
Study on Dual Modification of Al-17%Si Alloys by Structural Heredity

Abstract
:1. Introduction
2. Experimental Section
3. Results and Discussion
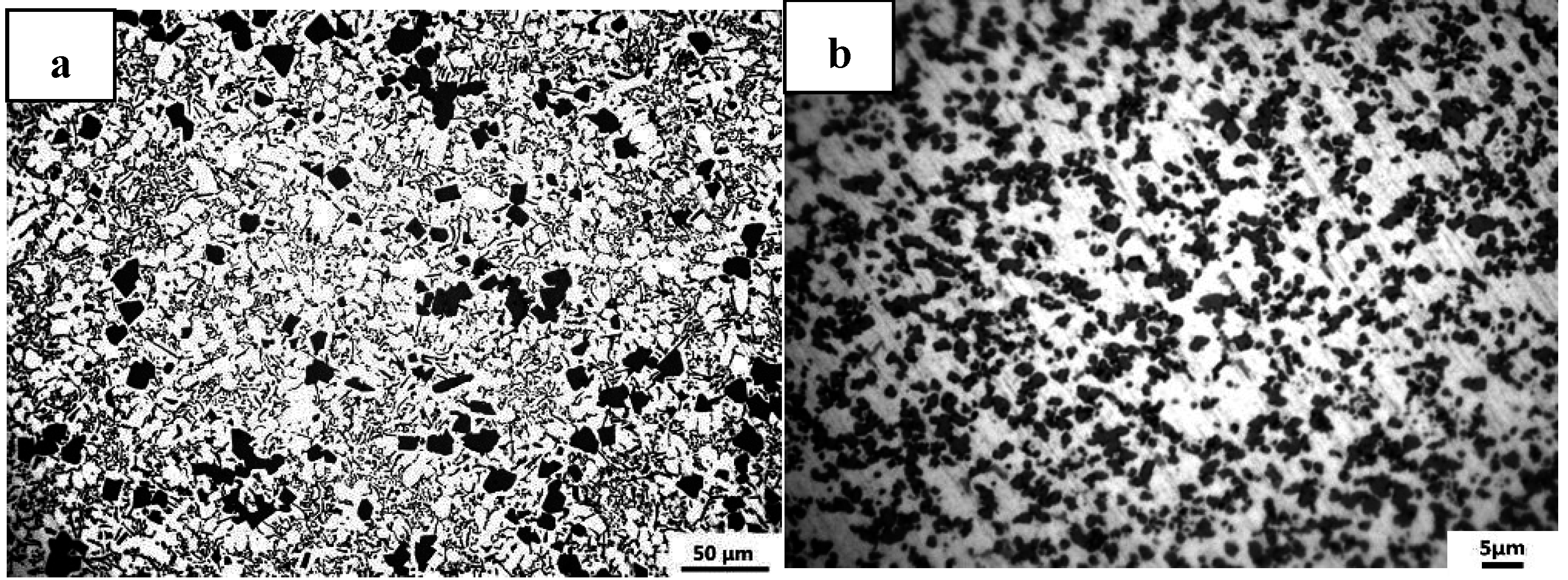
3.1. Modification Processes Using FSM Master Alloy
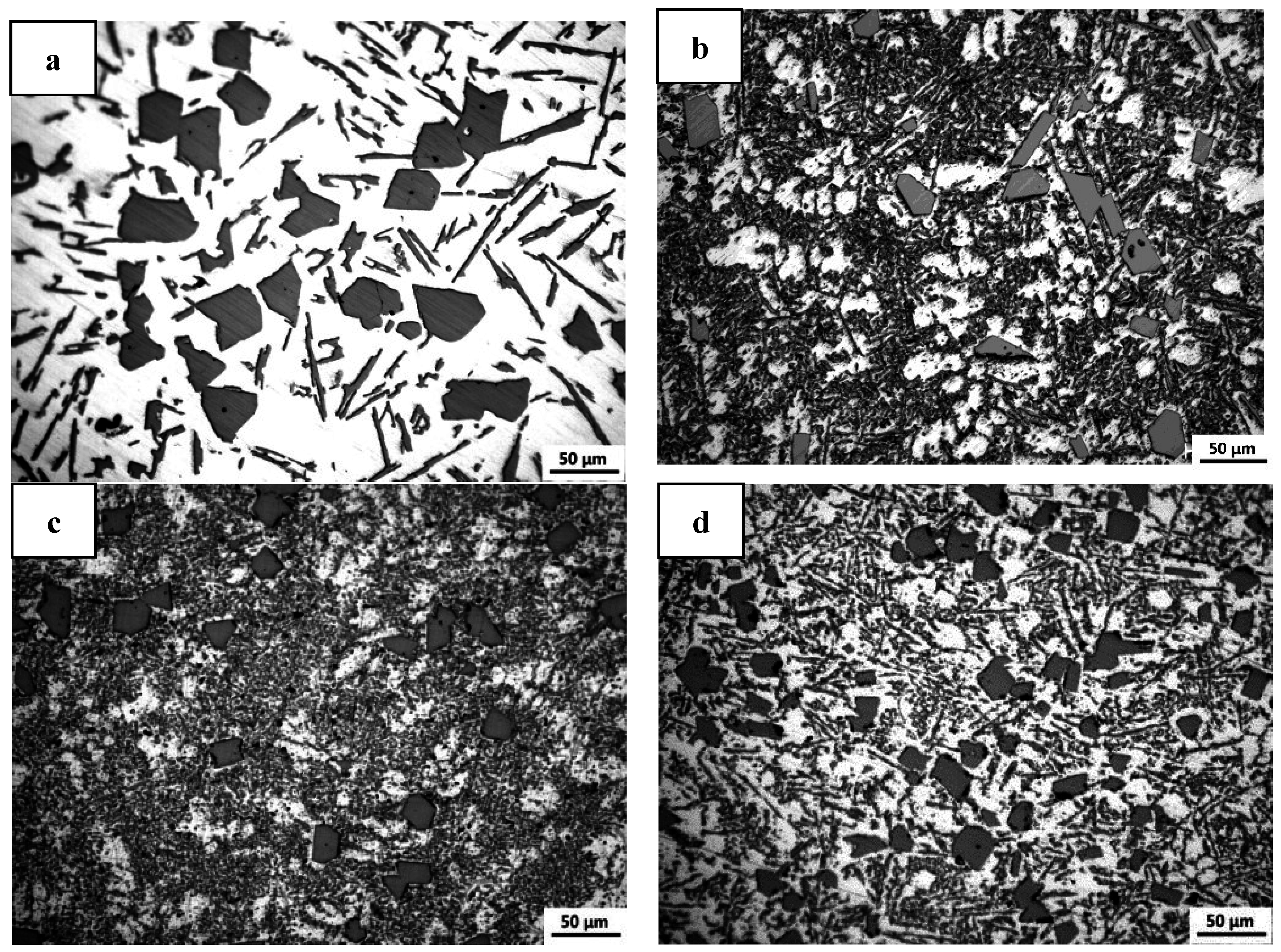
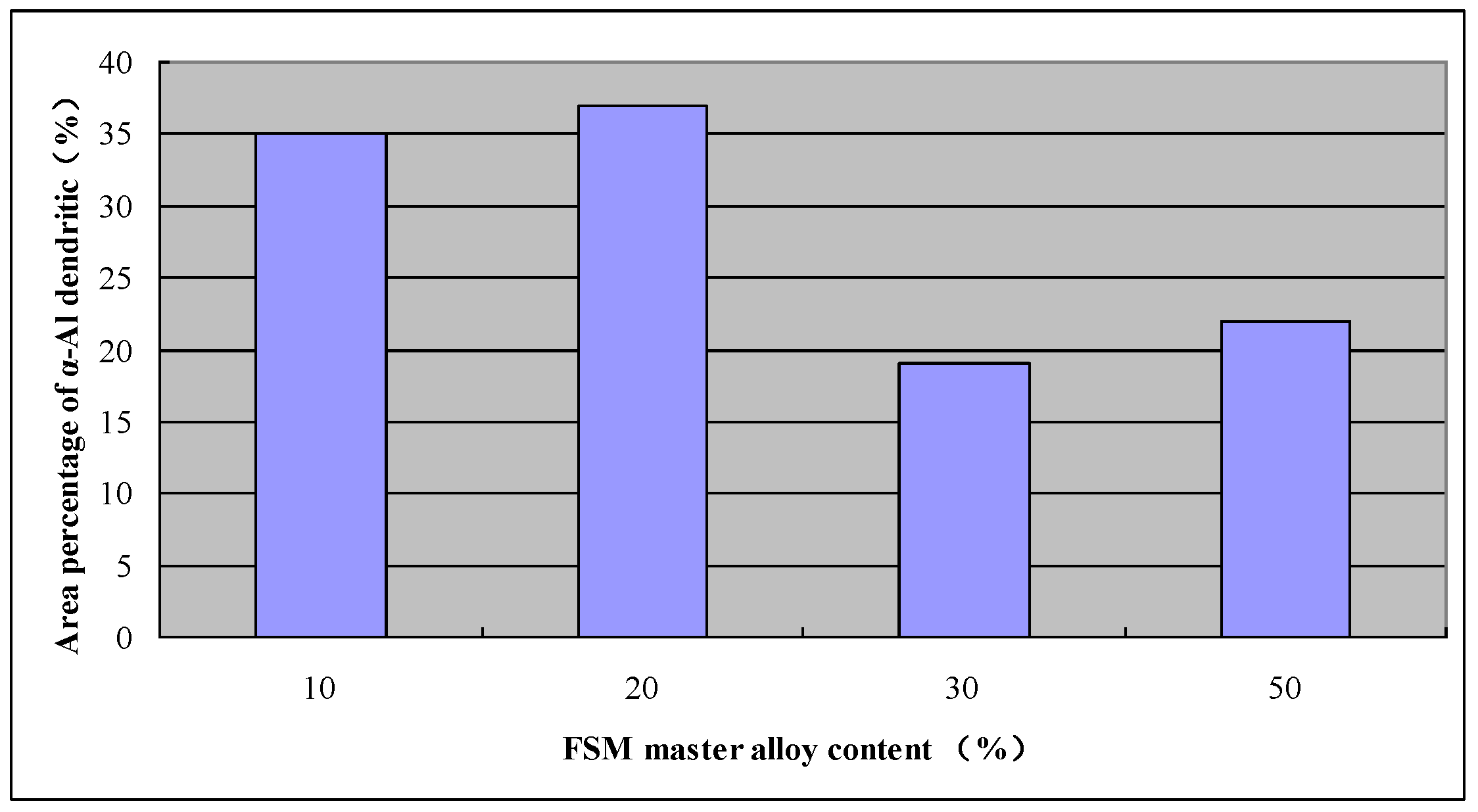
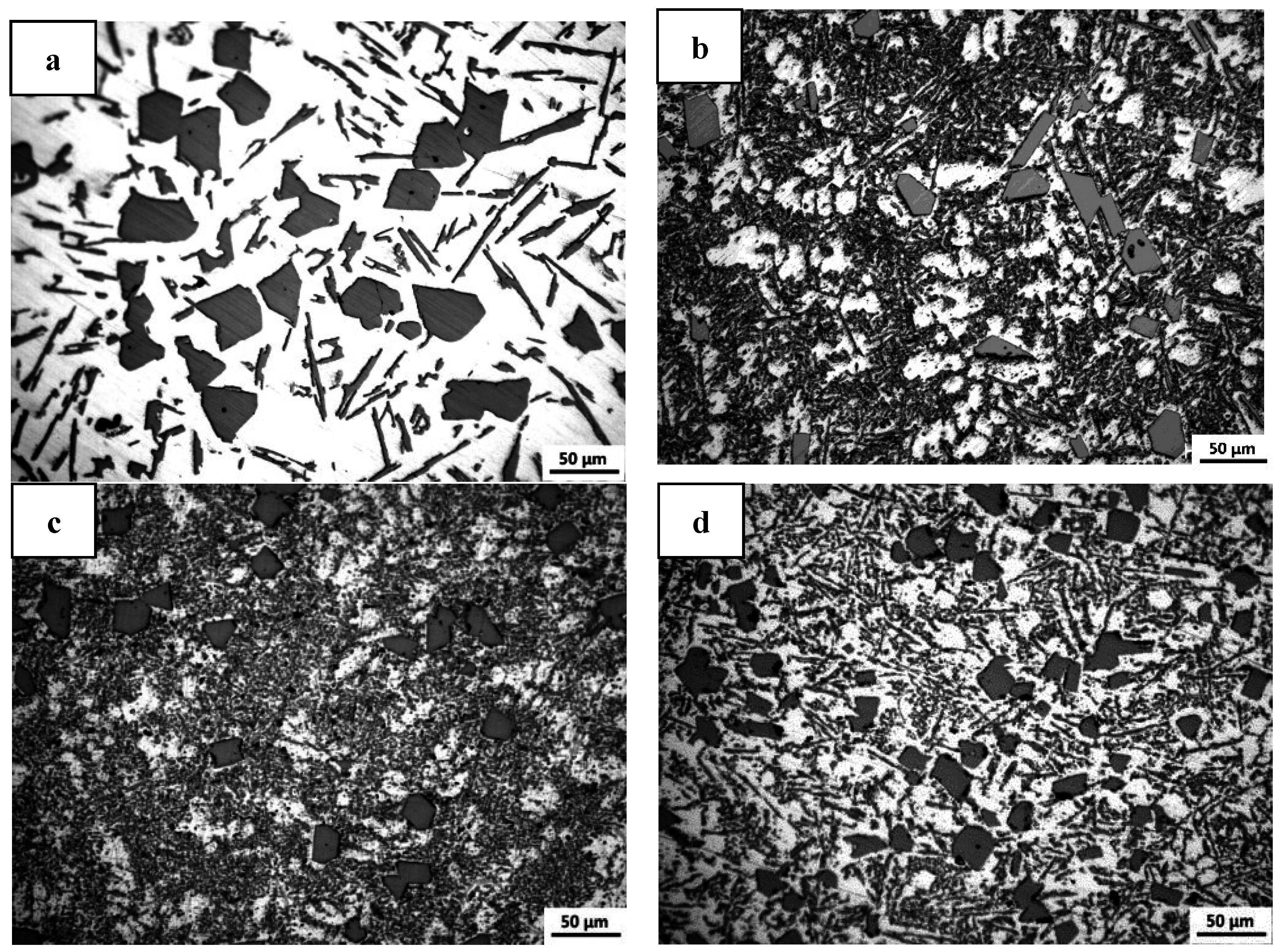
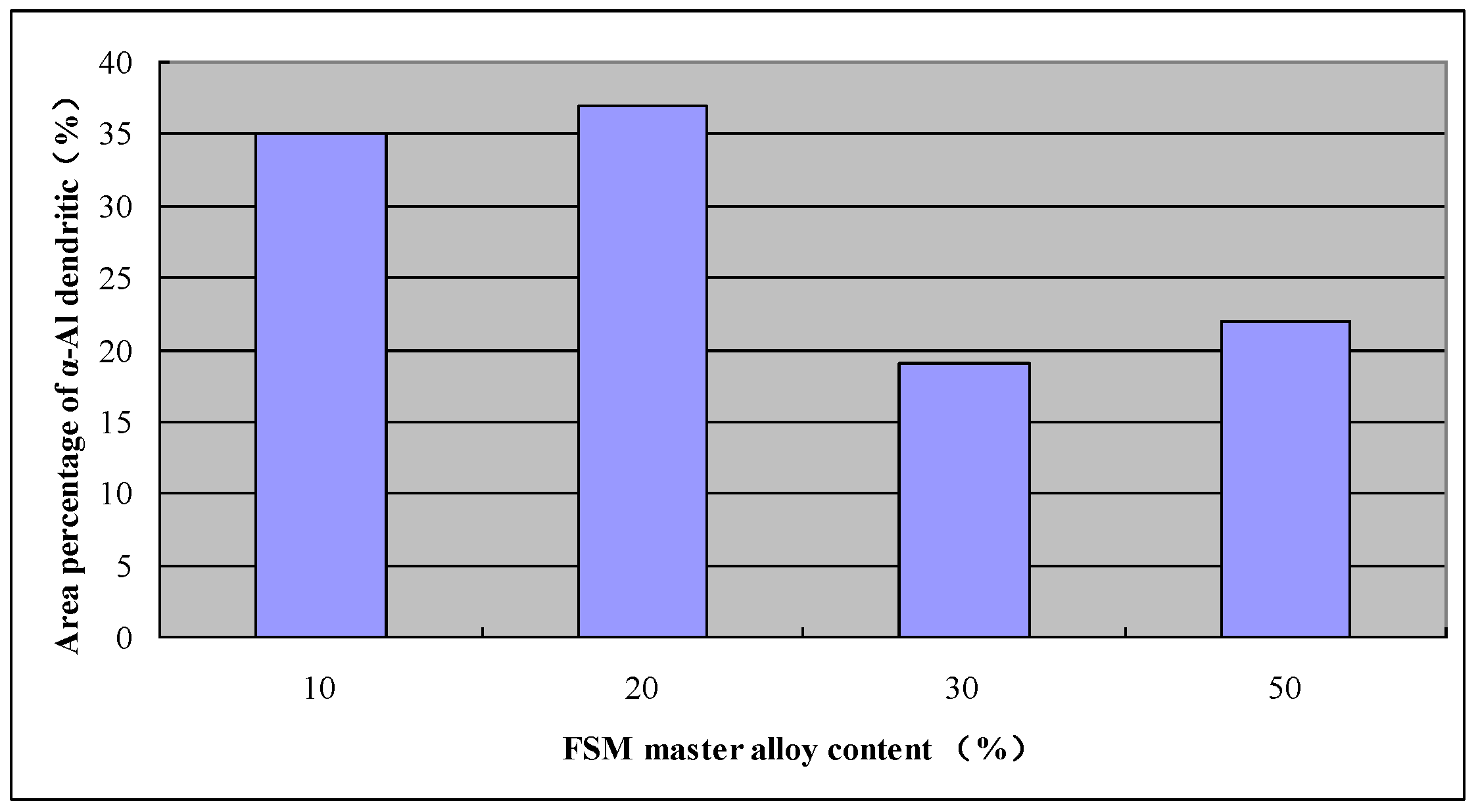
