Effect of Weld Bead Shape on the Fatigue Behavior of GMAW Lap Fillet Joint in GA 590 MPa Steel Sheets

 ,
, 
Abstract
:1. Introduction
2. Experimental procedures
2.1. Materials
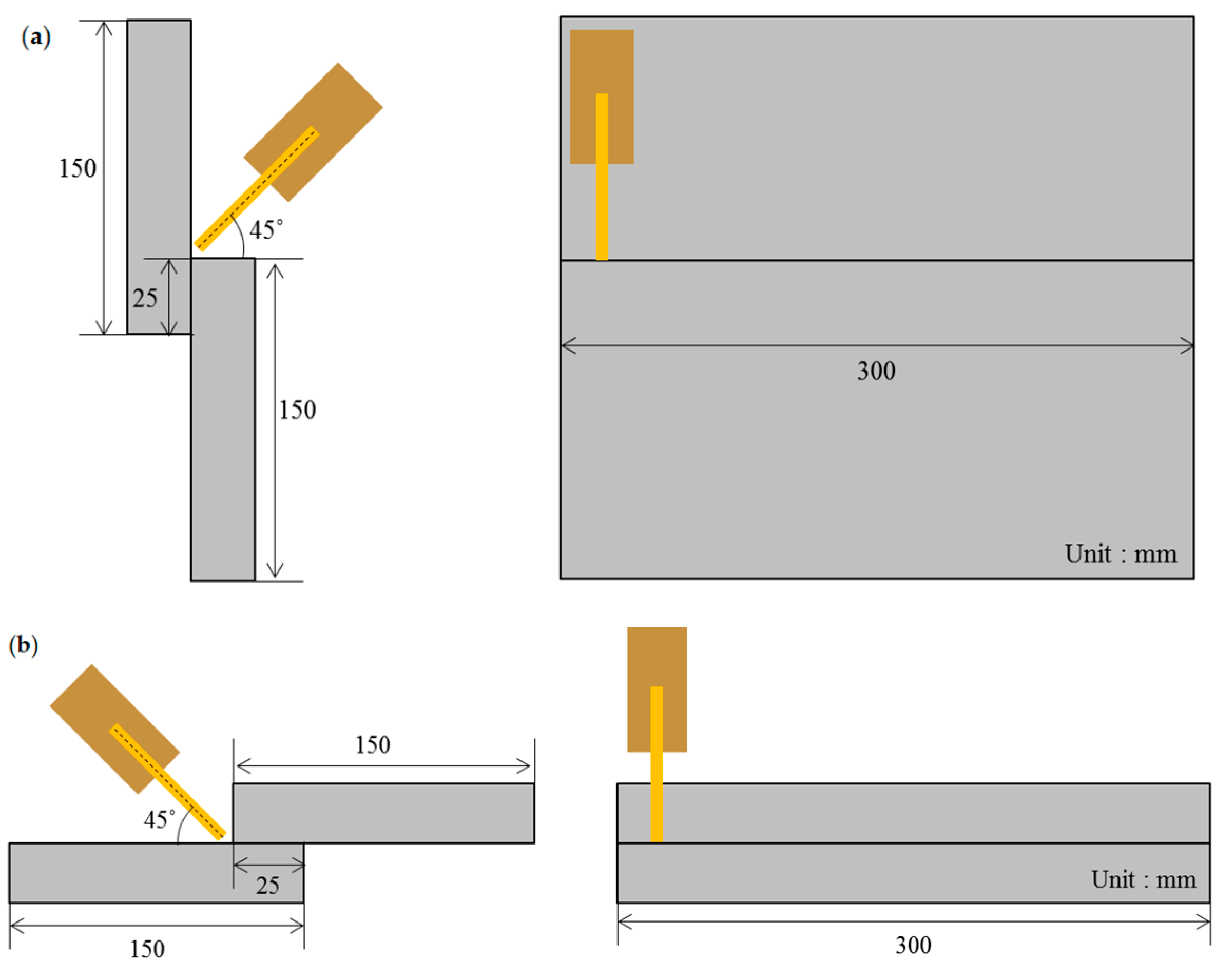
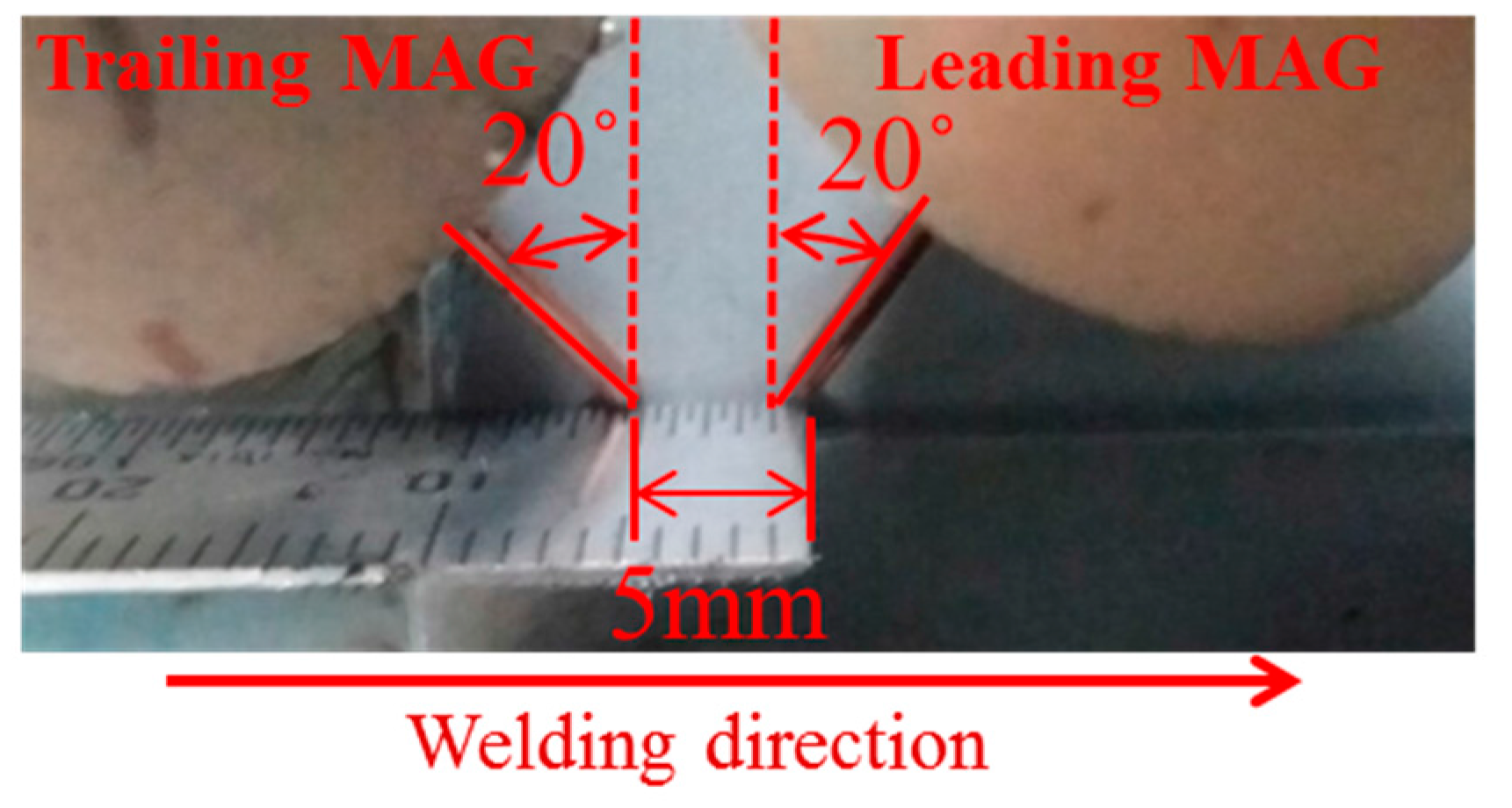
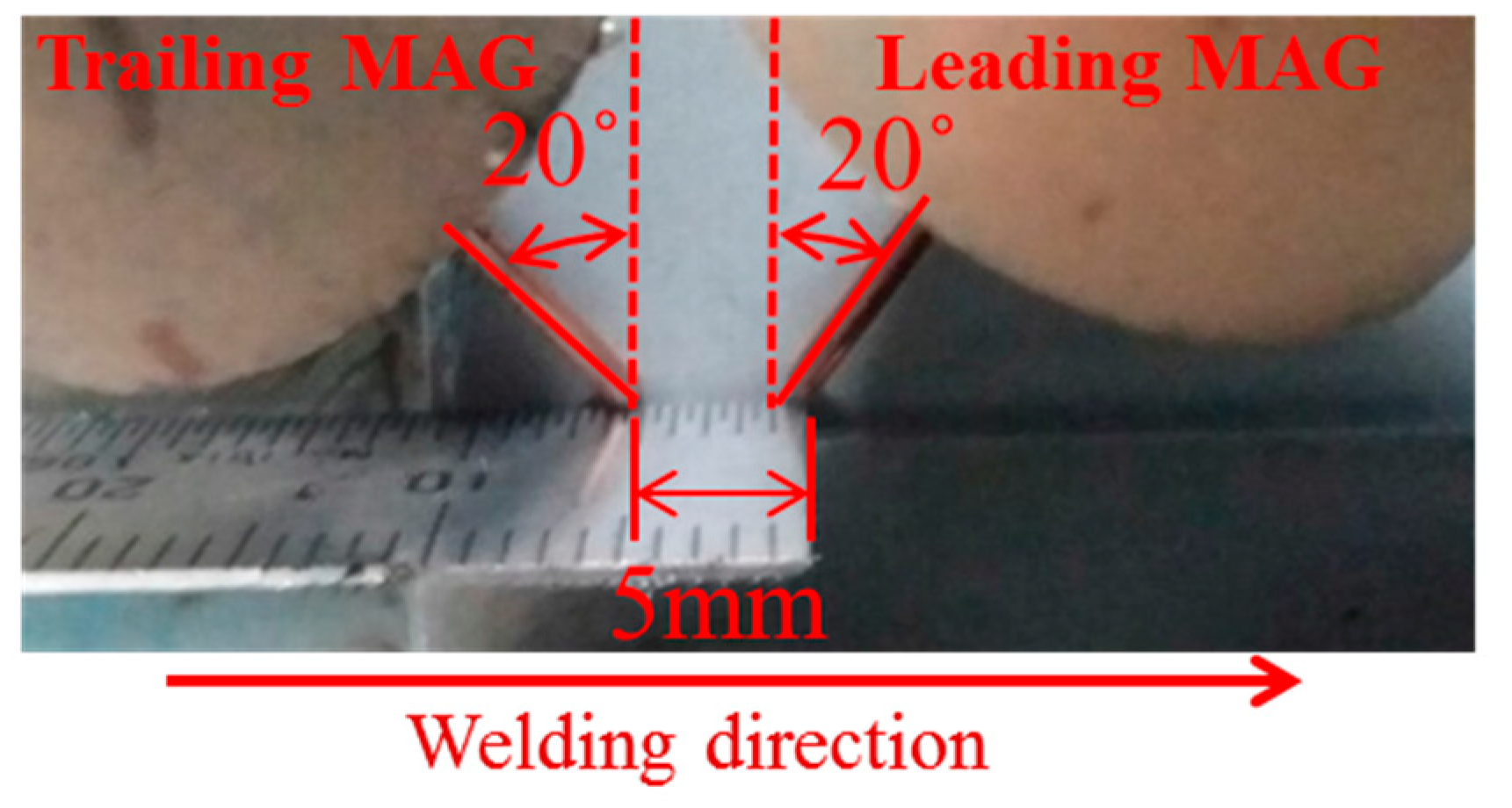
2.2. Welding Conditions
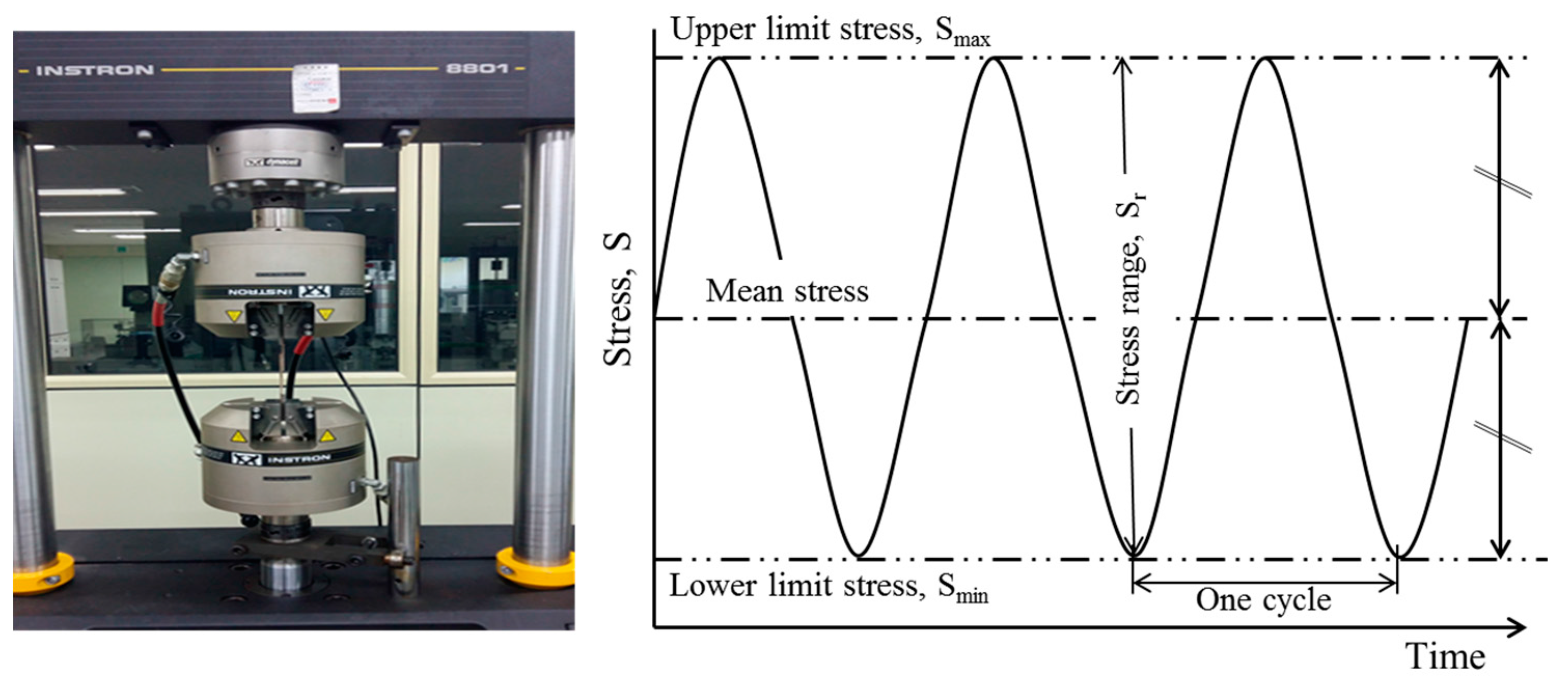
