Study on Hot Press Forming Process of Large Curvilinear Generatrix Workpiece of Ti55 High-Temperature Titanium Alloy

School of Materials Science and Engineering & National Key Laboratory for Precision Hot Processing of Metals, Harbin Institute of Technology, Harbin 150001, China
*
Authors to whom correspondence should be addressed.
Metals 2018, 8(10), 827; https://doi.org/10.3390/met8100827
Submission received: 24 September 2018
/
Revised: 9 October 2018
/
Accepted: 11 October 2018
/
Published: 15 October 2018
Abstract
:In order to manufacture complex curvilinear generatrix workpieces of high-temperature titanium alloy, the hot tensile behavior of Ti55 alloy sheet was tested and the hot press forming process was investigated using Finite Element Method (FEM) simulation and experiment. The hot tensile experiments of Ti55 rolled sheet were conducted at the temperatures of 800–900 °C with the strain rates of 0.001–0.1 s−1. According to the results of hot tensile tests and microstructure evolution, the proper hot press forming parameters were determined as the temperature of 850 °C and the strain rates of 0.001–0.01 s−1. The wrinkling mechanism in the transition region was analyzed and the initial blank sheet geometry was optimized by FE simulation of hot press forming. The two-step hot press forming process was better to produce the complex sheet workpiece of Ti55 alloy than the one-step hot forming scheme, which could restrain the wrinkling trend and ensure the microstructure and mechanical properties of the hot formed workpieces.
1. Introduction
Titanium and its alloys are found to have extensive applications in aerospace, marine, chemical, and medical industries due to their excellent properties, such as good high temperature performance, high specific strength, good creep resistance, biocompatibility and good corrosion resistance [1]. Especially, high-temperature titanium alloys, such as Ti-1100 and IMI834, are attracting increasing attention in the aerospace domain. As a typical high-temperature titanium alloy in China, Ti55 alloy with the nominal composition range of Ti-(5.0–6.0)Al-(3.0–4.0)Sn-(2.5–3.3)Zr-(0.3–1.5)Mo-(0.2–0.7)Ta-(0.2–0.7)Nb-(0.1–0.5)Si has been developed in recent years, which presents high strength, thermal stability, oxidation resistance and excellent corrosion resistance [2] and can meet the requirement of long-term service at the temperature up to 550 °C.
At present, there is an increasing demand for high-temperature titanium alloy sheet metal components in high-temperature service condition [3,4,5,6]. However, it is difficult to manufacture the thin-wall complex-shaped components of high-temperature titanium alloys because of their poor formability, such as high strength and strong sensitivity to deformation parameters (temperature, strain rate, etc) at elevated temperatures. To address this issue, many studies are conducted to analyze and control the microstructure evolution and mechanical properties of high-temperature titanium alloy. For instance, Wanjara et al. [7,8] investigated the deformation behavior of IMI834 high-temperature titanium alloy during an isothermal compression test and revealed the flow softening mechanisms, which were mainly controlled by dynamic recovery in the β regime and dynamic recrystallization in α + β regime. Usually, dynamic recovery was attributed to the high stack fault energy in body-centered cubic (BCC) structure of β phase, which led to the increase of slip systems that facilitate easy cross-slip and climb of dislocation, especially in high temperatures. While in lower temperature of dual-phase α + β regime, the high activation energy contributed to dynamic recrystallization induced flow softening. Wang et al. [9] studied the microstructural evolution of TG6 high-temperature alloy under different thermal mechanical treatments, indicating that the deformation degree in α + β field influences the final microstructure, which is helpful for controlling the mechanical properties of thin-wall complex-shaped parts of high-temperature titanium alloys. In addition, it is necessary to further study the hot forming