1. Introduction
The interaction between structural materials and coolant is one of the most critical issues in the development of Lead cooled Fast Reactors (LFR). The ferritic-martensitic steel, T91, is among the candidate materials for fast reactors and its behavior in liquid Pb is a subject of great interest for the research community. In the temperature range between 350 and 550 °C, which are relevant for LFR, the liquid metal embrittlement (LME) and the surface oxidation/dissolution are being studied among the most relevant degradation mechanisms.
LME is the tendency of structural materials to low energy fracture under stress in contact with liquid metals; the phenomenon is typically associated with a change from ductile to a cleavage-like fracture mode. LME is usually most severe just above the melting point of the liquid metal and it disappears with increasing temperature [
1]. The embrittlement can occur even under the melting temperature of the liquid metal. The Solid Metal Induced Embrittlement (SMIE) is much less severe than the LME [
2], even if it has the same microstructural features.
Beside the temperature, the formation of oxide scales is very important, because wetting of the material surface by liquid metal was found to be the pre-condition for the LME susceptibility [
3]. The optimal oxygen concentration to grow stable and protective oxide scales on the T91 steel was evaluated to be about 10
−6 wt. % at 500 °C [
4,
5,
6], which may slightly change as a function of temperature. The protective oxide layer prevents initiation of any kind of degradation, including dissolution and LME. However, long-term exposure to heavy liquid metals or mechanical and thermo-cycling effects may cause damage and induce failure of oxides. In this case, either the steel is able to self-heal the damage by further growth of oxides (most likely at higher temperatures), or the damage starts locally and dissolution or LME are observed.
Most of the data about LME were being studied in Pb–Bi eutectic. However, there is much less work on the interaction of steels with pure Pb. In fact, because of the different chemistry and range of temperatures (higher), this media has a different impact on the materials behavior.
The first part of this research [
7] was aimed to study the behavior of the T91/Pb interaction under load and to identify the conditions leading to the LME. The three parameters that were selected were temperature, deformation rate and surface treatment in order to stimulate the LME initiation on smooth tensile specimens: (i) test temperature was selected to map the expected LME range, i.e., around the Pb melting point 327 °C up to 450 °C; (ii) strain rates 10
−6 and 10
−4 s
−1 were applied; (iii) the surface was treated before test to induce wetting, which means that natural oxide layers were removed with a flux (chemical cleaning agent) and a Pb layer was deposited on the surface of the specimen. However, none of tested smooth specimens showed LME cracking of T91 in Pb [
