1. Introduction
Demand for high-performance permanent magnets for motors is increasing rapidly for applications such as wind turbine generators and motors in electric and hybrid cars [
1,
2,
3]. Sm-Co and Nd-Fe-B magnets are generally used for such challenging applications with, for example, a typical wind turbine generator using 250 Kg of Nd. While these rare earth (RE) magnets have the highest energy product (
BH)
max of any material—Nd
2Fe
14B has the highest (
BH)
max at 56 MGOe, while Sm-Co magnets have a (
BH)
max of 30 MGOe—they come with problems. The high cost of rare earth elements makes the use of high-performance magnets commercially very expensive. Sintered Nd
2Fe
14B is easily subjected to grain boundary corrosion and the polymer-bonded Nd
2Fe
14B magnets have a significantly lower energy. Sm-Co magnets on the other hand are quite brittle and can fracture from thermal shock [
4]. Other RE-free magnets are more commonly used, but these magnets generally have lower coercivity,
HC. For example, ferrites have both low
HC (1.6–3.4 kOe) and low values of saturation magnetization,
MS, and AlNiCo alloys, have a maximum
HC of 2 kOe.
Permanent magnets based on MnAl alloys, first reported by Kono [
5] and Koch
et al. [
6], owe their superior hard magnetic properties to the τ-phase with a composition range 42–49 at. % Al. This is an intermetallic compound with a face-centered tetragonal (f.c.t.) structure. The Mn atoms occupy the (0,0,0) and (1/2,1/2,0) positions while the Al atoms occupy the (0,1/2,1/2) positions. For Mn rich compositions, not all the Mn atom can fit onto the (0,0,0) and (1/2,1/2,0) positions and the excess Mn atoms are accommodated on the (0,1/2,1/2) positions, which they share with Al atoms. This deviation from the ideal site occupancy in MnAl alloys leads to an antiferromagnetic coupling in manganese atoms that, in turn, contribute favorably to the saturation magnetization of these alloys.
Recent reports on τ-MnAl suggest that nanocrystalline τ-MnAl powders with excellent magnetic properties (
Ms = 89 emu/g and
Hc = 4.8 kOe) can be produced by mechanically milling powders of the ε-phase, cast by arc melting followed by pulverization, until they are nanocrystalline, followed by annealing [
7,
8]. The key to the superior magnetic properties was producing the nanocrystalline ε-phase first and then transforming it into the τ-phase as opposed to producing the τ-phase and then milling to produce nanocrystalline material, as reported by others [
9,
10,
11,
12]. The nanostructure and the presence of the small quantities of the equilibrium nanostructured γ
