Uniaxial Low-Cycle Fatigue Study of Alloy 800H Weldments at 700 °C


Abstract
:1. Introduction
2. Materials and Methods
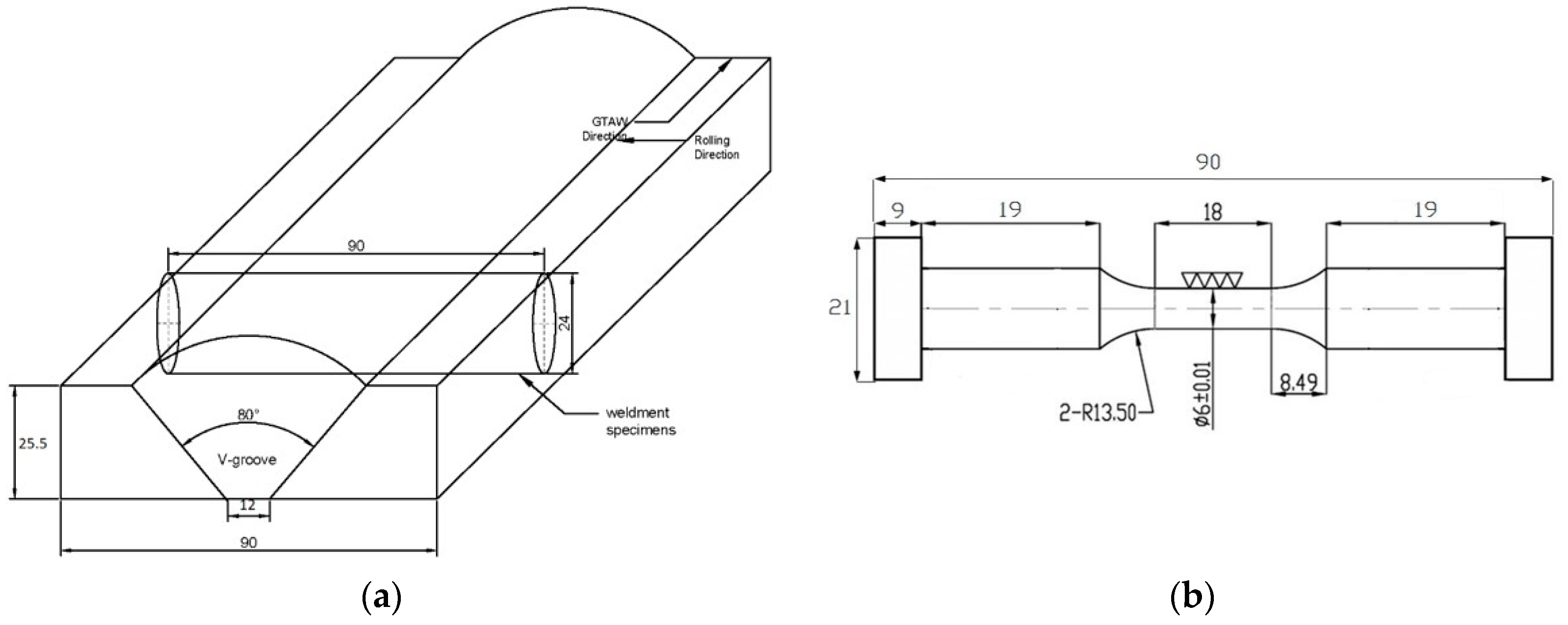
2.1. Alloy 800H and Welding Procedures
2.2. Test Methods
3. Results and Discussion
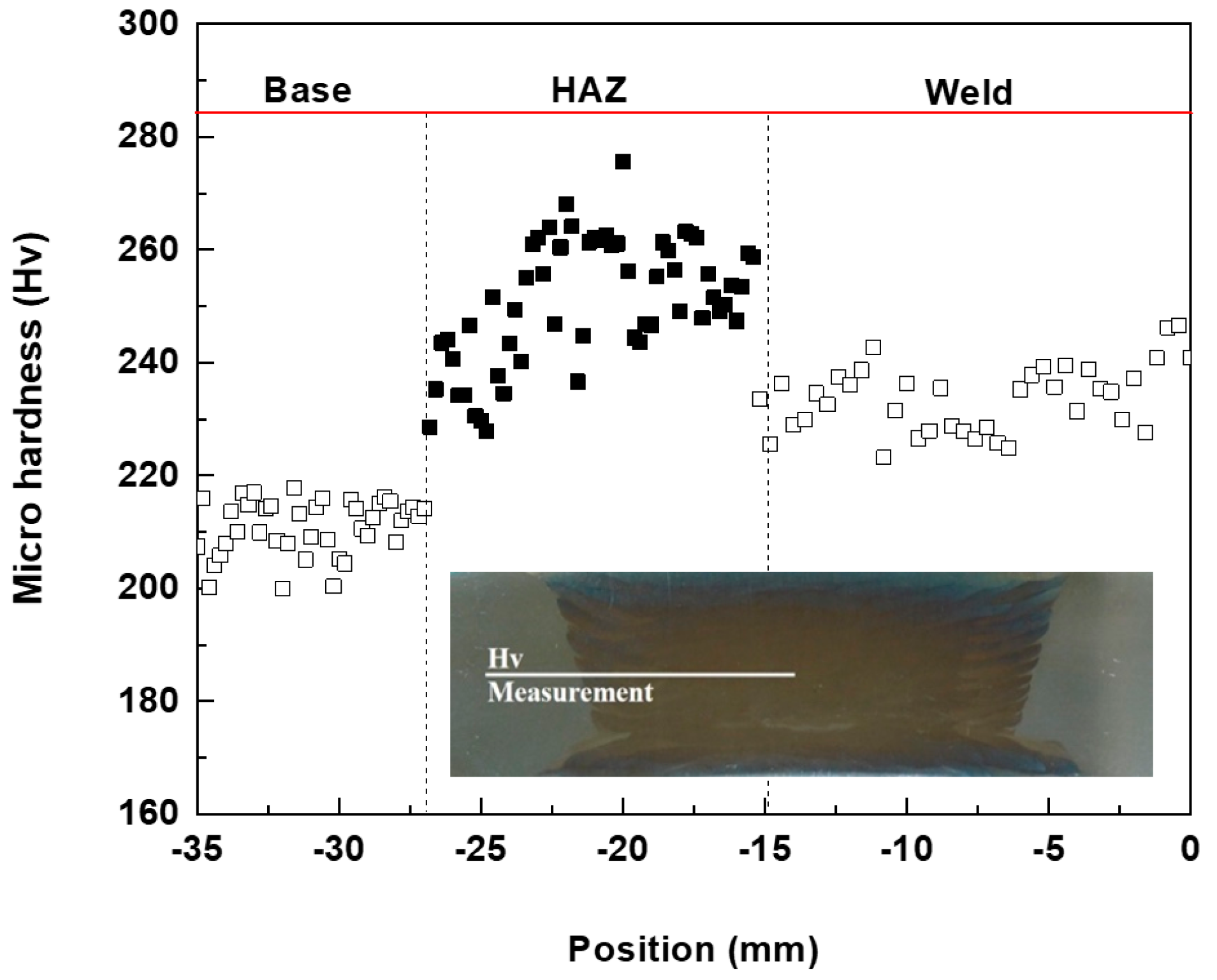
