3.2. The Results of the Studies of the Secondary Phase of Co-Ni-Al Alloy
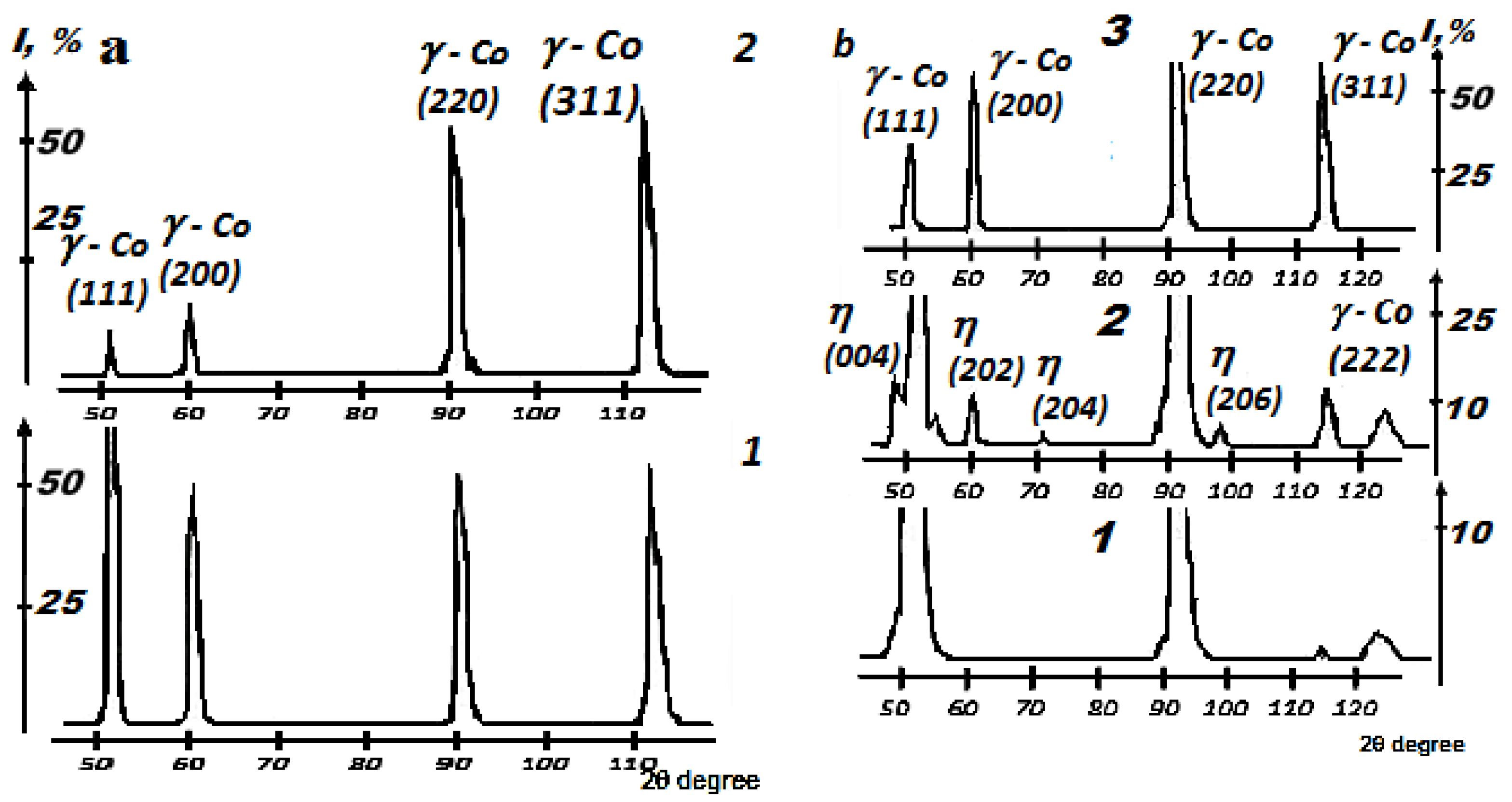
Annealing at 773 K (1 h) + rolling (90%) the Co-Ni-Nb alloy did not evoke decomposition of γ-phase of solid solution (
Figure 2b). The X-ray diffraction of annealing at 973 K of alloy shows reflexes of the secondary phase with the hexagonal close-packed (HCP) lattice (
Figure 2b). The electron microscopy (
Figure 3 and
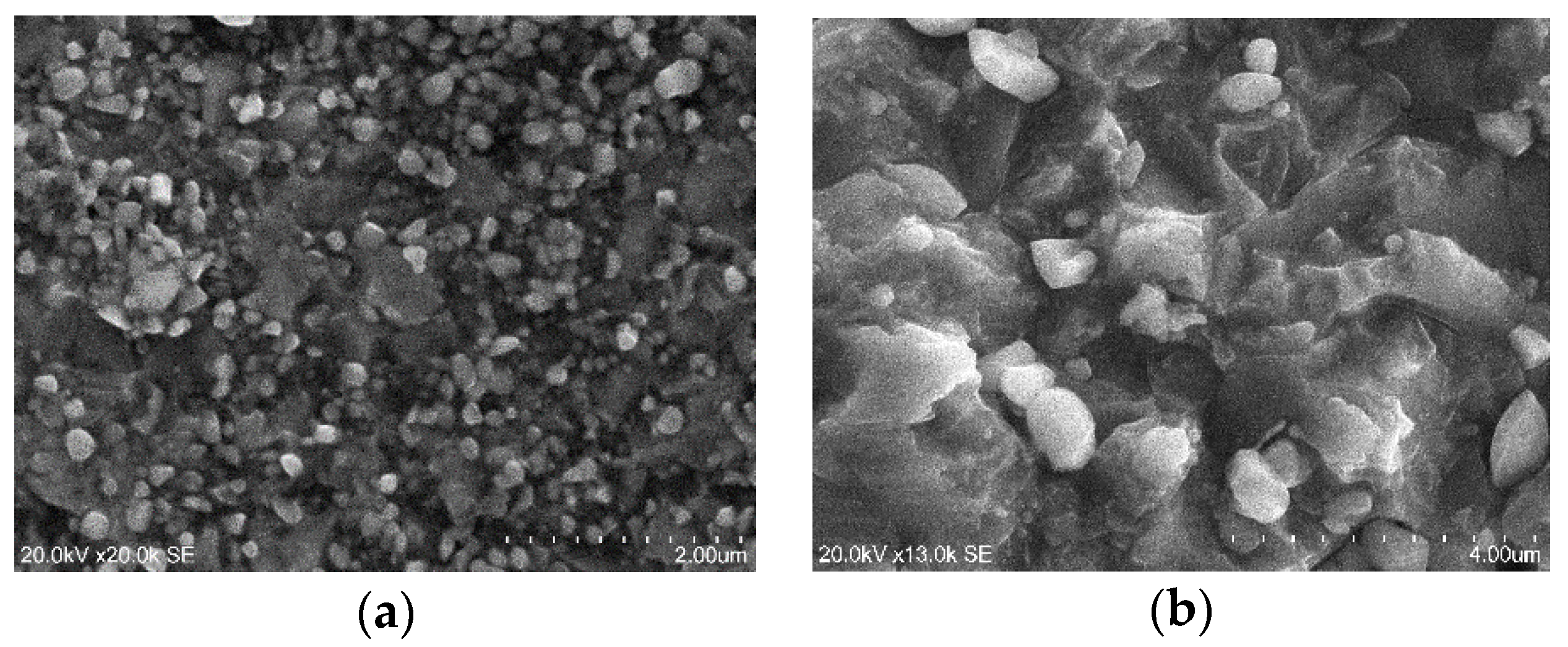
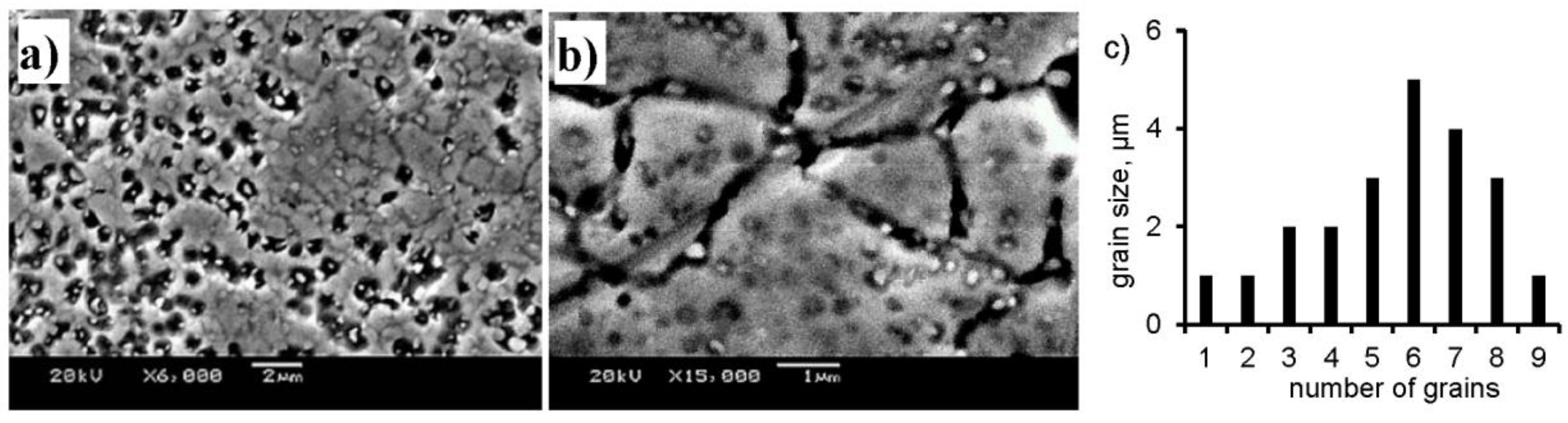
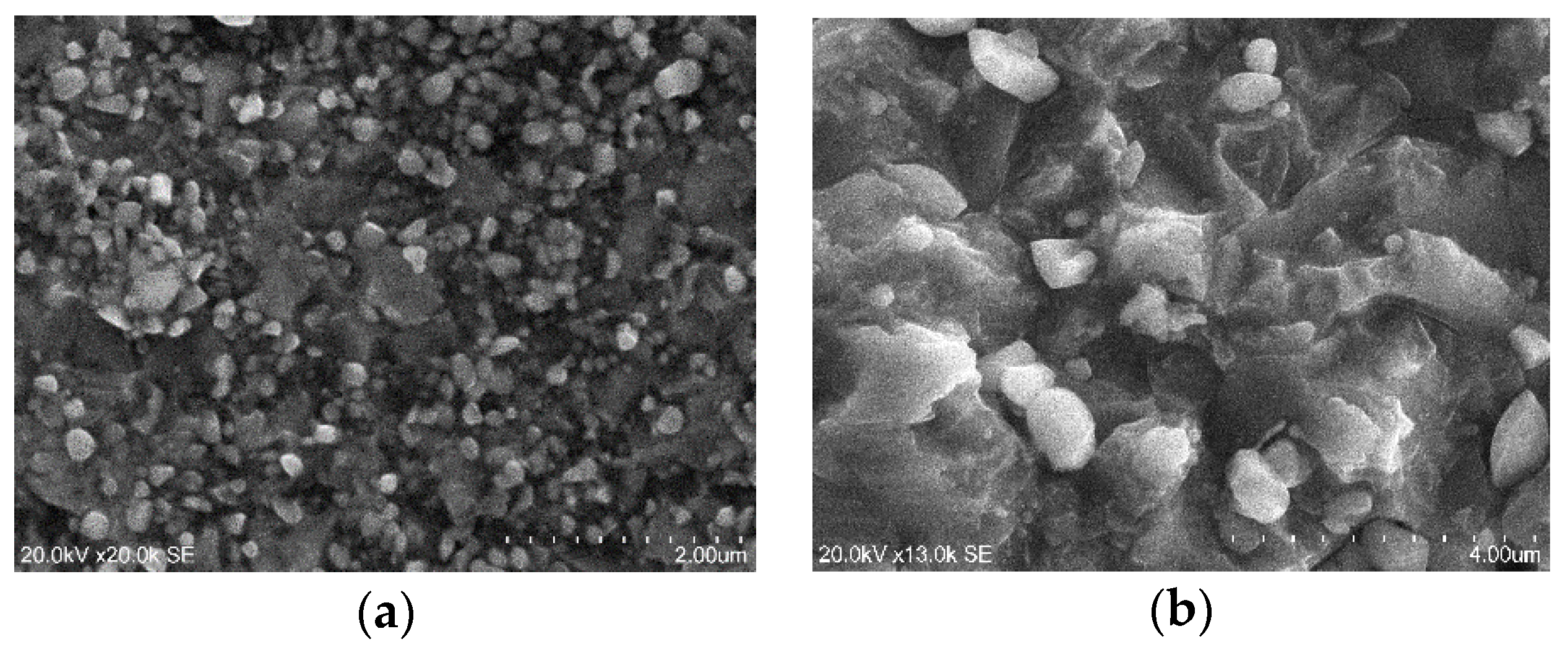
Figure 4) and metallographic methods confirm the appearance of the secondary phase of spherical shape after rolling (90%) and annealing of the Co-Ni-Nb alloy.