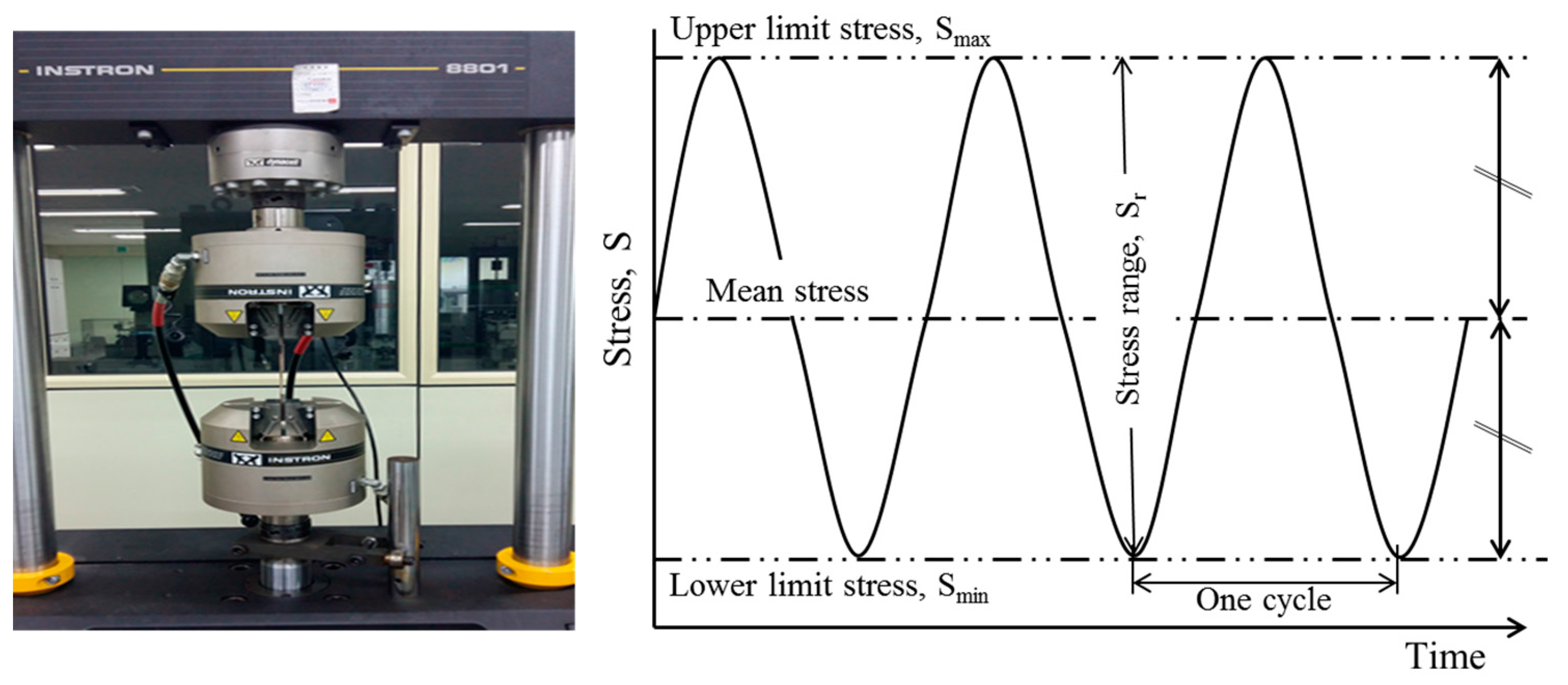
2.3. Fatigue Test
3. Results and Discussion
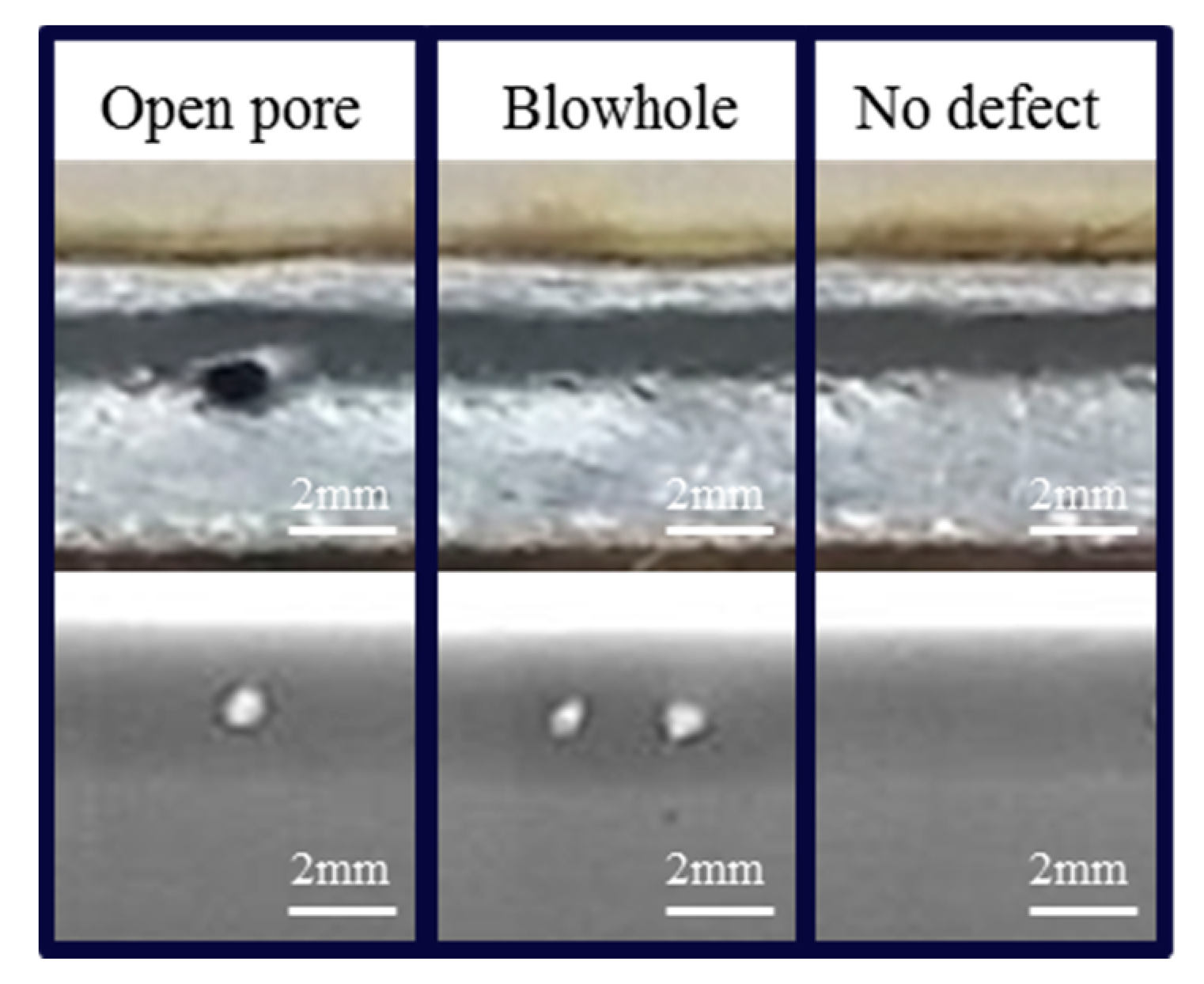
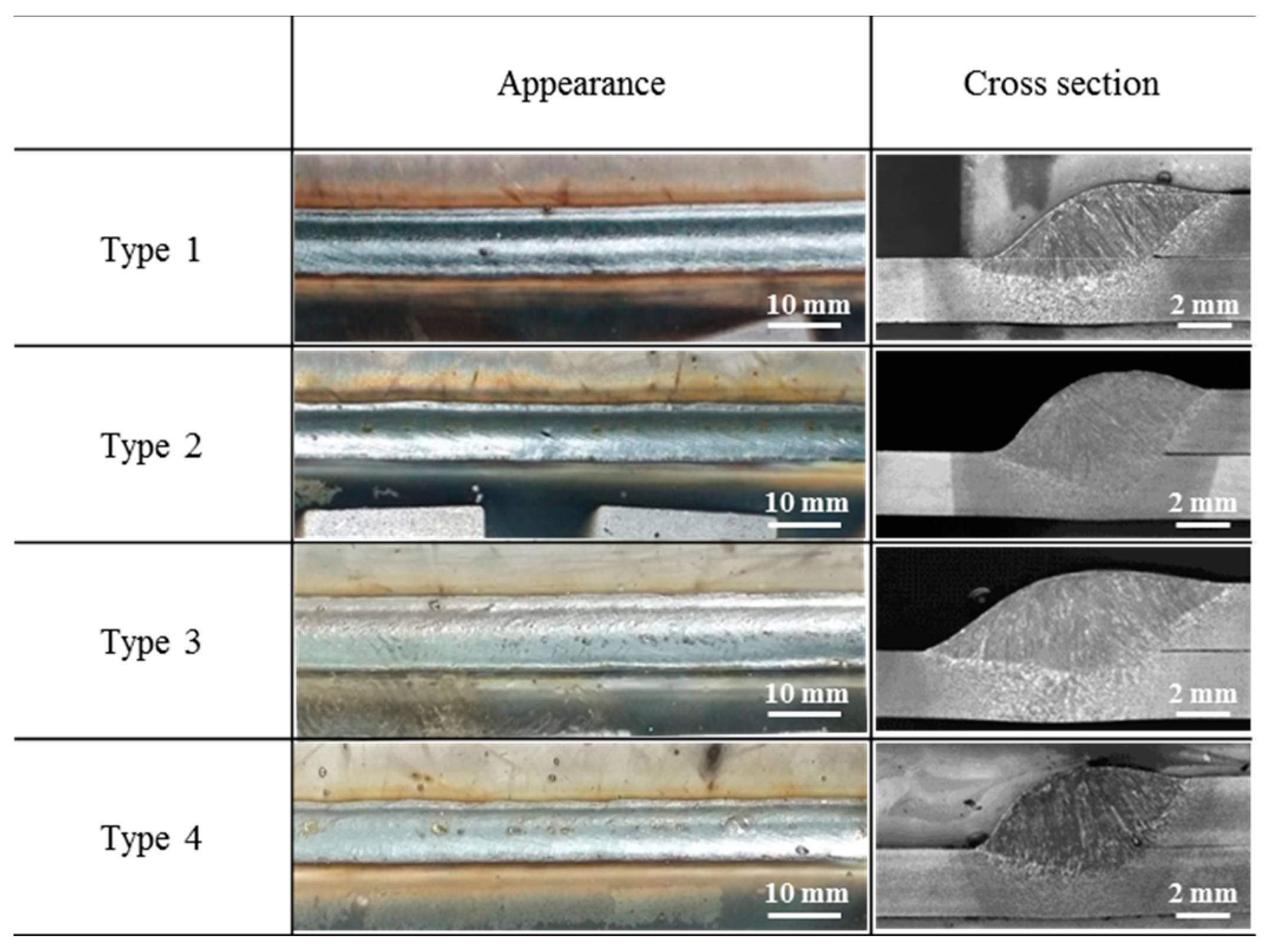
3.1. Weld Bead Appearance
3.2. Tensile Shear Strength
3.3. Fatigue Behavior
3.4. Relationship Between Weld Parameters and Fatigue Strength
4. Conclusions
- (1)
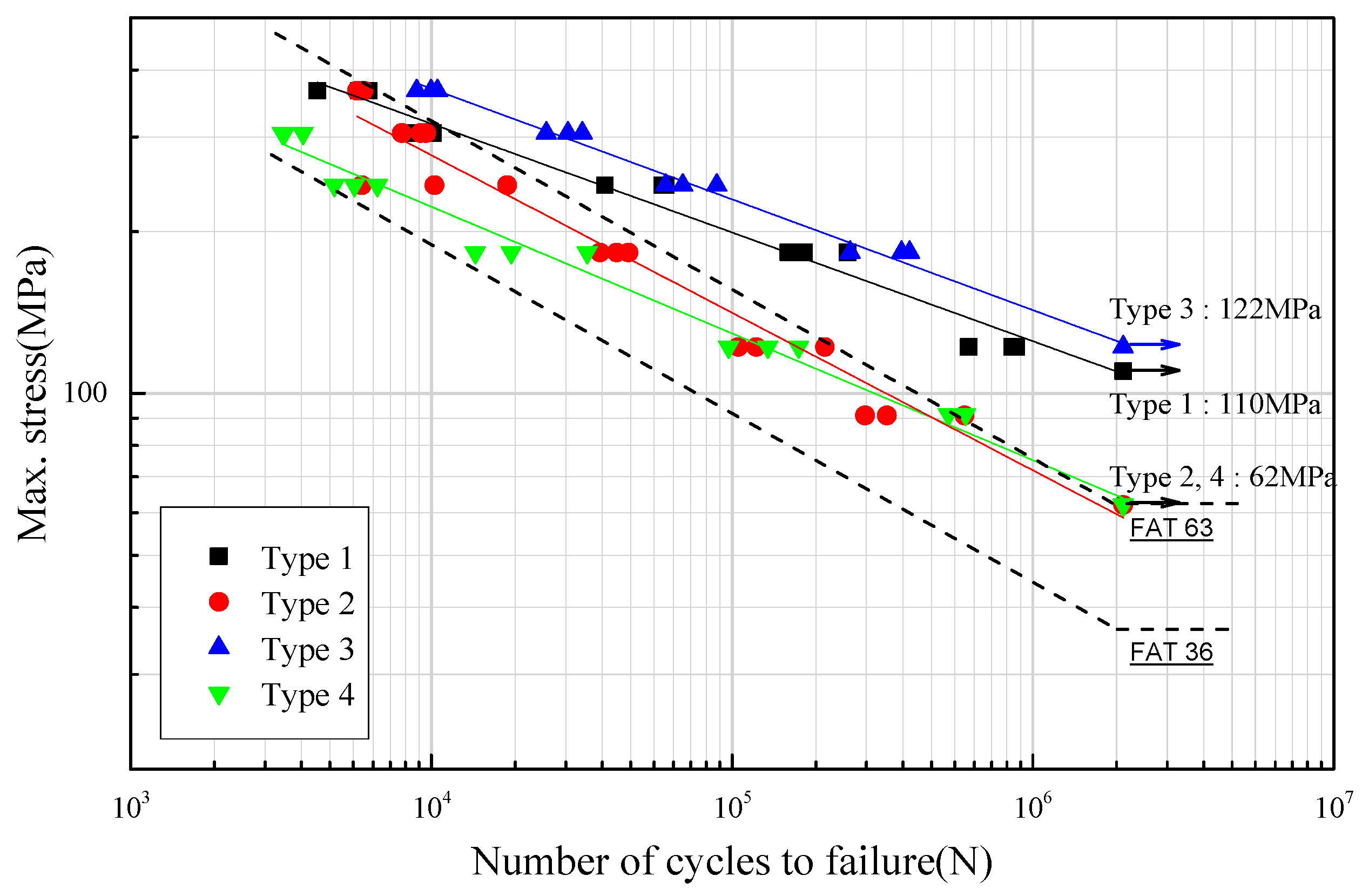
