Tensile Properties and Fracture Behavior of a Powder-Thixoformed 2024Al/SiCp Composite at Elevated Temperatures

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Microstructure of the As-Fabricated 2024Al/SiCp Composite
3.2. Effect of Temperature on Tensile Properties and Strengthening Mechanisms
3.3. Effect of Temperature on Tensile Fracture Behavior
4. Conclusions
- (1)
- The powder-thixoformed 2024Al/SiCp composite exhibited outstanding properties and was thereby favorable for prospective applications.
- (2)
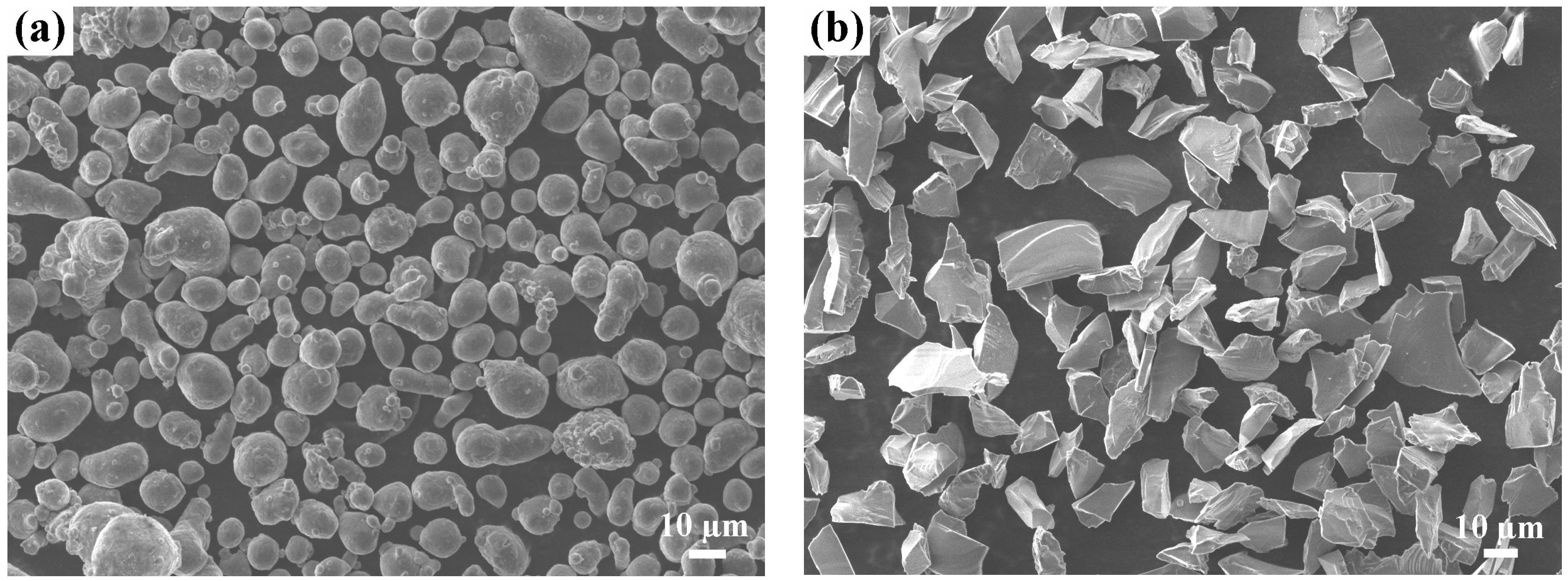
