Metal Matrix Composites Reinforced by Nano-Particles—A Review



Department of Mechanical Engineering, Politecnico di Milano, Via La Masa 34, 20156 Milano, Italy
*
Author to whom correspondence should be addressed.
Metals 2014, 4(1), 65-83; https://doi.org/10.3390/met4010065
Submission received: 16 December 2013
/
Revised: 26 February 2014
/
Accepted: 4 March 2014
/
Published: 10 March 2014
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:Metal matrix composites reinforced by nano-particles are very promising materials, suitable for a large number of applications. These composites consist of a metal matrix filled with nano-particles featuring physical and mechanical properties very different from those of the matrix. The nano-particles can improve the base material in terms of wear resistance, damping properties and mechanical strength. Different kinds of metals, predominantly Al, Mg and Cu, have been employed for the production of composites reinforced by nano-ceramic particles such as carbides, nitrides, oxides as well as carbon nanotubes. The main issue of concern for the synthesis of these materials consists in the low wettability of the reinforcement phase by the molten metal, which does not allow the synthesis by conventional casting methods. Several alternative routes have been presented in literature for the production of nano-composites. This work is aimed at reviewing the most important manufacturing techniques used for the synthesis of bulk metal matrix nanocomposites. Moreover, the strengthening mechanisms responsible for the improvement of mechanical properties of nano-reinforced metal matrix composites have been reviewed and the main potential applications of this new class of materials are envisaged.
1. Introduction
Metal matrix composites (MMCs) reinforced with nano-particles, also called Metal Matrix nano-Composites (MMnCs), are being investigated worldwide in recent years, owing to their promising properties suitable for a large number of functional and structural applications. The reduced size of the reinforcement phase down to the nano-scale is such that interaction of particles with dislocations becomes of significant importance and, when added to other strengthening effects typically found in conventional MMCs, results in a remarkable improvement of mechanical properties [1,2,3,4].
The main issue to be faced in the production of MMnCs is the low wettability of ceramic nano-particles with the molten metal matrix, which do not allow the production of MMnCs by conventional casting processes. Small powder aggregates are in fact prone to form clusters, losing their capability to be homogeneously dispersed throughout the matrix for an optimal exploitation of the strengthening potential. For this reason, several alternative methods have been proposed in order to overcome this problem.
The production methods can be categorized into two major groups: ex situ and in situ. The first synthesis route consists of adding nano-reinforcements to the liquid or powdered metal, while in situ processes refer to those methods leading to the generation of ceramic nano-compounds by reaction during processing, for example by using reactive gases. Several methods have been developed for ex situ synthesis of MMnCs. In particular, different powder metallurgy techniques were successfully employed. Moreover, ultrasound-assisted casting plays a particularly promising role for its high potential productivity. Alternative methods are listed and discussed in a following section.
The methods used for the characterization of MMNCs are the same of those used for conventional MMCs and alloys. Of course, the downsizing of the reinforcement implies the use of higher resolution techniques for characterization of morphology and local chemistry of the constituents.
In the literature, different kinds of matrix metals have been coupled with several types of nanometric phases. Ceramic compounds (SiC, Al2O3, etc.), intermetallic materials and carbon allotropes were used to reinforce Al, Mg, Cu and other metals and alloys. Particular importance is assigned to carbon nanotubes (CNT), which are characterized by very high strength, stiffness and electrical conductivity. These properties confer higher mechanical strength while improving electrical and thermal properties of the base material [5,6]. Moreover, MMnCs revealed to be able to improve other interesting engineering properties, such as damping capacity [7,8], wear resistance [9] and creep behavior [10].
This paper is aimed at reviewing the theoretical and experimental background related to bulk MMnCs and the major results achieved in this field. Structural properties and mechanical performance induced by nano-particle and nano-tube addition to base metals will be presented and the state of art of the synthesis methods will be described.
2. Strengthening Mechanisms
The high mechanical resistance of MMnCs is the result of several strengthening mechanism contributions, namely: load transfer effect, Hall-Petch strengthening, Orowan strengthening, coefficient of thermal expansion (CTE) and elastic modulus (EM) mismatch [1,2,3,4]. In the following sections, each strengthening methods will be discussed separately.
2.1. Load Transfer Effect
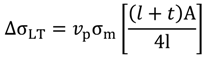
The load transfer from the soft and compliant matrix to the stiff and hard particles under an applied external load, contributes to the strengthening of the base material. A modified Shear Lag model proposed by Nardone and Prewo [11] is commonly used to predict the contribution in strengthening due to load transfer in particulate-reinforced composites [1,2,3]:
![Metals 04 00065 i001]() where vp is the volume fraction of the particles, σm is the yield strength of the unreinforced matrix, l and t are the size of the particulate parallel and perpendicular to the loading direction, respectively. For the case of equiaxed particles Equation (1) reduces to [3]:
where vp is the volume fraction of the particles, σm is the yield strength of the unreinforced matrix, l and t are the size of the particulate parallel and perpendicular to the loading direction, respectively. For the case of equiaxed particles Equation (1) reduces to [3]:
![Metals 04 00065 i002]()
2.2. Hall-Petch Strengthening
The grain size has a strong influence on metal strength since the grain boundaries can hinder the dislocation movement. This is due to the different orientation of adjacent grains and to the high lattice disorder characteristic of these regions, which prevent the dislocations from moving in a continuous slip plane [12]. The Hall-Petch equation relates the strength with the average grain size (d) [12]:
![Metals 04 00065 i003]() where ky is the strengthening coefficient (characteristic constant of each material).
where ky is the strengthening coefficient (characteristic constant of each material).
The particles play a fundamental role in final grain size found in metal matrices of composites since they can interact with grain boundaries acting as pinning points, retarding or stopping their growth. The increase of vp (volume fraction) and the decrease of dp (particle diameter) lead to a finer structure, as theoretically modeled by the Zener equation [3]:
![Metals 04 00065 i004]() where α is a proportional constant.
where α is a proportional constant.
2.3. Orowan Strengthening
The so-called Orowan mechanism consists in the interaction of nano-particles with dislocations. The non-shearable ceramic reinforcement particles pin the crossing dislocations and promote dislocations bowing around the particles (Orowan loops) under external load [12]. The Orowan effect can be expressed by the following expression:
![Metals 04 00065 i005]() where b is the Burger’s vector and G is the matrix shear modulus.
where b is the Burger’s vector and G is the matrix shear modulus.
2.4. CTE and EM Mismatch
The mismatch in coefficient of thermal expansion (CTE) and in elastic modulus (EM) between the reinforcements and the metal matrix is accommodated during material cooling and straining by the formation of geometrically necessary dislocations (GNDs).
GND density due to CTE and EM mismatch can be estimated by the following expressions [3]:
![Metals 04 00065 i006]()
![Metals 04 00065 i007]() where A is a geometric constant, ∆α is the difference in CTE and ∆T is the difference between test and processing or heat treatment temperatures. Then, the combined strengthening due to CTE and EM mismatch can be calculated by means of the Taylor equation [13]:
where A is a geometric constant, ∆α is the difference in CTE and ∆T is the difference between test and processing or heat treatment temperatures. Then, the combined strengthening due to CTE and EM mismatch can be calculated by means of the Taylor equation [13]:
![Metals 04 00065 i008]() where β is a constant.
where β is a constant.

2.5. Sum of Contributions
The final strength of the composite, σc, can be evaluated by summing the above contributions related to the single strengthening effects, ∆αi, with the original yield strength of the unreinforced matrix, σm, therefore:
![Metals 04 00065 i009]()
Several studies proposed alternative methods to calculate σc, taking into account the superposition of the effects [2,14]. A simple approach [3,14] suggests calculating the final strength of the composite by summing the root of the squares of all the single strengthening contributions, as:
![Metals 04 00065 i010]()
Another common method that takes into account Orowan strengthening mechanism, CTE mismatch effect, and load-bearing effect was proposed by Z. Zhang and D.L. Chen [1,2]:
![Metals 04 00065 i011]() where A is the term relative to CTE mismatch and B is the coefficient related to Orowan effect:
where A is the term relative to CTE mismatch and B is the coefficient related to Orowan effect:
![Metals 04 00065 i012]()
![Metals 04 00065 i013]()

Few papers are available in literature about this topic. This lack does not allow a comprehensive evaluation and comparison of the proposed methods. For this reason, the approaches are simply reported and not compared and deeply discussed.