7]. In the first part of the research, it was concluded that uniaxial test conditions, i.e., loading up to ultimate tensile strength and necking, even if good surface wetting was induced or a thin oxide layer broken, did not stimulate LME of the T91 in liquid Pb. Based on these observations, an additional factor, the multiaxial loading, via a notch effect, was introduced into the testing.
It is known that the effect of a notch is to induce a change in the stress state of a smooth surface from uniaxial to multi-axial and to increase the local stress in front of the notch. Less is known about strain development and stress-strain field at the notch root, which is also important for the failure process, namely for the interaction with the environment. The presence of a notch causes the fracture starting preferentially from the notch root, compared to the classical formation in the middle of smooth tensile specimens [
8,
9,
10]. Several notched specimens, with the surface treated before test to provide wetting, were tested in liquid Pb at 350 °C and underwent LME in both applied displacement rates. The high level of strain required for damaging the thin oxide was likely reached at the notch root. In this work, focus was placed on the identification of temperature and strain rate effects as well as the wetting in competition with the notch effect that could affect the response of the material in contact with Pb. There are still open questions and it should be clarified whether the presence of a notch can facilitate LME initiation in case that the wetting is not reached. The paper summarizes results of testing of T91 in Pb in a wide range of temperatures from solid to liquid Pb (300–450 °C).
4. Discussion
This paper focuses on giving evidence of LME in the interaction of the ferritic-martensitic steel T91 with liquid Pb in specific experimental conditions. This work was carried out following the previous experience with tests on smooth tensile specimens in liquid Pb at 350–450 °C [
7], which did not show any sign of LME. Therefore, the tensile specimens were notched and tested in the same test regime. In these specific conditions, LME cracking was observed.
Nicase et al. [
13] reported about the sensitivity of 9Cr ferritic-martensitic steel to embrittlement when in contact with Pb especially in presence of stress concentrators, such as notches. Changes from ductile to transgranular cleavage-like fracture, related to the LME, were observed on these specimen surfaces around the notch root, which is in agreement with the findings of this work.
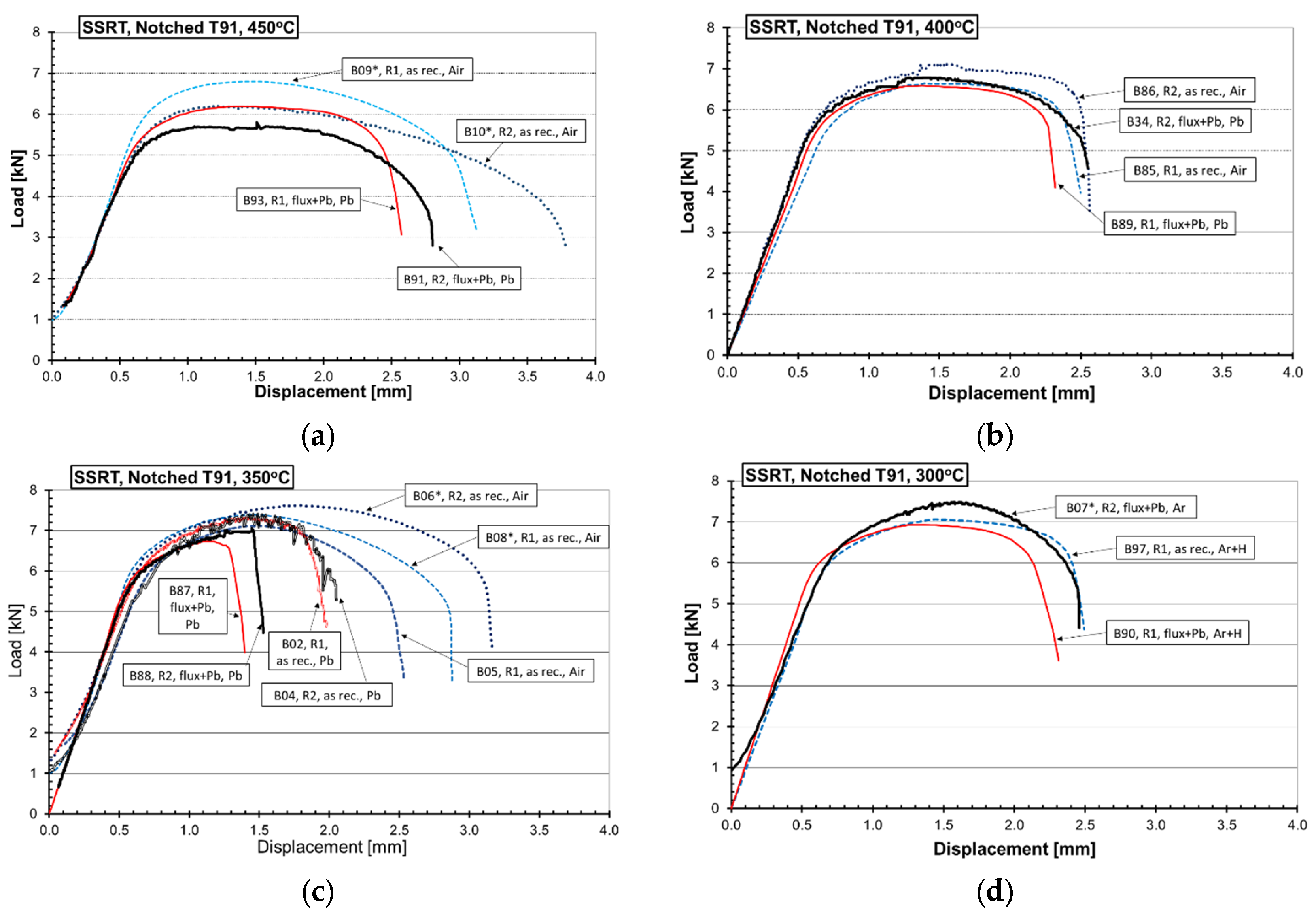
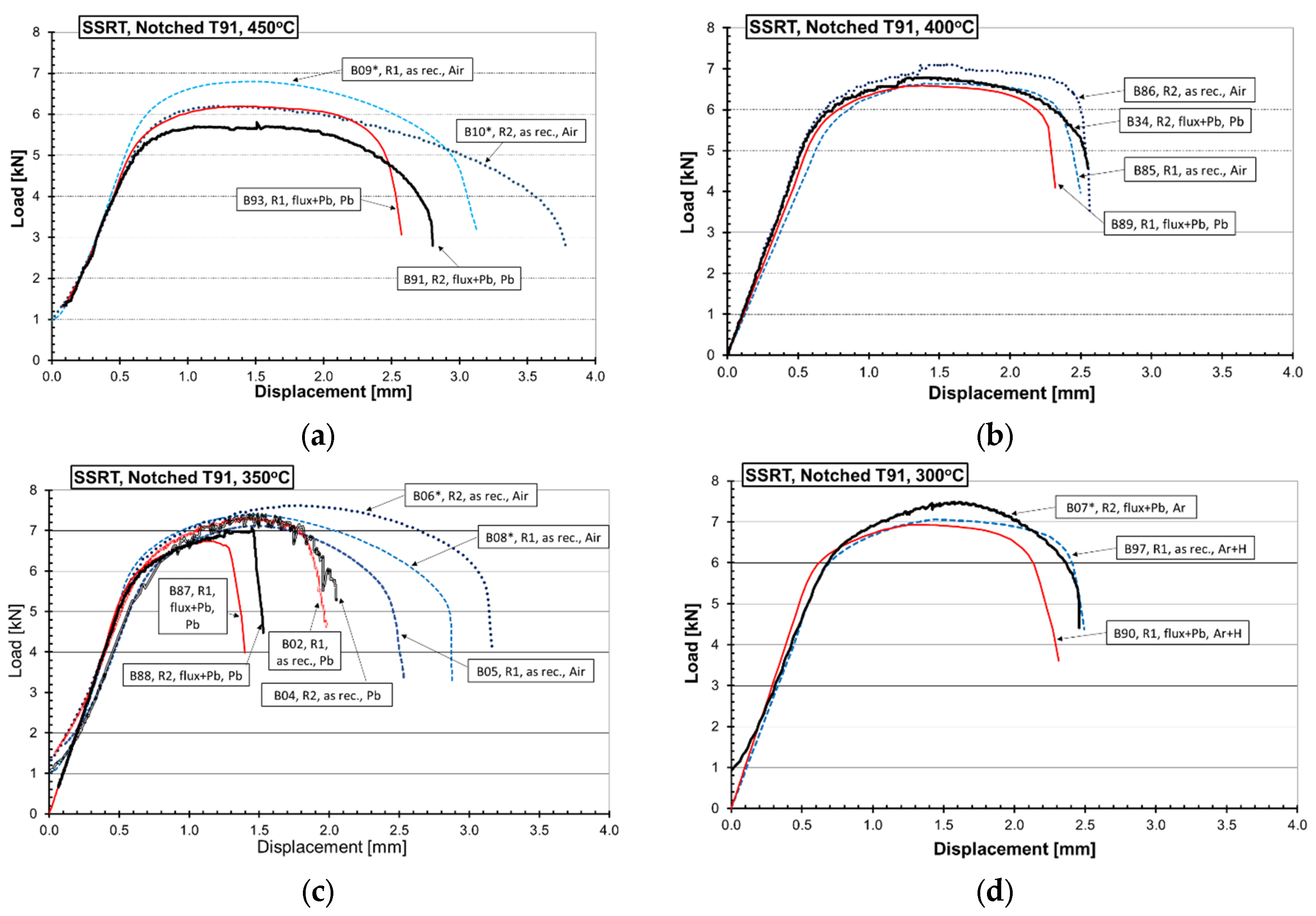
Temperature. The cleavage-like fracture was observed on the notched specimens loaded to rupture in liquid Pb at 350 °C and 400 °C as well as on the specimens covered by solid lead tested at 300 °C, i.e., below the melting point. On the other hand, no cleavage-like fracture was observed on specimens tested in Pb at 450 °C. This temperature effect is in agreement with other findings where it was stated that LME is more pronounced when approaching the melting/solidification temperature of the liquid metal [
2].
Displacement rate. The LME was the most severe and the most evident in tests at 350 °C. Both specimens ruptured prematurely as a result of LME crack initiation and growth.
