Fabrication of a Porous Metal via Selective Phase Dissolution in Al-Cu Alloys


Abstract
:1. Introduction
2. Materials and Methods
2.1. Selection of Chemical Compositions
2.2. Melting and Sample Preparation
2.3. Selective Dissolution
2.4. Characterization
3. Results and Discussion
3.1. Effects of Solidification and Annealing
3.1.1. Quenching in Cold Water
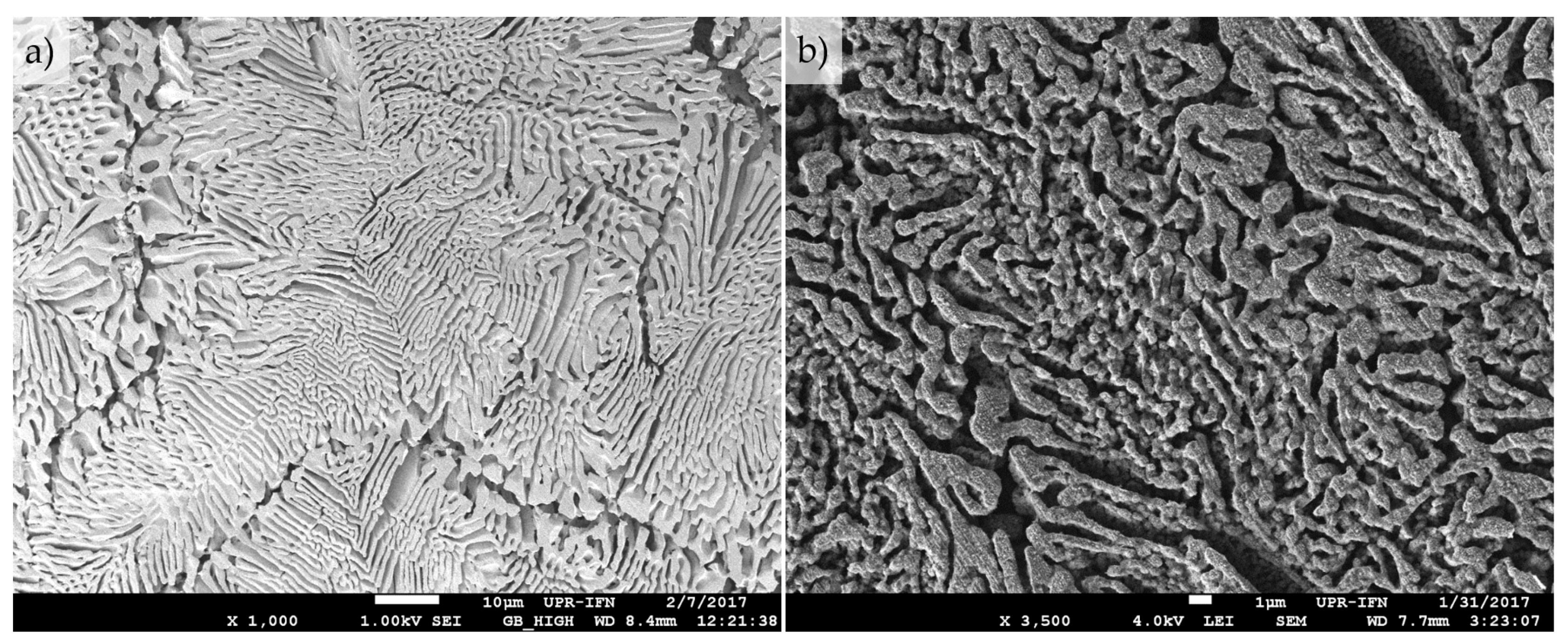
3.1.2. Directional Solidification
3.1.3. Solidification in Copper Molds
3.1.4. Annealing Effect
3.2. Free Corrosion of Directionally Solidified Samples
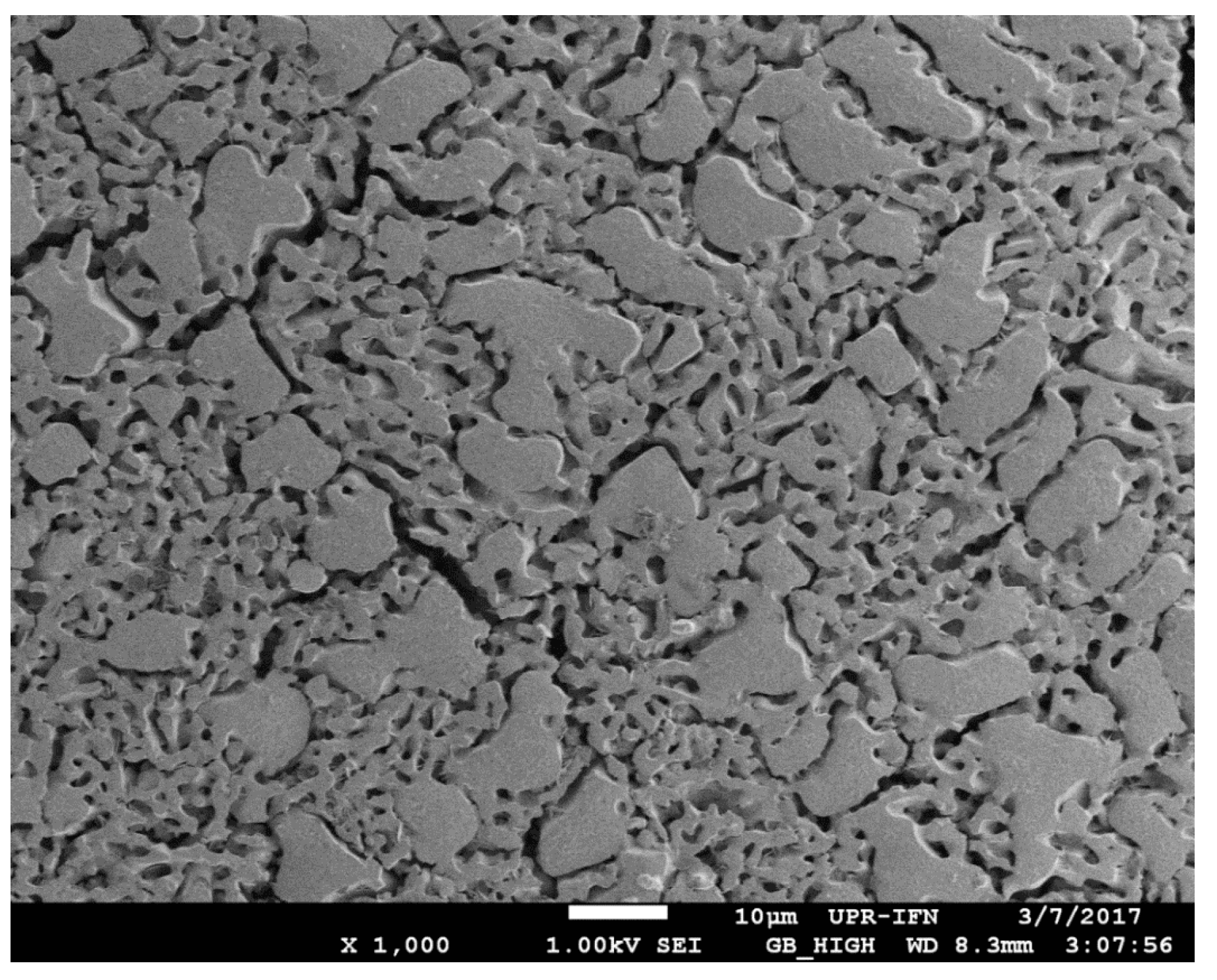