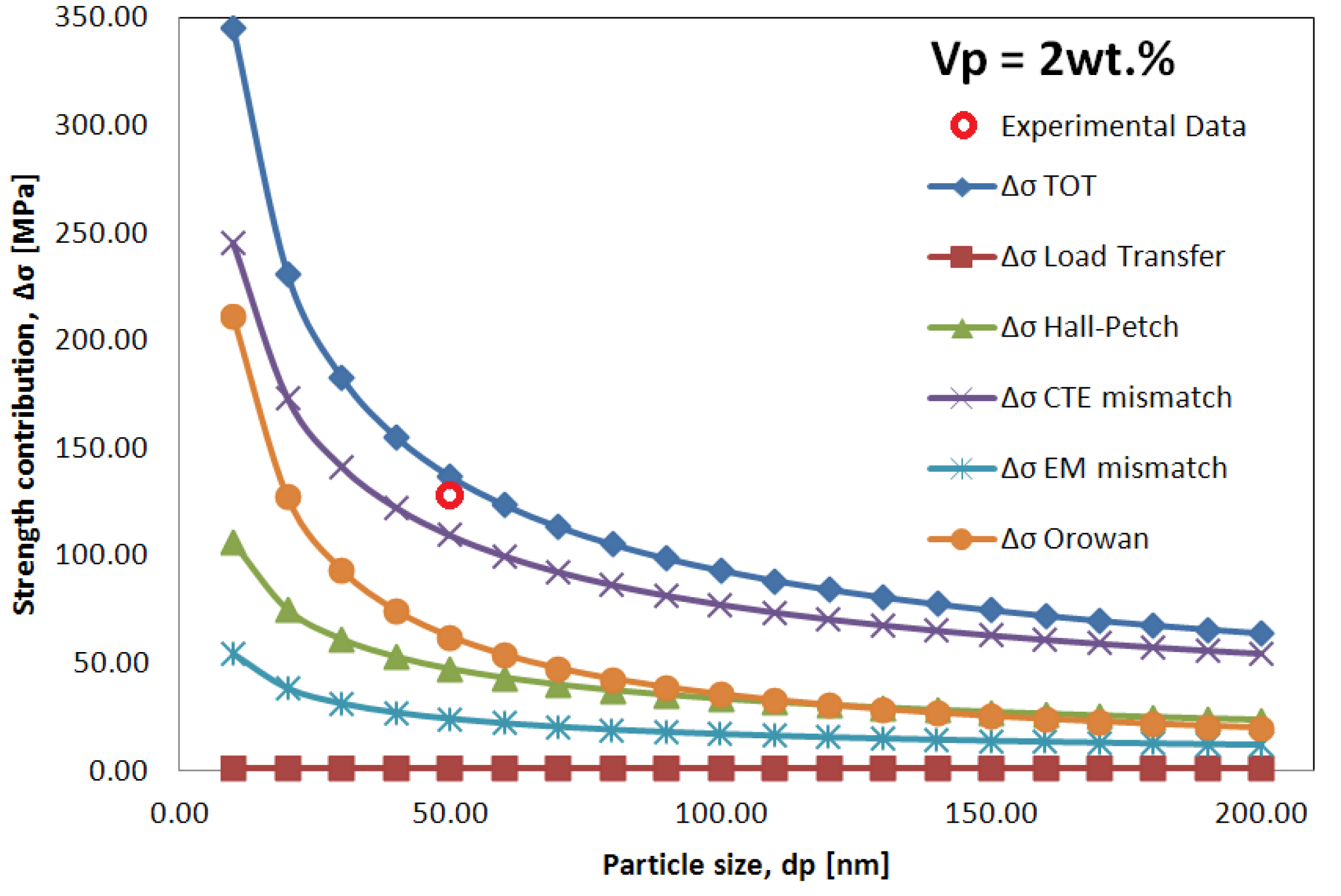
Figure 1, modified from ref. [15] depicts the effect of each strengthening contribution and the total strengthening increment calculated according to Equation (10) for a 2 wt.% Al2O3 reinforced Al matrix processed at 400 °C. The most important contributions are achieved mainly due to CTE mismatch and Orowan effect, especially when the particle diameter is lower than 50 nm. Since in MMnCs, very small amounts of ceramic particles are used to reinforce the matrix without impairing toughness and other properties (e.g., electrical and thermal conductivity), very small contribution from load transfer is expected. The same graph shows that for the system Al/2wt.%Al2O3 the proposed model is consistent with experimental data.
Figure 1.
Effect of strengthening contributions and total resulting strengthening increment calculated by Equation (10) for a 2 wt.% Al2O3 reinforced Al matrix composite.
Figure 1.
Effect of strengthening contributions and total resulting strengthening increment calculated by Equation (10) for a 2 wt.% Al2O3 reinforced Al matrix composite.

3. Matrix Alloys and Available Reinforcements
Several metallic materials have been considered as matrix constituent for the preparation of MMnCs. In particular, the most interesting metals for industrial applications are Al [8,11,16,17,18,19,20,21,22,23,24,25,26,27,28,29,30,31,32,33,34,35,36,37,38,39], Mg [40,41,42,43,44,45,46,47,48], Ti [4,49,50], Cu [5,51,52,53] and their alloys. Pure and alloyed aluminum is the most investigated material with the largest number of published research studies describing Al-based composites as possible candidates for structural application. Different species of nano-sized oxides (Al2O3, Y2O3) [19,26,27,32,33,34,52,54], nitrides (Si3N4, AlN) [45], carbides (TiC, SiC) [11,24,29,35,36,39,41,42,43,44], hydrates (TiH2) [47] and borides (TiB2) [28,51] have been employed as reinforcement agents. Especially, carborundum and alumina are the most common ceramic reinforcements for MMNCs. Moreover, different allotropes of carbon (carbon black [18], fullerenes [48] and carbon nanotubes [5,6,8,30,31,46,53]) have been investigated as fillers for several research works published in literature. The most used particles are CNTs: they confer very high mechanical properties to the metal matrix and, meanwhile, they lead to increased electrical conductivity, which makes MMnCs very attractive materials for electrical applications. Single wall carbon nanotubes (SWCNT) and multi wall carbon nanotubes (MWCNT) are both used for MMnCs production. In this regard, for example copper-0.1 wt.% MWCNT composites revealed a 47% increase in hardness and bronze-0.1 wt.% SWCNT showed a 20% improved electrical conductivity [5]. Finally, intermetallic compounds (NiAl, Al3Ti) have also been successfully used as reinforcement phase in MMnCs [25,55]. Al–Al3Ti nanocomposite revealed good mechanical behavior at high temperature [55], while TiAl–NiAl MMnCs showed low fracture toughness and high hardness [25].
4. Preparation Methods and Properties
For the large-scale production of metal matrix nanocomposites, the main problem to face is the low wettability of ceramic nano-particles, which does not allow the preparation of MMnCs by conventional casting processes since the result would be an inhomogeneous distribution of particles within the matrix. The high surface energy leads to the formation of clusters of nanoparticles, which are not effective in hindering the movement of dislocations and can hardy generate a physical-chemical bond to the matrix, thus reducing significantly the strengthening capability of nanoparticles [6,23]. Several unconventional production methods have been studied by researchers in order to overcome the wettability issue, either by formation of the reinforcement by in situ reaction or by ex situ addition of the ceramic reinforcement by specific techniques. Hereafter, the most studied and successful methods are described by classifying them into liquid, semisolid and solid processes.
4.1. Liquid Processes
For composites prepared by the conventional liquid metallurgy route, severe aggregation of nanoparticles frequently occurs even when mechanical stirring is applied before casting. This is due to poor wettability and high viscosity generated in the molten metal owing to high surface-to-volume ratio of the nano-sized ceramic particles. The density of nanoparticles do not play an important role in the production process of nanocomposites. Such small particles are supposed to float on the top of the molten bath even if their density is relatively higher than that of the liquid matrix. This issue was indeed of paramount importance in micron-sized particle reinforced composites but it is felt that in nano-reinforced materials, other effects such as those induced by extensive surface tension play a much more important role [56].