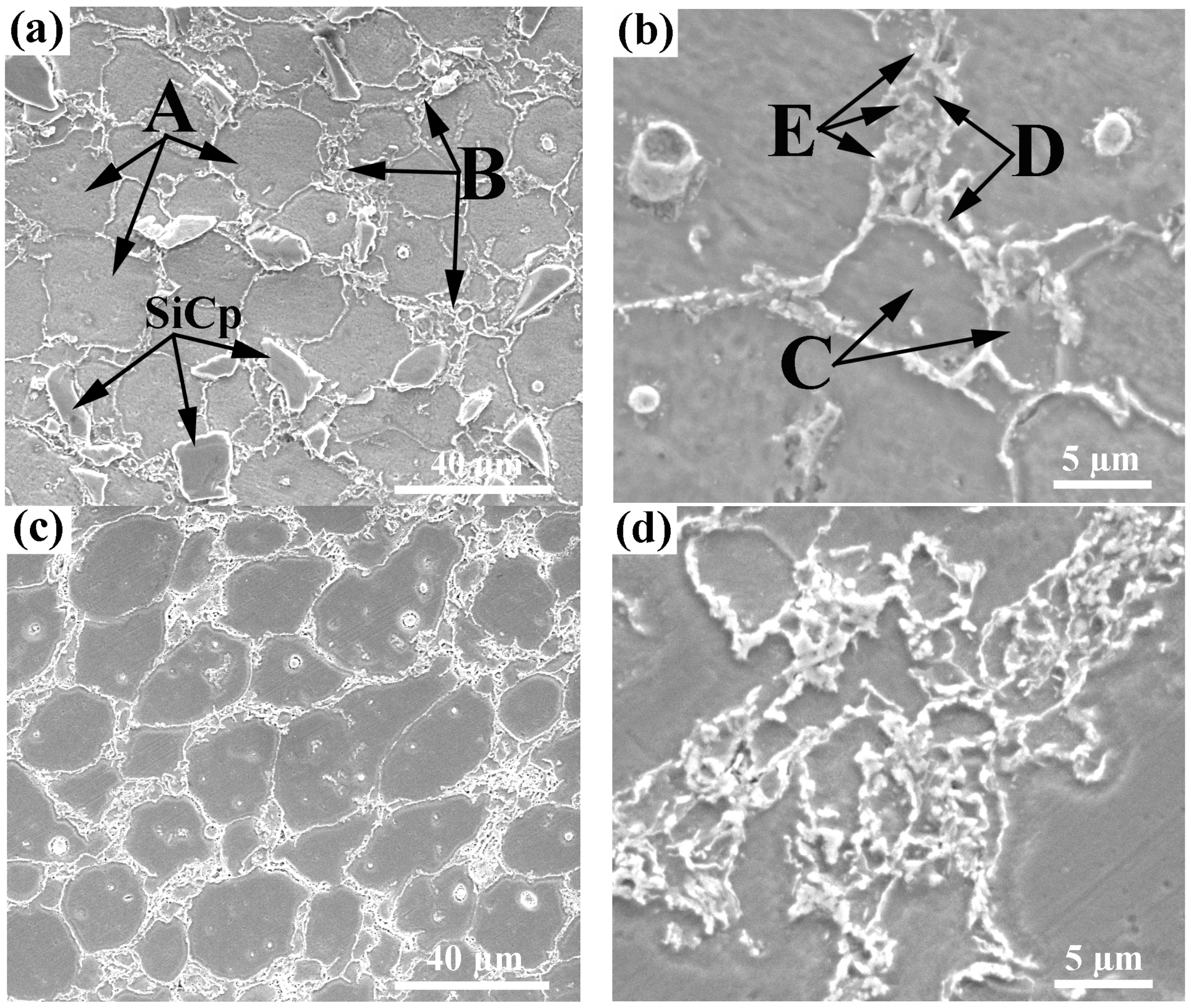
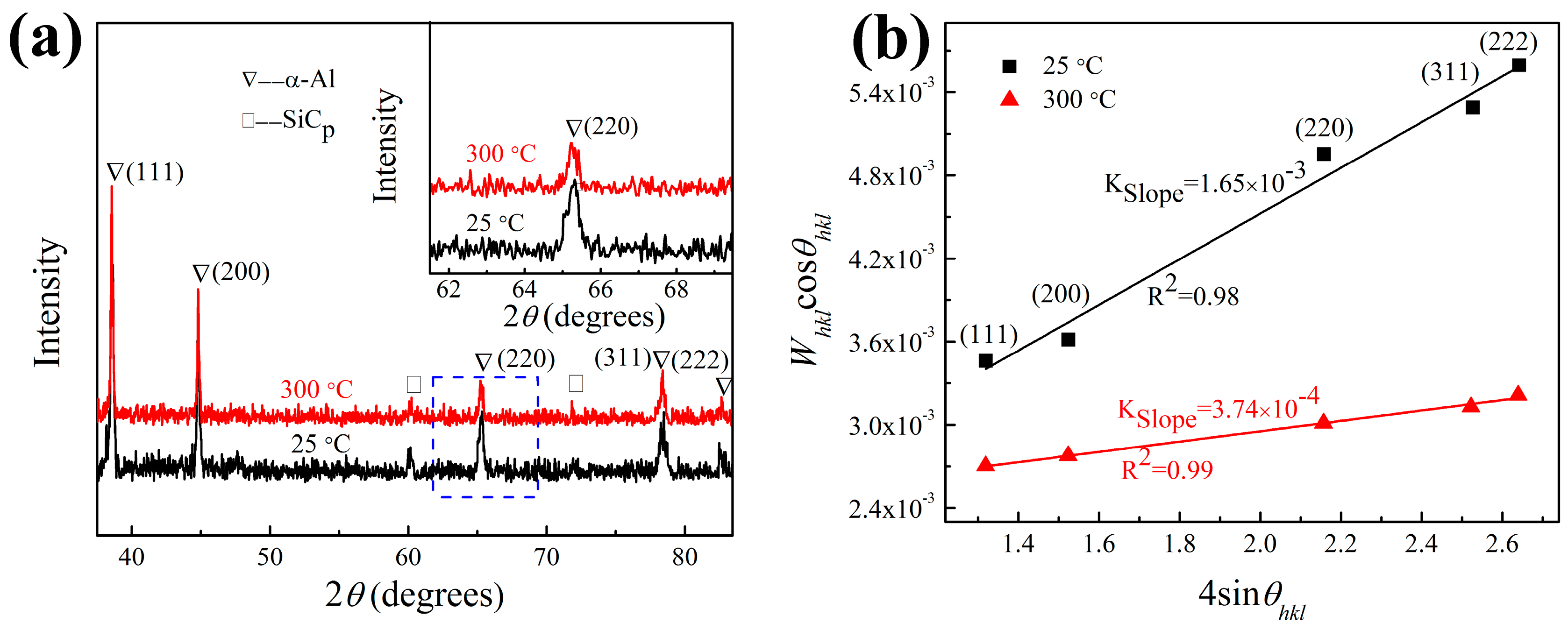
- The microstructure of the composite was composed of fine spheroidal primary α-Al particles, intergranular SSS, and SiCp that were distributed homogeneously in the SSS.
- (3)
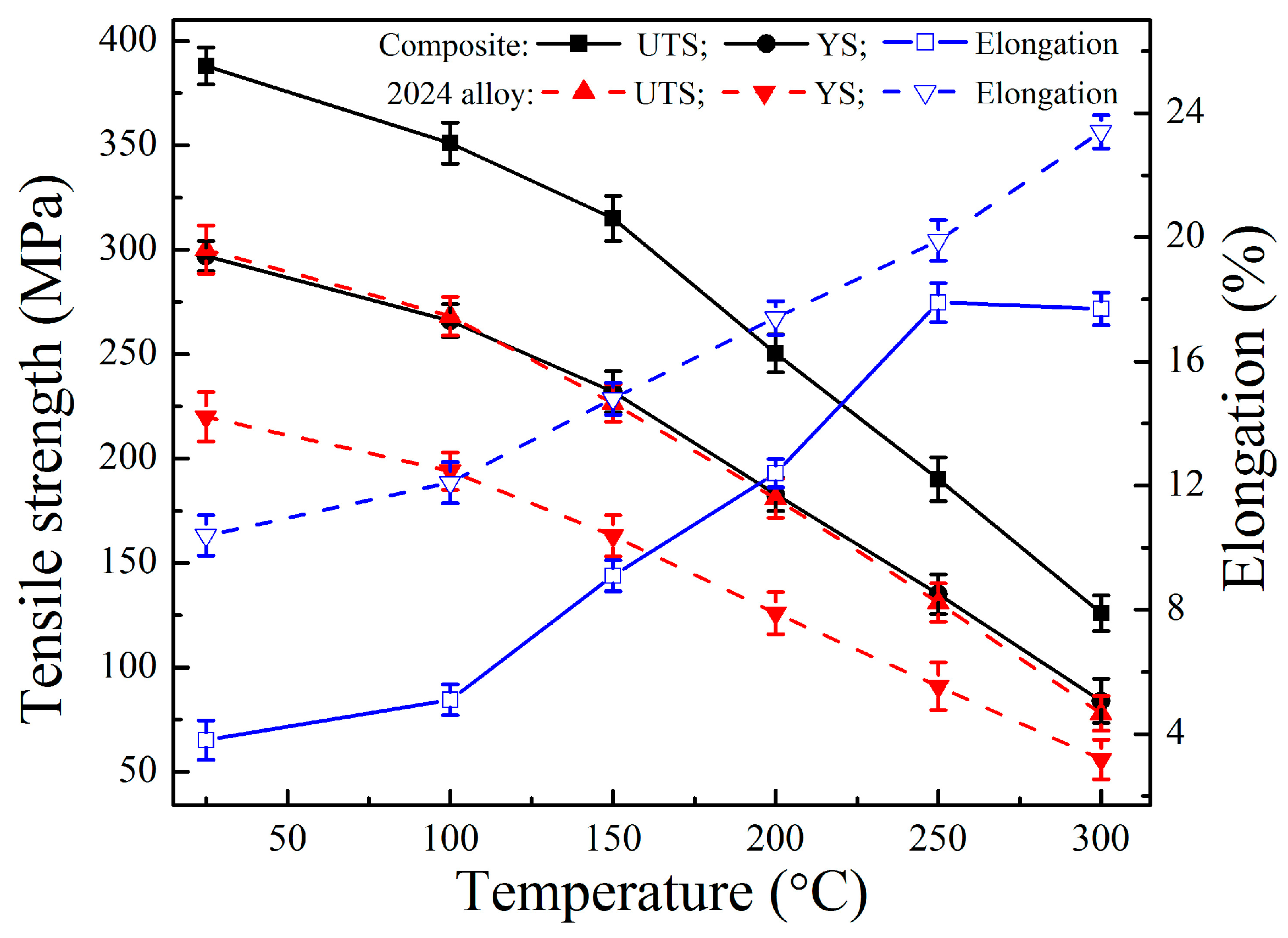
- The incorporation of SiCp to the 2024 alloy brought considerable improvements, the UTS and YS of the PT composite at room temperature were increased by 29.3% and 35%, respectively, compared with the 2024 alloy, which was mainly attributed to the strengthening effects of LTS, TMS, and GNDs.
