Microstructural Analysis and Tribology Behavior of a Medium-Mn Steel with Mo

 ,
, 
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Casting
2.2. Sample Preparation and Metallographic Analysis
2.3. In-Service Tests
3. Results and Discussion
3.1. Chemical Analysis
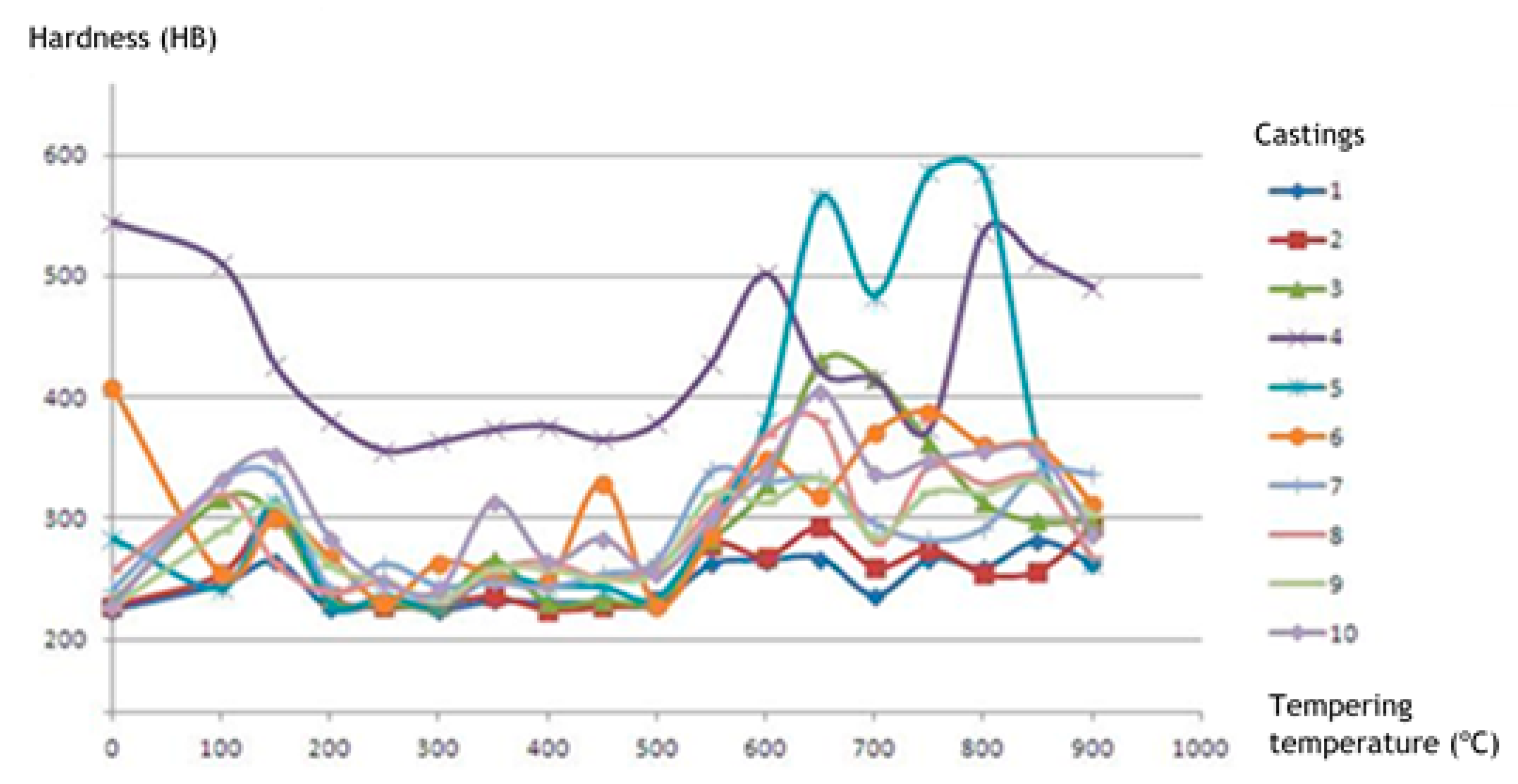
3.2. Hardness
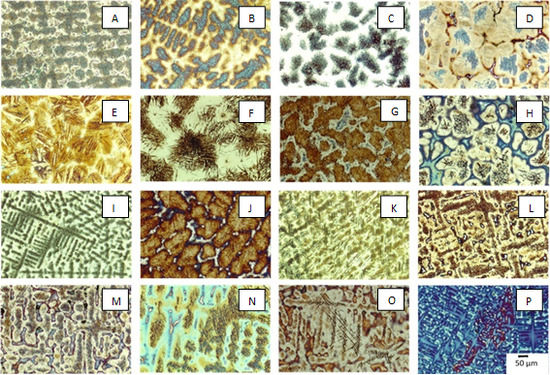
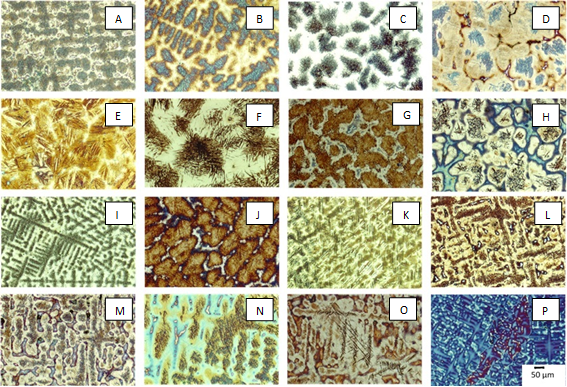
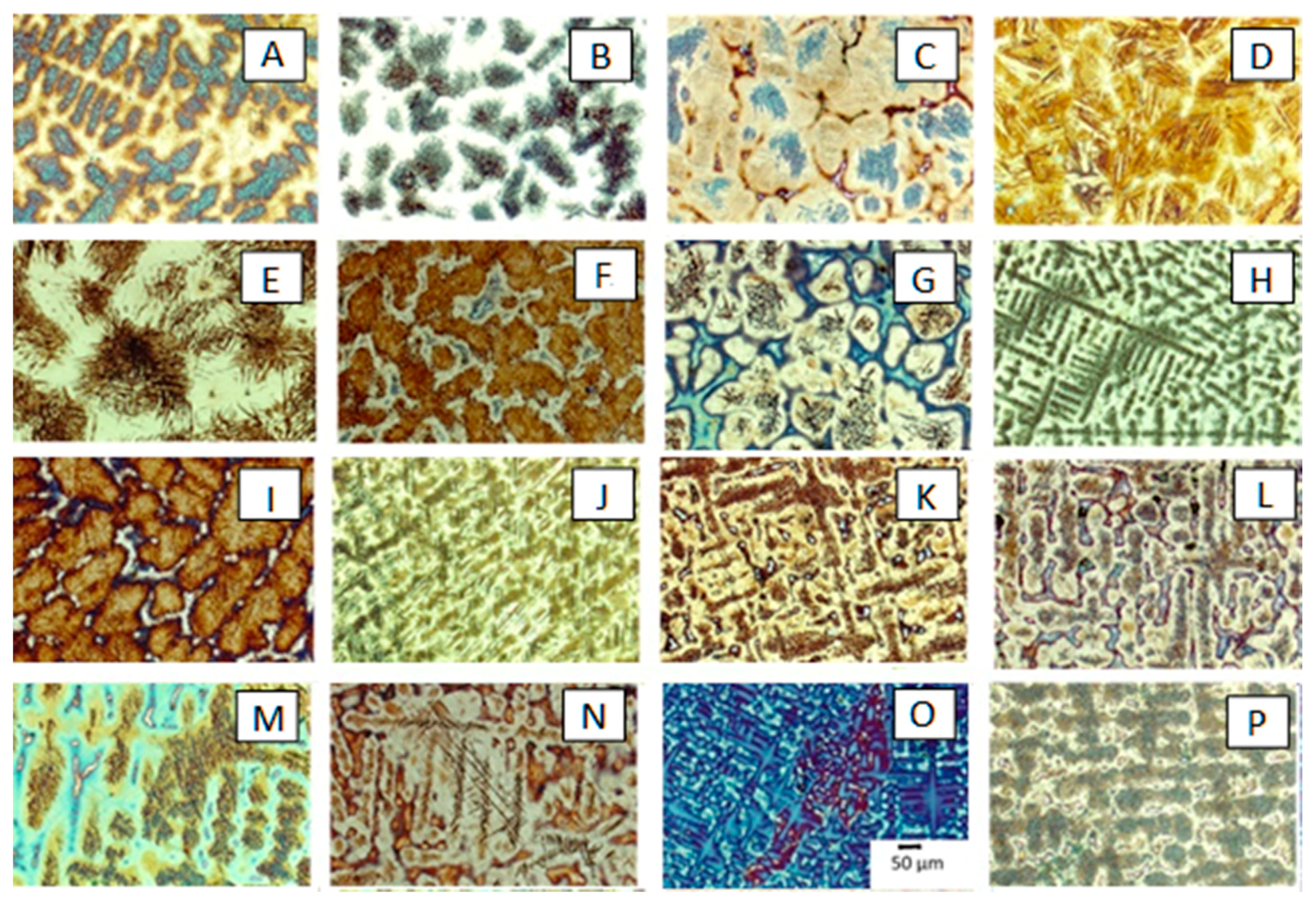
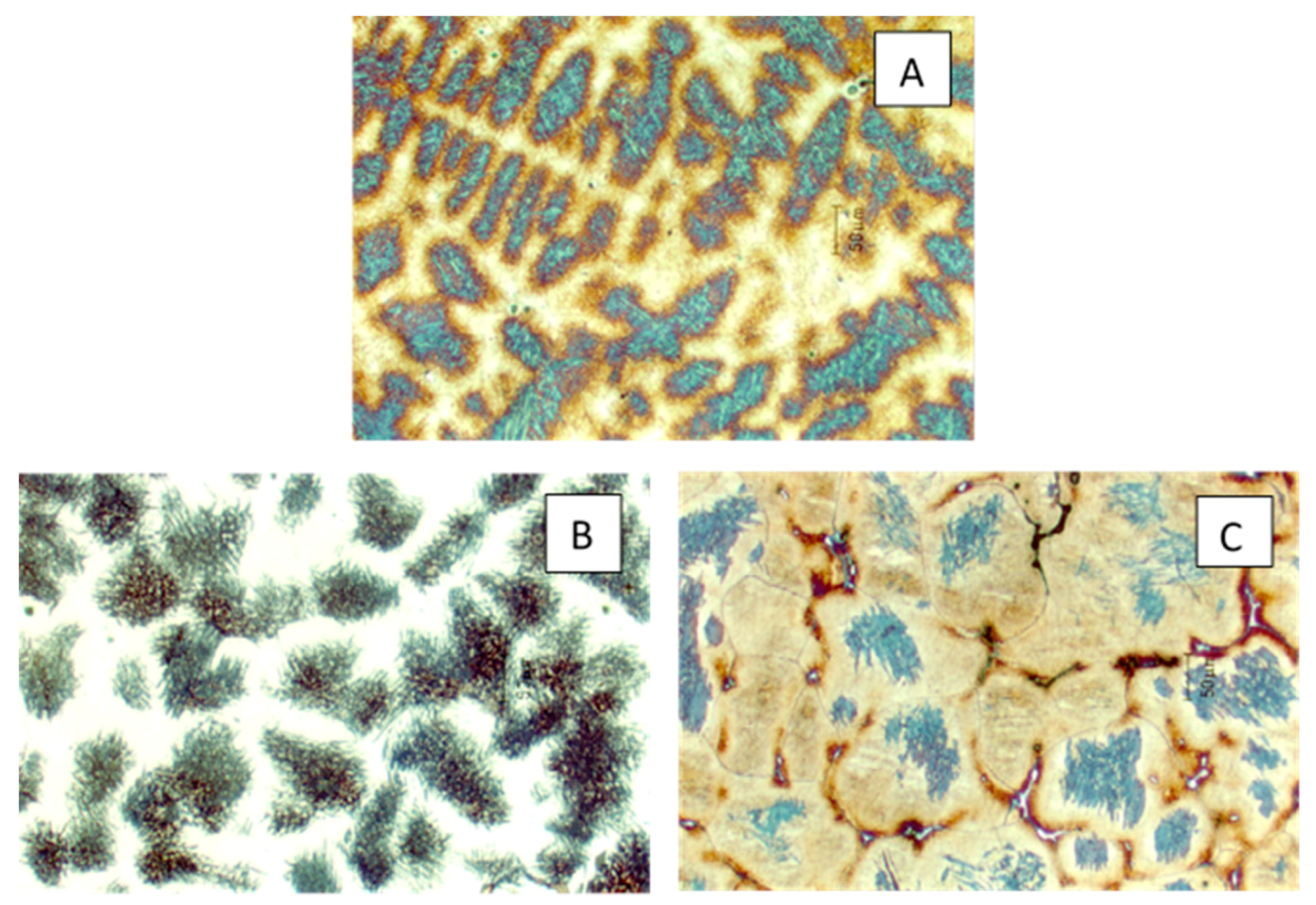
3.3. Metallographic Analysis
3.4. Selection of In-Service Test Specimens
3.5. In-Service Tests
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- El-Bitar, T.A.; El-Banna, E.M. Improvement of austenitic hadfield Mn-steel properties by thermomechanical processing. Can. Metall. Q. 2000, 39, 361–368. [Google Scholar] [CrossRef]
- Astudillo, P.C.; Soriano, A.F.; Barona, M.; Sánchez, H.; Ramos, J.; Durán, J.F.; Pérez, G.A. Comparative Study of the Mechanical and Tribological Properties of a Hadfield and a Fermanal steel. In Proceedings of the 15th Latin American Conference on the Applications of the Mössbauer Effect (LACAME 2016), Panama City, Panama, 13–18 November 2016. [Google Scholar]
- Kaya, E.; Ulutan, M. Tribological and mechanical properties of deep cryogenically treated medium carbon micro alloy steel. Met. Mater. Int. 2017, 23, 691–698. [Google Scholar] [CrossRef]
- Lee, W.S.; Wang, B.K. A study of the impact deformation and fracture behavior of austenitic manganese steel. Met. Mater. Int. 2006, 12, 459. [Google Scholar] [CrossRef]
