A Four-Roll Squeeze Pointing Machine for a Shape-Drawing Process

Abstract
:1. Introduction
2. Experiments and Finite Element (FE) Simulations
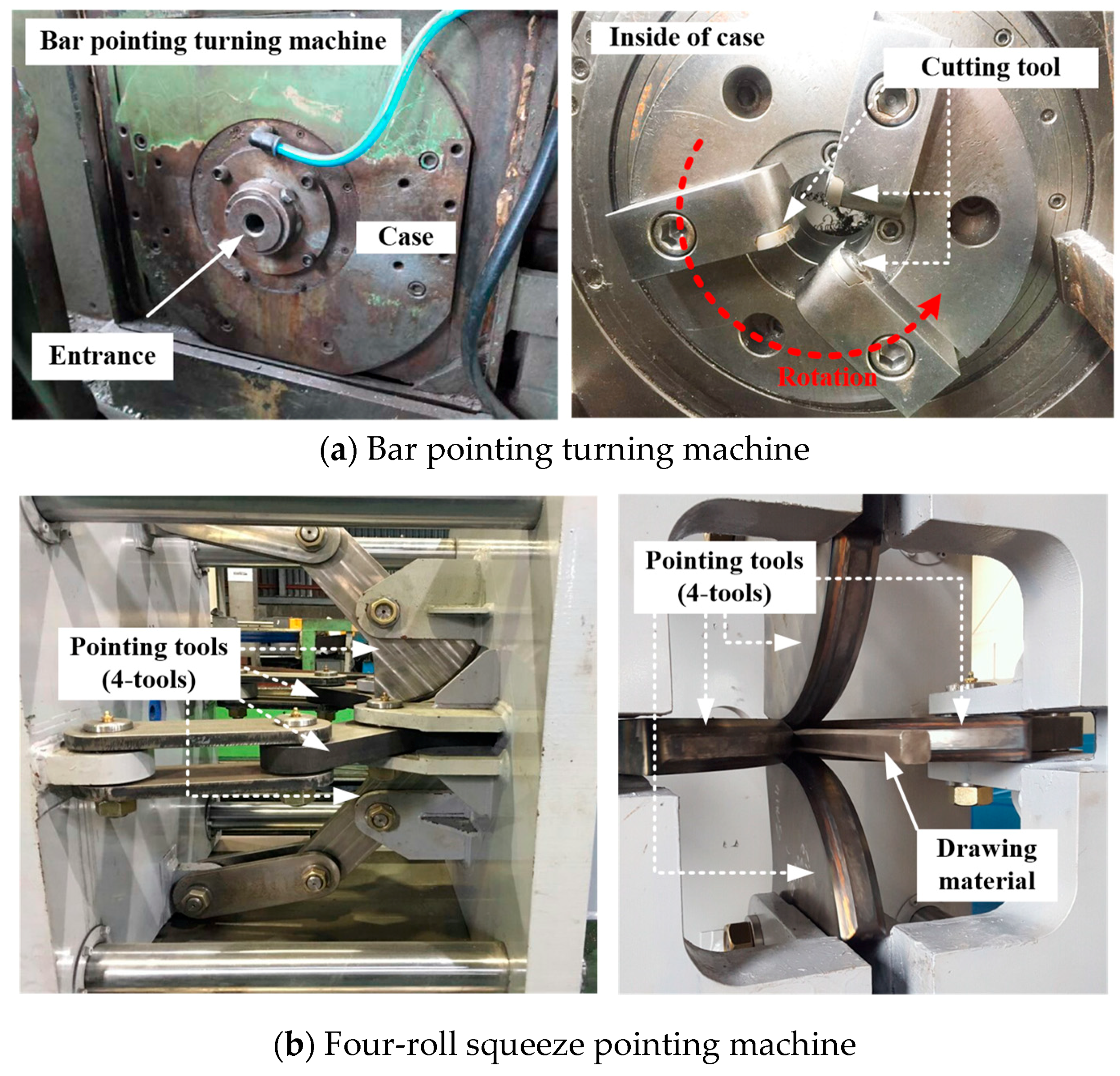
2.1. Four-Roll Squeeze Pointing Machine (RSPM)
2.2. Tool Design for the RSPM
2.3. Conditions of FE Simulation
3. Experimental Results
3.1. Pointing Process and Drawing Process
3.2. Hardness Measurements
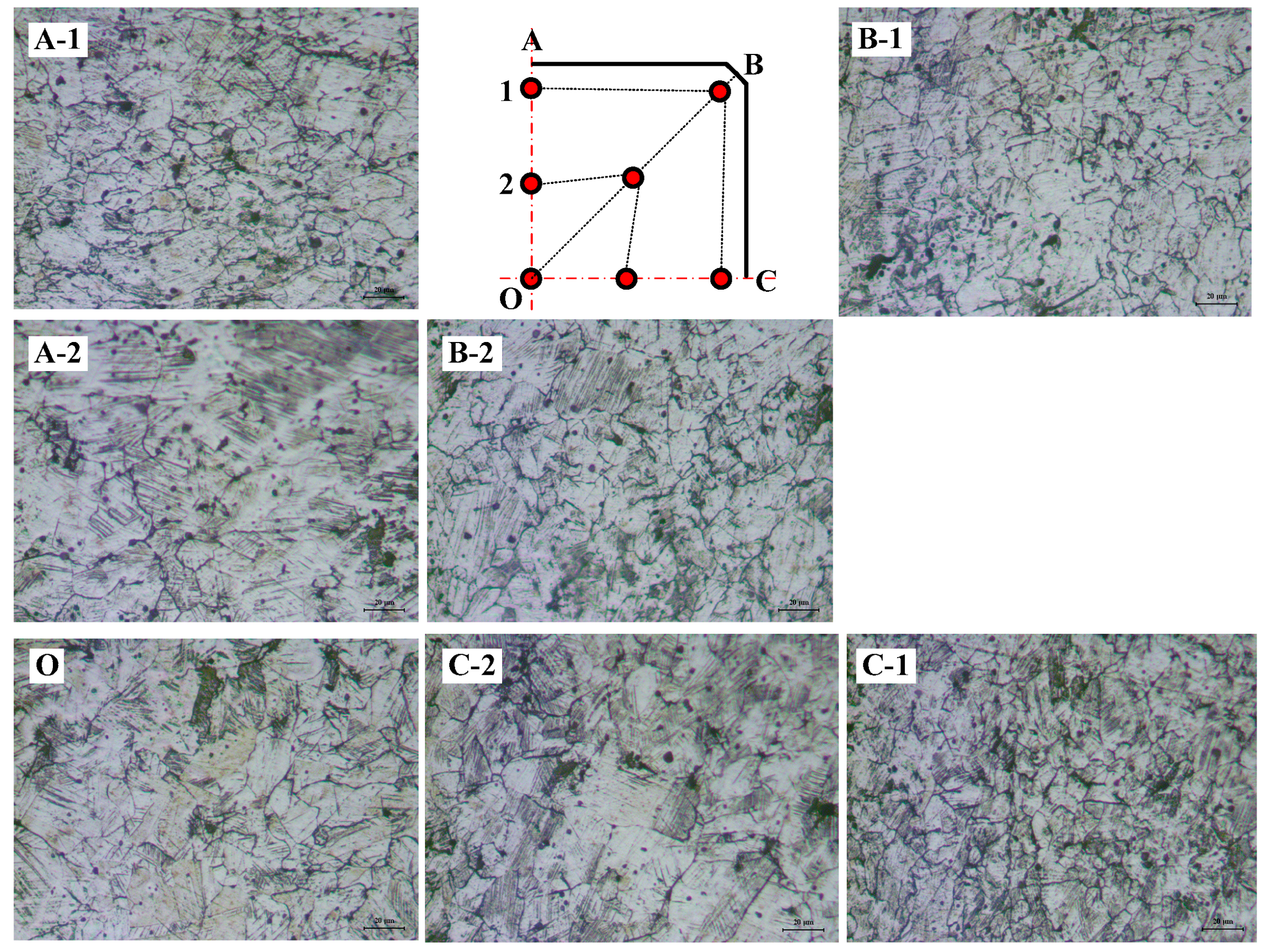
3.3. Microstructure of the Pointed Zone by the RSPM
4. Discussion
4.1. Feasible Pointing Size for a Bar Pointing Turning Machine
4.2. Comparison between Bar Pointing Turning Machine and RSPM
5. Conclusions
- (1)
- Under the same drawing condition, the material pointed by the RSPM was not broken, whereas that pointed by the bar pointing turning machine was. The experimental results of the pointing and drawing processes showed that the pointing process using the RSPM is useful to prevent the breaking of drawing material in the shape-drawing process.