3.1.1. Effect of FSM Master Alloy Content
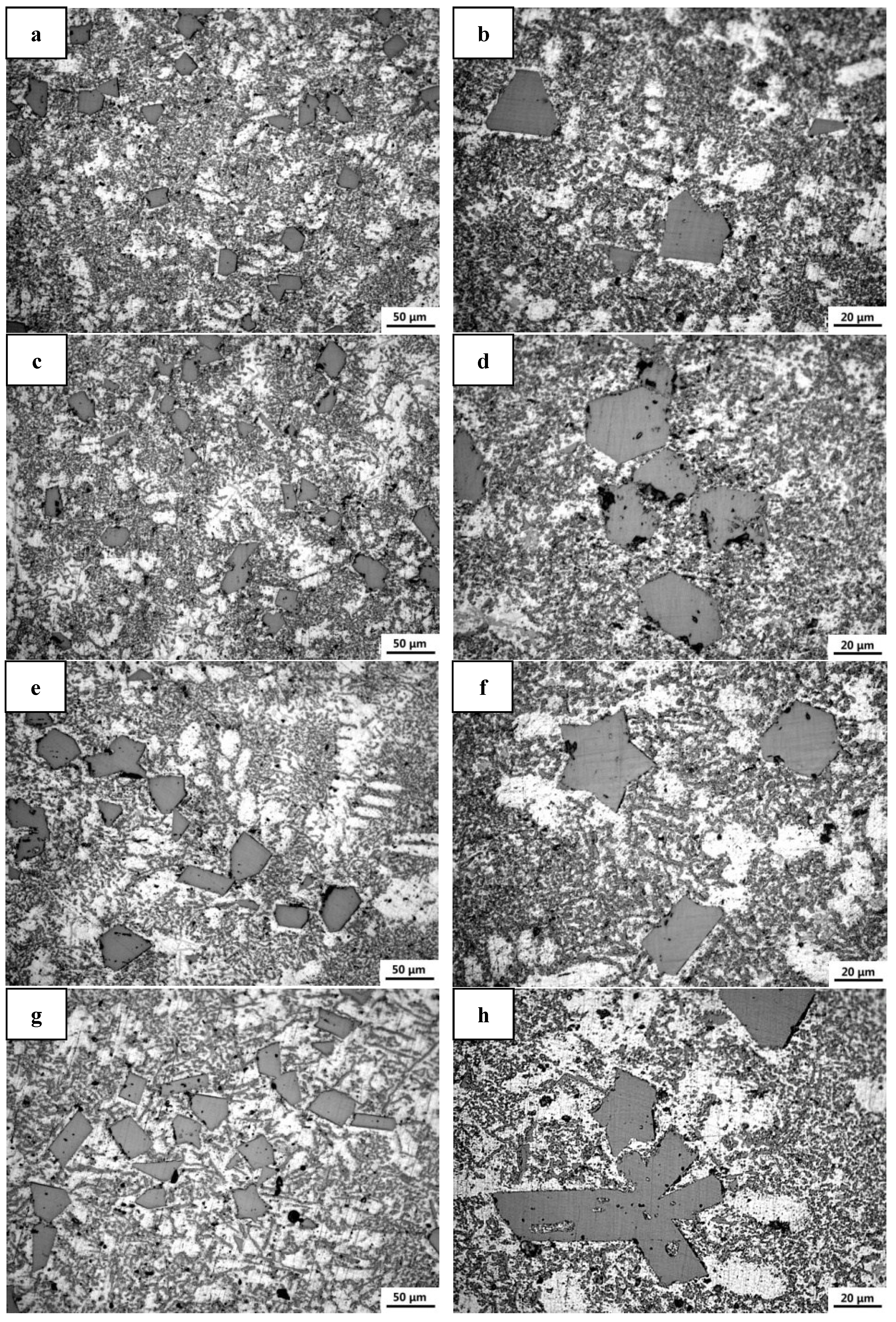
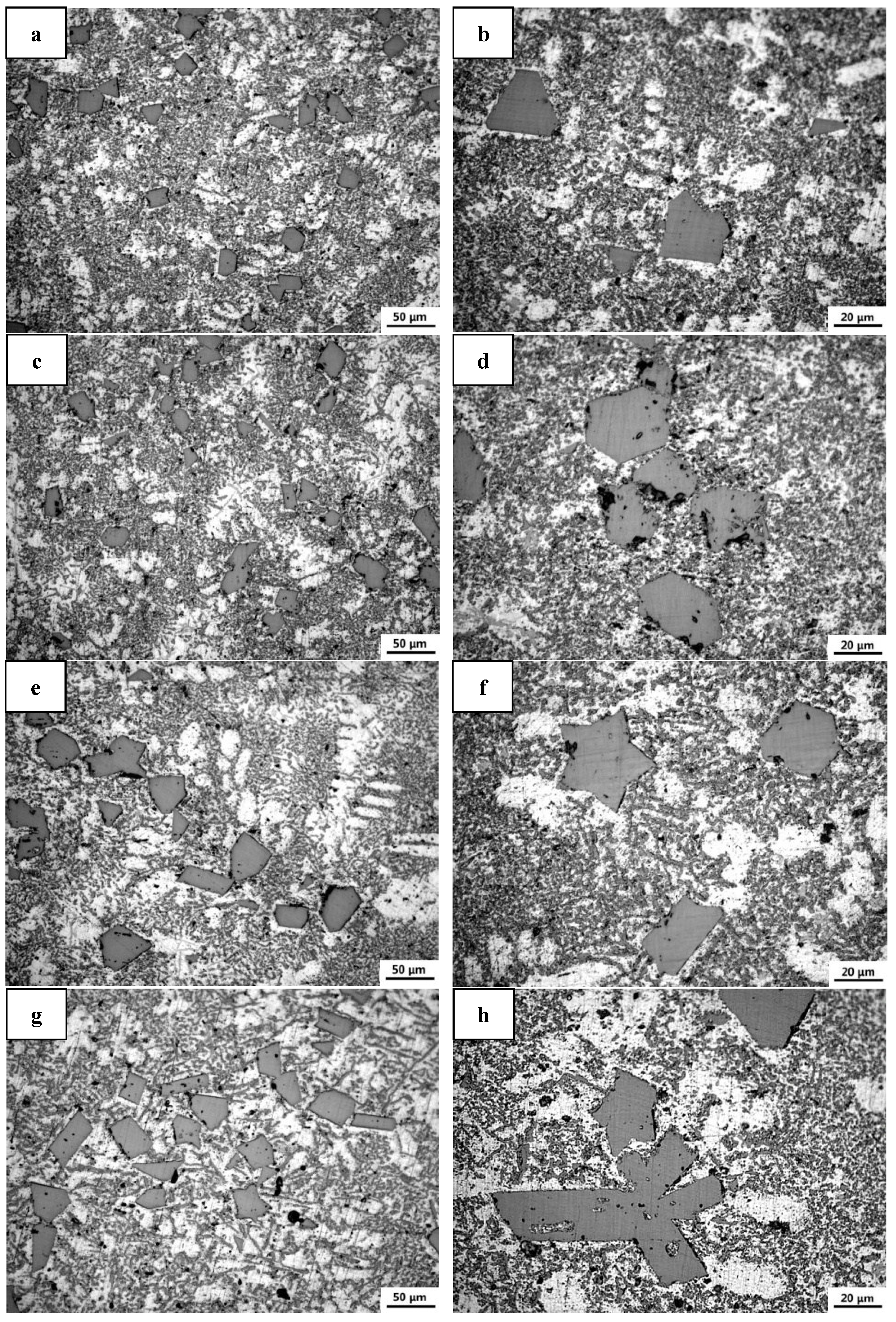
3.1.2. Effect of FSM master alloy holding time
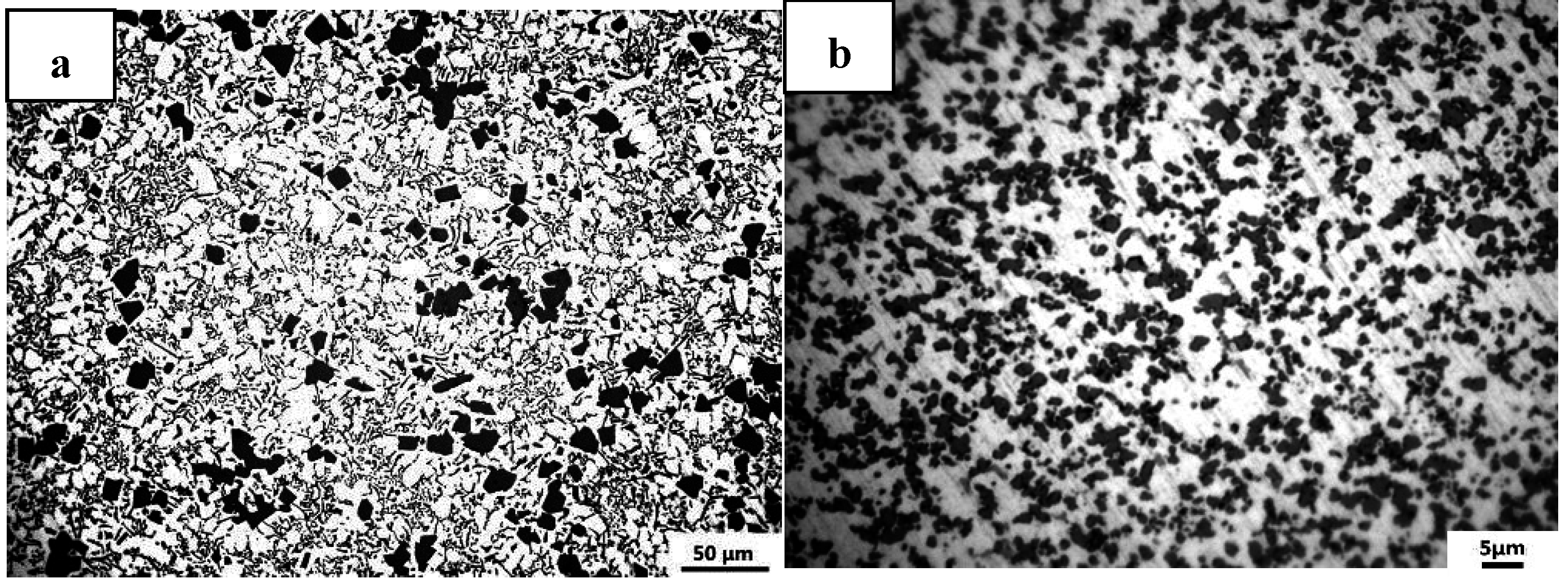
3.1.3. Effect of the Microstructure of FSM Master Alloy

3.2. Analyses
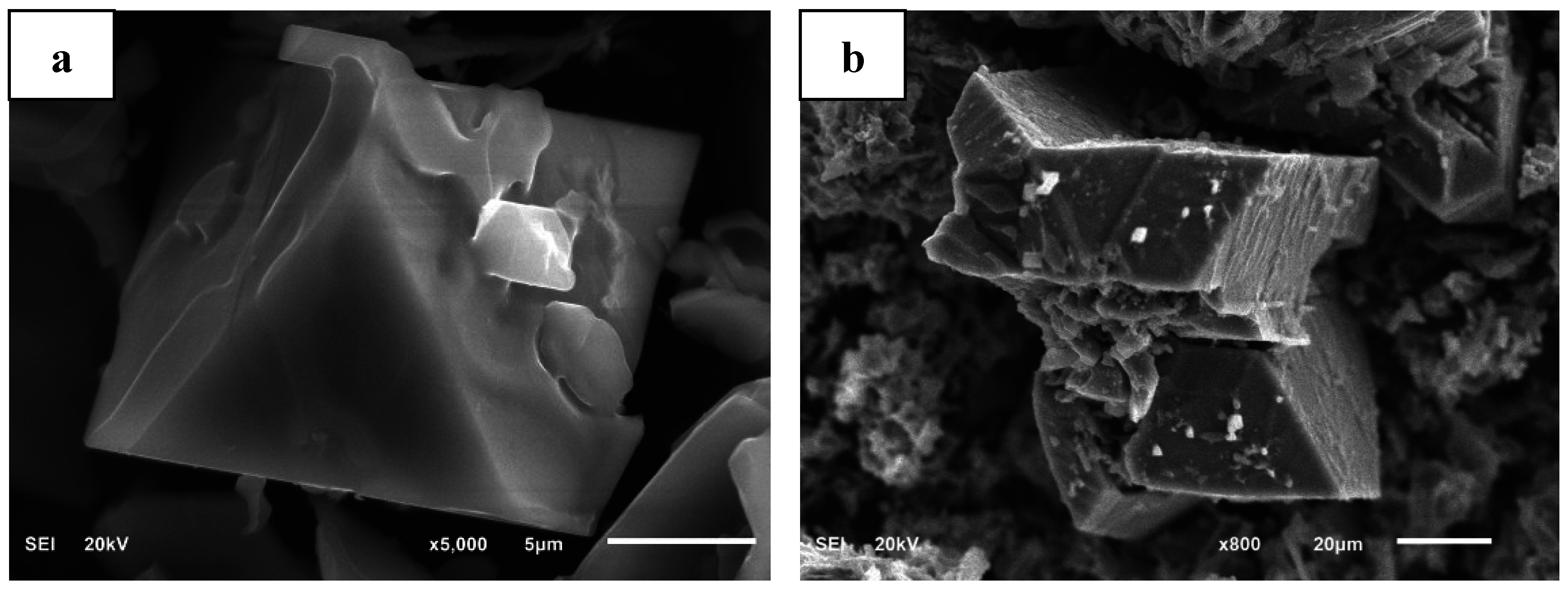
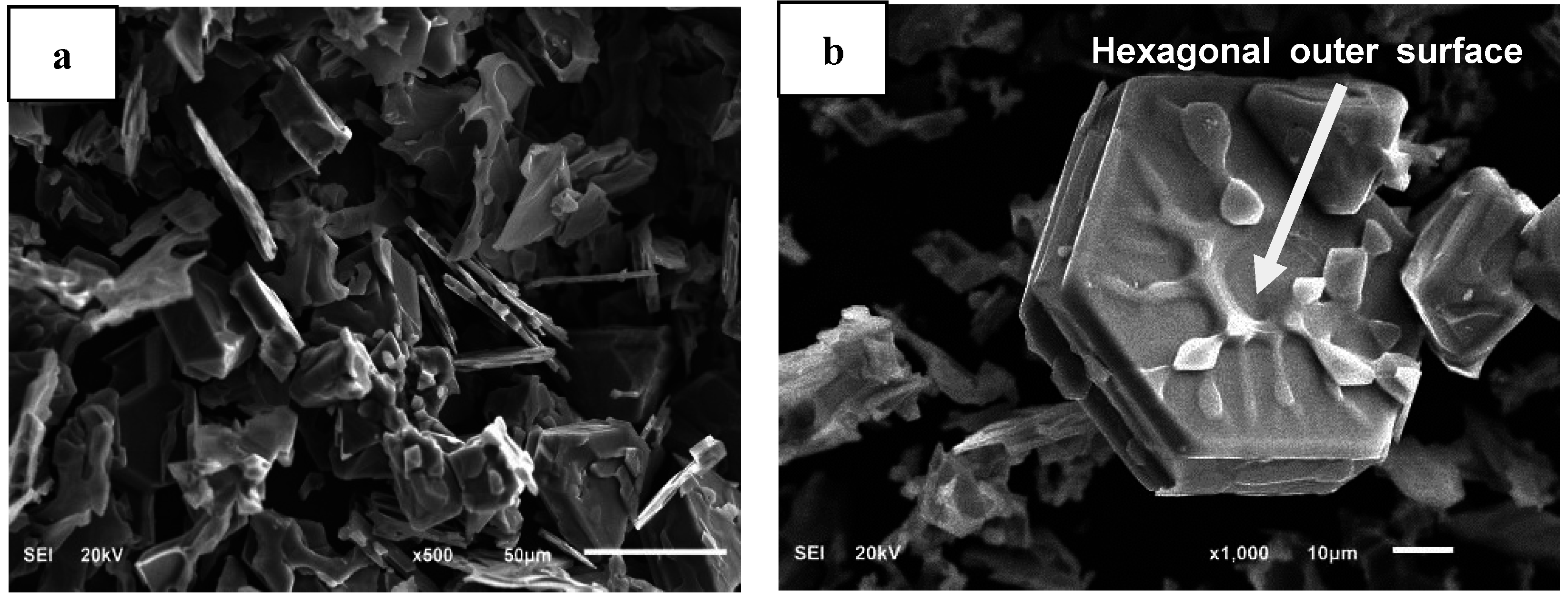
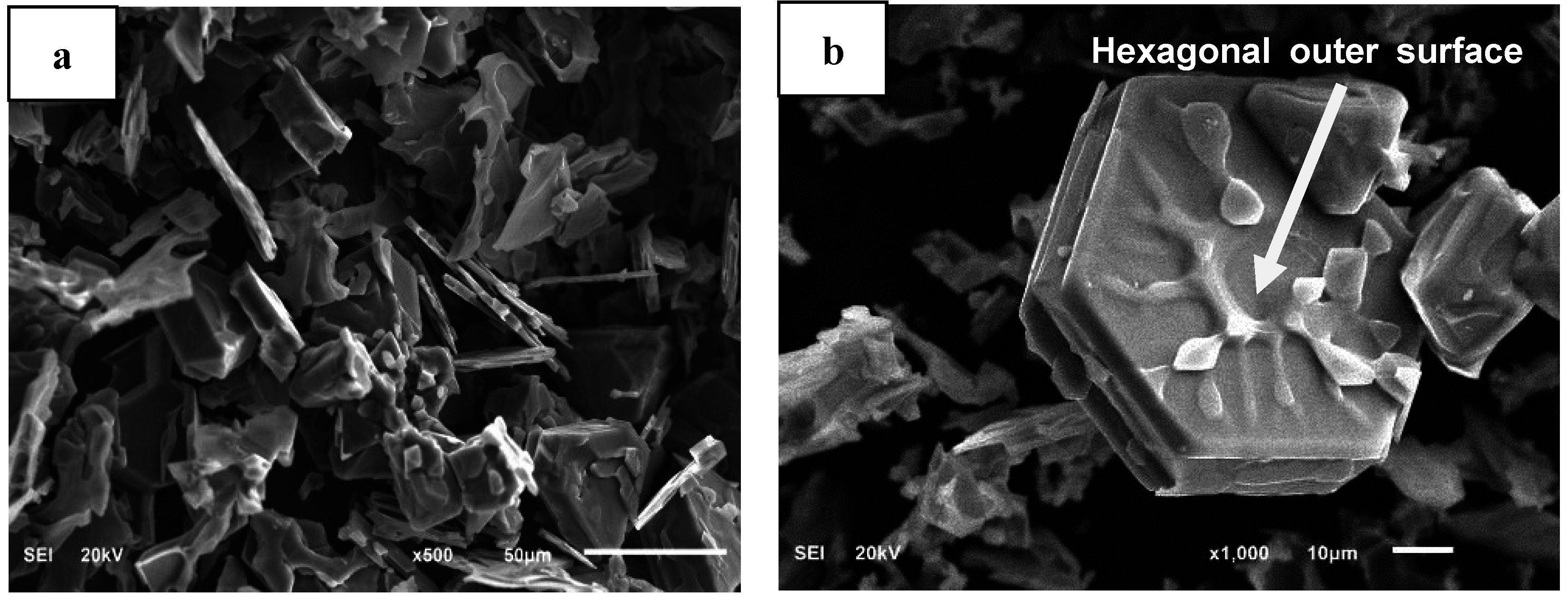
