Influence of Nickel Particle Reinforcement on Cyclic Fatigue and Final Fracture Behavior of a Magnesium Alloy Composite

 ,
,
Abstract
:1. Introduction
2. Materials and Processing
2.1. Materials

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | Zn | Mn | Si | Cu | Ca | Fe | Ni | Others | Mg |
|---|---|---|---|---|---|---|---|---|---|---|
| Max | 3.5 | 1.3 | – | 0.05 | 0.05 | 0.04 | 0.005 | 0.10 | 0.40 | Balance |
| Min | 2.5 | 0.7 | 0.20 |
2.2. Processing
2.2.1. Magnesium Alloy AZ31
2.2.2. The Magnesium Alloy Composite (AZ31 + 1.5 vol.% Al2O3 + 1.5 vol.% Ni)
3. Experimental Procedures
3.1. Sample Preparation
3.2. Initial Microstructure Characterization
3.3. Mechanical Testing
3.4. Failure-Damage Analysis
4. Results and Discussion
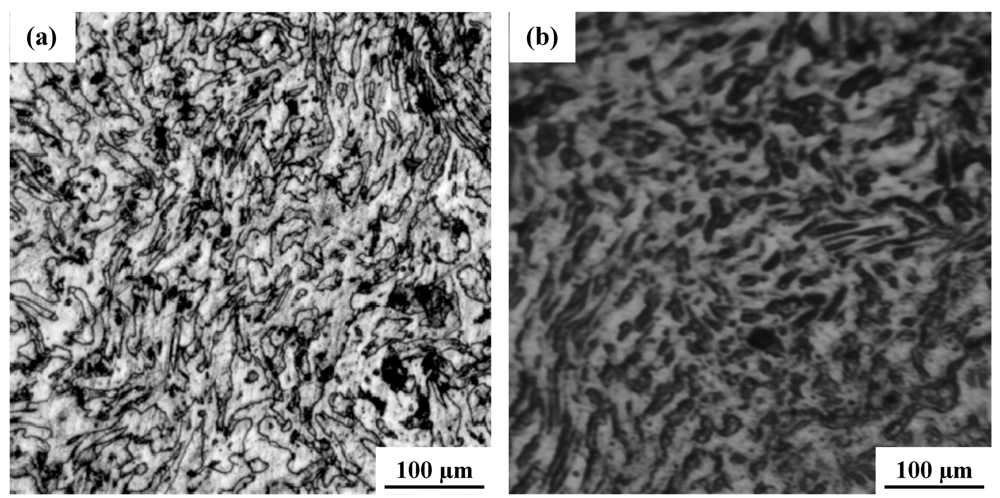
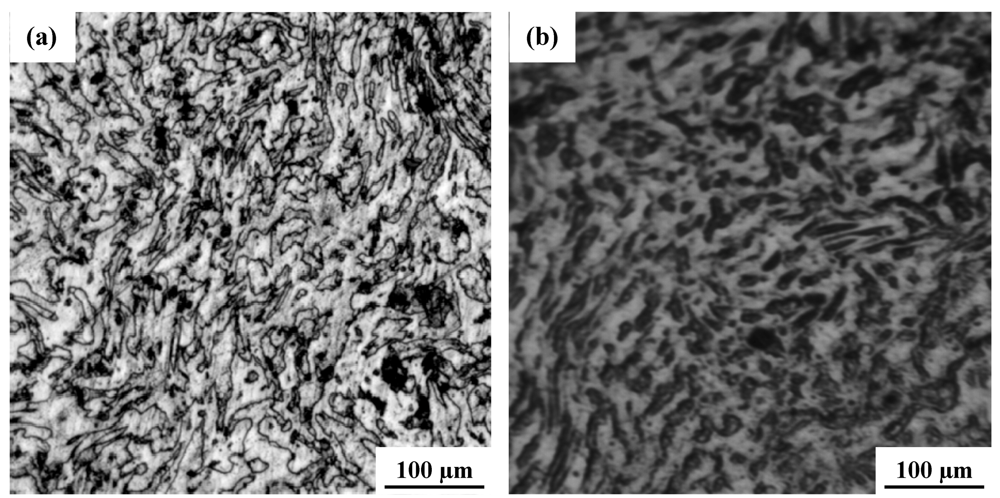
4.1. Microstructure
- (1) A high extrusion temperature of 350 °C (T = 0.675 TM), resulting in conditions conducive to the occurrence of dynamic recrystallization.
