1. Introduction
Mg-based alloys have significant importance as lightweight structural materials due to their high specific strength [
1,
2]. Above all, nanocrystalline (grain size
d < 100 nm) Mg-based materials are particularly attractive because of the improved chemical, physical and mechanical properties resulting from the fine structure and the high volume fraction of grain boundaries [
3,
4,
5]. For example, nanostructured Mg-Al-Nd alloys with grain size of about 90 nm may reach a strength of about 500 MPa [
6]. Similar results can be observed for Mg-5%Al alloys with a grain size of about 45 nm [
5].
Two main approaches have been extensively used for the production of nanocrystalline materials: (
i) the
bottom-up approach, which consists of building the nanostructure atom-by-atom or layer-by-layer, such as in inert gas condensation, chemical vapor condensation, or pulse electron deposition [
7,
8,
9]; and (
ii) the
top-down approach, such as mechanical alloying (MA), that consists of alloying combined with the structural decomposition of a coarse-grained microstructure into a nanostructure [
10,
11]. This results from two essential processes taking place during milling: cold-welding, and fracturing of the cold-welded particles due to high-energy collisions [
10,
11]. Cold-welding minimizes the diffusion distance between the atoms, while fracturing of the welded particles impedes the clustering of the particles and continuously produces new, clean surfaces that accelerate atomic diffusion [
12].
Mechanical alloying is one of the simplest and most economical techniques for the production of nanostructured materials. Additionally, MA offers the possibility to scale up the amount of processed material to tonnage quantities [
11] and can be employed for the processing of nearly all types of materials [
13,
14,
15,
16,
17]. This makes mechanical alloying the ideal processing route for small, as well as for large-scale production, of nanostructured materials.
For any further processing of nanocrystalline powders, such as their consolidation into bulk samples, the nanostructured powders have to be extensively investigated and characterized in detail. Accordingly, in this work, the morphological and microstructural evolution of the Mg-7.4%Al alloy during mechanical alloying is investigated by X-ray diffraction and by scanning and transmission electron microscopy. The variation of crystallite size and lattice strain during milling is investigated and the hardness of the powders is also measured as a function of milling time. The Mg-7.4%Al alloy was selected in order to balance γ-Al12Mg17 phase precipitation and solid solution in the present experimental set-up.
2. Results and Discussion
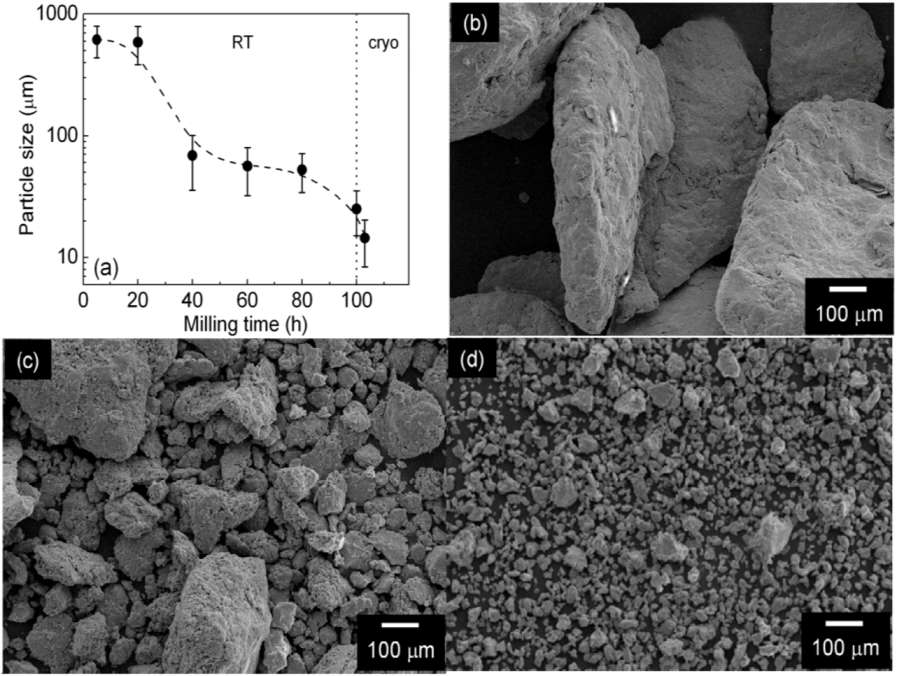
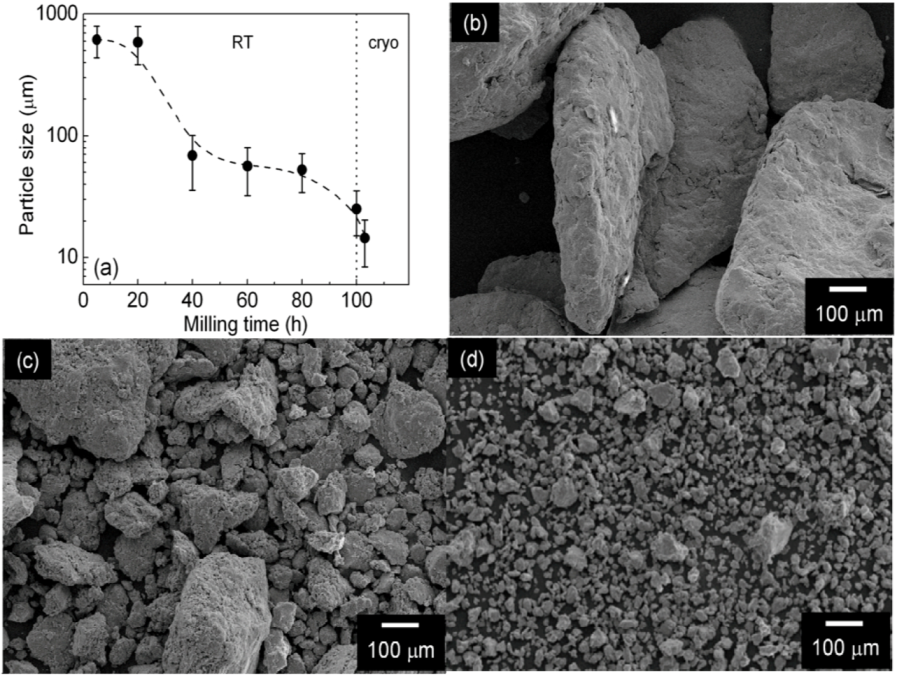
The evolution of the particle size of the Mg-7.4%Al alloy, as a function of the milling time,, is shown in
Figure 1a, along with the corresponding morphology of the particles (
Figure 1b–d). In the first stages of milling (5–20 h), the particle size is about 600 µm, larger than those of the initial Mg (<450 µm) and Al (<44 µm) particles. This indicates that in the initial period of MA, cold-welding is predominant over powder fracturing. At this stage, the morphology of the particles is plate-like (
Figure 1b), arising from the ductile character of the starting Mg and Al powders. This behavior drastically changes for the material milled for 40 h, where the particle size is reduced to about 70 µm. Here, due to the work hardening of the materials resulting from the plastic deformation during milling, the particles become more brittle [
17], and fracturing dominates over cold-welding. This is corroborated by the particle shape that changes from flat-like to irregular morphology (
Figure 1c). The particle size slightly decreases to about 50 µm for milling up to 80 h. This behavior suggests that a balance between fracturing and cold-welding occurs in the milling period between 40 and 80 h. The particle size further decreases to about 25 µm for the powder milled 100 h, reaching a final size of about 15 µm for the material milled at cryogenic temperature for additional 3 h (
Figure 1d). With increasing the milling time, the particle size distribution becomes narrower. For example, the powder milled for 20 h displays a particle size of 580 ± 200 µm whereas the final cryo-milled material shows a size of 14 ± 6 µm. This behavior can be ascribed to the increased brittleness of the material at cryogenic temperatures. Here, fracturing is predominant, and cold-welding is most likely to be absent, leading to a finer and more uniform particle size.
