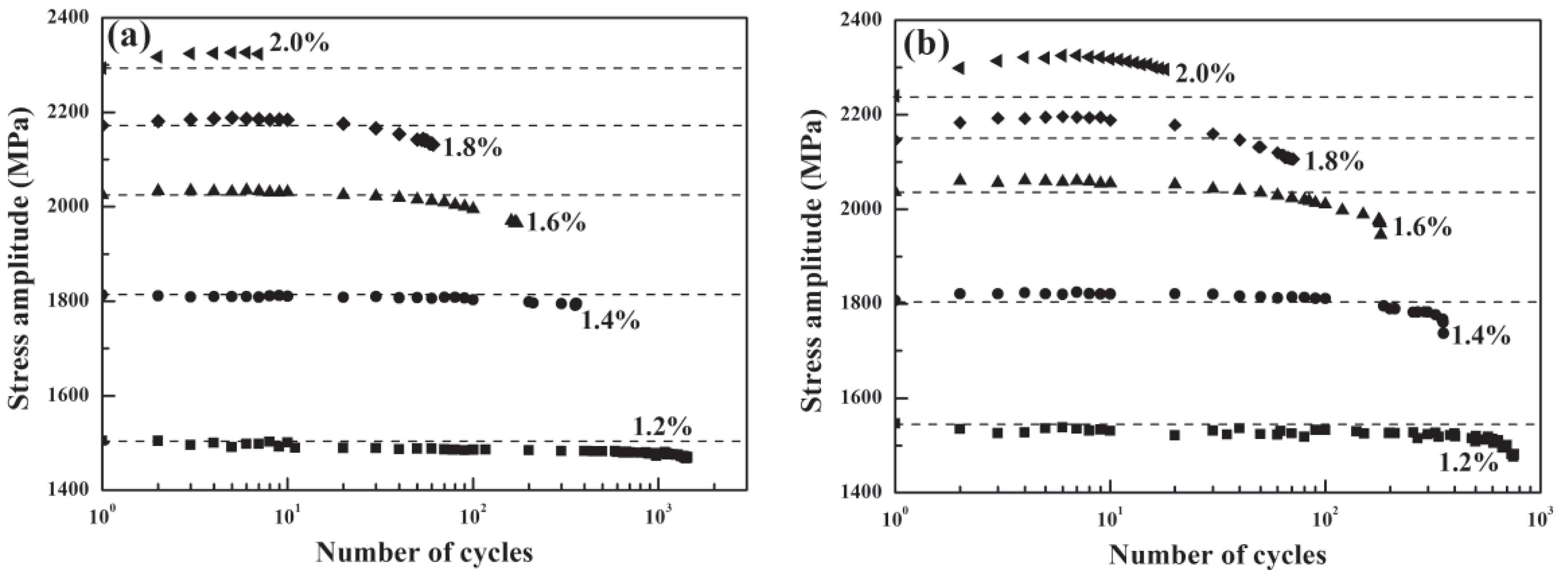
3.3.1. Cyclic Stress Response Behaviors
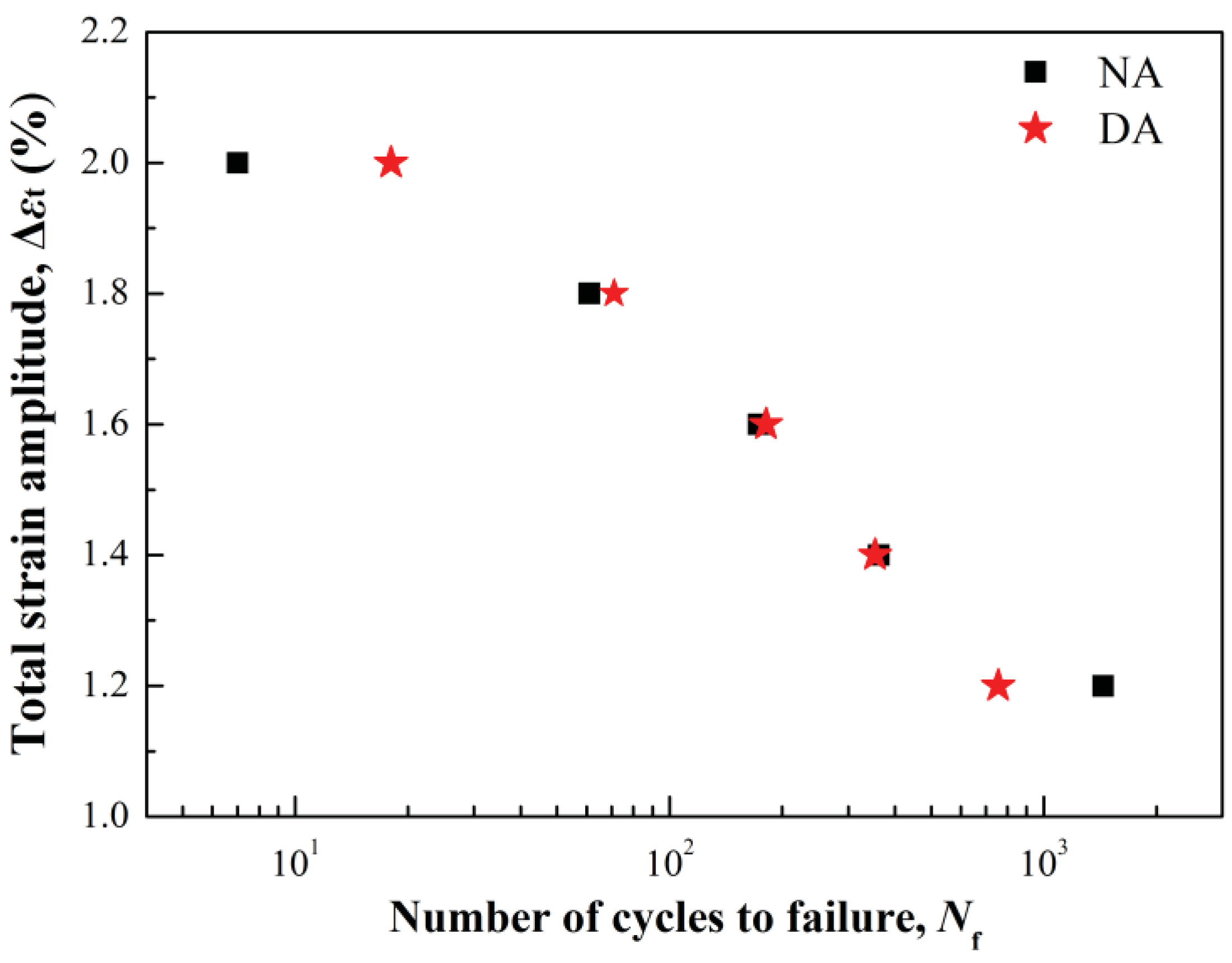
3.3.2. Fatigue Life
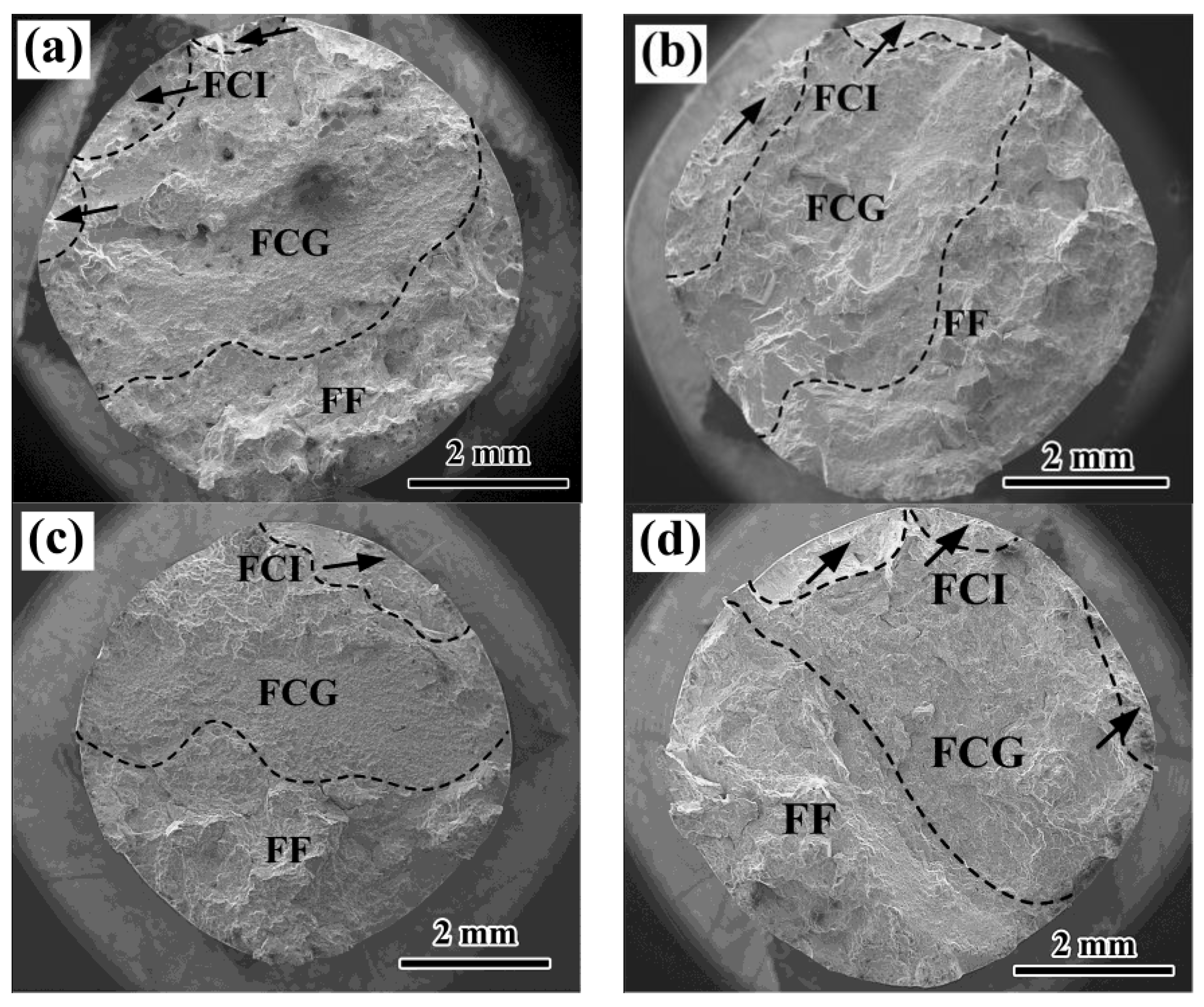
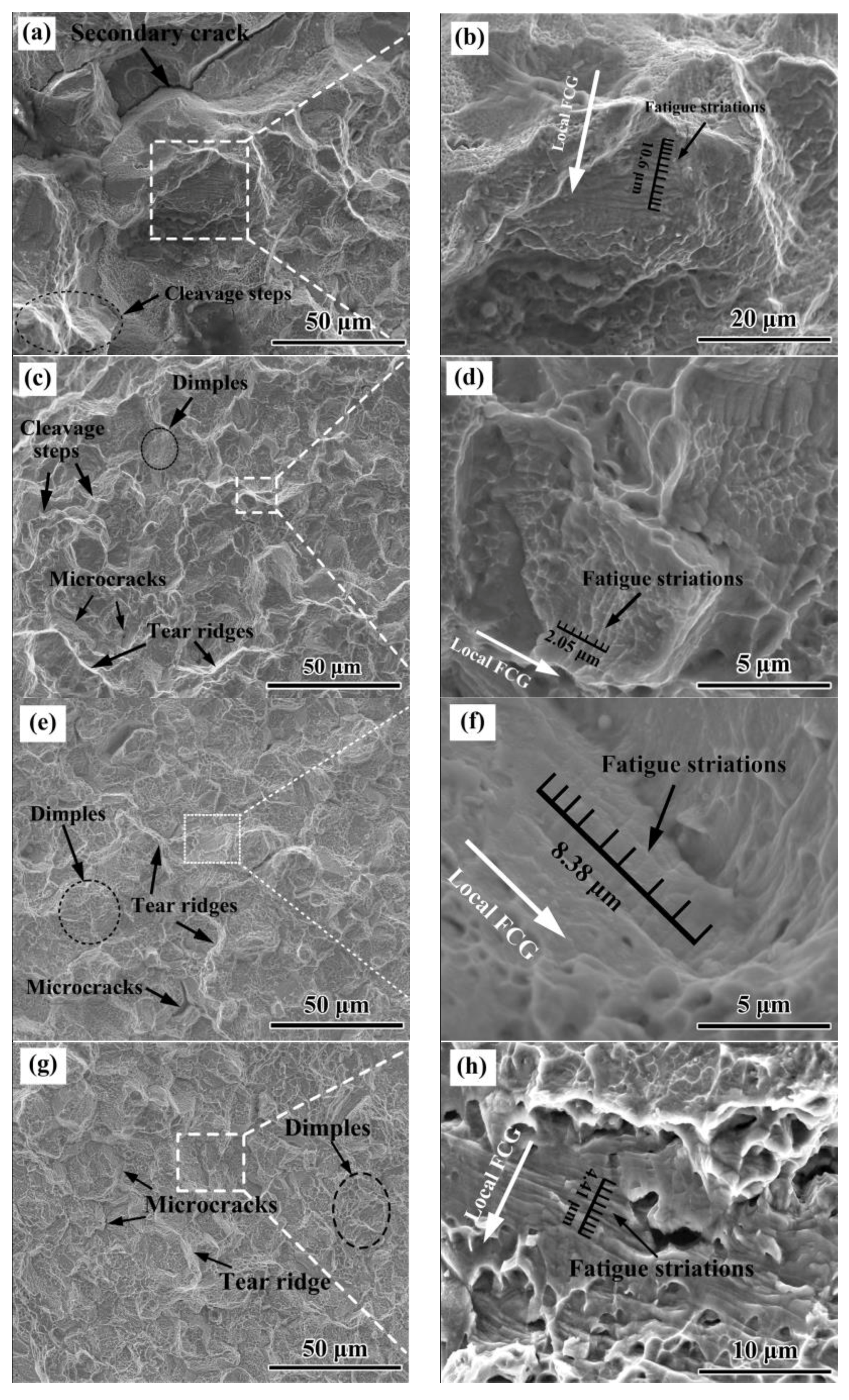
3.4. Fractography of Low Cycle Fatigue
4. Discussion
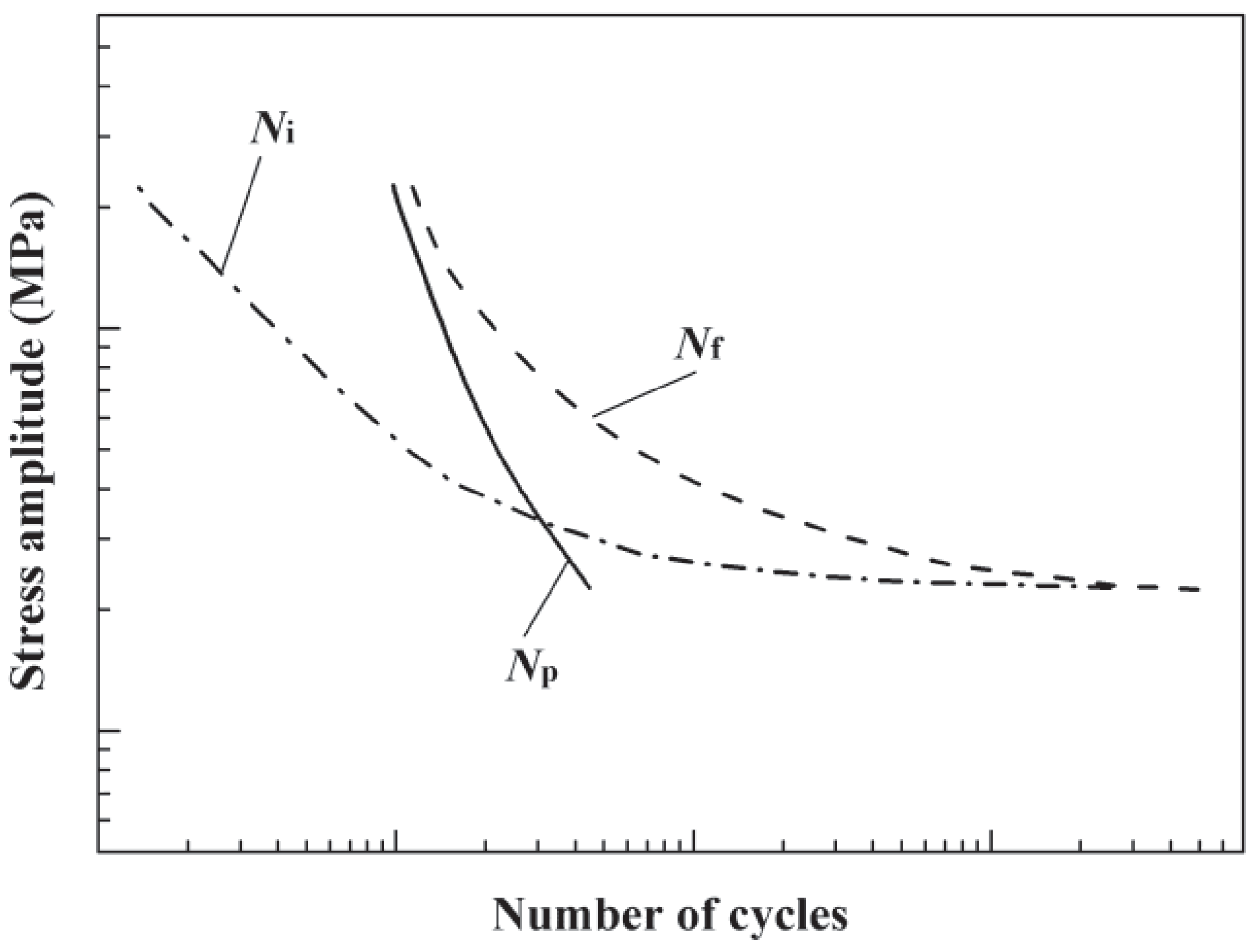
4.1. Effect of Precipitation States on the Fatigue Life
