Damage in Creep Aging Process of an Al-Zn-Mg-Cu Alloy: Experiments and Modeling



Abstract
:1. Introduction
2. Experimental Procedures
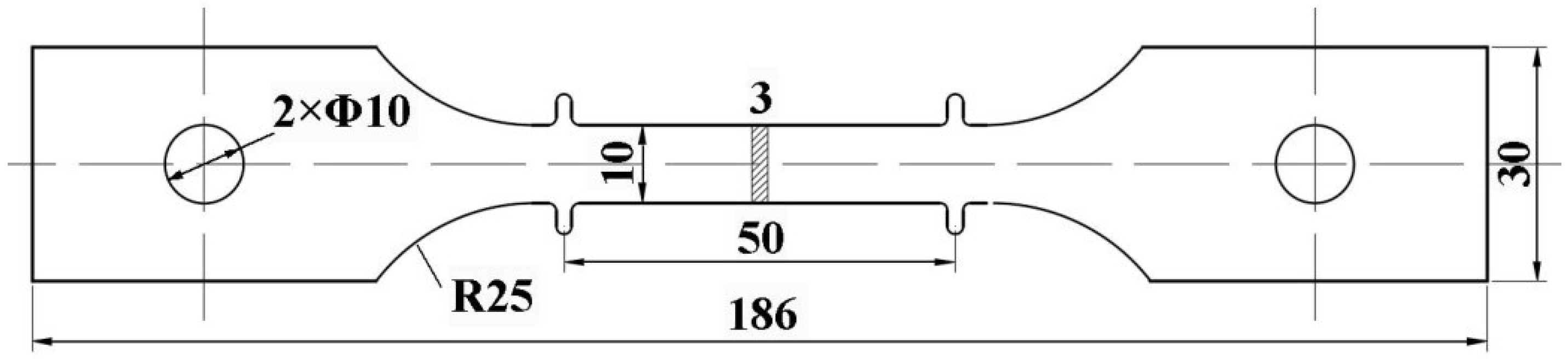
2.1. As-Received Material and Specimen Preparation
2.2. Creep Aging Tensile Tests
2.3. Mechanical Properties Tests and Microstructure Characterization
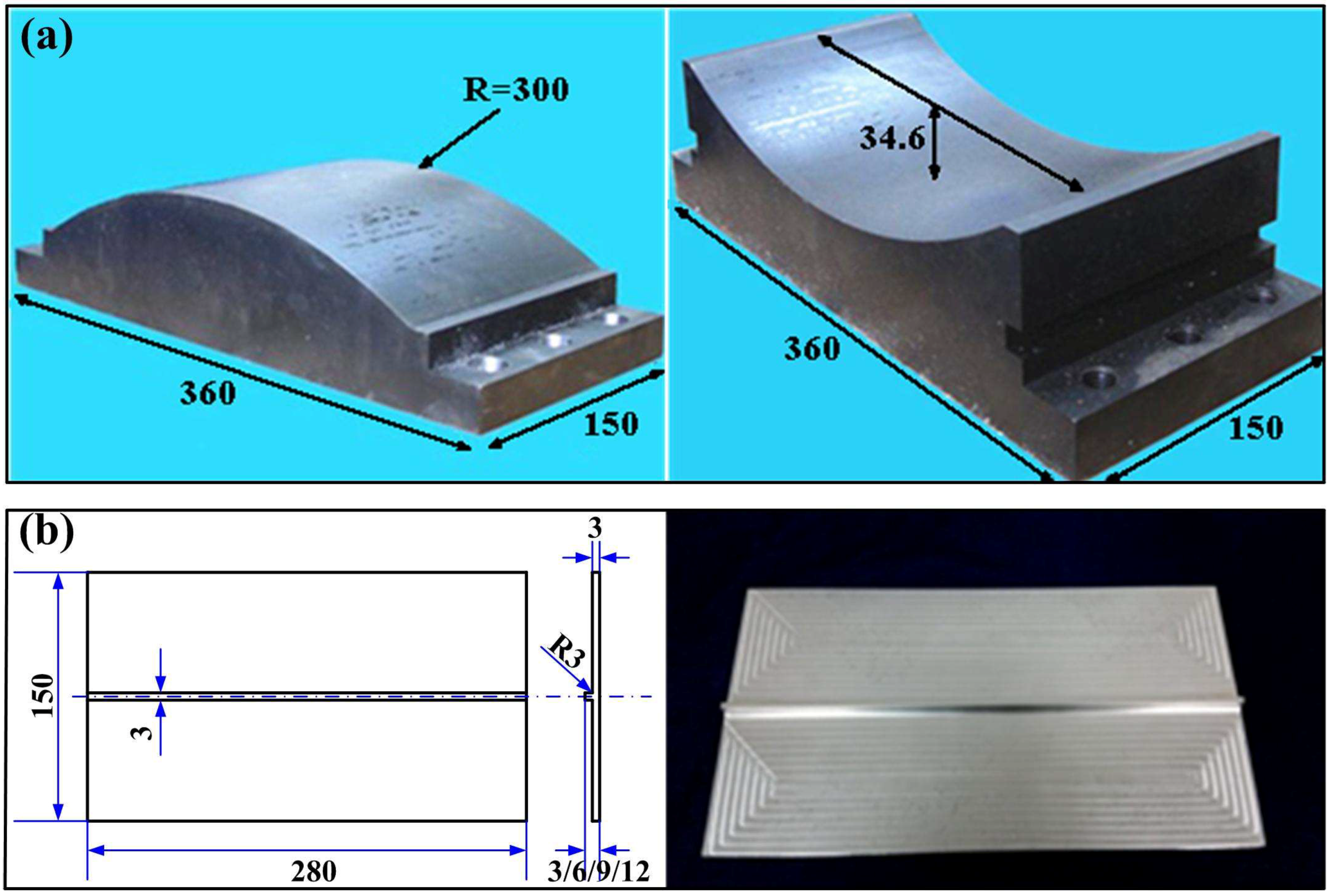
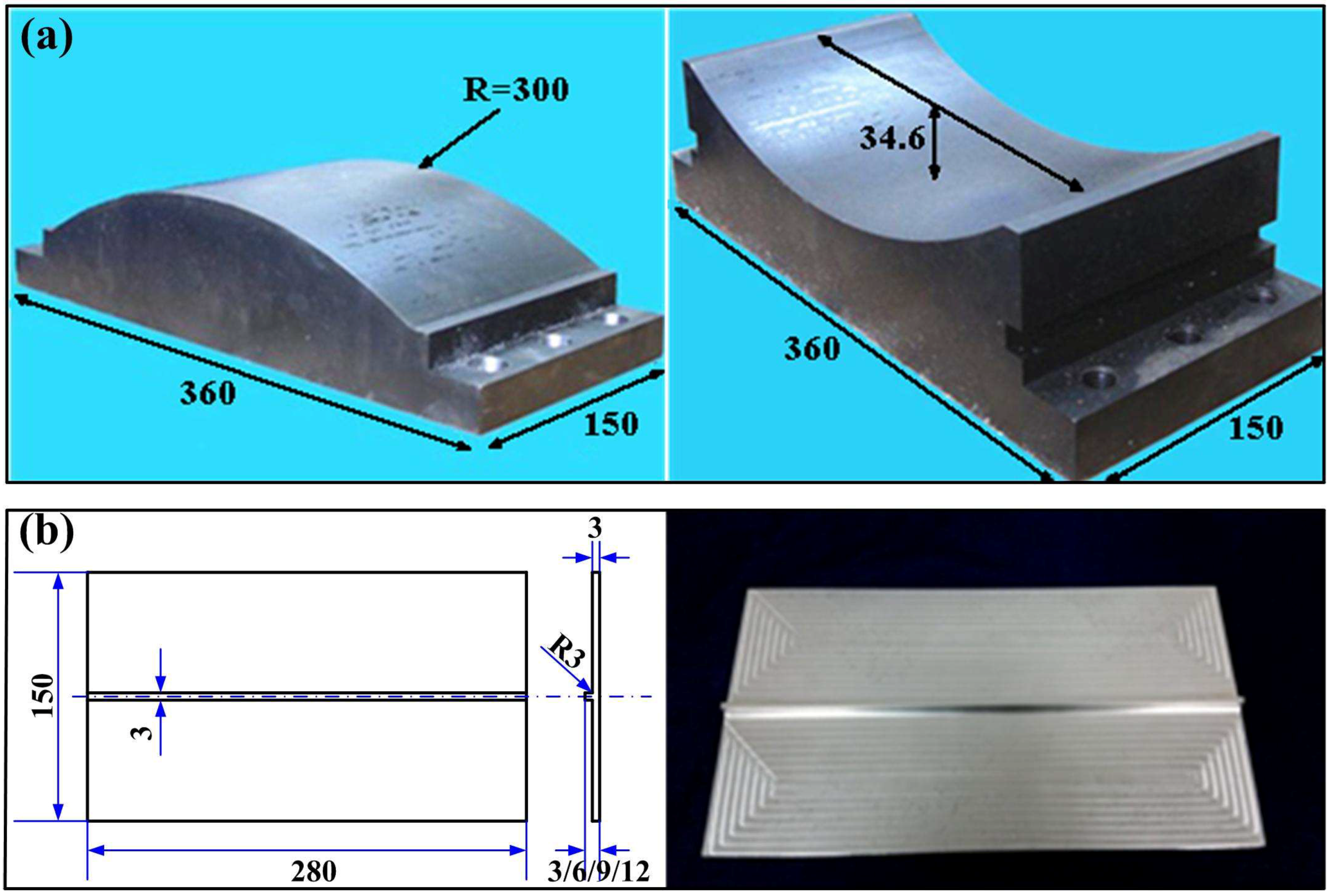
2.4. CAF Tests for Ribbed Panels
3. Creep Aging Behaviors with Damage Evolution
3.1. Creep Deformation
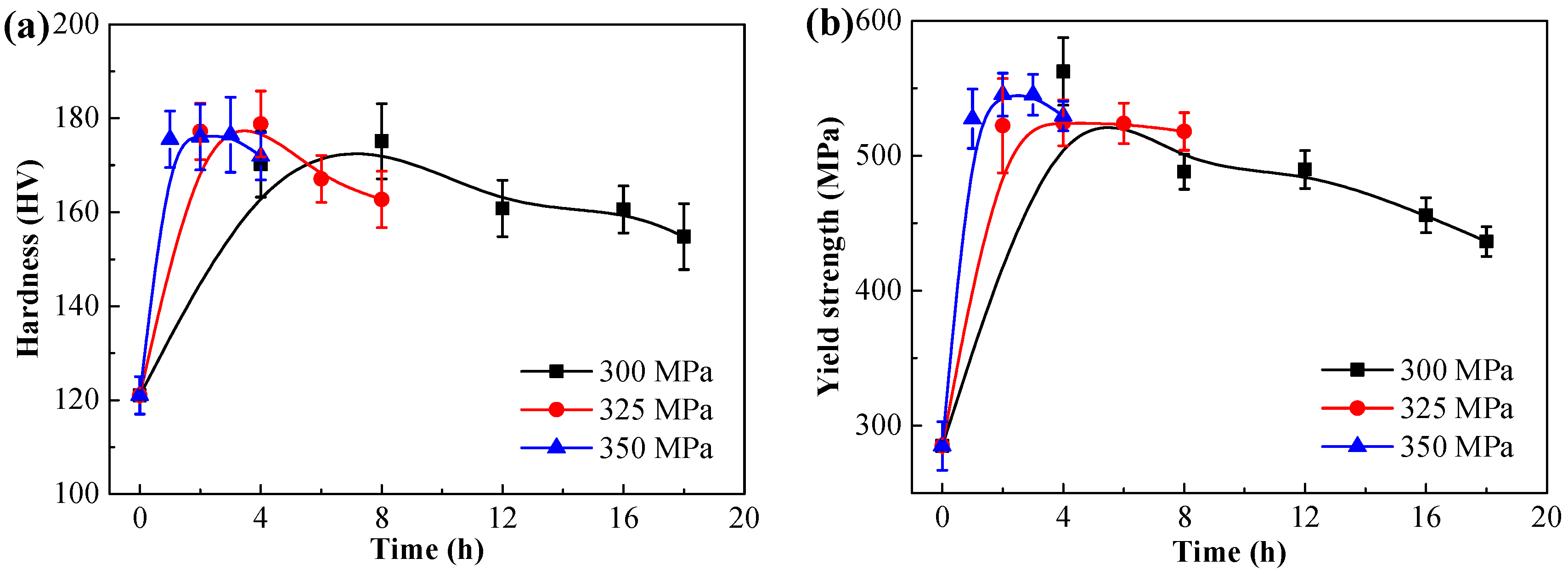
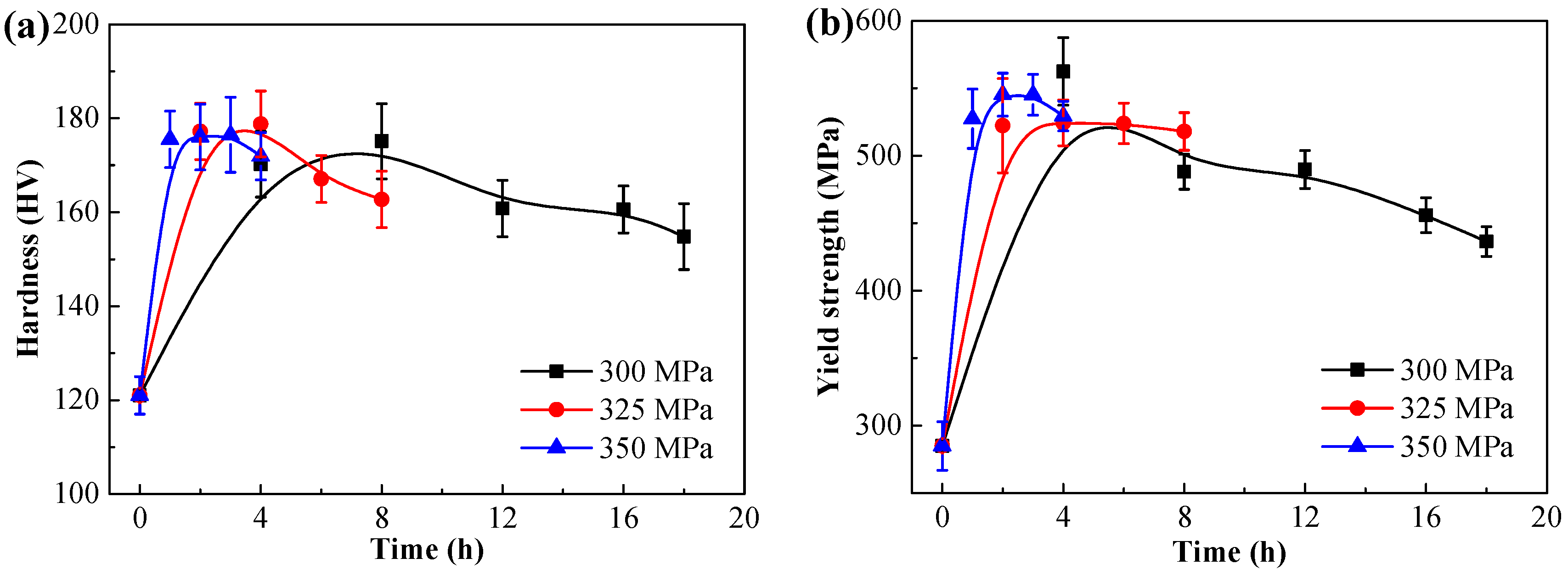
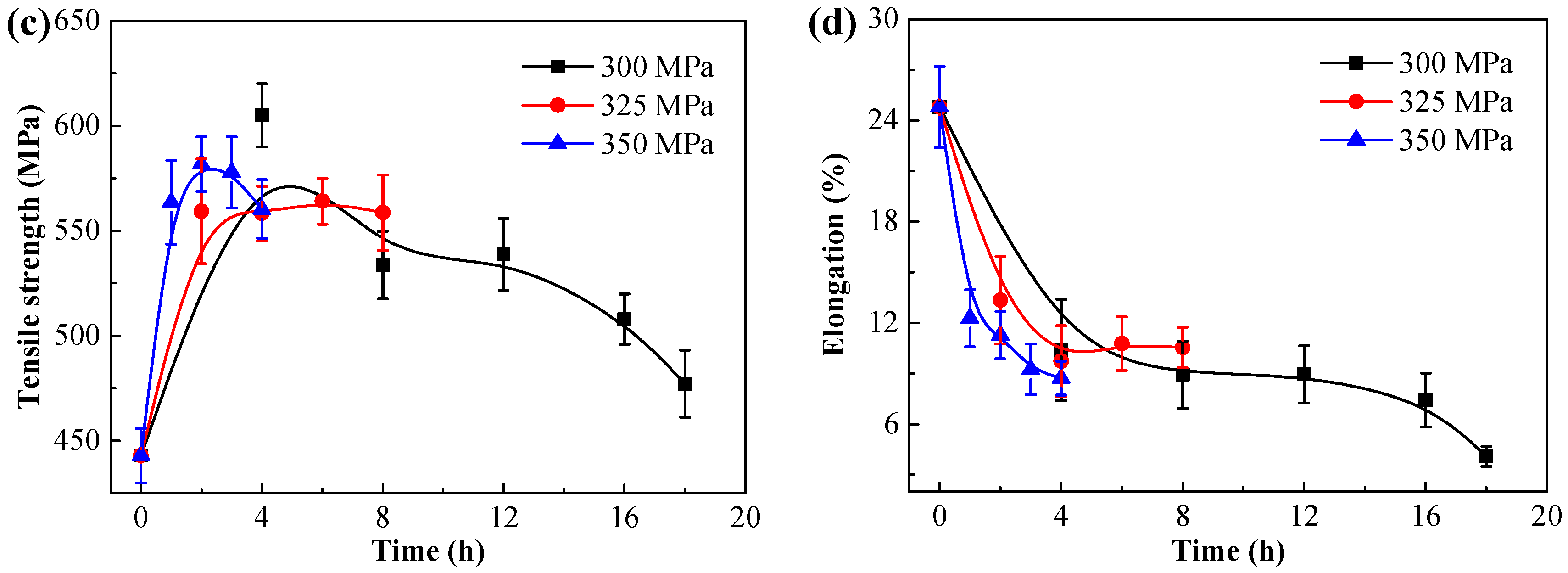
3.2. Age Hardening
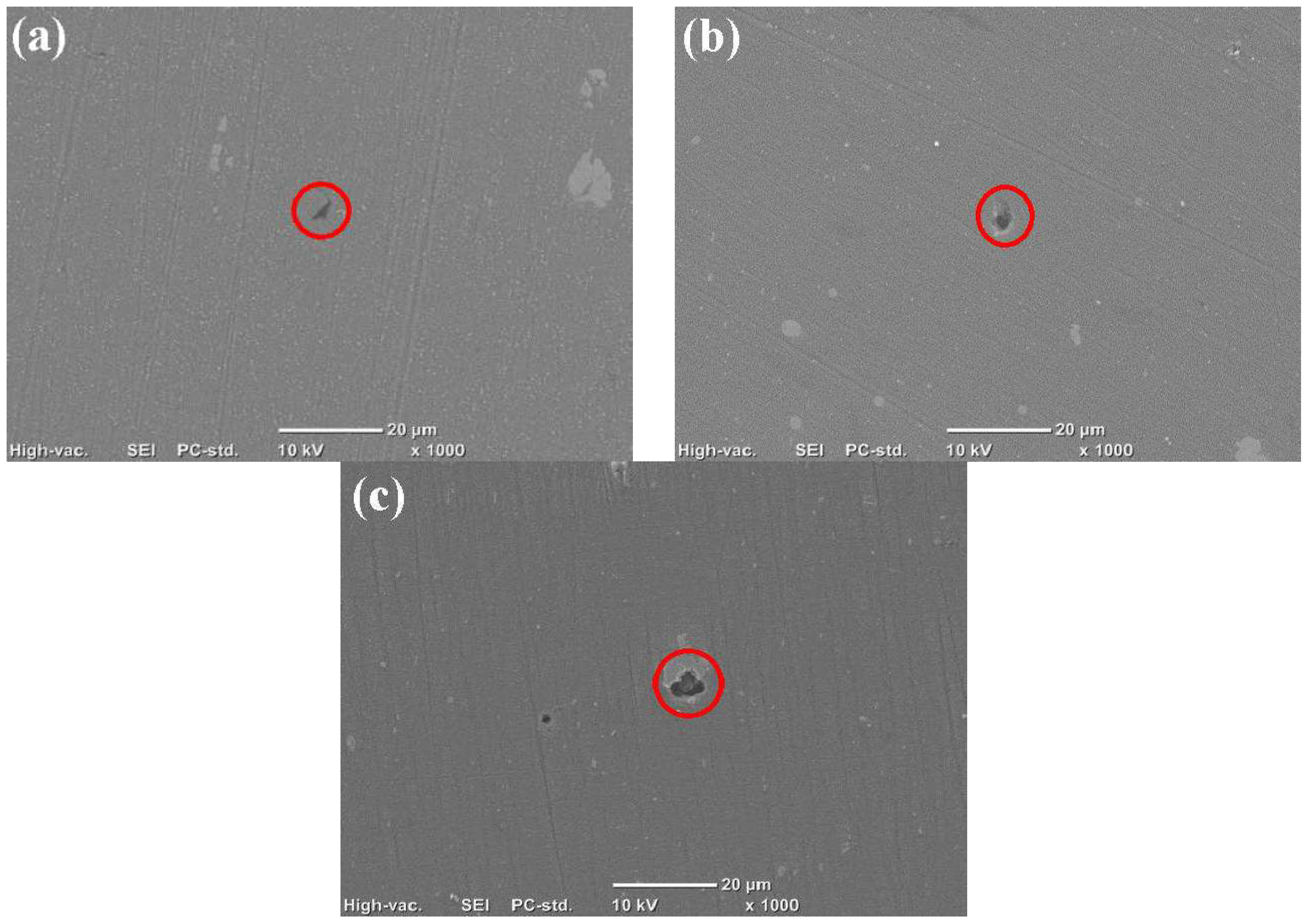
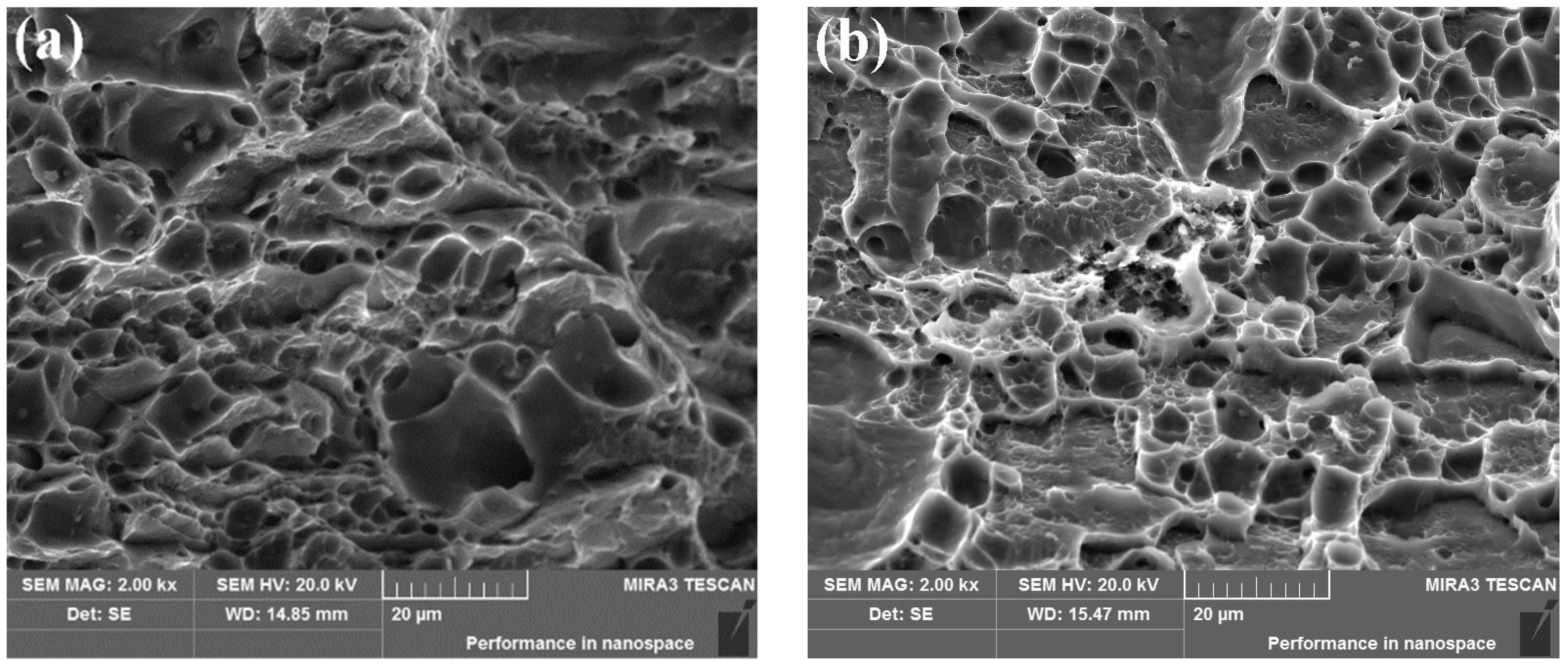
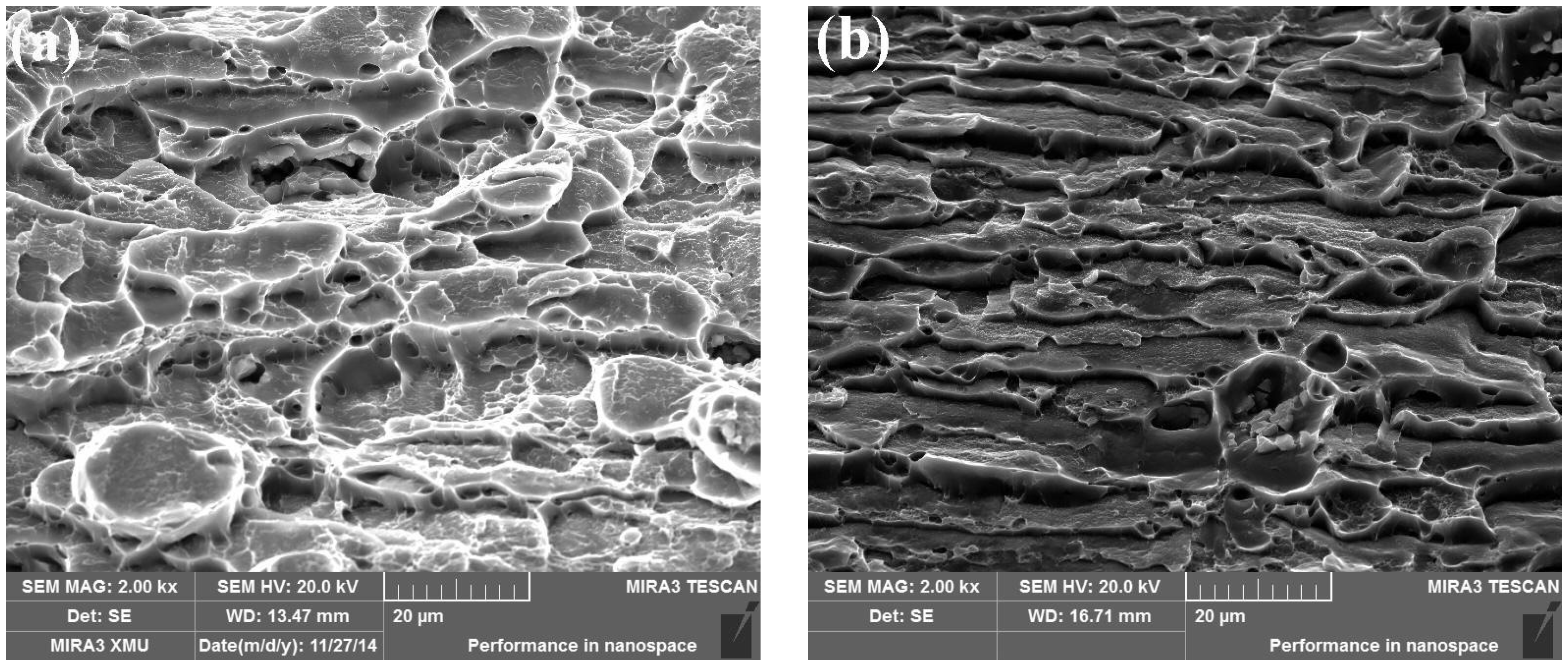
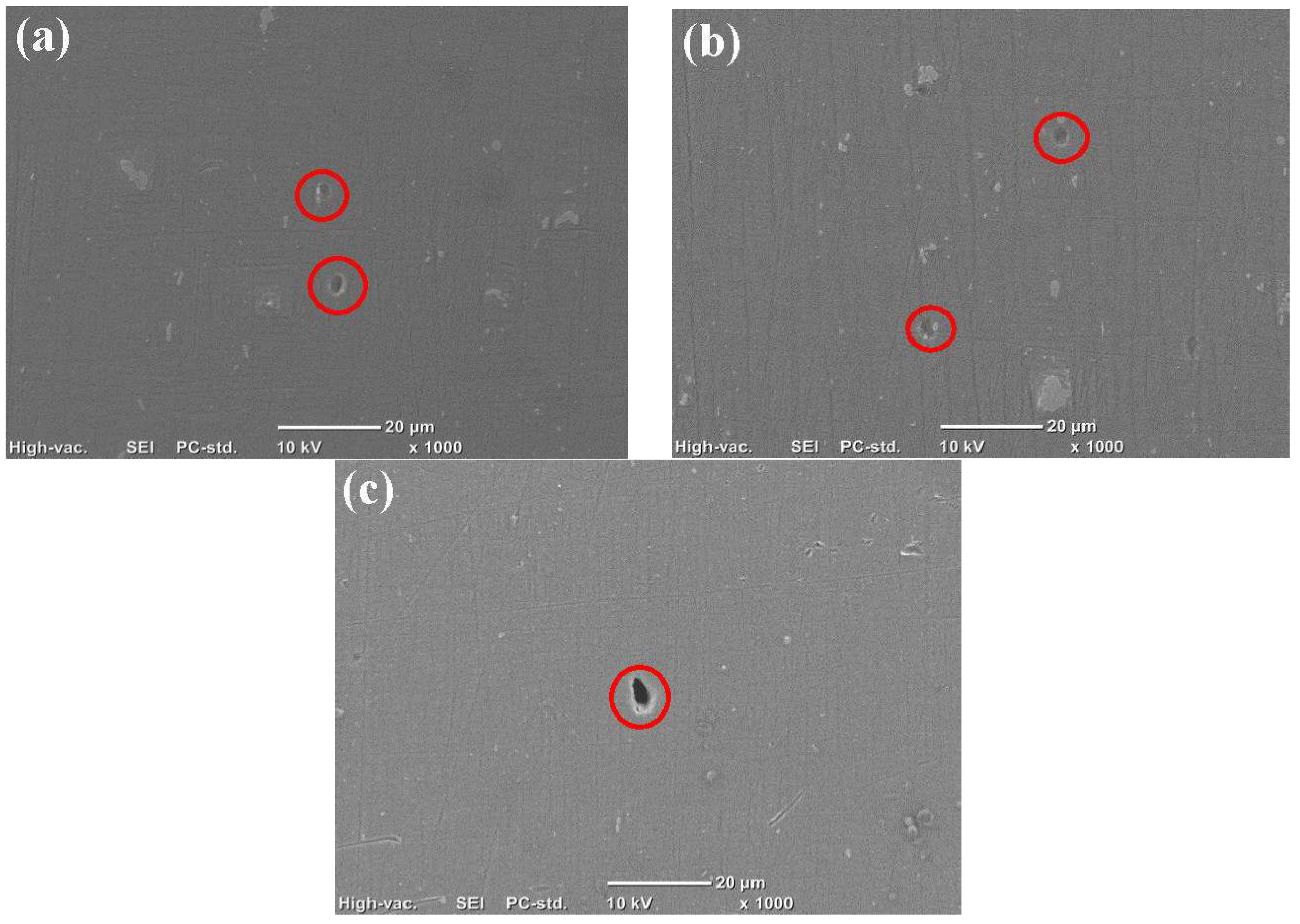
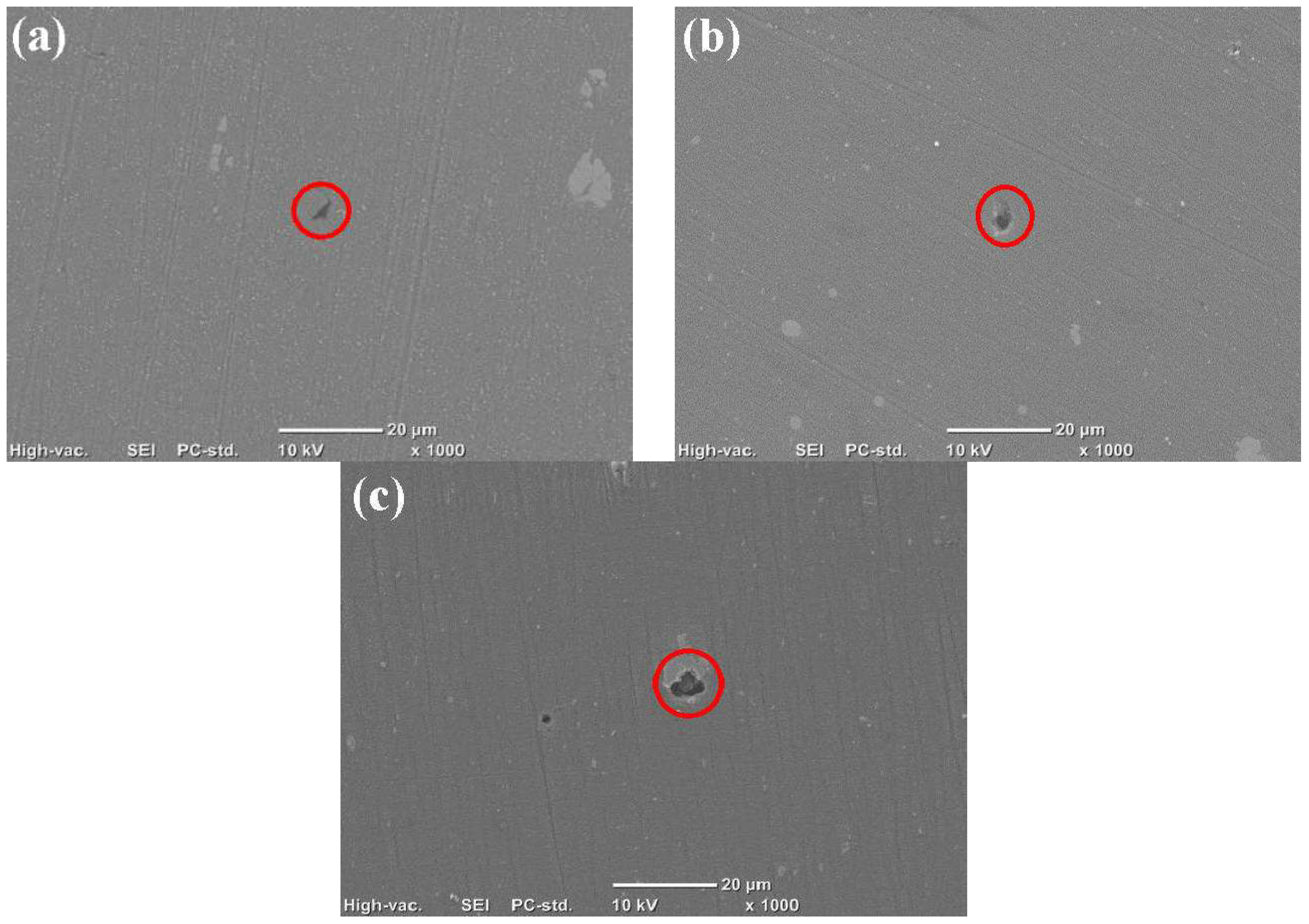
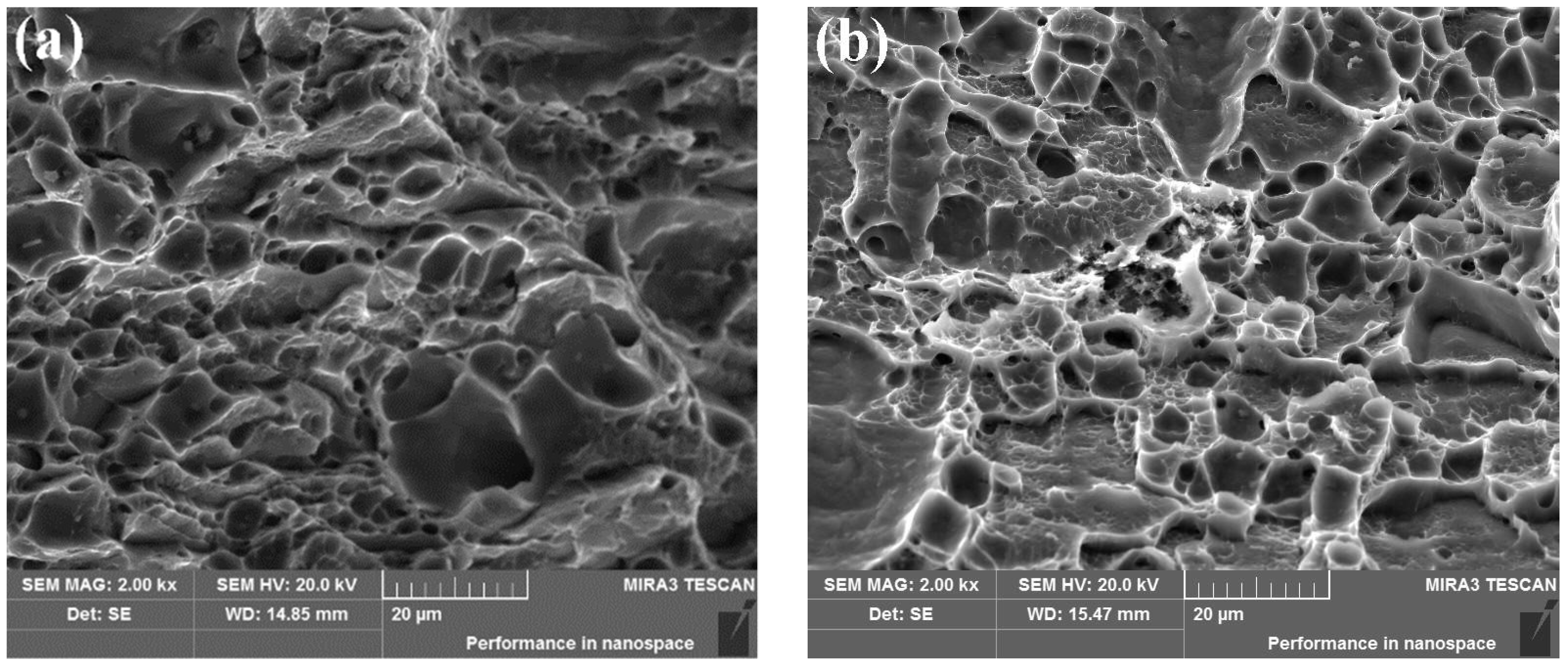
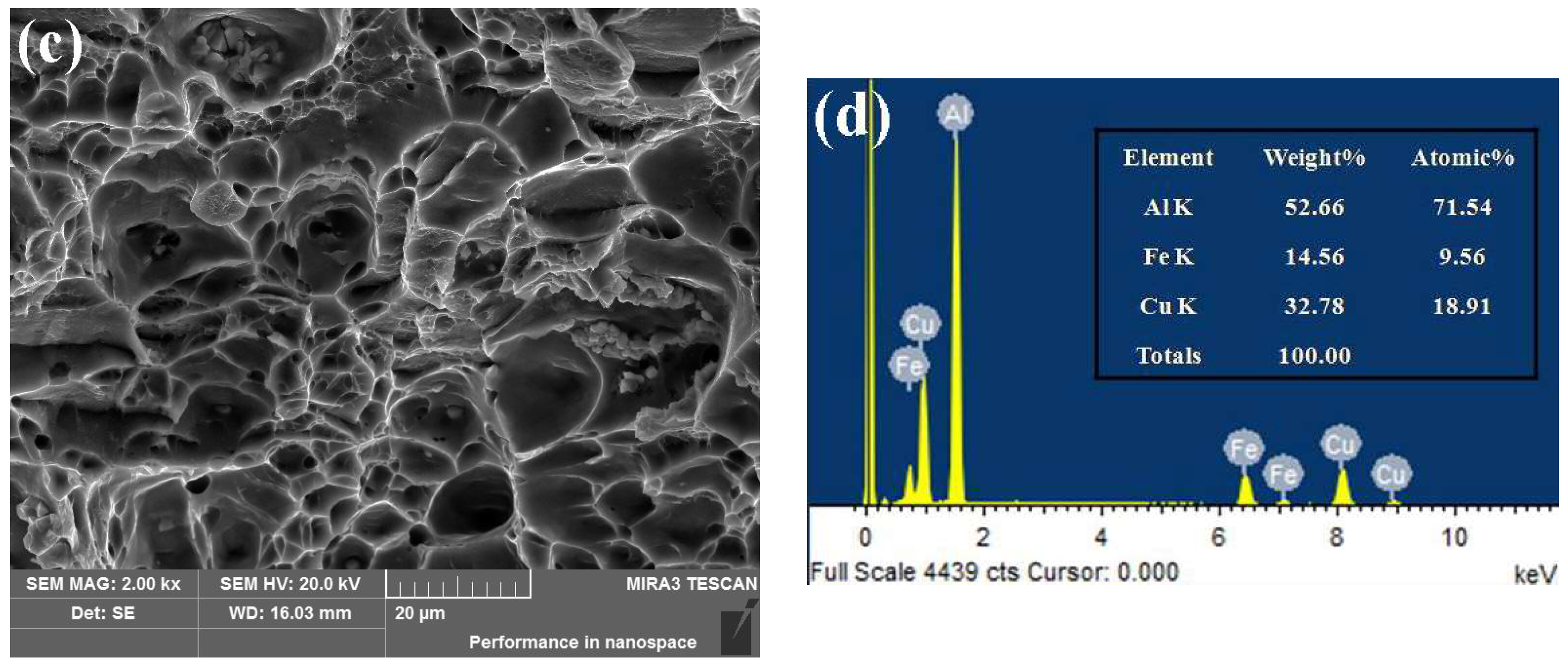
3.3. Damage Evolution
4. Material and Process Modeling
4.1. Calibration of CDM Based Constitutive Model
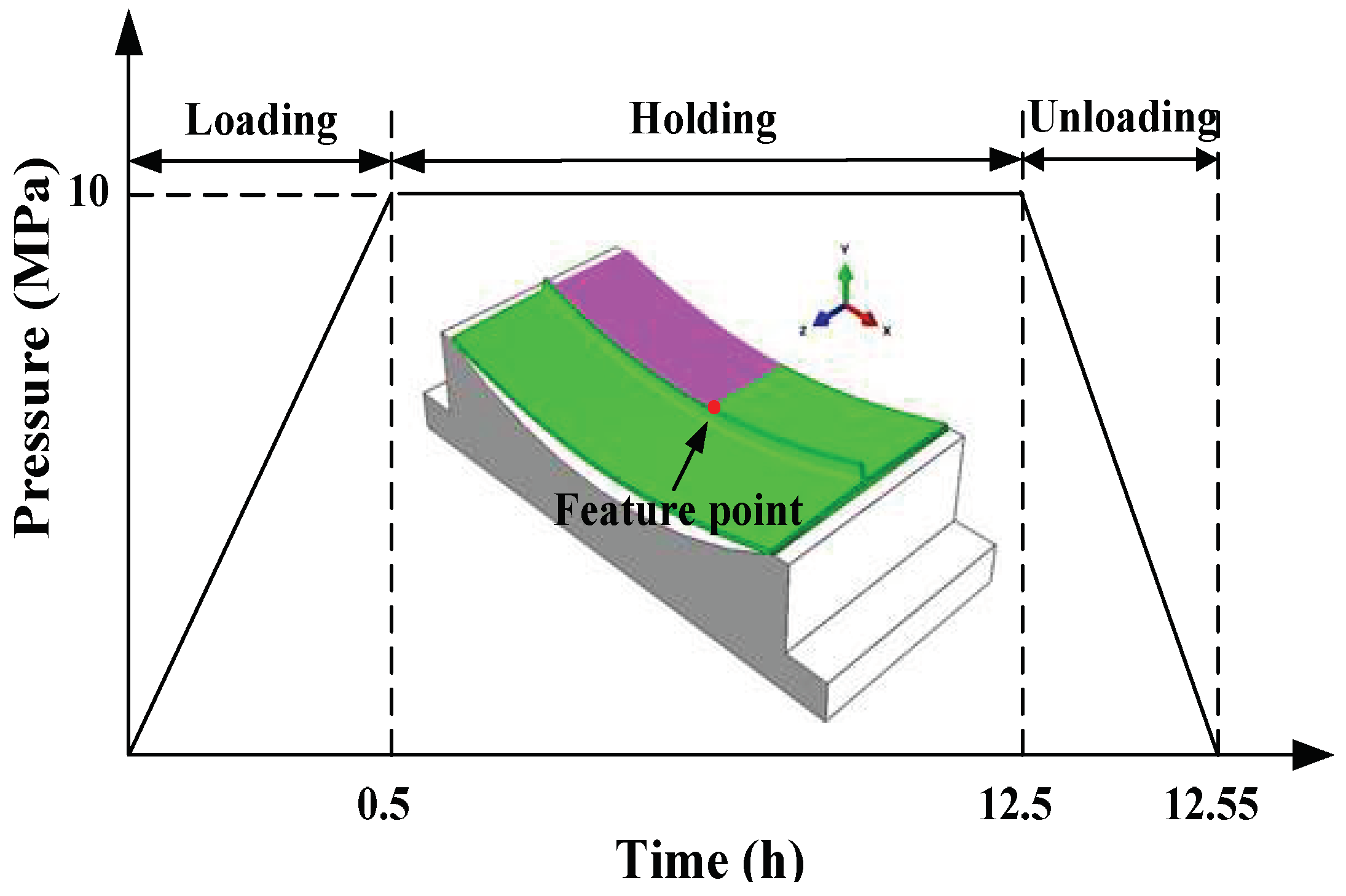
4.2. FE Modeling for CAF of Ribbed Panels
5. FE Simulation and Experimental Verification for CAF of Ribbed Panels
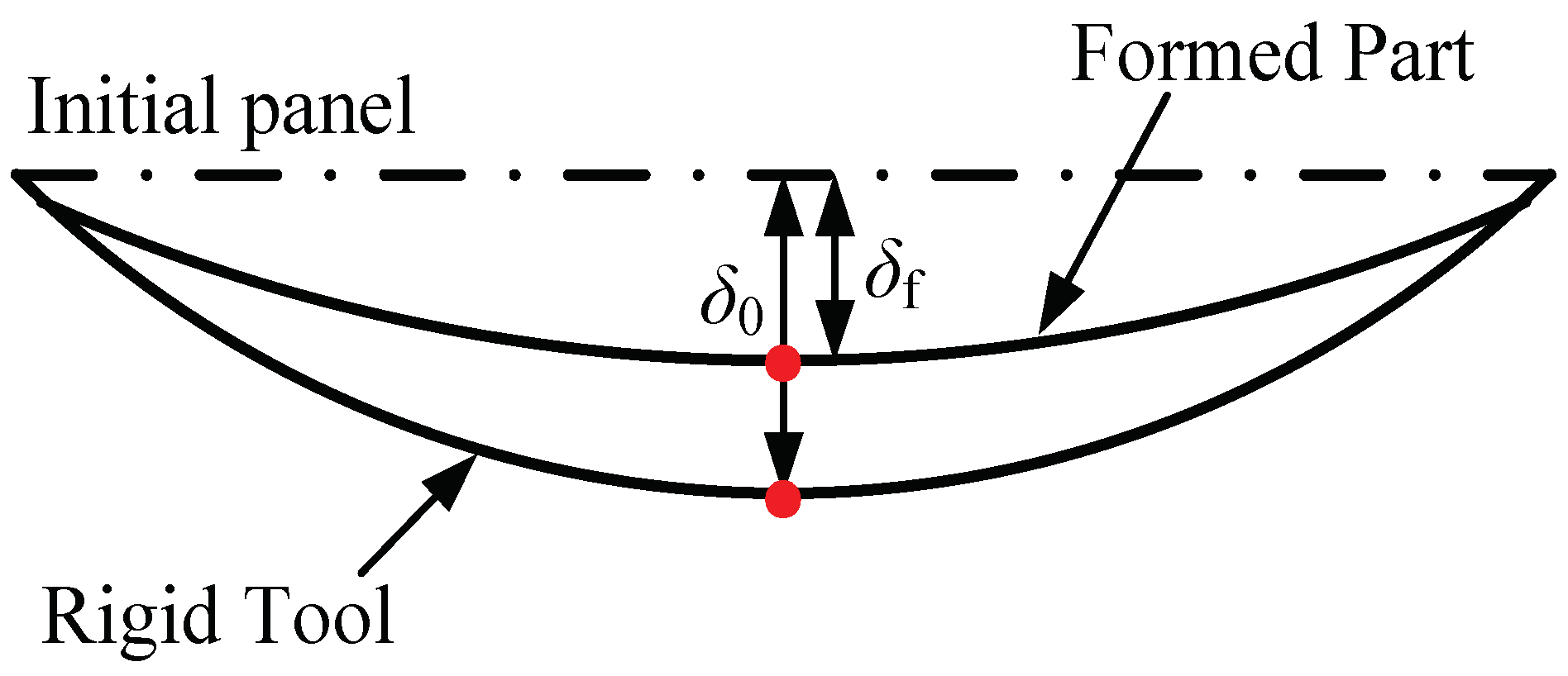
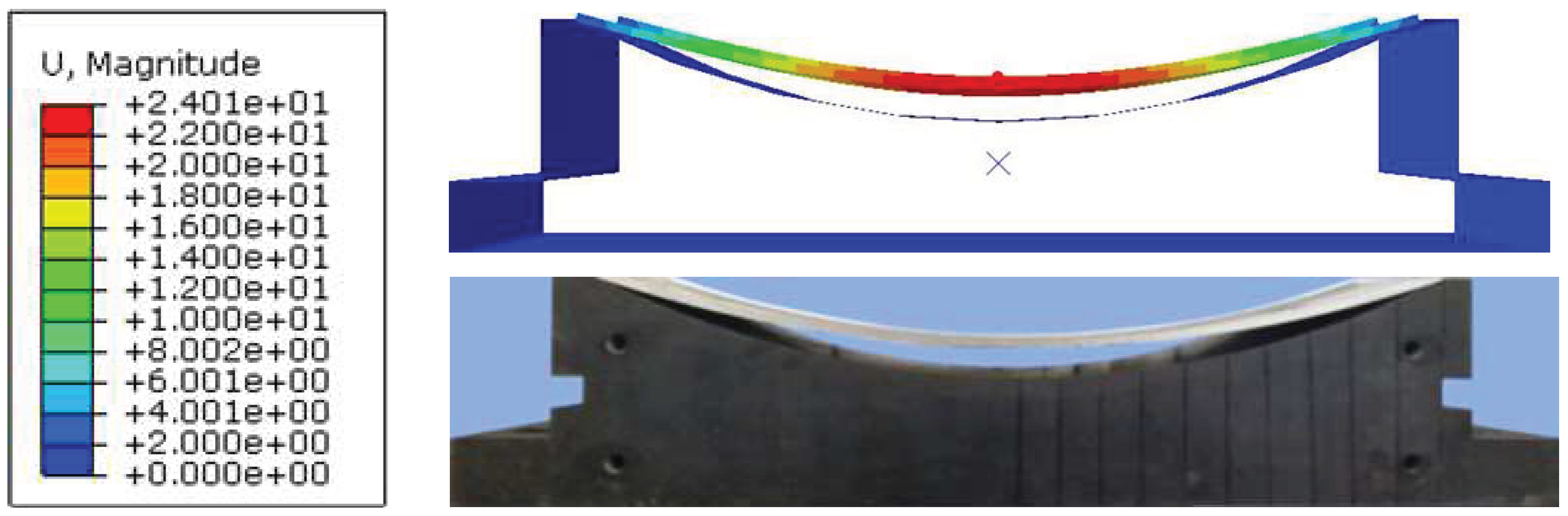