Figure 1.
(a) Particle size of the mechanically alloyed Mg-7.4%Al powder as a function of the milling time; morphology of the milled particle after milling for (b) 20 and (c) 40 h at RT, and (d) after RT milling for 100 h followed by 3 h of cryo-milling.
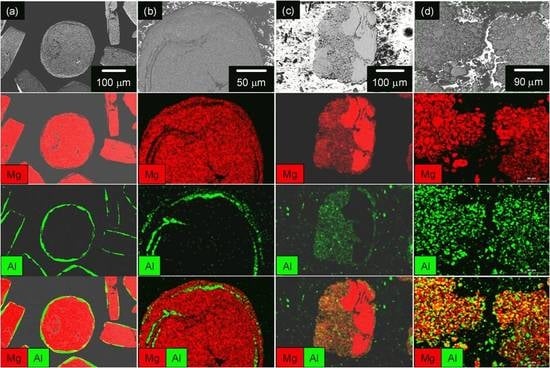
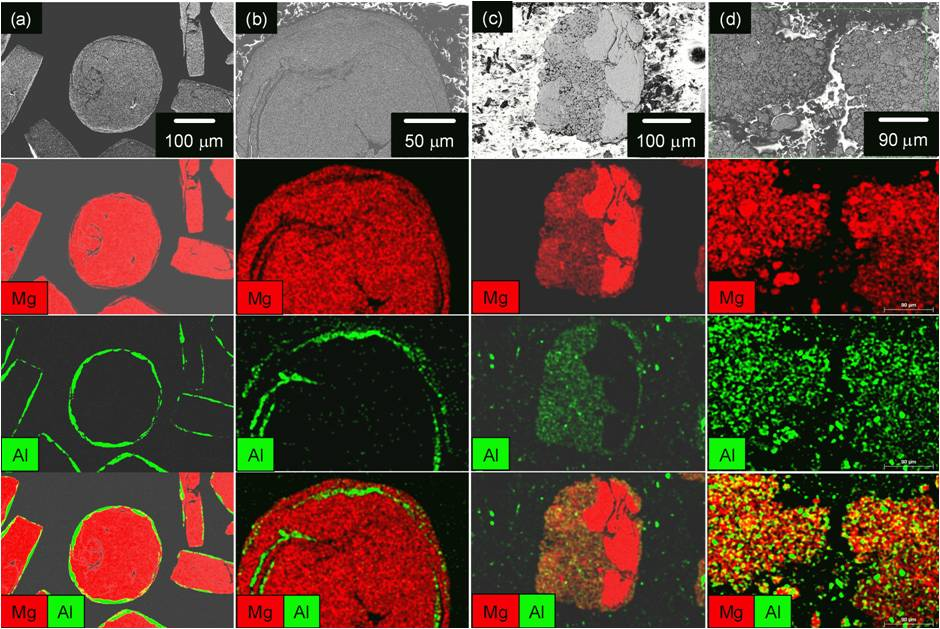
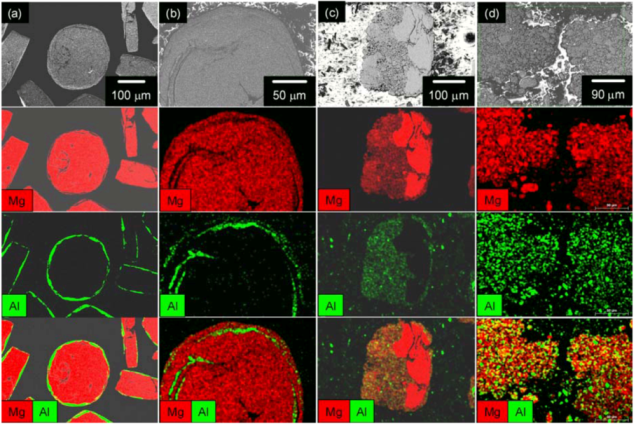
Figure 2 shows the EDX-SEM composition maps for the Mg-Al powder milled for different periods. In the early period of milling (5 h), the surface of the Mg particles is covered by a 4–5 μm-thick layer of pure Al (
Figure 2a) and no Al is detected within the Mg core. With increasing the milling time to 40 h, fracturing and cold-welding lead to the formation of a microstructure consisting of multiple Al layers advancing towards the center of the Mg cores (
Figure 2b). The development of the Al layers leaves behind Mg-Al intermixed regions with a size that increases with increasing the milling time. However, the Mg cores are not completely consumed by the advancing Al layers and they are still present in the powder milled at RT for 100 h (
Figure 2c). This indicates that the homogeneous alloying of Al into Mg cannot be achieved using RT milling under the present milling parameters. However, the extra cryo-milling step induces the disappearance of the Mg cores and leads to a very homogeneous material (
Figure 2d) compared to the heterogeneous microstructure of the particles milled at RT. The homogenization process is accelerated during cryo-milling, most likely because of the increased brittleness of the material at cryogenic temperatures. As a result of fracturing, new, clean surfaces are created. This, along with the reduction of particle size, accelerates atomic diffusion, finally leading to a homogenization of the material.
Figure 2.