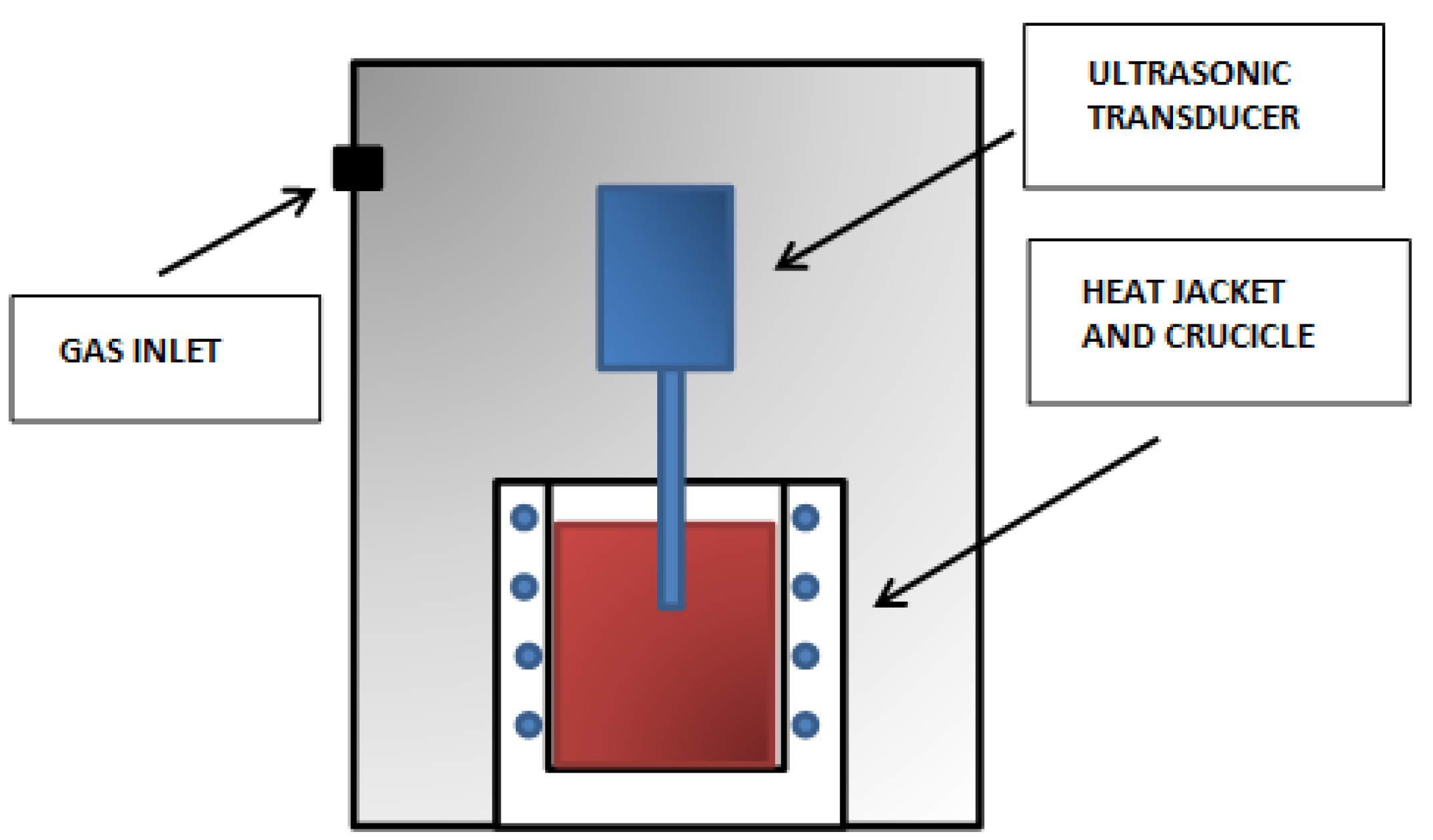
High-intensity ultrasonic waves revealed to be useful in this context since they produce acoustic transient cavitation effects, which lead to collapsing of micro-bubbles. The transient cavitation would thus produce an implosive impact, strong enough to break the nanoparticle clusters and to uniformly disperse them in the liquid metal. According to this technique, a good dispersion of 2% vol. of SiC nano-particles (d < 30 nm) in aluminum alloy 356 was achieved by Li and co-workers [24] by means of the experimental setup schematized in Figure 2 equipped by ultrasonic source. An improvement of 20% in hardness over the unreinforced alloy was achieved.
Figure 2.
Scheme of experimental setup used by X. Li et al. [24].
Figure 2.
Scheme of experimental setup used by X. Li et al. [24].

Lan et al. produced nano-sized SiC/AZ91D Mg alloy composites through the same method. A fairly good dispersion of the particles was achieved although some small clusters still existed into the matrix. Owing to general improvement of the dispersion, the 5 wt.% SiC reinforced composite led to a microhardness increase of 75% [57].
As already mentioned, the nanoparticles also play a fundament role in grain refinement, working as pinning points hampering the grain growth and leading to improved mechanical properties according to Equation (4). In this regard, it has been reported that an addition of 1 wt.% nano-SiC into pure Mg strongly acts in this direction. Under comparative processing conditions, the Mg/SiC composite featured an average grain size of 72 μm whereas the unreinforced pure Mg of 181 μm [41]. Moreover, De Cicco and co-workers [38,39] proved by a droplet emulsion technique (DET) that nanoparticles can catalyze nucleation, thereby reducing undercooling. For A356 alloy based nano-composites produced by ultrasonic assisted casting, γ-Al2O3 revealed a better nucleation catalyzer than α-Al2O3 probably due to its lower lattice mismatch with the metal matrix. Other tests were also conducted in the same research [39] with TiC and SiC of different sizes.
Tensile tests performed on AZ91D alloy and on the same material reinforced by 1 wt.% of nano-AlN produced by ultrasound-assisted casting, revealed an increase of yield strength in MMnCs at room temperature of 44% and of 21% at 200 °C when compared to the unreinforced AZ91D alloy. For the same materials, a decrease of fracture strain at room temperature was achieved while an enhanced ductility was measured at 200 °C [45]. Improved ductility was detected by Wang et al. [42] even at room temperature. The yield strength (YS), ultimate tensile strength (UTS) and fracture elongation of an AZ91 alloy were 104 MPa, 174 MPa and 3.6%, respectively whereas the corresponding values for the AZ91 alloy reinforced by 0.5 wt.% of 50 nm SiC were: 124 MPa, 216 MPa and 6.6%, respectively.
In a research work by Cao and co-authors [58], the addition of 1.5 wt.% SiC to Mg–4Zn alloy obtained by an ultrasonic cavitation-based solidification process led to an increase of RT ductility of more than twice as well as to improved YS and UTS. A reduction of grain size was also observed by the same authors in reinforced sample (150 μm vs. 60 μm), which increased the castability of the alloy. This behavior was supposed to be related to an improved casting quality, since the resulting finer grain size of the composite can improve melt feeding characteristic minimizing porosity, shrinkage and enhancing hot-tearing resistance.
In situ MMnCs have been successfully prepared by liquid metallurgy processes. 50 nm-TiB2-reinforced copper-matrix composites were produced by adding B2O3, C and Ti in a Cu–Ti melt [59]. The composites exhibited significantly improved mechanical properties. In particular, the YS of Cu and Cu/TiB2 was 298.7 MPa and 509.6 MPa, respectively. Al/TiB2 nanocomposites were also synthesized by an in situ method, by adding a mixture of potassium hexafluorotitanate (K2TiF6) and potassium tetrafluoroborate (KBF4) salts in an Al melt under argon atmosphere [60].
Disintegrated Melt Deposition (DMD) is a further liquid metallurgy process successfully employed for nano-composite production. Alumina nanoparticles have been well dispersed in Al–Mg alloys by heating the metal in argon atmosphere and adding the ceramic particles by means of a vibratory feeder. The melt was stirred and poured, then disintegrated with argon gas jets and deposited onto a metallic substrate. Finally, the MMnCs were extruded to reduce porosity down to very low levels and to achieve a good dispersion of the particles [61,62].