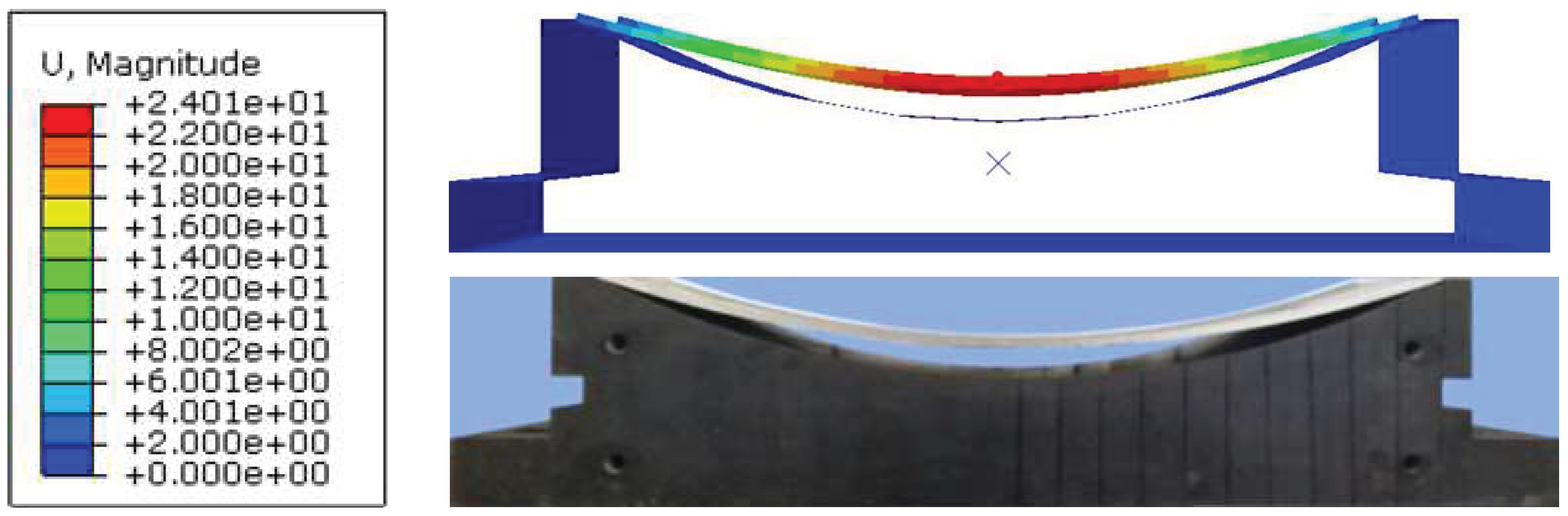
5.1. FE Model Validation Based on Springback
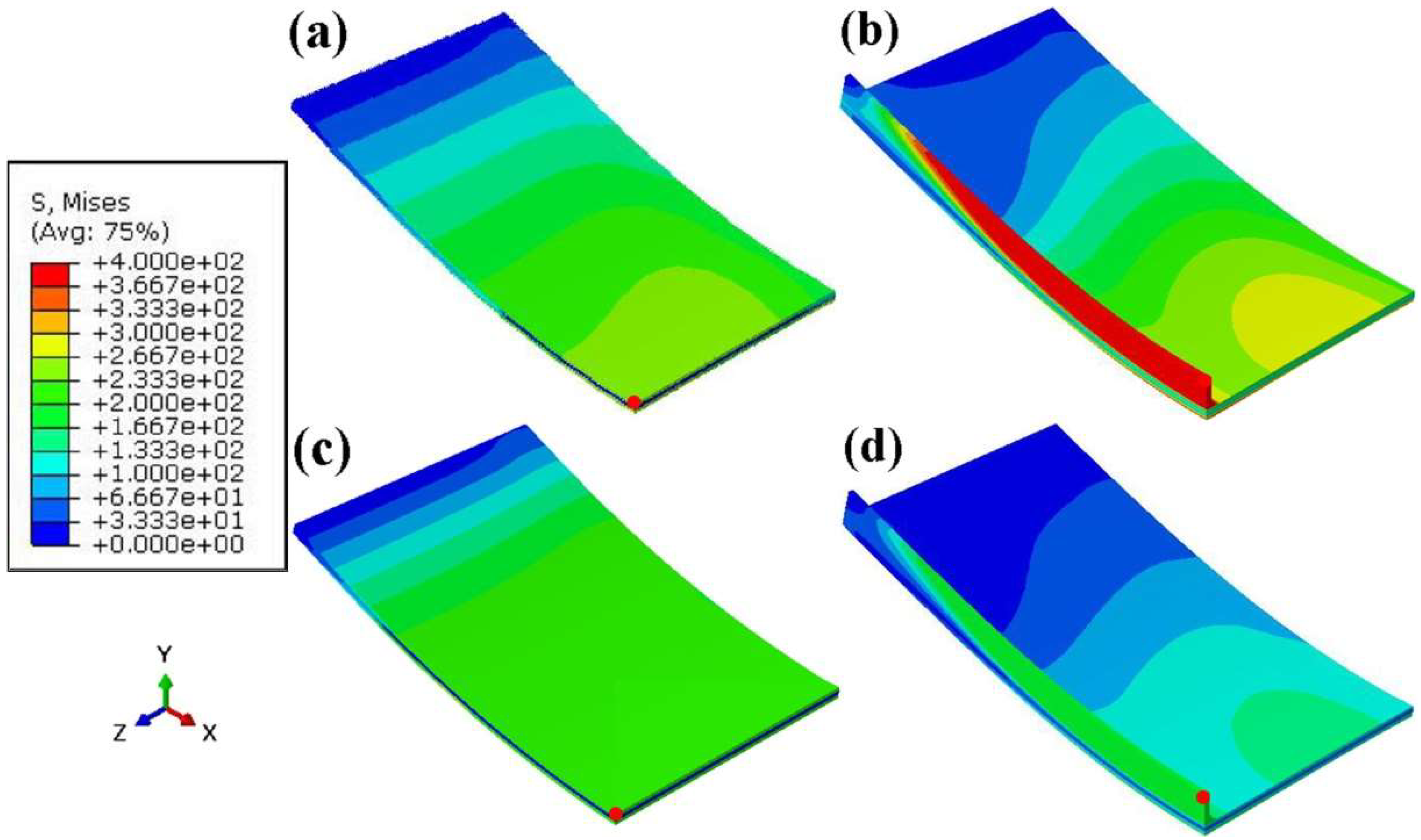
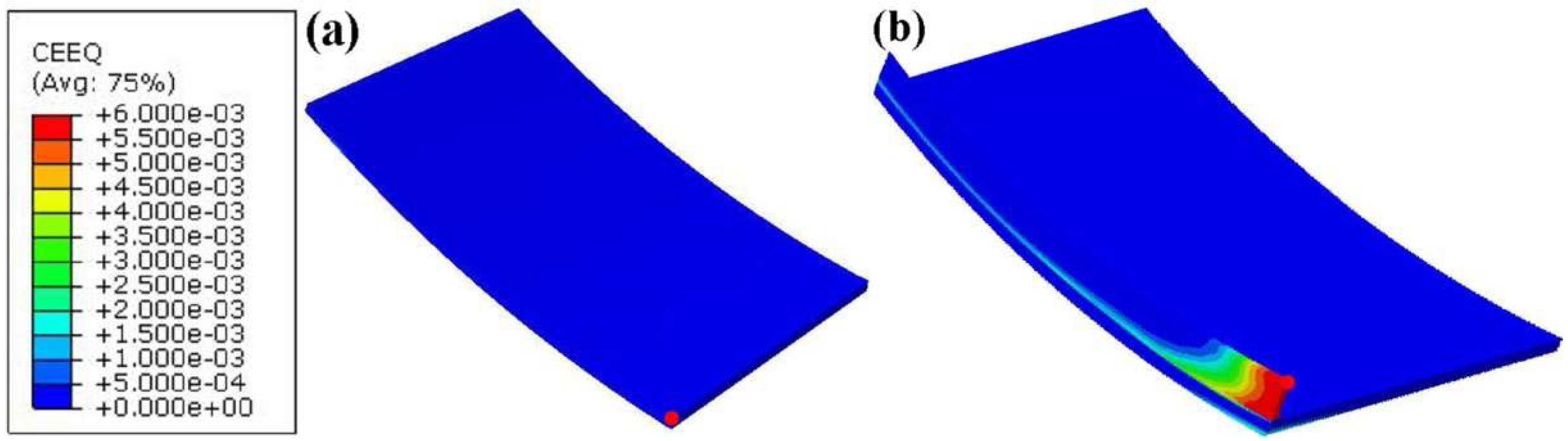
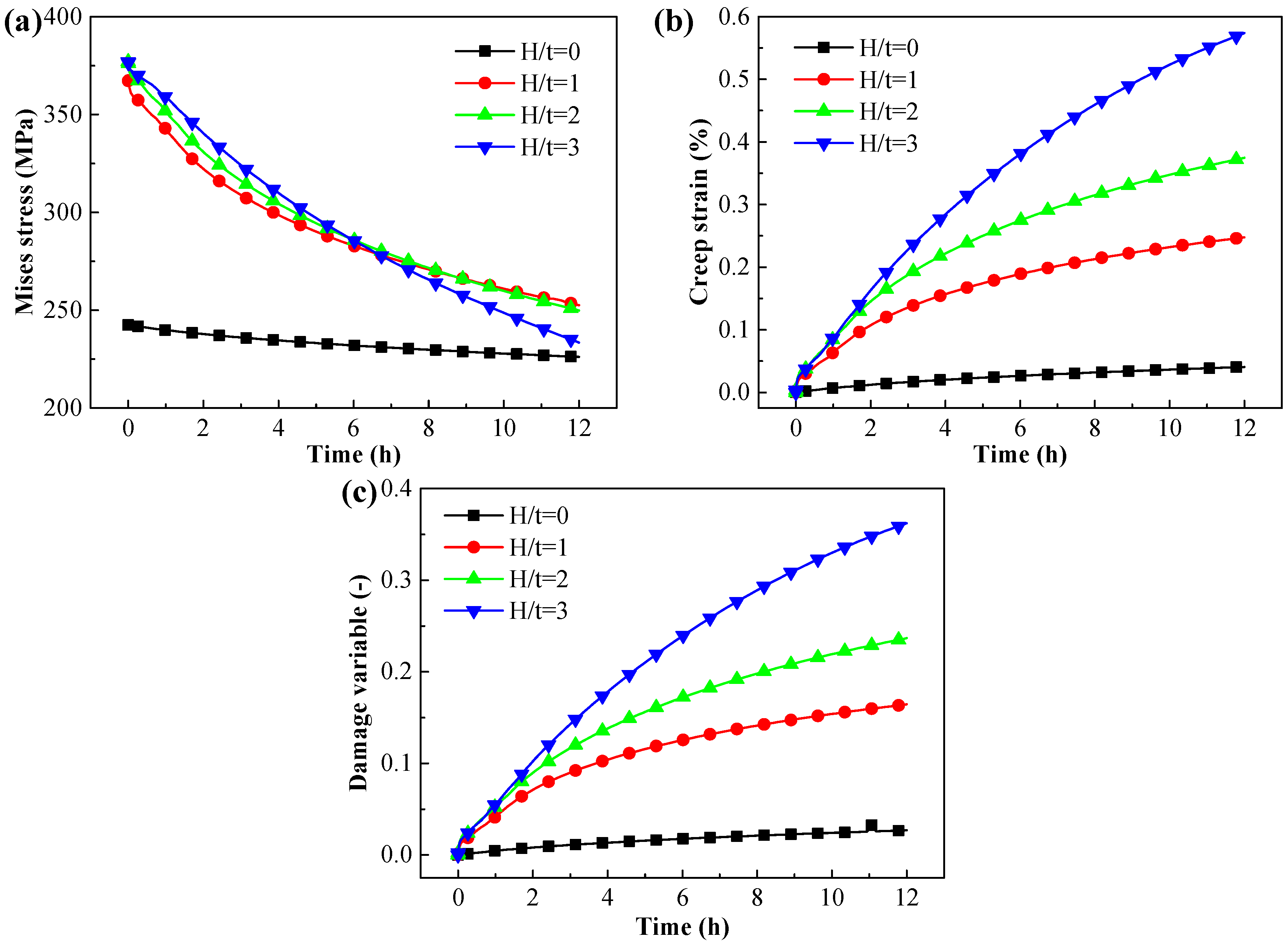
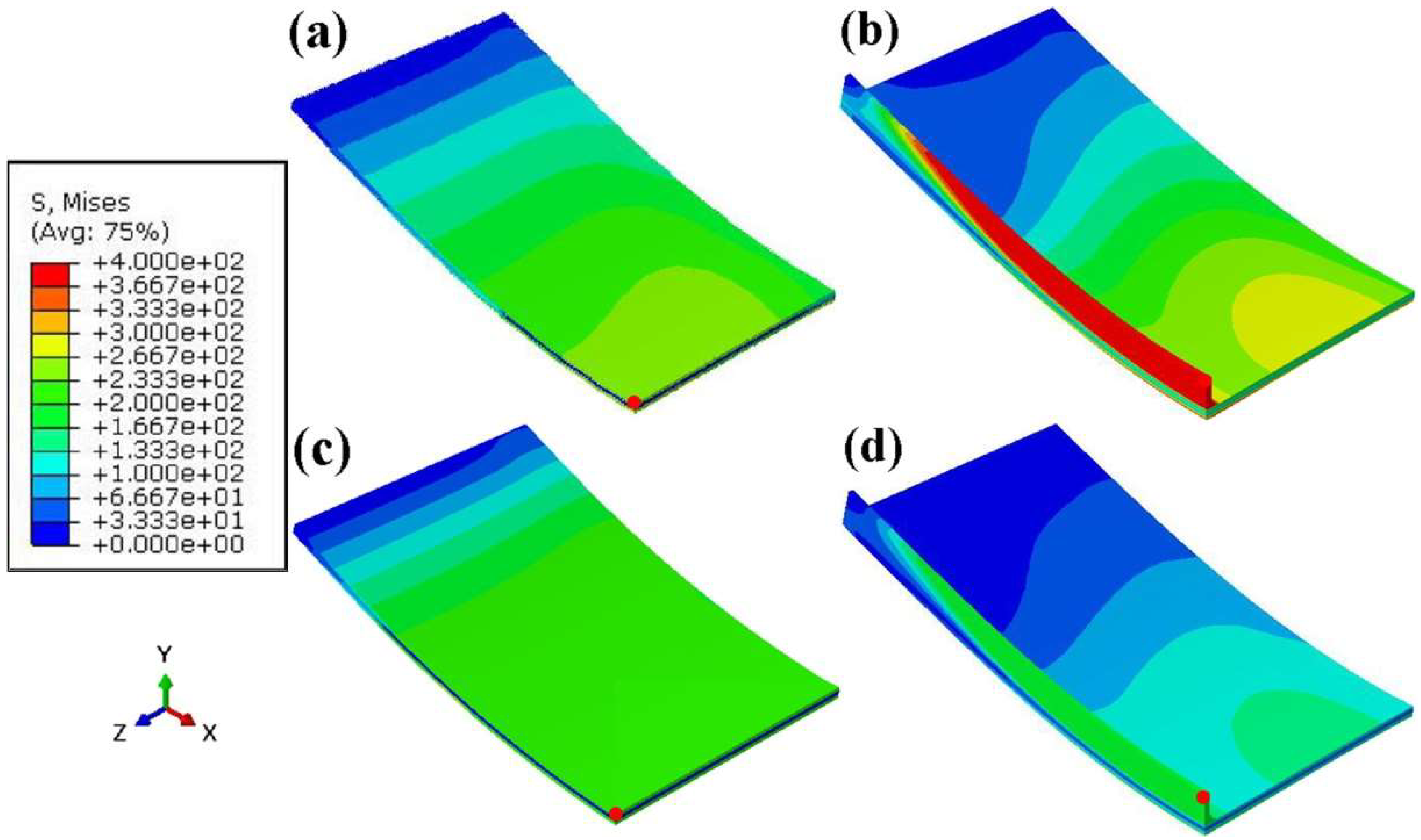
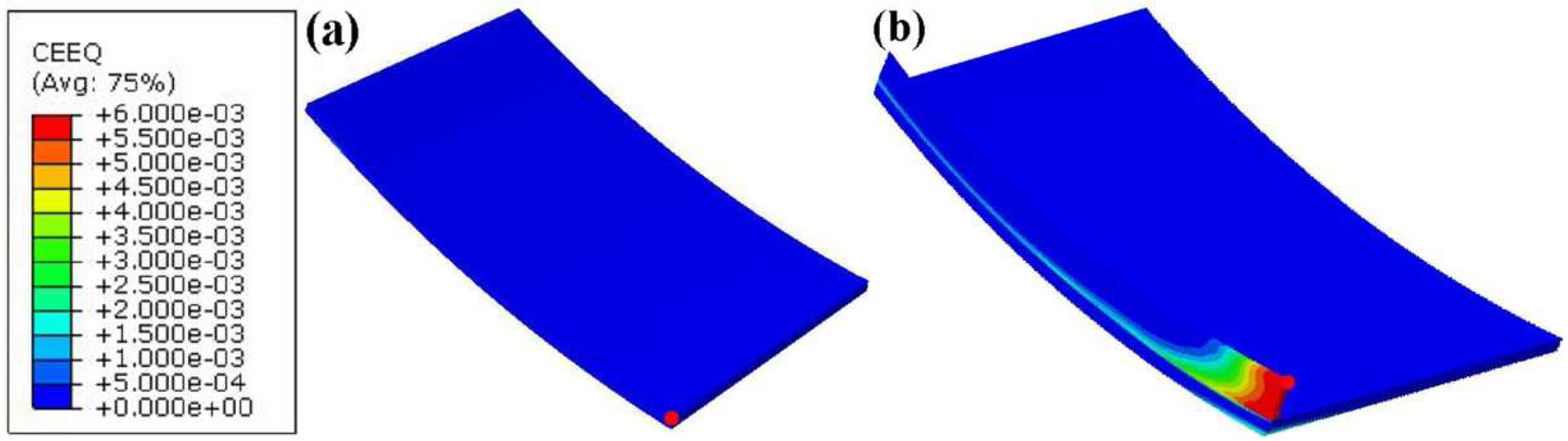
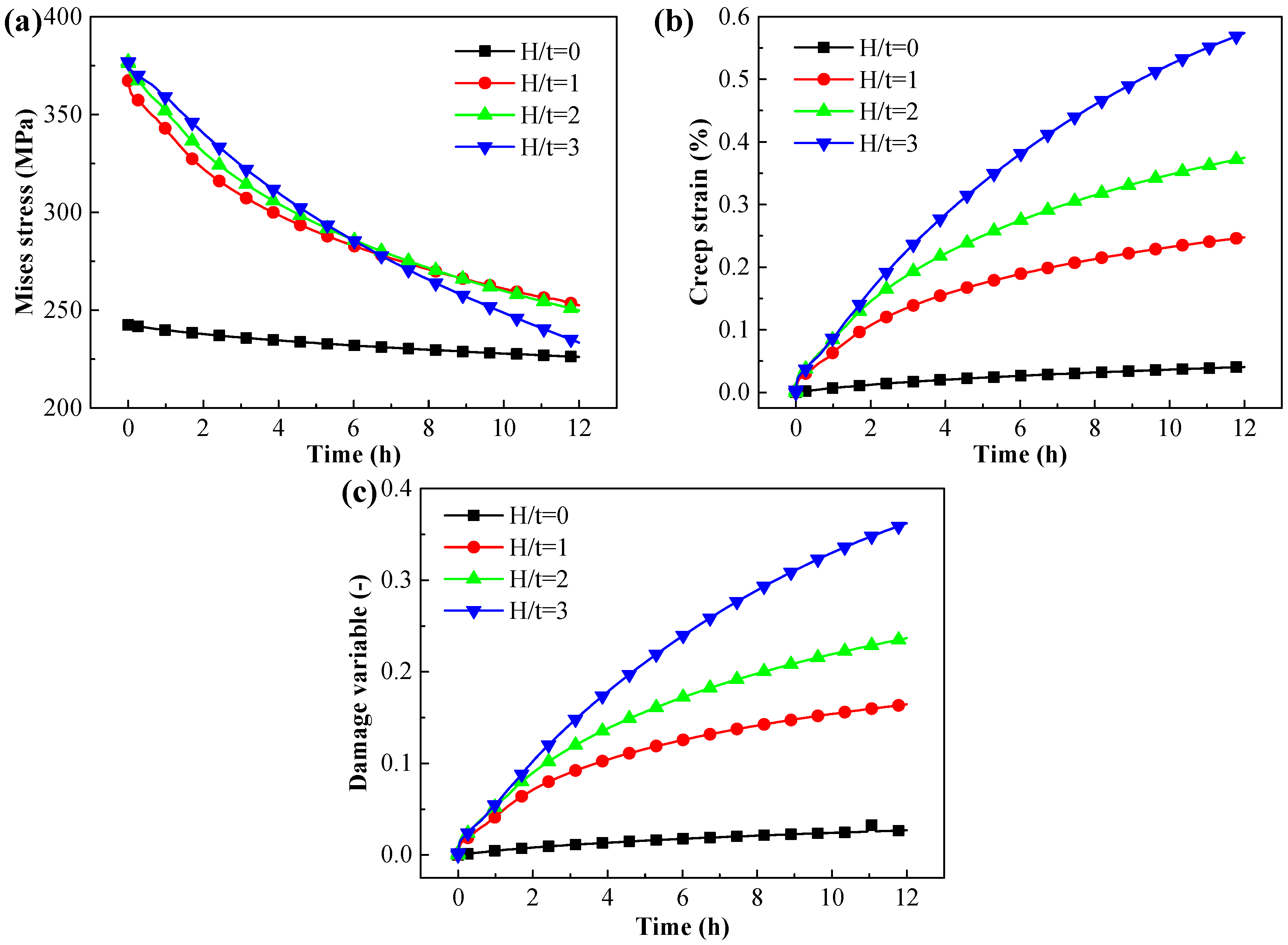
5.2. Evolutions of Stress, Strain and Damage
6. Conclusions
- (1)
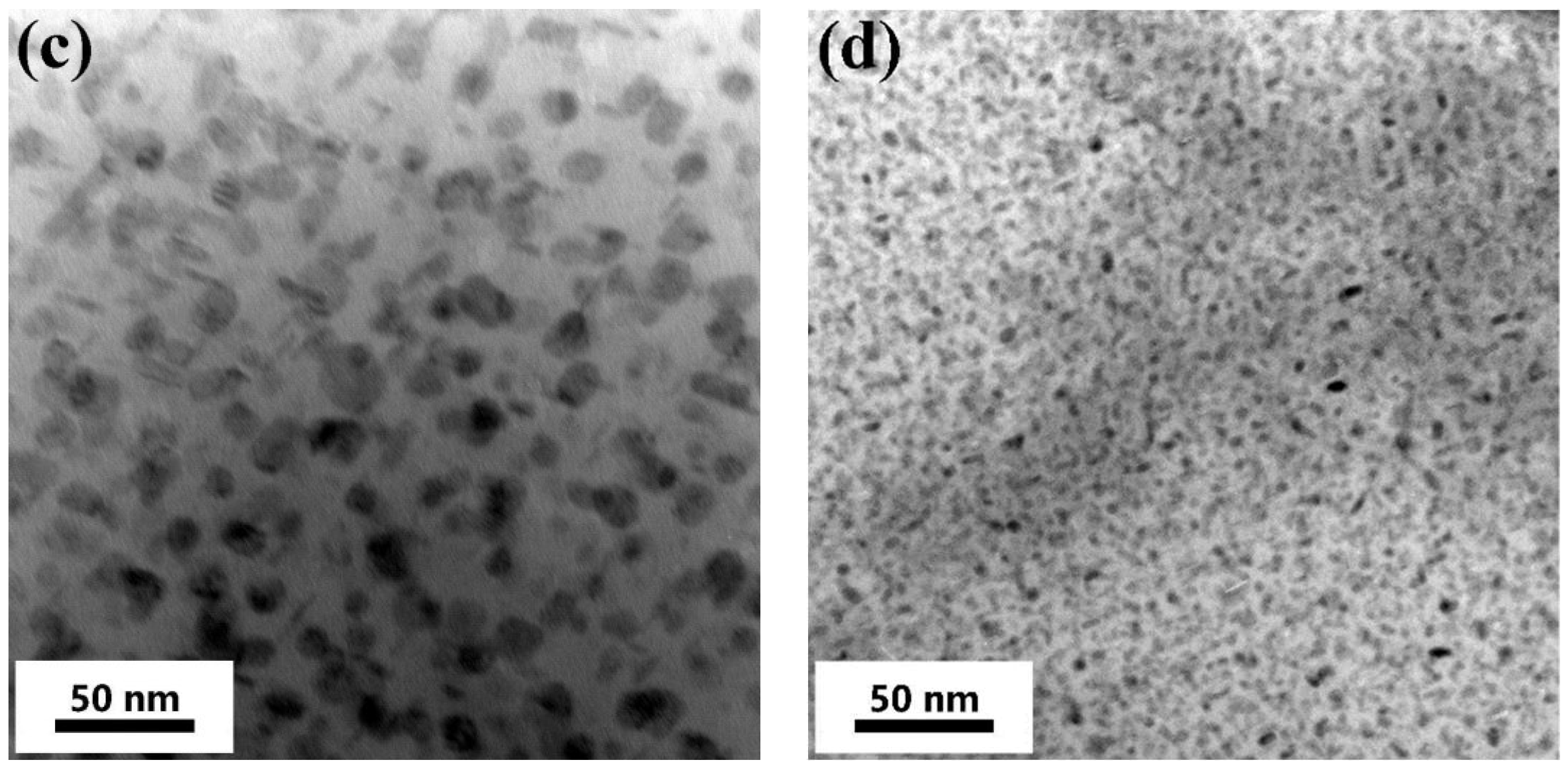
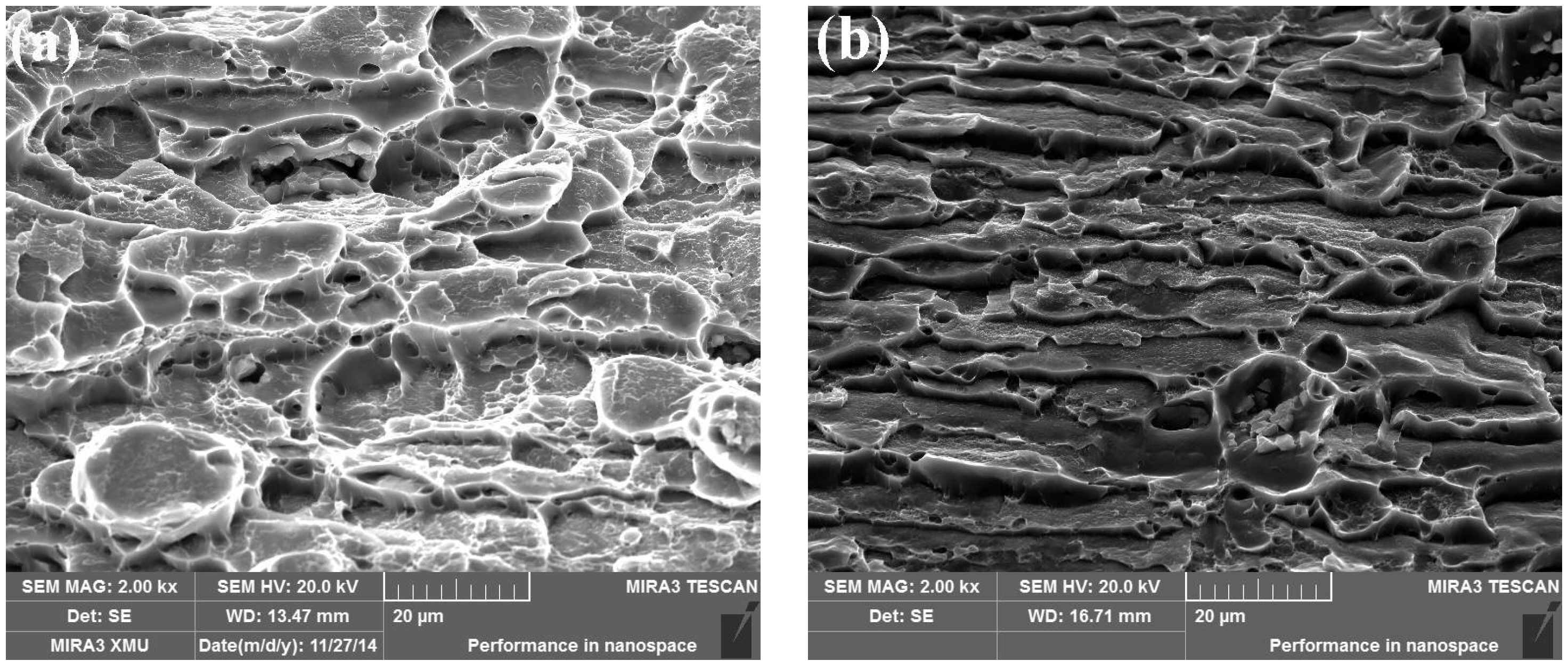
- The effects of applied stress on the creep deformation, evolutions of precipitates and microvoids, mechanical property, and the damage mechanism were studied. The greater the applied stress, the bigger the creep strain, the faster the growth rates of precipitates and microvoids, the more rapid the decrease of mechanical property. The dominant mechanism of creep fracture changes from shear to microvoid coalescence with the increase of applied stress.
- (2)
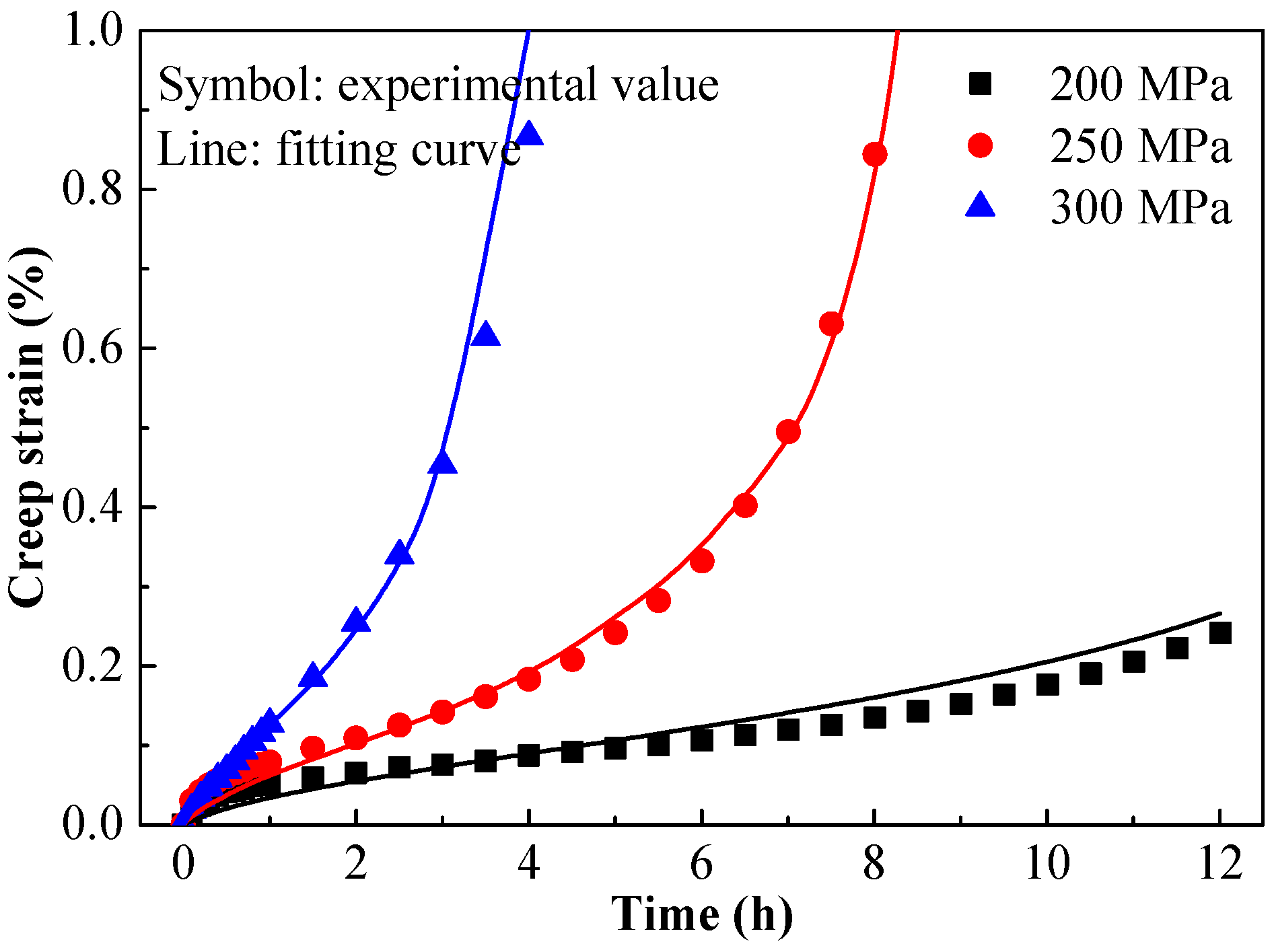
- The CDM based creep aging constitutive model was calibrated, and the material constants were determined by GA. Two damage state variables were used to model the tertiary creep softening that is caused by the damage and over-aging. Then, the constitutive model was verified by comparison between the experimental and calculated creep strains, and the well-fitting results indicated that the model is suitable for describing the creep aging behavior with damage.