EDX-SEM composition maps for the Mg-7.4%Al powder milled at RT for (a) 5, (b) 40 and (c) 100 h, and (d) after RT milling for 100 h followed by 3 h of cryo-milling.
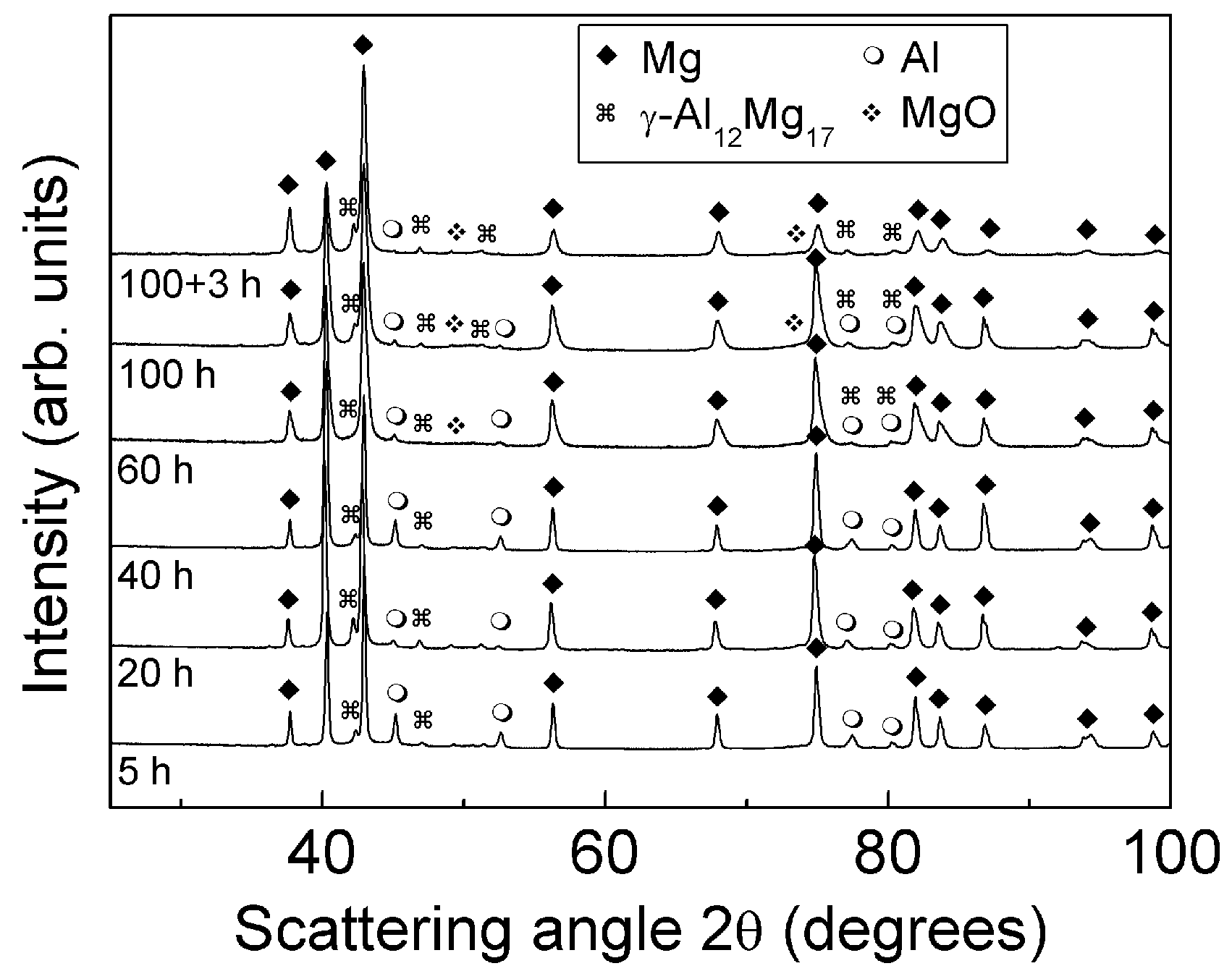
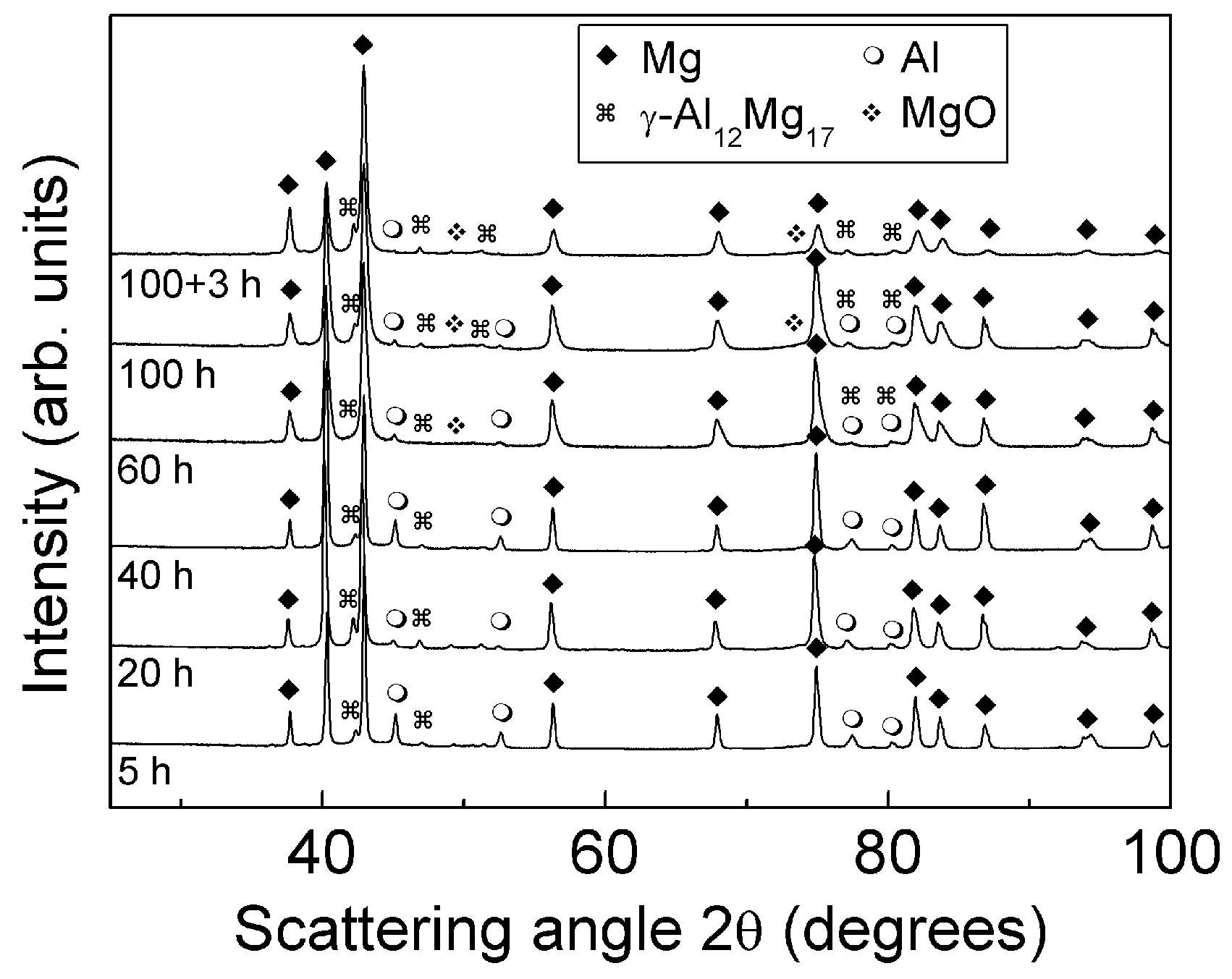
The structure evolution during milling of the Mg-Al powder was investigated by XRD and the corresponding patterns are presented in
Figure 3 as a function of the milling time. With increasing the milling time, the diffraction signals of Mg and Al become broader, which suggests a strong decrease of the crystallite size and the introduction of lattice strain during milling. At the same time, the relative intensity of the diffraction peaks belonging to Al is reduced. The decrease of the intensity of the Al peaks is accompanied by the shift of the Mg peaks toward larger 2θ angles, which points to the reduction of the lattice parameters of the hcp phase. The peaks belonging to Al are still visible in the pattern of the cryo-milled sample, which implies that Al is not completely alloyed and that a minor amount of residual un-reacted Al is present in the final powder. Milling the Mg-7.4%Al powder leads to the formation of a small amount of the equilibrium γ-Al
12Mg
17 phase, in agreement with what observed for mechanically alloyed Mg-3%Al [
18], Mg-5%Al [
5] and Mg-10%Al [
19], where the γ-Al
12Mg