3.1. Initial Microstructure and Microhardness
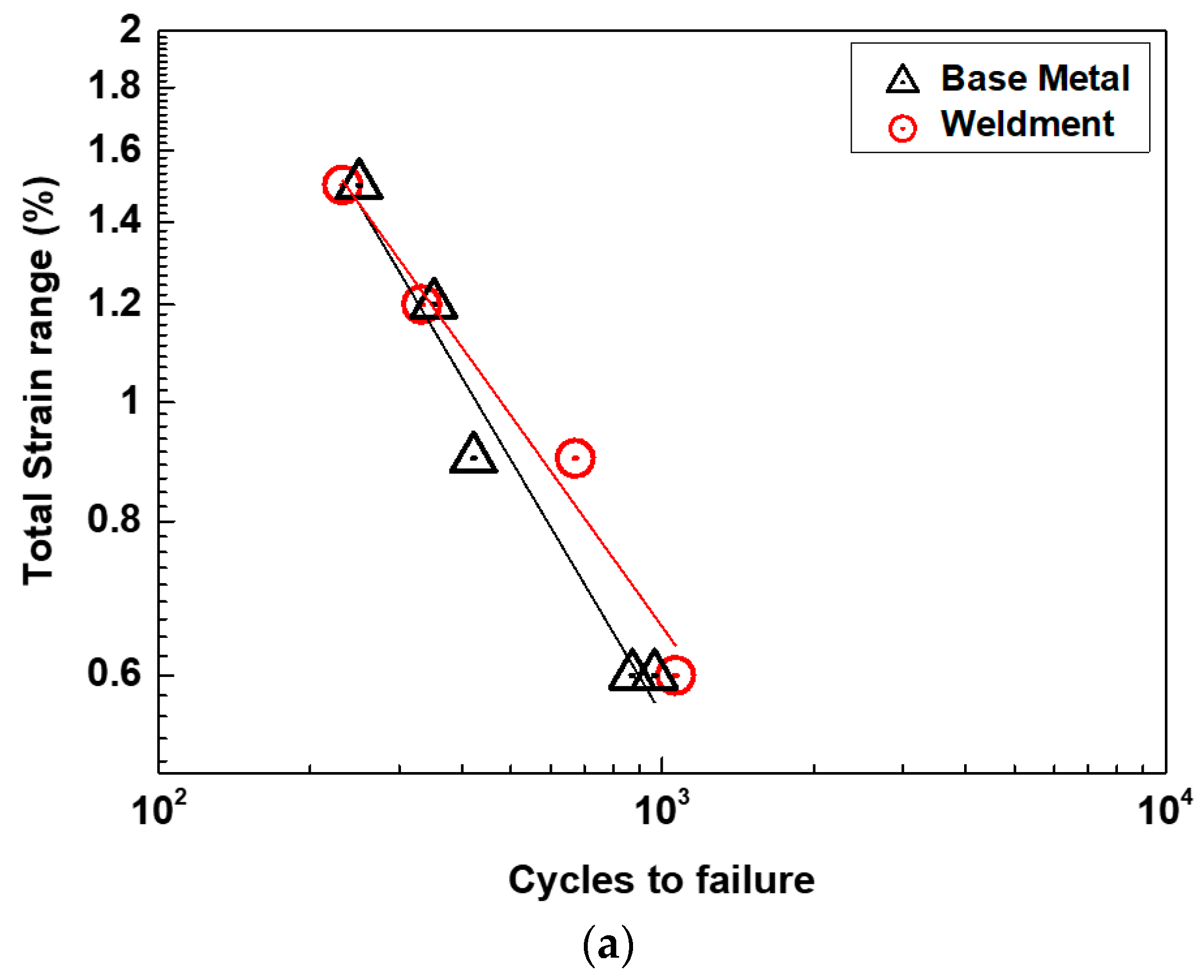
3.2. Low-Cycle Fatigue Properties
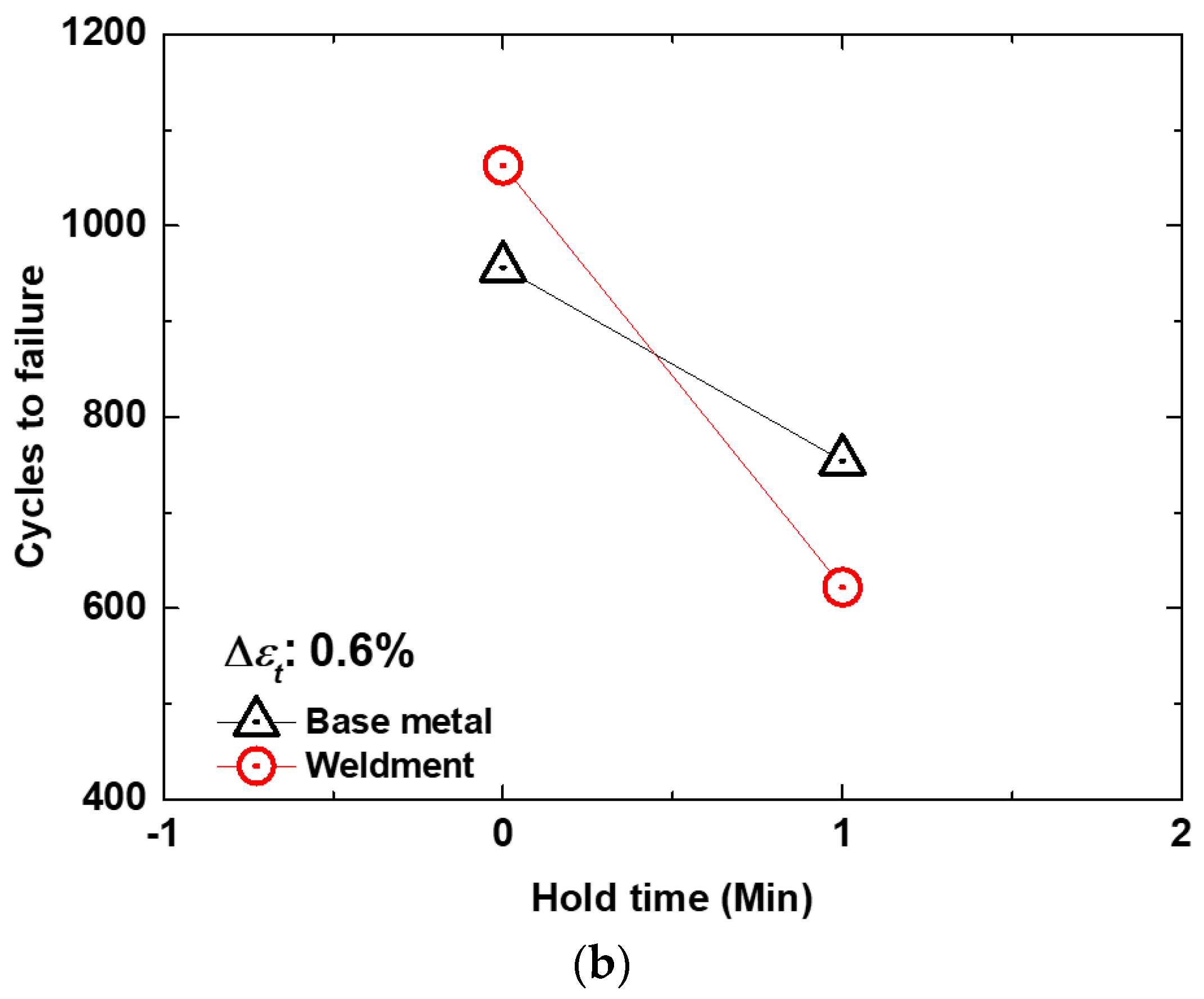
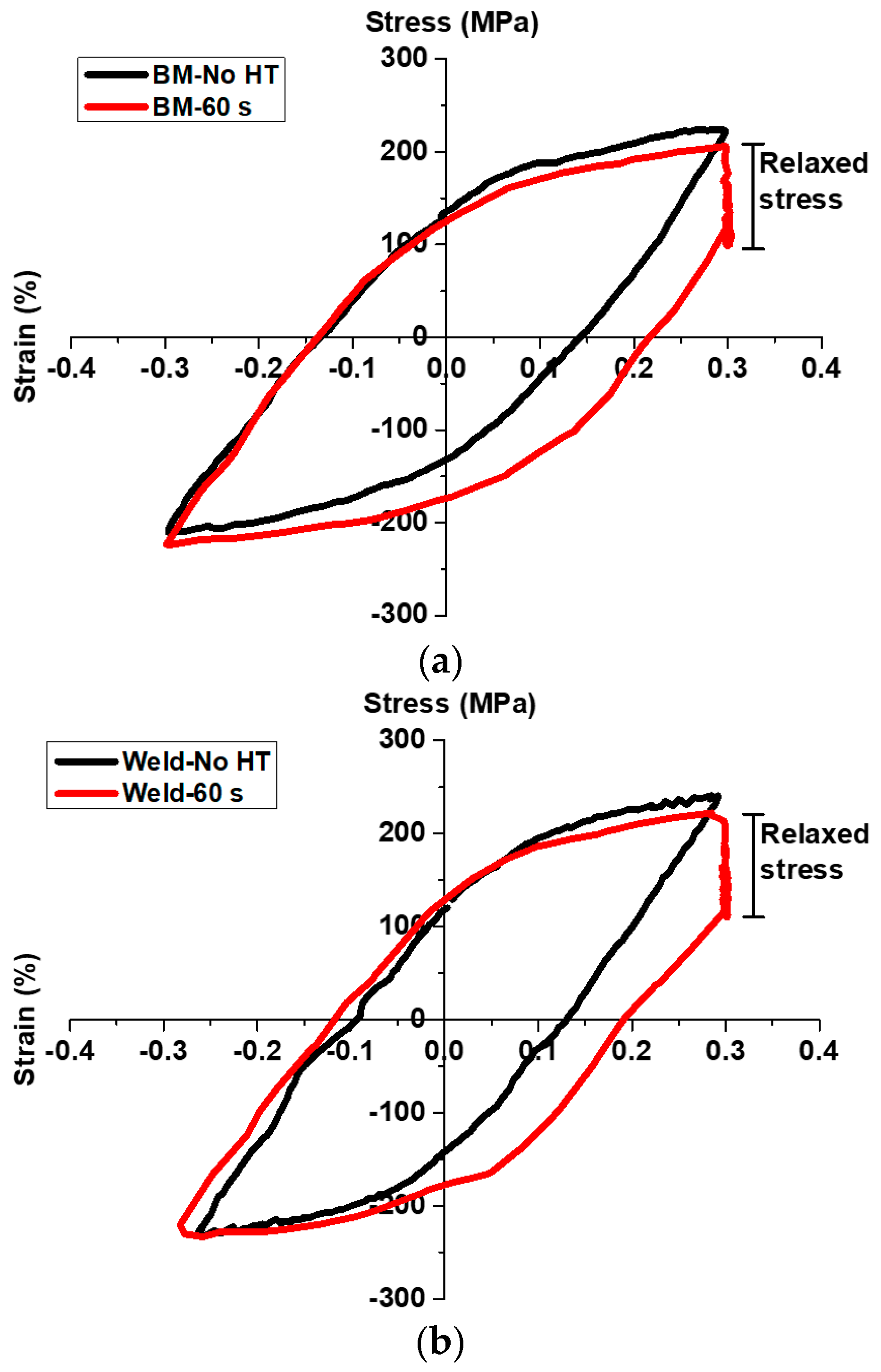
3.3. Influence of Hold-Time
3.4. Fracture Micrographs
