Effect of T6 Heat Treatment on the Microstructure and Hardness of Secondary AlSi9Cu3(Fe) Alloys Produced by Semi-Solid SEED Process



Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
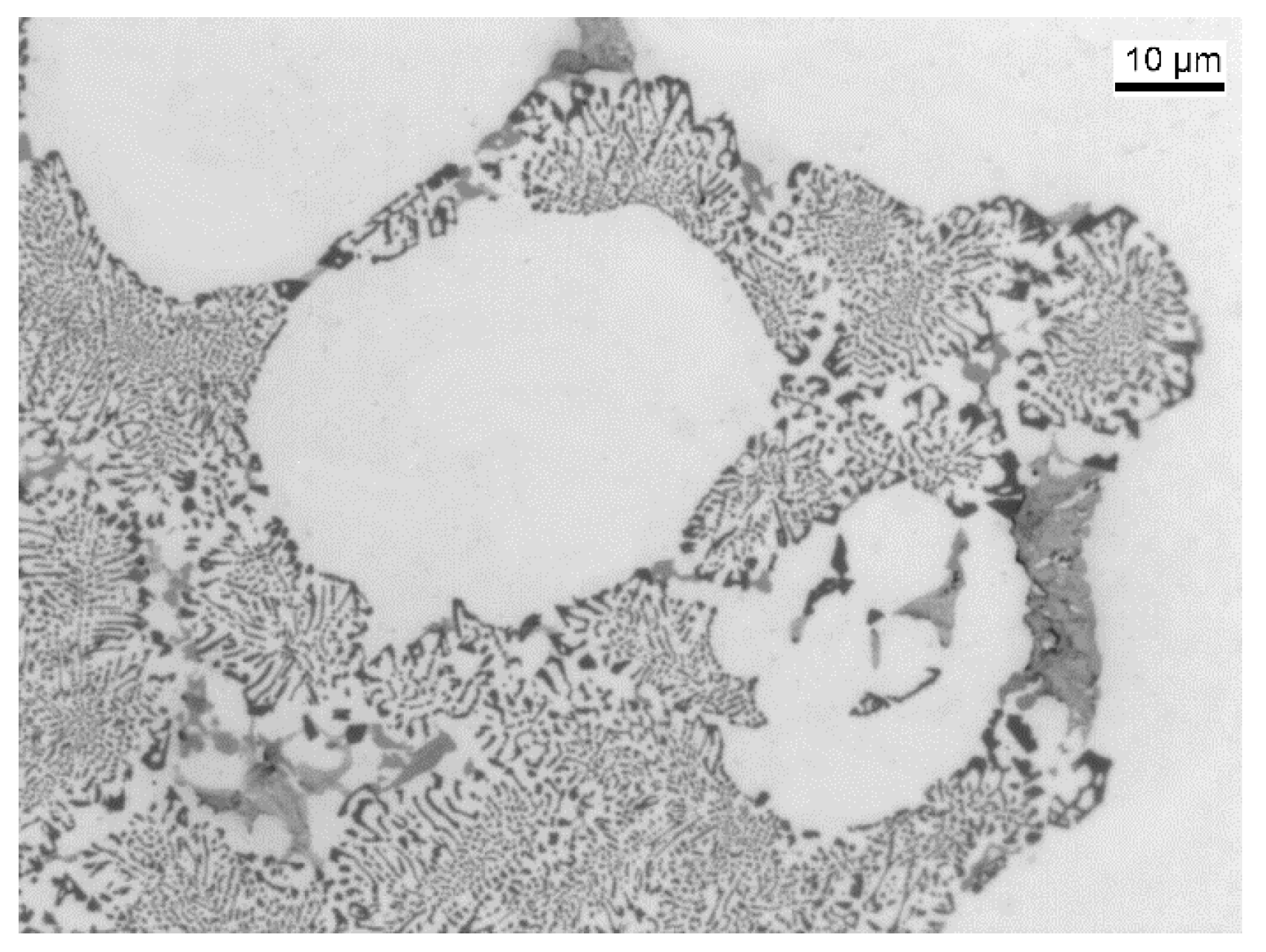