2 and β phases, which could strongly pin the magnetic domain walls, are likely responsible for observed high coercivity [
8].
In order for the material to become of more practical value, we attempted to consolidate the powders using equal channel angular extrusion (ECAE) while retaining their useful magnetic properties. ECAE, also known as equal-channel angular pressing (ECAP), was invented in the Soviet Union roughly four decades ago [
13] but remained relatively unknown worldwide until the mid-1990s [
14]. Since then, it has become a subject of much research, principally as a method for grain refinement and texture development in metallic billets [
15,
16]. It has also been used to influence the texture of polymers [
17], and as a cold or warm compaction route for metallic, ceramic, and glassy powders, with varying success [
18,
19]. ECAE is an effective method for imparting large shear strains in materials. In addition, backpressure is an important parameter when processing powders and difficult to process materials. Thus, the aim is to produce bulk nanocrystalline τ-phase MnAl with superior magnetic properties that have been obtained in powders or do even better by producing anisotropic magnets. During processing the powders are simultaneously consolidated and undergo the necessary phase transformations to the required microstructure.
3. Results and Discussion
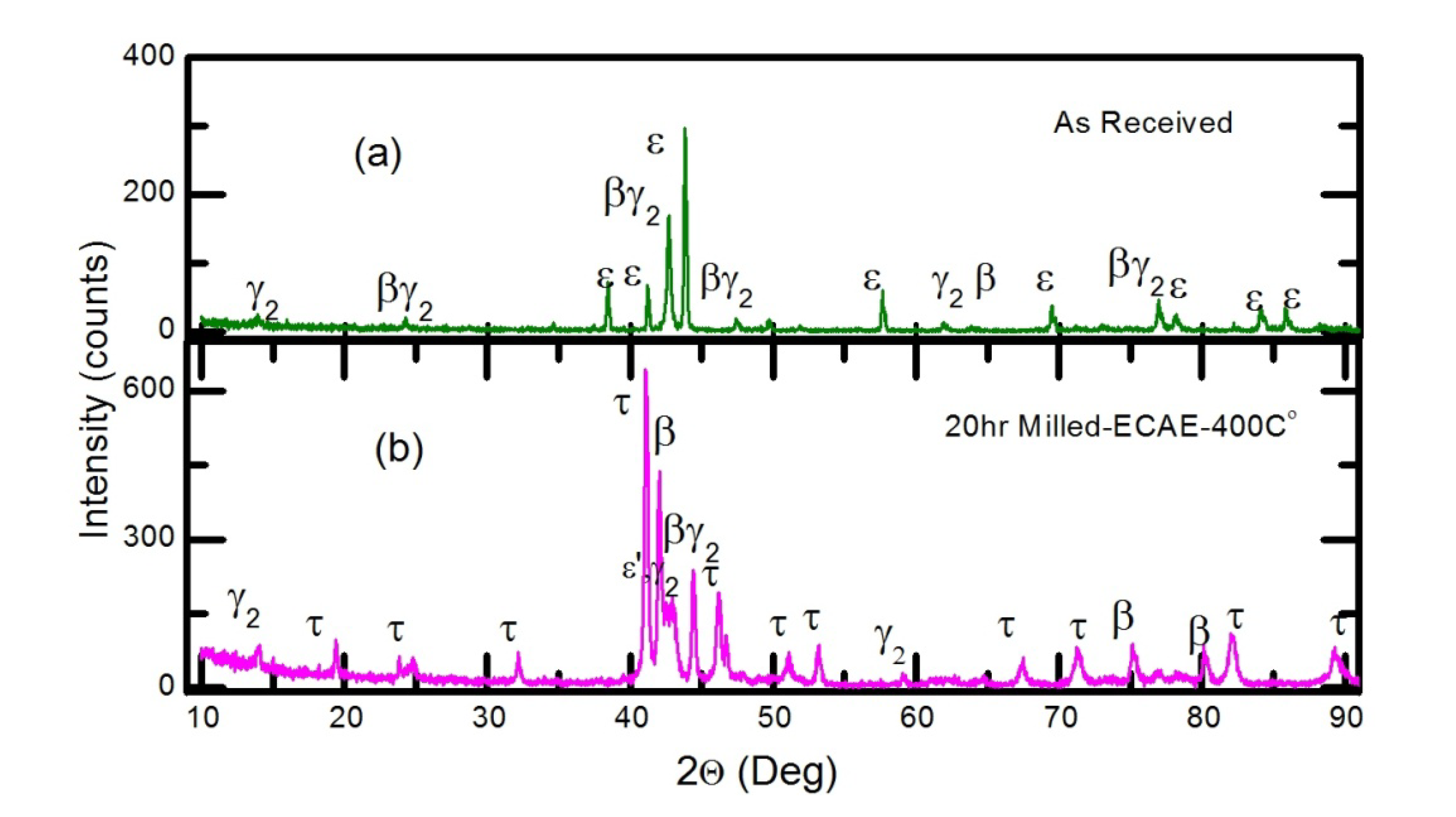
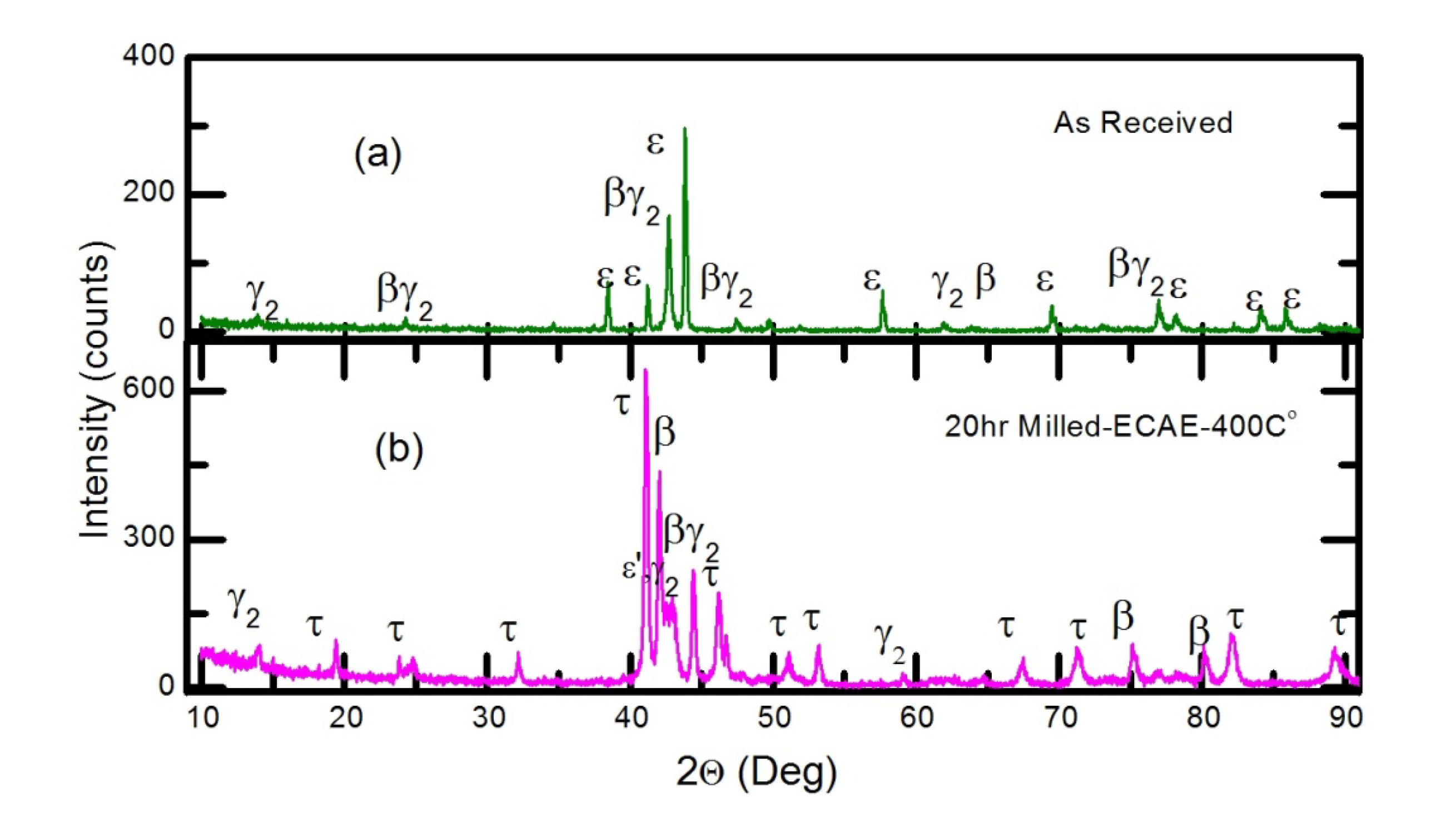
Figure 1a shows X-ray diffraction patterns of the as-received MnAl powder. Comparison of the X-ray diffraction pattern from the as-received powder with calculated diffraction patterns for ε, ε’, γ
2, β and τ phases shows that the powders consisted mostly of the ε phase with significant amounts of the equilibrium γ
2 and β phases. There was no indication of the τ phase in the as-received powder. From the XRD data, it is found that the as-received powder was ~66% ε -phase with the rest being the γ
2 and β phases. It is worth noting that the milled material consisted largely of spherical powders with some large flakes. The large flakes were not studied further. Milling for times longer than 20 h will likely result in a reduction to the required grain size of 40 nm. The powder remained largely hexagonal close-packed (h.c.p.) ε-phase after the MM processing. The average grain size was calculated from the corrected full width at half maximum of each diffracted peak, β
sample, for the powders using the Hall-Williamson method [
20]. The grain size for the 20 h milled MnAl, calculated from (002) peak, was 12 nm.