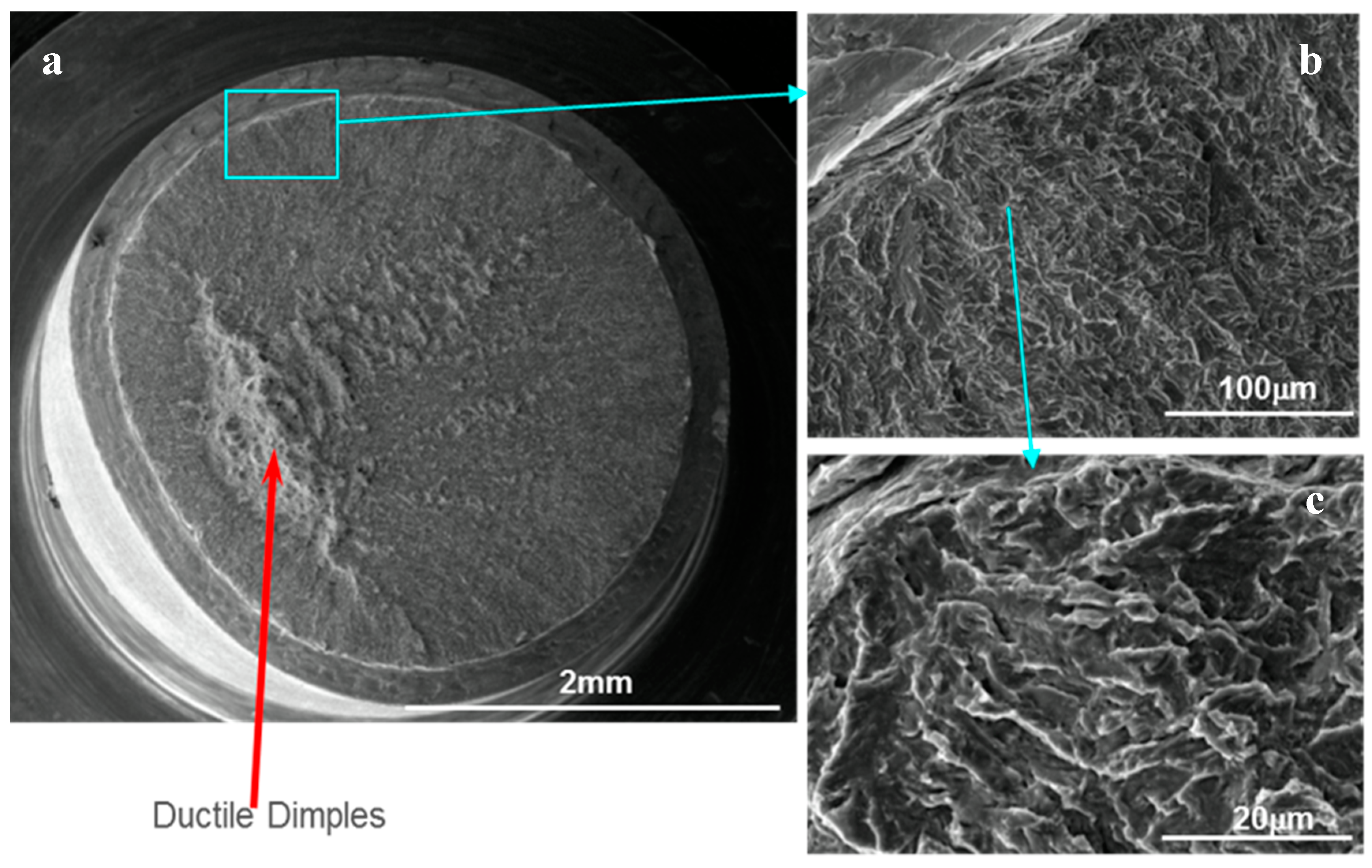
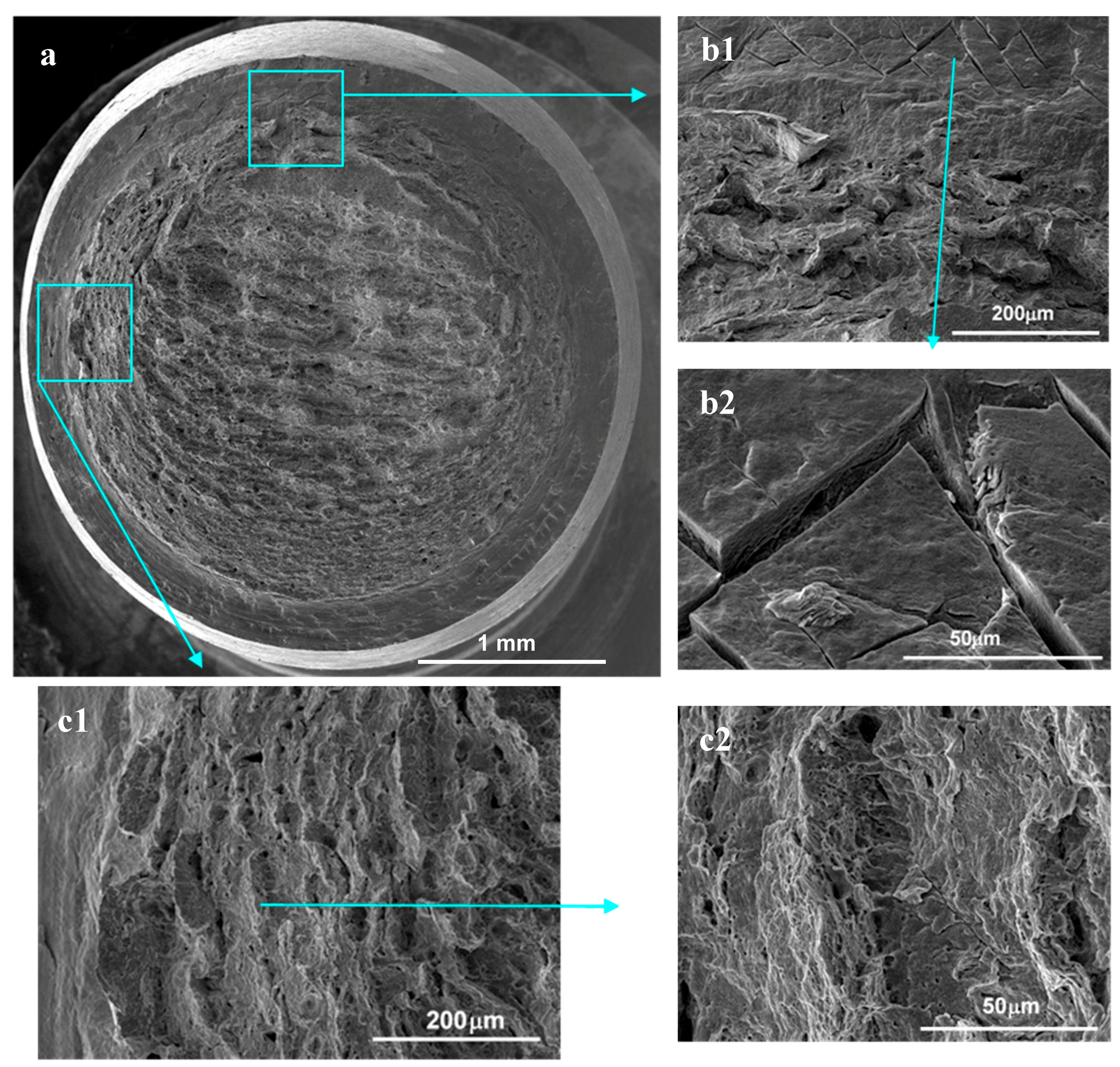
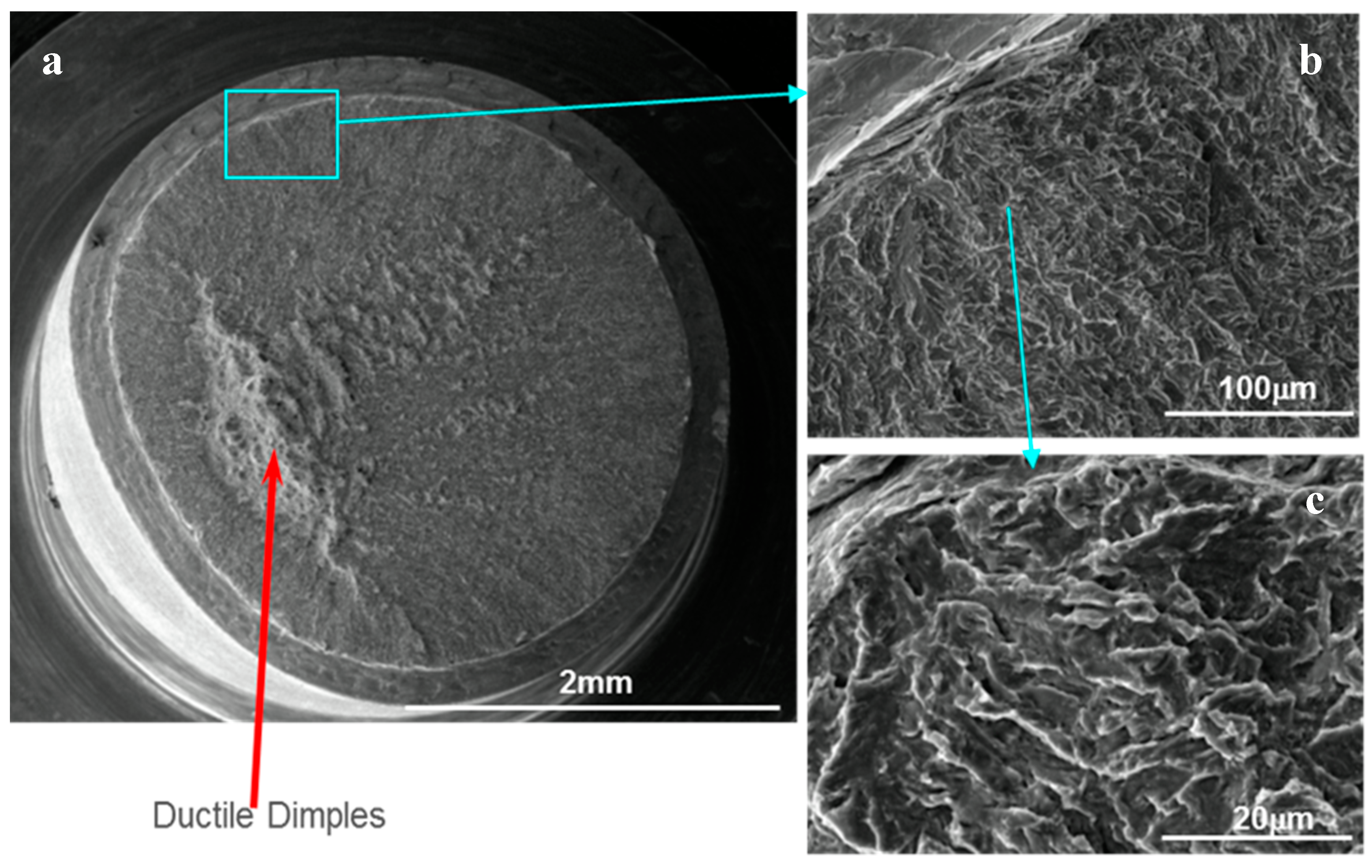
The specimen B88, loaded at 350 °C, at the slower test rate, R2, exhibited a pop-in (sudden decrease of load) at the maximum load, after plastic deformation. The specimen was loaded over general yielding, therefore, there was a region found at the notch, of about 30 μm, where the initial ductile deformation was visible. This region was followed by the LME cleavage-like crack jump of about 100 μm, which was observed on the fracture surface.