- Shih, C.H.; Averbach, B.L.; Cohen, M. Work Hardening and Martensite Formation in Austenitic Manganese Alloys; Wright Air Development Center, Massachusetts Institute of Technology: Cambridge, MA, USA, 1955. [Google Scholar]
- Zhang, F.C.; Lei, T.Q. A study of friction-induced martensitic transformation for austenitic manganese steel. Wear 1997, 212, 195–198. [Google Scholar] [CrossRef]
- Xu, X.L.; Yu, Z.W.; Ma, Y.Q.; Wang, X.; Shi, Y.Q. Martensitic transformation and work hardening of metastable austenite induced by abrasion in austenitic Fe-C-Cr-Mn-B Alloy-a TEM study. Mater. Sci. Technol. 2002, 18, 1561–1564. [Google Scholar] [CrossRef]
- Fernández, J.E.; Vijande, R.; Tucho, R.; Rodríguez, J. Effect of cold deformation on the abrasive resistance of coatings with applications in the mining industry. Wear 2001, 250, 28–31. [Google Scholar] [CrossRef]
- Kopac, J. Hardening phenomena of Mn-austenite steels in the cutting process. J. Mater. Process. Technol. 2001, 109, 96–104. [Google Scholar] [CrossRef]
- Machado, P.C.; Pereira, J.I.; Penagos, J.J.; Yonamine, T.; Sinatora, A. The effect of in-service work hardening and crystallographic orientation on the micro-scratch wear of Hadfield steel. Wear 2017, 376, 1064–1073. [Google Scholar] [CrossRef]
- Agunsoye, J.O.; Talabi, S.I.; Bello, O. Wear characteristics of heat-treated Hadfield austenitic manganese steel for engineering application. Adv. Prod. Eng. Manag. 2015, 10, 97. [Google Scholar] [CrossRef]
- Zhongliang, S.; Mingyuan, G.; Junyou, L.; Yausheng, Y. High manganese steel alloying process and its influence on microstructure and properties of the steel. J. Mater. Sci. Technol. (China)(USA) 1995, 11, 102–108. [Google Scholar]