4. Conclusions
- (1)
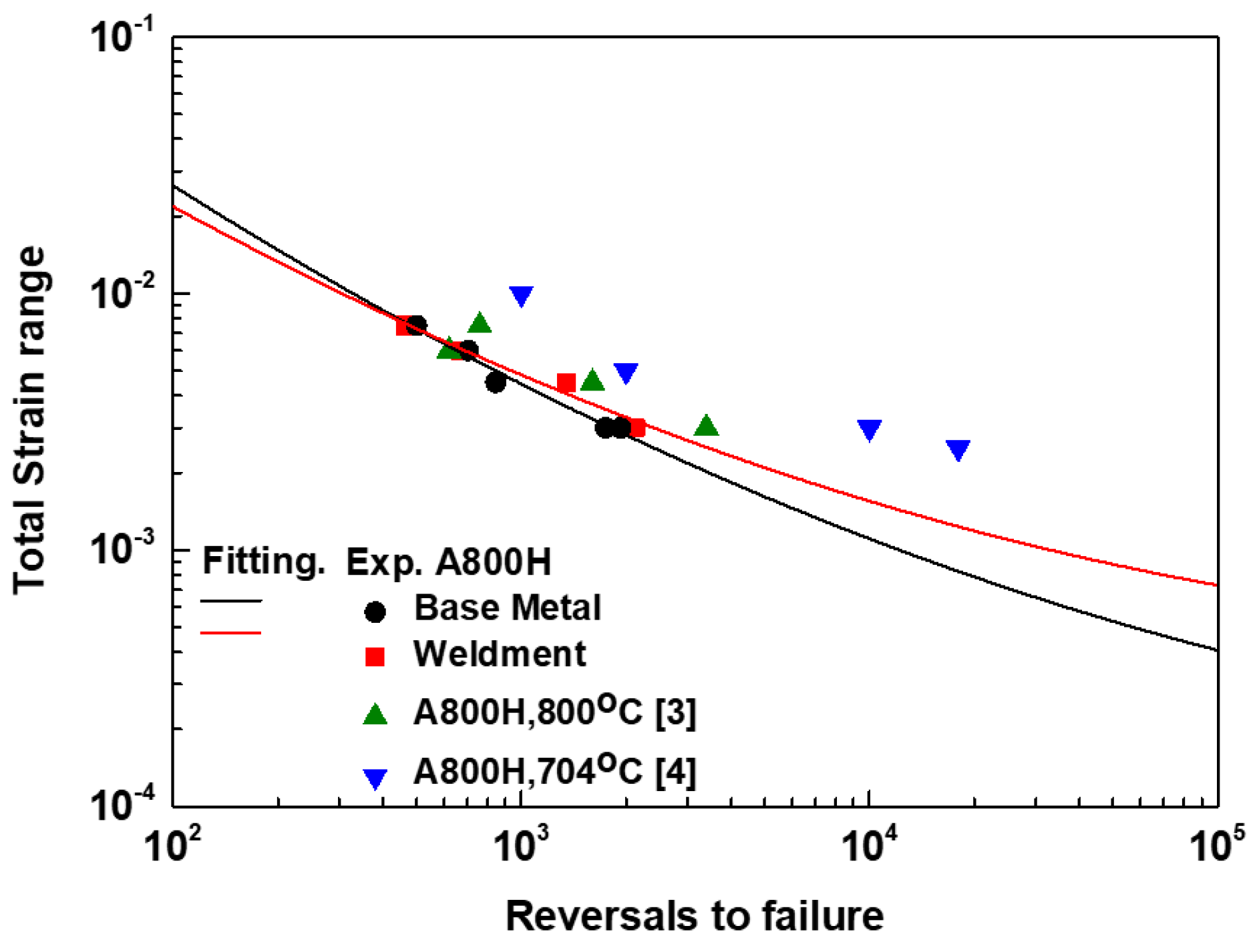
- The LCF life of the BM and weldments was found to be comparable, indicating a good welding technique, and the increase of total strain range reduced the LCF life both materials. The fatigue life was