Selective laser melting (LSM) was also used to produce Ti-based composites reinforced by nanoparticles [63]. Powders were milled by high-energy ball milling and then melted by laser beam under protective atmosphere. Through this method, a unique microstructure very different from the initial microstructure of the reinforcement was achieved. A proper decrease in volumetric energy density led to the development of TIC whisker and of uniformly dispersed nano-lamellar TiC starting from dendritic TiC. The same research confirmed that well dispersed nano-particles induce improved mechanical and wear properties to the Ti matrix.
Melt stirring, high-pressure die casting [46] and arc-discharge plasma method [64] were also used to produce AZ91/CNT composites and in situ Al/AlN MMnCs, respectively.
Finally, it was highlighted that the main problem to be faced in production of CNT-MMnCs by the liquid metallurgy method is the interaction of the nanotubes with the liquid metal. In fact, the process may cause damage to CNTs or formation of chemical reaction products at the CNT/metal interface [6,65,66]. Therefore, this synthesis route is mainly indicated for composite matrices having low-melting temperatures and reduced reactivity with the reinforcement phase. The problem of low wettability of CNTs can be partially overcome by coating CNT with metal layers (for example Ni) [6,67]. The field of surface modification appears as quite promising and it is open to innovation for attenuating the drawbacks on wettability and tendency to clustering of nanoparticles.
4.2. Semi-Solid Processes
Only few works are available in literature about this topic even if this method has been widely applied for micrometer-size particle-reinforced MMCs, and it would be extremely interesting for large-scale production.
A356/Al2O3 MMnCs were produced by using a combination of rheocasting and squeeze casting techniques [68]. Rheocasting is a semi-solid phase process, which has several advantages: it is performed at lower temperatures than those conventionally employed in foundry practice, resulting in reduced thermochemical degradation of the reinforcement surface. Moreover, the material shows thixotropic behavior typical of stir cast alloys and production can be performed by conventional foundry methods. During rheocasting, the pre-heated nanoparticles are added in the semi-solid slurry while it is vigorously agitated in order to achieve a homogenous particle distribution. Then the slurry is squeezed using a hydraulic press. Mg alloy AZ91 ingots reinforced by nano-SiC particles were produced by semisolid stirring-assisted ultrasonic vibration [44]. After homogenization treatment and extrusion, the SiC reinforcement featured a fairly good dispersion although bands of accumulated nanoparticles were present and their amount could be reduced by increasing the extrusion temperature.
An innovative method named semi-solid casting (SSC) was proposed by De Cicco et al. [69]. Zinc alloy AC43A reinforced by 30 nm β-SiC was used for samples preparation by SSC. The SSC experiments were carried out by pouring ultrasonicated molten MMNC material (450 °C) from a graphite crucible into a steel injection device, which was preheated to 400 °C. Liquid MMnC was cooled down to 386 °C achieving less than 30% of solid fraction. Then, the injection sleeve was inverted and placed on top of a steel mold. The plunger was activated and the semi-solid material was injecting into the mold. The produced samples showed strength properties comparable to those by ultrasound-assisted casting but with improved ductility.
4.3. Solid Processes
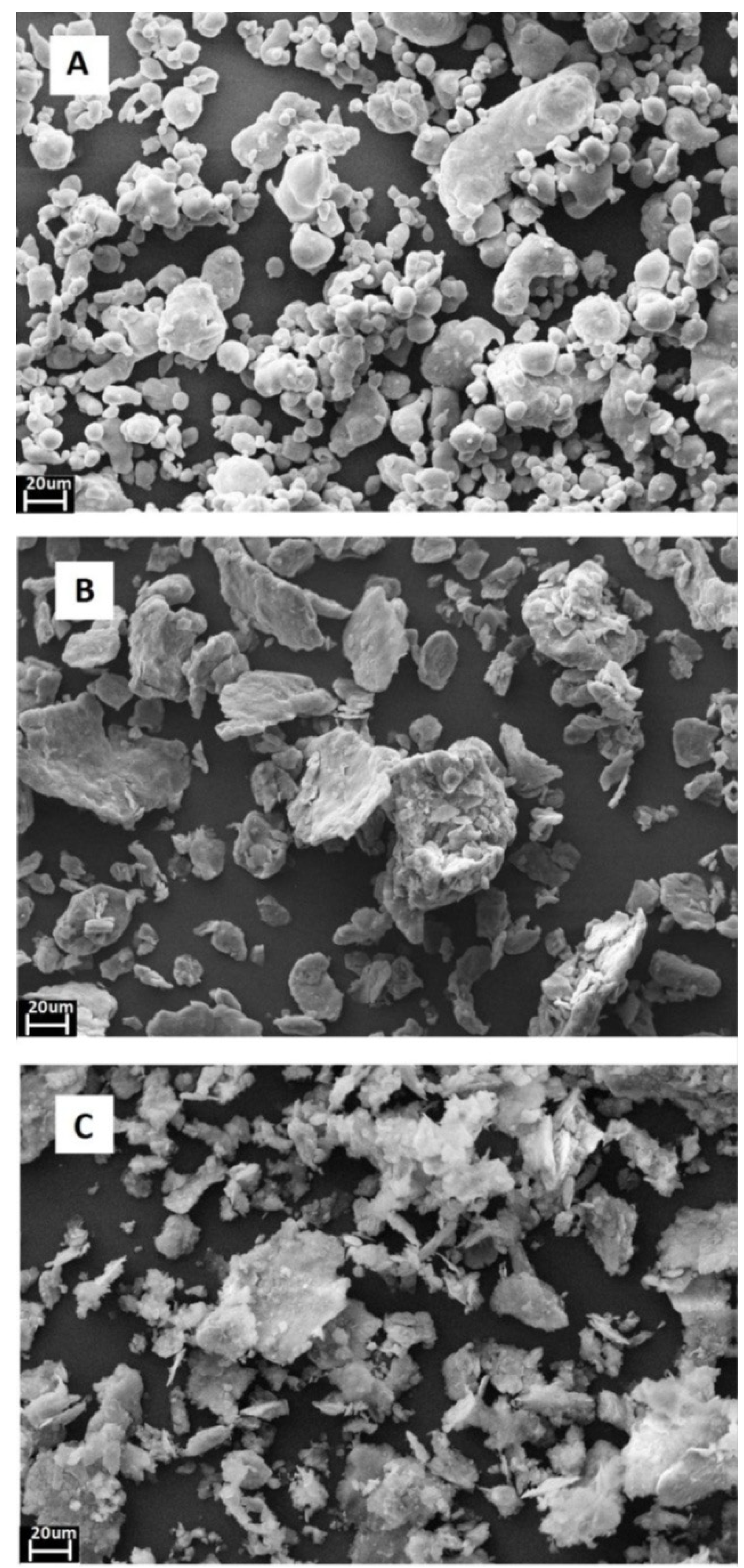
Several solid methods were studied and developed for preparing MMnCs. In particular, different powder metallurgy techniques were successfully employed in this respect. Some papers focus on mechanical alloying which is a powder metallurgy technique consisting in repeated cold welding, fracturing and re-welding of powder particles in a high-energy ball mill. The typical morphological evolution of Al powders during high-energy ball milling is depicted in Figure 3. This technique is of fundamental importance since it allows achieving a better dispersion of nano-powder into the composite by breaking up the ceramic clusters. It can also be exploited for the formation of alloys by diffusion mechanisms starting from pure metals, and to produce performs by in situ reaction of nano-reinforcements. Therefore, mechanical alloying, which cannot be separated from the opportunity of breaking up of the nano-ceramic clusters, is a value-added option offered by this particular processing route [9,33,35,39,47,51,70,71,72,73,74,75,76,77,78].
It has been proved that the presence of nanoparticles can accelerate the milling process (stimulating plastic deformation, cold welding, and particle fragmentation) and grain refinement mechanism [73,75]. Process control agent (PCA) has a strong influence on morphological evolution of powders during ball milling [34]. The addition of 1.5% stearic acid as PCA prevents cold welding of Al particles during ball milling and leads to an increase of hardness of the hot-compacted samples. Speed and time of milling, mass of balls and powder, and ball diameter also contributes to final hardness development. In particular, a pronounced decrease in energy transfer from the balls to the powder was found by raising the amount of balls [35].