- Lee, W.S.; Chen, T.H. Plastic deformation and fracture characteristics of Hadfield steel subjected to high-velocity impact loading. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2002, 216, 971–982. [Google Scholar] [CrossRef]
- Wang, K.; Du, X.D.; Youn, K.T.; Hayashi, Y.; Gyu, C.; Bon, L.; Koo, H. Effect of impact energy on the impact-wear properties of low carbon high manganese alloy steels in corrosive conditions. Met. Mater. Int. 2008, 14, 689. [Google Scholar] [CrossRef]
- Jiang, Z.Q.; Fu, H.G.; Yin, E.S.; Tian, Y.T. Investigation and application of high strength low alloy wear resistant cast steel. Mater. Technol. 2011, 26, 58–61. [Google Scholar] [CrossRef]
- Takacs, L.; McHenry, J.S. Temperature of the milling balls in shaker and planetary mills. J. Mater. Sci. 2006, 41, 5246–5249. [Google Scholar] [CrossRef]
- Schmidt, R.; Scholz, H.M.; Stoll, A. Temperature progression in a mixer ball mill. Int. J. Ind. Chem. 2016, 7, 181–186. [Google Scholar] [CrossRef] [Green Version]
- McKissic, K.S.; Caruso, J.T.; Blair, R.G.; Mack, J. Comparison of shaking versus baking: Further understanding the energetics of a mechanochemical reaction. Green Chem. 2014, 16, 1628–1632. [Google Scholar] [CrossRef]
- Larson, F.R.; Miller, J. A time-temperature relationship for rupture and creep stresses. Trans. ASME 1952, 74, 765–775. [Google Scholar]
- El-Mahallawi, I.; Abdel-Karim, R.; Naguib, A. Evaluation of effect of chromium on wear performance of high manganese steel. Mater. Sci. Technol. 2001, 17, 1385–1390. [Google Scholar] [CrossRef]