process of titanium alloy workpieces with high precision and mechanical properties to meet high-temperature service requirements. Usually, the hot forming processes involve hot press forming, superplastic forming, spin-forming, etc. For example, Liu et al. [10] adopted the hot-press forming process to successfully produce TA15 titanium alloy profiled surface sheet parts. Wu et al. [11] optimized the superplastic forming parameters and manufactured the deep box-shaped pieces of BTi6431S high-temperature titanium alloy based on finite element analysis (FEA) and superplastic forming experiment. Zhao et al. [12] utilized the hot spinning process to manufacture large thin-wall curvilinear generatrix workpieces of TA15 alloy. Among these hot forming processes, hot press forming processes using male and female die can ensure better thickness uniformity and forming precision as well as higher productivity. However, the wrinkling defects often occur during hot press forming of complex-shaped sheet workpieces of titanium alloy. Until now, the corresponding wrinkling mechanism is not so clear, which limits the application of hot press forming processes to produce those complex-shaped sheet workpieces of titanium alloy, in particular with large dimensions. Meanwhile, the microstructures and mechanical properties may change in the hot forming process of titanium alloys [13,14,15,16].
In this study, the hot press forming process was adopted to manufacture the large curvilinear generatrix workpiece of Ti55 high-temperature titanium alloy. Before the hot forming process, the hot tensile behavior of Ti55 rolled sheet was tested at the temperatures of 800–900 °C with the strain rates of 0.001–0.1 s−1 to obtain the suitable process parameters. The Finite Element Method (FEM) simulation of the hot press forming process based on ABAQUS software was conducted to reveal the wrinkling mechanism and optimize the process design for a complex curvilinear generatrix workpiece of Ti55 alloy with large dimension. On the basis, the two-step hot press forming scheme was determined to successfully produce the curvilinear generatrix workpiece of Ti55 alloy without significant change of microstructure and mechanical properties.
2. Materials and Methods
The initial sheet blank used in the study was as-rolled Ti55 alloy, which was a near-α titanium alloy with the actual chemical composition of Ti-5.5Al-3.5Sn-3Zr-1Mo-0.5Nb-0.7Ta-0.3Si (wt.%), supplied by Baoji Titanium Industry Company in China. The hot tensile specimens were prepared from the as-rolled Ti55 alloy sheet with dimension of 25 mm × 6 mm × 1.5 mm following the ASTM-E21-09 standard. The high-temperature tensile test was carried out in the temperature range of 800–900 °C with 50 °C intervals and stain rate range of 0.1–0.001 s−1 in a AG-X Plus 250 kN/50 kN universal testing machine (SHIMADZU Corporation, Japan). The tensile specimens were sectioned vertical to the tensile direction after high-temperature tensile test for microstructure observation. The optical microscopy (OM) observations were conducted on an Olympus-PMG3 optical microscope (Olympus Corporation, Tokyo, Japan). The samples for OM observation were etched in a solution of 2 mL hydrofluoric, 4 mL nitric acid and 94 mL H2O. The fracture surface of tensile samples after the tensile test was observed on a Quanta 200 FEG scanning electron microscope (SEM) (FEI Company, Hillsborough, OR, USA) with the voltage of 20 kv.
Figure 1 shows the geometry of large complex thin-wall curvilinear generatrix workpiece of Ti55 alloy, which consisted of the cylindrical section and conical section. The total length was 745 mm. The length, thickness and diameter of cylindrical section was 338 mm, 1.5 mm and 303 mm, respectively. The diameter of conical section was 528 mm, the transition angle between the cylindrical and conical section was 165°, and the radius of transition region was 30 mm.