High-energy ball milling proved to be a suitable technique for production of in situ MMnCs. Al–TiN composite was prepared by milling elemental Al and Ti powders with ring-type organic compound pyrazine in benzene solution [71]. Mg 5 wt.% Al alloy in situ reinforced with TiH2 was also prepared by mechanical alloying of elemental powder of Mg, Al and Ti, using polyethylene-glycol to provide hydrogen for the formation of TiH2 and to prevent excessive cold welding during ball milling. After attritioning, the powders were cold isostatically pressed (CIP), extruded and thermal treated. The mechano-chemically milled specimens showed very fine microstructure and good dispersion of fine reinforcements, a slight increase in YS and ductility was observed [47,76]. Iron-wustite (Fe–FeO) nanocomposites were also produced by mechano-chemical processing starting from Fe and Fe2O3 powder with different mole ratios. These materials showed a ferromagnetic-like behavior, which was interpreted according to spinel-like defect, clusters [72]. In another research work by Lu et al. [74], Mg-5Al-10.3Ti-4.7B (wt.%) powder mixture was ground using high-energy ball milling and subsequently extruded. They observed the formation of non-equilibrium Ti3B4 phase in extruded samples. Lu and co-authors also investigated the in situ formation of TiB2 via chemical reaction among Al, TiO2 and B2O3. The powders were cold compacted into green compacts and sintered at different temperatures. By this method, 53% of increment in YS and UTS was achieved [28]. In situ TiB2 reinforced Cu alloy composite was indeed achieved via argon atomization at 1400 °C followed by hot isostatic pressing (HIP) at 200 °C under 200 MPa pressure [51].
Figure 3.
SEM micrographs (secondary electrons) of pure aluminum powder (A) as received, (B) after 2 h of ball milling and (C) after 5 h of ball milling [78].
Figure 3.
SEM micrographs (secondary electrons) of pure aluminum powder (A) as received, (B) after 2 h of ball milling and (C) after 5 h of ball milling [78].

Moreover, Cu-Al2O3 nanocomposites have been prepared by two chemical routes: through decomposition of Al(NO3)3 to Al2O3 by calcination of a paste of CuO–Al(NO3)3 followed by H2 reduction and sintering, or through hydrolysis of Al(NO3)3 solution followed by calcination, reduction and sintering. The latter method led to the formation of finer Al2O3 (30 nm vs. 50 nm) and promoted enhanced properties in terms of relative density, microhardness and abrasive wear resistance [9]. Submicron-sized titanium carbide was successfully sintered from the reaction of Ti salt (K2TiF6) and activated carbon, by controlling the degree of reaction through temperature and amount of C. In this respect, it was observed that at low temperatures, formation of Al3Ti was predominant while at high temperatures (above 1000 °C), the intermetallic compound was not stable and TiC was preferentially formed [36].
Several techniques have been used to perform the compaction of composite powders. The most common routes are HIP [51], hot pressing [52] and cold pressing [9,26,28,54,77,78] or CIP [47,76] followed by a sintering treatment. Conventional hot extrusion [7,10,30,79] or equal channel angular extrusion (ECAE), also known as equal channel angular pressing ECAP) [15,18,19,21,32,34,37,53,80,81] revealed to be suitable methods to achieve full dense composites.
Hot extrusion was used to sinter Al-2%CNT composite powders blended by high-energy ball milling observing a tensile strength enhancement of 21%. Extrusion was also found to promote alignment of CNTs along the extrusion direction that may lead to anisotropic properties of the material [30]. In the same work, CNTs have been found to act as nucleation sites for void formation during tensile tests. Both CNTs pullout and MW-CNT inner tubes slippage were observed in fractured surfaces suggesting poor interfacial bond between CNTs and Al matrix.
Ferkel et al. extruded at 350 °C pure Mg powders and two composite powders consisting of Mg and 3 wt.% nano-SiC. One batch had been ball milled and the second one had been conventionally mixed [10]. The study was focused on high temperature (HT) mechanical behavior of the produced nanocomposites. The milled composite showed the largest gain in strength but also the lowest ductility at all testing temperatures (RT, 100 °C, 200 °C and 300 °C). Moreover, significant difference in the creep response was been observed at 200 °C in favor of the ball milled composite.
Al-based samples sintered by ECAP and sintered by cold pressing followed by heat treatment and extrusion were compared in [32]. The best results were achieved by the former method since the hardness values after three ECAP passes was 67% higher than the extruded samples. Higher compressive strength and increased wear resistance were also achieved in the ECAP processed samples.
It was demonstrated that the mechanism of powder consolidation in severe plastic deformation (SPD) processes associated to ECAP is different from that of sintering-based routes. In ECAP, the deformation of the particles, rather than the atomic diffusion, would cause the bonding between particles. By this way, fully dense compaction can be achieved at lower temperatures and in shorter times compared to conventional sintering processes. The best results in terms of bonding between the particle and absence of porosity were obtained when the particles were shear-deformed during the process instead of forced to slide one over the other. This effect is promoted by larger, softer and irregular shaped particles, high friction between particles with clean metallic surfaces (no oxide), higher pressure and temperature [19,80].
ECAP powder pressing was successfully used to consolidate 1% CNTs in copper matrix at room temperature, avoiding CNT surface reaction with metal matrix [53]. Al nanocomposites reinforced by carbon black (CB) or by Al2O3 were also produced by using back-pressure ECAP (BP-ECAP) at 400 °C [18,19,21]. In particular, good dispersion of Al2O3 and CB nanoparticles was achieved by mechanical milling followed by 8 BP-ECAP passes (Figure 4). Compression tests on these materials showed that the YS of unreinforced sample reached 58 MPa, while that of the composite with addiction of 5% CB reached 260 MPa. Moreover, after 8 BP-ECAP passes, full dense pure Al showed a Vickers hardness of 37.1 HV, while the Al-5%Al2O3 MMnC showed an hardness of 96.5 HV and the Al-5%CB system an hardness of 81 HV [18,21].
Figure 4.
TEM microstructure of the Al-10 wt%Al2O3 nanocomposite showing the homogeneous dispersion of Al2O3 nanoparticles (<50 nm in sizes) in the Al matrix [21].
Figure 4.
TEM microstructure of the Al-10 wt%Al2O3 nanocomposite showing the homogeneous dispersion of Al2O3 nanoparticles (<50 nm in sizes) in the Al matrix [21].

Al composites reinforced by 5%, 10% and 15% nano-Al2O3 were also produced by powder metallurgy route. The powders were mixed in ethanol by ultrasonic treatment, wet attritioned by high-energy ball milling and finally compacted by ECAP at 200 °C. The best results in terms of microhardness and compressive yield stress were achieved by adding 10% nano-alumina after 4 ECAP passes [37].
5. Applications
So far, to the authors’ best knowledge, metal matrix composites reinforced by nanoparticles or nanotubes are not yet being employed in relevant commercial applications due to their very recent development. However, MMnCs show higher mechanical properties than micro-particles reinforced composites, without any evidence of a strong drop in thermal and electrical conductivity [5,6]. For this reason, they are considered as possible candidates for substituting conventional MMCs or related monolithic alloys in structural and electrical RT and HT applications. For example, CNT composites could replace, thanks to their higher strength and stiffness, carbon fibers composite in many applications, especially in high-temperature environments. Another good opportunity for the substitution of traditional MMCs with nano-sized counterparts is related to the loss in fracture toughness and ductility occurring in micro-reinforced MMCs. Toughness can be substantially preserved in nano-reinforced composites owing to the reduced particle volume fraction required to achieve strengthening.
The enhanced wear resistance [9,63] and the good thermal conductivity combined to the high specific strength make MMnCs attractive materials for aircraft brakes. Moreover, the specific strength and elastic modulus could be exploited in sport industry, for instance for rackets or bicycle frames and other components. A further field of potential application is in electronic devices, for example for heat sinks and solders (thanks to their thermal properties) or as antennas (thanks to their electrical properties and stiffness). Aerospace and automotive industries may exploit all the above properties for different kind of applications such as structural radiators, gears, aircraft fins, cylinder liners, disk brakes and calipers.