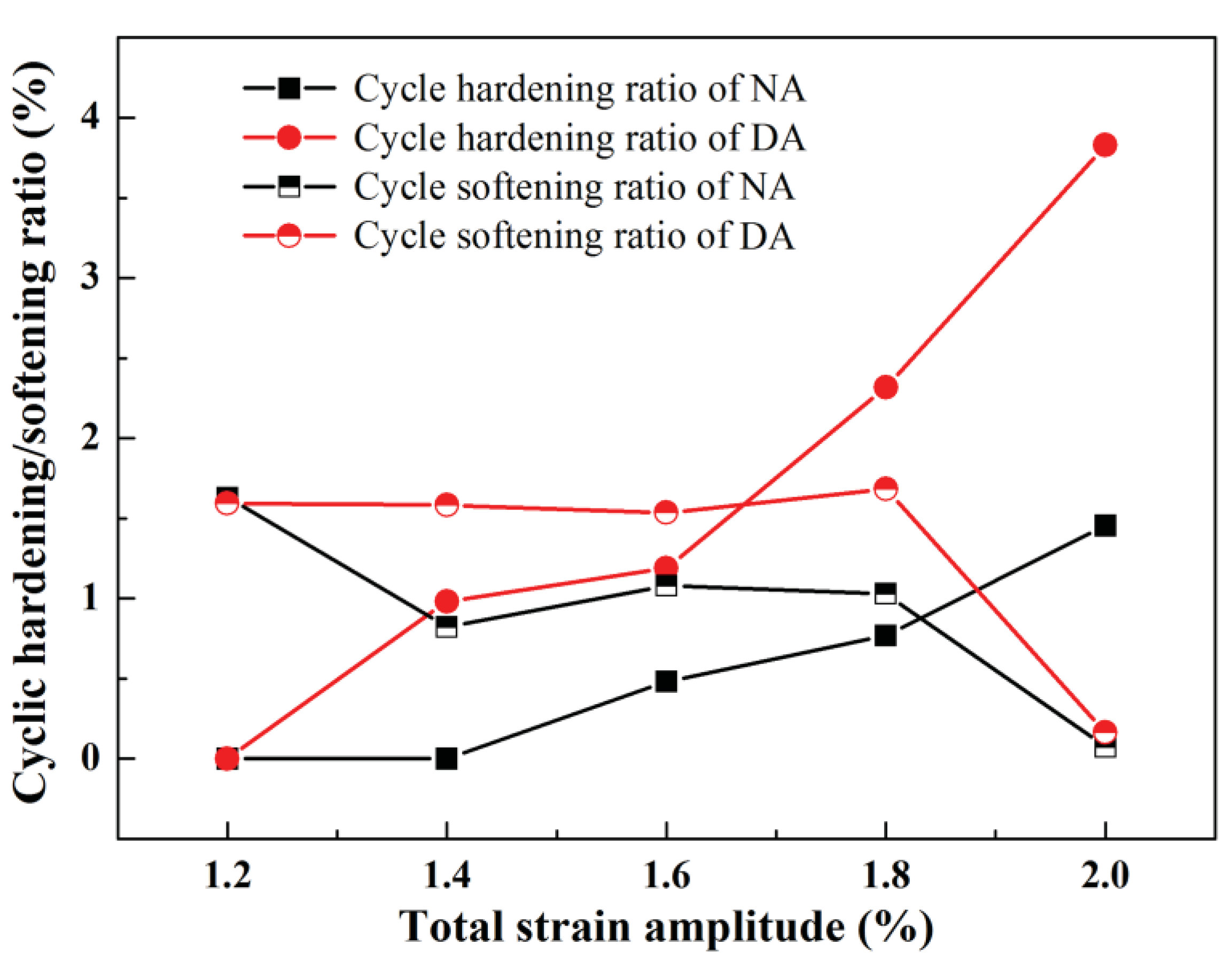
4.2. Effect of Precipitation States on the Cyclic Hardening/Softening Behaviors
5. Conclusions
- (1)
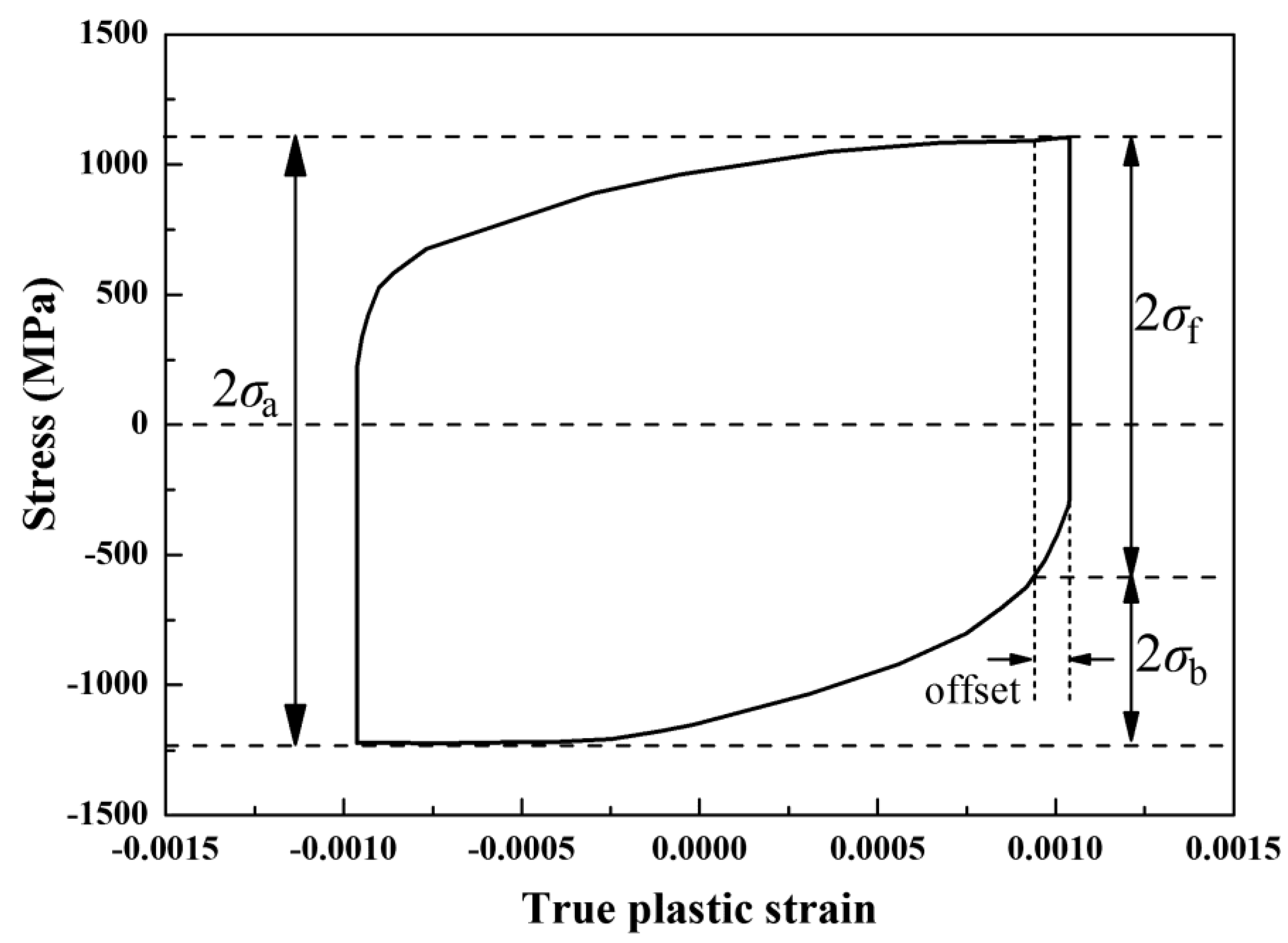
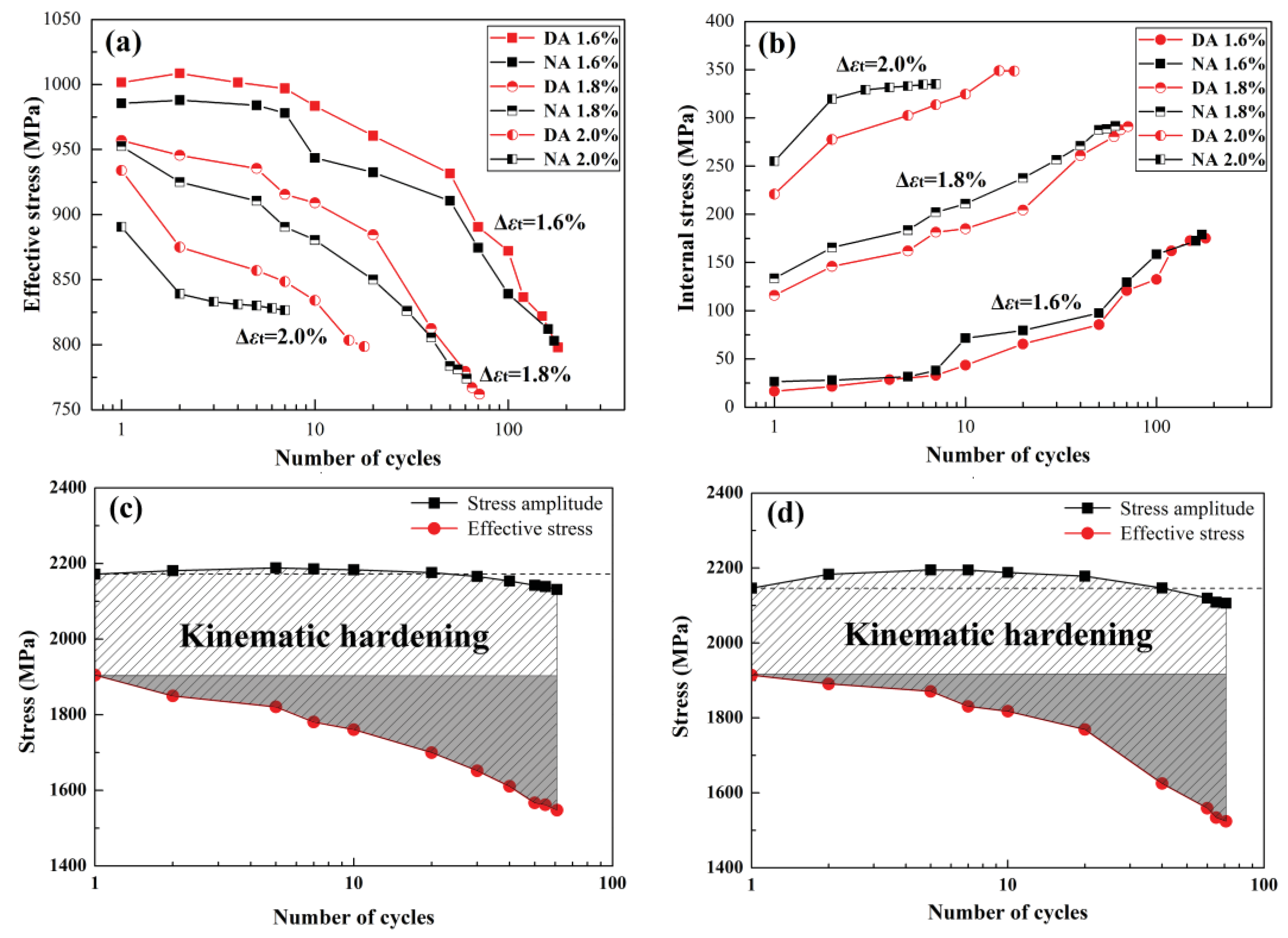
- During the cyclic loading, the effective stress of the Cu-Be-Co-Ni alloy decreased with the increase of the number of cycles (N), while the internal stress increased