- (2)
- The hardness of the drawing material from the RSPM and drawn material was similarly above approximately 350 Hv. The surface hardness of the drawing material from the RSPM is slightly lower than that of the drawn specimen. The hardness measurement results for each drawing material indicate that the RSPM can affect the extent of work-hardening as much as the shape-drawing process.
- (3)
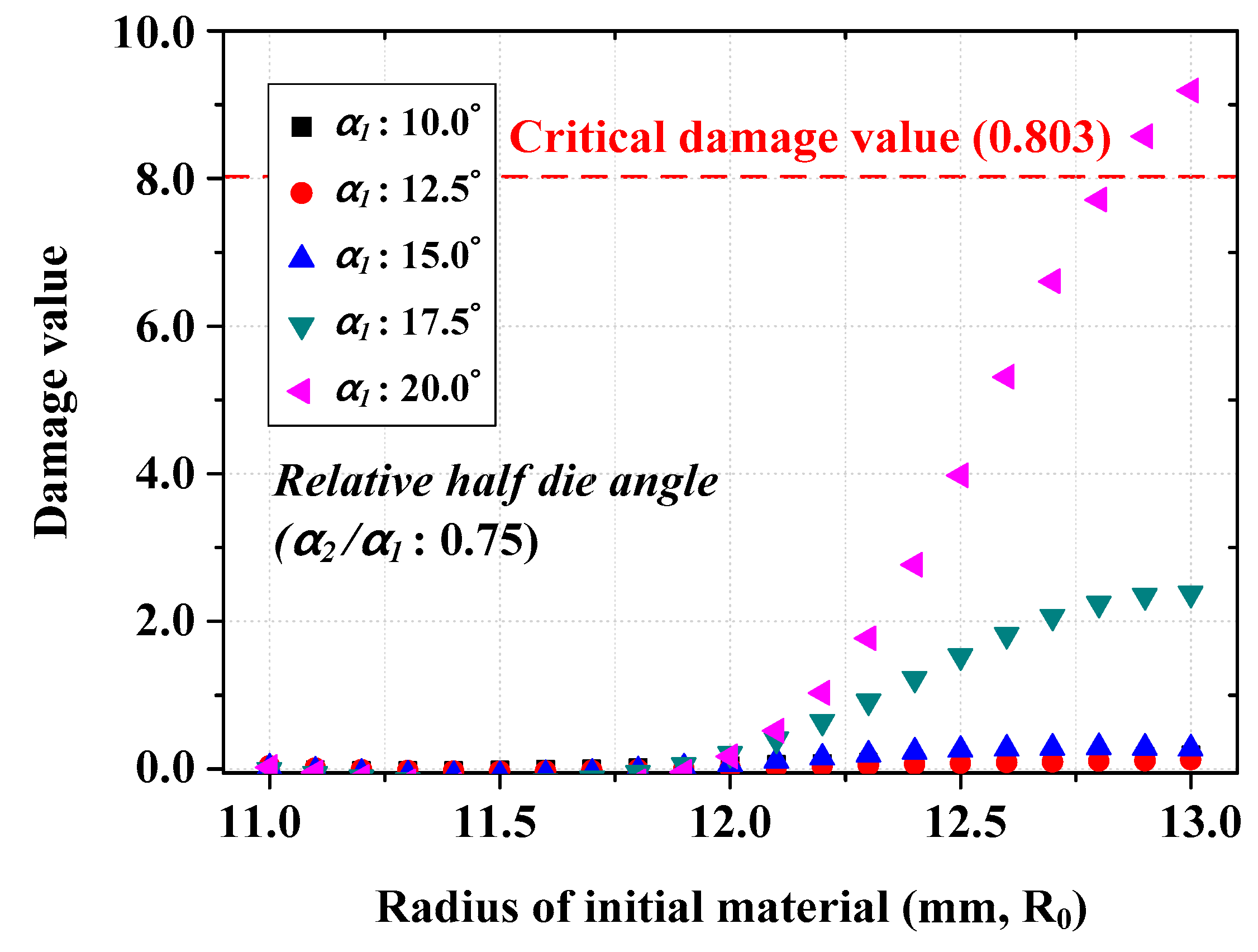
- FE simulations for the shape-drawing process of drawing materials pointed by a bar pointing turning machine were conducted. For the circular shape pointed by the conventional turning machine, the fracture behavior of the drawing material according to the initial billet size and the relationship with the half die angle and the pointing angle was analyzed. As the reduction in area increases, the damage value increases to the critical damage value rapidly. The effect of the reduction in area was dominant.