strongly reduced by means of additional HT.
- (2)
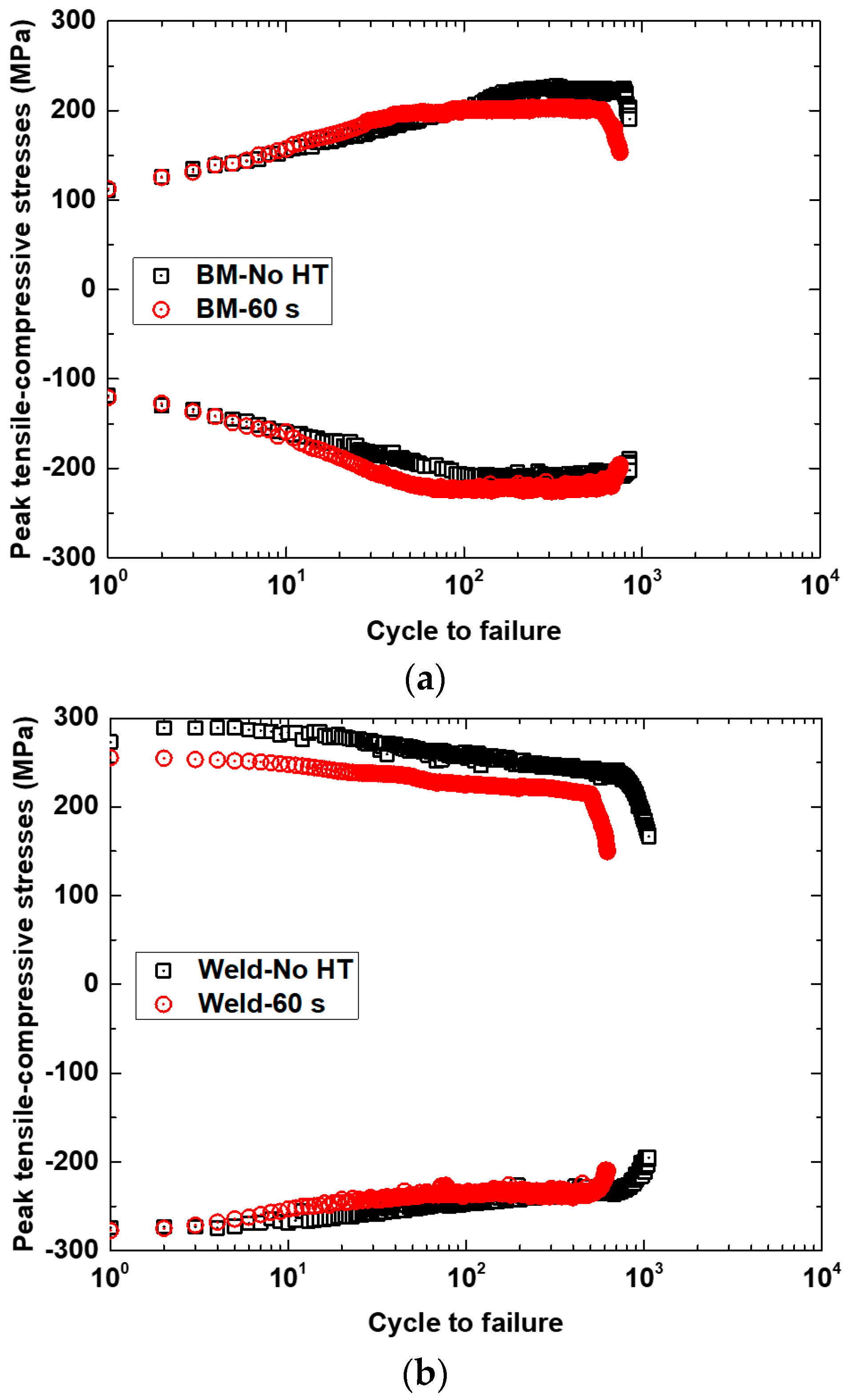
- Cyclic stress response behavior varied between both materials. The BM showed an initial cyclic hardening for the first 100 cycles, followed by saturation phase just prior to