As the hot forming process of sheet metal components is a quasi-static and highly nonlinear process with low deformation rate, the implicit algorithm often does not converge in FE simulation, so the explicit algorithm is employed in this study. The commercial software ABAQUS 6.10 (Dassault SIMULIA Company, Providence, Rhode Island, USA) was adopted to model the hot press forming process, which was helpful for optimizing the hot-forming process parameters and determining the sheet blank geometry of Ti55 alloy. In the FE model, the lower die was set as a fixed constraint and the upper die was set as a displacement constraint, as shown in Figure 2, which was commonly used in shell unit with wide applicability. The thickness of initial sheet blank was 1.5 mm. The total mesh number was 22,699 and the mesh size was 3 × 3 mm. The Coulomb friction model was adopted and the friction coefficient was set as 0.15. The material parameters for FE simulation are shown in Table 1, wherein the Young’s Modulus was determined by the flow stress-strain curves in this study. Based on the analysis results of flow stress-strain curves and microstructure evolution, the deformation temperature was selected at 850 °C.
3. Results and Discussion
3.1. Microstructure and Mechanical Properties of Sheet Blank
Figure 3 shows the flow stress-strain curves in the high-temperature tensile tests at 800 °C, 850 °C and 900 °C, respectively. It can be found that the flow stress increased at the early stage of tensile deformation when the strain hardening took place, and then remained relatively stable at the steady deformation stage. Finally, the flow stress decreased quickly with the increase of true strain due to the appearance of necking and fracture. The elongations were 248.58%, 303.82% and 636.86% at the temperature of 800 °C, 850 °C and 900 °C with strain rate of 0.001 s−1, and the tensile strengths were 110.12 MPa, 55.69 MPa and 34.93 MPa, respectively. This shows that the Ti55 alloy has good hot deformability at 800–900 °C, and it is possible to form complex sheet components of Ti55 alloy using hot press forming process in the temperature range.
Figure 4 shows the optical microstructure (OM) images of tensile specimens of as-rolled Ti55 alloy sheet at the temperatures of 800–900 °C and strain rates of 0.001–0.1 s−1. The initial Ti55 alloy mainly consisted of α-phase and small amounts of β-transformed phases, wherein the bright zone represented the α-phase and the dark zone represent the β-transformed microstructure (see Figure 4a). The strip-like β-transformed phase grains existed around the equiaxed α-phase grains. The mean size of the α-phase was about 14.3 ± 2.5 μm, measured by the line interception method. After hot tension at 800 °C with strain rate 0.001 s−1, the α-phase grains were clearly refined, and the lamella globularization phenomenon of α-phase can be found in the hot tensile microstructure (see Figure 4b). Figure 4c shows the microstructure of the tensile specimen tested at 850 °C with strain rate 0.1 s−1. It can be found that the equiaxed α-phase grains were elongated along the tensile direction. Figure 4d,e show the microstructure of the tension specimen tested at 850 °C with strain rate 0.01 s−1 and 0.001 s−1, respectively. Obviously, with the decrease of strain rate, the grain elongation was weakened, and the microstructure globalization was enhanced. For the specimen tested at 850 °C with strain rate 0.001 s−1, amounts of fine and equiaxed grains appeared in the hot tension microstructure. However, the grains of the tension specimen tested at 900 °C with strain rate 0.001 s−1 were coarsened remarkedly, even when the true strain reached about 1.67, as shown in Figure 4f. Meanwhile, the volume fraction of β-transformed microstructure was distinctly greater than that of other specimens. Considering better microstructure and lower deformation resistance of Ti55 alloy workpieces, the suitable hot forming process parameters were determined at the temperature of ~850 °C and strain rate of 0.001–0.01 s−1.
3.2. Simulation Analysis of One-Step Hot Press Forming Process