3.3. Selective Dissolution of Samples Solidified in Copper Molds
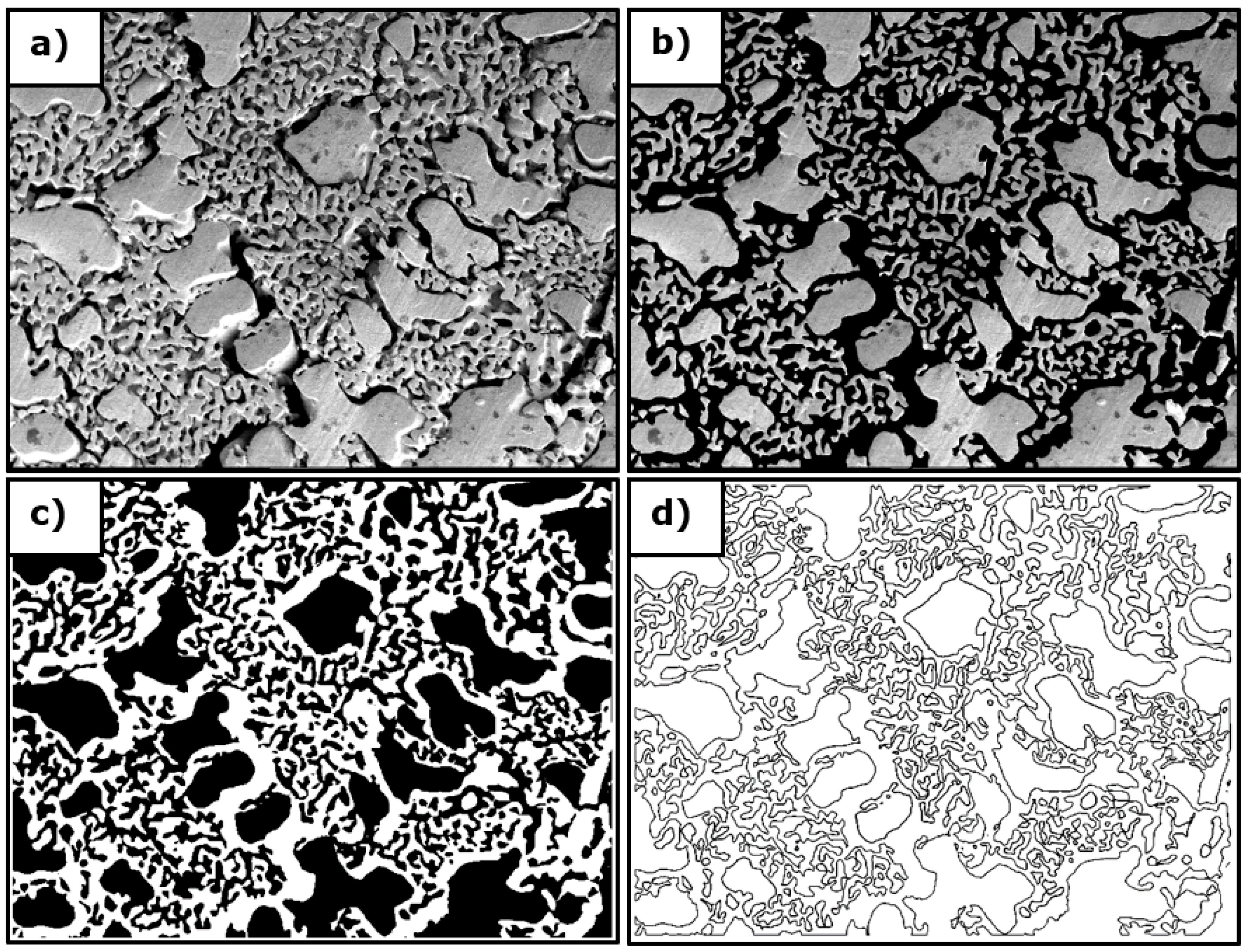
3.3.1. Sample Porosity
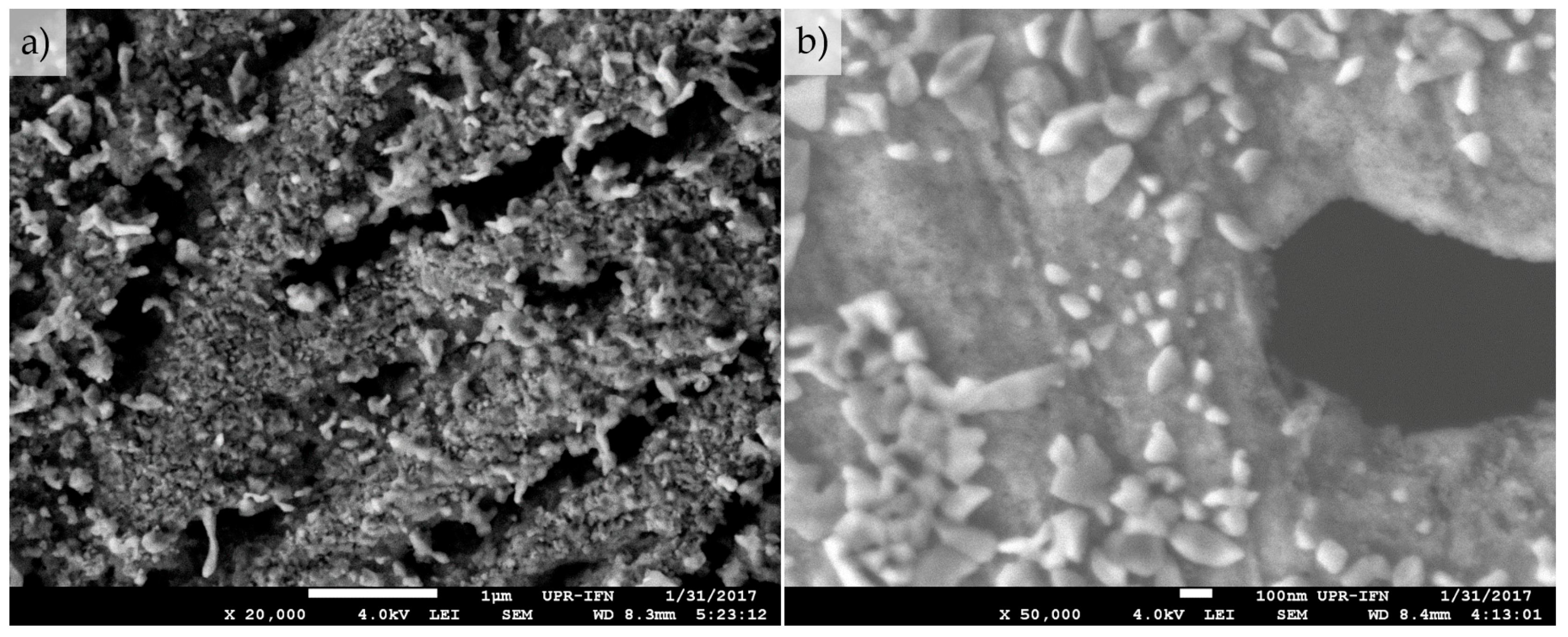
3.3.2. Pore and Ligament Size
3.3.3. Corrosion Procedure
3.4. XRD Results
4. Conclusions
- Successful selective dissolution of the Al phase from a precursor Al-Cu alloy was achieved, proving the feasibility of manufacturing a porous metallic material made of an intermetallic phase. The pore sizes varied between 230 nm and 1850 nm.
- Solidification on copper sheets allowed a higher thermal gradient, causing finer microstructure. In addition, this solidification method avoided the formation of pores during this process.
- The smallest average pores (652 nm) were obtained in the Al-19.17 at % Cu specimen (named as hypereutectic composition 1), while larger ones (959.5 nm) were obtained in Al-20.80 at % Cu specimens (hypereutectic composition 2).
- Samples of eutectic composition present a greater uniformity and smaller ligaments size after the selective dissolution (433.4 nm). The ligaments for the hypereutectic compositions had a more variable and greater thickness. In addition, the parent eutectic alloy led to the highest porosity percent. This composition is the best one of those studied based one its high porosity, greater homogeneity, and, thus, final larger surface area.
- A 10 vol. % NaOH aqueous solution allowed a rapid chemical reaction and selective dissolution of the primary Al phase for the three compositions studied.
- During corrosion, the electrolyte must be stirred lest the concentration of the resulting Al(OH)4 ion increases on the sample surface. This avoids the Al(OH)3 formation. After corrosion, the sample should be in contact with air for the shortest time possible to avoid oxidation.