- (4)
- For FE simulation of the pointing process and the shape-drawing process of drawing material pointed by RSPM, the damage value of the drawing material did not exceed the critical damage value despite the same drawing conditions.
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Semiatin, S.L. ASM Handbook-Metalworking: Bulk Forming, 2nd ed.; ASM International: Novelty, OH, USA, 2008. [Google Scholar]
- Yoshida, K.; Yamada, S.; Hosaka, E. Precision Drawing of Deformed Stainless Steel Rail. In Proceedings of the Japanese Joint Conference for the Technology of Plasticity, Kyoto, Japan, 29–31 May 2009. [Google Scholar]
- Abitzur, B.; Narayan, C.; Chou, Y.T. Upper-bound solutions for flow through conical converging dies. Int. J. Mach. Tool Des. Res. 1982, 22, 197–214. [Google Scholar] [CrossRef]
- Boer, C.R.; Webster, W.D. Direct upper-bound solution and finite element approach to round-to-square drawing. J. Eng. Ind. 1985, 107, 254–260. [Google Scholar] [CrossRef]
- Lee, T.K.; Lee, C.J.; Lee, S.K.; Kim, B.M. Prediction of drawing load in the shape drawing process. Trans. Mater. Process. 2009, 18, 324–328. [Google Scholar]
- Basily, B.B.; Sansome, D.H. Some theoretical considerations for the direct drawing of section rod from round bar. Int. J. Mech. Sci. 1976, 18, 201–208. [Google Scholar] [CrossRef]
- Jokovic, Z.; Djapic, N. Method development for the calculation of the metal drawing passes schedule to which the hollomon curve applies. UPB Sci. Bull. Ser. B 2013, 75, 165–174. [Google Scholar]
- Lee, I.K.; Lee, S.K.; Lee, C.J.; Jeong, M.S.; Lee, J.W. A new method for predicting drawing load of shape drawing process. Int. J. Adv. Manuf. Technol. 2016, 84, 1747–1755. [Google Scholar] [CrossRef]
- Lee, S.K.; Lee, J.E.; Kim, B.M.; Kim, S.M. Die design in the complex shape drawing of cross roller guide to improve the dimensional accuracy. J. Mech. Sci. Technol. 2007, 21, 1573–1579. [Google Scholar] [CrossRef]
- Lee, S.K.; Lee, J.E.; Kim, S.M.; Kim, B.M. Design of intermediate die shape of multistage profile drawing for linear motion guide. J. Mech. Sci. Technol. 2010, 24, 2539–2544. [Google Scholar] [CrossRef]
- Lee, J.E.; Lee, T.K.; Lee, S.K.; Kim, B.M. Design of the cross sectional shape of intermediate die for shaped drawing of spline. Trans. Mater. Process. 2008, 17, 627–632. [Google Scholar]
- Mathan, G.; Manikandan, G.; Raj, A.; Rajgure, A.P. On the Reduction of High Starting Load in Cold Drawing of Circular Tubes. In Proceedings of the 5th International & 26th All India Manufacturing Technology, Design and Research Conference (AIMTDR 2014), Assam, India, 12–14 December 2014. [Google Scholar]
- Osika, J.; Palkowski, H.; Swiatkowski, K.; Pociecha, D.; Kula, A. Analysis of material deformation during the new cold tube rolling process realized on the new generation of pilger mills. Arch. Metall. Mater. 2009, 54, 1239–1251. [Google Scholar]
- Selvakumar, S.; Arulshri, K.P.; Padmanaban, K.P.; Sasikumar, K.S.K. Design and optimization of machining fixture layout using ANN and DOE. Int. J. Adv. Manuf. Technol. 2013, 65, 1573–1586. [Google Scholar] [CrossRef]
- Arnaiz-González, Á.; Fernández-Valdivielso, A.; Bustillo, A.; López de Lacalle, L.N. Using artificial neural networks for the prediction of dimensional error on inclined surfaces manufactured by ball-end milling. Int. J. Adv. Manuf. Technol. 2016, 83, 847–859. [Google Scholar] [CrossRef]