Figure 5 shows the unfolded drawing of the actual curvilinear generatrix workpiece of Ti55 alloy, which included a rectangular section and a fan-shaped section with a shaded gap in the transition region. So, the wrinkle defect is easy to occur at the transition zone in the hot press forming process when a simple sheet blank was used as the initial blank. To avoid the occurrence of the wrinkle defect, it is necessary to optimize the initial blank geometry for reducing the material flow towards the transition region.
Based on the above analysis result, six types of the sheet blank were designed to analyze the influence of the initial blank shape on the hot press forming process, as shown in Figure 6. According to the unfold drawing of the curvilinear generatrix workpiece, there was superfluous metal in the transition region of sheet blank, so different notches are designed in the initial blanks in order to control the wrinkle defect.
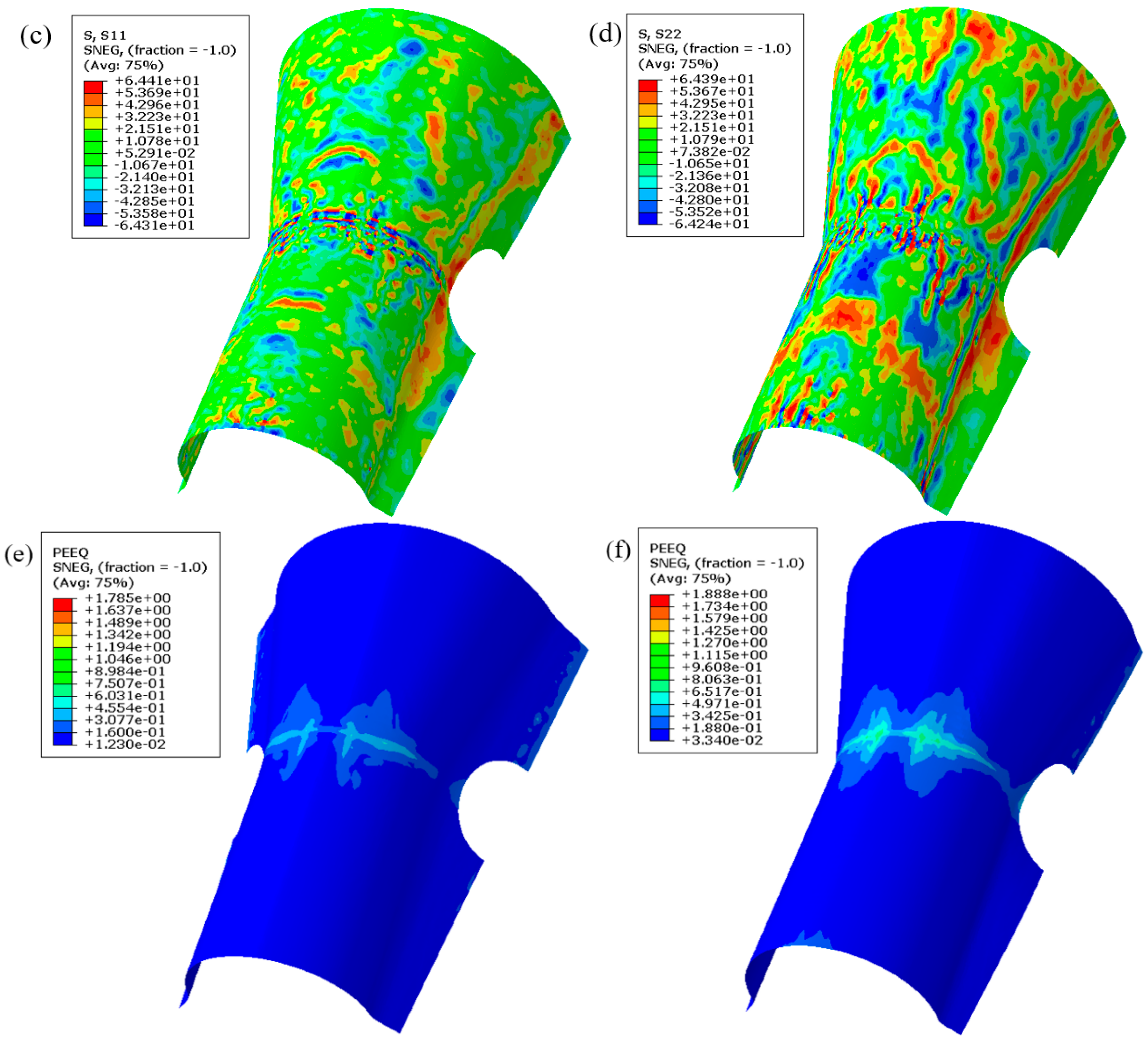
Figure 7 and Figure 8 show the distribution of equivalent strain and wall thickness along the axial direction of the hot formed workpiece based on the FE simulation results. It can be found that the wrinkle phenomenon appeared in the transition region and the conical section of all the six formed parts. It is mainly because the metal near the transitional region subject to bending and extrusion resulted in the occurrence of axial and hoop compressive stress in the transition region, as shown in Figure 9. If the axial compressive stress surpassed the instability limit of the sheet blank, the wrinkles can be found in the transition region. Additionally, there are wrinkles in the conical section of the formed parts (see Figure 7). Besides, the different notches of the sheet preform on both sides caused the different wrinkling degree. In addition, the wall of hot formed workpiece was thickened in the transition region due to axial compressive stress over there, as shown in Figure 8. Basically, the arc notch with the bigger radius (R50) reduced the wrinkling degree and contributed to the uniform distribution of wall thickness in the transition region more clearly.
However, the simulation results indicate that the curvilinear generatrix workpiece cannot be well formed by the one-step hot press forming process. Additionally, the hot press forming experiment shows that the wrinkles occurred in the transition area and the conical section, as shown in Figure 10. Through optimizing the geometry of the initial blank, the stress concentration can be reduced and the wrinkling trend can be restrained to some extent, while it is difficult to form the workpiece without the wrinkling defect using one-step hot pressing forming process.
3.3. Simulation Analysis of Two-Step Hot Press Forming Process
To reduce the stress concentration and the wrinkling degree in the transition region, it was necessary to adopt the preforming process to improve the forming quality of hot press formed workpiece. In the two-step hot press forming process, the primary and secondary forming steps were carried out successively through changing the upper and lower die. Figure 11 shows the FEM model of the sheet metal preforming process, in which the transition fillet radius of the preforming die was increased to R500 in the first step, much greater than that of the final die (see Figure 4).
The simulation results in Figure 7 show that the geometry of initial blank significantly affected the hot formed part. The blank F was used as the initial blank in the two-step forming process since the arc notch with the bigger radius could reduce the wrinkling degree in the transition region of the formed workpiece, as shown in Figure 7f. Figure 12 presents the simulation results of the preforming geometry and final workpiece before and after the second step forming, respectively. As the middle fillet of the preforming mold was relatively large in the transition region, the axial and hoop compressive stress was reduced much less than that in the one-step forming process (see Figure 9 and Figure 12a,b). Besides, the flow of material was slowed down and the deformation was more uniform (see Figure 12e). When the second-step forming was conducted, the axial and hoop compressive stress was still quite small (see Figure 12c,d), so the formed part only exhibited slight wrinkling in the transition region (see Figure 12f). Actually, the hot forming workpieces was able to meet the assembly requirements since the small wrinkles could be removed after slightly polishing, as shown in Figure 13. The thickness distribution of the formed workpiece along the axial direction measured in the FE simulation and hot press forming experiment was presented in Figure 14, indicating better uniformity in wall thickness.