Figure 1b shows the XRD pattern of the billet after the ECAE at 400 °C following the mechanical milling for 20 h. X-ray diffraction showed that the extruded rod consisted mostly of the metastable τ phase with the equilibrium γ
2 and β phases. The volume fractions of phases after extrusion of gas atomized powder at 400 °C for 30 min as determined from X-ray diffraction data. The volume fraction of the τ phase phases was calculated to be ~61%. The grain size of the τ phase, calculated from the (101) peak was 29 nm, which is much smaller than that reported earlier [
21,
22].
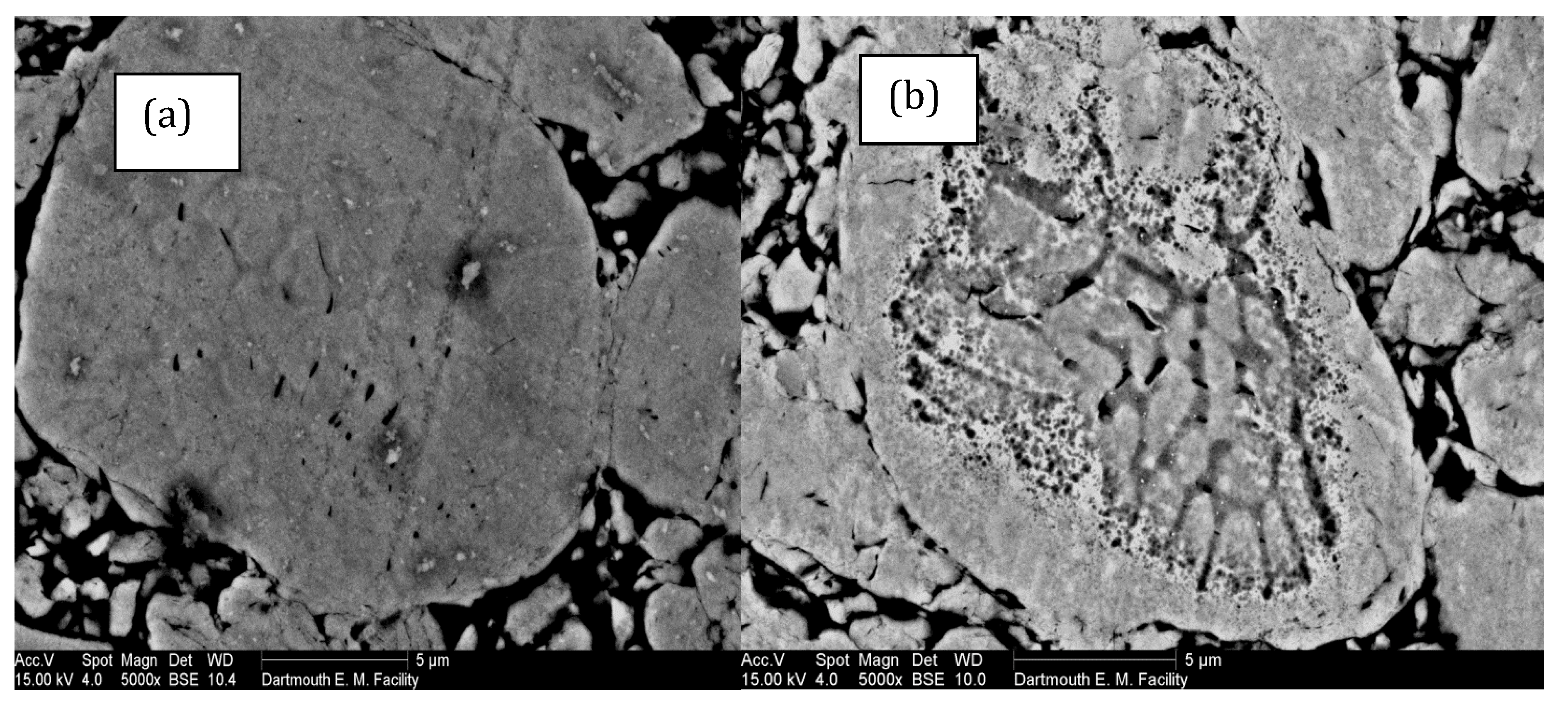
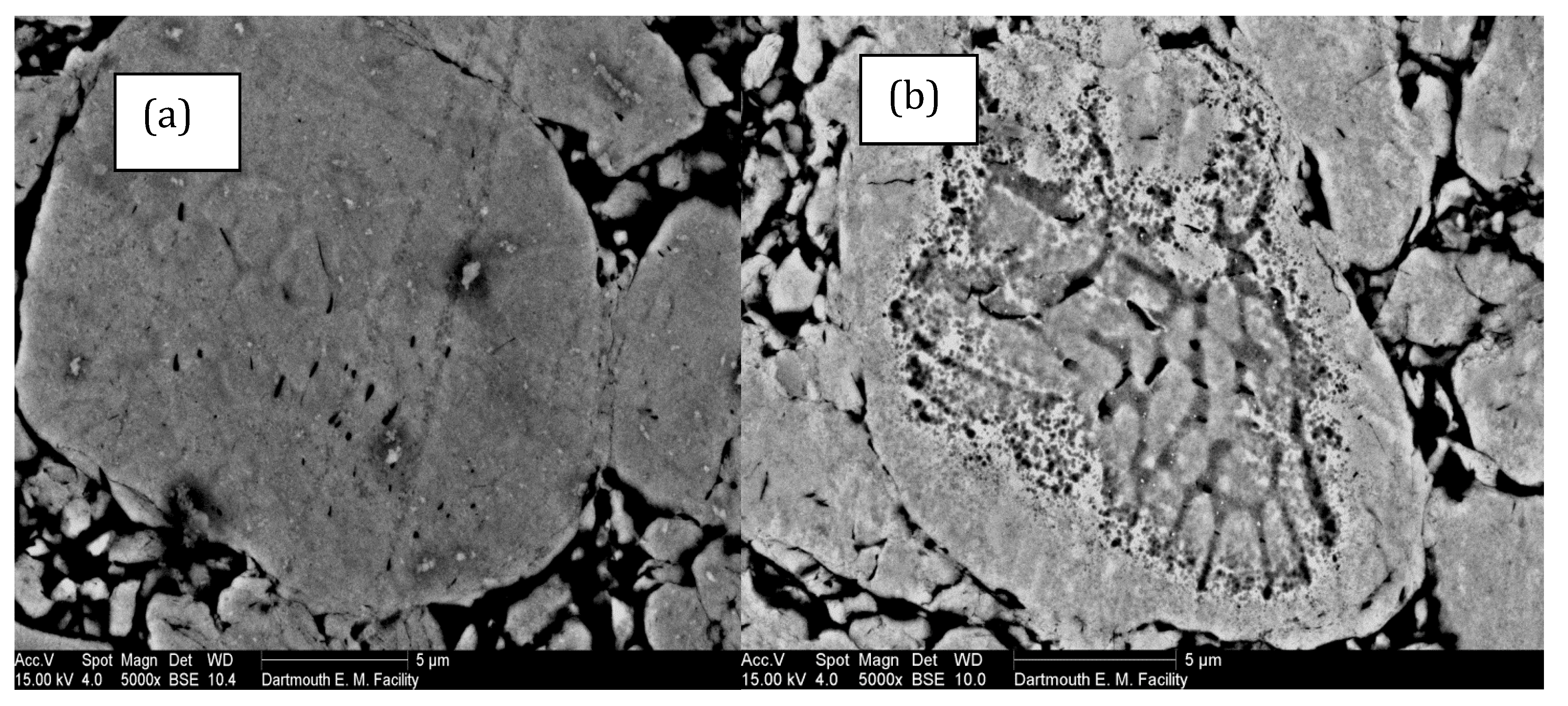
In order to see the evolution of τ phase, microstructures were studied using a scanning electron microscope.
Figure 2a show images of the specimen extruded at 375 °C for 30 min. The higher magnification image shows the lack of plate-like structure, confirming the absence of the τ phase.
Figure 2b shows an image of the same extruded specimen after subsequent heat treatment at 400 °C for 30 min. The τ phase evolution can be clearly seen with the appearance of the plate-like structure. The nucleation interface is formed by the transformed τ phase at segments of prior ε-phase grain boundaries [
23]. Hoydick
et al. [
24] showed that the ε-phase to τ-phase transformation occurs via a compositionally invariant, diffusional transformation akin to a so-called massive transformation rather than deriving from a displacive or martensitic transformation. The τ phase nucleates heterogeneously at the grain boundaries of the parent phase and grows behind advancing incoherent or partially coherent interphase interfaces.
Figure 1.
X-ray diffraction patterns of as-received gas-atomized powder (a) and after ECAE of milled powders at 400 °C for 30 min (b).
Figure 2.
(a) Backscattered electron image of billet extruded at 375 °C from mechanically milled gas atomized powder, and (b) billet extruded at 375 °C from mechanically-milled gas atomized powder after subsequent heat treatment at 400 °C for 30 min.