- García, A.; Río, C.; Varela, A.; Naya, S.; Losada, R.; García, L. Influencia del cromo y el carbono en el comportamiento tribológico de aleaciones férreas. Rev. Metal. 2005, 41, 493–497. [Google Scholar] [CrossRef]
- Higuera, O.F.; Tristancho, J.L.; Flórez, L.C. Fundamentosteóricos de los acerosauteníticos al manganeso (aceroshadfield). Sci. Tech. 2007, 1, 231–236. [Google Scholar]
- García, A.; Varela, A.; Mier, J.L.; Camba, C.; Barbadillo, F. Estudiotribológico de acerosausteníticostipo Hadfield: influencia del manganesoensurespuestafrente al desgaste. Rev. Metal. 2010, 46, 47–52. [Google Scholar] [CrossRef]
- Olawale, J.O.; Ibitoye, S.A.; Shittu, M.D. Workhardening behaviour and microstructural analysis of failed austenitic manganese steel crusher jaws. Mater. Res. 2013, 16, 1274–1281. [Google Scholar] [CrossRef] [Green Version]
- Hosseini, S.; Limooei, M.B. Optimization of heat treatment to obtain desired mechanical properties of high carbon Hadfield steels. World Appl. Sci. J. 2011, 15, 1421–1424. [Google Scholar]
- García, A.; Varela, A.; García, L.; Río, M.C.; Naya, S.; Suárez, M. Comparing the tribological behaviour of an austenitic steel subjected to diverse thermal treatments. Wear 2005, 258, 203–207. [Google Scholar] [CrossRef]
- Prishchepa, M.P.; Karpo, V.I.; Kolesniko, A.F. Effect of tempering on the properties of cast Hadfield steel G13L. Met. Sci. Heat Treat. 1962, 2, 237–238. [Google Scholar] [CrossRef]
- Khan, A.F.; Rana, A.; Islam, M.; Abbas, T. Microstructural changes in Hadfield steel. Pak. J. Appl. Sci. 2001, 1, 317–320. [Google Scholar]