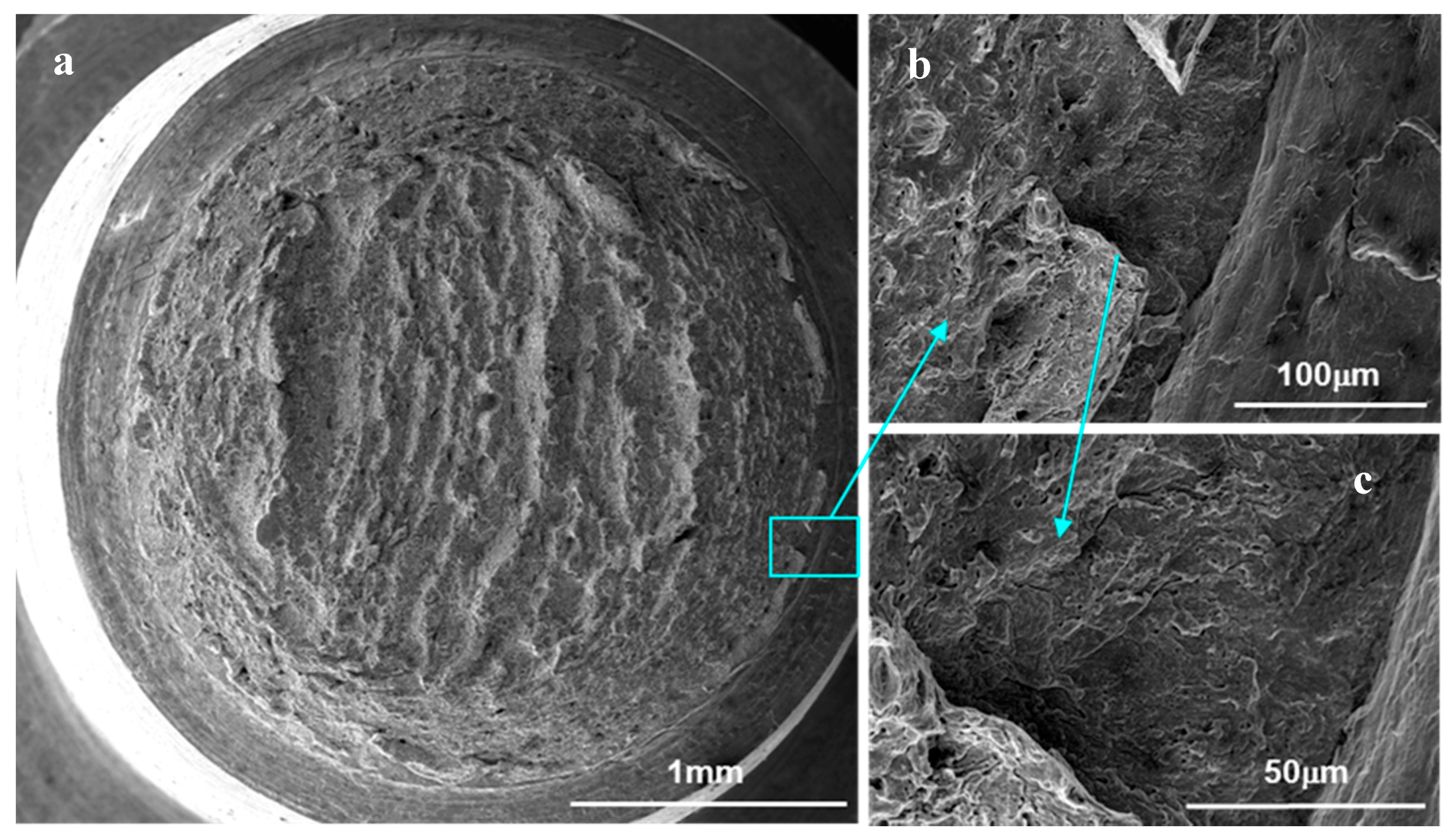
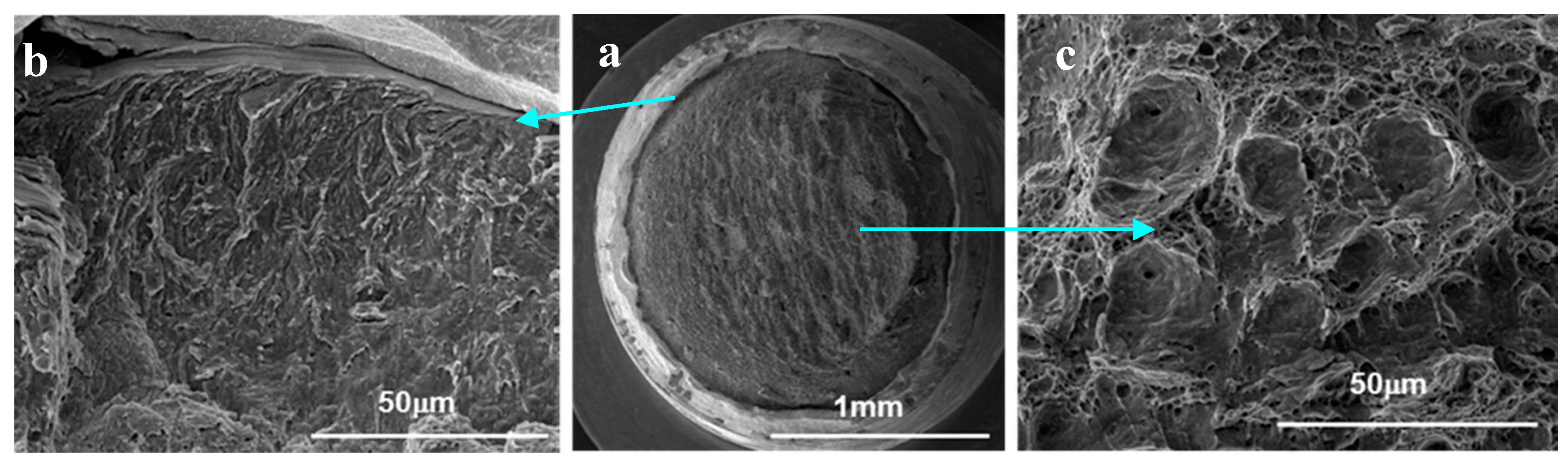
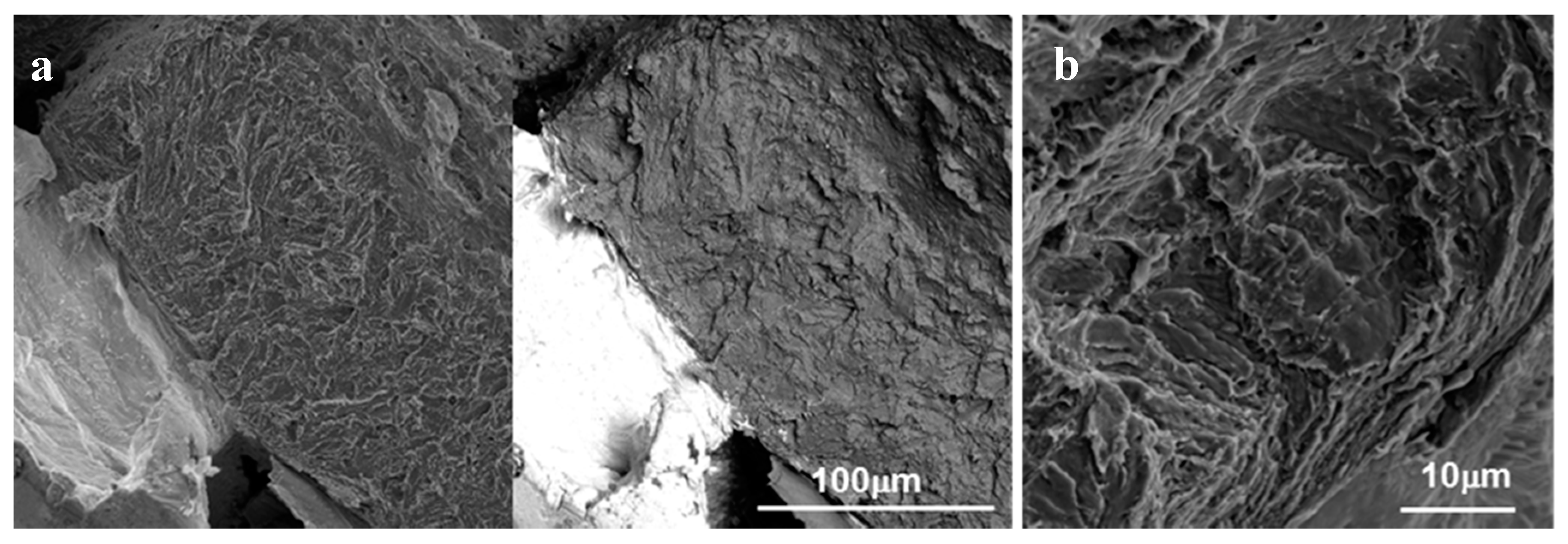
In the specimen B87 (
Figure 6) tested at the faster test rate, R1, the LME was more severe and the crack development was slightly different. In fact, the fracture surface is mostly flat and homogeneous; likely there was not a visible crack jump and crack stop. Therefore, it is assumed that the LME crack initiated at maximum load as for the case of B88. However, in this faster loading, the crack did not jump and stopped, but continued to grow during further loading and the measured load decreased gradually down, until the rupture. This observation can be explained by assuming that the applied displacement rate was high enough to keep the material under the notch loaded even if the LME crack grew. From this assumption, it could be deduced that the R1 test rate could be of the same order of magnitude as the LME crack growth rate, i.e., 10