- (3)
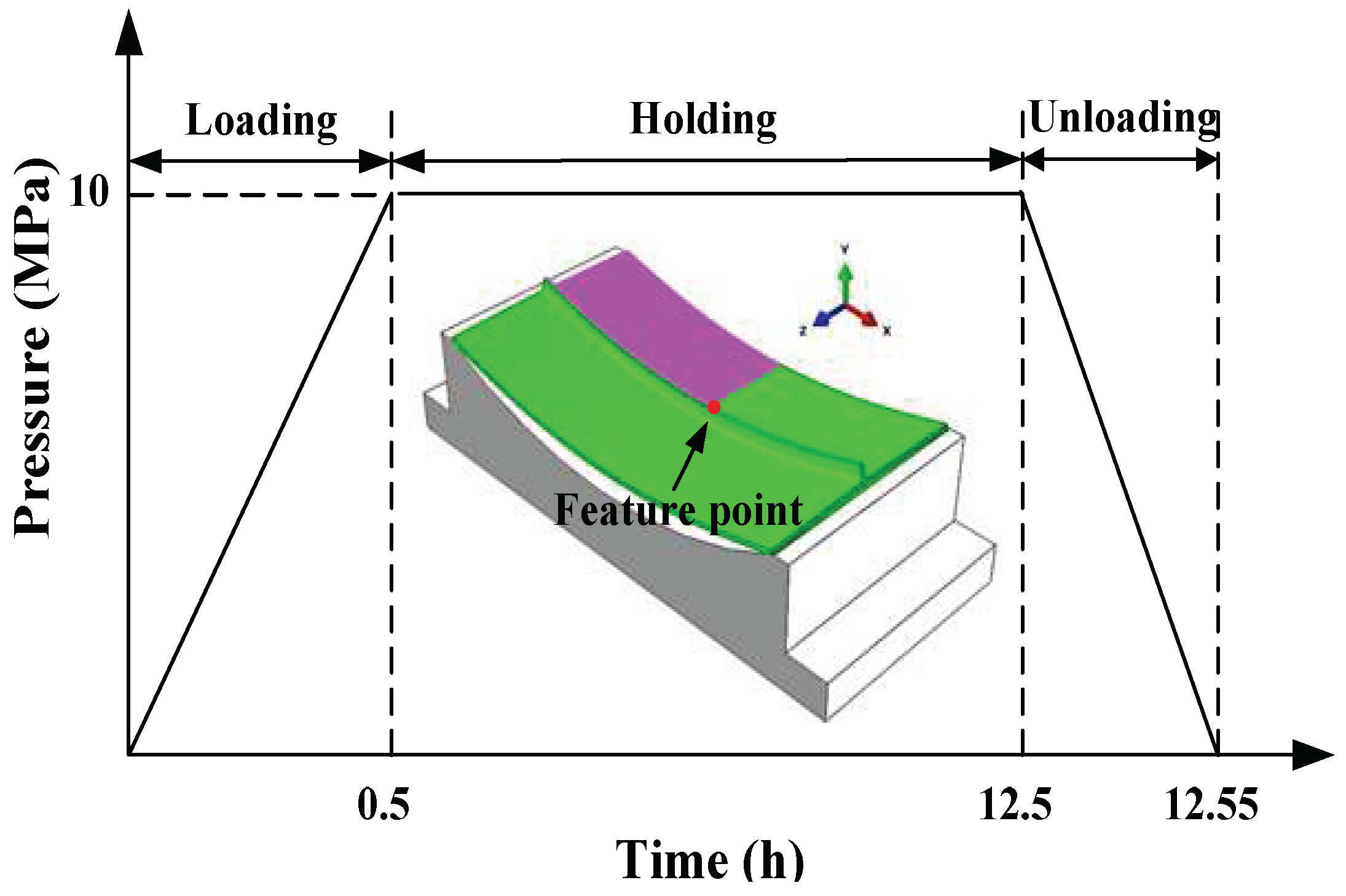
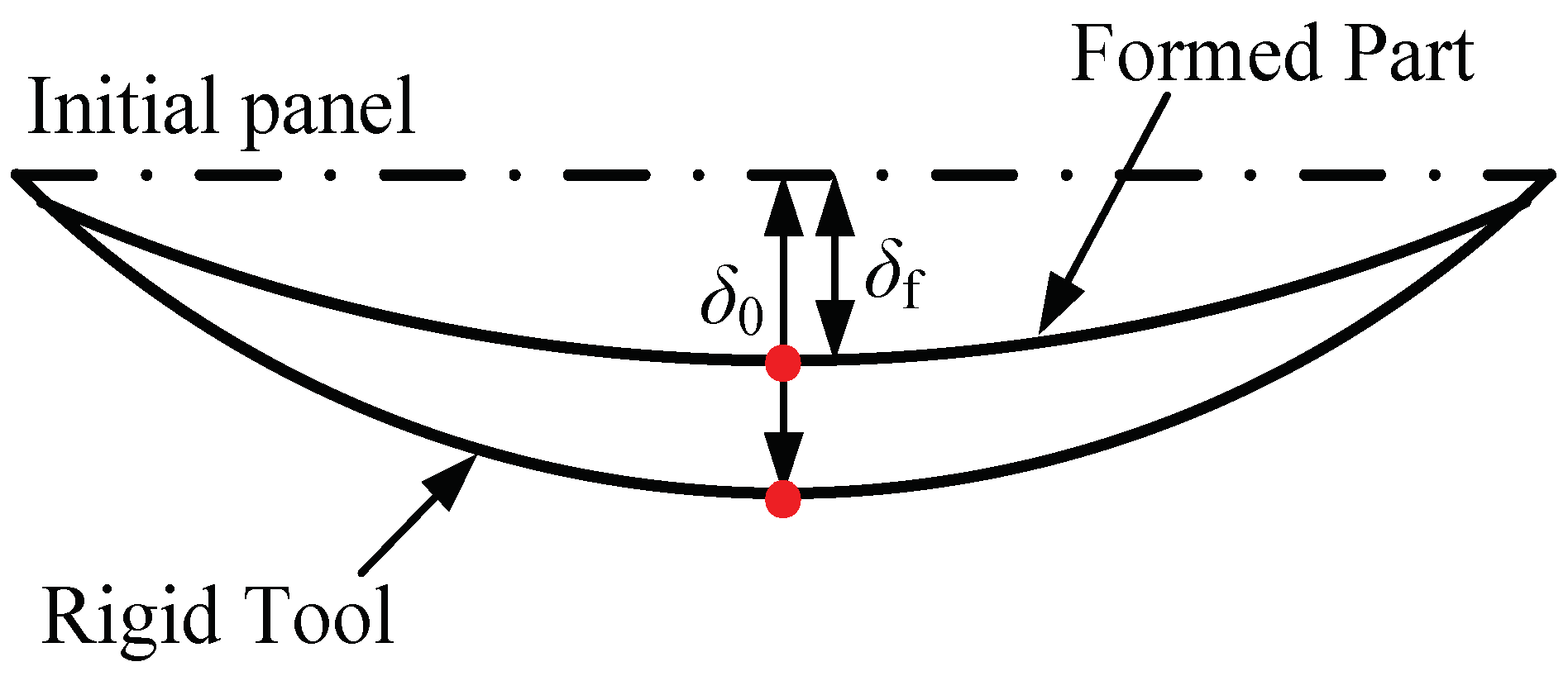
- Implementing the creep aging model into ABAQUS solver via CREEP subroutine and combining the FE simulation and experiment, the CAF process of ribbed panels was studied. The creep damage takes place mainly on the bending rib, and with the increase of rib height, the creep deformation, and damage degree increase but the springback decreases.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Zhan, L.H.; Lin, J.G.; Dean, T.A. A review of the development of creep age forming: Experimentation, modelling and applications. Int. J. Mach. Tools Manuf. 2011, 51, 1–17. [Google Scholar] [CrossRef]
- Holman, M.C. Autoclave age forming large aluminum aircraft panels. J. Mech. Work. Technol. 1989, 20, 477–488. [Google Scholar] [CrossRef]
- Liu, L.F.; Zhan, L.H.; Li, W.K. Creep aging behavior characterization of 2219 aluminum alloy. Metals 2016, 6, 146. [Google Scholar] [CrossRef]
- Xu, Y.Q.; Zhan, L.H. Effect of creep aging process on microstructures and properties of the retrogressed Al–Zn–Mg–Cu alloy. Metals 2016, 6, 189. [Google Scholar] [CrossRef]