- Fadhila, R.; Jaharah, A.G.; Omar, M.Z.; Haron, C.H.C.; Ghazali, M.J.; Manaf, A.; Azhari, C.H. Austenite formation of steel-3401 subjected to rapid cooling process. Int. J. Mech. Mater. Eng. 2007, 2, 150–153. [Google Scholar]
- Welch, B.L. The generalization of ’student’s’ problem when several different population variances are involved. Biometrika 1947, 34, 28–35. [Google Scholar] [CrossRef] [PubMed]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Casting | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
|---|---|---|---|---|---|---|---|---|---|---|
| C | 1.5 | 1.3 | 1.3 | 1.0 | 1.5 | 1.5 | 1.7 | 1.7 | 1.8 | 1.6 |
| Mn | 8.0 | 6.0 | 6.0 | 5.0 | 4.0 | 6.0 | 7.0 | 6.0 | 8.0 | 6.5 |
| Si | 0.5 | 0.5 | 0.6 | 0.5 | 0.5 | 0.2 | 0.5 | 0.3 | 0.5 | 0.5 |
| Cu | 2.0 | 2.0 | 3.0 | 3.0 | 3.0 | 3.0 | 2.0 | 2.0 | 2.0 | 2.0 |
| Mo | 2.0 | 1.5 | 1.1 | 1.5 | 2.0 | 2.0 | 2.0 | 1.5 | 2.0 | 1.7 |
| Cr | 1.0 | 2.0 | 0.0 | 0.0 | 0.0 | 0.0 | 1.0 | 1.0 | 1.5 | 1.5 |
| Casting | Wear Rate (mg/h) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Alloy 0 | 198.38 | 219.13 | 182.19 | 211.03 | 241.77 | 194.02 | 203.07 | 170.14 | 244.81 | 299.72 |
| 202.87 | 217.23 | 209.16 | 251.63 | 189.17 | 208.94 | 179.35 | 161.5 | 168.29 | 187.47 | |
| Alloy 1 | 192.81 | 157.89 | 172.06 | 207.49 | 197.04 | 208.01 | 176.73 | 184.14 | 216.38 | 221.77 |
| 248.43 | 226.84 | 228.5 | 262.07 | 244.28 | 276.03 | 221.52 | 278.3 | 201.65 | 209.66 | |
| Alloy 2 | 126.01 | 112.35 | 189.27 | 137.65 | 133.64 | 166.3 | 157.24 | 162.73 | 172.58 | 180.59 |
| 172.62 | 175.82 | 252.11 | 227.55 | 187.73 | 220.8 | 254.1 | 192.16 | 172.8 | 172.55 | |
| - | Alloy 0 | - | Alloy 1 |
|---|---|---|---|
| Mean | 206.99 | - | 216.58 |