17 phase was formed during the milling process. Finally, two broad diffraction peaks at about 2θ = 50 and 73.5° appear after milling for 60 h. These signals, which can be ascribed to the formation of MgO during milling, increase in intensity with increasing milling, indicating that oxygen uptake and powder contamination occurs during milling.
Figure 3.
XRD patterns (Co-Kα radiation) of the Mg-7.4%Al powder milled for different periods.
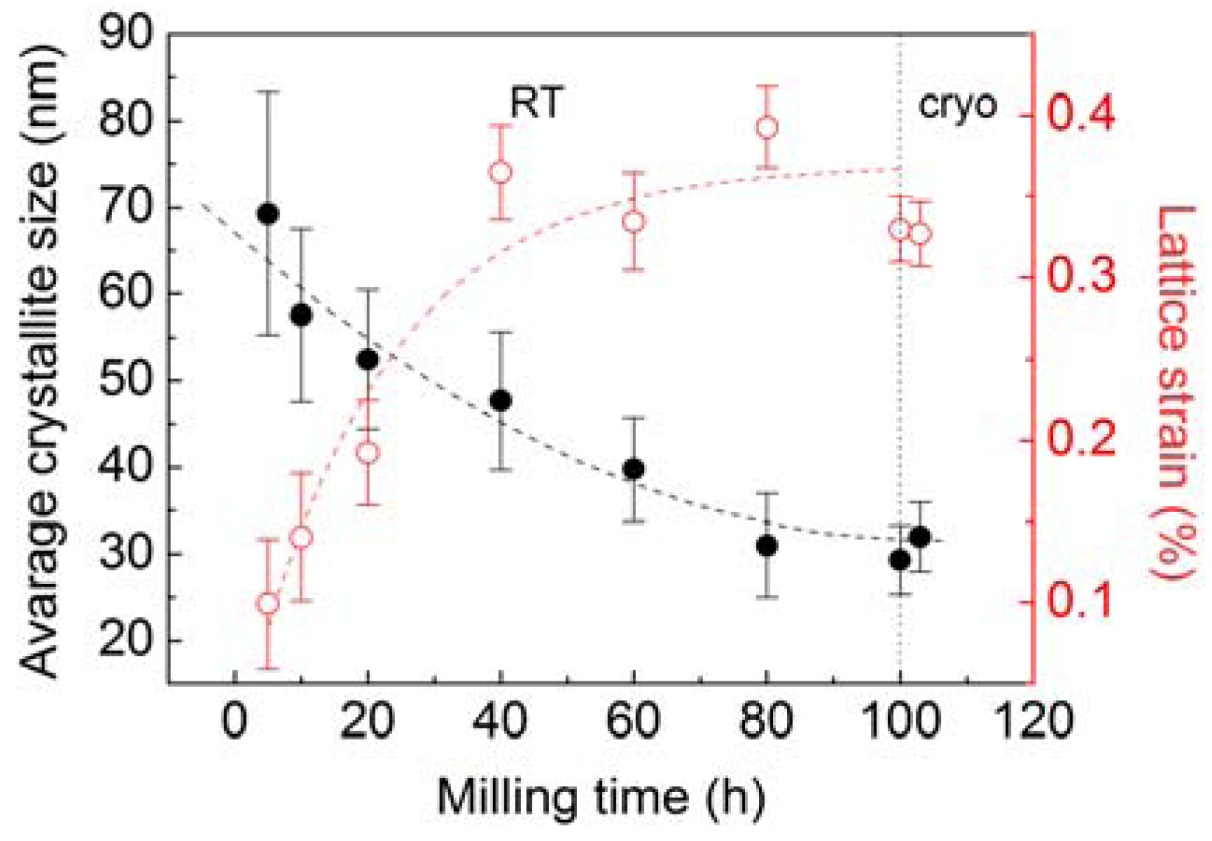
Rietveld structure refinement was used to quantify changes of average crystallite size and lattice strain of the hcp Mg phase during mechanical alloying. No clear trend for these parameters can be extracted from the XRD data for Al, γ-Al
12Mg
17 and MgO due to the small amount of these phases. The average crystallite size of Mg continuously decreases from about 70 nm for the powder milled for 5 h to 40 nm after 60 h of mechanical milling (
Figure 4). The crystallite size then reaches a minimum value of about 30 nm for longer milling times (>60 h). In contrast, the lattice strain increases from 0.1% for the powder milled for 5 h to 0.2% after 20 h of milling, reaching a saturation value of about 0.30%–0.35% for longer milling time (≥40 h). The observed grain size is similar to that reported for Mg-3%Al (35 nm) and Mg-5%Al (50 nm) mechanically alloyed powders [
18,
20].