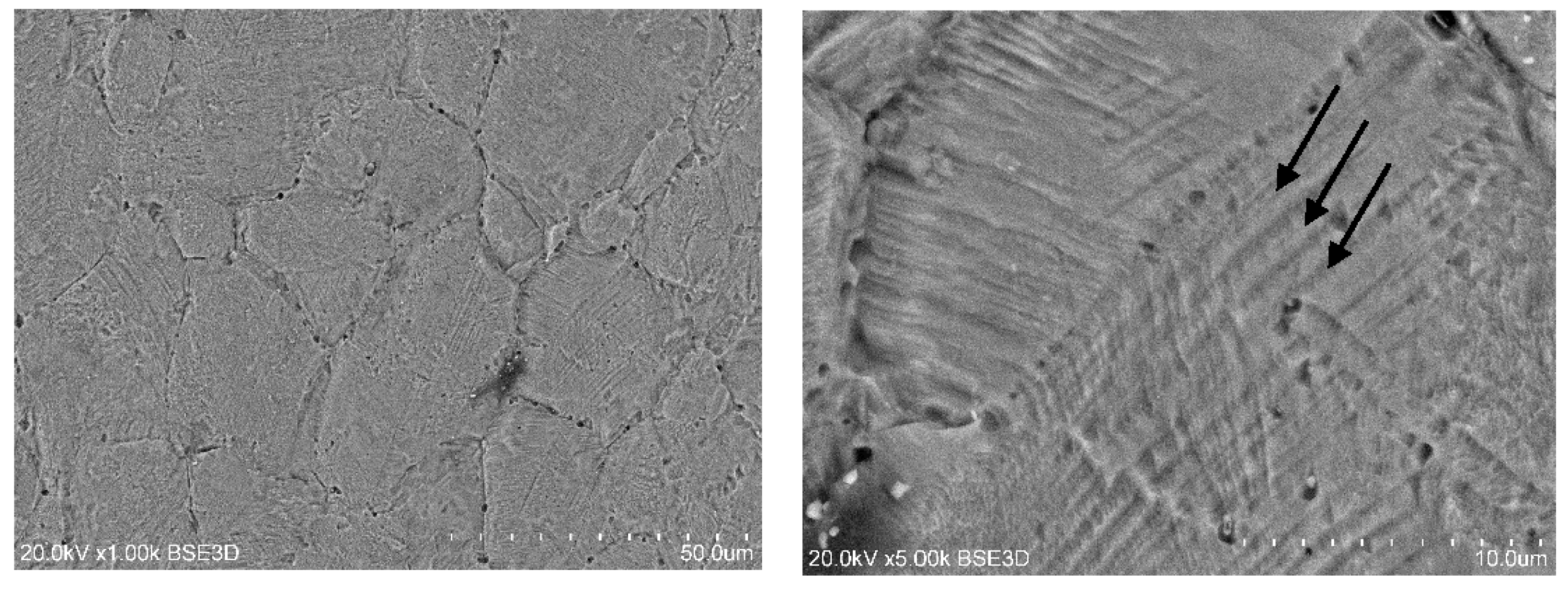
The analysis of the structure of the surface of the Co-Ni-Nb alloy by the scanning electron microscopy makes it possible to state that particles of the secondary phase at tempering can precipitate not only on the edges of grains (
Figure 3a) but also inside in their volume. As a result, at the initial stage of decomposition of the alloy a matrix structure with finer particles of the secondary phase is formed (
Figure 3b). The size of the matrix grains equals
<d> = 2–3 µm after annealing at 1153 K (25 min), and the size of particles of the precipitation is
<d> = 0.2–0.4 µm.