at first and then became saturated. The competition between the kinematic hardening and isotropic softening decided whether the alloy exhibited cyclic hardening or softening. The fine shearable precipitates in the DA alloy helped to maintain a low dislocation dynamic recovery rate during the deformation, resulting in retarding of the decrease of effective stress, which caused the cyclic hardening in the early stage of the cyclic loading.
- (2)
- The precipitation state of fully non-shearable γ′ precipitates in the NA alloy fostered the uniform deformation and promoted the fatigue crack initiation resistance, resulting in a longer fatigue life under low total strain amplitude. The fine shearable precipitates in the DA alloy contributed to the decrease of the damage accumulation in the crack tip plastic zone and promoted the fatigue crack propagation resistance, leading to a longer fatigue life under high total strain amplitude.
- (3)
- Under the cyclic loading with high stress, the fatigue cracks of the Cu-Be-Co-Ni alloy initiated basically from the sample surface with multiple initiation sites. The macroscopic morphology of the fracture surface presented good agreement with the fatigue life results from LCF tests data. The greater the proportion of propagation zone (area including the FCI and FCG zone) on the fracture surface is, the longer the fatigue life is. Furthermore, the smaller fatigue striations spacing of the DA alloy suggested a higher fatigue crack propagation resistance compared to the NA alloy.