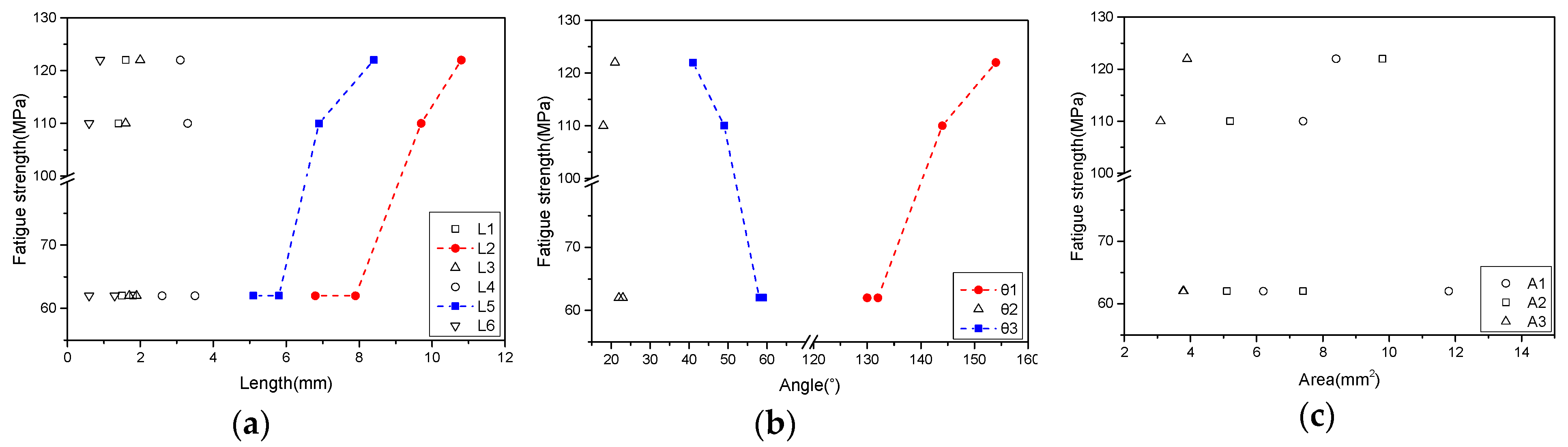
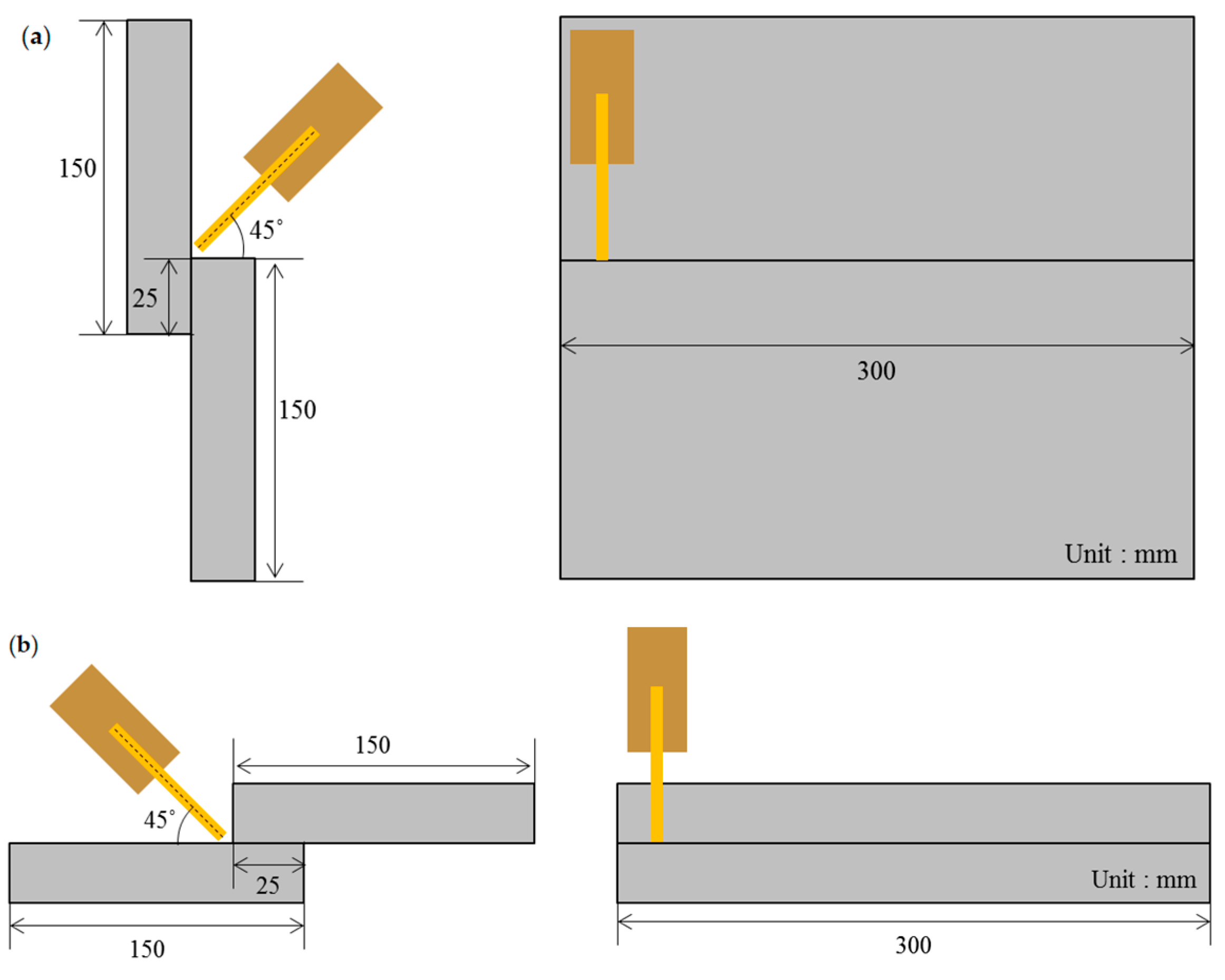
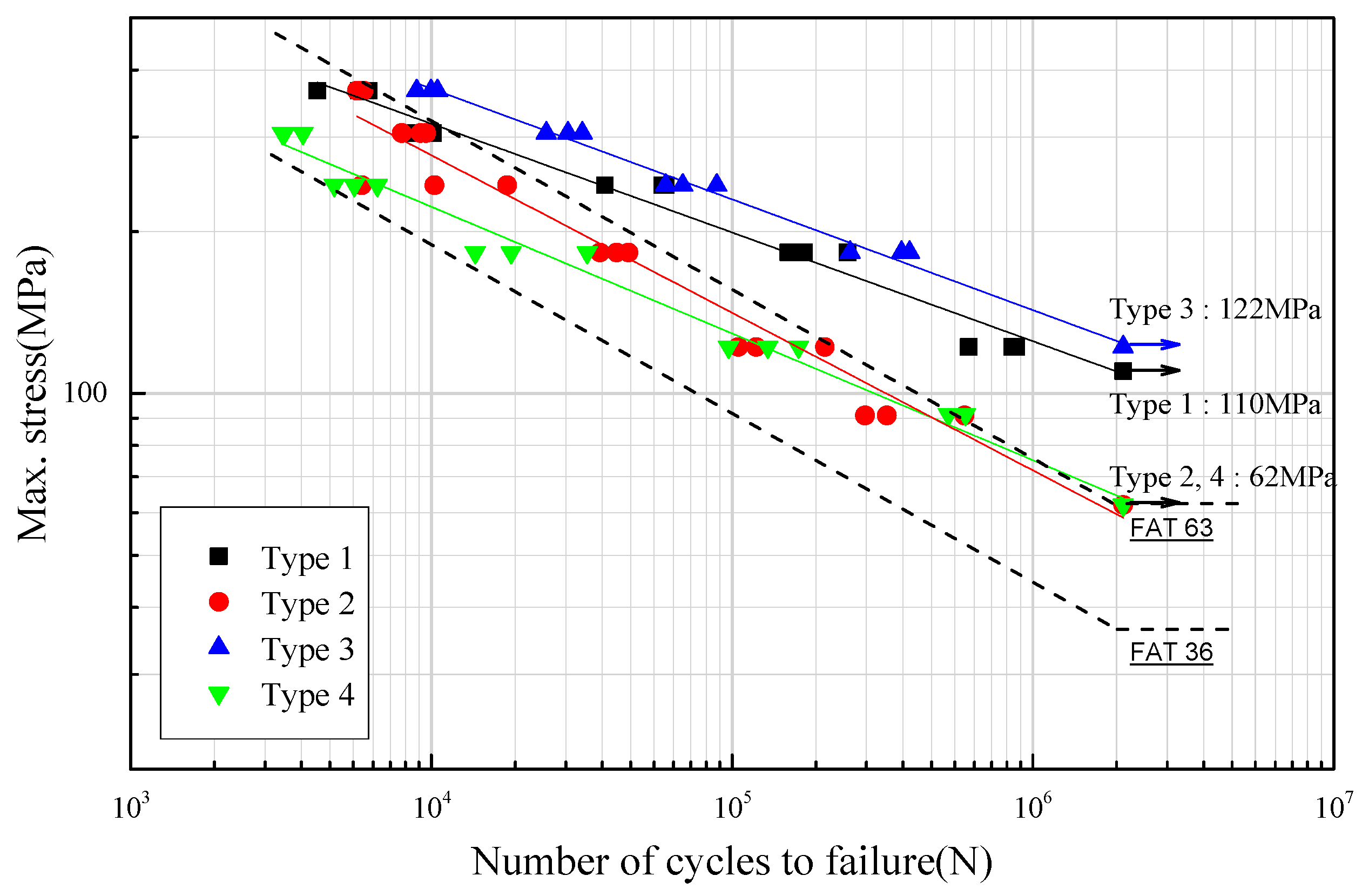
- In all four weld types, tensile shear strength was similar, between 608 MPa and 615 MPa, however, the fatigue strength and life differed. When welding with the tandem MAG welding process, a gentle weld bead was obtained compared with the single