With the elongation of the annealing time up to 1 h, earlier precipitated particles inside new grains quickly dissolve. As a result, particles merge at the boundary of the grains due to the inflow of released atoms.
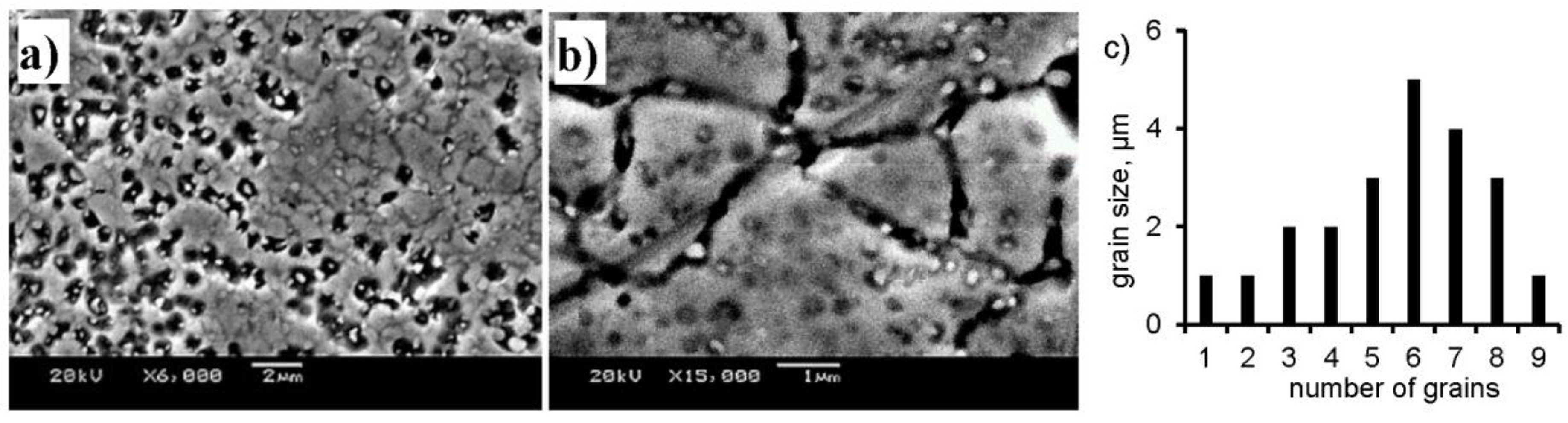
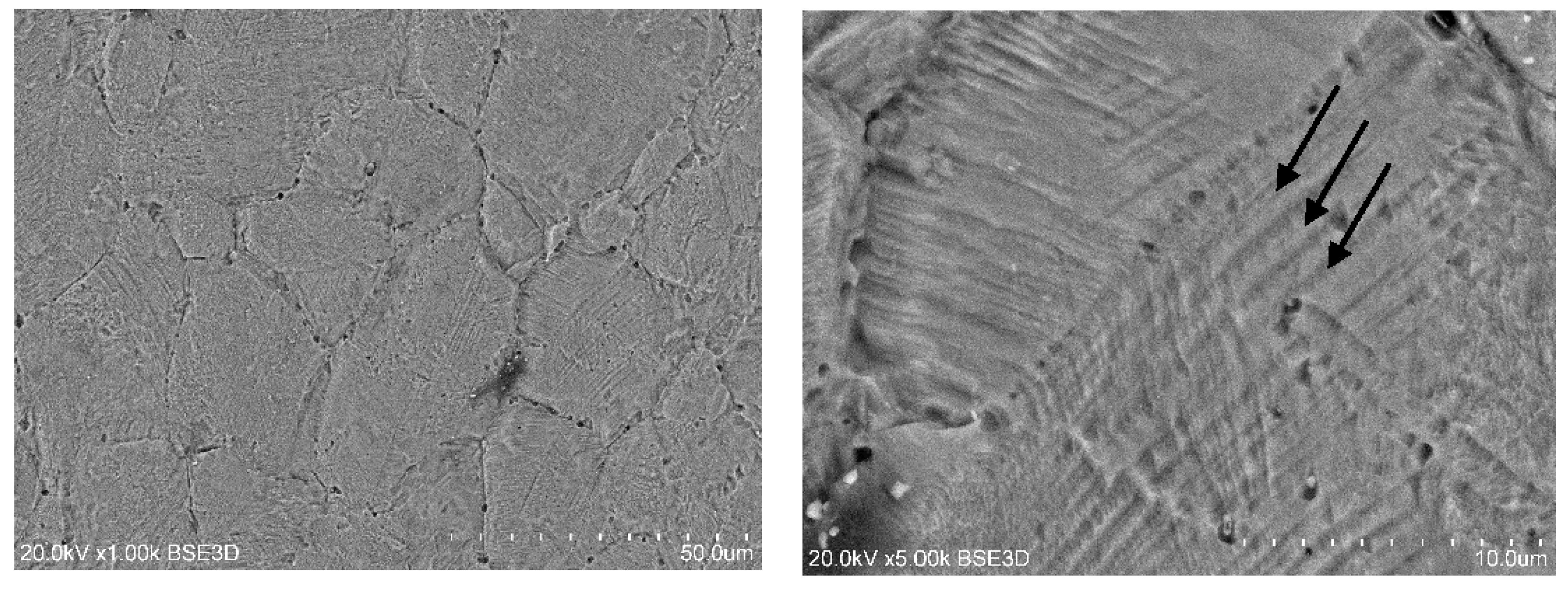
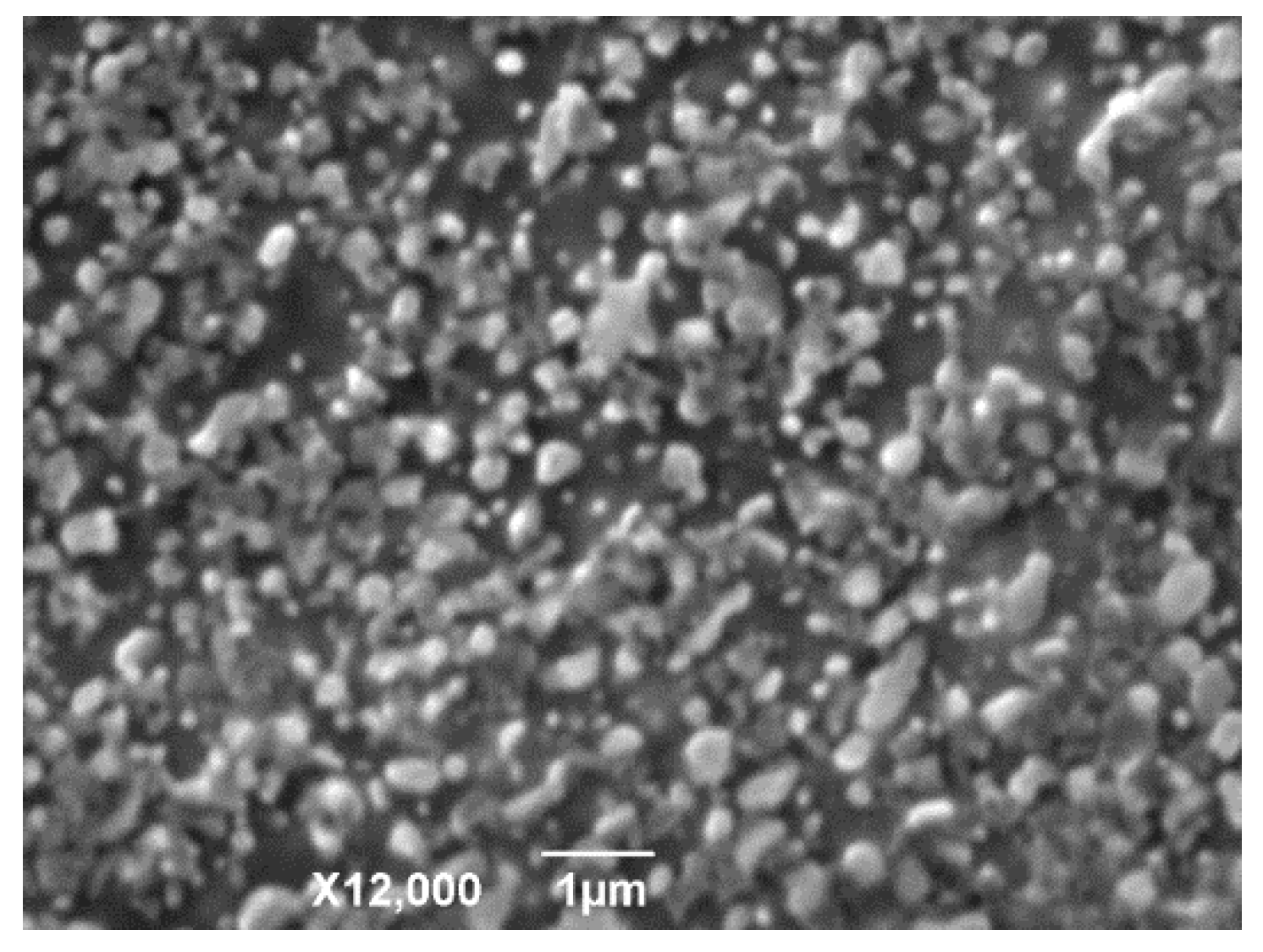
HCP phase of precipitation starts from the ageing temperature at 923–973 K. After 4 h of annealing at 1073 K the size of particles of the secondary η-phase begin growing and the alloy has two-phase micro duplex structure of grains with the equiaxed grain (
Figure 4). The body of the grains is almost free from dislocation, and the size of secondary phases grains is smaller than 1 µm. A similar type of structure of grains with the non-coherent high angle grain boundaries is considered favorable for the realization of the superplasticity effect.
In this paper, the parameters of the lattice, the composition of dark particles in hexagonal close-packed (HCP) phase (
Figure 4) are established by the X-ray and electron-microscopic analysis. HCP phase have lattice parameters