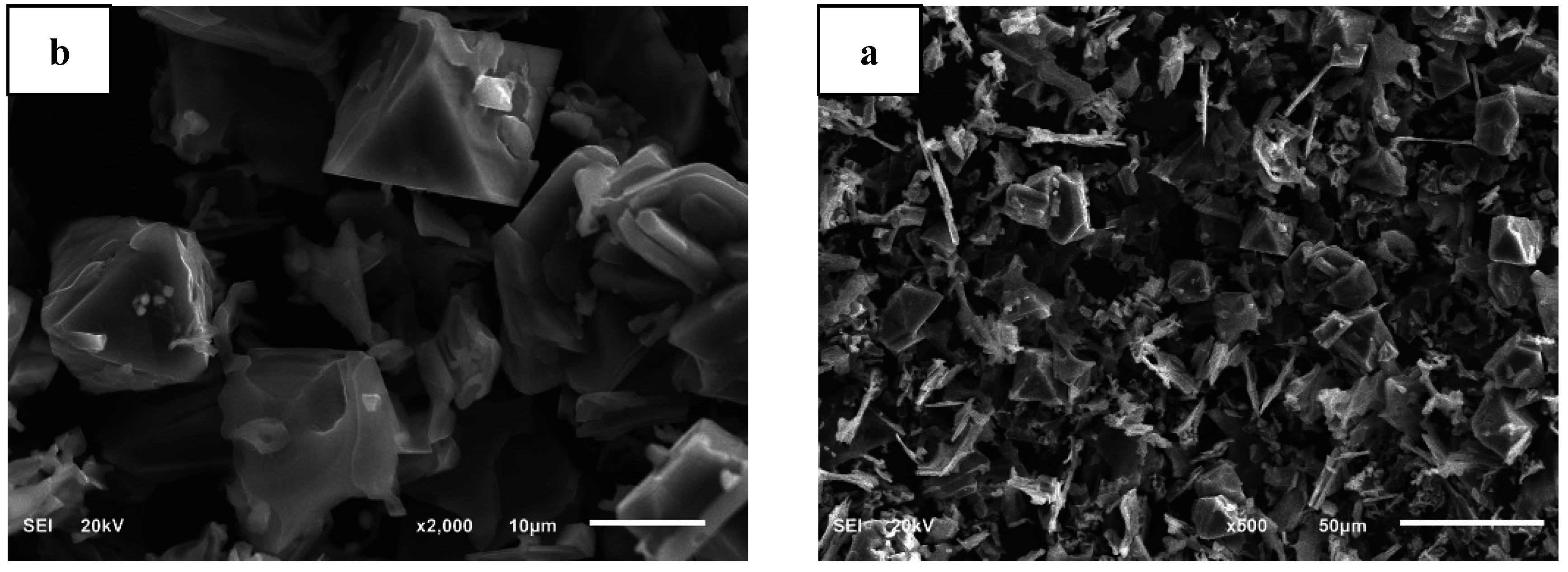
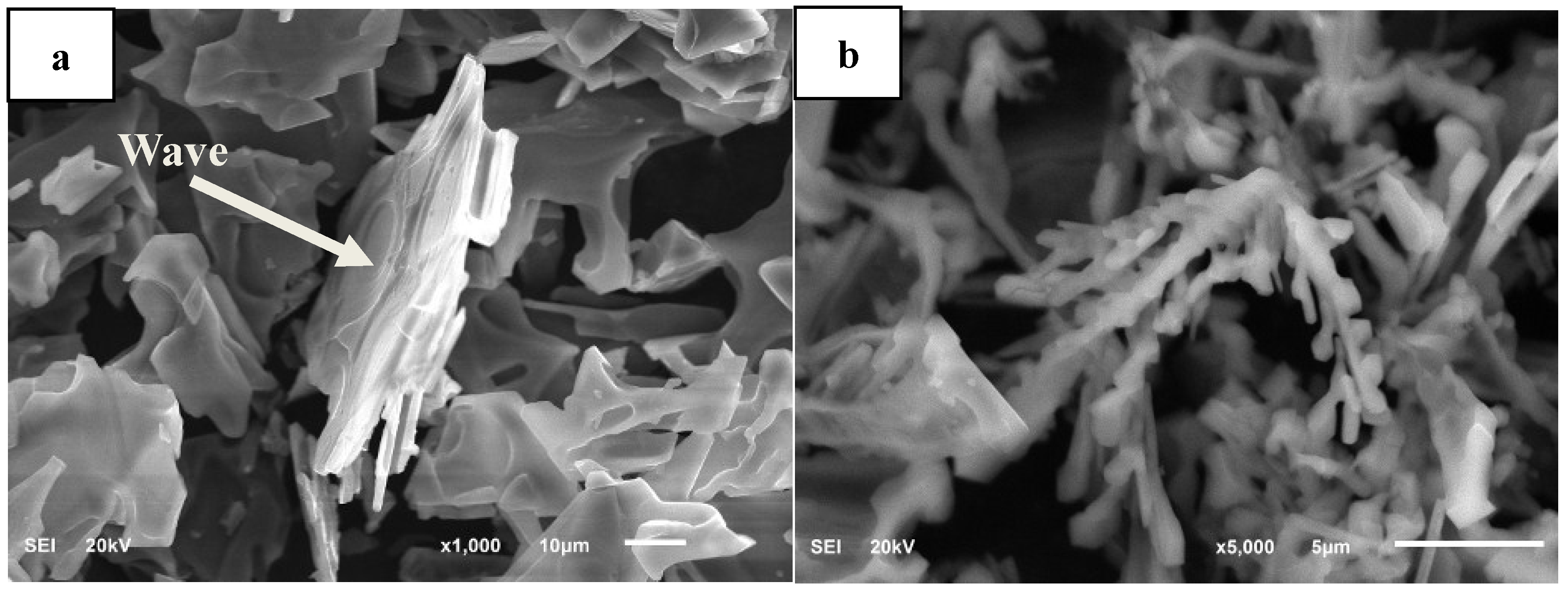
3.2.1. SEM Analyses



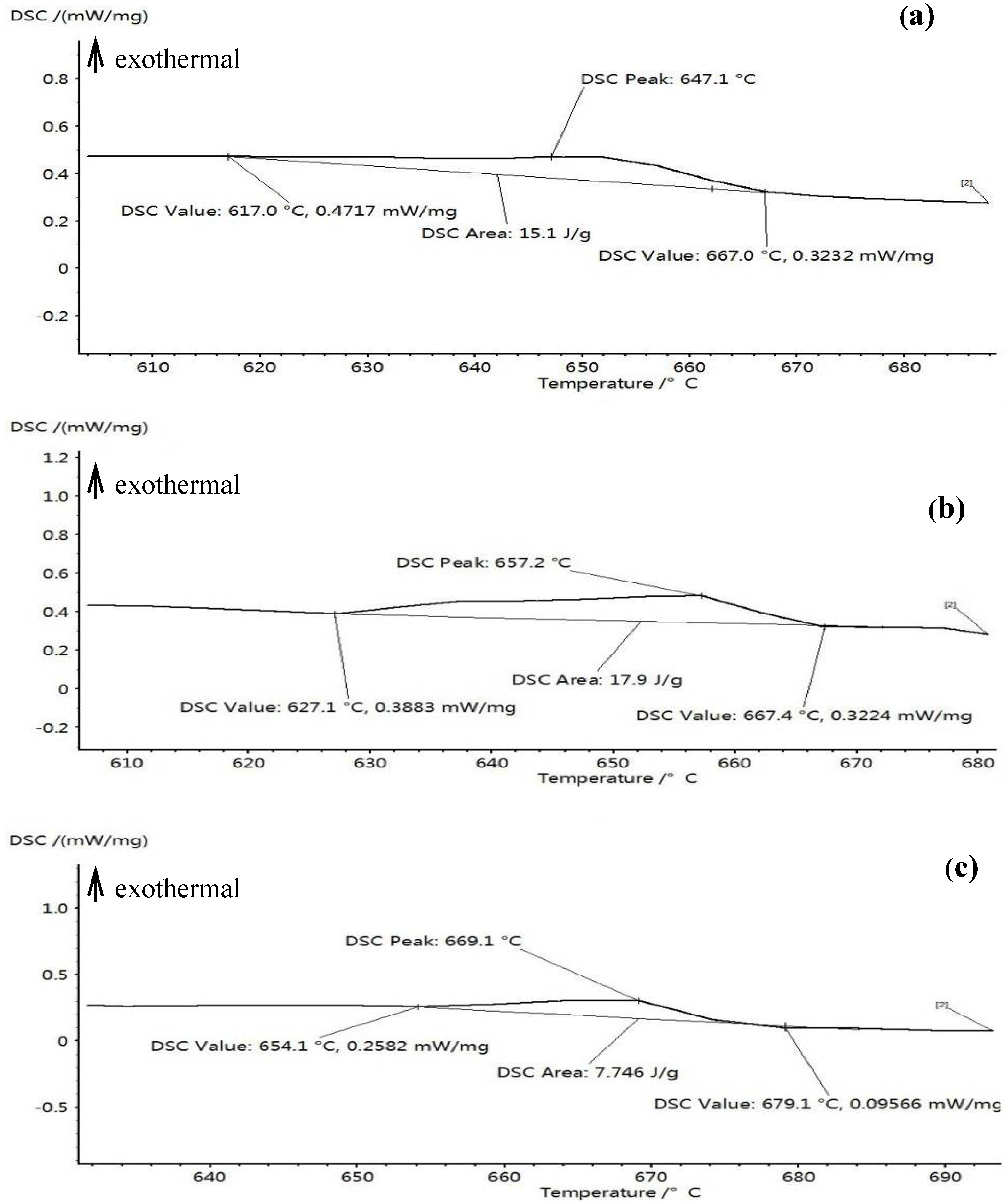
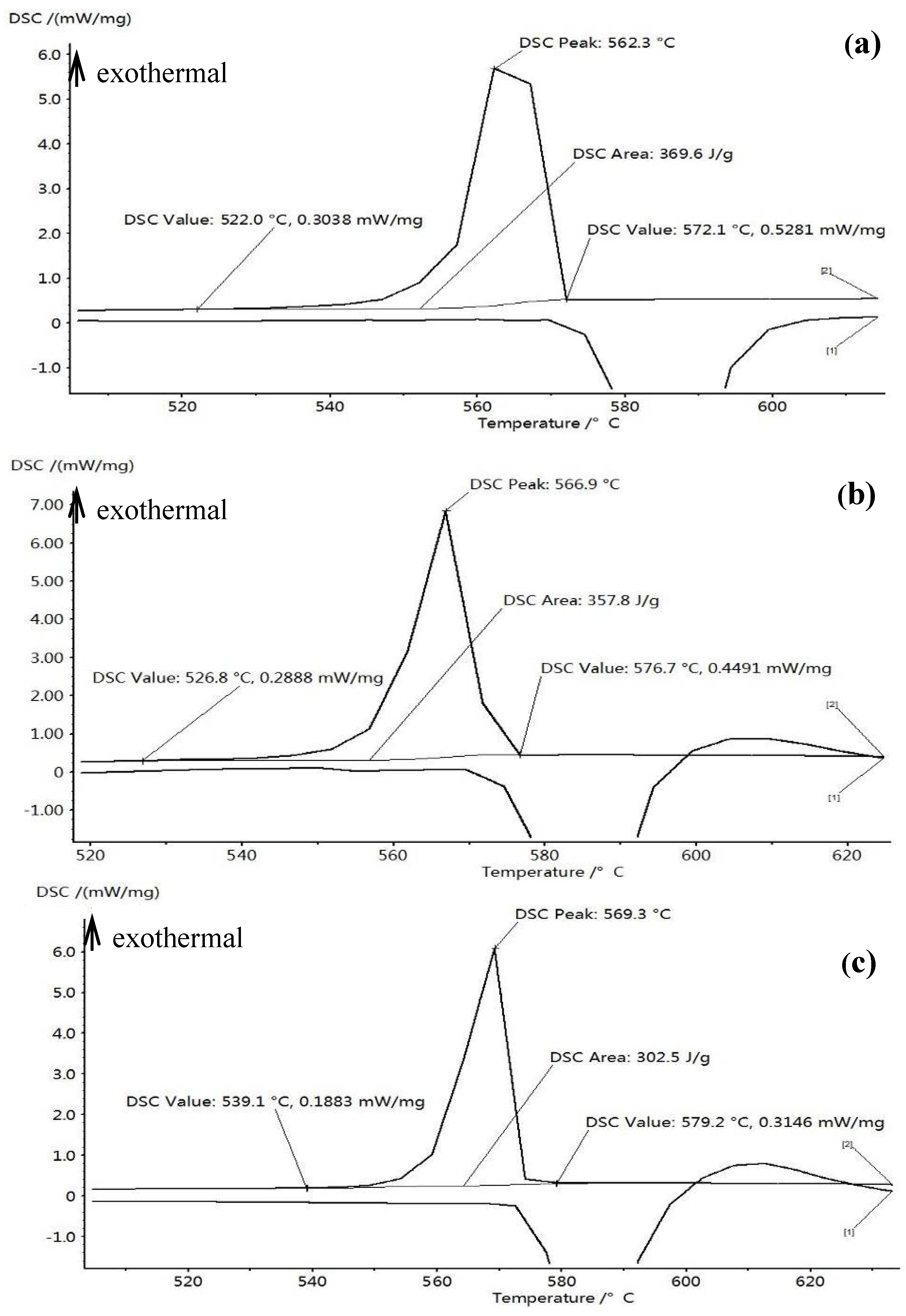
3.2.2. DSC Analyses


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloys | Primary Si precipitation temperature (°C) | Primary Si precipitation peak temperature (°C) | Latent heat of primary Si solidification (J/g) |