MAG welding process. The fatigue strength was 110 MPa for the tandem MAG and 62 MPa for the single MAG welding process when the base material thickness was 2.3 mm and the joint shape was vertical. When the base material thickness was 2.6 mm and the joint shape was horizontal, the fatigue strength was 122 MPa for the tandem MAG and 62 MPa for the single MAG welding process.
- (2)
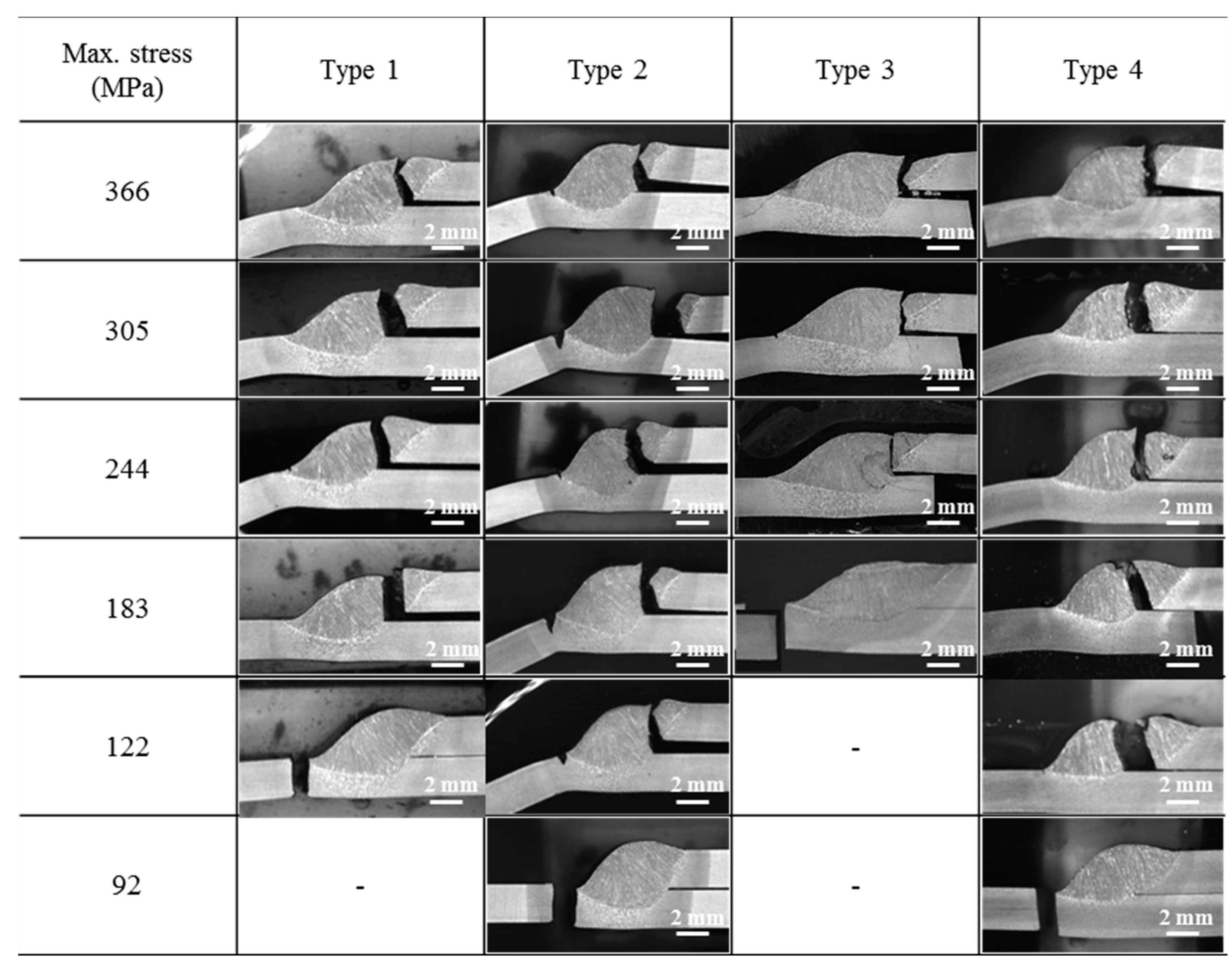
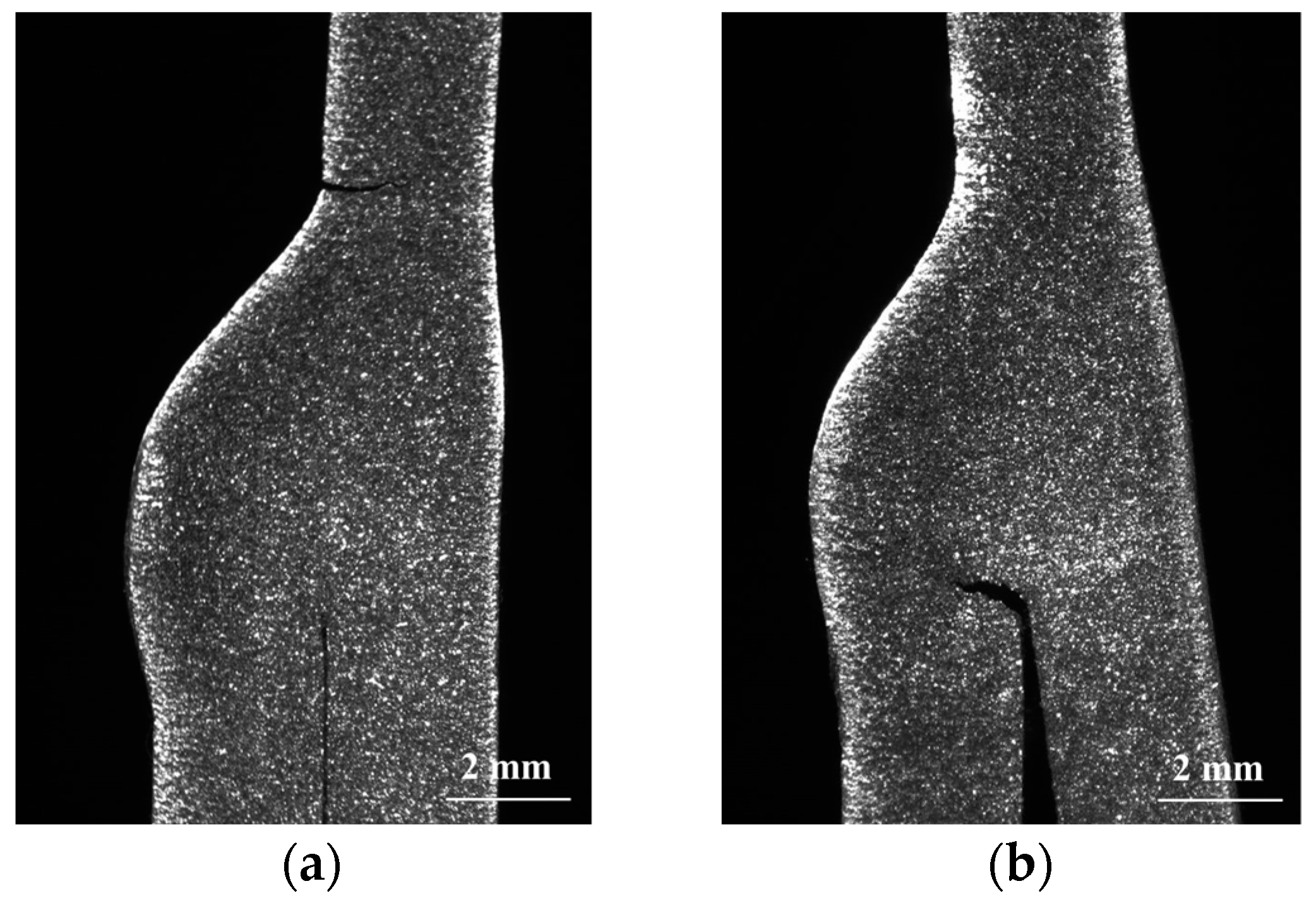
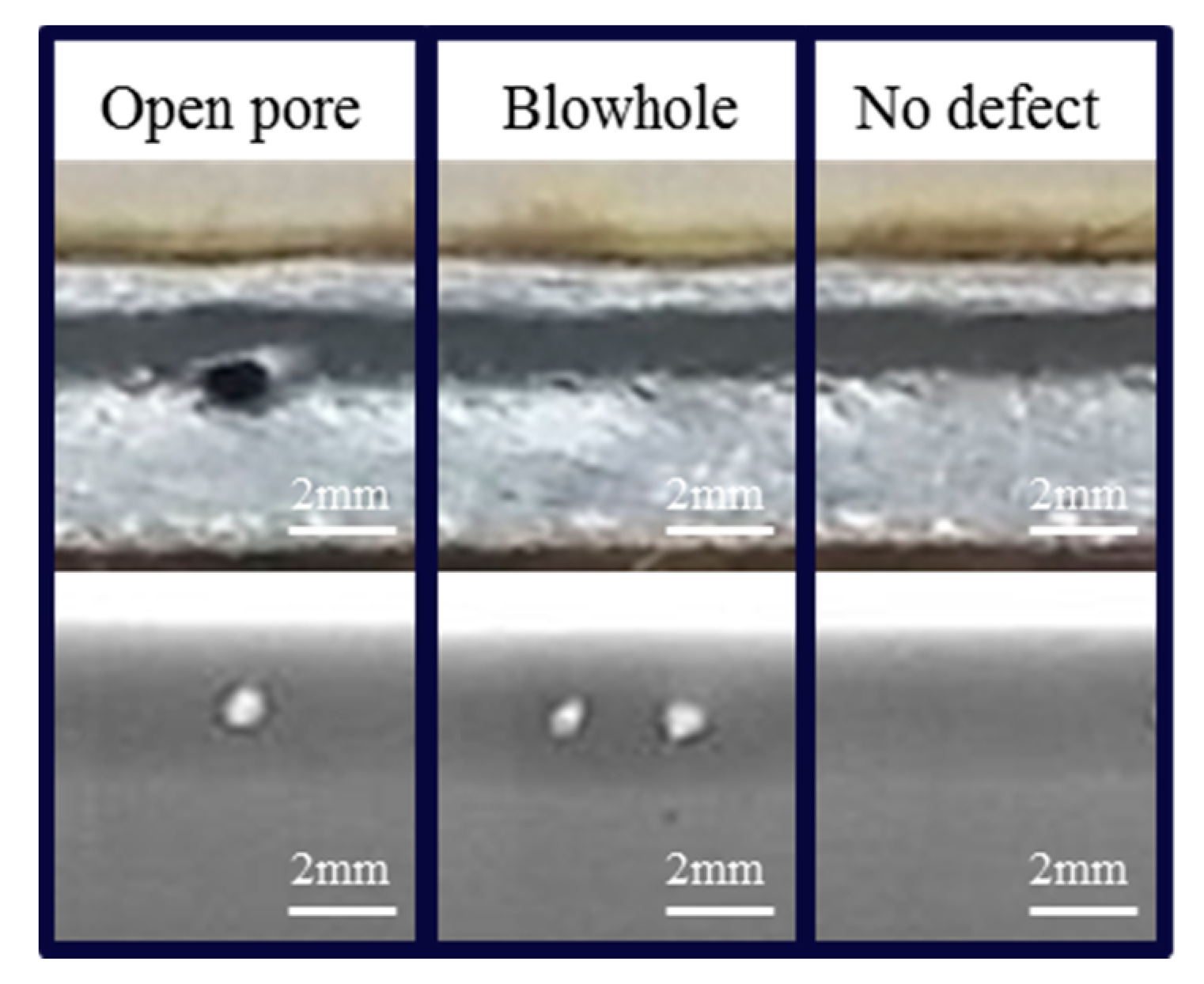
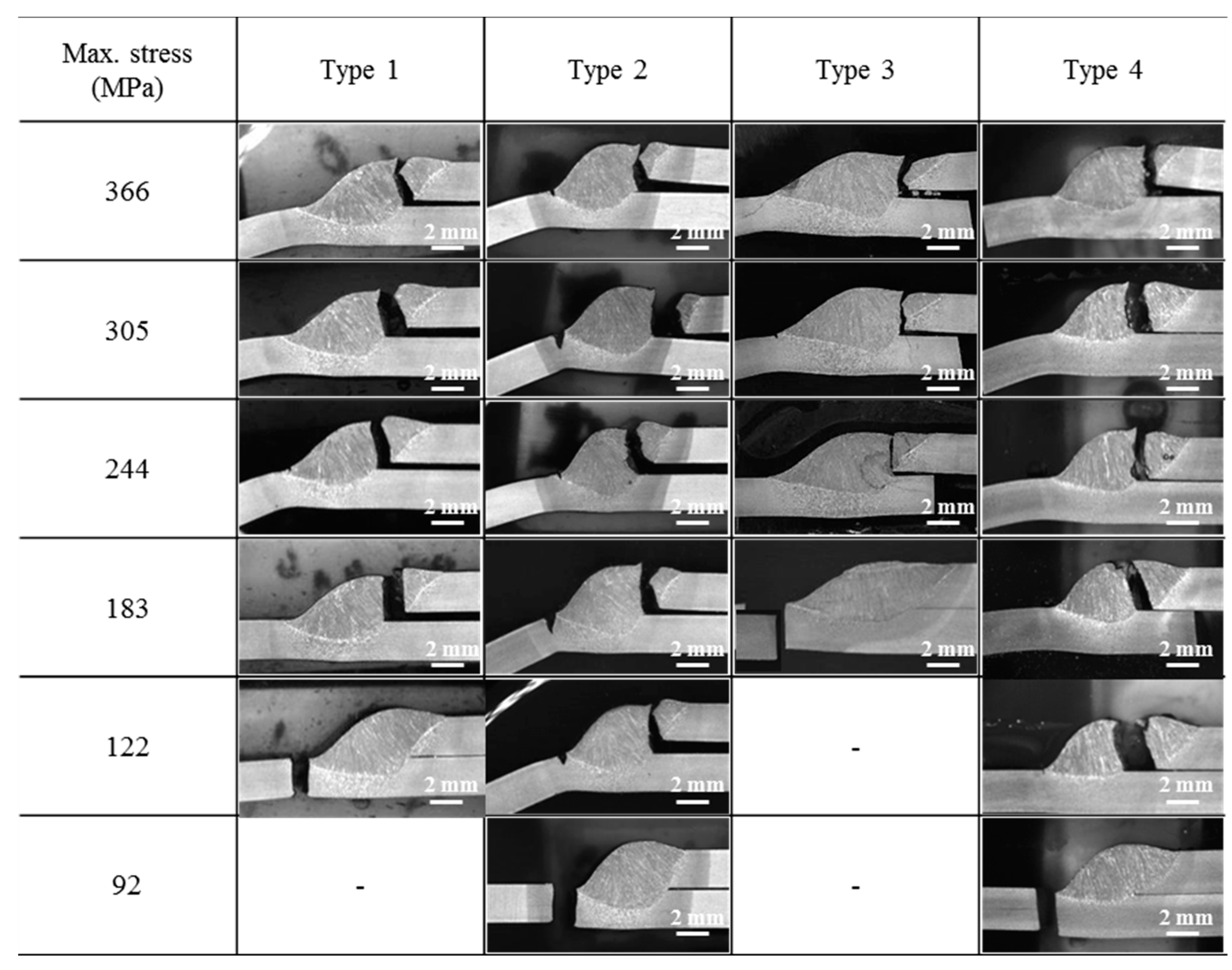
- In all types of welds, weld metal fracture occurred at the higher load level and fatigue cracks started at the weld root. At the lower load level, fracture occurred in the weld toe part.