- (4)
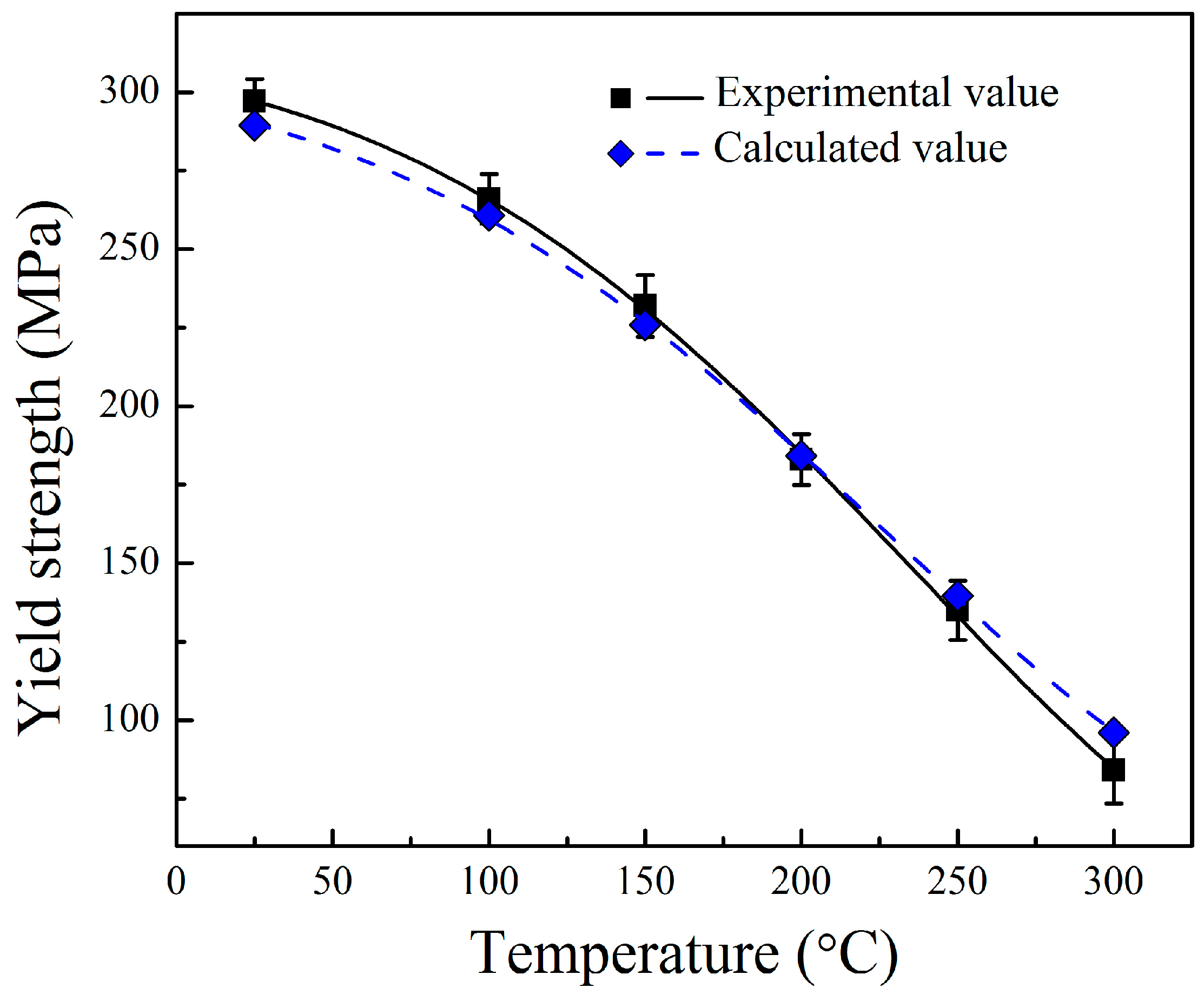
- Owing to the degraded strengthening effects due to the decreased dislocation density and weakened load-bearing ability, the tensile strengths of both the PT materials were all decreased with increasing the temperature, while the composite exhibited higher tensile strength than that of the 2024 alloy at all of the employed testing temperatures, revealing better stability of its strength against temperature over the 2024 alloy.