- (2) The presence of a near uniform dispersion of the two reinforcing phases, i.e., nanosize alumina particles and micron-size nickel powder, which act as potential sites that favor heterogeneous nucleation during solidification. This was made possible by minimizing gravity-related segregation due to a proper selection of the stirring parameters during processing of the composite [12].
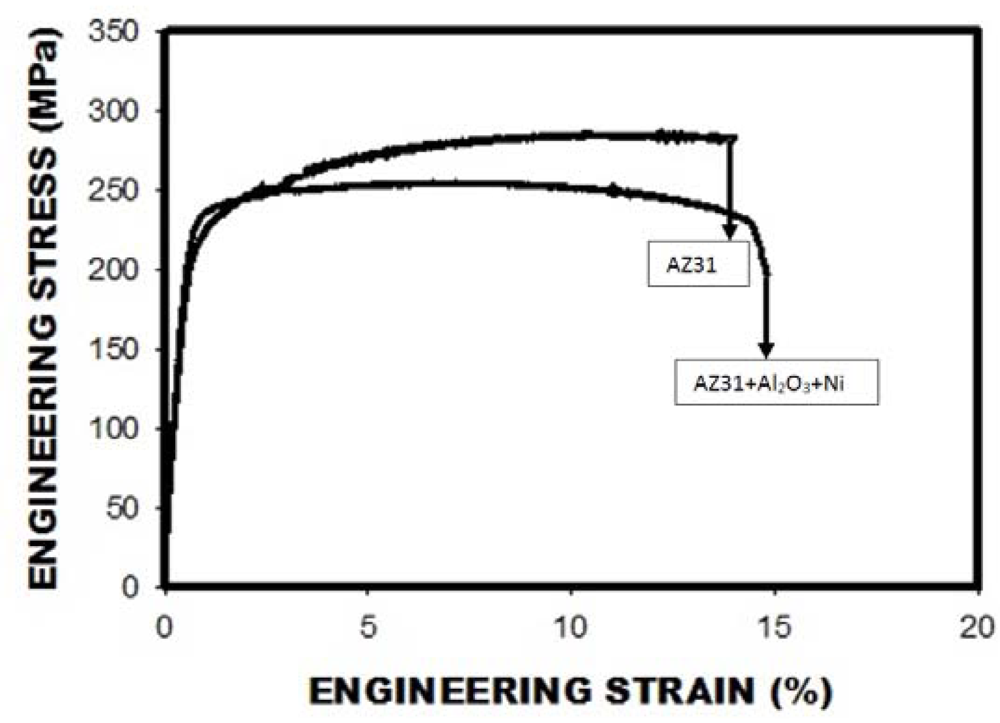
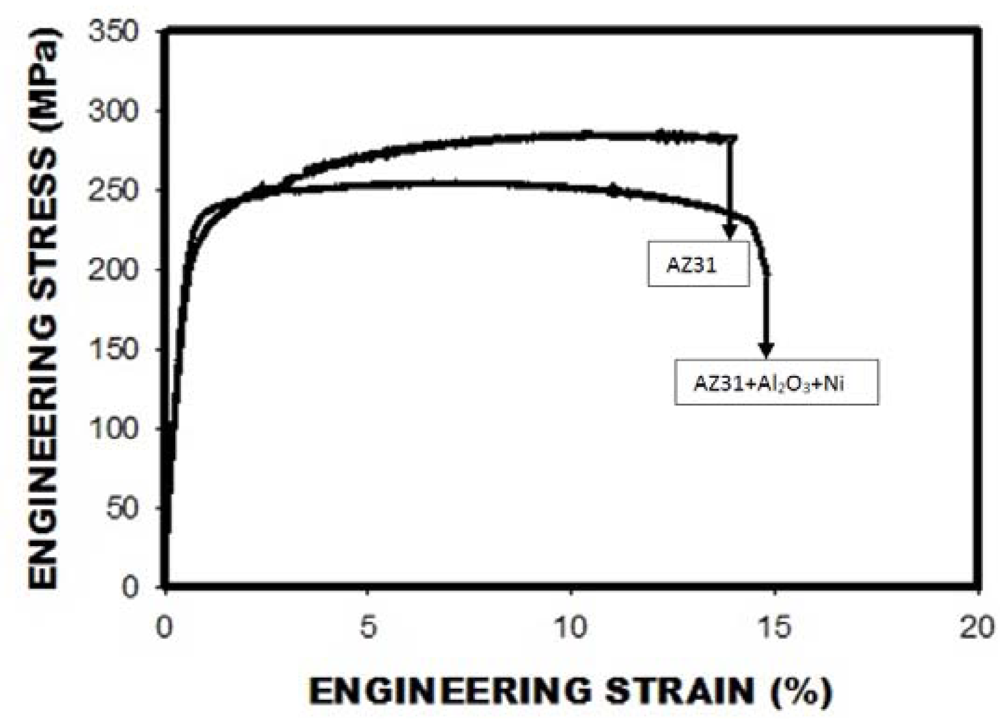
4.2. Tensile Properties
- (1) Only a seven percent increase was found in the Young’s Modulus [E] of the AZ31/1.5 vol.% Al2O3/Ni composite when compared to the monolithic alloy AZ31.