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Davis, J.R. (Ed.) Copper and Copper Alloys; ASM International: Geauga County, OH, USA, 2001; pp. 153–168. [Google Scholar]
- Behjati, P.; Vahid Dastjerdi, H.; Mahdavi, R. Influence of ageing process on sound velocity in C17200 copper–beryllium alloy. J. Alloys Compd. 2010, 505, 739–742. [Google Scholar] [CrossRef]
- Liu, P.; Ren, F.Z.; Jia, S.G. Copper Alloy and Its Application, 1st ed.; Chemistry Industry Press: Beijing, China, 2007; pp. 110–122. [Google Scholar]
- Tavares, S.M.O.; de Castro, P.M.S.T. An overview of fatigue in aircraft structures. Fatigue Fract. Eng. Mater. Struct. 2017, 40, 1510–1529. [Google Scholar] [CrossRef]
- Hormozi, R.; Biglari, F.; Nikbin, K. Experimental study of type 316 stainless steel failure under LCF/TMF loading conditions. Int. J. Fatigue 2015, 75, 153–169. [Google Scholar] [CrossRef]
- Delbove, M.; Vogt, J.B.; Bouquerel, J.; Soreau, T.; Primaux, F. Low cycle fatigue behaviour of a precipitation hardened Cu-Ni-Si alloy. Int. J. Fatigue 2016, 92, 313–320. [Google Scholar] [CrossRef]
- Hockauf, K.; Wagner, M.F.-X.; Halle, T.; Niendorf, T.; Hockauf, M.; Lampke, T. Influence of precipitates on low-cycle fatigue and crack growth behavior in an ultrafine-grained aluminum alloy. Acta Mater. 2014, 80, 250–263. [Google Scholar] [CrossRef]
- Wang, Y.L.; Pan, Q.L.; Wei, L.L.; Li, B.; Wang, Y. Effect of retrogression and reaging treatment on the microstructure and fatigue crack growth behavior of 7050 aluminum alloy thick plate. Mater. Des. 2014, 55, 857–863. [Google Scholar] [CrossRef]
- Chen, C.; Lv, B.; Wang, F.; Zhang, F.C. Low-cycle fatigue behaviors of pre-hardening Hadfield steel. Mater. Sci. Eng. A 2017, 695, 144–153. [Google Scholar] [CrossRef]
- Ovono Ovono, D.; Guillot, I.; Massinon, D. Study on low-cycle fatigue behaviours of the aluminium cast alloys. J. Alloys Compd. 2008, 452, 425–431. [Google Scholar] [CrossRef]
- Ashby, M.F. The deformation of plastically non-homogeneous materials. Philos. Mag. 1970, 21, 399–424. [Google Scholar] [CrossRef]
- Dubost, B.; Sainfort, P. Precipitation hardening of aluminium alloys. Technol. Eng. Metall. Mater. 1991, MB3, 1–24. [Google Scholar]
- Xu, H.F.; Ye, D.Y.; Mei, L.B. A study of the back stress and the friction stress behaviors of Ti-6Al-4V alloy during low cycle fatigue at room temperature. Mater. Sci. Eng. A 2017, 700, 530–539. [Google Scholar] [CrossRef]
- Feaugas, X. On the origin of the tensile flow stress in the stainless steel AISI 316 L at 300 K: Back stress and effective stress. Acta Mater. 1999, 13, 3617–3632. [Google Scholar] [CrossRef]
- Dickson, J.I.; Boutin, J.; Handfield, L. A comparison of two simple methods for measuring cyclic internal and effective stresses. Mater. Sci. Eng. 1984, 64, 7–11. [Google Scholar] [CrossRef]
- Cottrell, A.H. Dislocations and Plastic Flow in Crystals; Oxford University Press: London, UK, 1953; pp. 111–116. [Google Scholar]
- Kuhlmann-Wilsdorf, D.; Laird, C. Dislocation behavior in fatigue II. Friction stress and back stress as inferred from an analysis of hysteresis loops. Mater. Sci. Eng. 1979, 37, 111–120. [Google Scholar] [CrossRef]
- Dickson, J.I.; Handfield, L.; L’Esperance, G. Cyclic softening and thermally activated deformation of titanium and zirconium. Mater. Sci. Eng. 1983, 60, 3–7. [Google Scholar] [CrossRef]
- Tang, Y.C.; Kang, Y.L.; Yue, L.J.; Jiao, X.L. Mechanical properties optimization of a Cu–Be–Co–Ni alloy by precipitation design. J. Alloys Compd. 2017, 695, 613–625. [Google Scholar] [CrossRef]
- Fournier, B.; Sauzay, M.; Caes, C.; Noblecourt, M.; Mottot, M. Analysis of the hysteresis loops of a martensitic steel–Part I: Study of the influence of strain amplitude and temperature under pure fatigue loadings using an enhanced stress partitioning method. Mater. Sci. Eng. A 2006, 437, 183–196. [Google Scholar] [CrossRef]
- Rioja, R.J.; Laughlin, D.E. The sequence of precipitation in Cu-2w/0 Be alloys. Acta Metall. 1980, 28, 1301–1313. [Google Scholar] [CrossRef]
- Monzen, R.; Seo, T.; Sakai, T.; Watanabe, C. Precipitation Processes in a Cu–0.9mass% Be Single Crystal. Mater. Trans. 2006, 47, 2925–2934. [Google Scholar] [CrossRef]
- Cheng, L.M.; Poole, W.J.; Embury, J.D.; Lloyd, D.J. The influence of precipitation on the work-hardening behavior of the aluminum alloys AA6111 and AA7030. Metall. Mater. Trans. A 2003, 34, 2473–2481. [Google Scholar] [CrossRef]