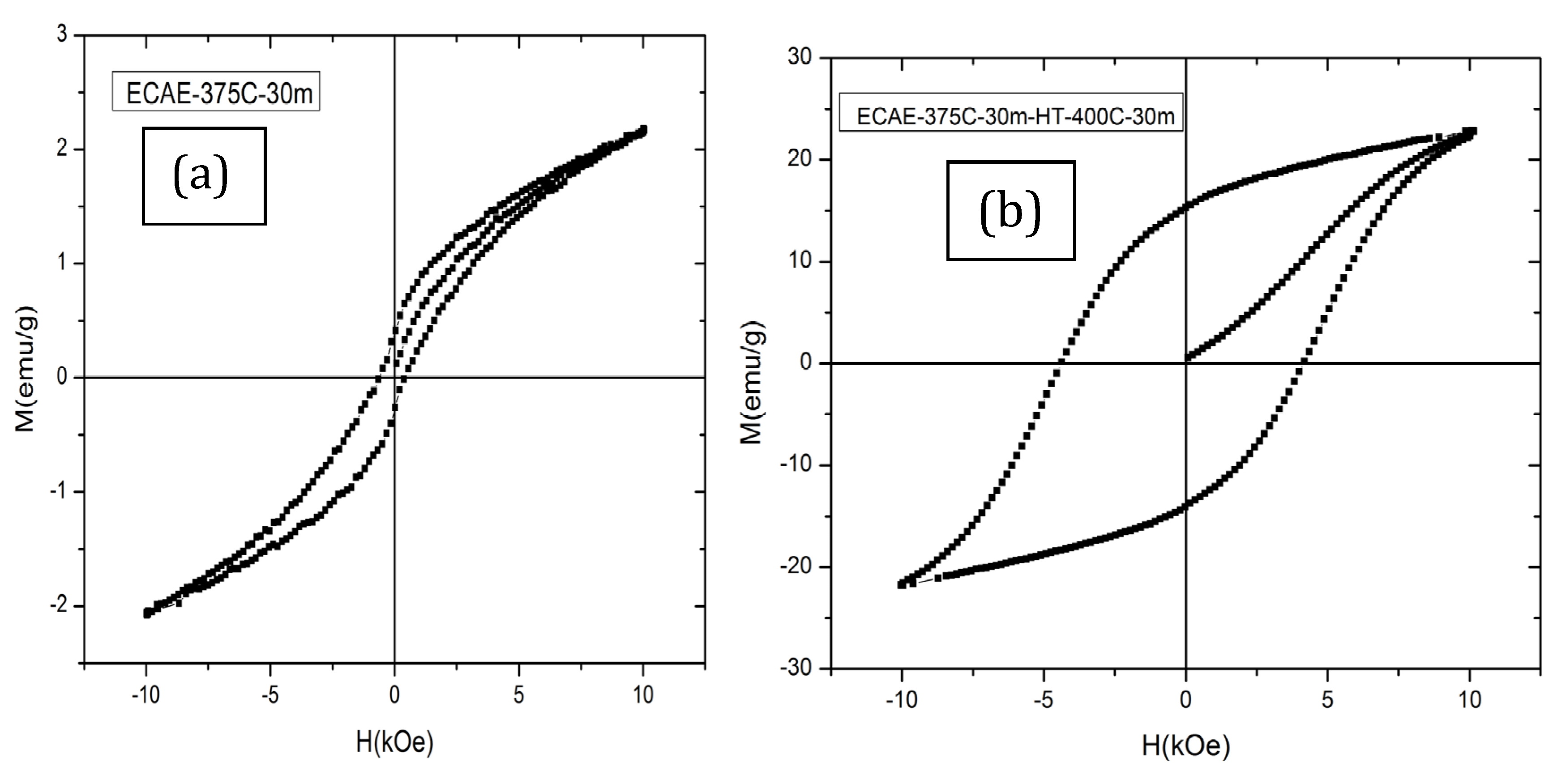
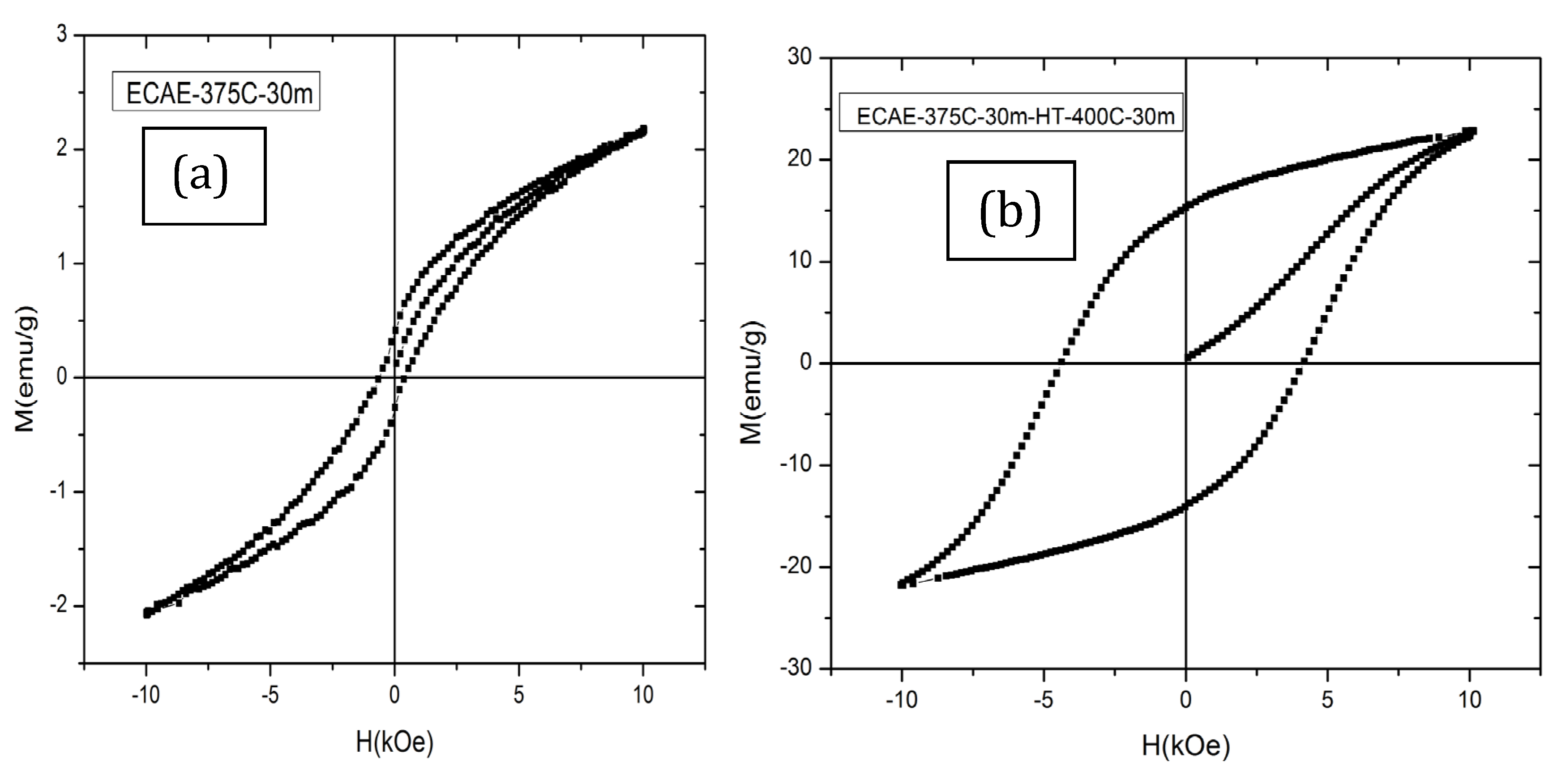
Figure 3a below shows the M
vs. H curve for the specimen extruded at 375 °C for 30 min. As the τ phase starts evolving at around 380 °C, we do not see significant ferromagnetic behavior in the sample,
i.e., the
Ms and
Hc values are almost negligible. When the same sample is heated at 400 °C for 30 min to obtain the τ phase and the magnetic properties are measured again the observed
Hc was 4.4 kOe while the
Ms was 23.2 emu/g, see
Figure 3b. The variations in magnetic properties (
Ms and
Hc) were also measured along the extruded billet and they were found to be within 10%. The squareness ratio (
Mr/
Ms), where M
r is the magnetic remanence, is an important parameter to be considered in the case of a permanent magnet. The variation of M
r/M
s in specimens with varying extrusion temperatures and times was also examined.
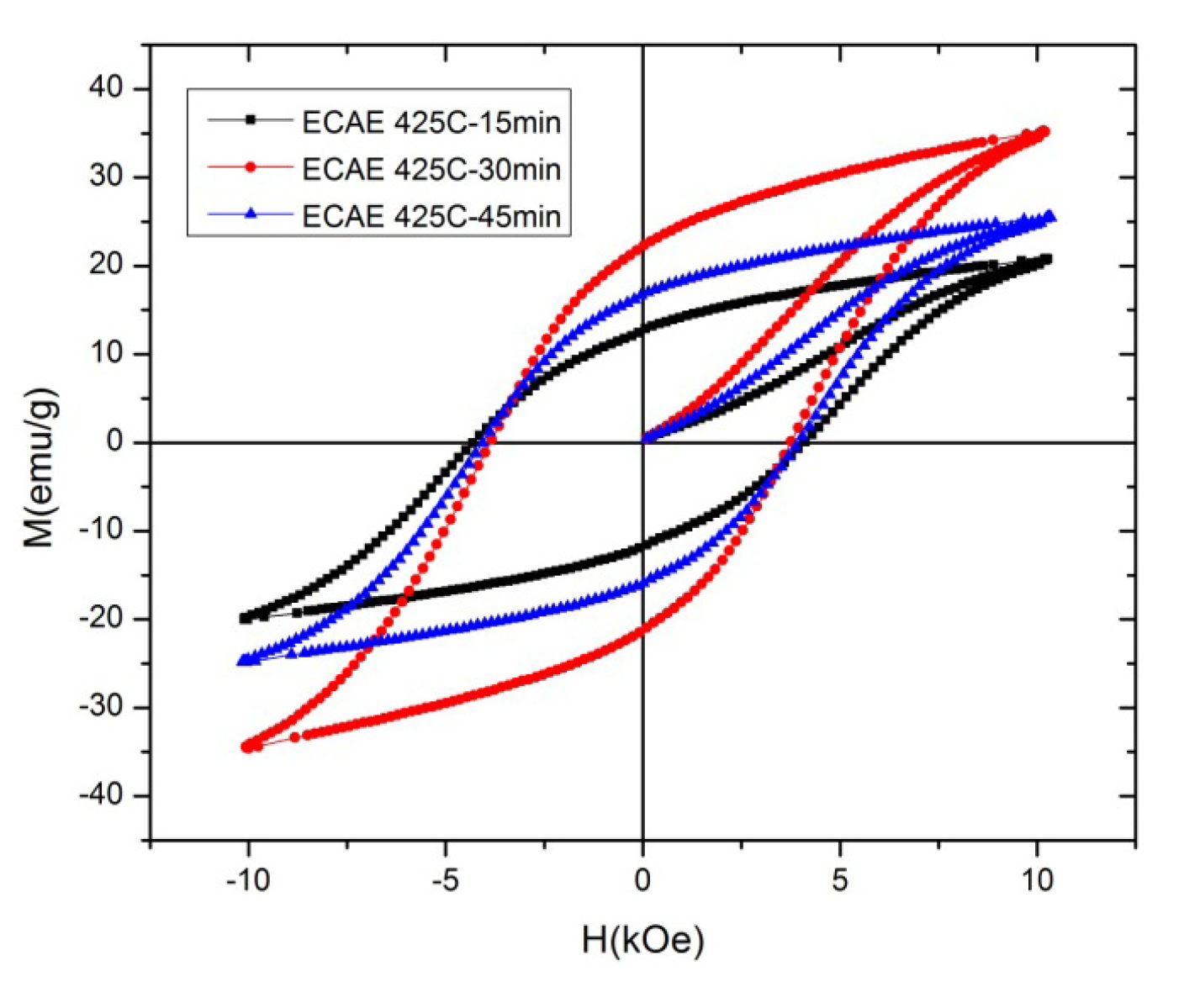
Figure 4 shows the M-H curve for the three samples extruded at 425 °C for 15, 30 or 45 min. The H
c value is 4.2 kOe for all the three samples while
Ms varies with the heating time during the extrusion, from 24.5 emu/g to 39.8 emu/g. The
Mr/
Ms value increases with increasing extrusion time. The highest value of
Mr/
Ms obtained for these samples was 0.66 for the sample annealed for 45 min. These results indicate that the formation rate of τ phase was much faster from the nanocrystalline powder, and that the τ phase formed from a smaller size ε-phase has a very low stability [
8]. The metastable τ phase gradually transforms to equilibrium phases as the annealing time is prolonged. This transformation also depends on the grain size of the ε-phase from which the τ phase is formed. Zeng
et al. [
8] showed that at 400 °C the
Ms for bulk material first increased dramatically with increasing annealing times up to 30 min and then more gradually, while for a mechanically milled powders with a nanocrystalline grain size, the
Ms increased with increasing annealing times up to 10 min then decreased with further increases in annealing time. The increase in
Ms was due to the increasing fraction of τ phase transformed from the ε phase, while the decrease in
Ms was because the τ phase was decomposing into the equilibrium γ
2 and β phases. One of the claims made earlier was the importance of the initial MnAl powders for obtaining better magnetic properties after ECAE processing. The Hc value obtained in these samples is very close to the value obtained by Zeng
et al. [
8,
9] (4.8 kOe). Since the magnetization is only measured for a magnetic field up to 10 kOe, the relation between
Ms could not be established since the specimens did not saturate. The other reason for the reduced magnetization values is attributed to the fact that starting MnAl powder had 66% ε-phase as opposed to the Zeng
et al. work where their arc melted ingot had 100% ε-phase.