−6 m/s. This value was in agreement with values of crack growth rates measured on Compact Tension specimens of the T91 in liquid Pb–Bi that showed LME at 300 °C [
14].
At 350 and 400 °C and the applied displacement rates, 1 and 100 × 10
−6 m/s, T91 showed negative strain rate sensitivity, i.e., load increased with decreasing displacement rate. This fact was an indication of Dynamic strain ageing processes, which used to be observed in parallel to Environmentally Assisted Cracking in high temperature water [
15].
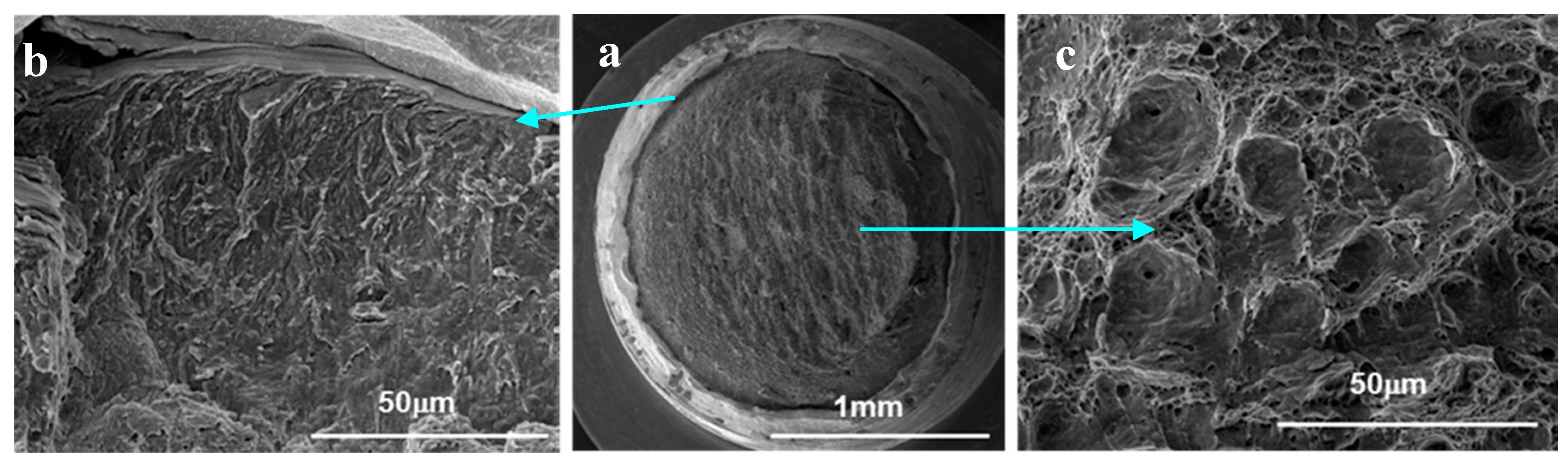
Wetting. At 350 °C, the effect of surface flux application was studied. As can be seen from results, LME was observed at both flux + Pb treated and as received specimens. Moreover, the load-displacement curves (
Figure 3c) showed that the flux + Pb treated specimens reached lower rupture displacement than the as received ones and the air tests. This observation meant that the LME crack initiation on the flux + Pb treated surface was facilitated, compared to the case of the as received.