|---|---|---|---|
| a | 667 | 647.1 | 15.1 |
| b | 667.4 | 657.2 | 17.9 |
| c | 679.1 | 669.1 | 7.746 |
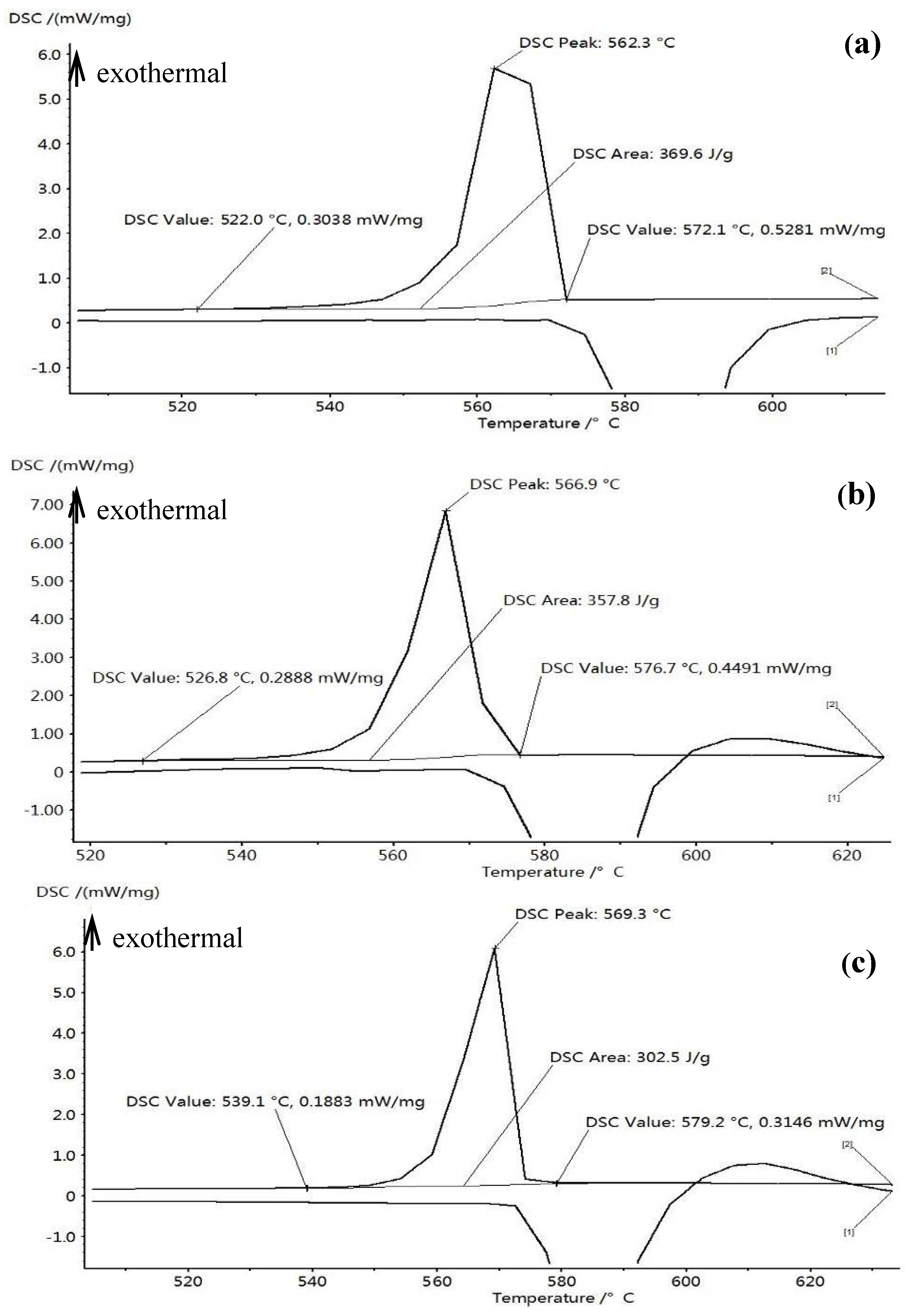
| Alloys | Eutectic precipitation temperature (°C) | Eutectic precipitation peak temperature (°C) | Latent heat of eutectic solidification (J/g) | Total latent heat of Si solidification (J/g) |
|---|---|---|---|---|
| a | 572.1 | 562.3 | 369.6 | 465.3 |