- Kocks, U.F.; Mecking, H. Physics and phenomenology of strain hardening: The FCC case. Prog. Mater. Sci. 2003, 48, 171–273. [Google Scholar] [CrossRef]
- Shaha, S.K.; Czerwinski, F.; Kasprzak, W.; Chen, D.L. Work hardening and texture during compression deformation of the Al-Si-Cu-Mg alloy modified with V, Zr and Ti. J. Alloys Compd. 2014, 593, 290–299. [Google Scholar] [CrossRef]
- Da Costa Teixeira, J.; Bourgeois, L.; Sinclair, C.W.; Hutchinson, C.R. The effect of shear-resistant, plate-shaped precipitates on the work hardening of Al alloys: Towards a prediction of the strength–elongation correlation. Acta Mater. 2009, 57, 6075–6089. [Google Scholar] [CrossRef]
- Ma, E.M.; Chawla, K.K. Mechanical Behavior of Materials; Cambridge University Press: Cambridge, UK, 2008; pp. 1298–1305. [Google Scholar]
- Li, H.; Lv, F.; Xiao, Z.; Liang, X.; Sang, F.; Li, P. Low-cycle fatigue behavior of a cast Mg–Y–Nd–Zr alloy by T6 heat treatment. Mater. Sci. Eng. A 2016, 676, 377–384. [Google Scholar] [CrossRef]
- Bathias, C.; Pineau, A. Fatigue of Materials and Structures; John Wiley & Sons: Hoboken, NJ, USA, 2013; pp. 70–71. [Google Scholar]
- Forsyth, P.J. Fatigue damage and crack growth in aluminum alloys. Acta Metall. 1963, 11, 703–717. [Google Scholar] [CrossRef]
- Watanabe, C.; Monzen, R.; Tazaki, K. Effects of Al3Sc particle size and precipitate-free zones on fatigue behavior and dislocation structure of an aged Al-Mg-Sc alloy. Int. J. Fatigue 2008, 30, 635–641. [Google Scholar] [CrossRef]
- Deschamps, A.; Decreus, B.; De Geuser, F.; Dorin, T.; Weyland, M. The influence of precipitation on plastic deformation of Al–Cu–Li alloys. Acta Mater. 2013, 61, 4010–4021. [Google Scholar] [CrossRef]
- Tang, Y.C.; Kang, Y.L.; Yue, L.J.; Jiao, X.L. The effect of aging process on the microstructure and mechanical properties of a Cu-Be-Co-Ni alloy. Mater. Des. 2015, 85, 332–341. [Google Scholar] [CrossRef]
- Desmukh, M.N.; Pandey, R.K.; Mukhopadhyay, A.K. Effect of aging treatments on the kinetics of fatigue crack growth in 7010 aluminum alloy. Mater. Sci. Eng. A 2006, 435–436, 318–326. [Google Scholar] [CrossRef]
- Li, J.; Zhang, J.Y.; Liu, G.; Sun, J. New insight into the stable grain size of nanotwinned Ni in steady-state creep: Effect of the ratio of effective-to-internal stress. Int. J. Plast. 2016, 85, 172–189. [Google Scholar] [CrossRef]
- Vucko, F.; Bosch, C.; Delafosse, D. Experimental investigations of internal and effective stresses during fatigue loading of high-strength steel. Mater. Sci. Eng. A 2014, 597, 381–386. [Google Scholar] [CrossRef]
- Püschl, W. Models for dislocation cross-slip in close-packed crystal structures: A critical review. Prog. Mater. Sci. 2002, 47, 415–461. [Google Scholar] [CrossRef]
- Brown, L.M.; Stobbs, W.M. The work-hardening of copper-silica. Philos. Mag. 1971, 23, 1185–1199. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Be | Ni | Co | Cu |
|---|---|---|---|---|
| Content | 1.9 | 0.2–0.3 | 0.1–0.2 | Bal. |
| Aging Condition | Young’s Modulus (GPa) | YS (MPa) | UTS (MPa) | Uniform Elongation (%) |
|---|---|---|---|---|
| DA | 134.2 | 1131 | 1308 | 7.1 |
| NA | 135.7 | 1213 | 1300 | 5.3 |
| Aging Condition | Fatigue Strength Coefficient, (MPa) | Fatigue Strength Exponent, b | Fatigue Ductility Coefficient, (%) | Fatigue Ductility Exponent, c |
|---|---|---|---|---|
| NA | 2135 | −0.127 | 5.757 | −0.925 |
| DA | 2455 | −0.154 | 30.577 | −1.209 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tang, Y.; Kang, Y.; Liu, D.; Shen, M.; Hu, Y.; Zhao, L. Tuning Low Cycle Fatigue Properties of Cu-Be-Co-Ni Alloy by Precipitation Design. Metals 2018, 8, 444. https://doi.org/10.3390/met8060444
Tang Y, Kang Y, Liu D, Shen M, Hu Y, Zhao L. Tuning Low Cycle Fatigue Properties of Cu-Be-Co-Ni Alloy by Precipitation Design. Metals. 2018; 8(6):444. https://doi.org/10.3390/met8060444
Chicago/Turabian StyleTang, Yanchuan, Yonglin Kang, Dejia Liu, Mingxue Shen, Yong Hu, and Longzhi Zhao. 2018. "Tuning Low Cycle Fatigue Properties of Cu-Be-Co-Ni Alloy by Precipitation Design" Metals 8, no. 6: 444. https://doi.org/10.3390/met8060444
APA StyleTang, Y., Kang, Y., Liu, D., Shen, M., Hu, Y., & Zhao, L. (2018). Tuning Low Cycle Fatigue Properties of Cu-Be-Co-Ni Alloy by Precipitation Design. Metals, 8(6), 444. https://doi.org/10.3390/met8060444