a = 5.62 Å and
c = 7.90 Å. It is noteworthy that under the annealing of the rolled (90%) Co-Ni-Nb alloy particles of HCP phase precipitating within the interval of 973 K–1153 K take a spherical shape. This result differs from that presented in referennce [
8,
9], where particles had a plate shape. Paper [
9] stated that the ageing of the Co-Ni-Nb alloy evokes precipitation of the equiaxed particles of the high-temperature stable phase within the interval of 1123–1223 K.
Rolling and annealing of the Co-Ni-Nb alloy, preliminary quenched from the temperature higher than 1223 K (10 min), results in the formation of two-phase micro duplex structure under a continuous recrystallization and precipitation of the secondary phase. However, it is stated that the temperature interval of HCP-phase precipitation is expanding significantly and covers the range of 873–1213 K, which is 90 K larger than after the annealing at 1423 K (10 min). This fact explains the temperature decrease of the annealing of the Co-Ni-Nb alloy from 1423 K to 1223 K, because the thermal processing of similar hetero-phase alloys usually brings about the expanding of the temperature interval of precipitation and stabilization of secondary phases, which improves the exploiting properties.
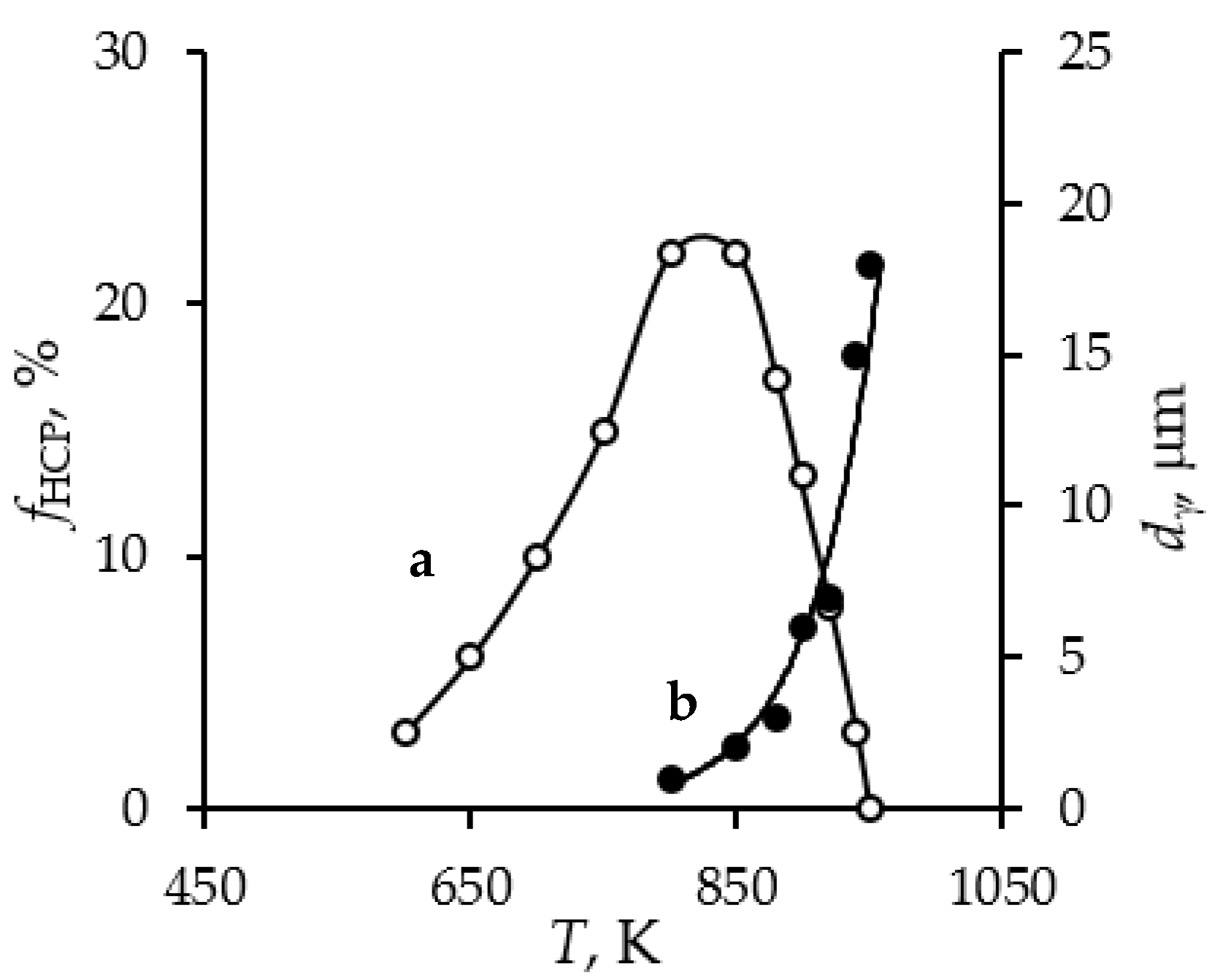
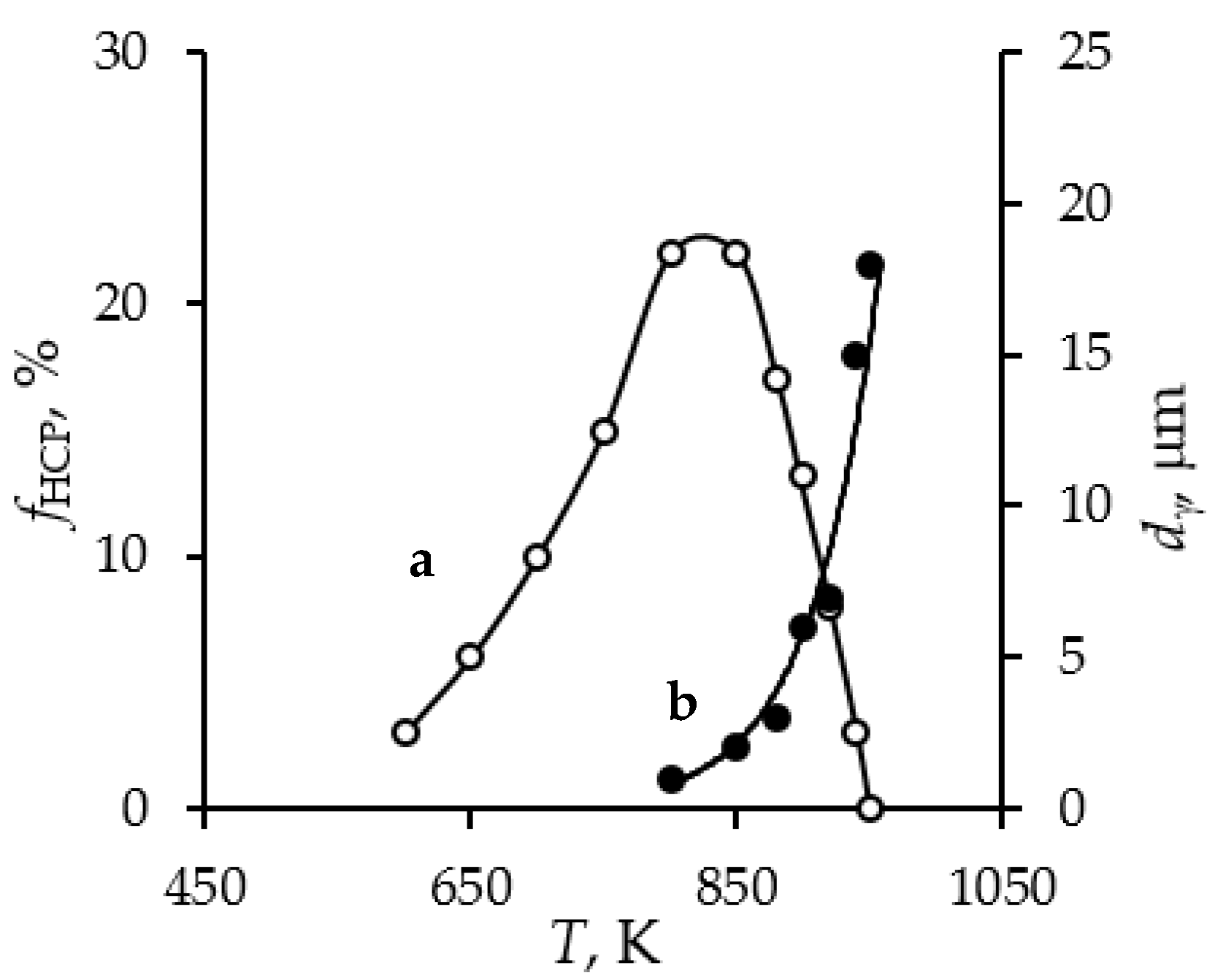
The character of the dependence of both volume faction of HCP-phase and grain size of the matrix on the annealing temperature has been defined. A visible precipitation of the HCP-phase starts at 873 K and, under further temperature increase, grows, reaching the maximum value at 1073–1123 K (
Figure 5 curve-
a). Dissolution of the particles of HCP-phase in the matrix above 1123 K and the consequent reduction of its volume faction evoke the dramatic growth of the matrix grains (
Figure 5 curve-
b). The obtained results show that the particles of HCP-phase precipitated under the annealing of rolled (90%) Co-Ni-Nb alloy hinder the growth of matrix grains and, therefore, stabilize the microstructure in the wide temperature interval.