The improved damping capacity of MMnCs could also be exploited to reduce vibrations and noise of structures. In Mg–Al2O3 samples extruded at 350 °C after powder milling, a significant damping ability was highlighted and attributed to interface character of MMnCs [7]. Indeed, CNT/2024 Al composites showed improved damping properties at high temperature as high as 400 °C [8].
6. Conclusions
A number of processing routes are available for the synthesis of nanoreinforced MMCs based either on solid sintering or on liquid processing. Consolidation of powder, generally preceded by high-energy ball milling, is carried out both by conventional technique (HIP, forging or CIP followed by heat treatment) or alternative methods, firstly by ECAP or hot extrusion. Indeed, among the liquid processes, promising results were achieved by ultrasonic assisted casting.
Metal matrix nanocomposites are very interesting materials with high potential for use in a large number of industrial applications. Some recent research works highlighted the real possibility to produce composites characterized by exciting mechanical properties, which can be further enhanced by optimizing the particle dispersion. In particular, remarkable results in terms of hardness, mechanical strength, wear resistance, creep behavior and damping properties were achieved. By the adoption of this class of metal matrix composites, expensive heat treatment currently carried out on conventional monolithic alloys could be avoided and the range of available alloys for structural and functional applications could be broadened.
Notwithstanding their properties, there are still some aspects to be improved in production of MMnCs. Fabrication of MMnCs is much more complicated than that of micro-MMCs. When the particles scale down from the micro- to the nano-level, many additional difficulties have to be solved and new issues have to be faced. The reaction between ceramic nanoparticles or carbon nanotubes with the matrix is still unclear. The inappropriate bonding interface may lead to the failure of the composites. Clustering of particles is another issue of paramount importance, to be solved especially in large parts.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Zhang, Z.; Chen, D.L. Contribution of Orowan strengthening effect in particulate-reinforced metal matrix nanocomposites. Mat. Sci. Eng. A 2008, 483–484, 148–152. [Google Scholar] [CrossRef]
- Zhang, Z.; Chen, D.L. Consideration of Orowan strengthening effect in particulate-reinforced metal matrix nanocomposites: A model for predicting their yield strength. Scripta Mater. 2006, 54, 1321–1326. [Google Scholar] [CrossRef]
- Sanaty-Zadeh, A. Comparison between current models for the strength of particulate-reinforced metal matrix nanocomposites with emphasis on consideration of Hall–Petch effect. Mat. Sci. Eng. A 2012, 531, 112–118. [Google Scholar] [CrossRef]
- Luo, P.; McDonald, D.T.; Xu, W.; Palanisamy, S.; Dargusch, M.S.; Xia, K. A modified Hall–Petch relationship in ultrafine-grained titanium recycled from chips by equal channel angular pressing. Scripta Mater. 2012, 66, 785–788. [Google Scholar] [CrossRef]
- Uddin, S.M.; Mahmud, T.; Wolf, C.; Glanz, C.; Kolaric, I.; Volkmer, C.; Höller, H.; Wienecke, U.; Roth, S.; Fecht, H. Effect of size and shape of metal particles to improve hardness and electrical properties of carbon nanotube reinforced copper and copper alloy composites. Comp. Sci. Technol. 2010, 70, 2253–2257. [Google Scholar] [CrossRef]
- Bakshi, S.R.; Lahiri, D.; Agarwal, A. Carbon nanotube reinforced metal composites-a review. Int. Mater. Rev. 2010, 55, 42–64. [Google Scholar]
- Trojanova, Z.; Lukac, P.; Ferkel, H.; Riehemann, W. Internal friction in microcrystalline and nanocrystalline Mg. Mat. Sci. Eng. A 2004, 370, 154–157. [Google Scholar] [CrossRef]
- Deng, C.F.; Wang, D.Z.; Zhang, X.X.; Ma, Y.X. Damping characteristics of carbon nanotube reinforced aluminum composite. Mater. Lett. 2007, 61, 3229–3231. [Google Scholar] [CrossRef]
- Shehata, F.; Fathy, A.; Abdelhameed, M.; Mustafa, S.F. Preparation and properties of Al2O3 nanoparticle reinforced copper matrix composites by in situ processing. Mater. Design 2009, 30, 2756–2762. [Google Scholar] [CrossRef]
- Ferkel, H.; Mordike, B.L. Magnesium strengthened by SiC nanoparticles. Mat. Sci. Eng. A 2001, 298, 193–199. [Google Scholar] [CrossRef]
- Nardone, V.C.; Prewo, K.M. On the strength of discontinuous silicon carbide reinforced aluminum composites. Scripta Metal. 1986, 20, 43–48. [Google Scholar] [CrossRef]
- Hull, D.; Bacon, D.J. Introduction to Dislocations, 4th ed.; Butterworth Einemann: Oxford, UK, 2001. [Google Scholar]
- Smallman, R.E.; Ngan, A.H.W. Physical Metallurgy and Advanced Materials, 7th ed.; Butterworth Einemann: Oxford, UK, 2007. [Google Scholar]
- Hull, D.; Clyne, T.W. An Introduction to Composite Materials, 2th ed.; Cambridge University Press: Cambridge, UK, 1996. [Google Scholar]
- Casati, R.; Amadio, M.; Biffi, C.A.; Dellasega, D.; Tuissi, A.; Vedani, M. Al/Al2O3 nano-composite produced by ECAP. Mater. Sci. Forum. 2013, 762, 457–464. [Google Scholar] [CrossRef]
- Xu, C.; Xia, K.; Langdon, T.G. The role of back pressure in the processing of pure aluminum by equal-channel angular pressing. Acta Mater. 2007, 55, 2351–2360. [Google Scholar] [CrossRef]
- Wu, X.; Xia, K. Back pressure equal channel angular consolidation—Application in producing aluminum matrix composites with fine flyash particles. J. Mater. Proc. Tech. 2007, 192–193, 355–359. [Google Scholar] [CrossRef]
- Goussous, S.; Xu, W.; Wu, X.; Xia, K. Al-C nanocomposites consolidated by back pressure equal channel angular pressing. Comp. Sci. Tech. 2009, 69, 1997–2001. [Google Scholar] [CrossRef]
- Xu, W.; Wu, X.; Honma, T.; Ringer, S.P.; Xia, K. Nanostructured Al–Al2O3 composite formed in situ during consolidation of ultrafine Al particles by back pressure equal channel angular pressing. Acta Mater. 2009, 57, 4321–4330. [Google Scholar] [CrossRef]
- Li, Y.; Zhao, Y.H.; Ortalan, V.; Liu, W.; Zhang, Z.H.; Vogt, R.G.; Browning, N.D.; Lavernia, E.J.; Schoenung, J.M. Investigation of aluminum-based nanocomposites with ultra-high strength. Mat. Sci.Eng. A 2009, 527, 305–316. [Google Scholar] [CrossRef]
- Goussous, S.; Xu, W.; Xia, K. Developing aluminum nanocomposites via severe plastic deformation. J. Phys. Conf. Ser. 2010, 240, 012106. [Google Scholar] [CrossRef]
- Kubota, M.; Wu, X.; Xu, W.; Xia, K. Mechanical properties of bulk aluminium consolidated from mechanically milled particles by back pressure equal channel angular pressing. Mat. Sci.Eng. A 2010, 527, 6533–6536. [Google Scholar] [CrossRef]
- Tjong, S.C. Novel nanoparticle-reinforced metal matrix composites with enhanced mechanical properties. Adv. Eng. Mat. 2007, 9, 639–652. [Google Scholar] [CrossRef]
- Li, X.; Yang, Y.; Cheng, X. Ultrasonic-assisted fabrication of metal matrix composites. J. Mater. Sci. 2004, 39, 3211–3212. [Google Scholar] [CrossRef]
- Mao, S.X.; McMinn, N.A.; Wu, N.Q. Processing and mechanical behavior of TiAl/NiAl intermetallic composites produced by cryogenic emchnical alloying. Mat. Sci.Eng. A 2003, A363, 275–289. [Google Scholar]
- Mahboob, H.; Sajjadi, S.A.; Zebarjad, S.M. Syntesis of Al-Al2O3 Nanocomposite by Mechanical Alloying and Evaluation of the Effect of Ball Milling Time on the Microstructure and Mechanical Properties. In Proceedings of International Conference on MEMS and Nanotechnology (ICMN ‘08), Kuala Lumpur, Malaysia, 13–15th May, 2008; pp. 240–245.