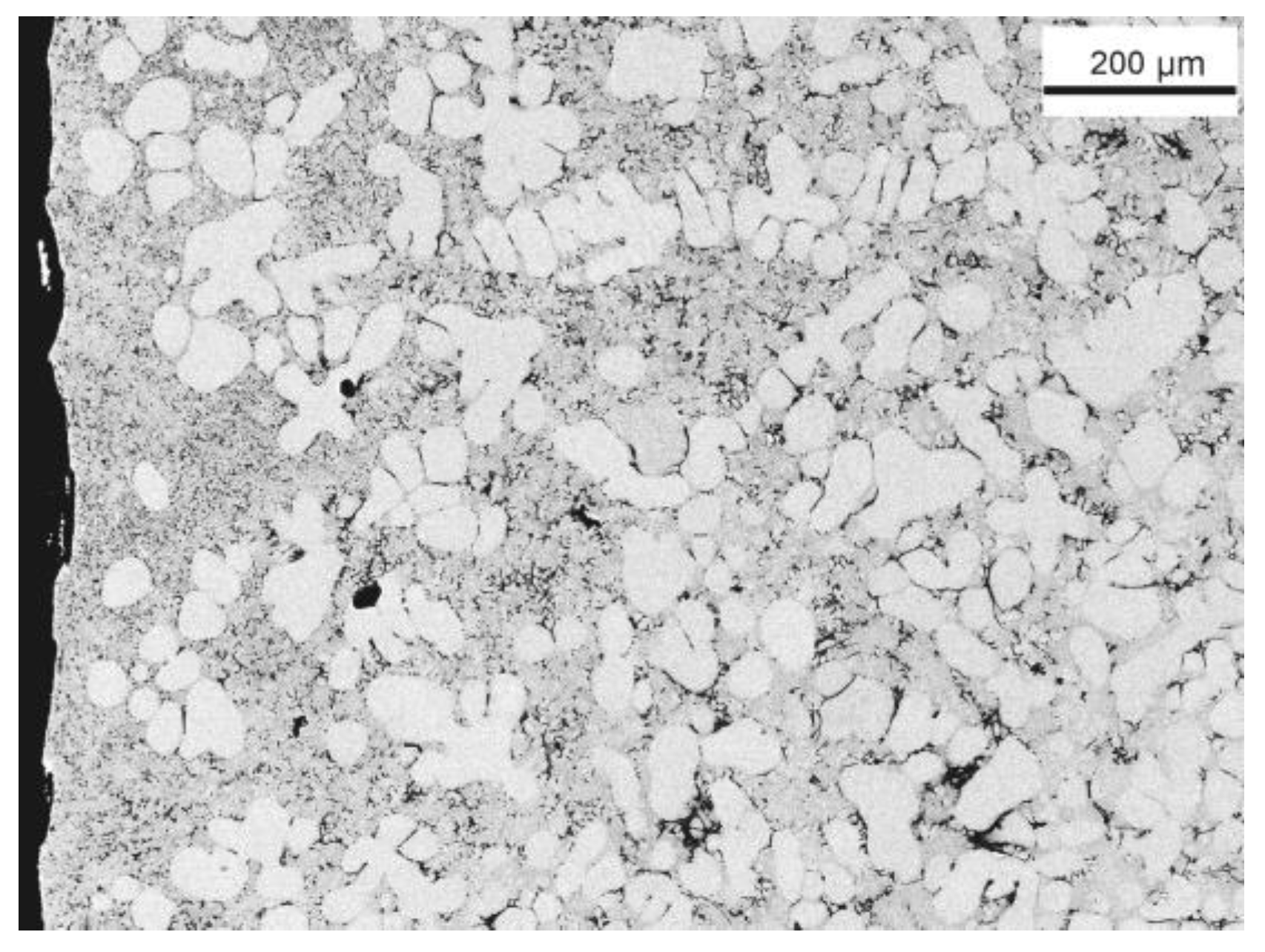
3.1. As-Rheocast Condition
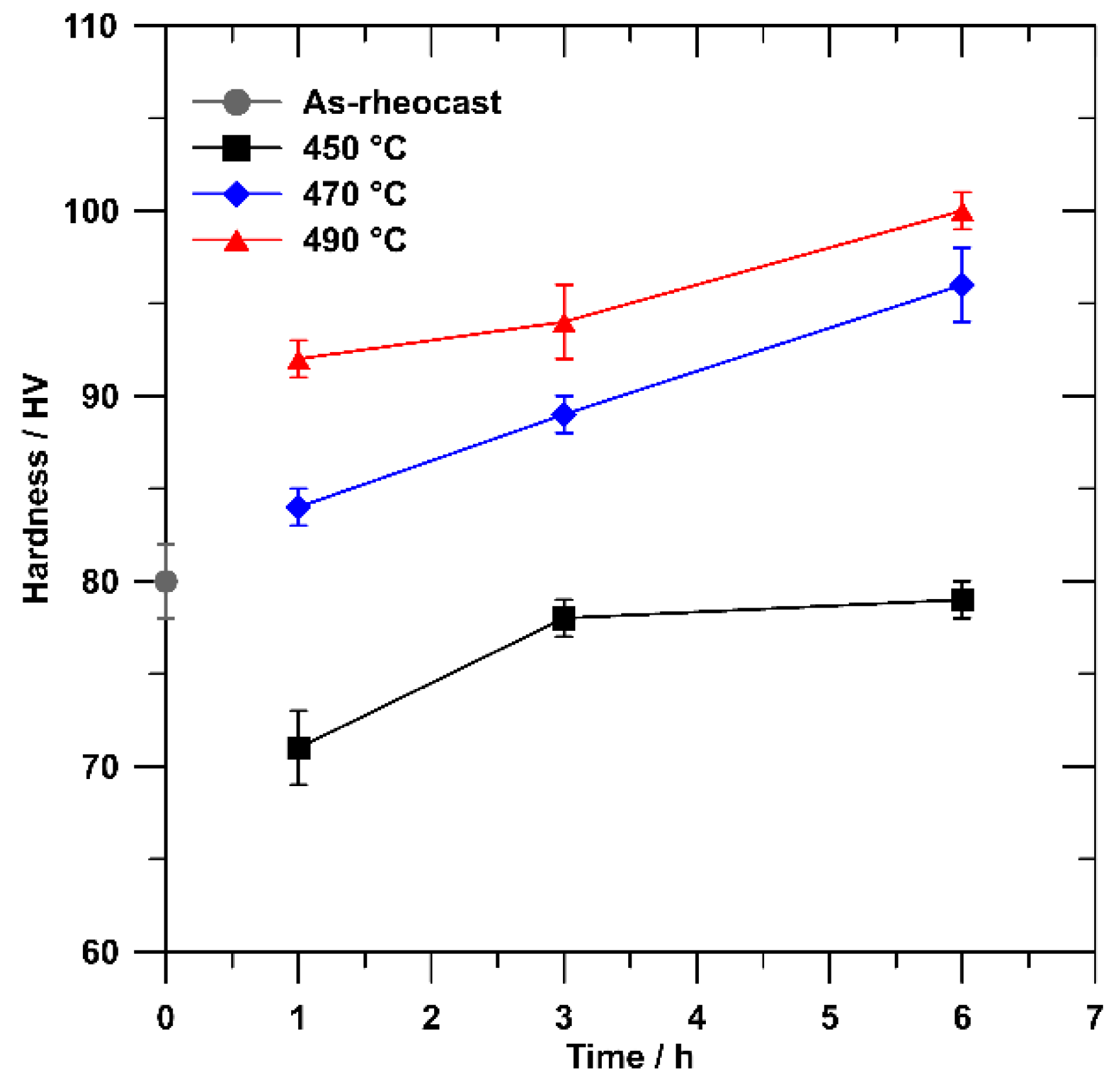
3.2. As-Quenched Condition
3.3. Ageing Condition
3.3.1. Hardness Testing
3.3.2. Precipitation Microstructure
4. Conclusions
- Solution treatment at 470 °C for 6 h results in being a good compromise in terms of hardening level and surface quality as no blisters appear on the casting surface.