failure, whereas the weldments were cyclically softened with cycles for the whole life.
- (3)
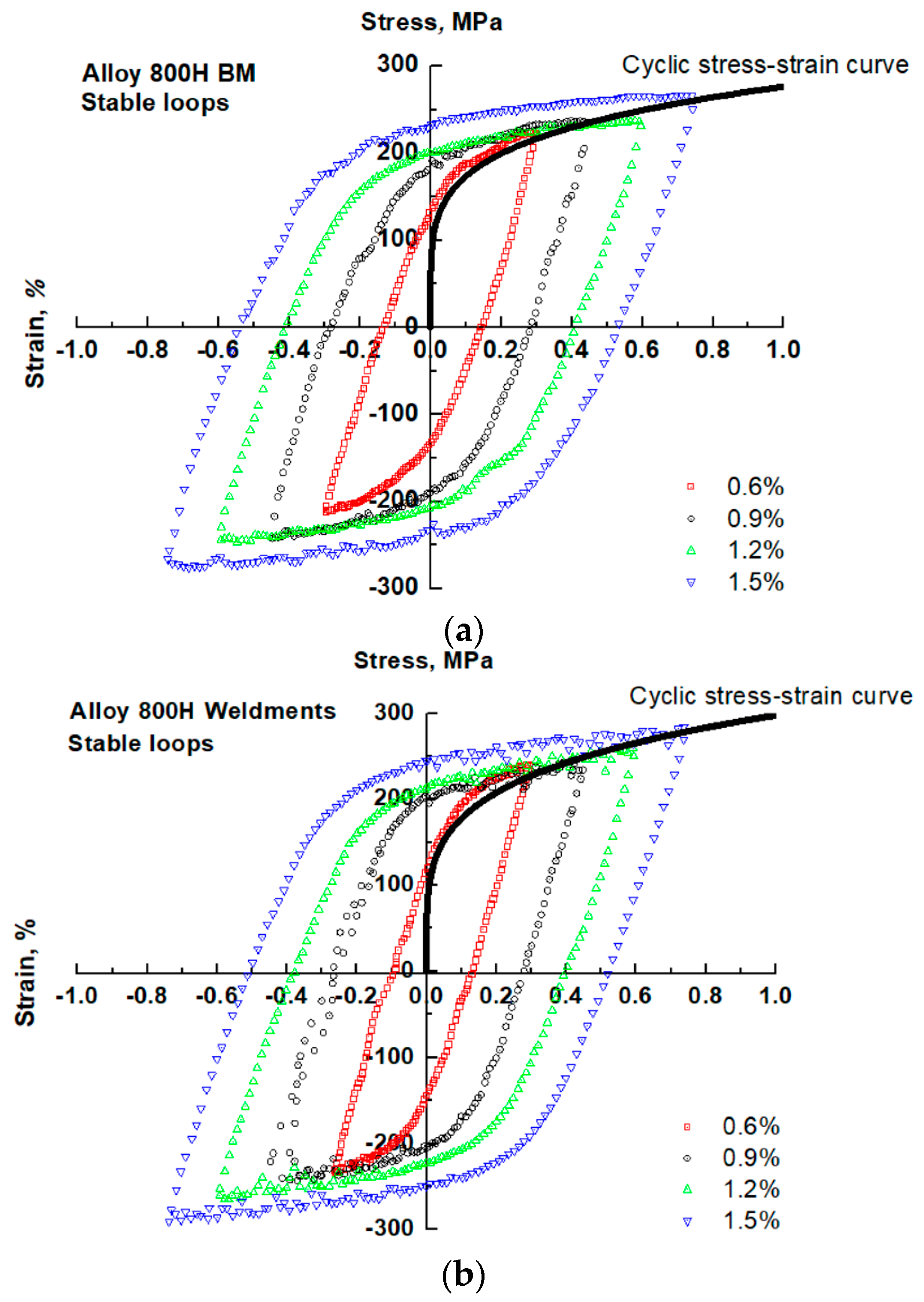
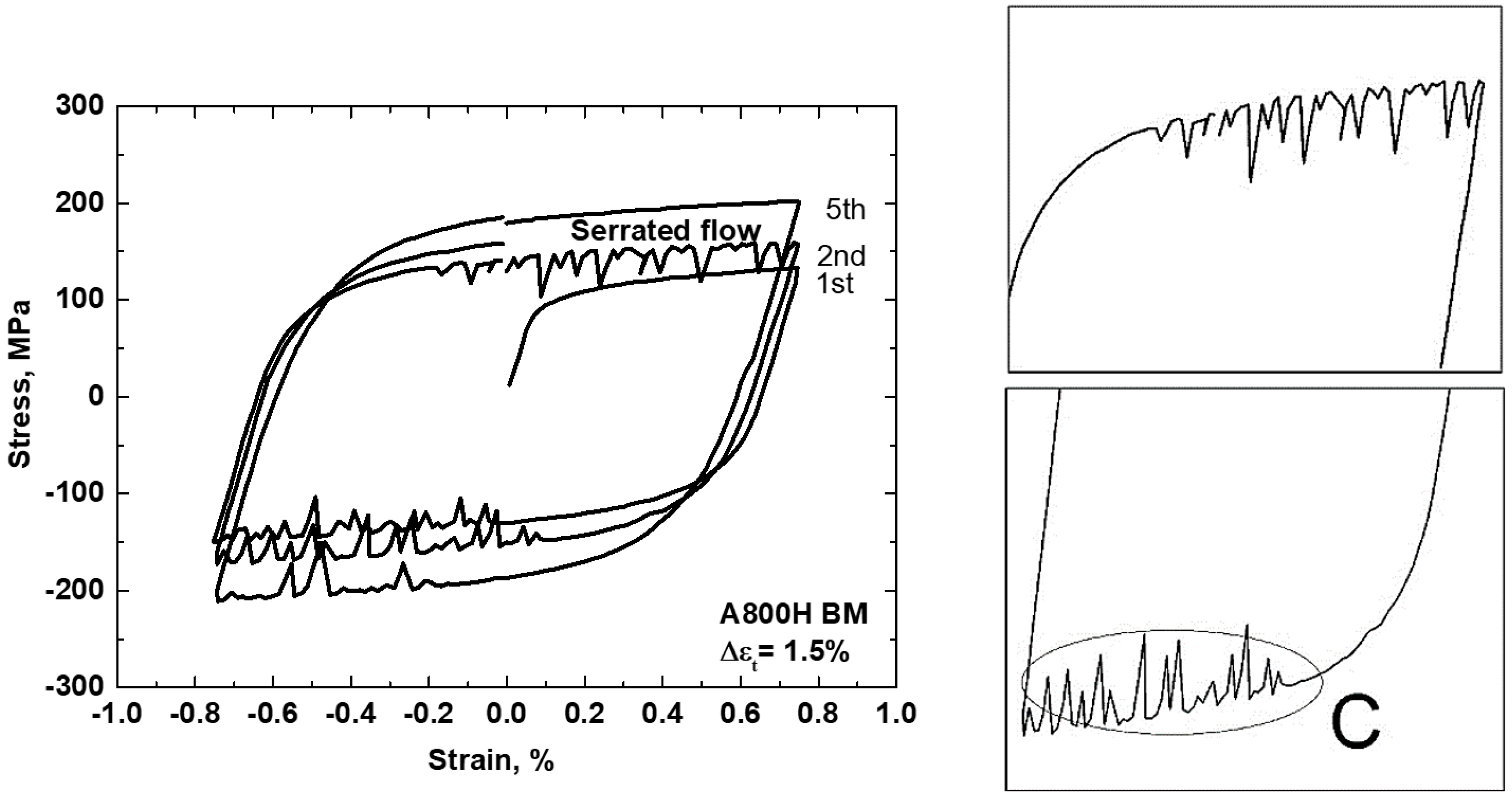
- The serrated yielding was observed in the cyclic stress–strain curves for both materials in all tests. These serrations occurred predominantly for BM specimens and disappeared after some cycles. This type of serrated flow stress belongs to Type C according to their characteristic of the dropped stress below the general level of the stress–strain curve.
- (4)
- LCF tests with HT induced an unequal cyclic stress response, and thus a visible lower peak tensile stress rather than the compressive stress. During the HT, the effective inelastic strain was promoted by the SRB, which suggests the creep recovery process of dislocation.