- The X-ray diffraction results validated the complete removal of aluminum phase present in the sample before the corrosion process, which was carried out for 24 h.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Erlebacher, J.; Newman, R.C.; Sieradzki, K. Fundamental physics and chemistry of nanoporosity evolution during dealloying. In RSC Nanoscience and Nanotechnology; Royal Society of Chemistry: London, UK, 2012; pp. 11–29. ISBN 9781849733748. [Google Scholar]
- Vu, T.N. Selective Dissolution from Zn-Al Alloy Coatings on Steel; Material Chemistry; L’Universite Pierre et Marie Curie: Paris, France, 2012. [Google Scholar]
- Chen, L.-Y.; Yu, J.-S.; Fujita, T.; Chen, M.-W. Nanoporous Copper with Tunable Nanoporosity for SERS Applications. Adv. Funct. Mater. 2009, 19, 1221–1226. [Google Scholar] [CrossRef]
- Mao, R.; Liang, S.; Wang, X.; Yang, Q.; Han, B. Effect of preparation conditions on morphology and thermal stability of nanoporous copper. Corros. Sci. 2012, 60, 231–237. [Google Scholar] [CrossRef]
- Yeh, W.J.; Chava, S. Fabrication of metallic nanoporous films by dealloying. J. Vac. Sci. Technol. B Microelectron. Nanometer Struct. 2009, 27, 923. [Google Scholar] [CrossRef]
- Sun, Y.; Ren, Y.; Yang, K. New preparation method of micron porous copper through physical vacuum dealloying of Cu-Zn alloys. Mater. Lett. 2016, 165, 1–4. [Google Scholar] [CrossRef]
- Song, T.; Yan, M.; Shi, Z.; Atrens, A.; Qian, M. Creation of bimodal porous copper materials by an annealing-electrochemical dealloying approach. Electrochim. Acta 2015, 164, 288–296. [Google Scholar] [CrossRef]
- Zhang, S.; Xing, Y.; Jiang, T.; Du, Z.; Li, F.; He, L.; Liu, W. A three-dimensional tin-coated nanoporous copper for lithium-ion battery anodes. J. Power Sources 2011, 196, 6915–6919. [Google Scholar] [CrossRef]
- Jiang, H.; Li, J.; Geng, H.; Wang, Q. Influence of cooling rate and addition of lanthanum and cerium on formation of nanoporous copper by chemical dealloying of Cu15Al85 alloy. J. Rare Earths 2013, 31, 1119–1124. [Google Scholar] [CrossRef]
- Liu, W.B.; Zhang, S.C.; Li, N.; Zheng, J.W.; Xing, Y.L. Influence of phase constituent and proportion in initial Al-Cu alloys on formation of monolithic nanoporous copper through chemical dealloying in an alkaline solution. Corros. Sci. 2011, 53, 809–814. [Google Scholar] [CrossRef]
- Qi, Z.; Zhao, C.; Wang, X.; Lin, J.; Shao, W.; Zhang, Z.; Bian, X. Formation and characterization of monolithic nanoporous copper by chemical dealloying of Al-Cu alloys. J. Phys. Chem. C 2009, 113, 6694–6698. [Google Scholar] [CrossRef]
- Liu, W.B.; Zhang, S.C.; Li, N.; Zheng, J.W.; Xing, Y.L. A facile one-pot route to fabricate nanoporous copper with controlled hierarchical pore size distributions through chemical dealloying of Al-Cu alloy in an alkaline solution. Microporous Mesoporous Mater. 2011, 138, 1–7. [Google Scholar] [CrossRef]
- Nam, S.; Jo, H.; Choe, H.; Ahn, D.; Choi, H. Development of nanoporous copper foams by chemical dealloying of mechanically alloyed Al-Cu compounds. Mater. Trans. 2014, 55, 1414–1418. [Google Scholar] [CrossRef]
- Suárez, O.M.; Estremera, E.G.; Soler, R.; Declet, A.; Hernández-Maldonado, A.J. Fabrication of porous and nanoporous aluminum via selective dissolution of Al-Zn alloys. Adv. Mater. Sci. Eng. 2014, 1–7. [Google Scholar] [CrossRef]
- ASM International Handbook Committee. ASM Specialty Handbook: Copper and Copper Alloys; Davis, J.R., Ed.; ASM International: Materials Park, OH, USA, 2001; p. 652. ISBN 978-0-87170-726-0. [Google Scholar]