- Li, W.K.; Zhan, L.H.; Liu, L.F.; Xu, Y.Q. The effect of creep aging on the fatigue fracture behavior of 2524 aluminum alloy. Metals 2016, 6, 215. [Google Scholar] [CrossRef]
- Li, L.T.; Lin, Y.C.; Zhou, H.M.; Jiang, Y.Q. Modeling the high-temperature creep behaviors of 7075 and 2124 aluminum alloys by continuum damage mechanics model. Comput. Mater. Sci. 2013, 73, 72–78. [Google Scholar] [CrossRef]
- Arabi Jeshvaghani, R.; Emami, M.; Shahverdi, H.R.; Hadavi, S.M.M. Effects of time and temperature on the creep forming of 7075 aluminum alloy: Springback and mechanical properties. Mater. Sci. Eng. A 2011, 528, 8795–8799. [Google Scholar] [CrossRef]
- Arabi Jeshvaghani, R.; Shahverdi, H.R.; Hadavi, S.M.M. Investigation of the age hardening and operative deformation mechanism of 7075 aluminum alloy under creep forming. Mater. Sci. Eng. A 2012, 552, 172–178. [Google Scholar] [CrossRef]
- Lei, C.; Yang, H.; Li, H.; Shi, N.; Fu, J.; Zhan, L.H. Dependence of creep age formability on initial temper of an Al–Zn–Mg–Cu alloy. Chin. J. Aeronaut. 2016, 29, 1445–1454. [Google Scholar] [CrossRef]