- (2) A five percent increase was found in the yield strength of the dual particle reinforced magnesium alloy composite when compared to the monolithic alloy (AZ31).
- (3) The ultimate tensile strength of the nickel particle reinforced magnesium alloy composite was 15 pct lower than the monolithic unreinforced (AZ31) counterpart.
- (4) The dual particle reinforced magnesium alloy based composite showed hardly any change in elongation to failure but a 45 pct-increase in reduction-in-cross-sectional area (RA = 23.7 pct) when compared one-on-one with the monolithic counterpart (AZ31) [RA = 16.4 pct].
| Specimen | Elastic Modulus | Yield Strength | UTS | Elongation GL = 0.5" | Reduction in Area | Tensile Ductility ln(Ao/Ar) | |||
|---|---|---|---|---|---|---|---|---|---|
| ksi | GPa | ksi | MPa | Ksi | MPa | (%) | (%) | (%) | |
| AZ31 | 6567.0 | 45.30 | 29.55 | 203.85 | 42.7 | 294.0 | 13.15 | 16.40 | 17.95 |
| AZ31 + Al2O3 + Ni | 6921.1 | 47.61 | 31.275 | 214.94 | 37.1 | 256.4 | 13.64 | 23.70 | 23.73 |
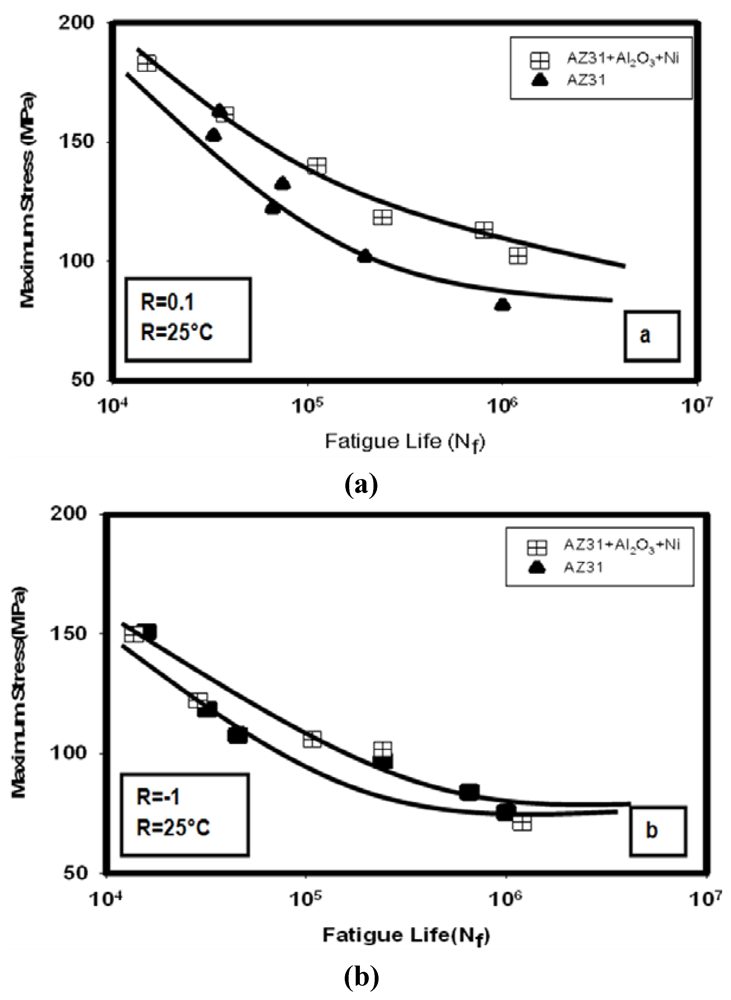