- The solution heat treatment in the temperature range between 450 and 490 °C leads to the fragmentation and spheroidization of eutectic Si particles and the dissolution of coarse Mg and Cu-rich phases, which contributes to enhance the solute content in the α-Al solid solution. Moreover, fine polygonal and rod/platelet-shape Si particles appear within the α-Al matrix after solution treatment.
- The best strengthening degree is achieved after artificial ageing at 160 °C for 24 h; however, by increasing the ageing temperature, the age hardening peaks result for shorter times. On the other hand, the hardness values progressively decrease.
- The co-existing of highest volume fraction and number density of fine needle-shaped β’’ and Q’ (or L) precipitates is responsible for the maximum strengthening level of the rheocast and heat treated AlSi9Cu3(Fe) alloy. Upon increasing the ageing temperature, fine precipitates are incorporated into larger ones leading to a lower number density of strengthening phases; this results in a reduction of the hardness.
- At higher ageing temperature, such as 220 °C, the formation of large θ’ platelets explains the incremental softening of the alloy with a decrease of about 19% respect to the artificial ageing at 160 °C for 24 h.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Adamane, A.R.; Arnberg, L.; Fiorese, E.; Timelli, G.; Bonollo, F. Influence of injection parameters on the porosity and tensile properties of high-pressure die cast Al-Si alloys: A review. Int. J. Metalcast. 2015, 9, 43–52. [Google Scholar] [CrossRef]
- Lumley, R.N.; Odonnell, R.G.; Gunasegaram, D.R.; Givor, M. Heat Treatment of High-Pressure Die Castings. Metall. Mater. Trans. A 2007, 38, 2564–2574. [Google Scholar] [CrossRef]
- Fiorese, E.; Bonollo, F.; Timelli, G.; Arnberg, L.; Gariboldi, E. New classification of defects and imperfections for aluminum alloy castings. Int. J. Metalcast. 2015, 9, 55–66. [Google Scholar] [CrossRef]
- Kasprzak, W.; Sokolowski, J.H.; Yamagata, H.; Aniolek, M.; Kurita, H. Energy Efficient Heat Treatment for Linerless Hypereutectic Al-Si Engine Blocks Made Using Vacuum HPDC Process. J. Mater. Eng. Perform. 2011, 20, 120–132. [Google Scholar] [CrossRef]
- Kirkwood, D.H.; Suéry, M.; Krapanos, P.; Atkinson, H.V.; Young, K.P. Semi-Solid Processing of Alloys; Springer-Verlag: Berlin/Heidelberg, Germany, 2010; ISBN 978-3-642-00706-4. [Google Scholar]
- Midson, S.P. Industrial applications for aluminum semi-solid castings. Solid State Phenom. 2014, 217–218, 487–495. [Google Scholar] [CrossRef]
- Vinarcik, E.J. High Integrity Die Casting Processes; John Wiley & Sons: New York, NY, USA, 2003; pp. 84–91. ISBN 0-471-20131-6. [Google Scholar]
- Pola, A.; Tocci, M.; Kapranos, P. Microstructure and properties of Semi-Solid Aluminum Alloys: A literature Review. Metals 2018, 8, 181. [Google Scholar] [CrossRef]
- Ogris, E.; Wahlen, A.; Luchinger, H.; Uggowitzer, P.J. On the silicon spheroidization in Al-Si alloys. J. Light Met. 2002, 2, 263–269. [Google Scholar] [CrossRef]