- Lei, C.; Yang, H.; Li, H.; Shi, N.; Zhan, L.H. Dependences of microstructures and properties on initial tempers of creep aged 7050 aluminum alloy. J. Mater. Process. Technol. 2017, 239, 125–132. [Google Scholar] [CrossRef]
- Lei, C.; Li, H.; Zheng, G.W.; Fu, J. Thermal-mechanical loading sequences related creep aging behaviors of 7050 aluminum alloy. J. Alloys Compd. 2018, 731, 90–99. [Google Scholar] [CrossRef]
- Chen, J.F.; Zhen, L.; Jiang, J.T.; Yang, L.; Shao, W.Z.; Zhang, B.Y. Microstructures and mechanical properties of age-formed 7050 aluminum alloy. Mater. Sci. Eng. A 2012, 539, 115–123. [Google Scholar] [CrossRef]
- Chen, J.F.; Zou, L.C.; Li, Q.; Chen, Y.L. Microstructure evolution of 7050 Al alloy during age-forming. Mater. Charact. 2015, 102, 114–121. [Google Scholar] [CrossRef]
- Chen, J.F.; Frankel, G.S.; Jiang, J.T.; Shao, W.Z.; Zhen, L. Effect of age-forming on corrosion properties of an Al–Zn–Mg–Cu alloy. Mater. Corros. 2014, 65, 670–677. [Google Scholar] [CrossRef]
- Ho, K.C.; Lin, J.; Dean, T.A. Modelling of springback in creep forming thick aluminum sheets. Int. J. Plast. 2004, 20, 733–751. [Google Scholar] [CrossRef]
- Ho, K.C.; Lin, J.; Dean, T.A. Constitutive modelling of primary creep for age forming an aluminium alloy. J. Mater. Process. Technol. 2004, 153–154, 122–127. [Google Scholar] [CrossRef]