- (5)
- The fracture mechanism depended on the type of material and waveform. The fracture analysis show that both materials display mixed ductile/brittle fracture, although the presence of more brittle fracture can be observed for weldments. In LCF tests, the crack initiation and propagation for both materials occurred in a classical transgranular fracture mode. The introduction of HT caused a transition to intergranular cracks (mixed-mode fracture mode). The fatigue life and fracture mechanisms were severely influenced by the fatigue, oxidation, and M23C6 precipitates. In LCF tests, the oxide-enhanced transgranular fracture dominated crack growth. The damage between the time-dependent creep, fatigue, and oxidation occurred synergistically in LCF tests with HT.
Author Contributions
Funding
Conflicts of Interest
References
- Ren, W.; Swindeman, R. A review of Alloy 800H for applications in the Gen IV nuclear energy systems. In Proceedings of the 2010 ASME Pressure Vessels and Piping Division Conference, Bellevue, WA, USA, 18–22 July 2010. [Google Scholar]
- Kim, W.G. Mechanical Property and Its Composition of Superalloys for High Temperature Gas Cooled Reactor; Korea Atomic Energy Research Institute (KAERI): Daejeon, Korea, 2005. [Google Scholar]
- Kolluri, M.; ten Pierick, P.; Bakker, T. Characterization of high temperature tensile and creep-fatigue properties of Alloy 800H for intermediate heat exchanger components of (V)HTRs. Nucl. Eng. Des. 2015, 284, 38–49. [Google Scholar] [CrossRef]
- Kaae, J.L. High-temperature low-cycle fatigue of Alloy 800H. Int. J. Fatigue 2009, 31, 332–340. [Google Scholar] [CrossRef]
- Rao, K.B.S.; Schiffers, H.; Schuster, H.; Halford, G.R. Temperature and strain-rate effects on low-cycle fatigue behavior of Alloy 800H. Metall. Mater. Trans. A 1996, 27A, 255–267. [Google Scholar] [CrossRef]
- Rao, K.B.S.; Schuster, H.; Halford, G.R. Mechanisms of high-temperature fatigue failure in Alloy 800H. Metall. Mater. Trans. A 1996, 27A, 851–861. [Google Scholar] [CrossRef]
- Sonoya, K.; Tomisawa, Y. Cracking by elevated temperature embrittlement in the HAZ of alloy 800H. Weld. Int. 1991, 5, 425–429. [Google Scholar] [CrossRef]
- Sayiram, G.; Arivazhagan, N. Microstructural characterization of dissimilar welds between Incoloy 800H and 321 Austenitic Stainless Steel. Mater. Charact. 2015, 102, 180–188. [Google Scholar] [CrossRef]
- Moss, T.E.; Was, G.S. Dynamic strain aging of nickel-base Alloy 800H and 690. Metall. Mater. Trans. A 2012, 43A, 3428–3432. [Google Scholar] [CrossRef]
- Rodriguez, P. Serrated plastic flow. Bull. Mater. Sci. 1984, 6, 653–663. [Google Scholar] [CrossRef]
- Nilsson, J.O.; Sandström, R. Influence of temperature and microstructure on creep-fatigue of Alloy 800H. High Temp. Technol. 1988, 6, 181–186. [Google Scholar] [CrossRef]
- Chen, W.S.; Kai, W.; Tsay, L.W.; Kai, J.J. The oxidation behavior of three different zones of welded Incoloy 800H alloy. Nucl. Eng. Des. 2014, 272, 92–98. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Ni | Fe | Si | Mn | Cr | Ti | P | S | Al | Cu |
|---|---|---|---|---|---|---|---|---|---|---|---|
| A800H | 0.07 | 30.18 | Bal | 0.42 | 0.98 | 20.43 | 0.54 | 0.022 | - | 0.49 | 0.45 |
| KW-T82 | 0.07 | 30.18 | Bal | 0.42 | 0.98 | 20.43 | 0.54 | 0.022 | - | 0.49 | 0.45 |
| Test Conditions | LCF Test | LCF Test with Hold Time | |
|---|---|---|---|
| 700 °C | 700 °C | ||
| No. of specimen | BM | 5 | 1 |
| Weldments | 4 | 1 | |
| Specimen/Cinstants | εf’ | c | σf’ (MPa) | b |
|---|---|---|---|---|
| BM | 2.967 | −1.017 | 1047.0 | −0.193 |
| Weldments | 1.393 | −0.902 | 1100.5 | −0.182 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dewa, R.T.; Kim, S.-J.; Kim, W.-G.; Kim, E.-S. Uniaxial Low-Cycle Fatigue Study of Alloy 800H Weldments at 700 °C. Metals 2018, 8, 918. https://doi.org/10.3390/met8110918
Dewa RT, Kim S-J, Kim W-G, Kim E-S. Uniaxial Low-Cycle Fatigue Study of Alloy 800H Weldments at 700 °C. Metals. 2018; 8(11):918. https://doi.org/10.3390/met8110918
Chicago/Turabian StyleDewa, Rando Tungga, Seon-Jin Kim, Woo-Gon Kim, and Eung-Seon Kim. 2018. "Uniaxial Low-Cycle Fatigue Study of Alloy 800H Weldments at 700 °C" Metals 8, no. 11: 918. https://doi.org/10.3390/met8110918