- Gupta, M.; Lai, M.O.; Soo, C.Y. Effect of type of processing on the microstructural features and mechanical properties of Al–Cu/SiC metal matrix composites. Mater. Sci. Eng. A 1996, 210, 114–122. [Google Scholar] [CrossRef]
- Lu, L.; Lai, M.O.; Su, Y.; Teo, H.L.; Feng, C.F. In situ TiB2 reinforced Al alloy composites. Scripta Mater. 2001, 45, 1017–1023. [Google Scholar] [CrossRef]
- Gupta, M.; Lai, M.O.; Boon, M.S.; Herng, N.S. Regarding the SiC particolates size associated microstructural characteristics on the aging behavior of Al-4.5 Cu metallic matrix. Mater. Res. Bull. 1998, 33, 199–209. [Google Scholar] [CrossRef]
- Esawi, A.M.K.; Morsi, K.; Sayed, A.; Abdel Gawad, A.; Borah, P. Fabrication and properties of dispersed carbon nanotube-aluminum composites. Mater. Sci. Eng. A 2009, 508, 167–173. [Google Scholar] [CrossRef]
- Deng, C.F.; Wang, D.Z.; Zhang, X.X.; Li, A.B. Processing and properties of carbon nanotubes reinforced aluminum composites. Mater. Sci. Eng. A 2007, 444, 138–145. [Google Scholar] [CrossRef]
- Derakhshandeh Haghighi, R.; Jenabali Jahromi, S.A.; Moresedgh, A.; Tabandeh Khorshid, M. A comparison between ECAP and conventional extrusion for consolidation of aluminum metal matrix composite. J. Mater. Eng. Perform. 2012, 21, 1885–1892. [Google Scholar] [CrossRef]
- Carreño-Gallardo, C.; Estrada-Guel, I.; Romero-Romo, M.; Cruz-García, R.; López-Meléndez, C.; Martínez-Sánchez, R. Characterization of Al2O3NP–Al2024 and AgCNP–Al2024 composites prepared by mechanical processing in a high energy ball mill. J. Alloys Comp. 2012, 536, S26–S30. [Google Scholar] [CrossRef]
- Tavoosi, M.; Karimzadeh, F.; Enayati, M.H. Fabrication of Al–Zn/α-Al2O3 nanocomposite by mechanical alloying. Mater. Lett. 2008, 62, 282–285. [Google Scholar] [CrossRef]
- Kollo, L.; Leparoux, M.; Bradbury, C.R.; Jäggi, C.; Carreño-Morelli, E.; Rodríguez-Arbaizar, M. Investigation of planetary milling for nano-silicon carbide reinforced aluminium metal matrix composites. J. Alloys Comp. 2010, 489, 394–400. [Google Scholar] [CrossRef]
- Lu, L.; Lai, M.O.; Yeo, J.L. In situ synthesis of TiC composite for structural application. Comp. Struct. 1999, 47, 613–618. [Google Scholar] [CrossRef]
- Derakhshandeh, R.; Jenabali Jahromi, H.A. An investigation on the capability of equal channel angular pressing for consolidation of aluminum and aluminum composite powder. Mater. Design 2011, 32, 3377–3388. [Google Scholar] [CrossRef]
- De Cicco, M.; Turng, L.; Li, X.; Perepezko, J.H. Nucleation catalysis in Aluminum alloy A356 using nanoscale inoculants. Metal. Mater. Trans. A 2011, 42, 2323. [Google Scholar] [CrossRef]
- De Cicco, M.; Turng, L.; Li, X.; Perepezko, J.H. Production of semi-solid slurry through heterogeneous nucleation in metal matrix nanocomposites (MMNC) using nano-scaled ultrasonically dispersed inoculants. Solid State Phen. 2008, 141–143, 487–492. [Google Scholar] [CrossRef]
- Li, J.; Xu, W.; Wu, X.; Ding, H.; Xia, K. Effects of grain size on compressive behaviour in ultrafine grained pure Mg processed by equal-channel angular pressing at room temperature. Mater. Sci. Eng. A 2011, 528, 5993–5998. [Google Scholar] [CrossRef]
- Erman, A.; Groza, J.; Li, X.; Choi, H.; Cao, G. Nanoparticle effects in cast Mg-1 wt% SiC nano-composites. Mater. Sci. Eng. A 2012, 558, 39–43. [Google Scholar]
- Wang, Z.; Wang, X.; Zhao, Y.; Du, W. SiC nanoparticles reinforced magnesium matrix composites fabricated by ultrasonic method. Trans. Nonferrous Met. 2010, 20, s1029–s1032. [Google Scholar] [CrossRef]
- Eugene, W.W.L.; Gupta, M. Characteristics of aluminum and magnesium based nanocomposites processed using hybrid microwave sintering. J. Microwave Power Electromagn. Energy 2010, 44, 14–27. [Google Scholar]
- Nie, K.B.; Wang, X.J.; Xu, L.; Wu, K.; Hu, X.S.; Zheng, M.Y. Influence of extrusion temperature and process parameter on microstructures and tensile properties of a particulate reinforced magnesium matrix nanocomposites. Mater. Design 2012, 36, 199–205. [Google Scholar] [CrossRef]
- Cao, G.; Choi, H.; Oportus, J.; Konishi, H.; Li, X. Study on tensile properties and microstructure of cast AZ91D/AlN nanocomposites. Mater. Sci. Eng. A 2008, 494, 127–131. [Google Scholar] [CrossRef]
- Li, Q.; Rottmair, C.A.; Singer, R.F. CNT reinforced light metal composites produced by melt stirring and by high pressure die casting. Comp. Sci. Tech. 2010, 70, 2242–2247. [Google Scholar] [CrossRef]
- Lai, M.O.; Lu, L.; Laing, W. Formation of magnesium nanocomposite via mechanical milling. Comp. Struct. 2004, 66, 301–304. [Google Scholar] [CrossRef]
- Morisada, Y.; Fujii, H.; Nagaoka, T.; Nogi, K.; Fukusumi, M. Fullerene/A5083 composites fabricated by material flow during friction stir processing. Compos. Part A 2007, 38, 2097–2101. [Google Scholar] [CrossRef]
- Luo, P.; McDonald, D.T.; Zhu, S.M.; Palanisamy, S.; Dargusch, M.S.; Xia, K. Analysis of microstructure and strengthening in pure titanium recycled from machining chips by equal-channel angular pressing using electron backscatter diffraction. Mater. Sci. Eng. A 2012, 538, 252–258. [Google Scholar] [CrossRef]
- Stolyarov, V.V.; Zhu, Y.T.; Alexandrov, I.V.; Lowe, T.C.; Valiev, R.Z. Influence of ECAP routes on the microstructure and properties of pure Ti. Mater. Sci. Eng. A 2001, 299, 59–67. [Google Scholar] [CrossRef]
- Bozic, D.; Stasic, J.; Dimcic, B.; Vilotijevic, M.; Rajkovic, V. Multiple strengthening mechanisms in nanoparticle-reinforced copper matrix composites. J. Mater. Sci. 2011, 34, 217–226. [Google Scholar]
- Naser, J.; Riehemann, W.; Frenkel, H. Dispersion hardening of metals by nanoscaled ceramic powders. Mater. Sci. Eng. A 1997, 234–236, 467–469. [Google Scholar] [CrossRef]
- Quang, P.; Jeong, Y.G.; Yoon, S.C.; Hong, S.H.; Kim, H.S. Consolidation of 1 vol.% carbon nanotube reinforced metal matrix nanocomposites via equal channel angular pressing. J. Mater. Proc. Techn. 2007, 187–188, 318–320. [Google Scholar] [CrossRef]
- Ahamed, H.; Senthilkumar, V. Consolidation behavior of mechanically alloyed aluminum based nanocomposites reinforced with nanoscaled Y2O3/Al2O3. Mater. Charact. 2011, 62, 1235–1249. [Google Scholar] [CrossRef]