Knowing that wetting by liquid metal, i.e., direct contact of the metals without any interlayer, is the pre-condition for the LME occurrence [
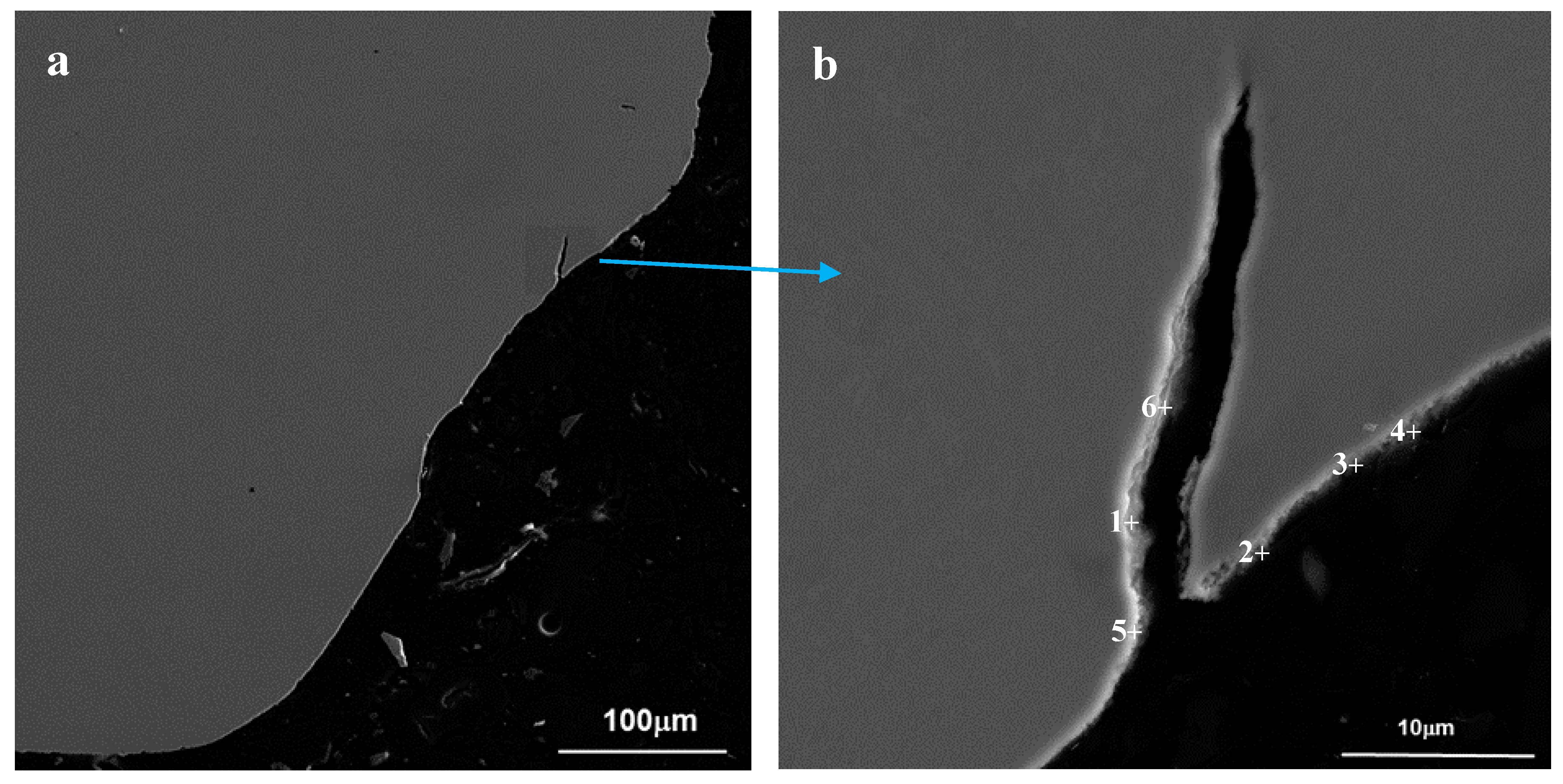
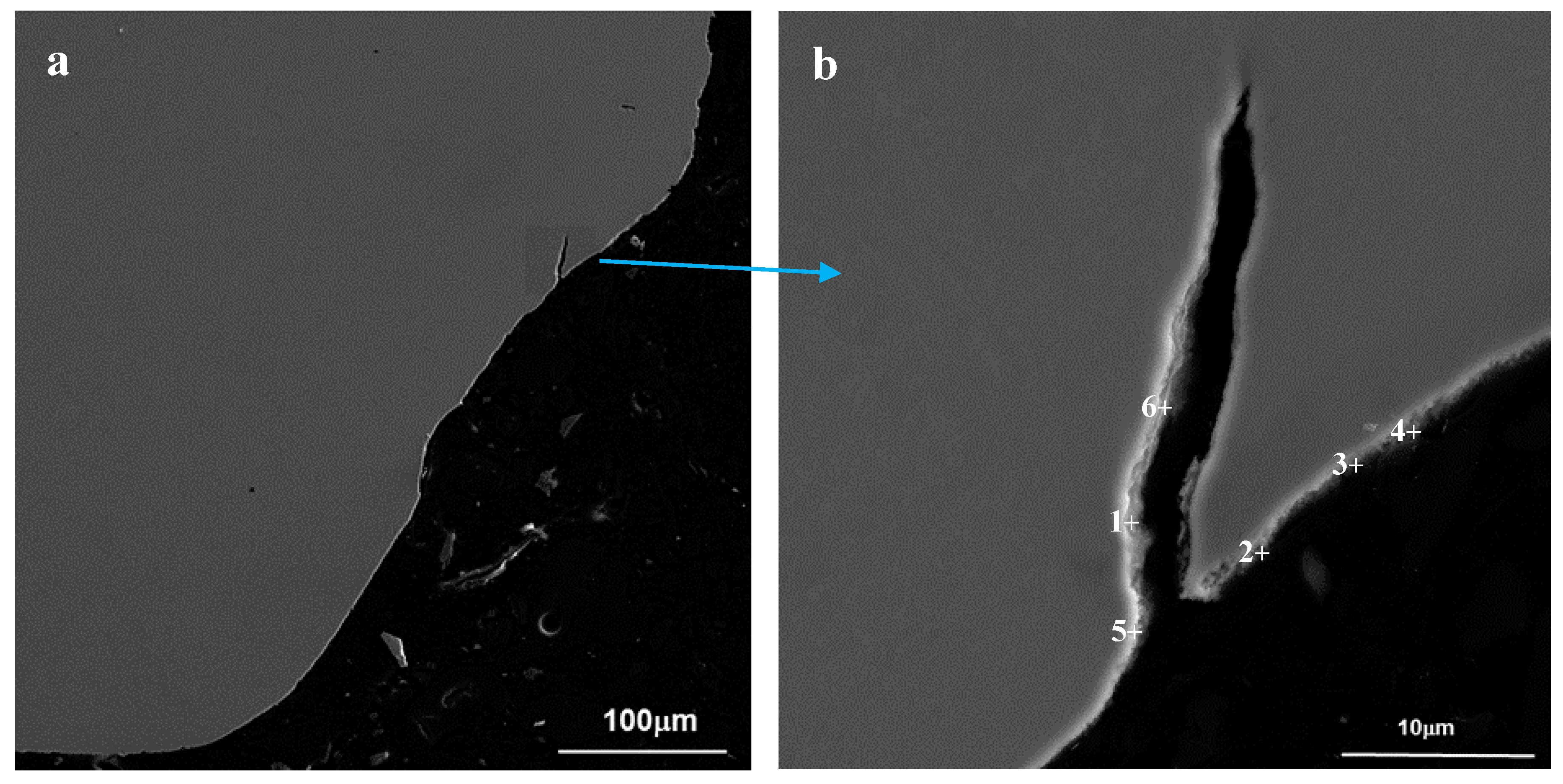
3], some local wetting had to be assumed on the surface of test specimens before LME crack initiation. However, from the cross section observations and EDS analyses followed that both specimen surfaces, the flux treated and the as received, were covered by about 1–3 μm thin oxide layers. In the case of the flux + Pb treated specimen, it was not clear whether the specimen surface stayed wetted or not before the onset of the cracking. This could not be established because the behavior of the Pb layer (solidified on the surface) during the test cell heating up and then loading was unknown. In previous tests with smooth specimens [
7], where the T91 surface wetting was stimulated by the same flux + Pb treatment, a similar thin oxide layer appeared on the specimen after the tensile test, but no LME crack was initiated. It is likely that the deposited Pb layer melted in the surrounding liquid lead and that a new thin oxide layer formed at the specimen surface from the small amount of oxygen dissolved in the lead. However, this obviously had a different role in smooth and notched specimens.