- (5)
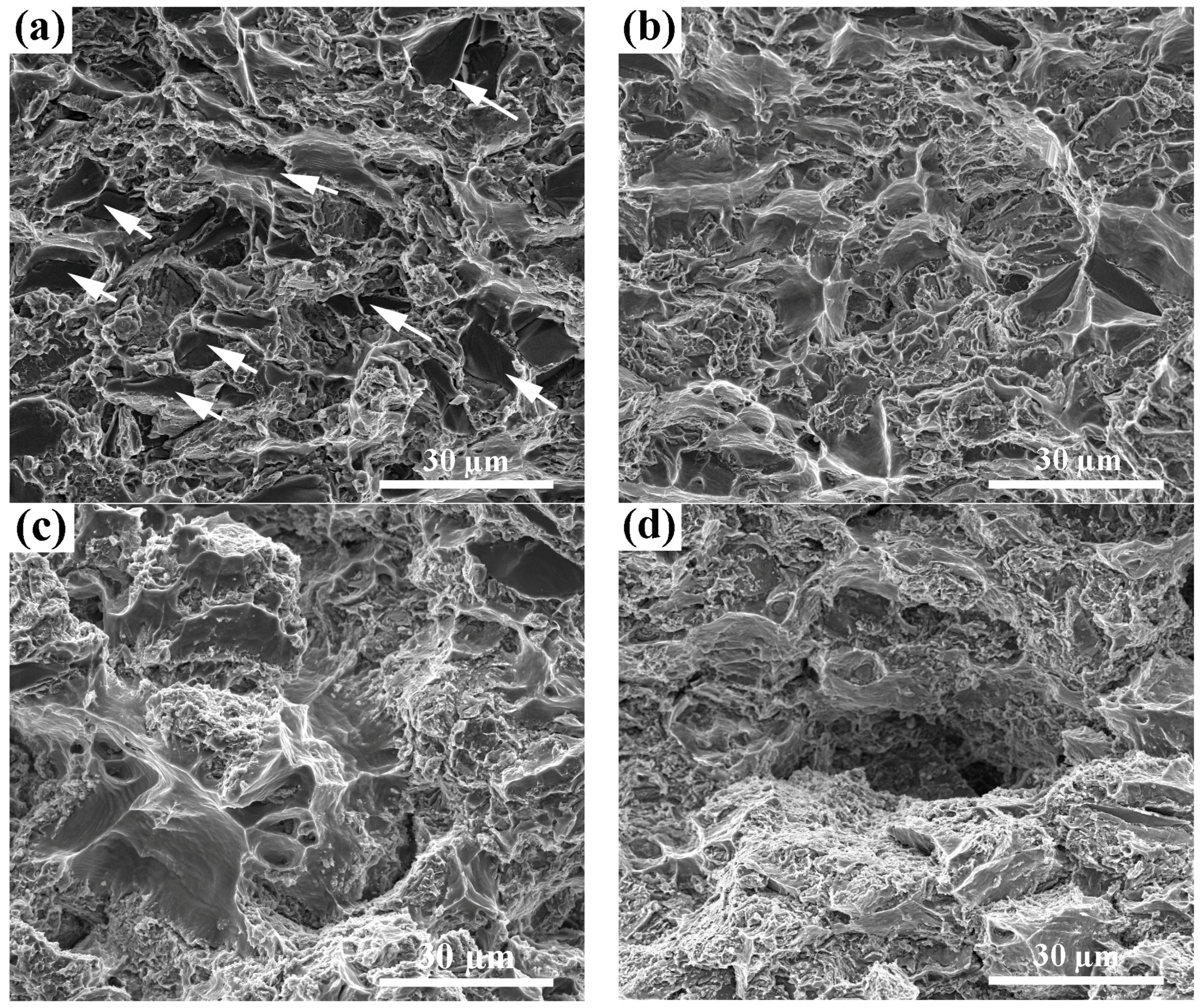
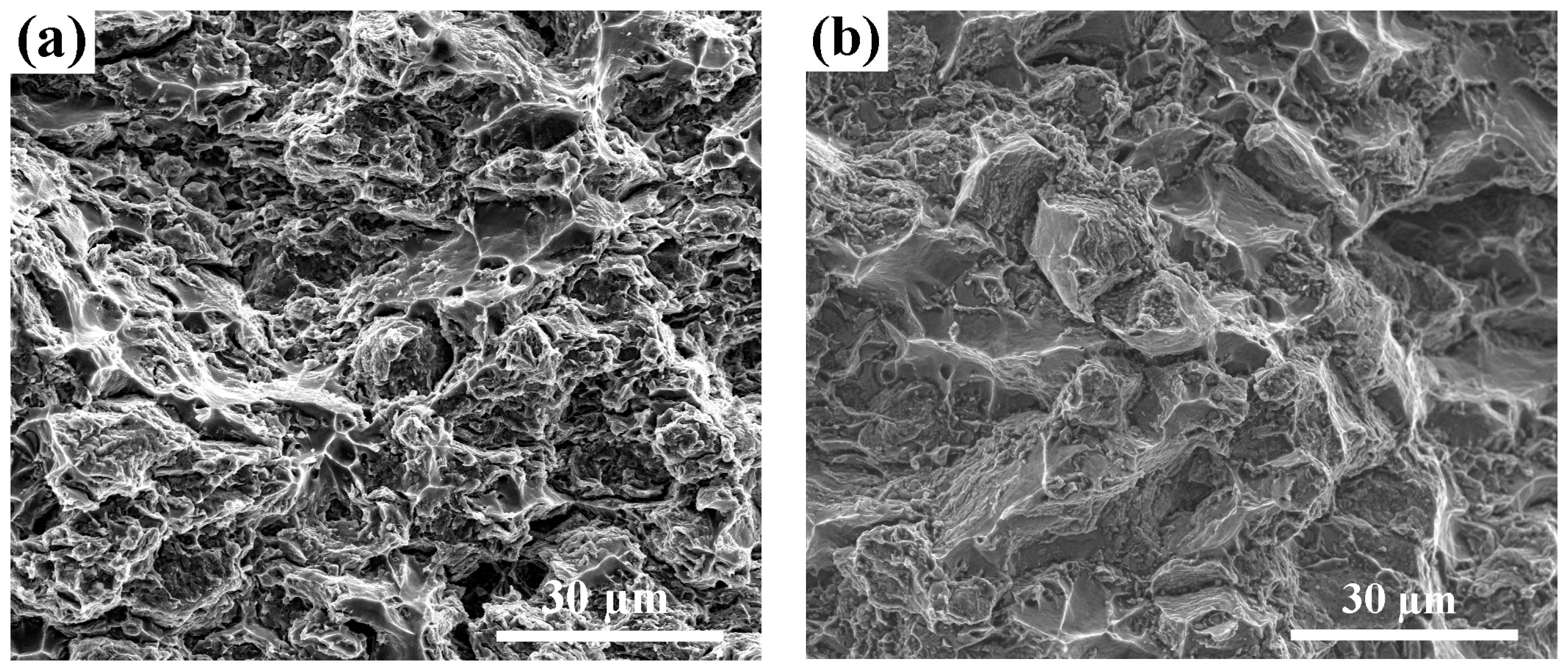
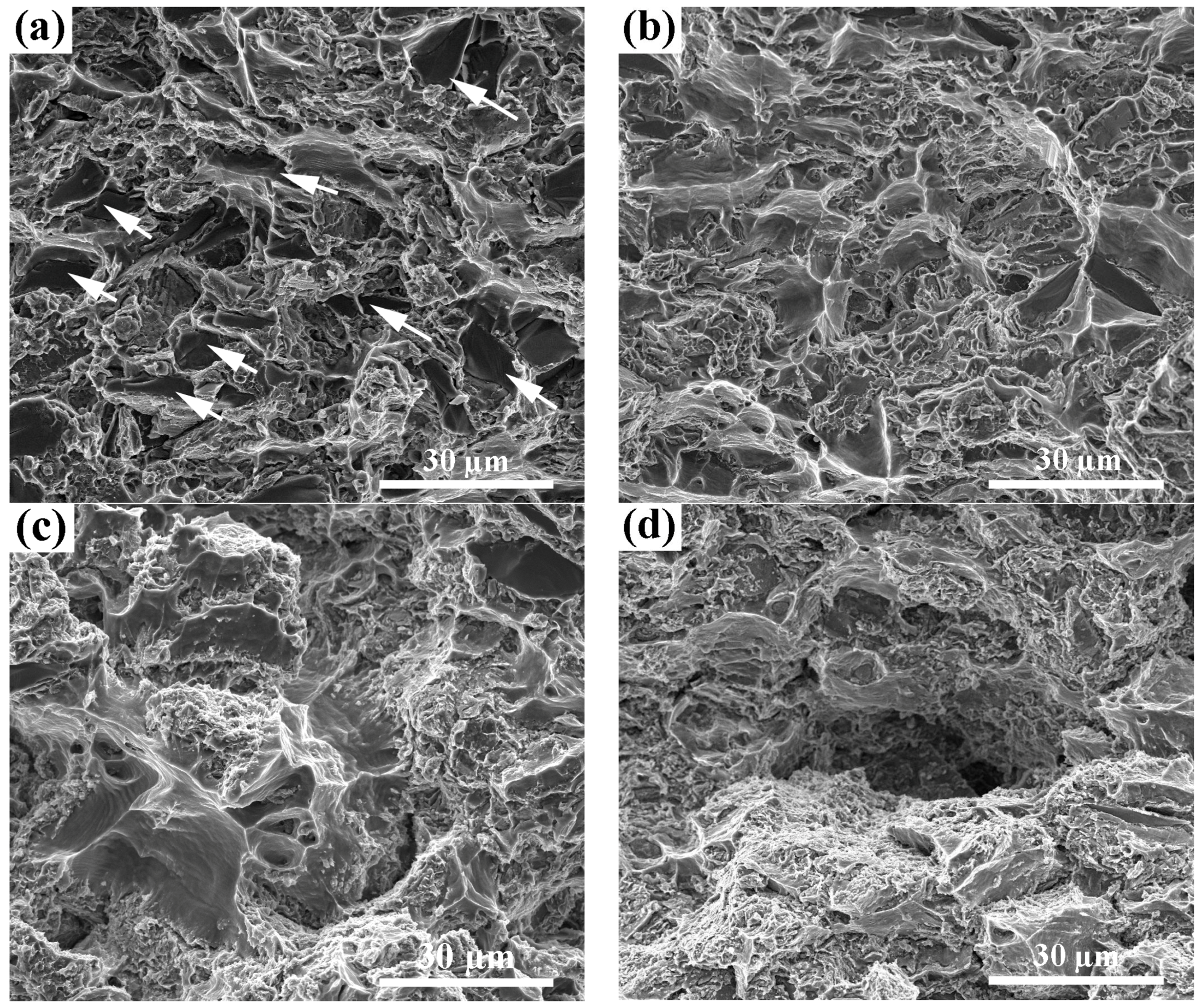
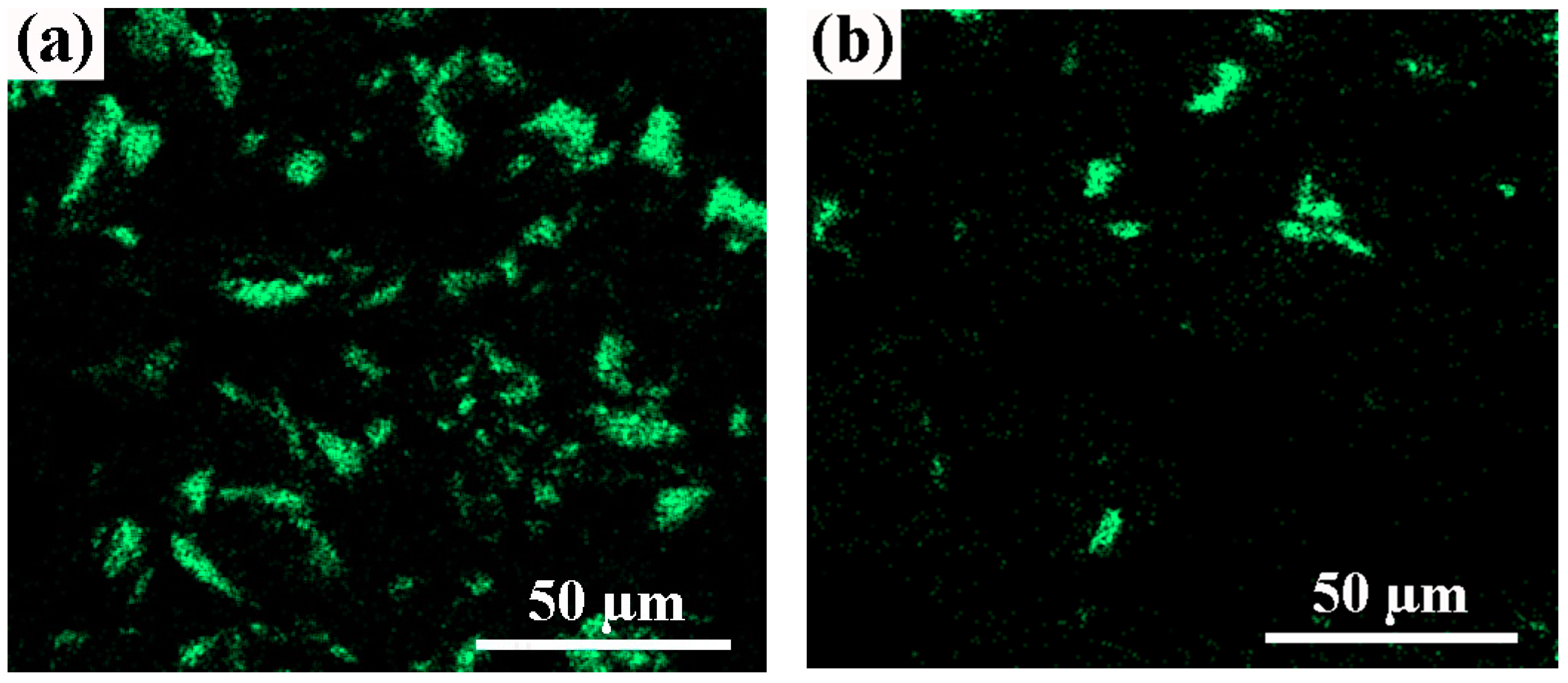
- A high temperature was beneficial for enhancing the ductility of the materials because of the increased softening effect upon increasing the temperatures, whereas the composite possessed the maximum elongation at 250 °C that decreased up to 300 °C because the formation of extensive cavities due to the debonding of the SiCp/Al interface and fracturing of the matrix limited further increase in ductility as the temperature increased.