- Lam, A.C.L.; Shi, Z.S.; Yang, H.L.; Wan, L.; Davies, C.M.; Lin, J.G.; Zhou, S.J. Creep-age forming AA2219 plates with different stiffener designs and pre-form age conditions: Experimental and finite element studies. J. Mater. Process. Technol. 2015, 219, 155–163. [Google Scholar] [CrossRef]
- Yang, Y.L.; Zhan, L.H.; Shen, R.L.; Liu, J.; Li, X.C.; Huang, M.H.; He, D.Q.; Chang, Z.L.; Ma, Y.L.; Wan, L. Investigation on the creep-age forming of an integrally-stiffened AA2219 alloy plate: Experiment and modeling. Int. J. Adv. Manuf. Technol. 2017, 95, 2015–2025. [Google Scholar] [CrossRef]
- Kowalewski, Z.L.; Hayhurst, D.R.; Dyson, B.F. Mechanism-based creep constitutive equations for an aluminum alloy. J. Strain Anal. Eng. 1994, 29, 309–316. [Google Scholar] [CrossRef]
- Zheng, G.W.; Li, H.; Lei, C.; Fu, J.; Bian, T.J.; Yang, J.C. Natural aging behaviors and mechanisms of 7050 and 5A90 Al alloys: A comparative study. Mater. Sci. Eng. A 2018, 718, 157–164. [Google Scholar] [CrossRef]
- Guo, W.; Guo, J.Y.; Wang, J.D.; Yang, M.; Li, H.; Wen, X.Y.; Zhang, J.W. Evolution of precipitate microstructure during stress aging of an Al–Zn–Mg–Cu alloy. Mater. Sci. Eng. A 2015, 634, 167–175. [Google Scholar] [CrossRef]
- Sha, G.; Cerezo, A. Early-stage precipitation in Al–Zn–Mg–Cu alloy (7050). Acta Mater. 2004, 52, 4503–4516. [Google Scholar] [CrossRef]