- Kurz, W.; Fisher, D.J. Fundamentals of Solidification, 3rd ed.; Trans Tech publications: Aedermannsdorf, Switzerland, 1989; Volume 1, p. 242. ISBN 0878495223, 9780878495221. [Google Scholar]
- Zolotorevsky, V.S.; Belov, N.A.; Glazoff, M.V. Casting Aluminum Alloys; Elsevier: Amsterdam, The Netherlands, 2007; p. 529. ISBN 978-0-08-045370-5. [Google Scholar]
- Voorhees, P.W. The Theory of Ostwald Ripening. J. Stat. Phys. 1985, 38, 231–252. [Google Scholar] [CrossRef]
- Osório, W.R.; Garcia, L.R.; Goulart, P.R.; Garcia, A. Effects of eutectic modification and T4 heat treatment on mechanical properties and corrosion resistance of an Al-9 wt % Si casting alloy. Mater. Chem. Phys. 2007, 106, 343–349. [Google Scholar] [CrossRef]
- Belov, N.A.; Alabin, A.N.; Eskin, D.G. Improving the properties of cold-rolled Al-6%Ni sheets by alloying and heat treatment. Scr. Mater. 2004, 50, 89–94. [Google Scholar] [CrossRef]
- Wei, X.; Wang, Y.; Hernández-Maldonado, A.J.; Chen, Z. Guidelines for rational design of high-performance absorbents: A case study of zeolite adsorbents for emerging pollutants in water. Green Energy Environ. 2017, 2, 363–369. [Google Scholar] [CrossRef]
- Bhattacharyya, S.; Mastai, Y.; Panda, R.N.; Yeon, S.; Hu, M.Z. Advanced nanoporous materials: Synthesis, properties, and applications. J. Nanomater. 2014, 2–4. [Google Scholar] [CrossRef]
- Counter, J.A.; Addai-Mensah, J.; Ralston, J. The formation of Al(OH)3 crystals from supersaturated sodium aluminate solutions revealed by cryovitrification-transmission electron microscopy. Colloids Surf. A Physicochem. Eng. Asp. 1999, 154, 389–398. [Google Scholar] [CrossRef]
- Graulis, S.; Chateigner, D.; Downs, R.T.; Yokochi, A.F.T.; Quirós, M.; Lutterotti, L.; Manakova, E.; Butkus, J.; Moeck, P.; Le Bail, A. Crystallography open database—An open-access collection of crystal structures. J. Appl. Crystallogr. 2009, 42, 726–729. [Google Scholar] [CrossRef] [PubMed]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Precursor Alloy (at %) | Solution | Pore Size (nm) | Ligament Size (nm) | Reference |
|---|---|---|---|---|
| Al75Cu25 and Al67Cu33 | NaCl | 50–200 | ~ | [7] |
| Al75Cu25 | NaOH | 10–50 | 10–50 | [8] |
| Al85Cu15 | HCl | ~ | 60–120 | [9] |
| Al100-xCux, x = 33,35,40,50 | NaOH | 20–200 | 20–200 | [10] |
| Al100-xCux, x = 33,35,40,50 | HCl and NaOH | ~ | 100–500 | [11] |
| Al65Cu35 | NaOH | ~ | 25–350 | [12] |
| NaOH | 25 ± 20 | 30 ± 20 | [13] |
| NaOH Concentration | Corrosion Observation |
|---|---|
| 1 vol. % | Slow reaction, selective dissolution at long time. |
| 10 vol. % | Fast corrosion, selective dissolution at controlled periods of time. |
| 25 vol. % | Very fast and aggressive reaction, no selective dissolution. |
| Type | Average Size (nm) | Standard Deviation (nm) | ||||
|---|---|---|---|---|---|---|
| EC | HC-1 | HC-2 | EC | HC-1 | HC-2 | |
| Pore | 689.7 | 652.0 | 959.5 | 166.0 | 304.3 | 312.0 |
| Ligament | 433.4 | 584.5 | 1114.1 | 94.9 | 261.0 | 291.9 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vargas-Martínez, J.; Estela-García, J.E.; Suárez, O.M.; Vega, C.A. Fabrication of a Porous Metal via Selective Phase Dissolution in Al-Cu Alloys. Metals 2018, 8, 378. https://doi.org/10.3390/met8060378
Vargas-Martínez J, Estela-García JE, Suárez OM, Vega CA. Fabrication of a Porous Metal via Selective Phase Dissolution in Al-Cu Alloys. Metals. 2018; 8(6):378. https://doi.org/10.3390/met8060378
Chicago/Turabian StyleVargas-Martínez, Juan, John E. Estela-García, Oscar Marcelo Suárez, and Carmen A. Vega. 2018. "Fabrication of a Porous Metal via Selective Phase Dissolution in Al-Cu Alloys" Metals 8, no. 6: 378. https://doi.org/10.3390/met8060378