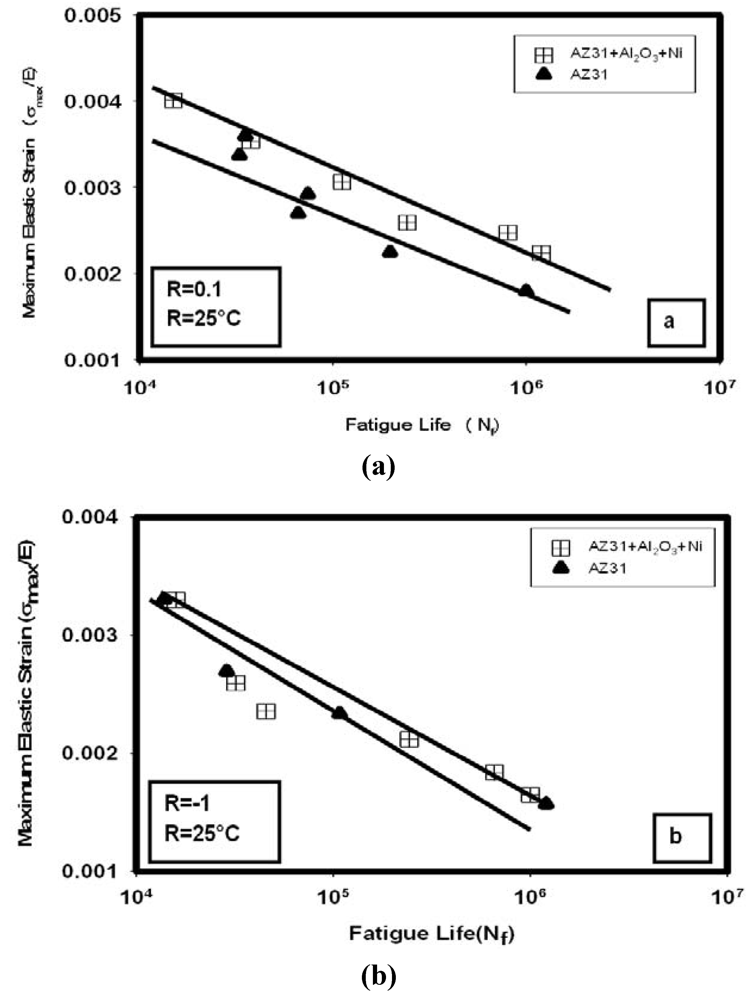
4.3. Stress Amplitude Controlled High Cycle Fatigue Response
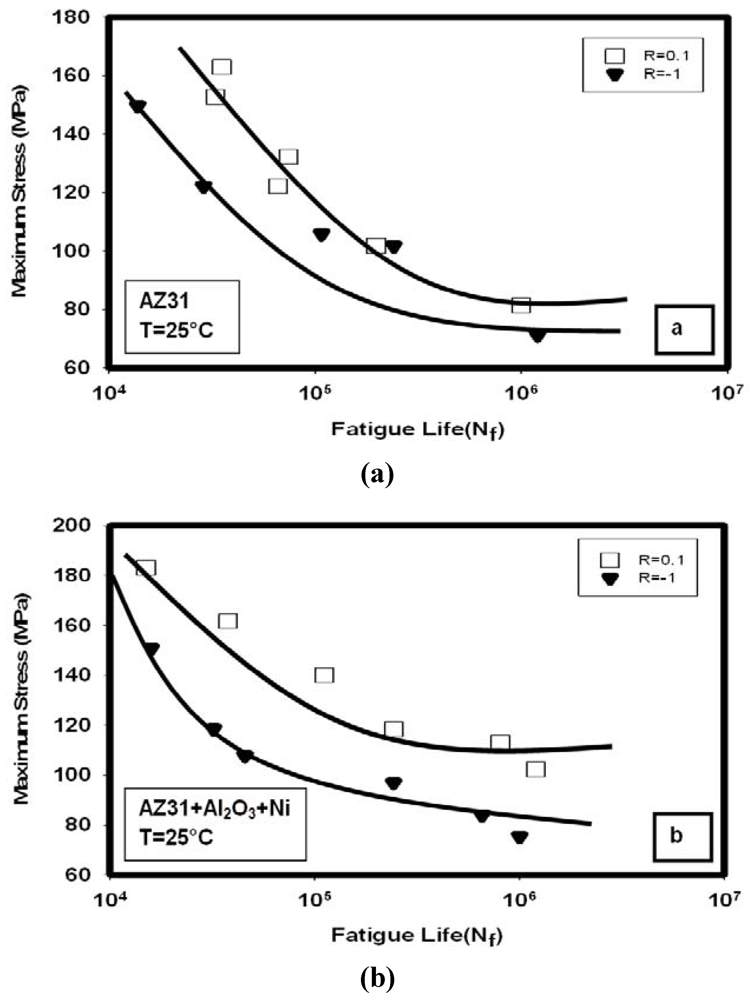
4.3.1. Load Ratio [R] = 0.1
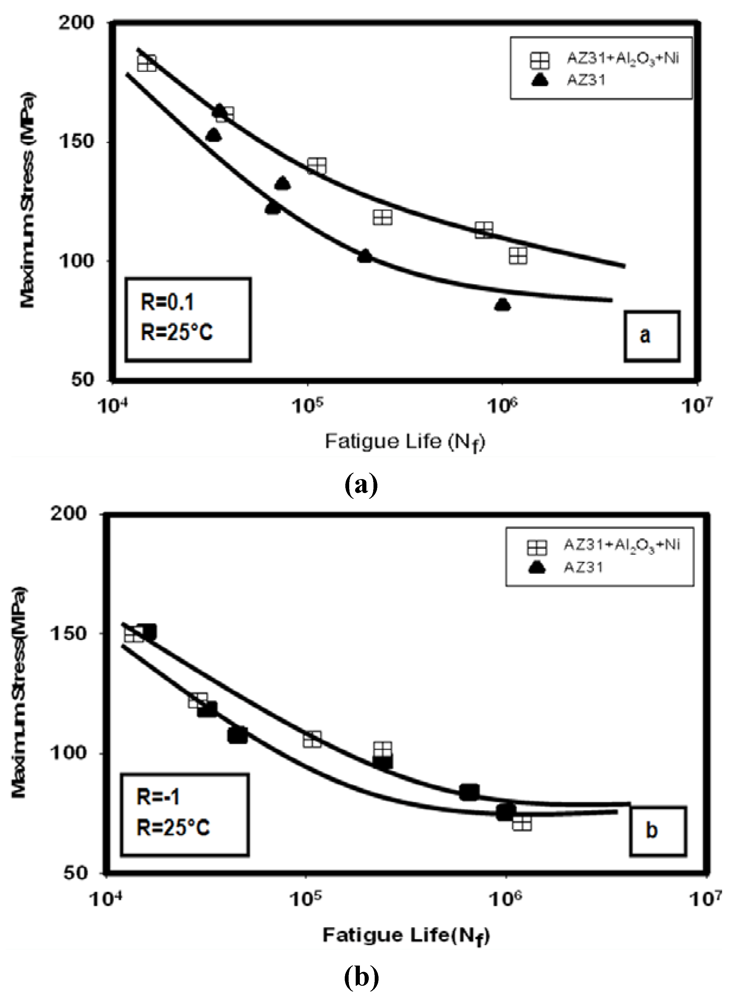

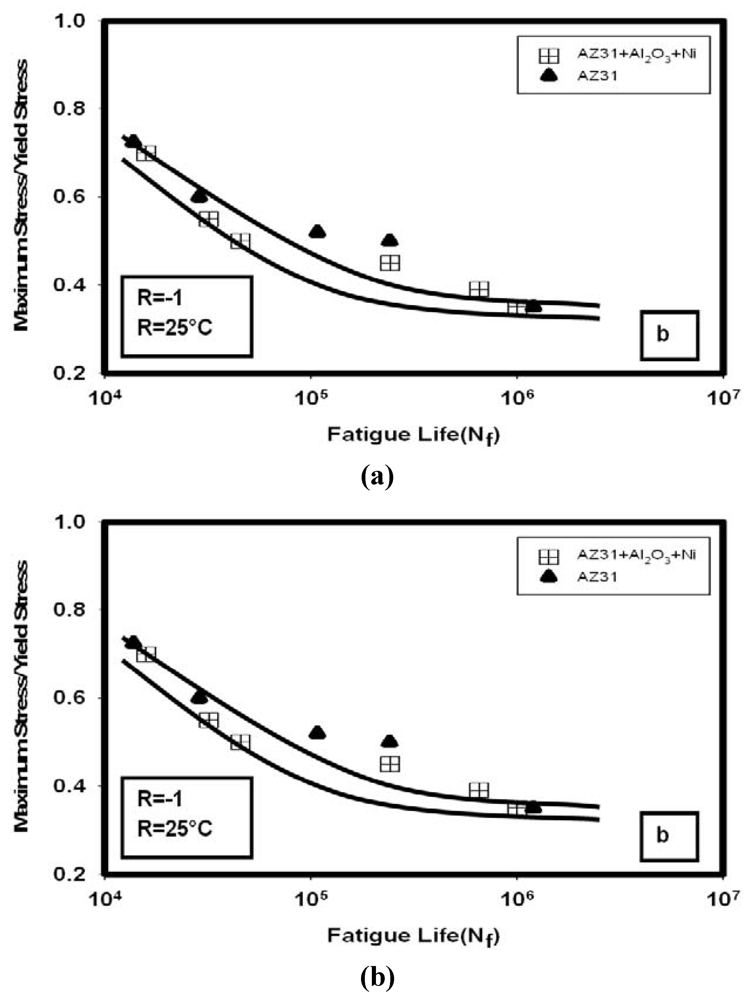