3.4. Microstructure and Mechanical Properties of Hot Press Formed Workpiece
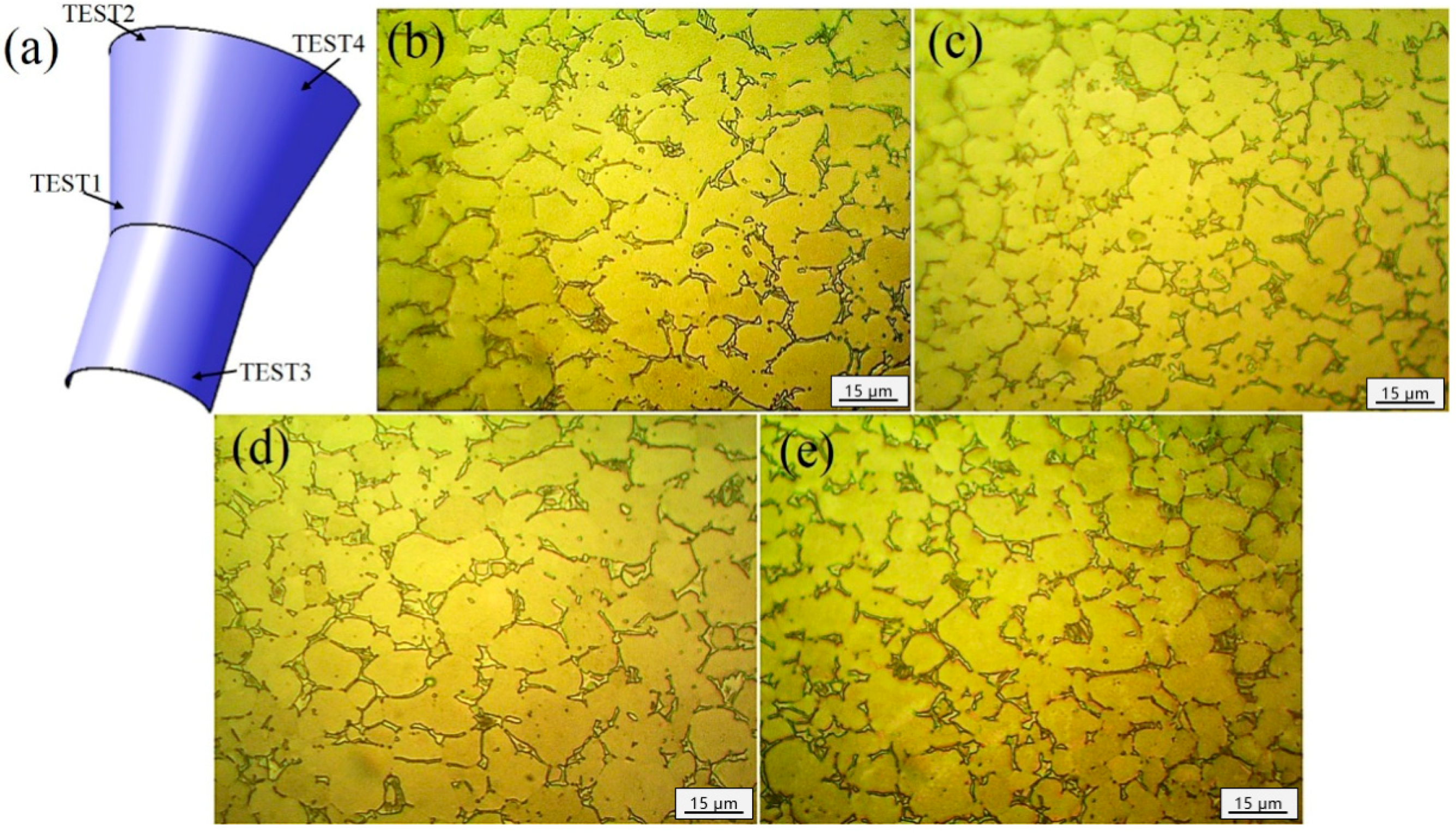
In order to further analyze the forming quality, it is necessary to study the microstructure and mechanical properties of the hot press formed part. Figure 15 shows the OM microstructures at different locations of the formed parts. It can be seen that the microstructures mainly consisted of primary α-phase and β-transformed microstructures. Figure 15a shows the different locations of the formed parts. Figure 15b–e shows the microstructures at the locations of TEST1-TEST4. It can be found that the deformation microstructures of hot formed workpieces were quite uniform during the hot press forming process, and the α-phase grew up slightly, while no remarkable grain coarsening was observed.
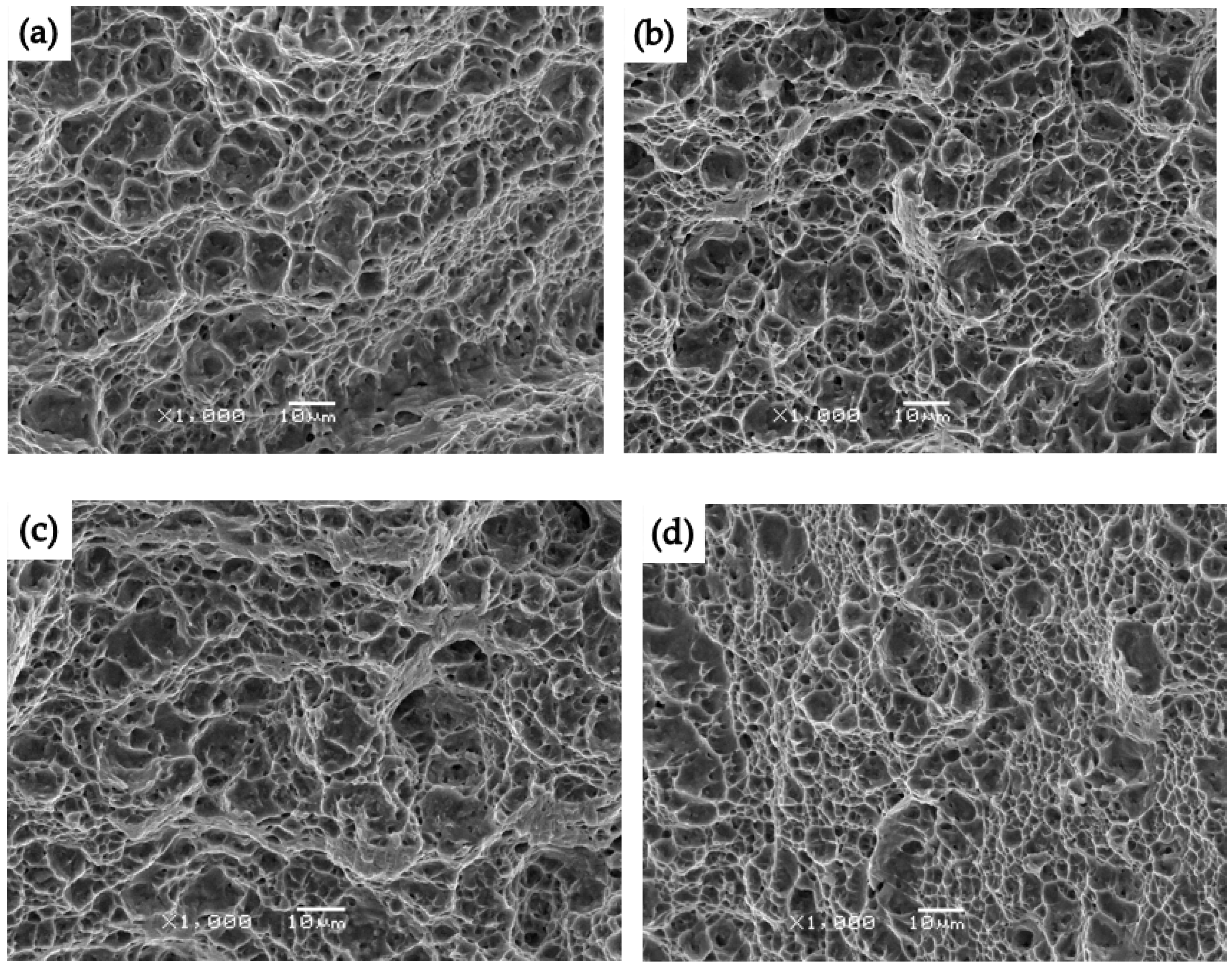
Figure 16 shows the tensile mechanical properties of the hot formed workpiece of Ti55 alloy at the long-term service temperature of 550 °C. The tensile strength of as-received sheet, TEST1, TEST2, TEST3 and TEST4 (see Figure 15a) was 712, 687, 722, 723 and 735 MPa, respectively, while the elongation was 18.9%, 19.2%, 17.7%, 17.5% and 18.7%, respectively. It can be found that the tensile strength of TEST2, TEST3 and TEST4 was slightly higher than that of the as-rolled sheet, and the tensile strength of TEST1 was slightly lower than the as-received sheet. Figure 17 shows the fracture surface of tensile specimens machined from the original sheet and the hot press formed workpiece of Ti55 alloy. Obviously, there are amounts of shallow dimples and deep cavities in the fracture surface, which shows typical ductile fracture features in the original sheet and hot formed workpiece. Therefore, it is feasible to manufacture large complex-shaped curvilinear generatrix workpieces of high-temperature titanium alloy with good mechanical properties by the two-step hot press forming process.
4. Conclusions
The hot tensile behavior of as-rolled sheet of Ti55 alloy was tested at the temperatures of 800–900 °C with strain rates of 0.001–0.1 s−1. Then, the hot press forming process of a large complex-shaped sheet workpiece of Ti55 alloy was investigated by the FEM simulation and experiments. The main conclusions can be obtained as follows:
- (1)
- The tensile strengths were 110.12 MPa, 55.69 MPa and 34.93 MPa, respectively, and the elongations were 248.58%, 303.82% and 636.86%, respectively, at the temperatures of 800 °C, 850 °C and 900 °C with the strain rate of 0.001 s−1. With the increase of temperature from 800 to 900 °C and the decrease of strain rate from 0.1 s−1 to 0.001 s−1, the microstructure was refined, and the grains were globalized gradually. The hot press forming parameters of Ti55 alloy was determined as the temperature of ~850 °C and strain rates of 0.01–0.001 s−1.
- (2)
- The superfluous metal in the transition region of initial sheet blank was subject to compressive stress during hot press forming, which induced the wrinkling defect in the present curvilinear generatrix workpiece. The arc notch with the big radius could suppress the development of the wrinkles in some extent.
- (3)
- It is difficult to form the curvilinear generatrix workpiece of Ti55 alloy in the one-step hot press forming process. The preforming process using a greater fillet radius in the transition region could contribute to a more uniform deformation and significantly reduce the wrinkling degree of the final workpiece.
- (4)
- The hot press formed workpiece exhibited good tensile properties and uniform microstructures, indicating that the two-step hot press forming process was feasible to manufacture large complex-shaped curvilinear generatrix workpieces of high-temperature alloys with good quality.