| b | 576.7 | 566.9 | 357.8 | 416.4 |
| c | 579.2 | 569.3 | 302.5 | 394.3 |
4. Conclusions
- (1)
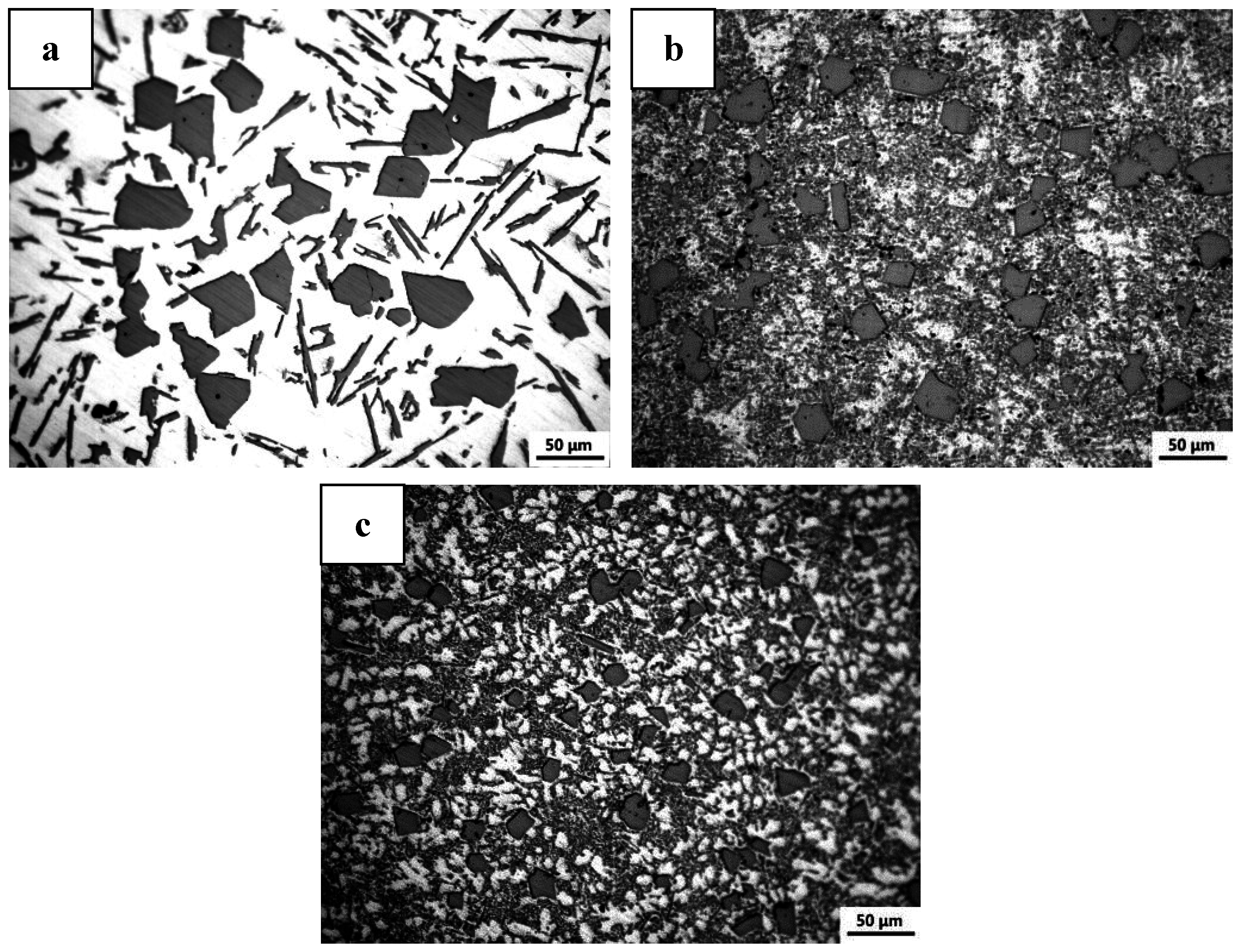
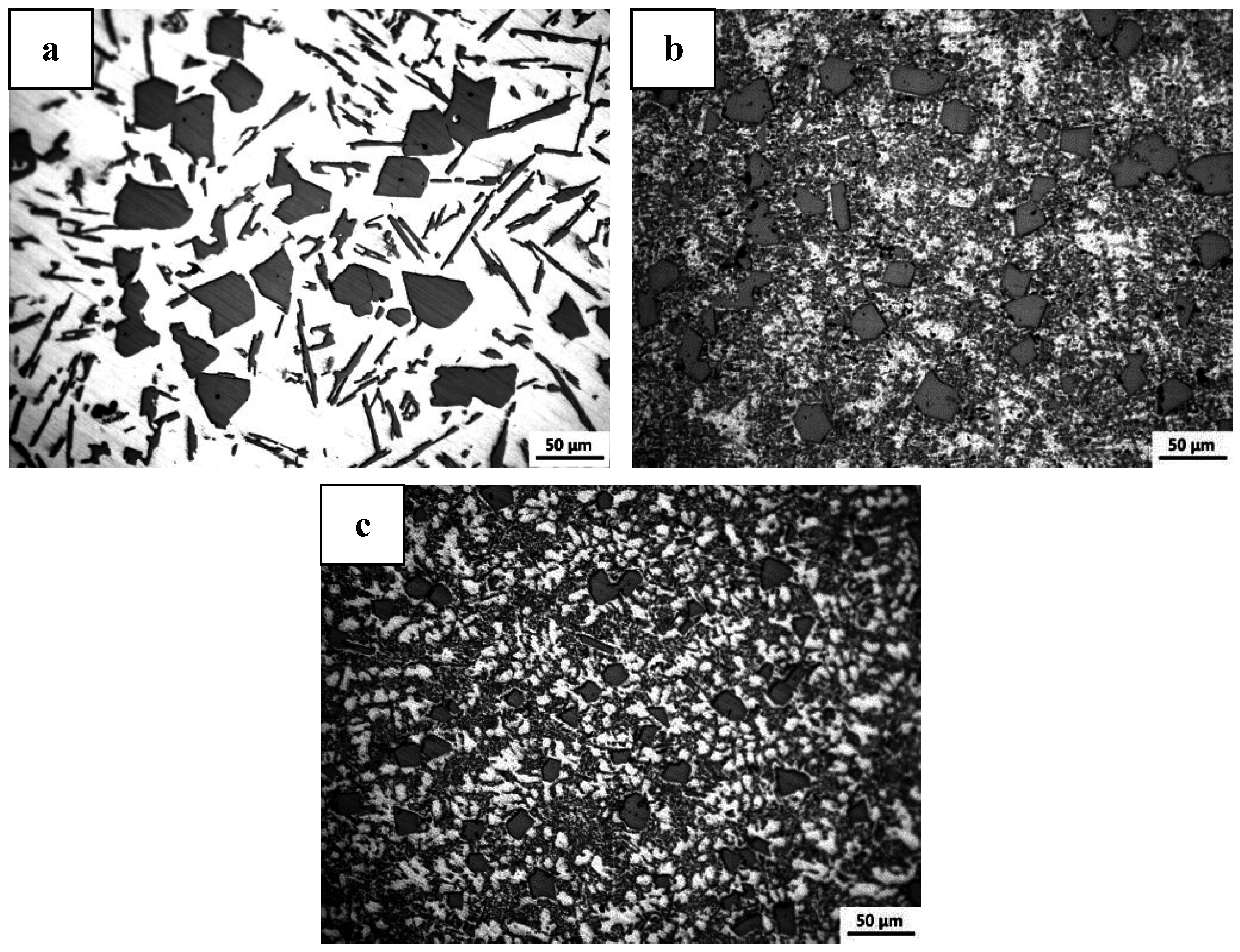
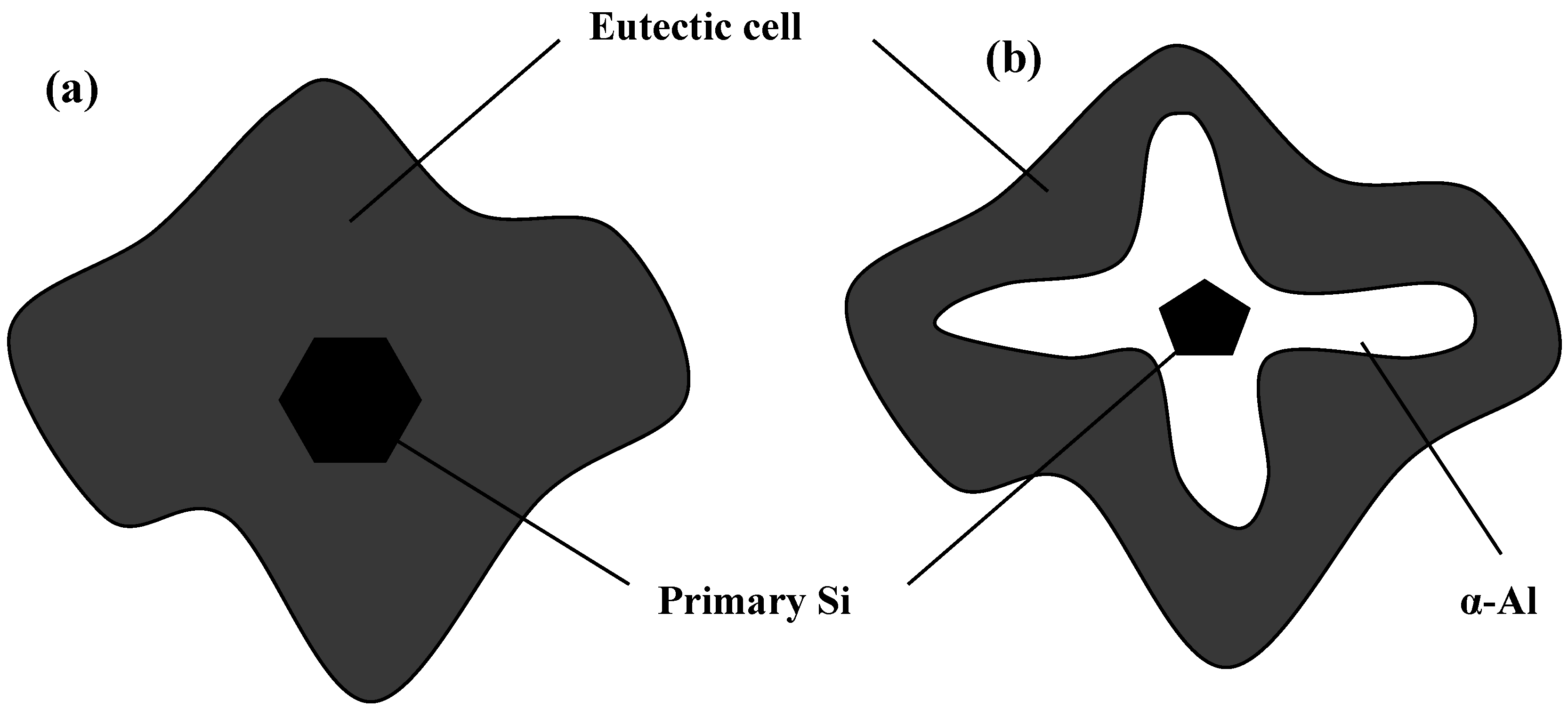
- Primary Si is refined to a smaller size and eutectic Si is modified from needle-like to fibrous shape after 20% FSM master alloy addition, which was prepared by water-cooled copper mold. The optimal content and holding time for FSM master alloy are 20% and 15 min, respectively. Increasing the content or holding time, the microstructure becomes coarser. Star-like primary Si and certain needle-like eutectic Si appear.
- (2)
- FSM master alloy prepared by melt spinning can lead to finer microstructure and more area percentage of α-Al in Al-17%Si compared with that fabricated by water-cooled copper mold.