- Li, H.; Fu, M.W.; Lu, J.; Yang, H. Ductile fracture: Experiments and computations. Int. J. Plast. 2011, 27, 147–180. [Google Scholar] [CrossRef]
- Lin, J.; Yang, J.B. GA-based multiple objective optimisation for determining viscoplastic constitutive equations for superplastic alloys. Int. J. Plast. 1999, 15, 1181–1196. [Google Scholar] [CrossRef]
- Li, B.; Lin, J.; Yao, X. A novel evolutionary algorithm for determining unified creep damage constitutive equations. Int. J. Mech. Sci. 2002, 44, 987–1002. [Google Scholar] [CrossRef]
- Yang, Y.L.; Zhan, L.H.; Shen, R.L.; Yin, X.N.; Li, X.C.; Li, W.K.; Huang, M.H.; He, D.Q. Effect of pre-deformation on creep age forming of 2219 aluminum alloy: Experimental and constitutive modelling. Mater. Sci. Eng. A 2017, 683, 227–235. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Zn | Mg | Cu | Zr | Si | Fe | Ti | Mn | Al |
|---|---|---|---|---|---|---|---|---|
| 5.93 | 1.91 | 2.45 | 0.11 | 0.05 | 0.14 | 0.03 | 0.01 | Bal. |
| A (h−1) | B (MPa−1) | h (MPa) | H* (-) | KC (h−1) | C (-) |
|---|---|---|---|---|---|
| 4.0001 × 10−8 | 0.0343 | 1.3127 × 105 | 0.2000 | 4.0996 × 10−5 | 66.3721 |
| Heat Treatment Condition | Yield Strength (MPa) | Elastic Modulus (GPa) | Poisson’s Ratio |