- (6)
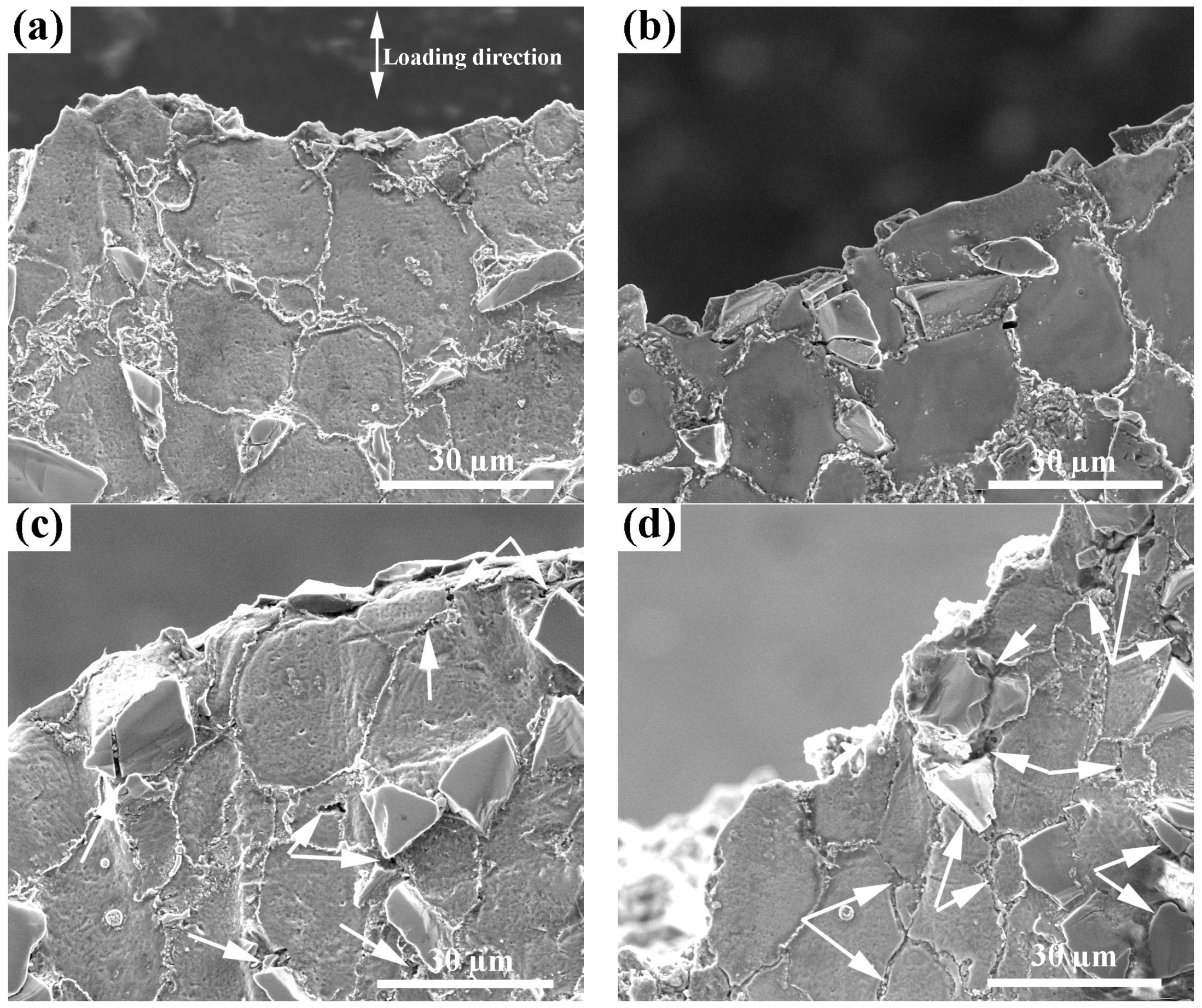
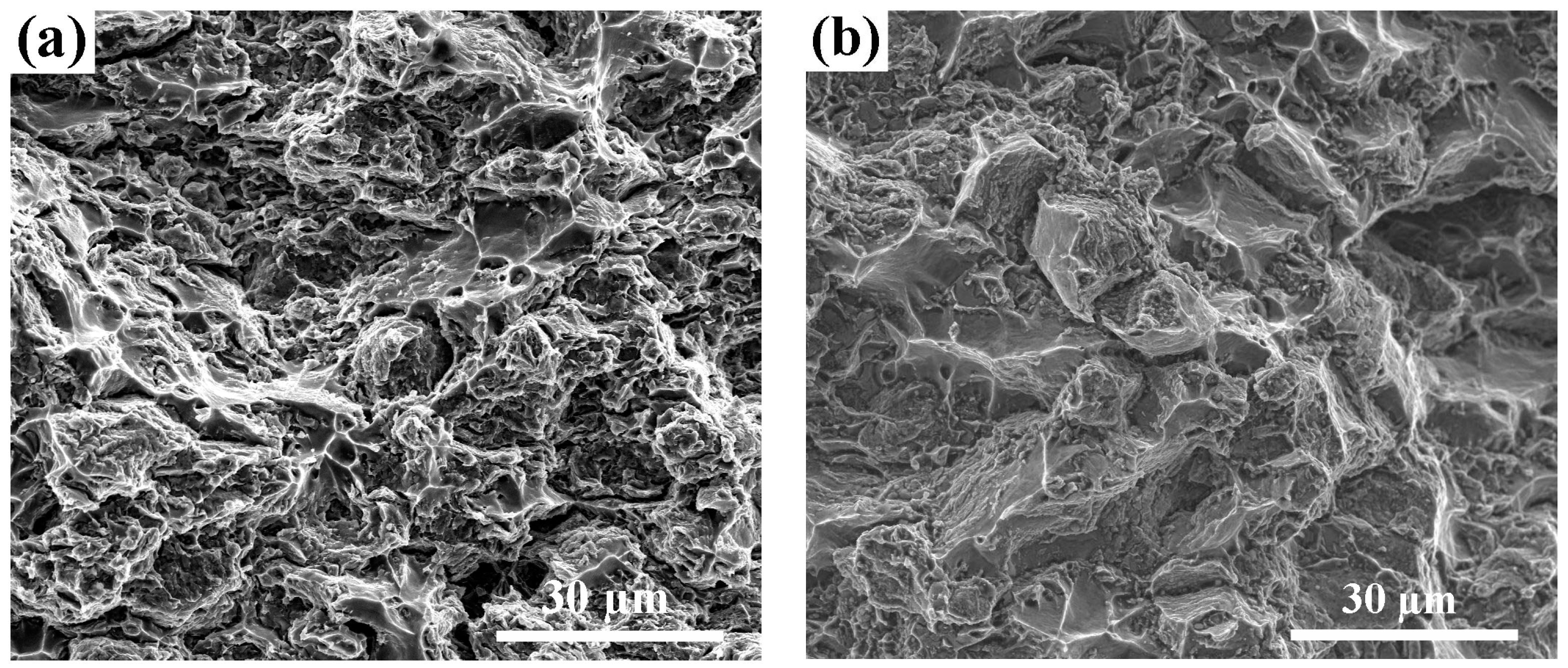
- The fracture of the composite at room temperature was initiated by failure of the SiCp, whereas void nucleation and growth as well as debonding between the SiCp and matrix were the main fracture mechanisms at high temperature.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Shalaby, E.A.M.; Churyumov, A.Y.; Solonin, A.N.; Lotfy, A. Preparation and characterization of hybrid A359/(SiC + Si3N4) composites synthesized by stir/squeeze casting techniques. Mater. Sci. Eng. A 2016, 674, 18–24. [Google Scholar] [CrossRef]
- Cui, Y.; Jin, T.-Z.; Cao, L.-G.; Liu, F.-B. Aging behavior of high volume fraction SiCp/Al composites fabricated by pressureless infiltration. J. Alloys Compd. 2016, 681, 233–239. [Google Scholar] [CrossRef]
- Ibrahim, I.A.; Mohamed, F.A.; Lavernia, E.J. Particulate reinforced metal matrix composites—A review. J. Mater. Sci. 1990, 26, 1137–1156. [Google Scholar] [CrossRef]
- El-Sabbagh, A.M.; Soliman, M.; Taha, M.A.; Palkowski, H. Effect of rolling and heat treatment on tensile behaviour of wrought Al-SiCp composites prepared by stir-casting. J. Mater. Process. Technol. 2013, 213, 1669–1681. [Google Scholar] [CrossRef]
- Torralba, J.M.; Costa, C.E.D.; Velasco, F. P/M aluminum matrix composites: An overview. J. Mater. Process. Technol. 2003, 133, 203–206. [Google Scholar] [CrossRef]
- Nadakuduru, V.N.; Zhang, D.L.; Gabbitas, B.; Chiu, Y.L. Tensile properties and fracture behaviour of an ultrafine grained Ti–47Al–2Cr (at.%) alloy at room and elevated temperatures. J. Mater. Sci. 2012, 47, 1223–1233. [Google Scholar] [CrossRef]
- Chen, C.M.; Yang, C.C.; Chao, C.G. Thixocasting of hypereutectic Al–25Si–2.5Cu–1Mg–0.5Mn alloys using densified powder compacts. Mater. Sci. Eng. A 2004, 366, 183–194. [Google Scholar] [CrossRef]
- Jiang, J.-F.; Wang, Y.; Nie, X.; Xiao, G.-F. Microstructure evolution of semisolid billet of nano-sized SiCp/7075 aluminum matrix composite during partial remelting process. Mater. Des. 2016, 96, 36–43. [Google Scholar] [CrossRef]
- Jiang, H.T.; Lu, Y.L.; Huang, W.C.; Li, X.L.; Li, M.Q. Microstructural evolution and mechanical properties of the semisolid Al–4Cu–Mg alloy. Mater. Charact. 2003, 51, 1–10. [Google Scholar]
- Li, P.B.; Chen, T.J.; Zhang, S.Q.; Guan, R.G. Research on semisolid microstructural evolution of 2024 aluminum alloy prepared by powder thixoforming. Metals 2015, 5, 547–564. [Google Scholar] [CrossRef]
- Angers, R.; Krishnadev, M.R.; Tremblay, R.; Corriveau, J.F.; Dubé, D. Characterization of SiCp/2024 aluminum alloy composites prepared by mechanical processing in a low energy ball mill. Mater. Sci. Eng. A 1999, 262, 9–15. [Google Scholar] [CrossRef]
- Xiao, B.L.; Fan, J.Z.; Tian, X.F.; Zhang, W.Y.; Shi, L.K. Hot deformation and processing map of 15%SiCp/2009 Al composite. J. Mater. Sci. 2005, 40, 5757–5762. [Google Scholar] [CrossRef]
- Ezatpour, H.R.; Sajjadi, S.A.; Sabzevar, M.H.; Huang, Y. Investigation of microstructure and mechanical properties of Al6061-nanocomposite fabricated by stir casting. Mater. Des. 2014, 55, 921–928. [Google Scholar] [CrossRef]