Figure 4.
Average crystallite size (full symbols) and lattice strain (open symbols) for the hcp Mg phase as a function of the milling time.
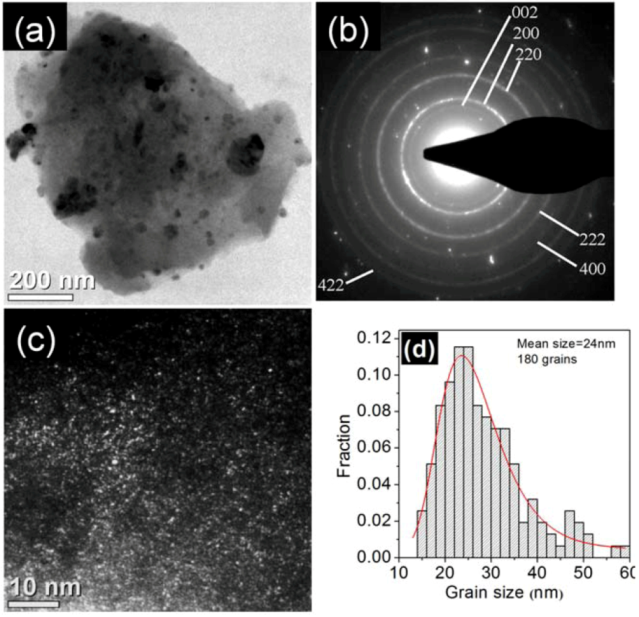
The grain size of the Mg-7.4%Al powder milled at RT for 100 h followed by 3 h of cryo-milling was examined using TEM (
Figure 5). The bright-field TEM image, shown in
Figure 5a, displays equiaxed and randomly distributed Mg grains within the structure. The corresponding diffraction pattern (
Figure 5b) reveals a typical ring corresponding to nanocrystalline Mg (002) and diffuse rings due to MgO, which corroborates the results from XRD indicating the presence of MgO in the milled powder. The size of the MgO particles (bright spots in
Figure 5c) is very small, in the range of 3–5 nm. The size distribution based on the measurement of 180 Mg grains (dark particles in
Figure 5a) reveals an average grain size of about 24 nm with about 70% of the measured grains with size ranging between 15 and 35 nm. This value of grain size is in excellent agreement with the value of crystallite size (about 30 nm) evaluated by Rietveld structure refinement.
Figure 5.
(a) Bright-field TEM image for the Mg-7.4%Al powder milled at RT for 100 h followed by 3 h of cryo-milling showing nanocrystalline Mg grains (dark particles) and (b) corresponding selected area diffraction pattern; (c) dark-field image showing a MgO rich area in the Mg matrix; (d) grain size distribution of the Mg grains.
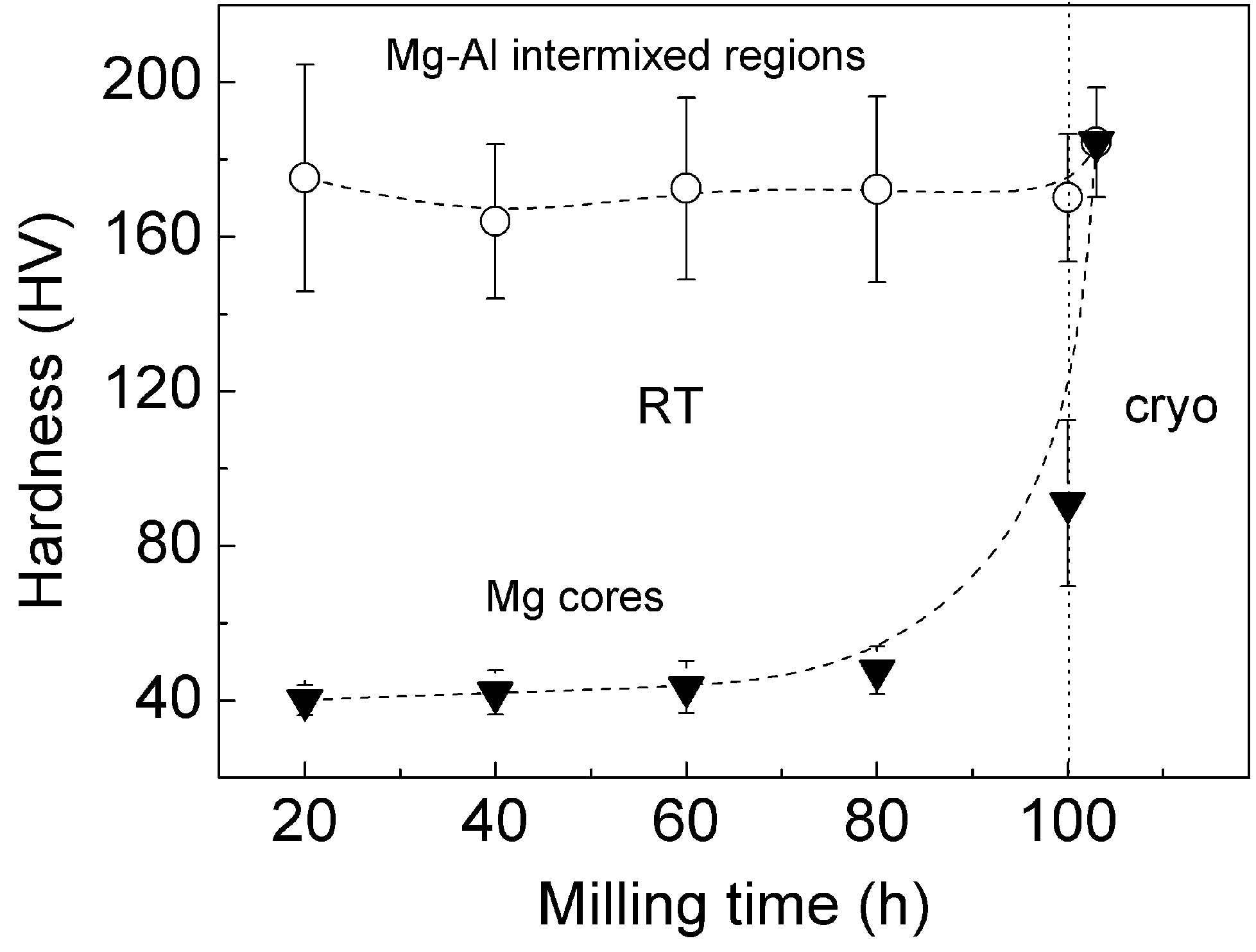
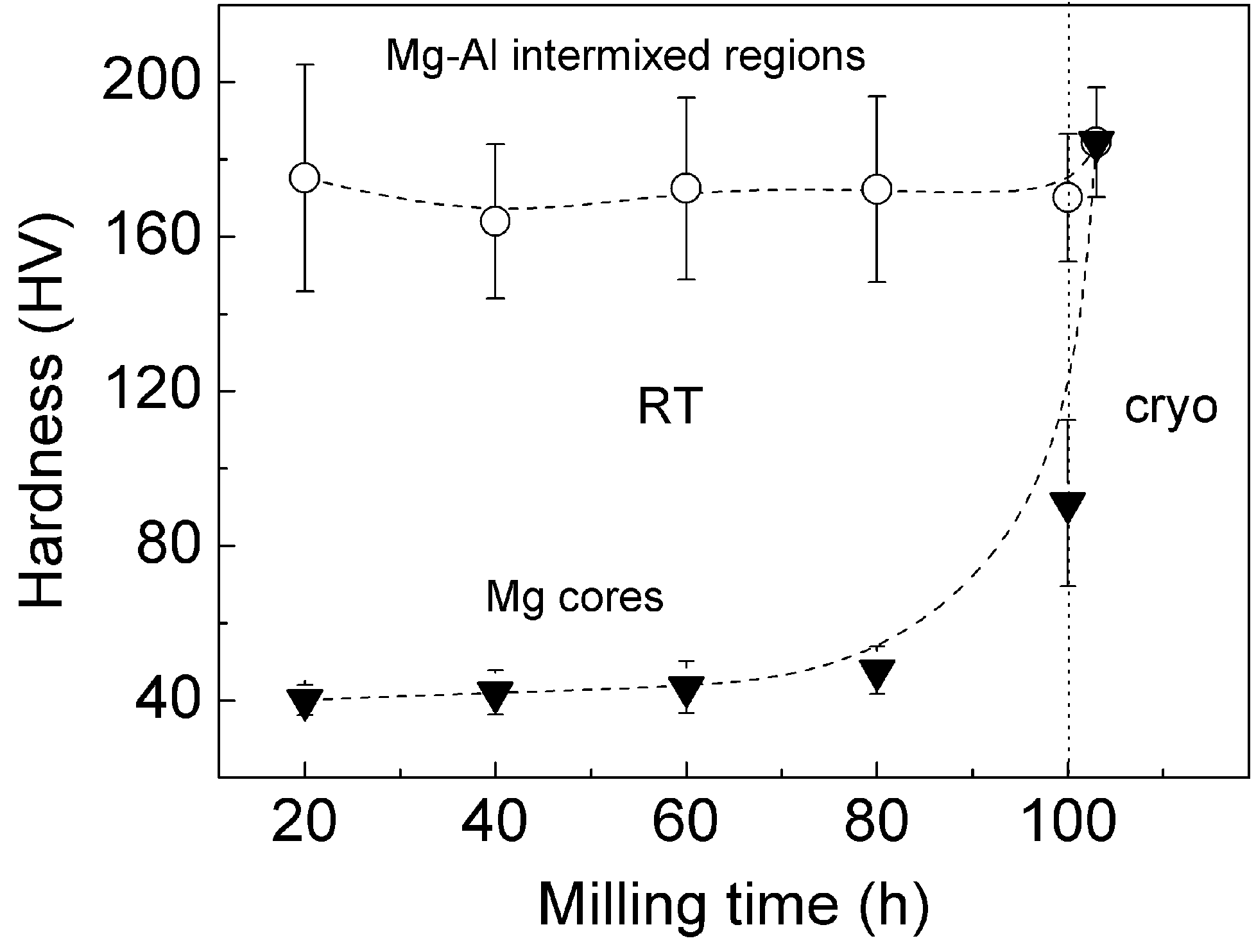
The heterogeneous microstructure consisting of two distinct regions (
i.e., Mg cores and Mg-Al intermixed regions in
Figure 2) formed during RT milling has a strong impact on the hardness of the powder (