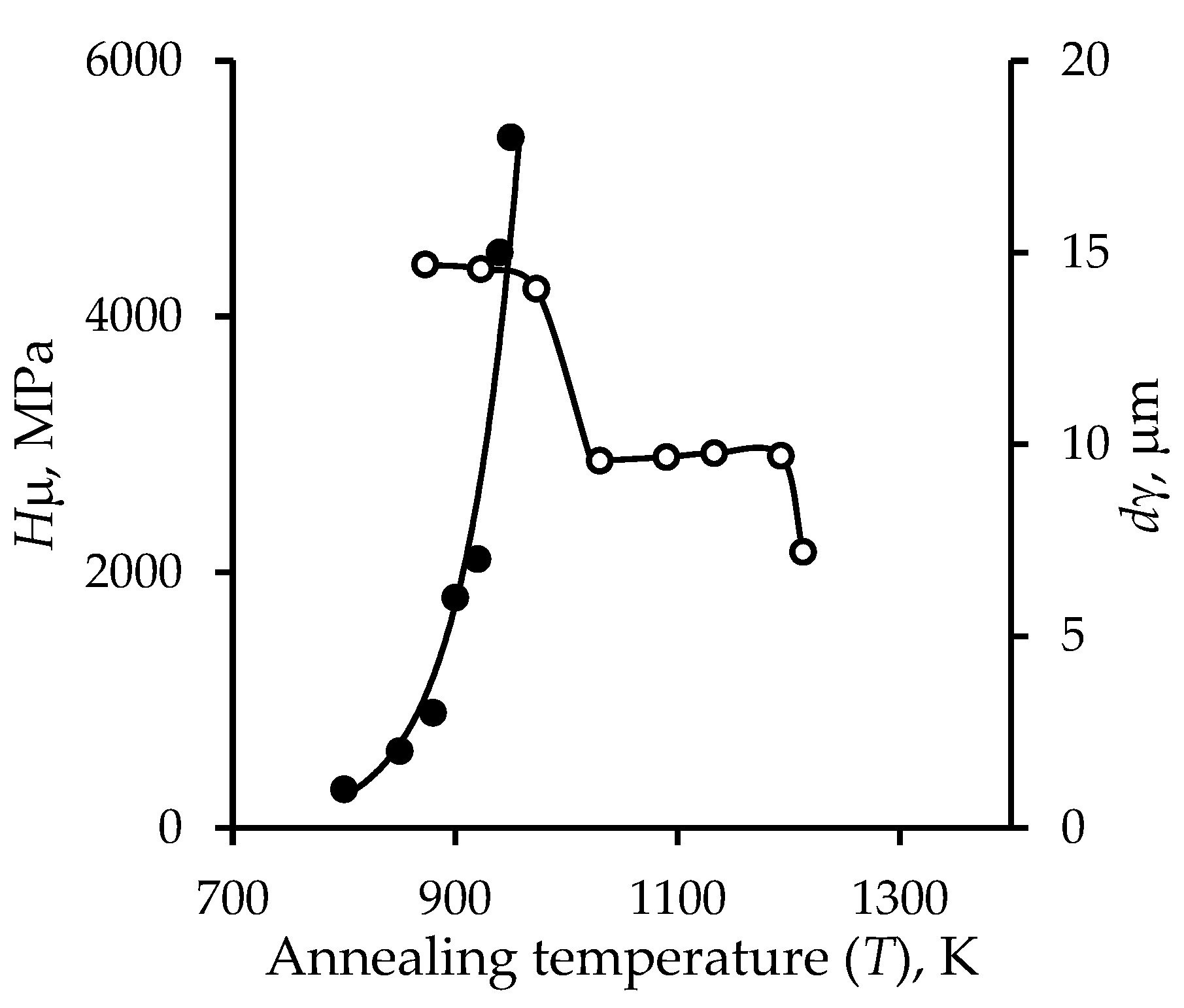
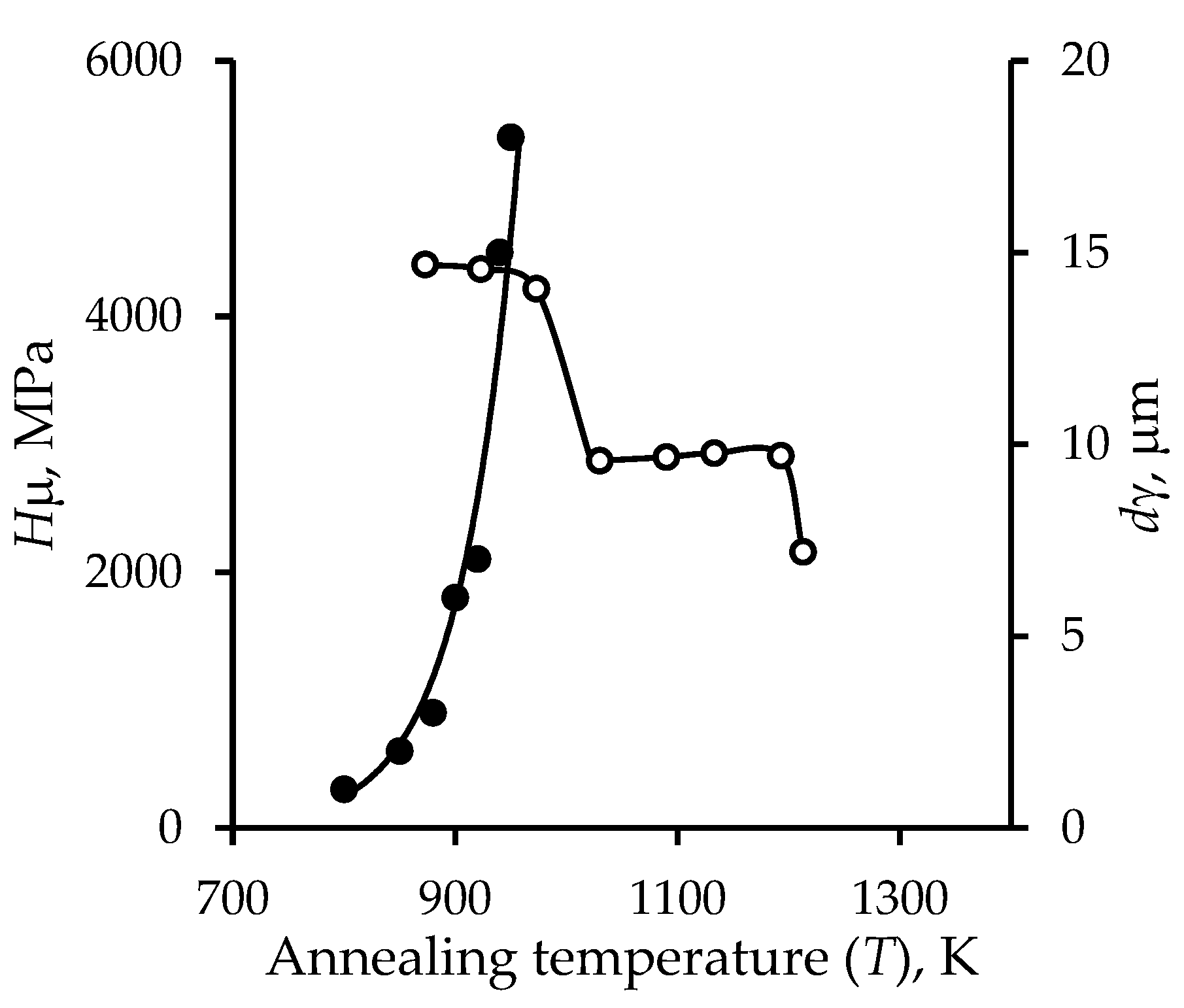
The dependence of microhardness (
Hμ) on the annealing temperature of the studied alloy presents the decrease of the microhardness value at 973–1023 K (
Figure 6). It is most likely related to the beginning of the recrystallization process and removal of hardening caused by the preliminary rolling. The rectilinear part on the graph (about 1100 K), observed under further temperature increase, is explained by the precipitation and growth of the HCP-phase particles, which stabilize the matrix structure and the alloy hardness to some extent. Above 1193–1213 K a dramatic decrease in micro-hardness occurs because of the reverse process of the dissolution of the phase particles in the matrix and transition of the alloy into the one-phase state. Thereof, the HCP-phase particles precipitation at the annealing of the 90% rolled alloy not only stabilize the microstructure but also promote the stability of micro-hardness.