- (3)
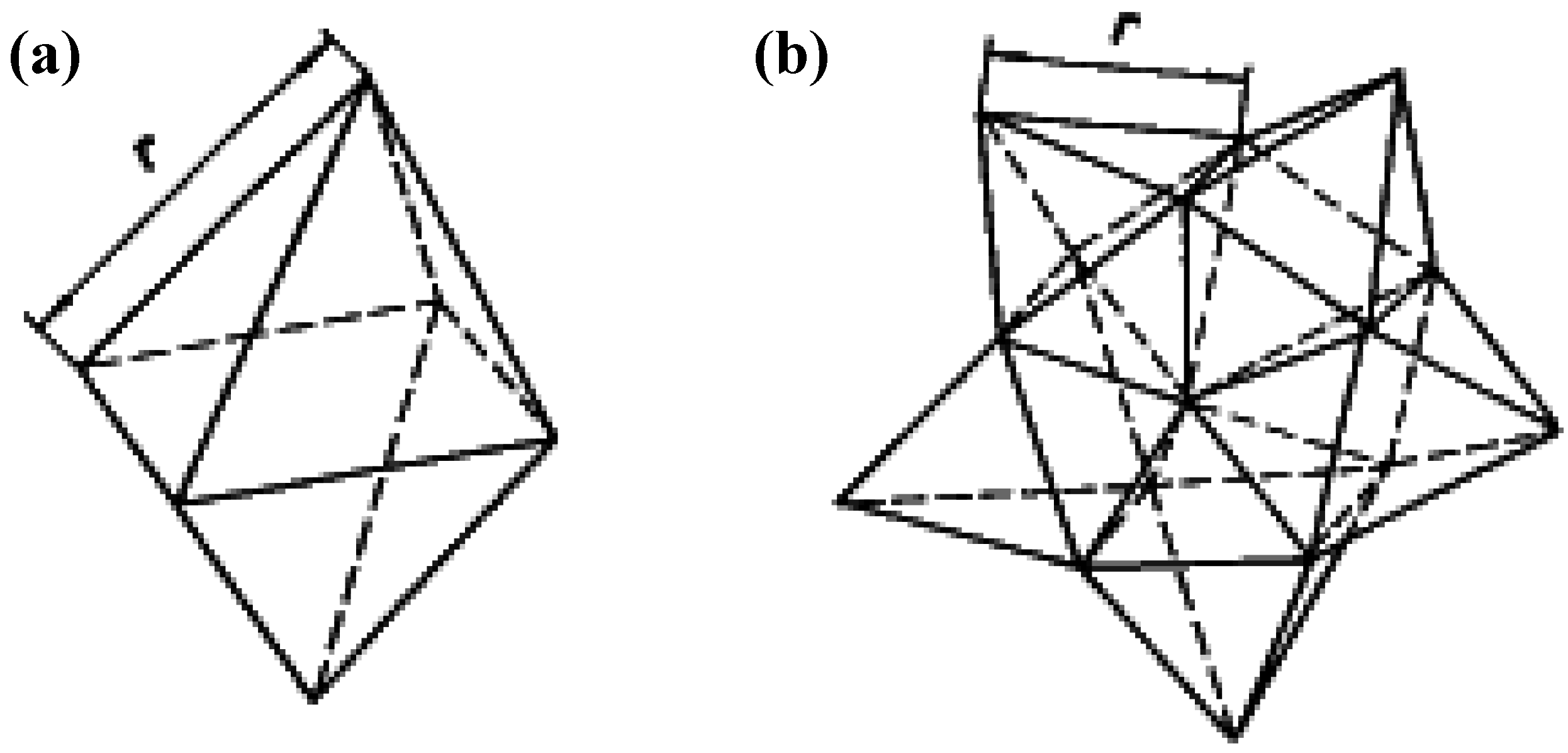
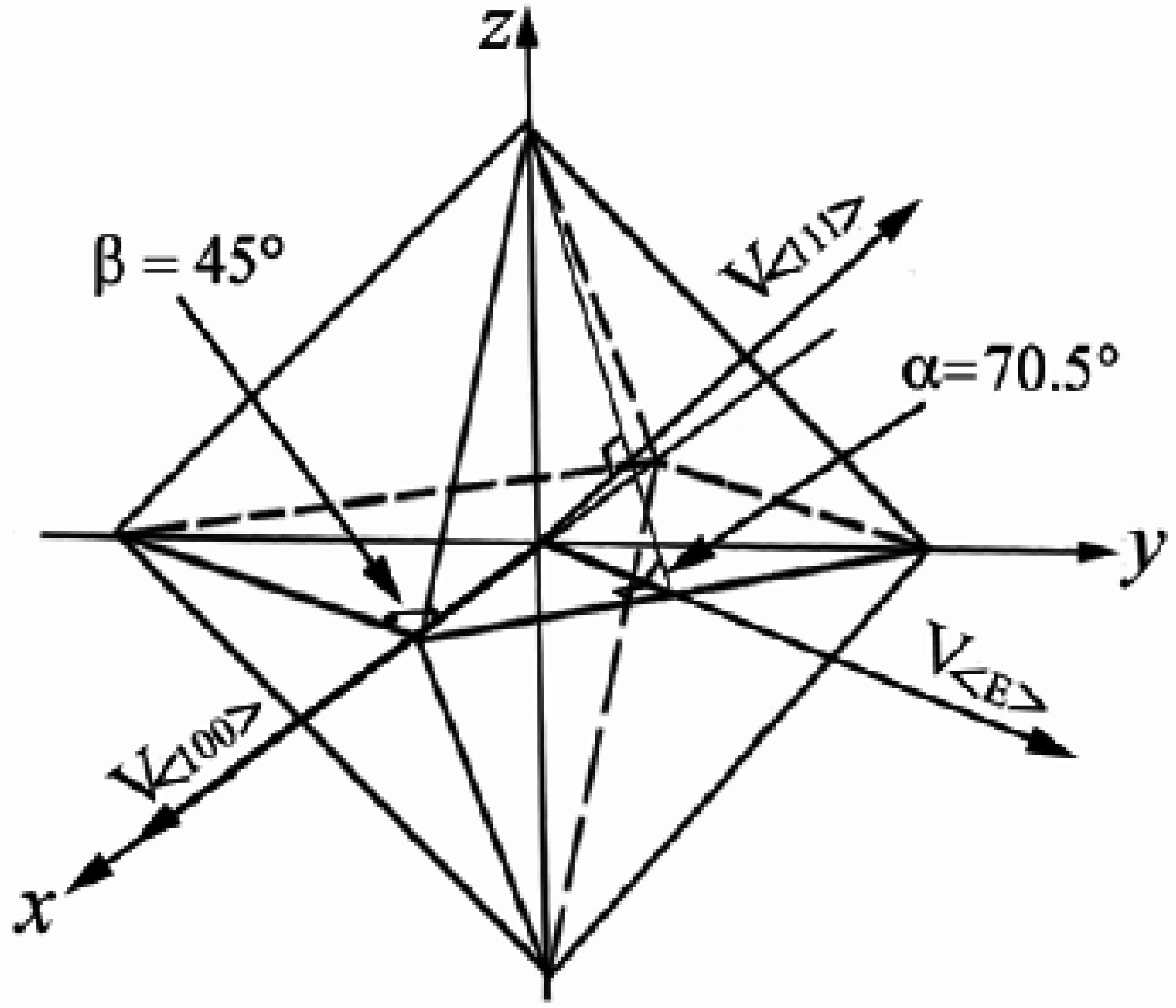
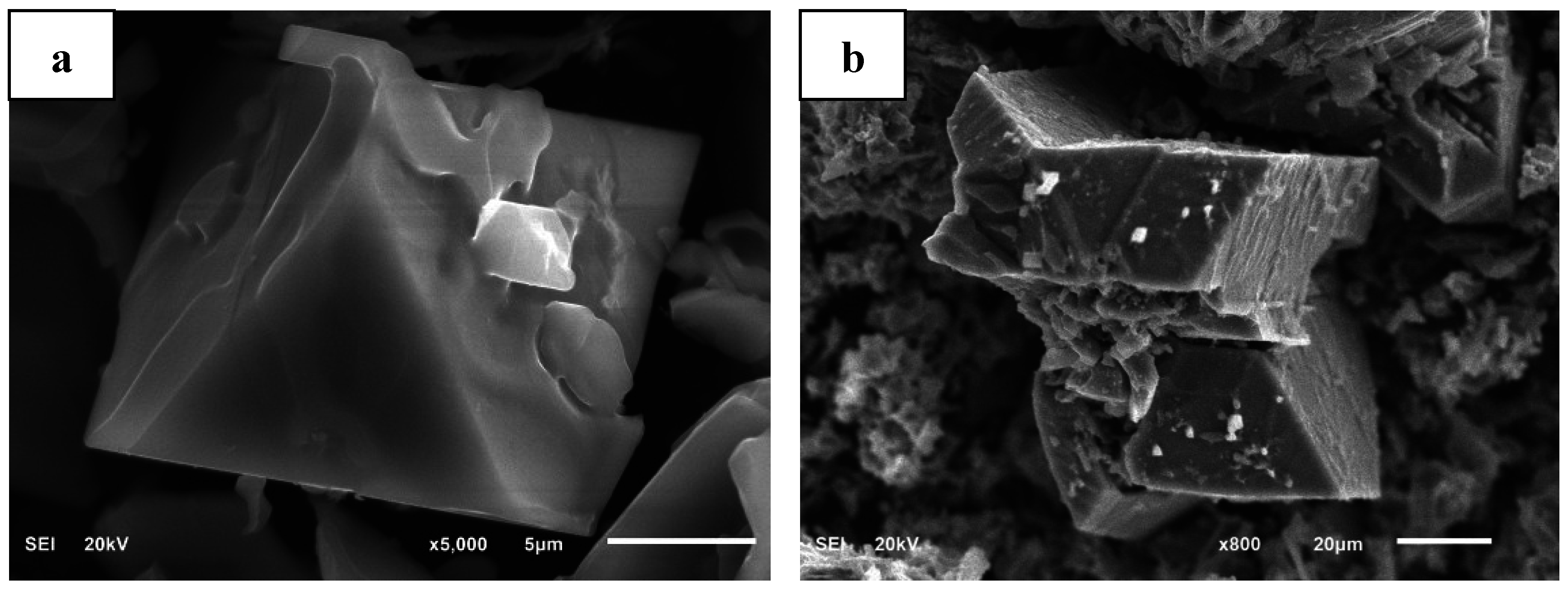
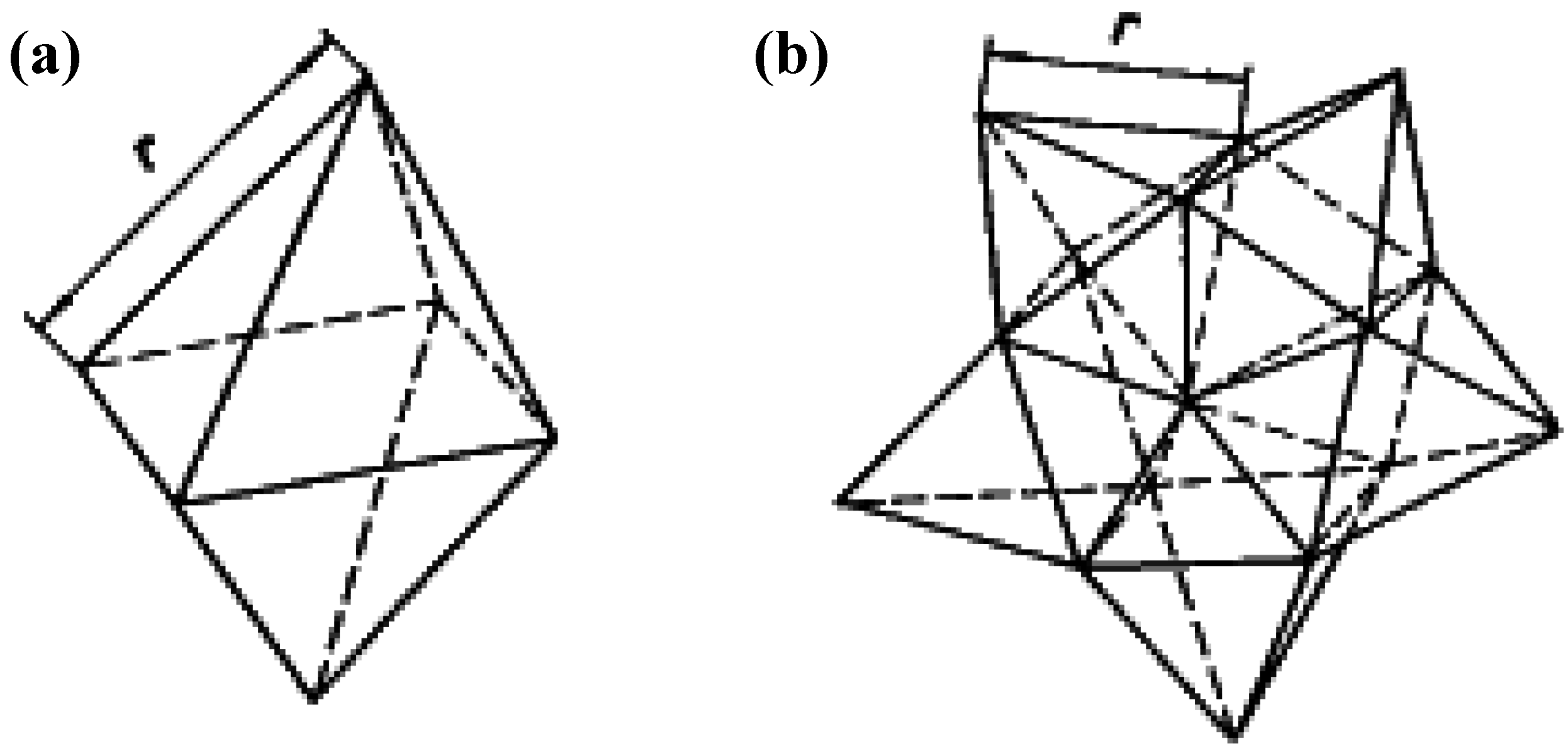
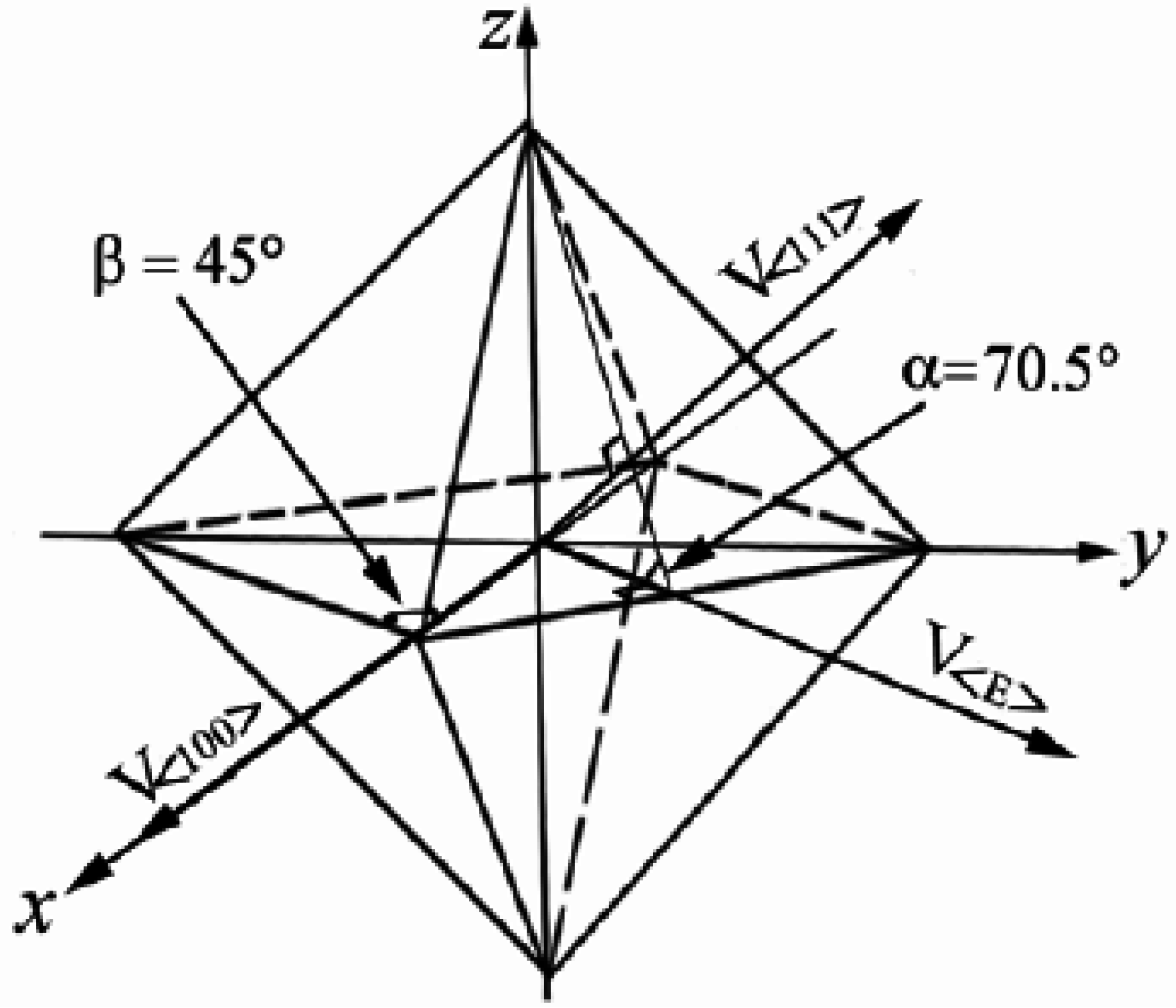
- The morphologies of primary Si in Al-17%Si change from big flake to octahedron shape in three-dimensions after modification. Meanwhile, the morphologies of eutectic Si convert from plate-like to coral-like shape.
- (4)
- DSC analyses results show that FSM master alloy can increase the precipitation temperature of primary and eutectic Si and reduce the latent heat of Si solidification process.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Uzun, O.; Kilicaslan, M.F.; Yılmaz, F. Formation of novel flower-like silicon phases and evaluation of mechanical properties of hypereutectic melt-spun Al-20Si-5Fe alloys with addition of V. Mater. Sci. Eng. A 2014, 607, 368–375. [Google Scholar] [CrossRef]
- Li, P.B.; Chen, T.J.; Zhang, S.Q.; Guan, R.G. Research on semisolid microstructural evolution of 2024 aluminum alloy prepared by powder thixoforming. Metals 2015, 5, 547–564. [Google Scholar] [CrossRef]
- Zhao, L.Z.; Zhao, M.J.; Song, L.J.; Mazumder, J. Ultra-fine Al-Si hypereutectic alloy fabricated by direct metal deposition. Mater. Des. 2014, 56, 542–548. [Google Scholar] [CrossRef]
- Kilicaslan, M.F. Effect of V addition on the nano-size spherical particles growing on the Fe-bearing intermetallics and silicon phases of gas atomized hypereutectic Al-20Si-5Fe alloys. J. Alloys Compd. 2014, 606, 86–91. [Google Scholar] [CrossRef]
- Gao, T.; Zhu, X.Z.; Qiao, H.; Liu, X.F. A new Al-Fe-P master alloy designed for application in low pressure casting and its refinement performance on primary Si in A390 alloy at low temperature. J. Alloys Compd. 2014, 607, 11–15. [Google Scholar] [CrossRef]
- Liang, S.M.; Schmid-Fetzer, R. Phosphorus in Al–Si cast alloys: Thermodynamic prediction of the AlP and eutectic (Si) solidification sequence validated by microstructure and nucleation undercooling data. Acta Mater. 2014, 72, 41–56. [Google Scholar] [CrossRef]
- Liu, Y.; Cao, D.C.; Tu, H.; Su, X.P.; Wang, J.H.; Wu, C.J.; Peng, H.P. Phase equilibria of the Ni–Si–P system at 800 °C. J. Alloys Compd. 2013, 577, 643–649. [Google Scholar] [CrossRef]
- Ludwig, T.H.; Schonhovd, D.E.; Schaffer, P.L.; Arnberg, L. The effect of Ca and P interaction on the Al–Si eutectic in a hypoeutectic Al–Si alloy. J. Alloys Compd. 2014, 586, 180–190. [Google Scholar] [CrossRef]
- Tebib, M.; Samuel, A.M.; Ajersch, F.; Chen, X.G. Effect of P and Sr additions on the microstructure of hypereutectic Al–15Si–14Mg–4Cu alloy. Mater. Charact. 2014, 89, 112–123. [Google Scholar] [CrossRef]
- Zuo, M.; Zhao, D.G.; Teng, X.Y.; Geng, H.R.; Zhang, Z.S. Effect of P and Sr complex modification on Si phase in hypereutectic Al-30Si alloys. Mater. Des. 2013, 47, 857–864. [Google Scholar] [CrossRef]