|---|---|---|---|
| Solution temper | 284.90 | 62.24 | 0.33 |
| h/t | Predicted Value | Experimental Value | Error (%) | ||
|---|---|---|---|---|---|
| δf (mm) | S (%) | δf (mm) | S (%) | ||
| 0 | 19.57 | 43.44 | 19.19 | 44.54 | 2.47 |
| 1 | 24.01 | 30.61 | 23.72 | 31.45 | 2.67 |
| 2 | 27.19 | 21.42 | 26.98 | 22.02 | 2.76 |
| 3 | 27.93 | 19.28 | 27.73 | 19.86 | 2.91 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lei, C.; Li, H.; Fu, J.; Shi, N.; Zheng, G.; Bian, T. Damage in Creep Aging Process of an Al-Zn-Mg-Cu Alloy: Experiments and Modeling. Metals 2018, 8, 285. https://doi.org/10.3390/met8040285
Lei C, Li H, Fu J, Shi N, Zheng G, Bian T. Damage in Creep Aging Process of an Al-Zn-Mg-Cu Alloy: Experiments and Modeling. Metals. 2018; 8(4):285. https://doi.org/10.3390/met8040285
Chicago/Turabian StyleLei, Chao, Heng Li, Jin Fu, Nian Shi, Gaowei Zheng, and Tianjun Bian. 2018. "Damage in Creep Aging Process of an Al-Zn-Mg-Cu Alloy: Experiments and Modeling" Metals 8, no. 4: 285. https://doi.org/10.3390/met8040285
APA StyleLei, C., Li, H., Fu, J., Shi, N., Zheng, G., & Bian, T. (2018). Damage in Creep Aging Process of an Al-Zn-Mg-Cu Alloy: Experiments and Modeling. Metals, 8(4), 285. https://doi.org/10.3390/met8040285