- Kim, J.H.; Lee, K.H.; Ko, D.C.; Lee, S.B.; Kim, B.M. Design of integrated safety vent in prismatic lithium-ion battery. J. Mech. Sci. Technol. 2017, 31, 2505–2511. [Google Scholar] [CrossRef]
- Celada-Casero, C.; Huang, B.M.; Aranda, M.M.; Yang, J.R.; San Martin, D. Mechanisms of ultrafine-grained austenite formation under different isochronal conditions in a cold-rolled metastable stainless steel. Mater. Charact. 2016, 118, 129–141. [Google Scholar] [CrossRef] [Green Version]
- Perdahcıŏ glu, E.S.; Geijselaers, H.J.M.; Groen, M. Influence of plastic strain on deformation-induced martensitic transformations. Scr. Mater. 2008, 58, 947–950. [Google Scholar] [CrossRef]
- Talonen, J.; Hänninen, H. Formation of shear bands and strain-induced martensite during plastic deformation of metastable austenitic stainless steels. Acta Mater. 2007, 55, 6108–6118. [Google Scholar] [CrossRef]
- Hedström, P.; Lindgren, L.E.; Almer, J.; Lienert, U.; Bernier, J.; Terner, M.; Odén, M. Load partitioning and strain-induced martensite formation during tensile loading of a metastable austenitic stainless steel. Metall. Mater. Trans. A 2009, 40, 1039–1048. [Google Scholar] [CrossRef]
- Spencer, K.; Embury, J.D.; Conlon, K.T.; Véron, M.; Bréchet, Y. Strengthening via the formation of strain-induced martensite in stainless steels. Mater. Sci. Eng. A 2004, 387–389, 873–881. [Google Scholar] [CrossRef]
- Post, J.; Nolles, H.; Datta, K.; Geijselaers, H.J.M. Experimental determination of the constitutive behaviour of a metastable austenitic stainless steel. Mater. Sci. Eng. A 2008, 498, 179–190. [Google Scholar] [CrossRef]
- Celada-Casero, C.; Kooiker, H.; Groen, M.; Post, J.; San-Martin, D. In-Situ Investigation of Strain-Induced Martensitic Transformation Kinetics in an Austenitic Stainless Steel by Inductive Measurements. Metals 2017, 7, 217. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Values |
|---|---|
| Yield strength (MPa) | 311.55 |
| Ultimate strength (MPa) | 628.16 |
| Strain hardening coefficient, n | 0.4491 |
| Strength coefficient, K (MPa) | 1308.58 |
| Input Parameters | Values |
|---|---|
| Material | STS304L |
| Initial billet diameter (mm) | 22~26 |
| Critical damage value | 0.803 |
| Die exit (mm2) | 20 × 20 (R1) |
| Half die angle (α1, °) | 10~20 |
| Pointing zone diameter (mm) | 18 |
| Pointing angle (α2, °) | 0.5 α1~1.0 α1 |
| Friction coefficient (μ) | 0.057 |
| Drawing velocity (mm/s2) | 3 |
| Factors | Level 1 | Level 2 | Level 3 |
|---|---|---|---|
| Initial billet diameter (2R0) | 22 | 24 | 26 |
| Half die angle (α1) | 10 | 15 | 20 |
| Pointing angle (α2) | 0.5 α1 | 0.75 α1 | 1.0 α1 |
| Input Parameters | Values |
|---|---|
| Material | STS304L |
| Initial billet diameter (mm) | 26 |
| Critical damage value | 0.803 |
| Pointing zone (mm2) | 19.5 × 19.5 |
| Pointing angle (°) | 15 |
| Friction coefficient (μ) | 0.12 |
| Tool rotating speed (RPM) | 0.76 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, J.H.; Kim, B.M. A Four-Roll Squeeze Pointing Machine for a Shape-Drawing Process. Metals 2018, 8, 427. https://doi.org/10.3390/met8060427
Kim JH, Kim BM. A Four-Roll Squeeze Pointing Machine for a Shape-Drawing Process. Metals. 2018; 8(6):427. https://doi.org/10.3390/met8060427
Chicago/Turabian StyleKim, Jeong Hun, and Byung Min Kim. 2018. "A Four-Roll Squeeze Pointing Machine for a Shape-Drawing Process" Metals 8, no. 6: 427. https://doi.org/10.3390/met8060427
APA StyleKim, J. H., & Kim, B. M. (2018). A Four-Roll Squeeze Pointing Machine for a Shape-Drawing Process. Metals, 8(6), 427. https://doi.org/10.3390/met8060427