- Chen, Y.S.; Chen, T.J.; Zhang, S.Q.; Li, P.B. Effect of ball milling on microstructural evolution during partial remelting of 6061 aluminum alloy prepared by cold-pressing of alloy powders. Trans. Nonferrous Met. Soc. China 2015, 25, 2113–2121. [Google Scholar] [CrossRef]
- Chen, Y.S.; Chen, T.J.; Zhang, S.Q.; Li, P.B. Effects of processing parameters on microstructure and mechanical properties of powder-thixoforged 6061 aluminum alloy. Trans. Nonferrous Met. Soc. China 2015, 25, 699–712. [Google Scholar] [CrossRef]
- Li, P.B.; Chen, T.J.; Qin, H. Effects of mold temperature on the microstructure and tensile properties of SiCp/2024 Al-based composites fabricated via powder thixoforming. Mater. Des. 2016, 112, 34–45. [Google Scholar] [CrossRef]
- Zhang, X.Z.; Chen, T.J.; Qin, Y.H. Effects of solution treatment on tensile properties and strengthening mechanisms of SiCp/6061Al composites fabricated by powder thixoforming. Mater. Des. 2016, 99, 182–192. [Google Scholar] [CrossRef]
- Li, P.B.; Chen, T.J. Effect of sicp volume fraction on the microstructure and tensile properties of SiCp/2024 Al-based composites prepared by powder thixoforming. J. Mater. Res. 2016, 31, 2850–2862. [Google Scholar] [CrossRef]
- Manson-Whitton, E.D.; Stone, I.C.; Jones, J.R.; Grant, P.S.; Cantor, B. Isothermal grain coarsening of spray formed alloys in the semi-solid state. Acta Mater. 2002, 50, 2517–2535. [Google Scholar] [CrossRef]
- Zoqui, E.J.; Shehata, M.T.; Paes, M.; Kao, V.; Es-Sadiqi, E. Morphological evolution of SSM A356 during partial remelting. Mater. Sci. Eng. A 2002, 325, 38–53. [Google Scholar] [CrossRef]
- Li, P.B.; Chen, T.J.; Qin, H. Effects of pressure on microstructure and mechanical properties of SiCp/2024 Al-based composites fabricated by powder thixoforming. J. Mater. Sci. 2017, 52, 2045–2059. [Google Scholar] [CrossRef]
- Li, P.B.; Chen, T.J.; Ma, Y.; Hao, Y.; Guan, R.G. Microstructural evolution during partial remelting of a 2024 aluminum alloy prepared by cold pressing ball-milled alloy powders. Mater. Trans. 2016, 57, 91–98. [Google Scholar] [CrossRef]
- Fogagnolo, J.B.; Velasco, F.; Robert, M.H.; Torralba, J.M. Effect of mechanical alloying on the morphology, microstructure and properties of aluminium matrix composite powders. Mater. Sci. Eng. A 2003, 342, 131–143. [Google Scholar] [CrossRef]
- Hong, S.J.; Kim, H.M.; Huh, D.; Suryanarayana, C.; Chun, B.S. Effect of clustering on the mechanical properties of SiC particulate-reinforced aluminum alloy 2024 metal matrix composites. Mater. Sci. Eng. A 2003, 347, 198–204. [Google Scholar] [CrossRef]
- Tian, X.F.; Xiao, B.L.; Fan, J.Z.; Wan, Z.Y.; Zuo, T.; Zhang, W.Y. Mechanical properties of nano-SiCp reinforced 2024 aluminum composite. Chin. J. Rare Met. 2005, 29, 521–525. [Google Scholar]
- Hajjari, E.; Divandari, M. An investigation on the microstructure and tensile properties of direct squeeze cast and gravity die cast 2024 wrought al alloy. Mater. Des. 2008, 29, 1685–1689. [Google Scholar] [CrossRef]
- Nardone, V.C.; Prewo, K.M. On the strength of discontinuous silicon carbide reinforced aluminum composites. Scr. Metall. 1986, 20, 43–48. [Google Scholar] [CrossRef]