- (3)
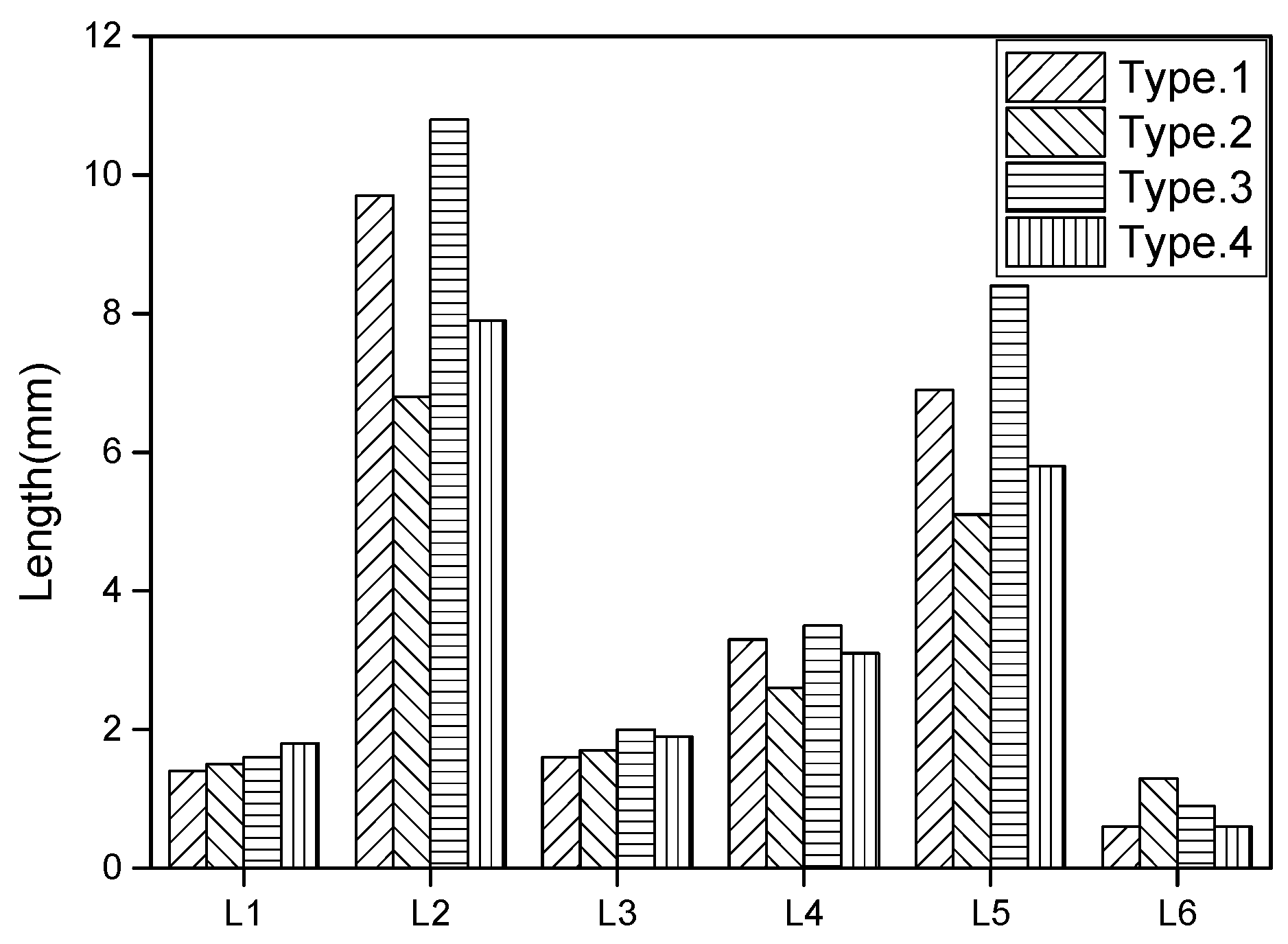
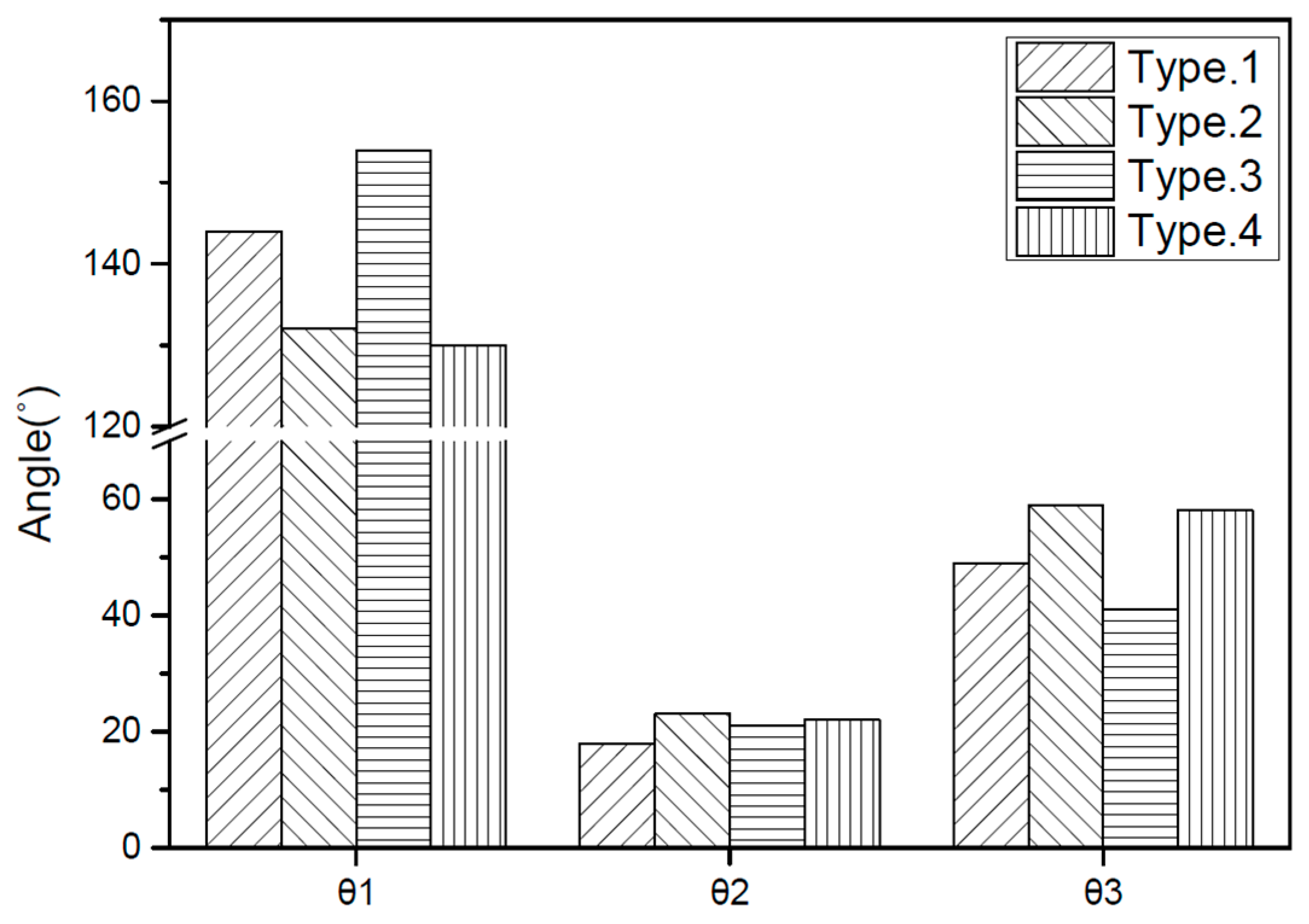
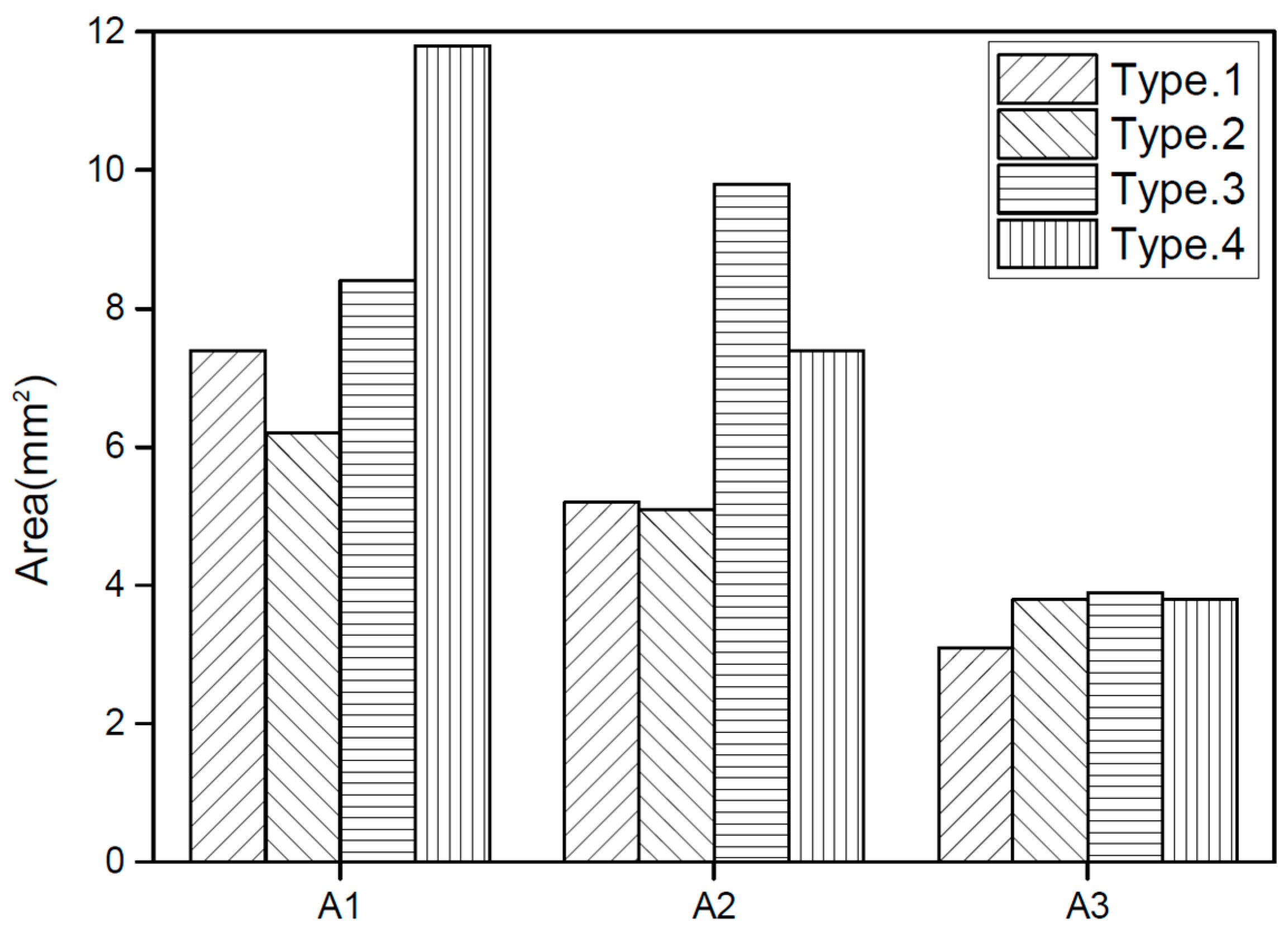
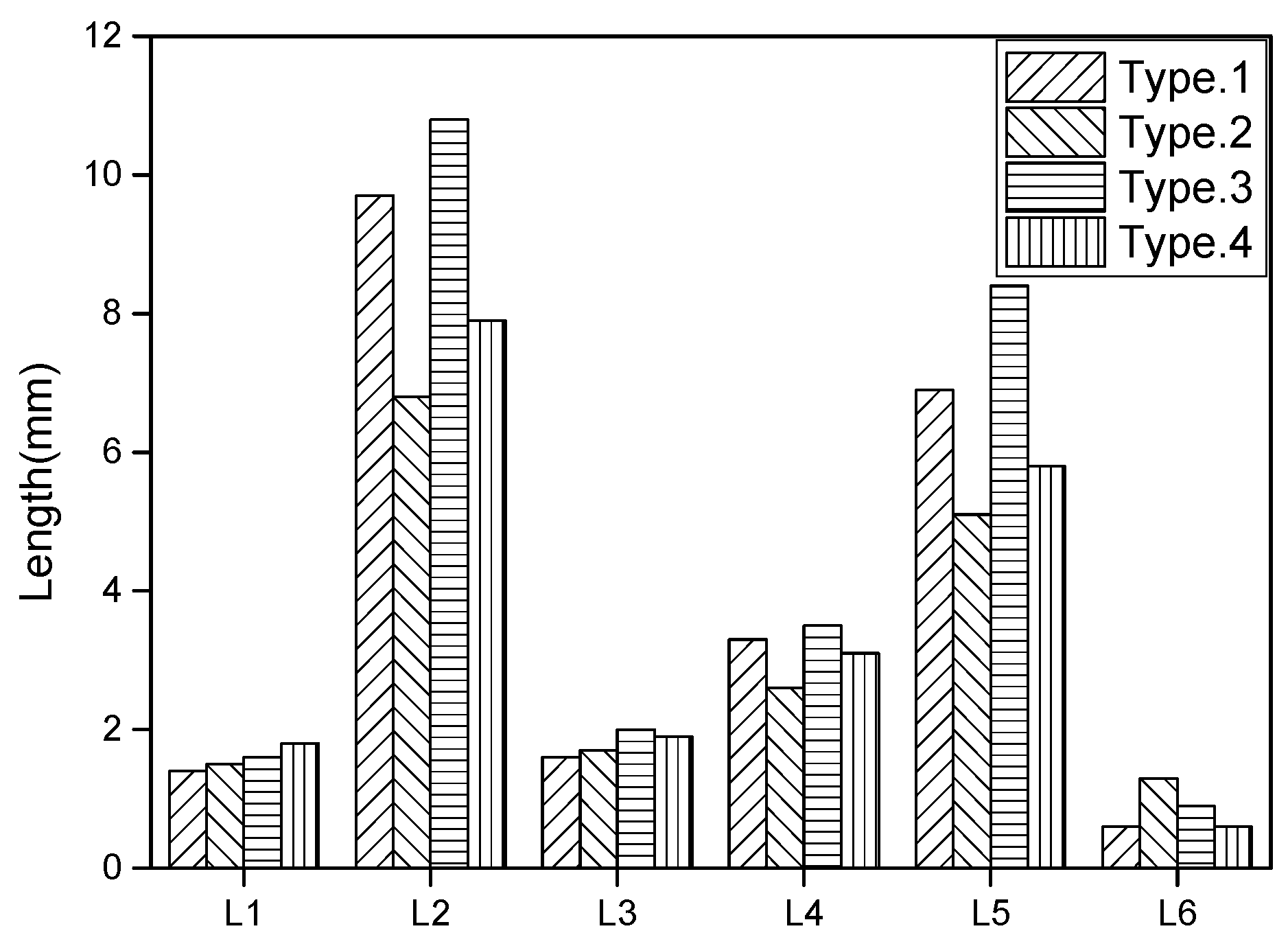
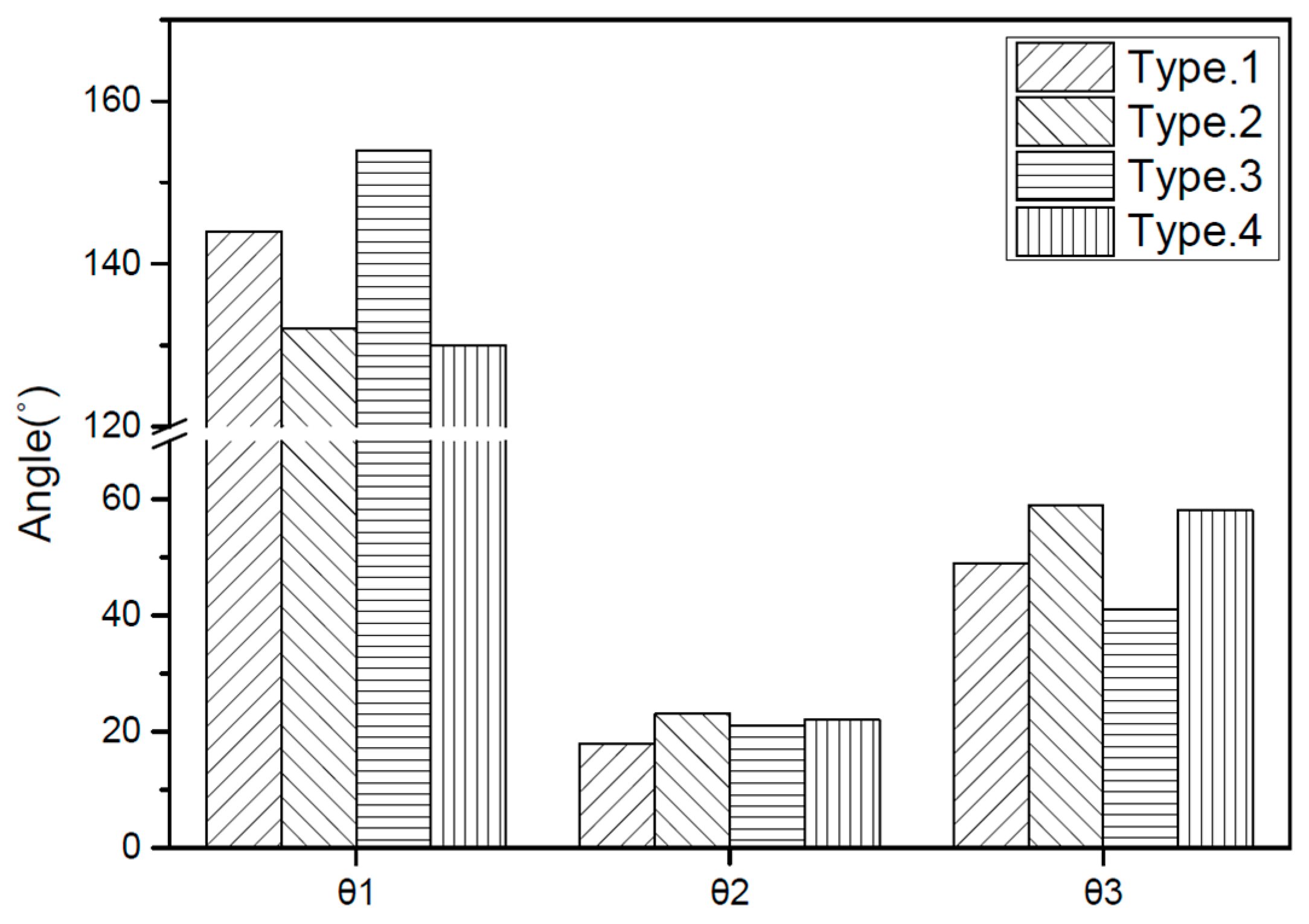
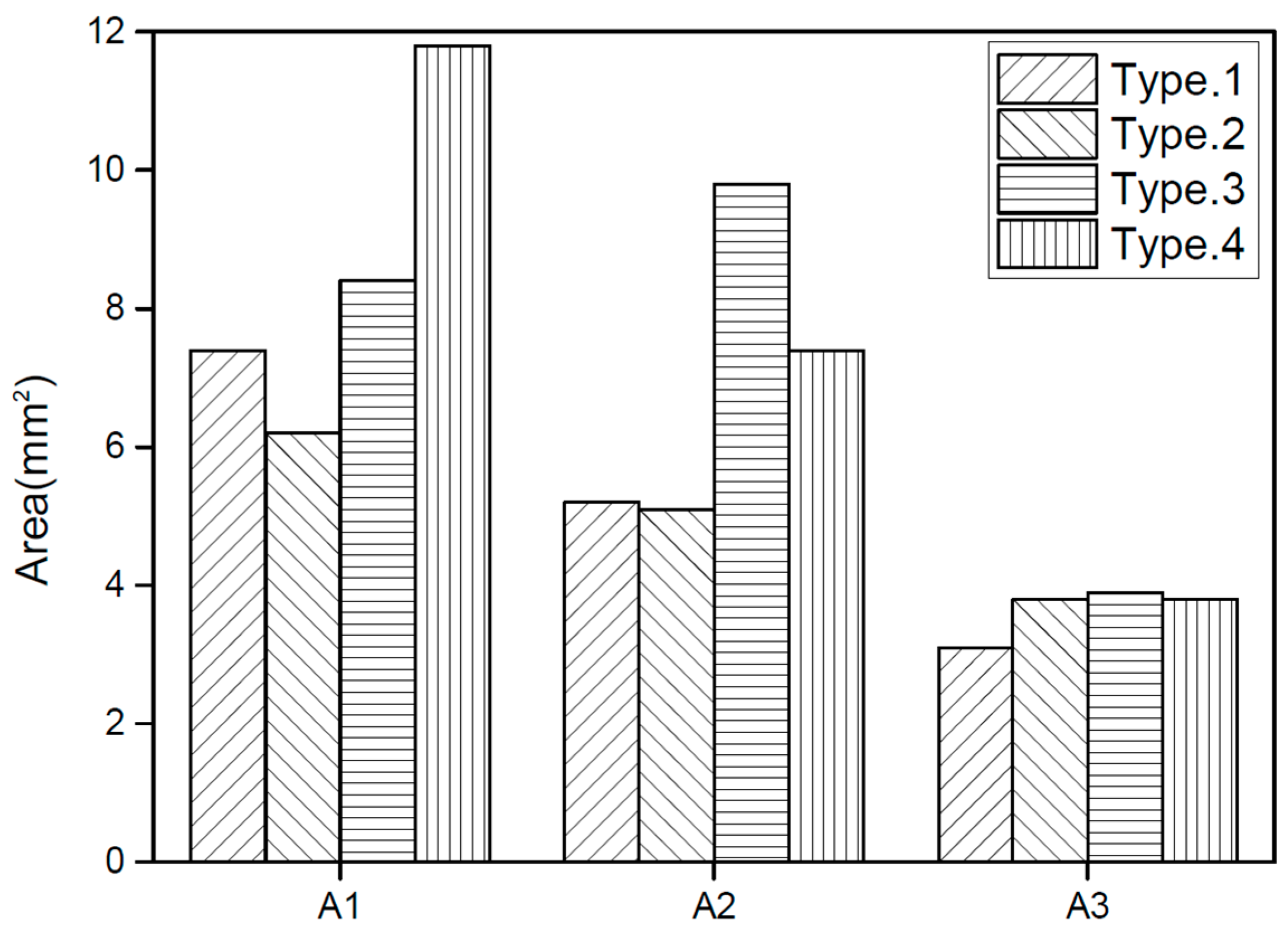
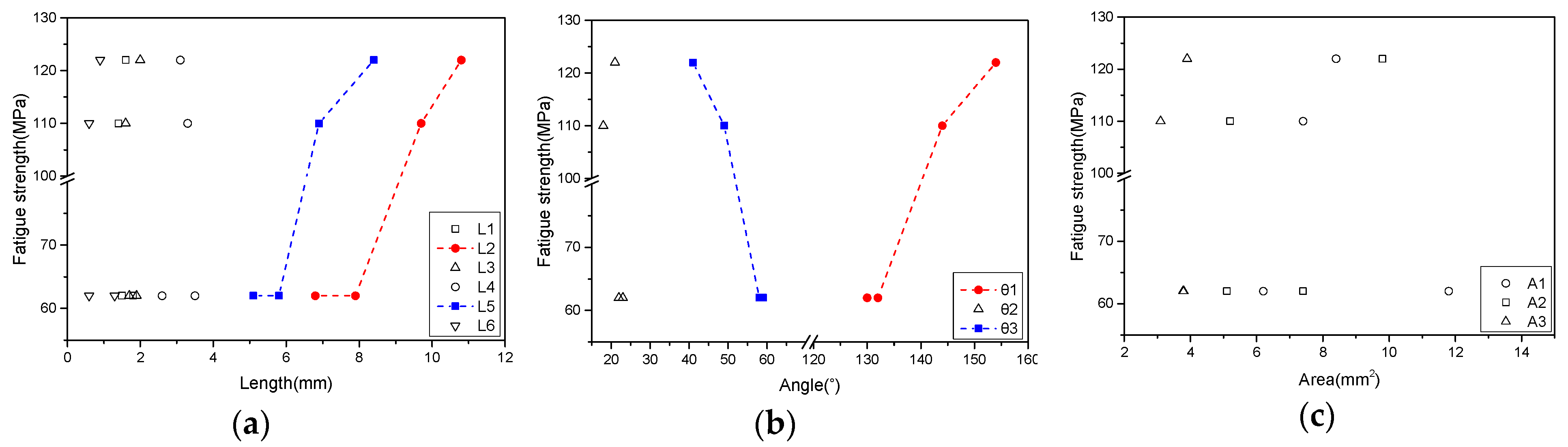
- The shape of the weld is divided into factors such as length, angle, and area, and the effect of each factor on the fatigue strength was analyzed. The fatigue strength increased with the increase of the length of the legs and the length between the upper plate and the lower plate. In the case of the weld bead angle, the lower plate angle increased, the angle between the lower plate and the upper plate decreased, and the fatigue strength increased as the angle between the upper plate and the weld root decreased. The relationship between weld area and fatigue strength was not confirmed.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Mallick, P.K. Advanced Steels for Lightweight Automotive Structures. In Design and Manufacturing for Lightweight Vehicles; Mallick, P.K., Ed.; Woodhead Publishing Limited: Cambridge, UK, 2010; pp. 35–61. [Google Scholar]
- Takahashi, M. Development of high strength steels for automobiles. Shinnittetsu Giho 2003, 16, 2–6. [Google Scholar]
- Bannantine, J.A.; Comer, J.J.; Handrock, J.L. Fundamentals of Metal Fatigue Analysis; Prentice Hall: Upper Saddle River, NJ, USA, 1990; pp. 124–177. [Google Scholar]
- Lee, K.B.; Oh, S.T. Development of durability enhancement technology for arc weldings in advanced high strength steel (AHSS) chassis parts. J. Weld. Join. 2015, 33, 50–56. [Google Scholar] [CrossRef]
- Ahiale, G.K.; Oh, Y.J.; Choi, W.D.; Lee, K.B.; Jung, J.G.; Nam, S.W. Microstructure and fatigue resistance of high strength dual phase steel welded with gas metal arc welding and plasma arc welding processes. Met. Mater. Int. 2013, 19, 933–939. [Google Scholar] [CrossRef]
- Koganti, R.; Angotti, S.; Joaquin, A.; Jiang, C.C. Effect of weld geometry and HAZ softening on fatigue performance of DP780 GMAW lap joint. SAE Tech. Pap. 2007. [Google Scholar] [CrossRef]