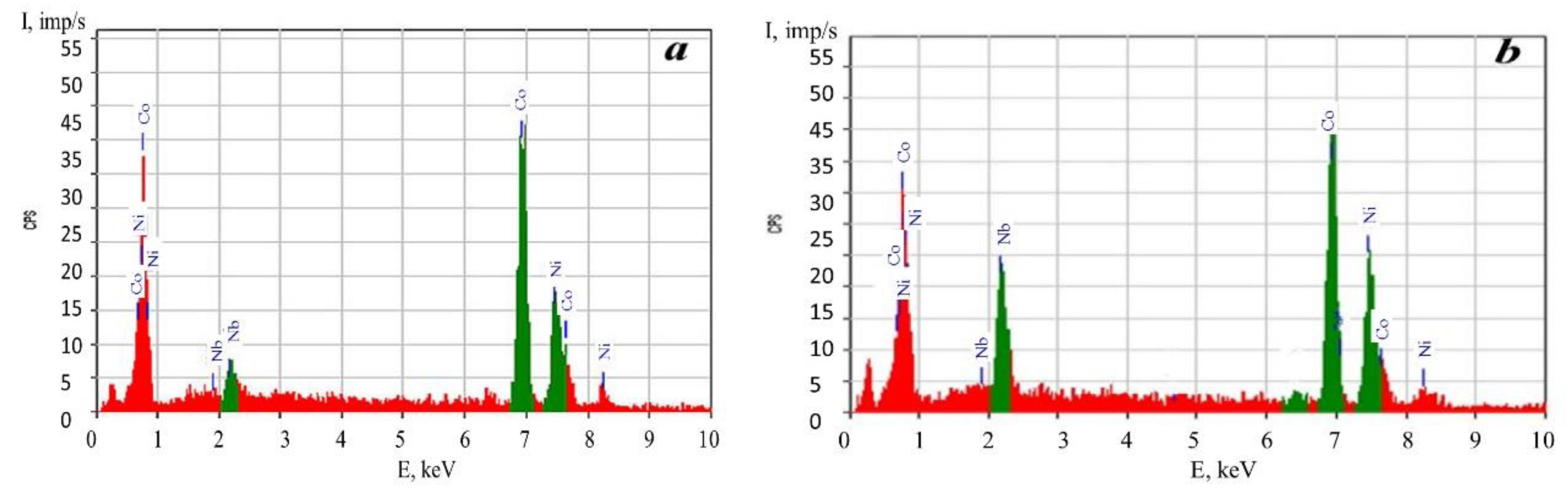
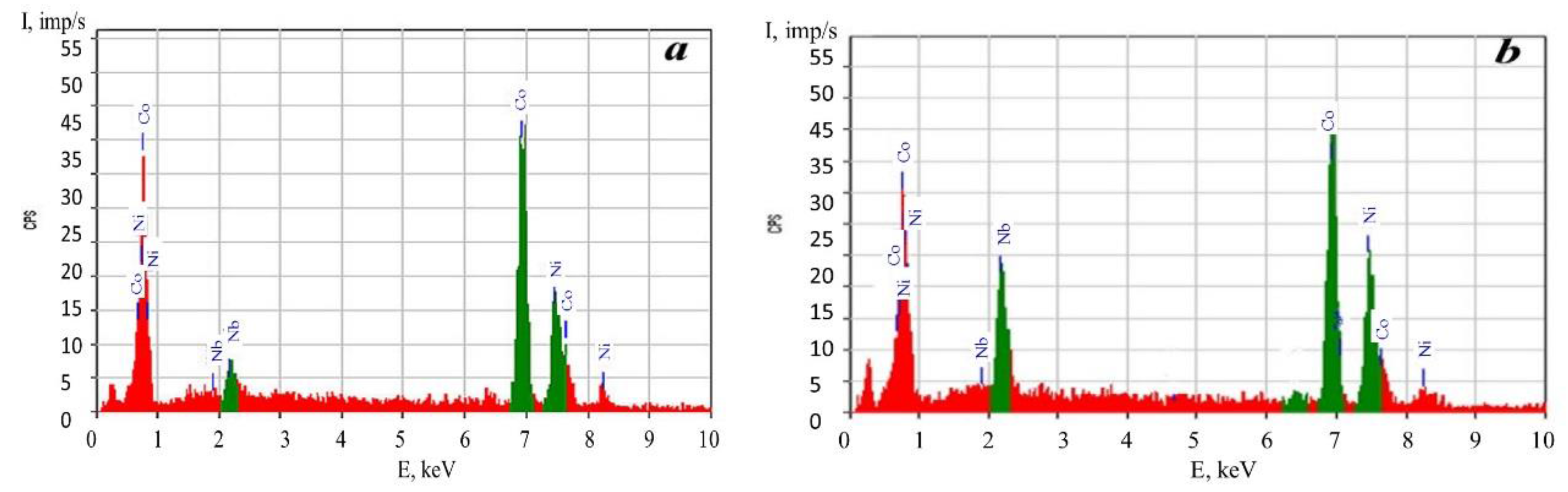
To define the element composition of HCP phase and analyze the changes in the element concentration in the matrix, X-ray fluorescence analysis of the samples has been made. The studies of the composition of the samples have been performed after quenching at 1223 K, 90% rolling and annealing at 1153 K (25 min), because such procedure of treatment contributes to the improvement of superplasticity properties and a large amount of HCP-phase. After electrochemical etching of the obtained samples at 1153 K (25 min), the concentration of cobalt decreases, but the amount of niobium, reversely, increases compared to the polished sample (
Table 1).
The results of the X-ray fluorescent analysis of the chemical composition of the HCP-phase particles, obtained by the precipitation on anode and mounted on the replica are presented in
Table 1. They are clearly different from the matrix with the small concentration of cobalt and saturated niobium with the concentration up to 17%.
The analysis of the chemical composition of microzones of the studied alloy (
Table 2) performed on the scanning electron microscope equipped with the microanalyzer (
Figure 7), presents a good agreement with the X-ray-fluorescent analysis.
According to obtained results, the samples in HCP phase consist of 52–55% Co, 29–31% Ni and 15–18% Nb (
Table 1 and
Table 2).
3.3. The Results of the Analysis of the Influence of Quenching Regime and Temperature—Strain Rate Conditions Deformation on the Superplasticity of the Co-Ni-Nb Alloy
In paper [
10] superplasticity of the Co-Ni-Nb alloy is detected in the samples quenched at 1423 K (10 min) and 87% rolled at the deformation temperature 1143 K and the strain rate equals 0.7 × 10
−3 s
−1. Therefore, the oversaturated solid solution of the Co-Ni-Nb alloy was obtained at 1423 K (10 min).
67CoNi5Nb alloy, rolled to 60% at high temperature strain, reveals the signs of superplasticity. The highest ductility value δ = 158% and the index m = 0.41, which describes the sensitivity of the flow rate of stress to strain, are achieved at 1203 K and = 1.2 × 10−4 s−1, correspondingly.