- Sjölander, E.; Seifeddine, S. Optimisation of solution treatment of cast Al-Si-Cu alloys. Mater. Des. 2010, 31, S44–S49. [Google Scholar] [CrossRef]
- Zhang, D.L.; Zheng, L.H.; StJohn, D.H. Effect of a short solution treatment time on microstructure and mechanical properties of modified Al-7wt.%Si-0.3wt.%Mg alloy. J. Light Met. 2002, 2, 27–36. [Google Scholar] [CrossRef]
- Han, Y.; Samuel, A.M.; Doty, H.W.; Valtierra, S.; Samuel, F.H. Optimizing the tensile properties of Al-Si-Cu-Mg 319-type alloys: Role of solution heat treatment. Mater. Des. 2014, 58, 426–438. [Google Scholar] [CrossRef]
- Tillová, E.; Chalupová, M.; Kuchariková, L.; Belan, J.; Závodská, D. Selection of optimal solution heat treatment of the casting cylinder heads. MATEC Web Conf. 2018, 157, 02053. [Google Scholar] [CrossRef]
- Möller, H.; Govender, G.; Stumpf, W.E.; Pistorius, P.C. Comparison of heat treatment response of semisolid metal processed alloys A356 and F357. Int. J. Cast. Metal. Res. 2010, 23, 37–43. [Google Scholar] [CrossRef]
- Wisutmethangoon, S.; Thongjan, S.; Mahathaninwong, N.; Plookphol, T.; Wannasin, J. Precipitation hardening of A356 Al alloy produced by gas induced semi-solid process. Mater. Sci. Eng. A 2012, 532, 610–615. [Google Scholar] [CrossRef]
- Rosso, M.; Actis Grande, M. Optimization of heat treatment cycles for automotive parts produced by rheocasting process. Solid State Phenom. 2006, 116/117, 505–508. [Google Scholar] [CrossRef]
- Campillo, M.; Baile, M.T.; Martín, E.; Forn, A. Heat treatments effect on the EN AC-46500 alloy produced by SSR. Int. J. Mater. Form. 2008, 1, 989–992. [Google Scholar] [CrossRef]
- Doutre, D.; Hay, G.; Wales, P.; Gabathuler, J.-P. SEED: A new process for semi-solid forming. Can. Metall. Q. 2004, 43, 265–272. [Google Scholar] [CrossRef]
- Tebib, M.; Morin, J.B.; Ajersch, F.; Chen, X.G. Semi-solid processing of hypereutectic A390 alloys using novel rheoforming process. Trans. Nonferrous Met. Soc. China 2010, 20, 1743–1748. [Google Scholar] [CrossRef]
- Langlais, J.; Lemieux, A. The SEED technology for semi-solid processing of aluminum alloys: A metallurgical and process overview. Solid State Phenom. 2006, 116/117, 472–477. [Google Scholar] [CrossRef]
- Timelli, G.; Capuzzi, S.; Ferraro, S.; Fabrizi, A.; Capra, L. Microstructure and mechanical properties of automotive components die cast with secondary aluminum alloys by seed semi-solid process. In Shape Casting: 5th International Symposium 2014; Tiryakioğlu, M., Campbell, J., Byczynski, G., Eds.; Minerals, Metals and Materials Society: Warrendale, PA, USA, 2014; pp. 217–224. ISBN 9781118888186. [Google Scholar]
- Govender, G.; Möller, H. Evaluation of surface chemical segregation of semi-solid cast aluminium alloy A356. Solid State Phenom. 2008, 141/143, 433–438. [Google Scholar] [CrossRef]
- Kim, H.H.; Lee, S.M.; Kang, C.G. Reduction in liquid segregation and microstructure improvement in a semisolid die casting process by varying injection velocity. Metall. Mater. Trans. B 2011, 156, 156–170. [Google Scholar] [CrossRef]
- Timelli, G.; Capuzzi, S.; Fabrizi, A. Precipitation of primary Fe-rich compounds in secondary AlSi9Cu3(Fe) alloys. J. Therm. Anal. Calorim. 2016, 123, 249–262. [Google Scholar] [CrossRef]