Figure 6). The powder milled at RT is mechanically heterogeneous. The hardness of the Mg-Al intermixed regions displays a rather constant hardness value of about 170 HV during the entire milling period. Such a hardness value is remarkably higher than the hardness observed for the initial Mg and Al powders (41 and 29 HV, respectively). On the other hand, the Mg cores are characterized by hardness values of about 40–50 HV in the milling period between 20 and 80 h. These values are very similar to that observed for the initial Mg powder (41 HV), which implies that limited Al alloying takes place during this milling period. The hardness of the Mg cores drastically increases in the sample milled for 100 h (~90 HV). This behavior can be ascribed to the solid solution of Al into Mg occurring for a milling time exceeding 80 h. Mechanically induced solid solution is corroborated by the change of the lattice parameters of Mg which decrease from
a = 0.32002 nm and
c = 0.51994 nm for the powder milled for 80 h to
a = 0.31988 nm, and
c = 0.5187 nm for 100 h of milling. Additional hardening contribution may also come from the formation of MgO and γ-Al
12Mg
17, as shown in
Figure 3.The lattice strain for hcp Mg (
Figure 4) does not show a corresponding increase after 80 h, as it would be expected for increasing the amount of solute. This might be related to structural relaxation taking place during milling, which would lead to only marginal changes in the strain within the material. In contrast to the powder milled at room temperature, the cryo-milled material does not display a two-phase microstructure and two distinct hardness values. Instead, as a result of the microstructural homogenization during cryo-milling (
Figure 2d), the hardness is about 180 HV over the entire particle.
Figure 6.
Hardness of the Mg-Al intermixed regions and Mg cores as a function of the milling time.
The study of the thermal stability of nanocrystalline powders is of primary technological importance for the consolidation of the nanocrystalline materials into bulk specimens avoiding excessive microstructural coarsening [
21]. Accordingly, the effect of temperature on the grain size stability of the Mg-7.4%Al powder was investigated by XRD.