To explain the apparent contradiction, it was considered that the newly developed thin oxide had to be broken by the high local strain-stress conditions before the LME crack initiation. At the same time, the oxide layer built up on flux + Pb treated surfaces was much thinner and less protective during the deformation than the oxide on the specimens without flux treatment. The behavior of the oxide might likely be affected by remaining traces of flux, for example by the presence of Zn, which was detected on the surface (
Figure 10). However, by means of an older SEM, the impurity traces were not measured on the smooth tensile specimens as referred in a previous paper [
7]. On the other hand, if there was the presence of Zn impurities on the surface, this did not stimulate LME crack initiation in smooth tensile specimens in liquid Pb [
7]. Moreover, this was proven by SSRT tests with only flux treated specimens in air and Pb, where no cracking occurred. Therefore, the presence of Zn was not affecting the cracking behavior of the material.
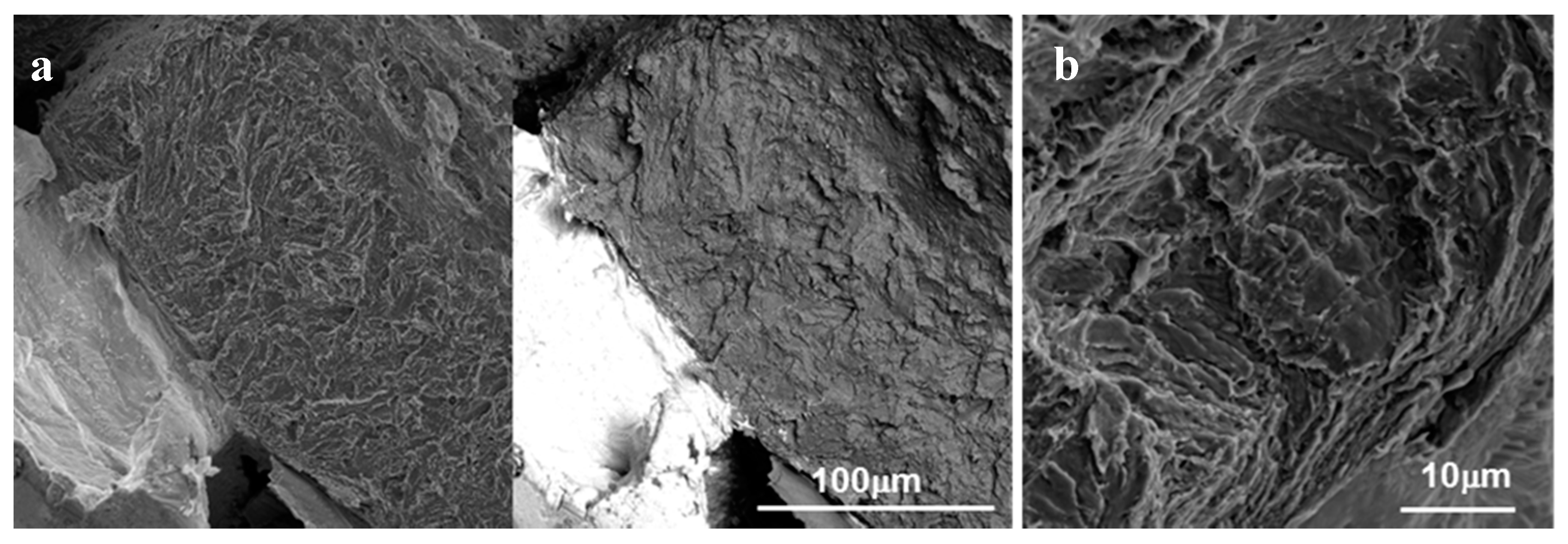
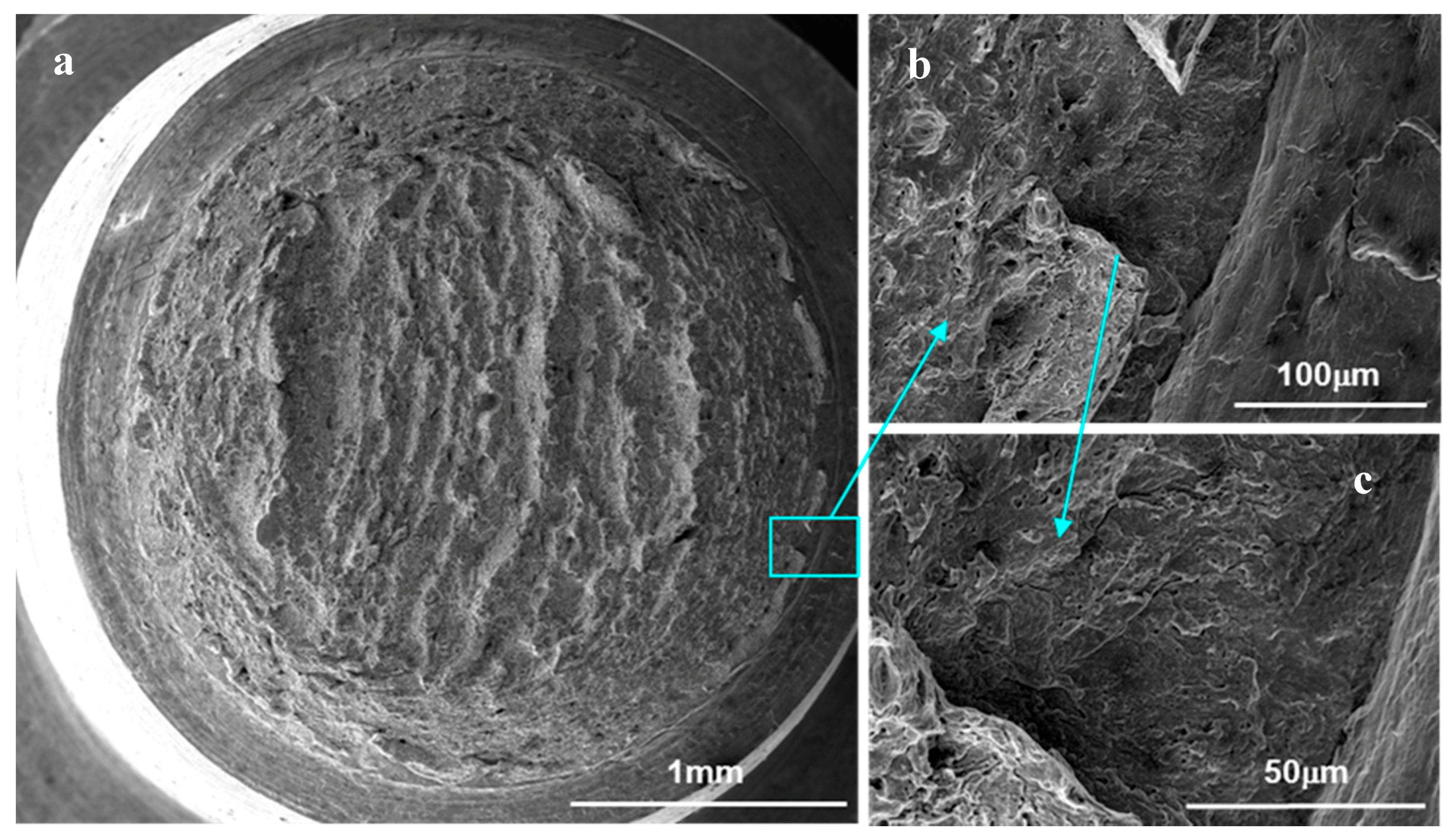
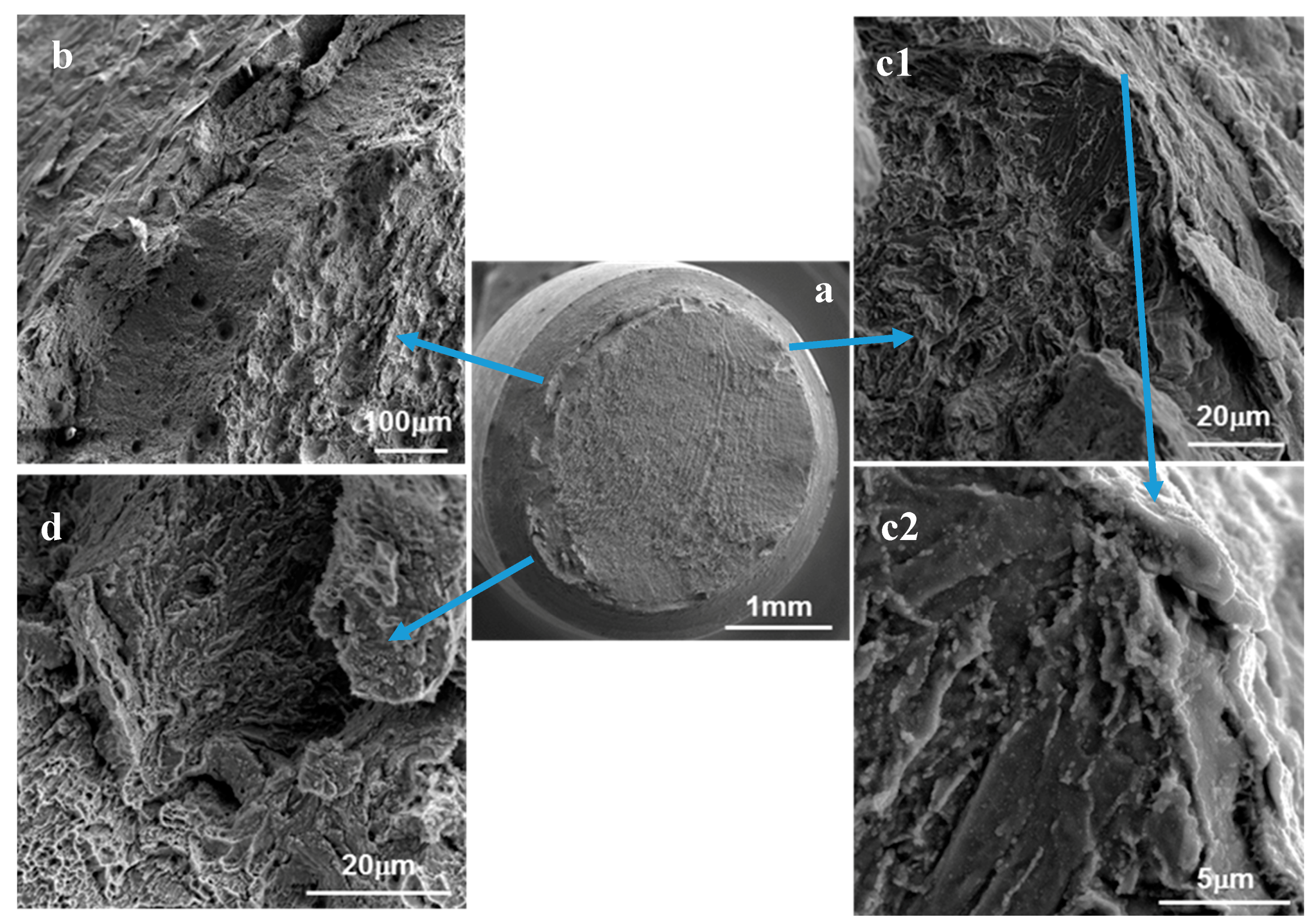
Solid metal induced embrittlement (SMIE). The analysis of the fracture surfaces at the SEM also revealed several areas of cleavage-like fracture for the notched specimens B90 and B07, which were treated with the flux and covered with the thin layer of Pb prior to tensile test. The test itself was then performed at 300 °C (which meant that the Pb stayed solid) in the mixture of Ar–H