Author Contributions
W.X. conceived and designed the experiments; Z.Y. and F.W. performed the experiments; W.X. and F.W. analyzed the data and wrote the paper; D.S. and B.G. provided guidance and all sorts of support during the work.
Funding
This research was funded by [National Natural Science Foundation of China] grant number [No. 51775137].
Acknowledgments
The authors acknowledge the support by the National Natural Science Foundation of China.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Gollapudi, S.; Charit, I.; Murty, K.L. Creep mechanisms in Ti–3Al–2.5Valloy tubing deformed under closed-end internal gas pressurization. Acta Mater. 2008, 56, 2406–2419. [Google Scholar] [CrossRef]
- Xu, L.; Guo, R.; Chen, Z.; Jia, Q.; Wang, Q. Mechanical Property of Powder Compact and Forming of Large Thin-Wall Cylindrical Structure of Ti55 Alloys. Chin. J. Mater. Res 2016, 30, 23–30. (In Chinese) [Google Scholar]
- Wei, Y.; Jian, W.; Wu, W.H. Effect of hot working process on microstructure and properties of BTi-6431S titanium alloy plate. Chin. J. Nonferrous Met. 2010, 20, s104–s106. (In Chinese) [Google Scholar]
- Jia, W.; Zeng, W.; Zhou, Y. High-temperature deformation behavior of Ti60 titanium alloy. Mater. Sci. Eng. A 2011, 528, 4068–4074. [Google Scholar] [CrossRef]
- Xu, Y.; Li, W.D.; Ma, J.D. Research on hot forming process for high temperature titanium alloy bracked parts. Die Mould Manuf. 2014, 14, 84–86. (In Chinese) [Google Scholar]
- Wang, X.; Zhao, X.; Feng, Q.; Wang, X.; Wang, W. Effect of rolling process on the microstructure and properties of BTi-6431S titanium alloy sheet. Chin. Titanium Ind. 2016, 2. Available online: http://xueshu.baidu.com/s?wd=paperuri%3A%283c0a5029fade67a7c43acf18ebc9415e%29&filter=sc_long_sign&tn=SE_xueshusource_2kduw22v&sc_vurl=http%3A%2F%2Fwww.en.cnki.com.cn%2FArticle_en%2FCJFDTotal-TAIE201602006.htm&ie=utf-8&sc_us=15721743261023648964 (accessed on 11 October 2018). (In Chinese).
- Wanjara, P.; Jahazi, M.; Monajati, H.; Yue, S.; Immarigeon, J.P. Hot working behavior of near-α alloy IMI834. Mater. Sci. Eng. A 2005, 396, 50–60. [Google Scholar] [CrossRef]
- Wanjara, P.; Jahazi, M.; Monajati, H.; Yue, S. Influence of thermo-mechanical processing on microstructural evolution in near-α alloy IMI834. Mater. Sci. Eng. A 2006, 416, 300–311. [Google Scholar] [CrossRef]
- Wang, T.; Guo, H.Z.; Yao, Z.K. Microstructural Evolutions of a high temperature titanium alloy processed by thermal mechanical treatments. Mater. Sci. Forum 2013, 748, 860–865. [Google Scholar] [CrossRef]
- Liu, Q.; Li, B.; Qin, Z. Hot-press forming technology of TA15 titanium alloy profiled surface sheet metal parts. Aerosp. Manuf. Technol. 2017, 4, 7–9. (In Chinese) [Google Scholar]
- Chen, W.; Chen, M.H.; Wang, H. Superplastic Forming Technology of Box-shaped Piece of High-temperature Titanium Alloy BTi6431S. Mater. Mech. Eng. 2008, 32, 40–43. (In Chinese) [Google Scholar]
- Zhao, X.K.; Xu, W.C.; Chen, Y.; Zhang, Z.P.; Lin, H.L.; Shan, D.B. Study on the spinning process of the cylinder-conical composite curve workpieces of TA15 titanium alloy. Mater. Sci. Technol. 2016, 24, 10–17. [Google Scholar]
- Guan, S.X.; Kang, Q.; Wang, Q.J.; Liu, Y.Y.; Li, D. Influence of long-term thermal exposure on the tensile properties of a high-temperature titanium alloy Ti-55. Mater. Sci. Eng. A 1998, 243, 182–185. [Google Scholar] [CrossRef]
- Li, X.F.; Jiang, J.; Wang, S.; Chen, J.; Wang, Y.Q. Effect of hydrogen on the microstructure and superplasticity of Ti-55 alloy. Int. J. Hydrogen Energy 2017, 42, 6338–6349. [Google Scholar] [CrossRef]
- Liu, Z.G.; Li, P.J.; Xiong, L.T.; Liu, T.Y.; He, L.J. High-temperature tensile deformation behavior and microstructure evolution of Ti-55 titanium alloy. Mater. Sci. Eng. A 2017, 680, 259–269. [Google Scholar] [CrossRef]
- Khamei, A.; Dehghani, K. Microstructural evolution during the hot deformation of Ti-55Ni (at. pct) Intermetallic Alloy. Metall. Mater. Trans. A 2010, 41, 2595–2605. [Google Scholar] [CrossRef]
Figure 1.
The dimension of large complex thin-wall curvilinear generatrix workpiece.