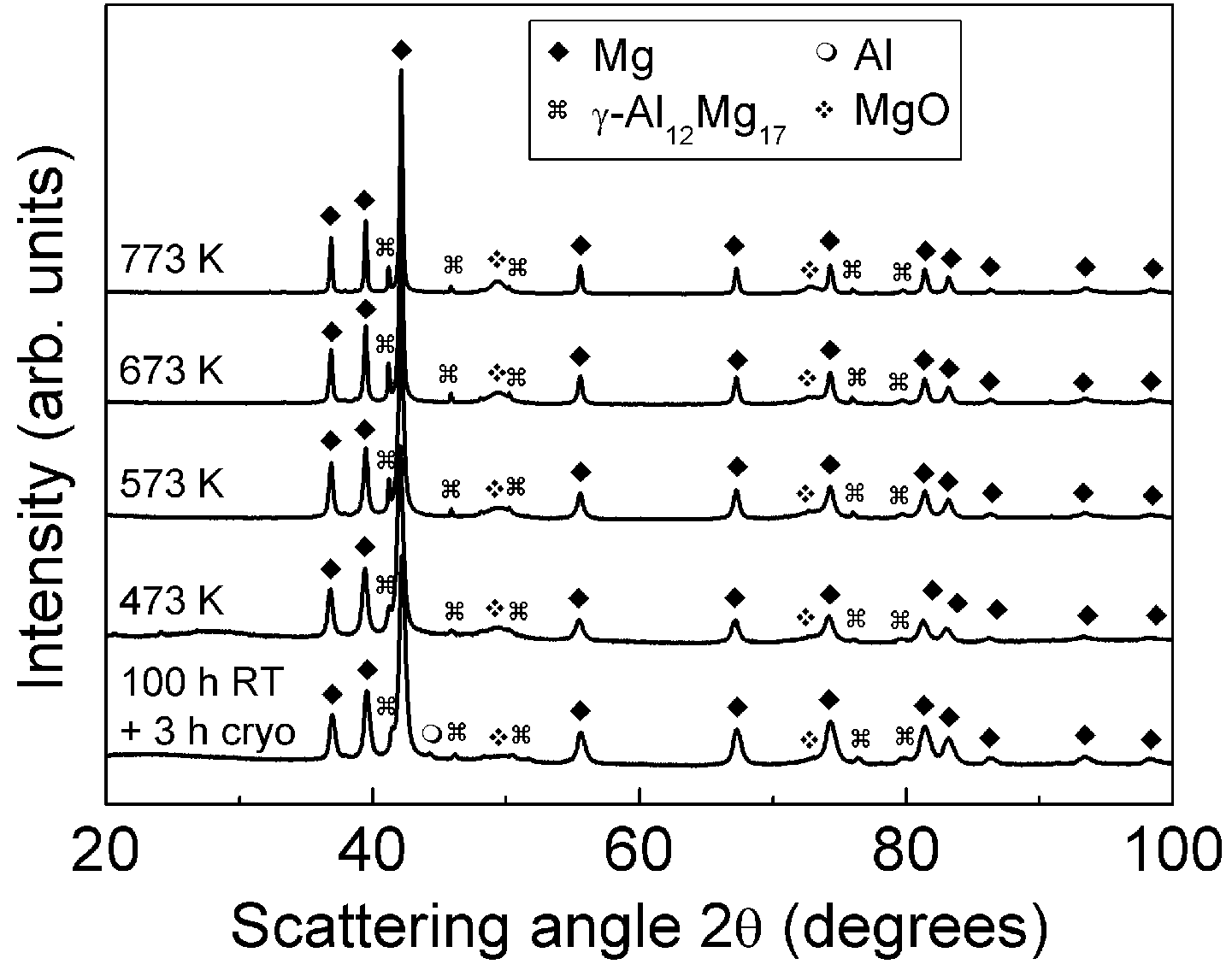
Figure 7 displays the XRD patterns of the Mg-7.4%Al powder milled at RT for 100 h followed by 3 h of cryo-milling after heat treatment to different temperatures. The diffraction peaks of hcp Mg become progressively narrower with increasing the annealing temperature, indicating grain growth and/or the reduction of the lattice strain. The residual un-reacted Al present in the as-milled powder is no longer visible in the heat-treated samples. The disappearance of the Al diffraction peaks after annealing points to additional diffusion of Al within the Mg matrix, which results in further formation of γ-Mg
17Al
12 phase, as shown in
Figure 7.
Figure 7.
XRD patterns (Co-Kα radiation) of the nanostructured Mg-7.4%Al powder milled at RT for 100 h followed by 3 h of cryo-milling after heating to different temperatures.
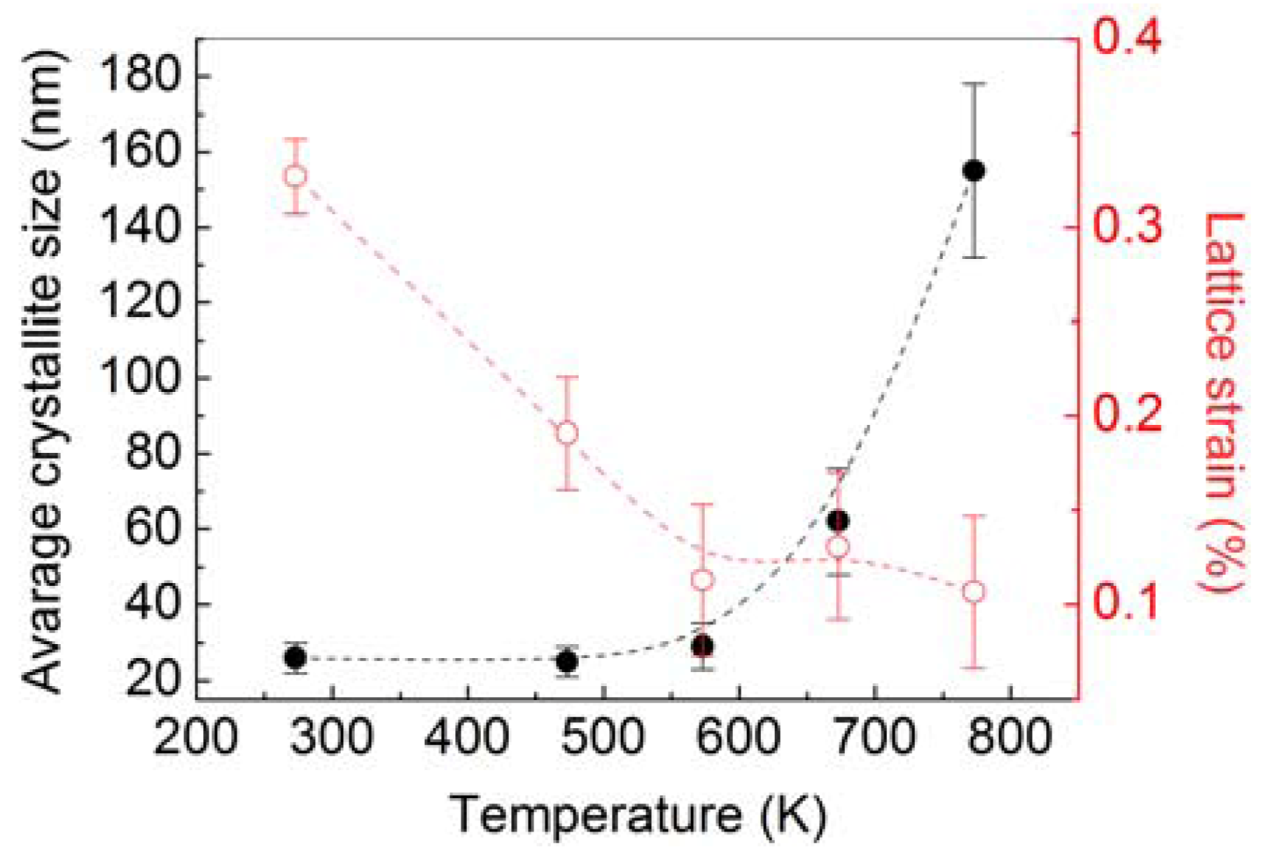
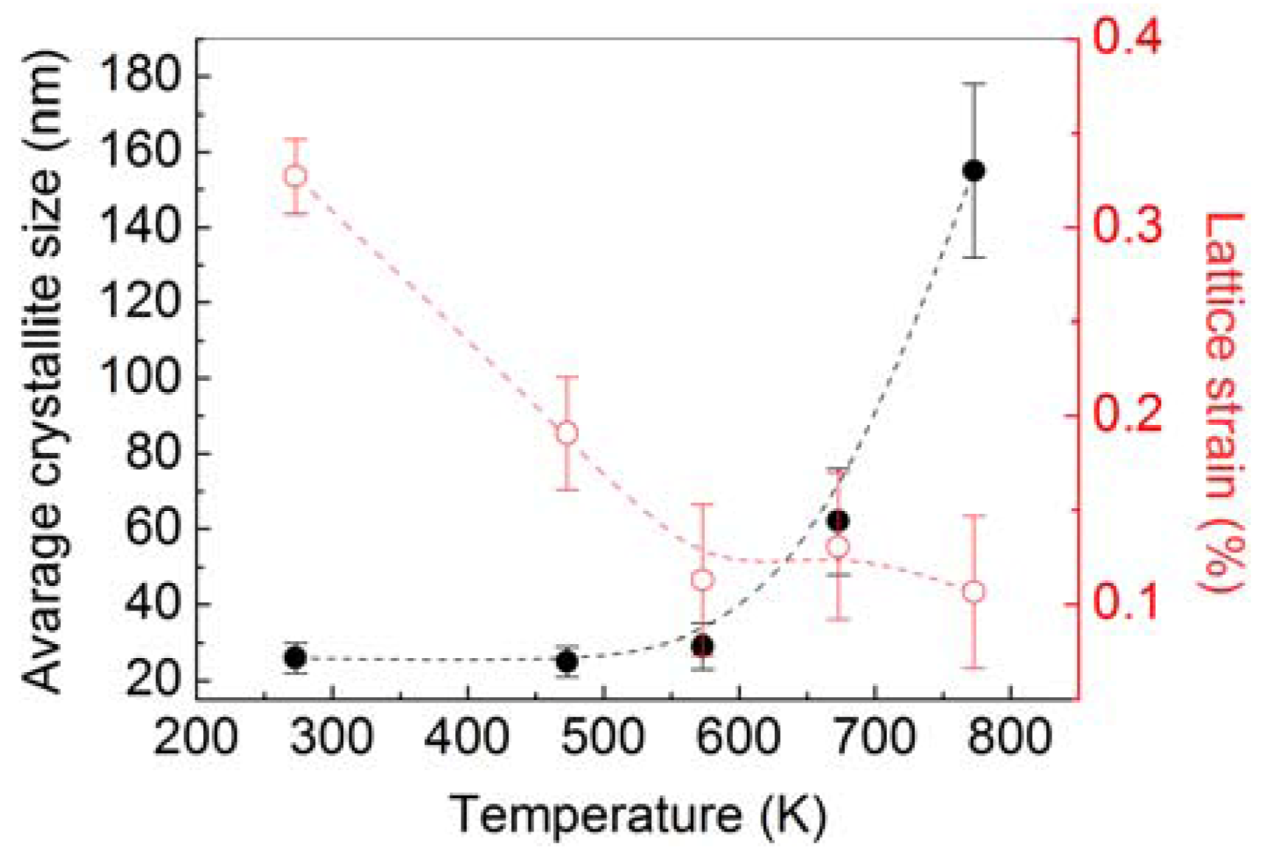
Rietveld structure refinement reveals that the average crystallite size of the nanostructured Mg-7.4%Al powder remains constant at about 30 nm for heating up to 573 K (
Figure 8). In this temperature range, the lattice strain drastically decreases from about 0.3% for the as-milled powder to ~0.1% for the material heat-treated to 573 K. This indicates that the sharpening of the diffraction peaks for annealing temperatures ≤573 K observed in