- Fabrizi, A.; Timelli, G. The influence of cooling rate and Fe/Cr content on the evolution of Fe-rich compounds in a secondary Al-Si-Cu diecasting alloy. IOP Conf. Ser. Mater. Sci. Eng. 2016, 117, 012017. [Google Scholar] [CrossRef]
- Moustafa, M.A.; Samuel, F.H.; Doty, H.W. Effect of solution heat treatment and additives on the microstructure of Al-Si (A413.1) automotive alloys. J. Mater. Sci. 2003, 38, 4507–4522. [Google Scholar] [CrossRef]
- Chen, R.; Xu, Q.; Jia, Z.; Liu, B. Precipitation behavior and hardening effects of Si-containing dispersoids in Al-7Si-Mg alloy during solution treatment. Mater. Des. 2016, 90, 1059–1068. [Google Scholar] [CrossRef]
- Lasagni, F.; Mingler, B.; Dumont, M.; Degischer, H.P. Precipitation kinetics of Si in aluminum alloys. Mater. Sci. Eng. A 2008, 480, 383–391. [Google Scholar] [CrossRef]
- Cerri, E.; Evangelista, E.; Spigarelli, S.; Cavaliere, P.; De Riccardis, F. Effects of thermal treatments on microstructure and mechanical properties in a thixocast 319 aluminum alloy. Mater. Sci. Eng. A 2000, 284, 254–260. [Google Scholar] [CrossRef]
- Timelli, G.; Lohne, O.; Arnberg, L.; Laukli, H.I. Effect of solution heat treatments on the microstructure and mechanical properties of a die-cast AlSi7MgMn alloy. Metall. Mater. Trans. A 2008, 39, 1747–1758. [Google Scholar] [CrossRef]
- Timelli, G.; Fabrizi, A. The Effects of Microstructure Heterogeneities and Casting Defects on the Mechanical Properties of High-Pressure Die-Cast AlSi9Cu3(Fe) Alloys. Metall. Mater. Trans. A 2014, 45, 5486–5498. [Google Scholar] [CrossRef]
- Kent, D.; Schaffer, G.B.; Drennan, J. Age hardening of a sintered Al-Cu-Mg-Si-(Sn) alloy. Mater. Sci. Eng. A 2005, 405, 65–73. [Google Scholar] [CrossRef]
- Maksimovic, V.; Radmilovic, V.; TJovanovic, M.; Nikolic, R. Aging of a complex Al-Cu based alloy modified by microalloying. In Proceedings of the 3rd Balkan Metallurgical Conference, Ohrid, Macedonia, 24–27 Sepember 2003; pp. 179–184, ISBN 9989-9571-0-X. [Google Scholar]
- Son, S.K.; Matsumura, S.; Fukui, K.; Takeda, M. The compositions of metastable phase precipitates observed at peak hardness condition in an Al-Mg-Si alloy. J. Alloy. Compd. 2011, 509, 241–245. [Google Scholar] [CrossRef]
- Li, Y.J.; Brusethaug, S.; Olsen, A. Influence of Cu on the mechanical properties and precipitation behavior of AlSi7Mg0.5 alloy during aging treatment. Scr. Mater. 2006, 54, 99–103. [Google Scholar] [CrossRef]
- Perovic, A.; Perovic, D.D.; Weatherly, G.C.; Lloyd, D.J. Precipitation in aluminum alloys AA6111 and AA6016. Scr. Mater. 1999, 41, 703–708. [Google Scholar] [CrossRef]
- Andersen, S.J.; Zandbergen, H.W.; Jansen, J.; Treholt, C.; Tundal, U.; Reiso, O. The crystal structure of the β″ phase in Al-Mg-Si alloys. Acta Mater. 1998, 46, 3283–3298. [Google Scholar] [CrossRef]
- Marioara, C.D.; Andersen, S.J.; Royset, J.; Reiso, O.; Gulbrandsen-Dahl, S.; Nicolaisen, T.-E.; Opheim, I.-E.; Helgaker, J.F.; Holmestad, R. Improving Thermal Stability in Cu-Containing Al-Mg-Si Alloys by Precipitate Optimization. Metall. Mater. Trans. A 2014, 45, 2938–2949. [Google Scholar] [CrossRef]