- Chung, Y.; Kwon, H. A Study on Weld Fatigue Life Improvement of Automotive Chassis Components. In Proceedings of the KSME 2011 Autumn Annual Meeting, Daegu, Korea, 2–4 November 2011; The Korean Society of Mechanical Engineers: Seoul, Korea, 2011; pp. 129–132. [Google Scholar]
- Feng, Z.; Sang, Y.; Jiang, C.; Chiang, J.; Kuo, M. Fatigue performance of advanced high-strength steels (AHSS) GMAW joints. SAE Tech. Pap. 2009. [Google Scholar] [CrossRef]
- Beretta, S.; Sala, G. A model for fatigue strength of welded lap joints. Fatigue Fract. Eng. Mater. Struct. 2005, 28, 257–264. [Google Scholar] [CrossRef]
- Kim, J.Y.; Kang, S.S.; Kim, G.Y.; Park, S.C.; Kim, C.K. Research on fafigue life prediction of muffler with weld-zone shape. J. Korean Soc. Mar. Eng. 2012, 36, 85–93. [Google Scholar] [CrossRef]
- Kim, J.H.; Goo, B.C. A study on the fatigue life estimation using butt weld bead profiles. J. Korean Soc. Rail. 2004, 7, 125–129. [Google Scholar]
- Richter-Trummer, V.; Tavares, S.M.; Moreira, P.M.; de Figueiredo, M.A.; de Castro, P.M. Residual stress measurement using the contour and the sectioning methods in a MIG weld: Effects on the stress intensity factor. Ciênc. Tecnol. Mater. 2008, 20, 114–119. [Google Scholar]
- Wang, Q.; Chen, H.; Qiu, P.; Zhu, Z. Reisudal stress and fatigue strength of hybrid laser-MIG-welded A7N01P-T4. Metall. Mater. Trans. B 2017, 48, 591–601. [Google Scholar] [CrossRef]
- Maddox, S.J. Fatigue Strength of Welded Structures, 2nd ed.; Woodhead Publishing: Abington, UK, 2014; pp. 3–18. [Google Scholar]
- Hobbacher, A. Recommendations for Fatigue Design of Welded Joints and Components; Springer: New York, NY, USA, 2009; pp. 42–76. [Google Scholar]
- Kang, M.; Kim, C.; Lee, J. Weld strength of laser-welded hot-press-forming steel. J. Laser Appl. 2012, 24, 022004. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Chemical Composition (wt %) | Mechanical Properties | |||||||