Figure 7 can be ascribed to structural recovery and annihilation of lattice defects rather than to grain growth. Significant grain coarsening occurs at higher temperatures, where the lattice strain is considerably reduced. Here, the average crystallite size increases sharply, reaching a value of about 160 nm at 773 K.
Figure 8.
Average crystallite size (full symbols) and lattice strain (open symbols) for the hcp Mg phase in the Mg-7.4%Al powder milled at RT for 100 h followed by 3 h of cryo-milling as a function of the annealing temperature.
Within the applied techniques, it appears that the grain size of the Mg-7.4%Al powder is retained up to high temperatures; Two basic mechanisms may inhibit grain growth: (
i) the kinetic mechanism, which is based on grain boundary pinning through residual pores, impurities and solutes, as well as second phase particles [
21]; and (
ii) the thermodynamic mechanism, which is based on the reduction of the driving force for grain growth through the addition of solute atoms that segregate at the grain boundaries [
21,
22]. In the present Mg-7.4%Al powder, the role of the γ-Mg
17Al
12 and MgO particles in kinetically stabilizing the structure may be quite important. Although more analysis is required to exactly determine the microstructural features after annealing, as well as the mechanism of grain size stabilization, the grain size stability of the Mg-7.4%Al powder may permit the production of bulk nanocrystalline samples by consolidation of the mechanically alloyed powders.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}