- Wang, A.Q.; Zhang, L.J.; Xie, J.P. Effects of cerium and phosphorus on microstructures and properties of hypereutectic Al-21%Si alloy. J. Rare Earth 2013, 31, 522–525. [Google Scholar] [CrossRef]
- Dai, H.S.; Liu, X.F. Refinement performance and mechanism of an Al-50Si alloy. Mater. Charact. 2008, 59, 1559–1563. [Google Scholar] [CrossRef]
- Xu, C.L.; Jiang, Q.C. Morphologies of primary silicon in hypereutectic Al-Si alloys with melt overheating temperature and cooling rate. Mater. Sci. Eng. A 2006, 437, 451–455. [Google Scholar] [CrossRef]
- Li, P.J.; Nikitin, V.I.; Kandalove, E.G.; Nikintin, K.V. Effect of melt overheating, cooling and solidification rates on Al–16wt.%Si alloy structure. Mater. Sci. Eng. A 2002, 332, 371–374. [Google Scholar] [CrossRef]
- Bian, X.F.; Liu, X.F.; Ma, J.J. Genetics of Cast Metals; Shandong Science & Technology Press: Jinan, China, 1999; pp. 6–8. [Google Scholar]
- Singh, M.; Kumar, R. Structure of liquid aluminium-silicon alloys. J. Mater. Sci. 1973, 8, 317–323. [Google Scholar] [CrossRef]
- Zhang, J.; Kang, S.B.; Yu, H.S.; Cho, J.H.; Min, G.H.; Stetsenko, V.Y. Effect of fine-grained raw material addition on microstructure refinement and tensile properties in horizontal continuous casting Al–12%Si alloy billets. Mater. Des. 2011, 32, 3566–3569. [Google Scholar] [CrossRef]
- Zhang, J.; Yu, H.S.; Kang, S.B.; Cho, J.H.; Min, G.H.; Stetsenko, V.Y. Effect of fine-grained structural Al–12%Si materials on morphologies and crystal defects of eutectic Si in HCC Al–12%Si alloy billets. J. Alloys Compd. 2012, 541, 157–162. [Google Scholar] [CrossRef]
- Gui, M.C.; Jia, J.; Jia, Q.C. Nucleating mechanism of five petal star-shaped primary silicon. Acta Metal. Sinica 1996, 32, 1177–1783. [Google Scholar]
- An, G.Y. Principle of Casting Forming; Machinery Industry Press: Beijing, China, 1992; pp. 68–69. [Google Scholar]
- Shamsuzzoha, M.; Hogan, L.M. The crystal morphology of fibrous silicon in strontium-modified Al–Si eutectic. Philos. Mag. A 1986, 54, 459–477. [Google Scholar] [CrossRef]
- Xu, C.L.; Wang, H.Y.; Liu, C.; Jiang, Q.C. Growth of octahedral primary silicon in cast hypereutectic Al–Si alloys. J. Cryst. Growth 2006, 291, 540–547. [Google Scholar] [CrossRef]
- Zhang, J.; Kang, S.B.; Yu, H.S.; Cho, J.H.; Min, G.H. Modification of horizontal continuous casting Al–12%Si alloy using FSM master alloy. Mater. Charact. 2013, 75, 44–50. [Google Scholar] [CrossRef]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, J.; Chen, H.; Yu, H.; Jin, Y. Study on Dual Modification of Al-17%Si Alloys by Structural Heredity. Metals 2015, 5, 1112-1126. https://doi.org/10.3390/met5021112
Zhang J, Chen H, Yu H, Jin Y. Study on Dual Modification of Al-17%Si Alloys by Structural Heredity. Metals. 2015; 5(2):1112-1126. https://doi.org/10.3390/met5021112
Chicago/Turabian StyleZhang, Jing, Hongmei Chen, Hui Yu, and Yunxue Jin. 2015. "Study on Dual Modification of Al-17%Si Alloys by Structural Heredity" Metals 5, no. 2: 1112-1126. https://doi.org/10.3390/met5021112