- Ding, L.; Jia, Z.; Zhang, Z.; Sanders, R.E.; Liu, Q.; Yang, G. The natural aging and precipitation hardening behaviour of Al-Mg-Si-Cu alloys with different Mg/Si ratios and Cu additions. Mater. Sci. Eng. A 2015, 627, 119–126. [Google Scholar] [CrossRef]
- Man, J.; Jing, L.; Jie, S.G. The effects of Cu addition on the microstructure and thermal stability of an Al-Mg-Si alloy. J. Alloy. Compd. 2007, 437, 146–150. [Google Scholar] [CrossRef]
- Chakrabarti, D.J.; Laughlin, D.E. Phase relations and precipitation in Al-Mg-Si alloys with Cu additions. Prog. Mater. Sci. 2004, 49, 389–410. [Google Scholar] [CrossRef]
- Torsater, M.; Lefebvre, W.; Marioara, C.D.; Andersen, S.J.; Walmsley, J.C.; Holmestad, R. Study of intergrown L and Q precipitates in Al-Mg-Si-Cu alloys. Scr. Mater. 2011, 64, 817–820. [Google Scholar] [CrossRef]
- Marioara, D.; Andersen, S.J.; Stene, T.N.; Hasting, H.; Walmsley, J.; Van Helvoort, A.T.J.; Holmestad, R. The effect of Cu on precipitation in Al-Mg-Si alloys. Philos. Mag. 2007, 87, 3385–3413. [Google Scholar] [CrossRef]
- Yang, W.; Huang, L.; Zhang, R.; Wang, M.; Li, Z.; Jia, Y.; Lei, R.; Sheng, X. Electron microscopy studies of the age-hardening behaviors in 6005A alloy and microstructural characterizations of precipitates. J. Alloy. Compd. 2012, 514, 220–233. [Google Scholar] [CrossRef]
- Li, R.X.; Li, R.D.; Zhao, Y.H.; He, L.Z.; Li, C.X.; Guan, H.R.; Hu, Z.Q. Age-hardening behavior of cast Al-Si base alloy. Mater. Lett. 2004, 58, 2096–2101. [Google Scholar] [CrossRef]
- Ovono, D.O.; Guillot, I.; Massinon, D. Determination of the activation energy in a cast aluminium alloy by TEM and DSC. J. Alloy. Compd. 2007, 432, 241–246. [Google Scholar] [CrossRef]
- Zheng, Y.; Xiao, W.; Ge, S.; Zhao, W.; Hanada, S.; Ma, C. Effects of Cu content and Cu/Mg ratio on the microstructure and mechanical properties of Al-Si-Cu-Mg alloys. J. Alloy. Compd. 2015, 649, 291–296. [Google Scholar] [CrossRef]
- Häusler, I.; Schwarze, C.; Bilal, M.U.; Ramirez, D.V.; Hetaba, W.; Kamachali, R.D.; Skrotzki, B. Precipitation of T1 and θ’ Phase in Al-4Cu-1Li-0.25Mn During Age Hardening: Microstructural Investigation and Phase-Field Simulation. Materials 2017, 10, 117. [Google Scholar] [CrossRef] [PubMed]
- Nie, F.J.; Muddle, B.C. Microstructural design of high strength aluminum alloys. J. Phase Equilib. 1998, 19, 543–551. [Google Scholar] [CrossRef]
- Guo, Z.; Saunders, N.; Schillé, J.P.; Miodownik, A.P. Material properties for process simulation. Mater. Sci. Eng. A 2009, 499, 7–13. [Google Scholar] [CrossRef]
- Zuoa, L.; Yea, B.; Fenga, J.; Kongb, X.; Jianga, H.; Dinga, W. Effect of Q-Al5Cu2Mg8Si6 phase on mechanical properties of Al-Si-Cu-Mg alloy at elevated temperature. Mater. Sci. Eng. A 2017, 693, 26–32. [Google Scholar] [CrossRef]
- Gazizov, M.; Kaibyshev, R. Precipitation structure and strengthening mechanisms in an Al-Cu-Mg-Ag alloy. Mater. Sci. Eng. A 2017, 702, 29–40. [Google Scholar] [CrossRef]