Figure 2.
Schematic diagram of hot press forming of the curvilinear generatrix workpiece of Ti55 alloy.
Figure 2.
Schematic diagram of hot press forming of the curvilinear generatrix workpiece of Ti55 alloy.

Figure 3.
Flow stress-strain curves of the high-temperature tensile tests at: (a) 800 °C, (b) 850 °C, (c) 900 °C.
Figure 3.
Flow stress-strain curves of the high-temperature tensile tests at: (a) 800 °C, (b) 850 °C, (c) 900 °C.

Figure 4.
Optical microstructures of as-rolled Ti55 alloy sheet specimens at (a) as-rolled condition; (b) 800 °C–0.001 s−1, the true strain of about 0.97; (c) 850 °C–0.1 s−1, the true strain of about 0.87; (d) 850 °C–0.01 s−1, the true strain of about 0.75; (e) 850 °C–0.001 s−1, the true strain of about 1.13; (f) 900 °C–0.001 s−1, the true strain of about 1.67.
Figure 4.
Optical microstructures of as-rolled Ti55 alloy sheet specimens at (a) as-rolled condition; (b) 800 °C–0.001 s−1, the true strain of about 0.97; (c) 850 °C–0.1 s−1, the true strain of about 0.87; (d) 850 °C–0.01 s−1, the true strain of about 0.75; (e) 850 °C–0.001 s−1, the true strain of about 1.13; (f) 900 °C–0.001 s−1, the true strain of about 1.67.