| Variance | 1094.03 | - | 1101.74 |
| N | 20 | - | 20 |
| EE(x) | 7.4 | - | 7.42 |
| EE(x1–x2) | - | 10.48 | - |
| Degree of freedom | - | 38 | - |
| t(0.975, gl) | - | 2.34 | - |
| Confidence interval | - | −9.59 | ±24.48 |
| - | Alloy 0 | - | Alloy 2 |
|---|---|---|---|
| Mean | 206.99 | - | 178.33 |
| Variance | 1094.03 | - | 1448.73 |
| N | 20 | - | 20 |
| EE(x) | 7.4 | - | 8.51 |
| EE(x1–x2) | - | 11.28 | - |
| Degree of freedom | - | 37.27 | - |
| t(0.975, gl) | - | 2.34 | - |
| Confidence interval | - | 28.66 | ±26.34 |
| - | Alloy 1 | - | Alloy 2 |
|---|---|---|---|
| Mean | 216.58 | - | 178.33 |
| Variance | 1101.74 | - | 1448.73 |
| N | 20 | - | 20 |
| EE(x) | 7.42 | - | 8.51 |
| EE(x1–x2) | - | 11.29 | - |
| Degree of freedom | - | 37.31 | - |
| t(0.975, gl) | - | 2.34 | - |
| Confidence interval | - | 38.22 | ±26.38 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Del Río López, B.; García Diez, A.; Mier Buenhombre, J.L.; Camba Fabal, C.; Filgueira Vizoso, A. Microstructural Analysis and Tribology Behavior of a Medium-Mn Steel with Mo. Metals 2018, 8, 745. https://doi.org/10.3390/met8100745
Del Río López B, García Diez A, Mier Buenhombre JL, Camba Fabal C, Filgueira Vizoso A. Microstructural Analysis and Tribology Behavior of a Medium-Mn Steel with Mo. Metals. 2018; 8(10):745. https://doi.org/10.3390/met8100745
Chicago/Turabian StyleDel Río López, Benito, Ana García Diez, José Luís Mier Buenhombre, Carolina Camba Fabal, and Almudena Filgueira Vizoso. 2018. "Microstructural Analysis and Tribology Behavior of a Medium-Mn Steel with Mo" Metals 8, no. 10: 745. https://doi.org/10.3390/met8100745