- Nayak, S.S.; Pabi, S.K.; Kim, D.H.; Murty, B.S. Microstructure-hardness relationship of Al–(L12)Al3Ti nanocomposites prepared by rapid solidification processing. Intermetallics 2010, 18, 487–492. [Google Scholar] [CrossRef]
- Azouni, M.A.; Casses, P. Thermophysical properties effects on segregation during solidification. Adv. Colloids Interf. Sci. 1998, 75, 83–106. [Google Scholar] [CrossRef]
- Lan, J.; Yang, Y.; Li, X. Microstructure and microhardness of SiC nanoparticles reinforced magnesium composites. Mater. Sci. Eng. A 2004, 386, 284–290. [Google Scholar] [CrossRef]
- Cao, G.; Kobliska, J.; Konishi, H.; Li, X. Tensile properties and microstructure of SiC nanoparticle-reinforced Mg–4Zn alloy fabricated by ultrasonic cavitation-based solidification processing. Metal. Mater. Trans A 2008, 39, 880–886. [Google Scholar] [CrossRef]
- Tu, J.P.; Wang, N.Y.; Yang, Y.Z.; Qi, W.X.; Liu, F.; Zhang, X.B.; Lu, H.M.; Liu, M.S. Preparation and properties of TiBS2 nanoparticles reinforced copper matrix composites by in situ processing. Mater. Lett. 2002, 52, 448–452. [Google Scholar] [CrossRef]
- Yue, N.L.; Lu, L.; Lai, M.O. Application of thermodynamic calculation in the in situ process of Al/TiB2. Compos. Struct. 1999, 47, 691–694. [Google Scholar] [CrossRef]
- Ho, K.F.; Gupta, M. Development of Al–Mg based composites containing nanometric alumina using the technique of disintegrated melt deposition. J. Metast. Nanocryst. Mater. 2005, 23, 159–162. [Google Scholar] [CrossRef]
- Srikanth, N.; Ho, K.F.; Gupta, M. Effect of length scale of alumina particles of different sizes on the damping characteristics of an Al–Mg alloy. Mater. Sci. Eng. A 2006, 423, 189–191. [Google Scholar] [CrossRef]
- Gu, D.; Hagedoorn, Y.-C.; Meiners, W.; Wissenbach, K.; Poprawe, R. Nanocristalline TiC reinforced Ti matrix bulk-form nanocomposites by selective laser melting (SLM): Densification, growth mechanism and wear behavior. Compos. Sci. Technol. 2011, 71, 1612–1620. [Google Scholar] [CrossRef]
- Liu, Y.Q.; Cong, H.T.; Wang, W.; Sun, C.H.; Cheng, H.M. AlN nanoparticle-reinforced nanocrystalline Al matrix composites: Fabrication and mechanical properties. Mater. Sci. Eng. A 2009, 505, 151–156. [Google Scholar] [CrossRef]
- Bian, Z.; Pan, M.X.; Zhang, Y.; Wang, W.H. Carbon–nanotube-reinforced Zr52.5Cu17.9Ni14.6Al10Ti5 bulk metallic glass composites. Appl. Phis. Lett. 2002, 81, 4739–4741. [Google Scholar] [CrossRef]
- Bian, Z.; Wang, R.J.; Wang, W.H.; Zhang, T.; Inoue, A. Carbon-nanotube-reinforced Zr-based bulk metallic glass composites and their properties. Adv. Funct. Mater. 2004, 14, 55–63. [Google Scholar] [CrossRef]
- Goh, C.S.; Wei, J.; Lee, L.C.; Gupta, M. Ductility improvement and fatigue studies in Mg-CNT nanocomposites. Compos. Sci. Tech. 2008, 68, 1432–1439. [Google Scholar] [CrossRef]
- El-Kady, E.; Mahmoud, T.; Ali, A. On the electrical and thermal conductivities of cast A356/Al2O3 metal matrix nanocomposites. Mater. Sci. Appl. 2011, 22, 1180–1187. [Google Scholar]
- De Cicco, M.; Li, X.; Turng, L.-S. Semi-solid casting (SSC) of zinc alloy nanocomposites. J. Mater. Process. Tech. 2009, 209, 5881–5885. [Google Scholar] [CrossRef]
- Lu, L.; Lai, M.O. Formation of new materials in the solid state by mechanical alloying. Mater. Design 1995, 16, 33–39. [Google Scholar] [CrossRef]
- Zhang, F.; Kacmarek, W.A.; Lu, L.; Lai, M.O. Formation of Al-TiN metal matrix composite via mechanochemical route. Scripta Mater. 2000, 43, 1097–1102. [Google Scholar] [CrossRef]
- Mozaffari, M.; Gheisari, M.; Niyaifar, M.; Amighian, J. Magnetic properties of mechanochemically prepared iron-wustite (Fe–FeyO) nanocomposites. J. Magnet. Magn. Mater. 2009, 321, 2981–2984. [Google Scholar] [CrossRef]
- Razavi Hesabi, Z.; Simchi, A.; Seyed Reihani, S.M. Structural evolution during mechanical milling of nanometric and micrometric Al2O3 reinforced Al matrix composites. Mater. Sci. Eng. A 2006, 428, 159–168. [Google Scholar] [CrossRef]
- Lu, L.; Lai, M.O.; Toh, Y.H.; Froyen, L. Structure and properties of Mg–Al–Ti–B alloys synthesized via mechanical alloying. Mater. Sci. Eng. A 2002, 334, 163–172. [Google Scholar] [CrossRef]
- Mostaed, E.; Saghafian, H.; Mostaed, A.; Shokuhfar, A.; Rezaie, H.R. Investigation on preparation af Al-4.5%Cu/SiCp nanocomposites powder via mechanical milling. Powder Tech. 2012, 221, 278–283. [Google Scholar] [CrossRef]
- Lu, L.; Lai, M.O.; Liang, W. Magnesium nanocomposites via mechanochemical milling. Compos. Sci. Tech. 2004, 64, 2009–2014. [Google Scholar] [CrossRef]
- Thein, M.A.; Lu, L.; Lai, M.O. Effect of milling and reinforcement on mechanical properties of nanostructured magnesium composite. J. Mater. Proc. Tech. 2009, 209, 4439–4443. [Google Scholar] [CrossRef]
- Casati, R.; Ge, Q.; Vedani, M.; Dellasega, D.; Bassani, P.; Tuissi, A. Preparazione di nano-compositi a matrice metallica Al/Al2O3 mediante ECAP e estrusione a caldo. Metall. Ital. 2013, 105, 25–30. [Google Scholar]
- Casati, R.; Bonollo, F.; Dellasega, D.; Fabrizi, A.; Timelli, G.; Tuissi, A.; Vedani, M. Ex situ Al–Al2O3 ultrafine grained nanocomposites produced via powder metallurgy. J. Alloys Comp. 2013. [Google Scholar] [CrossRef]
- Xia, X. Consolidation of particles by severe plastic deformation: mechanism and applications in processing bulk ultrafine and nanostructured alloys and composites. Adv. Eng. Mater. 2010, 12, 724–729. [Google Scholar] [CrossRef]
- Derakhshande, R.; Jenabali Jahromi, H.S.A.; Esfandiar, B. Simulation aluminum powder in tube compaction using equal channel angular pressing. J. Mater. Eng. Perform. 2012, 21, 143–152. [Google Scholar] [CrossRef]
© 2014 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
MDPI and ACS Style
Casati, R.; Vedani, M. Metal Matrix Composites Reinforced by Nano-Particles—A Review. Metals 2014, 4, 65-83. https://doi.org/10.3390/met4010065
AMA Style
Casati R, Vedani M. Metal Matrix Composites Reinforced by Nano-Particles—A Review. Metals. 2014; 4(1):65-83. https://doi.org/10.3390/met4010065
Chicago/Turabian StyleCasati, Riccardo, and Maurizio Vedani. 2014. "Metal Matrix Composites Reinforced by Nano-Particles—A Review" Metals 4, no. 1: 65-83. https://doi.org/10.3390/met4010065