Figure 5.
Unfold drawing of the target workpiece. The shaded area denotes a gap.

Figure 6.
Schematic diagram of various initial blank geometry: (a) Blank A; (b) Blank B; (c) Blank C; (d) Blank D; (e) Blank E; (f) Blank F.
Figure 6.
Schematic diagram of various initial blank geometry: (a) Blank A; (b) Blank B; (c) Blank C; (d) Blank D; (e) Blank E; (f) Blank F.

Figure 7.
Distribution of equivalent strain at 850 °C–0.001 s−1 using different initial sheet blanks: (a) Blank A; (b) Blank B; (c) Blank C; (d) Blank D; (e) Blank E; (f) Blank F.
Figure 7.
Distribution of equivalent strain at 850 °C–0.001 s−1 using different initial sheet blanks: (a) Blank A; (b) Blank B; (c) Blank C; (d) Blank D; (e) Blank E; (f) Blank F.

Figure 8.
Thickness variation along the axial direction of hot formed workpiece.

Figure 9.
Stress distribution under initial blank F: (a) Axial stress; (b) hoop stress.

Figure 10.
The wrinkle defects of the hot formed part using one-step forming scheme.

Figure 11.
FEM model of the die of sheet metal preforming process.

Figure 12.
Stress and strain distribution in the two-step hot press forming process: (a) Axial stress in the first step; (b) hoop stress in the first step; (c) axial stress in the second step; (d) hoop stress in the second step; (e) equivalent strain in the first step; (f) equivalent strain in the second step.
Figure 12.
Stress and strain distribution in the two-step hot press forming process: (a) Axial stress in the first step; (b) hoop stress in the first step; (c) axial stress in the second step; (d) hoop stress in the second step; (e) equivalent strain in the first step; (f) equivalent strain in the second step.


Figure 13.
Photo of the final workpiece using the two-step forming scheme.

Figure 14.
Thickness variation along the center axis of hot formed workpiece using two-step forming scheme.
Figure 14.
Thickness variation along the center axis of hot formed workpiece using two-step forming scheme.

Figure 15.
Microstructure images of Ti55 hot press formed workpiece at different locations: (a) The formed part; (b) TEST1; (c) TEST2; (d) TEST3; (e) TEST4.
Figure 15.
Microstructure images of Ti55 hot press formed workpiece at different locations: (a) The formed part; (b) TEST1; (c) TEST2; (d) TEST3; (e) TEST4.

Figure 16.
Engineering stress-strain curves of tensile specimens of hot press formed workpiece at 550 °C.
Figure 16.
Engineering stress-strain curves of tensile specimens of hot press formed workpiece at 550 °C.

Figure 17.
Fracture photos of tensile specimens cut from the original sheet and hot formed workpiece: (a) Original sheet; (b) TEST1; (c) TEST2; (d) TEST3.
Figure 17.
Fracture photos of tensile specimens cut from the original sheet and hot formed workpiece: (a) Original sheet; (b) TEST1; (c) TEST2; (d) TEST3.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Finite Element Method (FEM) simulation parameters of material.
| Material | Density/103 kg mm−3 | Young’s Modulus /MPa | Poisson’s Ratio |
|---|---|---|---|
| Ti55 | 4.5 × 10−9 | 95,000 | 0.3 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Wu, F.; Xu, W.; Yang, Z.; Guo, B.; Shan, D. Study on Hot Press Forming Process of Large Curvilinear Generatrix Workpiece of Ti55 High-Temperature Titanium Alloy. Metals 2018, 8, 827. https://doi.org/10.3390/met8100827
AMA Style
Wu F, Xu W, Yang Z, Guo B, Shan D. Study on Hot Press Forming Process of Large Curvilinear Generatrix Workpiece of Ti55 High-Temperature Titanium Alloy. Metals. 2018; 8(10):827. https://doi.org/10.3390/met8100827
Chicago/Turabian StyleWu, Fengyong, Wenchen Xu, Zhongze Yang, Bin Guo, and Debin Shan. 2018. "Study on Hot Press Forming Process of Large Curvilinear Generatrix Workpiece of Ti55 High-Temperature Titanium Alloy" Metals 8, no. 10: 827. https://doi.org/10.3390/met8100827
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.