2. The solid Pb layer formed something like a collar around the specimens that during deformation detached itself from the surface of the steel. This gave evidence that it was not likely that the applied deformation energy transformed into the heat during loading could heat the specimen locally above the melting point of Pb (327 °C) and therefore melting the Pb could affect the steel. It would be more probable that instead of LME, as in the previous cases at 350 °C and 400 °C, the specimen underwent Solid Metal Induced Embrittlement. According to [
2], the same processes causing LME could also cause SMIE if the temperature is under the melting point of the embrittling metal. Fracture surfaces created during LME and SMIE both contained cleavage-like fractures with the same appearance. The area of cleavage-like fracture of the specimen B90 was observed only in the distance about 50 μm from the original surface of the notch then the fracture mode continuously changed to ductile shear. This is in agreement with the finding that the SMIE is typically much less severe than the LME [
2]. Likewise, the specimen B90 could be affected by hydrogen embrittlement from the hydrogen gas penetrating the solid layer could be excluded, too. The other notched specimen, B97, which was tested under the same conditions as above but without any Pb and only in the gas Ar + H
2, fractured by fully ductile manner. It would be beneficial to perform more tests with the solid Pb, at even lower temperatures than the presented one, to discover at which temperature the Pb would still cause SMIE and therefore could affect the cracking behavior of the structural steel.
All these findings showed that the conditions formed under the notch, i.e., multi-axial stress state, stress concentration, and high local plastic strain, (conditions close to the onset of ductile voids creation) could induce LME in the T91 in contact with liquid Pb. These were highlighted for both LME and SMIE.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}