- Poole, W.J.; Wang, X.; Lloyd, D.J.; Embury, J.D. The shearable-non-shearable transition in Al-Mg-Si-Cu precipitation hardening alloys: Implications on the distribution of slip, work hardening and fracture. Philos. Mag. 2005, 85, 3113–3135. [Google Scholar] [CrossRef]
- Da Costa Teixeira, J.; Bourgeois, L.; Sinclair, C.W.; Hutchinson, C.R. The effect of shear-resistant, plate-shaped precipitates on the work hardening of Al alloys: Towards a prediction of the strength-elongation correlation. Acta Mater. 2009, 57, 6075–6089. [Google Scholar] [CrossRef]
- Rahimian, M.; Sajjad, A.; Blake, P.; Ji, S. Nanoscale Zr-containing precipitates; a solution for significant improvement of high-temperature strength in Al-Si-Cu-Mg alloys. Mater. Sci. Eng. A 2018, 721, 328–338. [Google Scholar] [CrossRef]
- Biswas, A.; Siegel, D.J.; Seidman, D.N. Compositional evolution of Q-phase precipitates in an aluminum alloy. Acta Mater. 2014, 75, 322–336. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Fe | Cu | Mn | Mg | Ni | Zn | Cr | Sn | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|---|
| 8.820 | 0.691 | 2.122 | 0.23 | 0.32 | 0.065 | 0.90 | 0.05 | 0.01 | 0.04 | bal. |
| Alloy Condition | Solution Heat Treatment | Eutectic Si Particles | Cu-Rich Compounds | ||
|---|---|---|---|---|---|
| Temperature (°C) | Time (h) | Area (μm2) | Aspect Ratio | Area Fraction (%) | |
| As-rheocast | - | - | 2.4 ± 1.5 | 2.4 ± 1.3 | 2.1 ± 0.5 |
| As-quenched | 450 | 1 3 6 | 1.1 ± 0.7 1.9 ± 0.8 1.9 ± 0.6 | 1.8 ± 0.5 2.0 ± 0.5 2.0 ± 0.6 | 1.0 ± 0.1 0.3 ± 0.1 0.3 ± 0.1 |
| As-quenched | 470 | 1 3 6 | 1.8 ± 0.6 1.9 ± 0.7 1.9 ± 0.8 | 2.1 ± 0.5 1.9 ± 0.4 1.7 ± 0.4 | 0.5 ± 0.2 0.3 ± 0.1 0.2 ± 0.2 |
| As-quenched | 490 | 1 3 6 | 1.6 ± 0.7 2.2 ± 0.9 2.2 ± 0.8 | 1.8 ± 0.4 1.7 ± 0.5 1.7 ± 0.4 | 0.2 ± 0.1 0.1 ± 0.1 0.1 ± 0.1 |
| Ageing Temperature (°C) | Phase | n | k | fm (%) |
|---|---|---|---|---|
| 160 | β″ | 1.10 | 3.4 × 10−5 | 0.56 |
| Q′ | 1.16 | 6.5 × 10−6 | 0.72 | |
| 180 | β″ | 1.09 | 8.1 × 10−5 | 0.55 |
| Q′ | 1.12 | 1.7 × 10−5 | 0.79 | |
| 220 | θ′ | 1.79 | 9.8 × 10−7 | 1.93 |
| Q′ | 1.09 | 8.1 × 10−5 | 0.79 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fabrizi, A.; Capuzzi, S.; De Mori, A.; Timelli, G. Effect of T6 Heat Treatment on the Microstructure and Hardness of Secondary AlSi9Cu3(Fe) Alloys Produced by Semi-Solid SEED Process. Metals 2018, 8, 750. https://doi.org/10.3390/met8100750
Fabrizi A, Capuzzi S, De Mori A, Timelli G. Effect of T6 Heat Treatment on the Microstructure and Hardness of Secondary AlSi9Cu3(Fe) Alloys Produced by Semi-Solid SEED Process. Metals. 2018; 8(10):750. https://doi.org/10.3390/met8100750
Chicago/Turabian StyleFabrizi, Alberto, Stefano Capuzzi, Alessandro De Mori, and Giulio Timelli. 2018. "Effect of T6 Heat Treatment on the Microstructure and Hardness of Secondary AlSi9Cu3(Fe) Alloys Produced by Semi-Solid SEED Process" Metals 8, no. 10: 750. https://doi.org/10.3390/met8100750
APA StyleFabrizi, A., Capuzzi, S., De Mori, A., & Timelli, G. (2018). Effect of T6 Heat Treatment on the Microstructure and Hardness of Secondary AlSi9Cu3(Fe) Alloys Produced by Semi-Solid SEED Process. Metals, 8(10), 750. https://doi.org/10.3390/met8100750