|---|---|---|---|---|---|---|---|---|---|
| GA 590 FB | C | Si | Mn | P | S | Fe | Yield strength (MPa) | Tensile strength (MPa) | Elongation (%) |
| 0.07 | 0.14 | 1.440 | 0.013 | 0.002 | Bal. | 583 | 610 | 25 | |
| Welding Wire | Chemical Composition (wt %) | Mechanical Properties of Weld Metal | |||||||
|---|---|---|---|---|---|---|---|---|---|
| ER70S-3 | C | Si | Mn | P | S | Fe | Yield strength (MPa) | Tensile strength (MPa) | Elongation (%) |
| 0.07 | 0.65 | 1.14 | 0.015 | 0.010 | Bal. | 440 | 560 | 28 | |
| Experiment and Welding Conditions | Type 1 | Type 2 | Type 3 | Type 4 | ||
|---|---|---|---|---|---|---|
| Thickness of base metal (mm) | 2.3 | 2.3 | 2.6 | 2.6 | ||
| Joint geometry | geometry A | geometry A | geometry B | geometry B | ||
| Welding process | tandem MAG (DC + pulse) | single MAG (DC) | tandem MAG (DC + pulse) | single MAG (DC) | ||
| Wire feed speed (m/min) | leading | 3 | 7 | leading | 3 | 8 |
| trailing | 4 | trailing | 5 | |||
| Welding current/voltage (A/V) | leading | 122 A/12.4 V | 237 A/22.2 V | leading | 122 A/12.4 V | 253 A/23.5 V |
| trailing | 123 A/22.7 V | trailing | 153 A/24.5 V | |||
| Weld Type | Tensile Shear Strength (MPa) |
|---|---|
| Type 1 | 615 |
| Type 2 | 610 |
| Type 3 | 614 |
| Type 4 | 608 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hwang, I.; Kim, D.-Y.; Jeong, G.; Kang, M.; Kim, D.; Kim, Y.-M. Effect of Weld Bead Shape on the Fatigue Behavior of GMAW Lap Fillet Joint in GA 590 MPa Steel Sheets. Metals 2017, 7, 399. https://doi.org/10.3390/met7100399
Hwang I, Kim D-Y, Jeong G, Kang M, Kim D, Kim Y-M. Effect of Weld Bead Shape on the Fatigue Behavior of GMAW Lap Fillet Joint in GA 590 MPa Steel Sheets. Metals. 2017; 7(10):399. https://doi.org/10.3390/met7100399
Chicago/Turabian StyleHwang, Insung, Dong-Yoon Kim, Geunho Jeong, Munjin Kang, Dongcheol Kim, and Young-Min Kim. 2017. "Effect of Weld Bead Shape on the Fatigue Behavior of GMAW Lap Fillet Joint in GA 590 MPa Steel Sheets" Metals 7, no. 10: 399. https://doi.org/10.3390/met7100399