Figure 3.
Magnetic measurements of (a) a billet extruded at 375 °C, and the (b) same billet after heat treatment at 400 °C for 30 min. The specimen was made from mechanically-milled gas atomized powder.
Figure 4.
Variation in magnetic properties of three billets extruded from gas-atomized particles milled for 20 h in a large attritor extruded at 425 °C for 15, 30 and 45 min.
Quantitative calculations of the amounts of β and γ2 phases from X-ray diffraction data show that the magnetic properties depend on the fraction of these phases. β and γ2 phases have been suggested to be responsible for the pinning of domain walls and consequently give rise to the high coercivity. Though it is hard to deduce the exact dependence of the magnetic properties from the amount of β and γ2 phases present in the system, the best magnetic properties were obtained for 20% of β and γ2 phases. These results show that magnetic properties greatly depend on the phases present in the initial MnAl powder.
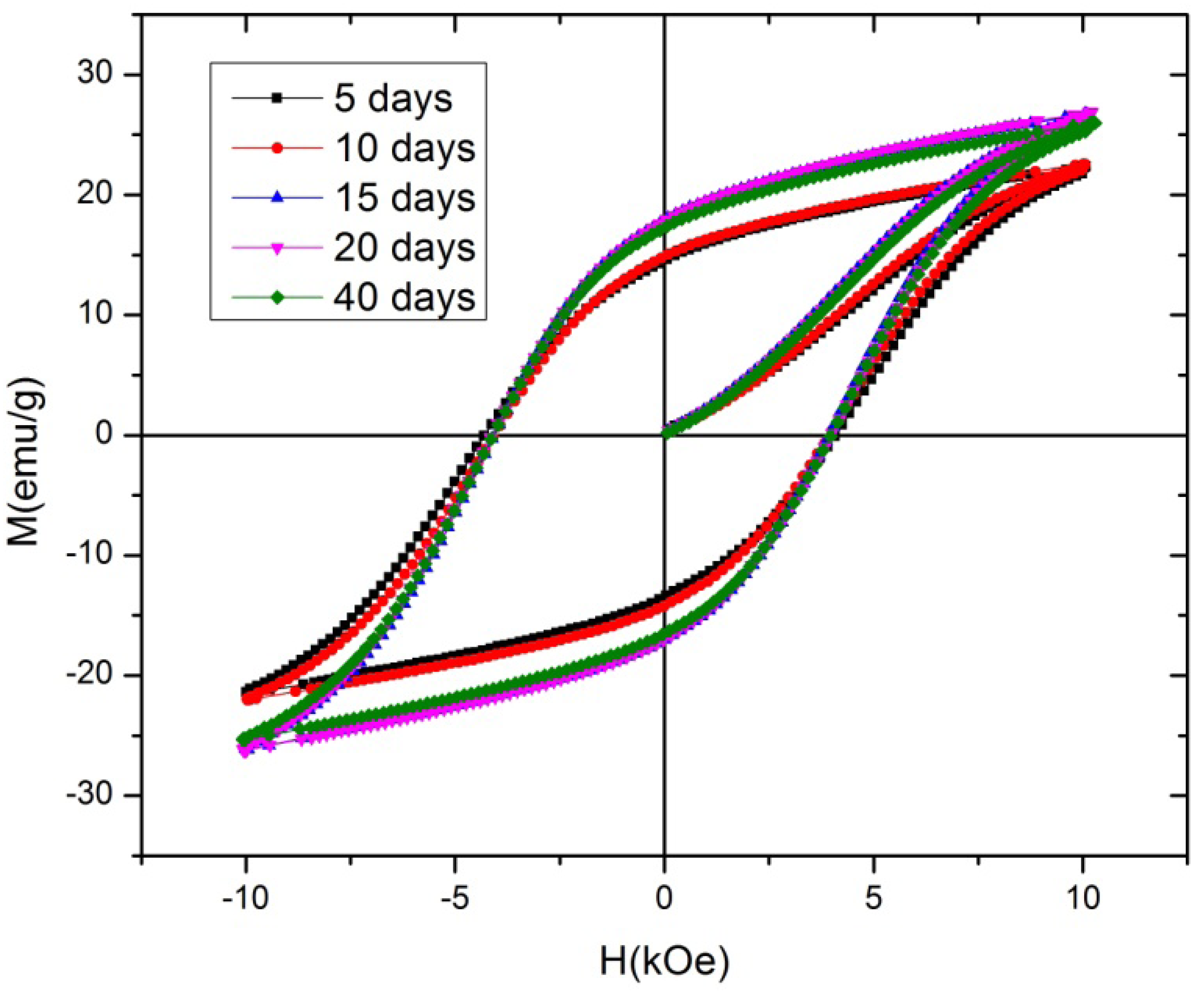
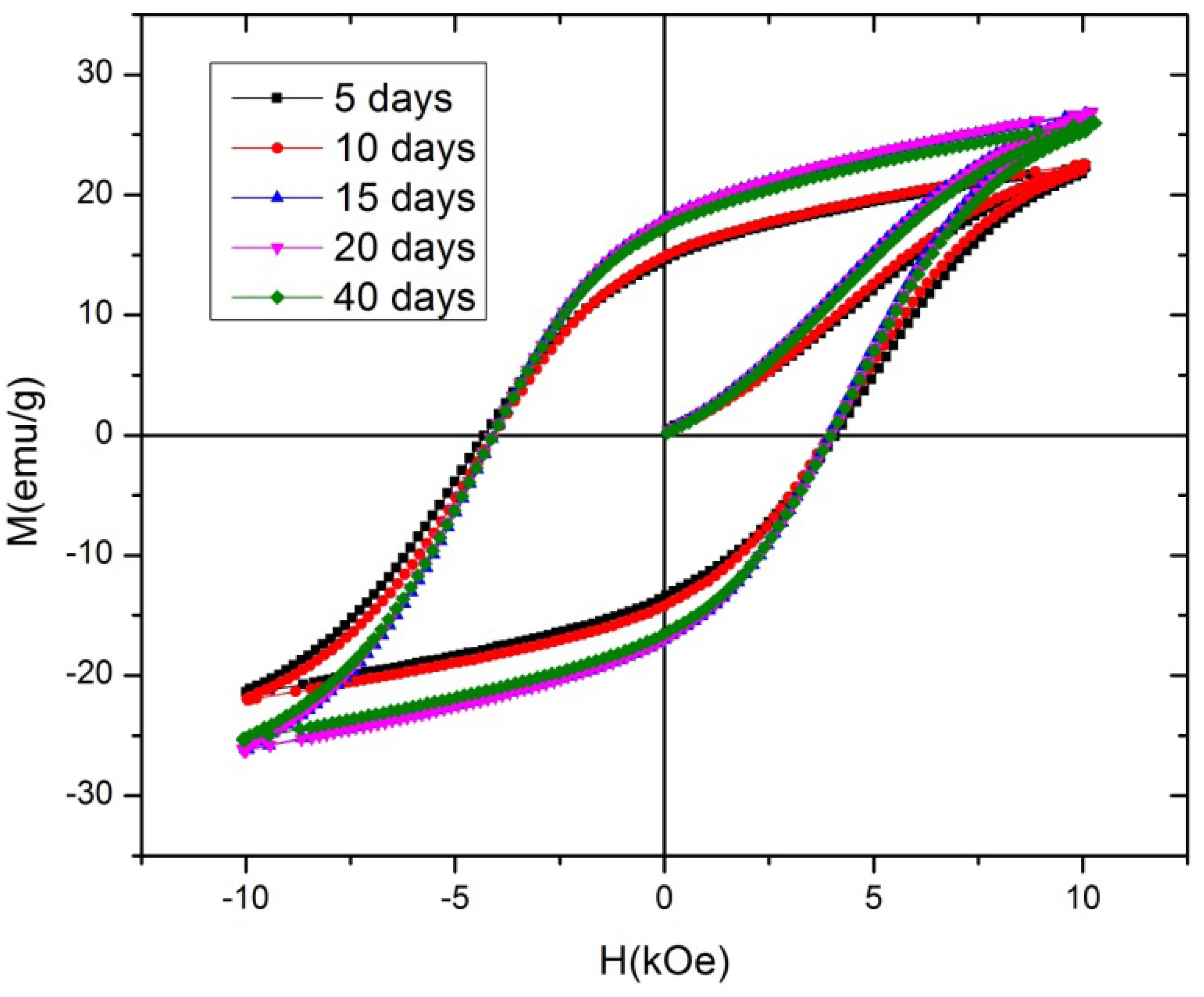
One of the important issues in this magnet is to see the effect of prolonged exposures to elevated temperatures on the magnetic properties. Thus, an extruded billet made from mechanically-milled gas atomized was heated for 40 days in a furnace at 200 °C in air. At 5 days intervals a small piece was cut from the specimen and the magnetic properties were measured.
Figure 5 shows M-H curve for the samples taken from the specimen on the 5th, 10th, 15th
, 20th, and 40th day. The samples retain the initial magnetic properties for extended period, and in fact the magnetic properties were slightly better after 15 and 20 day anneals (see
Figure 5). The Ms value increase up to 8% in the sample heated for 15 days in comparison to the Ms for sample heated for 10 days. This indicates that the τ phase and the grain size are very stable for up to several weeks. Since the curie temperature of the mechanically milled MnAl is about 382 °C [
8] the magnetic properties will deteriorate around that temperature. It will also depend on the stability of τ phase with the temperature, as it is a metastable phase.
Figure 5.
M-H curves of the specimens from a billet extruded from mechanically-milled gas atomized powders aged for 5, 10, 15, 20 and 40 days at 200 °C in air.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}