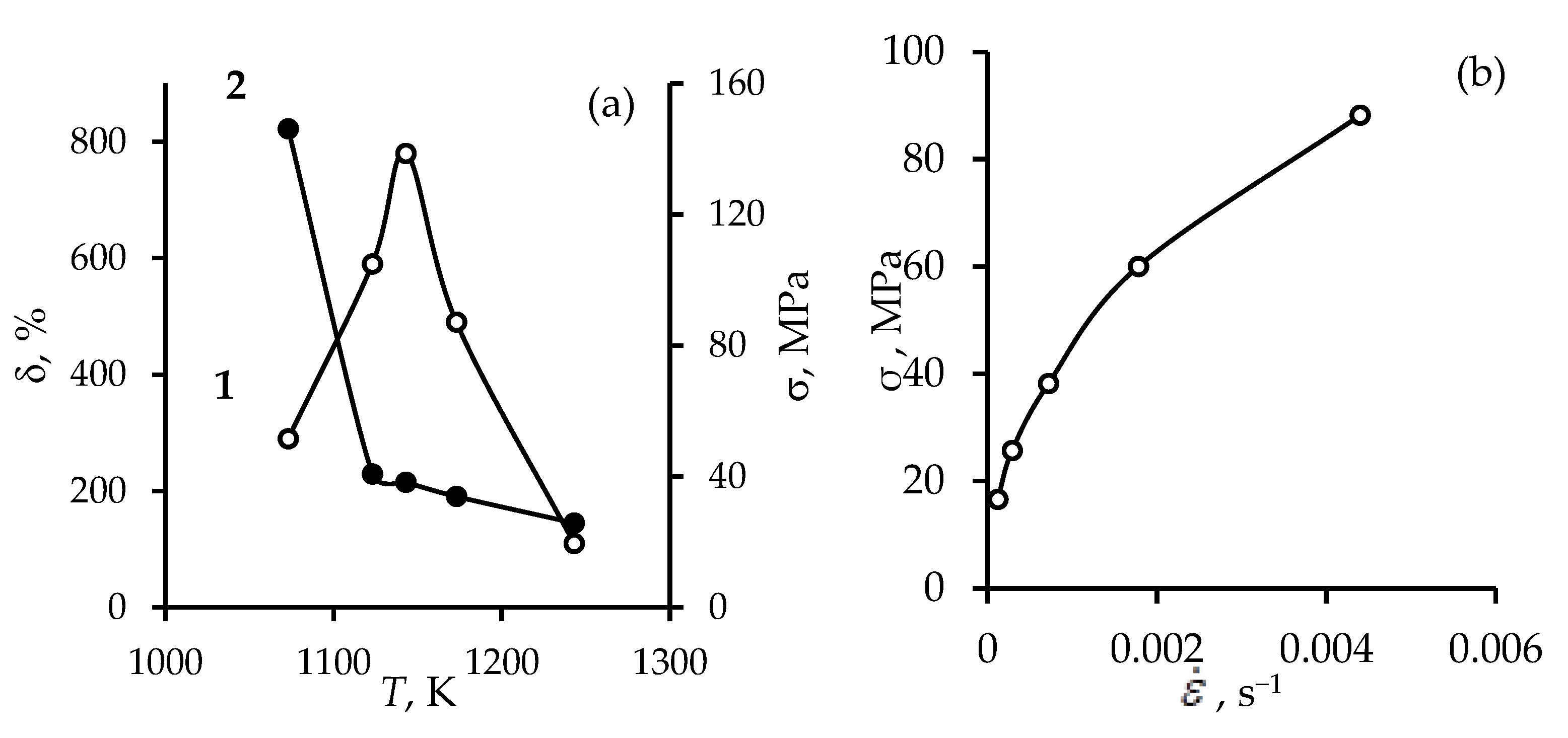
After quenching at 1423 K (10 min) and 90% rolling the Co-Ni-Nb alloy shows the effect of superplasticity in the deformation range of 1053–1243 K. Maximum values of the relative residual elongation (δ) and the
m index reach 780% and 0.44, respectively, at the deformation temperature 1143 K and velocity 0.72 × 10
−3 s
−1 (
Figure 8a). The experimentally defined dependence of the tensile strength (σ) of the Co-Ni-Nb alloy on the deformation velocity (
) at 1143 K for optimal superplasticity is precisely (
R2 = 0.9994) described by the σ = 1111.7 ×
0,4644 function (
Figure 8b). Conformity of this dependence with the common empirical σ
= k ×
m equation verifies a viscose state of the Co-Ni-Nb alloy after being treated. This empirical equation was used to calculate the value of coefficient
k (1111.7) and the value of the index of the strain rate sensitivity of the flow tension (
m) ≈ 0.46, the latter is close to 0.44 obtained with Hedworth-Stowell method [
11]. The decrease of the alloy quenching temperature from 1423 K to 1223 K leads (at superplastic deformation
TSPD = 1143 K and
= 1 × 10
−3 s
−1) to the improvement of the ductility from 780 to 1140%.
There are two reasons for the plasticity strengthening for the Co-Ni-Nb alloy after quenching from 1223 K and 90% rolling. The first reason is that the grain size (
d) after quenching from 1223 K equals 18 µm. This is 3.5 to 4 times less than after quenching from 1423 K. The second reason is that after quenching from 1223 K (10 min) the twin quantity is much smaller (compare
Figure 1 and
Figure 9a). The twins are known to worsen superplastic properties of alloys [
2,
3]. Therefore, the quenching of the Co-Ni-Nb alloy from 1423 K proves to be inefficient due to insufficient plasticity at superplastic deformation, since relative elongation after the break is 1.6 times smaller than after quenching from 1223 K.
The experimental results can find their practical application in the improvement of technological plasticity of the Co-Ni-Nb alloy. Therefore, the following regime of treatment can be suggested: quenching from 1223 K (10 min) + 90% rolling and superplastic deformation at 1143 K and = 1 × 10−3 s−1. Such a regime makes it possible to obtain a structure with good technological characteristics and optimal combination of exploiting features.
Next, for the further studies of the alloy, processing was employed—quenching at 1223 K (10 min) + 90% rolling and annealing at 1153 K (20 min). This processing helped produce a fine-grain superplastic structure with an average grain size (
d) of the matrix ≈ 2.7 µm. The metallographic pictures show the precipitation of spherical particles on the borders of the matrix with the average size of grains (
d) equal from 1 to 1.5 µm (
Figure 4b). This fact is in agreement with the above-presented results for superplastic deformation. This phenomenon was verified by X-ray diffraction and electron-microscopy measurements which show that optimal superplastic properties are typical for the alloy with two-phase fine-grain structure (
d = 4 µm), consisting of grains of γ-matrix and particles of the secondary HCP-phase. The volume part of HCP-phase particles (<
fη>) defined with the methods of quantitative metallography is 17–20%. The samples of the Co-Ni-Nb alloy were subjected to deformation at
T = 1143 K and
= 1 × 10
−3 s
−1. The determined degree of deformation at the relative residual elongation (δ) equals 26%.
In the course of experiments on the deformation of the studied alloy it was stated that superplastic deformation provokes the growth of the grain size. This growth is much faster in the working part of sample than in the non-deformed zones. After 26% deformation an average size of grains increased, twice reaching <d> = 5.4 µm. Moreover, the grains are expanding in all directions and their number is decreasing.
The obtained characteristics of microstructure features and results of mechanical tests are presented in
Table 3.
After the superplastic deformation of the samples with the initial grain size
d0 = 2.7 µm (at
T = 1143 K and
= 1 × 10
−3 s
−1) no significant formation of intergranular voids and cracks is observed as it was for the alloy with a large initial size. It means that superplastic deformation triggers accommodative processes. Using the metallographic and X-ray methods it was shown that during superplastic deformation the dissolution of HCP-phase particles occur under optimal conditions. The pictures of the structure (
Figure 9) clearly present the dissolution of spherical particles of HCP-phase, which is accompanied by the formation of shear transformation zones [
12,
13,
14,
15,
16] near the boundaries of the matrix. The growth of grains and their consequent decrease in number is observed in the zones of the structure lacking particles of the secondary phase (
Figure 9), since the temperature of the beginning of the reverse dissolution of the HCP-phase particles coincides with the optimal temperature of the superplastic deformation. This phenomenon supports the fact that the directed mass-transfer on grain boundary is an accommodative process, initiated by the dissolution of the secondary phase particles, which causes the grain growth and removal of the defects arising from the grain boundary sliding. The authors of the papers [
17,
18] suggest considering the process of the re-orientation and the growth of the grains under super-plastic deformation as a result of transformation of part of the material into the liquid state. The liquid component facilitates the sliding of the grains’ boundaries and acts as a soft sliding. However, this liquid oiling is not a liquid as it is. Such a state is called liquid-like and it is considered a shifting transformation zone where the switching of chemical bonds takes place fully or to some extent [
11]. Such switching is obviously a solid phase phenomenon, bringing about a decrease of Gibbs energy and is non-reversible as a mechanical-chemical reaction, which causes the formation of new products and gives off heat [
19].
In the SPD process, the material is in the state of intense dynamic loading; in such a case the Stokes-Einstein equation can be used to describe the behavior of the alloy. The Stokes-Einstein Equation (1) as well as the dynamic viscosity Equation (2) are used for calculation of the energy:
where η
0 is a coefficient independent from temperature,
Еη is the activation of relaxation energy of a viscous flow and τ—structural relaxation time.
According to Landau and Lifshitz [
20], under extreme conditions, viscosity can be equated for the product of the relaxation time by the shear modulus. According to [
4], the time of structural relaxation for the 67CoNi5Nb alloy is 4 h at 400 °C and it equals 5 h at 450 °C. On the basis of Equations (1) and (2) one can obtain the equation for the activation of relaxation energy:
The estimated value of the activation of relaxation energy is 120 kJ/mol for non-superplastic materials [
21], and for a superplastic material it is 2.1 kJ/mol.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}