- Cheng, N.P.; Zeng, S.M.; Liu, Z.Y. Preparation, microstructures and deformation behavior of SiCp/6066Al composites produced by pm route. J. Mater. Process. Technol. 2008, 202, 27–40. [Google Scholar] [CrossRef]
- Dai, L.H.; Ling, Z.; Bai, Y.L. Size-dependent inelastic behavior of particle-reinforced metal–matrix composites. Compos. Sci. Technol. 2001, 61, 1057–1063. [Google Scholar] [CrossRef]
- Sekine, H.; Chen, R. A combined microstructure strengthening analysis of SiCp/Al metal matrix composites. Composites 1995, 26, 183–188. [Google Scholar] [CrossRef]
- Hansen, N. The effect of grain size and strain on the tensile flow stress of aluminium at room temperature. Acta Metall. 1977, 25, 863–869. [Google Scholar] [CrossRef]
- Arsenault, R.J.; Wang, L.; Feng, C.R. Strengthening of composites due to microstructural changes in the matrix. Acta Metall. Mater. 1991, 39, 47–57. [Google Scholar] [CrossRef]
- Edalati, K.; Akama, D.; Nishio, A.; Lee, S.; Yonenaga, Y.; Cubero-Sesin, J.M.; Horita, Z. Influence of dislocation–solute atom interactions and stacking fault energy on grain size of single-phase alloys after severe plastic deformation using high-pressure torsion. Acta Mater. 2014, 69, 68–77. [Google Scholar] [CrossRef]
- Ramakrishnan, N. An analytical study on strengthening of particulate reinforced metal matrix composites. Acta Mater. 1996, 44, 69–77. [Google Scholar] [CrossRef]
- Williamson, G.K.; Hall, W.H. X-ray line broadening from filed aluminum and wolfram. Acta Metall. 1953, 1, 22–31. [Google Scholar] [CrossRef]
- Ungár, T. Dislocation densities, arrangements and character from X-ray diffraction experiments. Mater. Sci. Eng. A 2001, 309–310, 14–22. [Google Scholar] [CrossRef]
- Smallman, R.E.; Westmacott, K.H. Stacking faults in face-centred cubic metals and alloys. Philos. Mag. 1957, 2, 669–683. [Google Scholar] [CrossRef]
- Bailey, J.E.; Hirsch, P.B. The dislocation distribution, flow stress, and stored energy in cold-worked polycrystalline silver. Philos. Mag. 1960, 5, 485–497. [Google Scholar] [CrossRef]
- Ma, K.; Wen, H.; Hu, T.; Topping, T.D.; Isheim, D.; Seidman, D.N.; Lavernia, E.J.; Schoenung, J.M. Mechanical behavior and strengthening mechanisms in ultrafine grain precipitation-strengthened aluminum alloy. Acta Mater. 2014, 62, 141–155. [Google Scholar] [CrossRef]
- Chen, T.J.; Huang, L.K.; Huang, X.F.; Ma, Y.; Hao, Y. Effects of reheating temperature and time on microstructure and tensile properties of thixoforged AZ63 magnesium alloy. Mater. Sci. Technol. 2014, 30, 96–108. [Google Scholar] [CrossRef]
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, P.; Chen, T. Tensile Properties and Fracture Behavior of a Powder-Thixoformed 2024Al/SiCp Composite at Elevated Temperatures. Metals 2017, 7, 408. https://doi.org/10.3390/met7100408
Li P, Chen T. Tensile Properties and Fracture Behavior of a Powder-Thixoformed 2024Al/SiCp Composite at Elevated Temperatures. Metals. 2017; 7(10):408. https://doi.org/10.3390/met7100408
Chicago/Turabian StyleLi, Pubo, and Tijun Chen. 2017. "Tensile Properties and Fracture Behavior of a Powder-Thixoformed 2024Al/SiCp Composite at Elevated Temperatures" Metals 7, no. 10: 408. https://doi.org/10.3390/met7100408