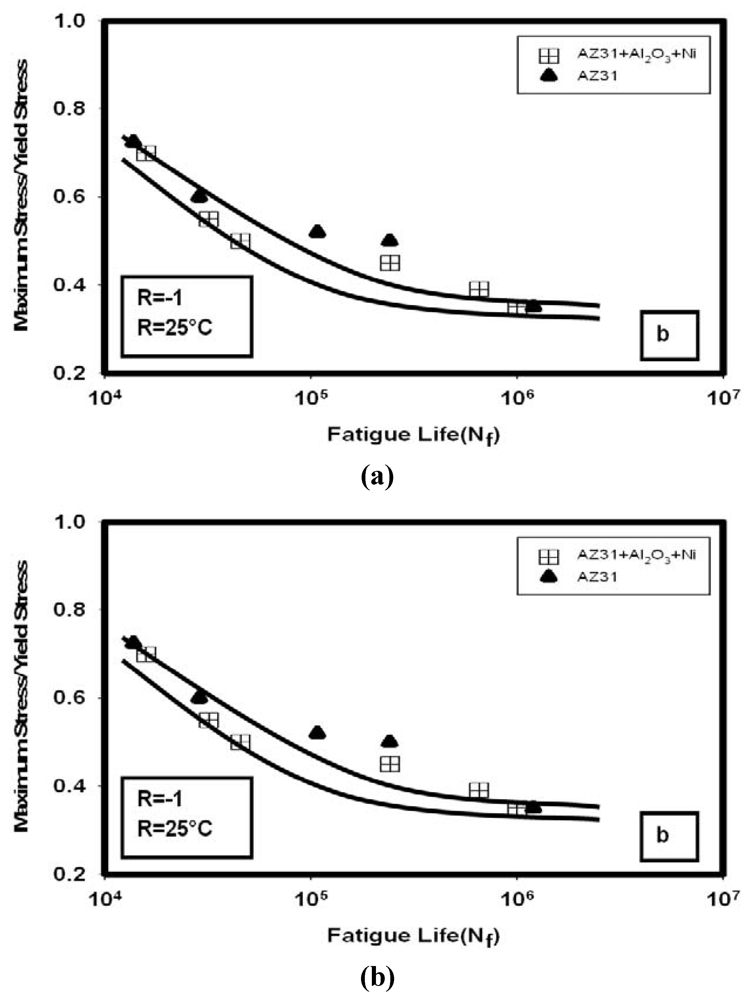
4.3.2. Load Ratio [R] = −1.0

4.3.3. Comparison of Cyclic Fatigue Behavior at load ratios [R] of 0.1 and −1.0
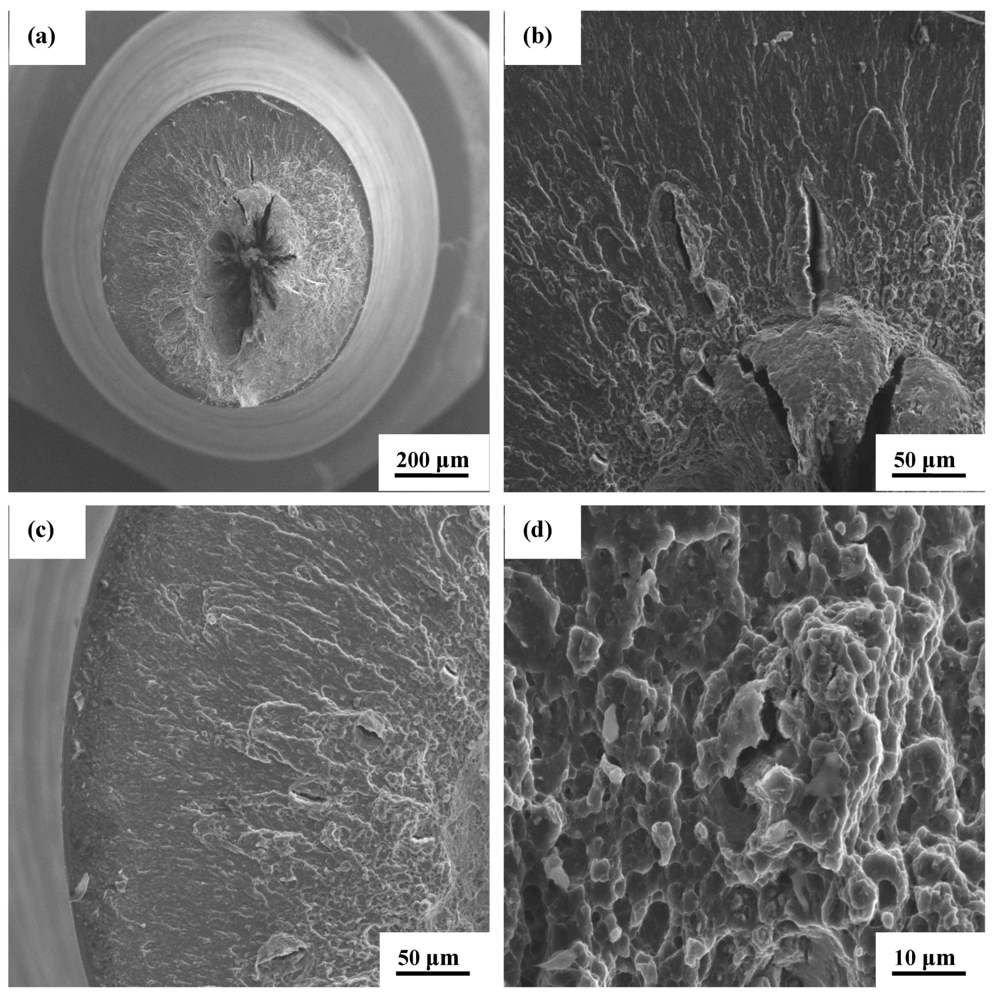
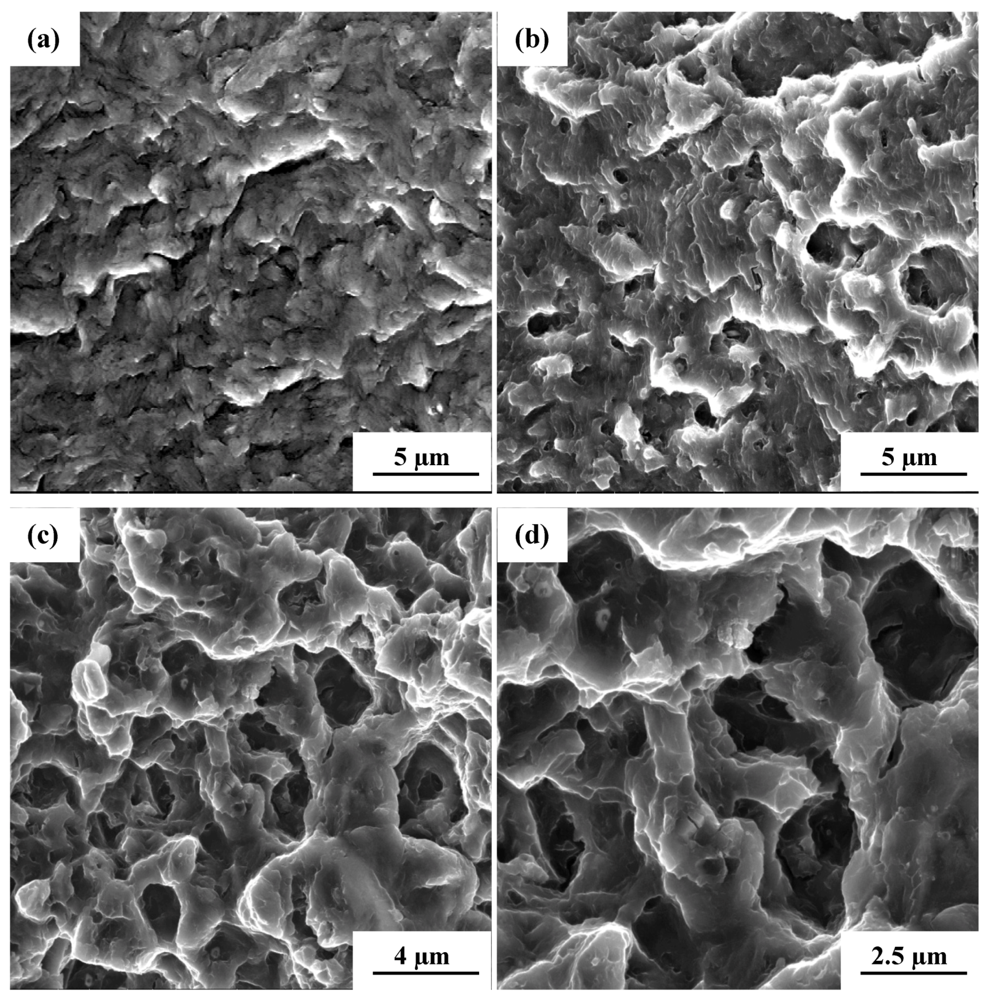
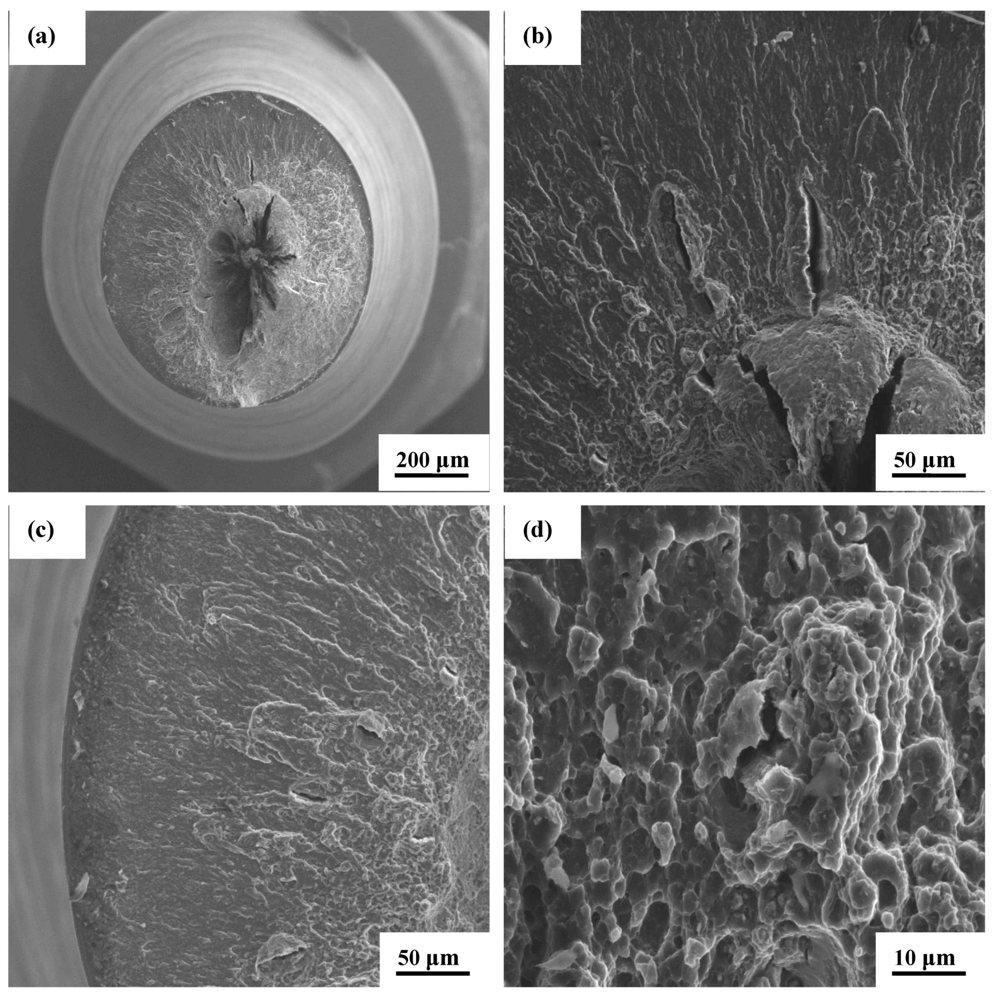
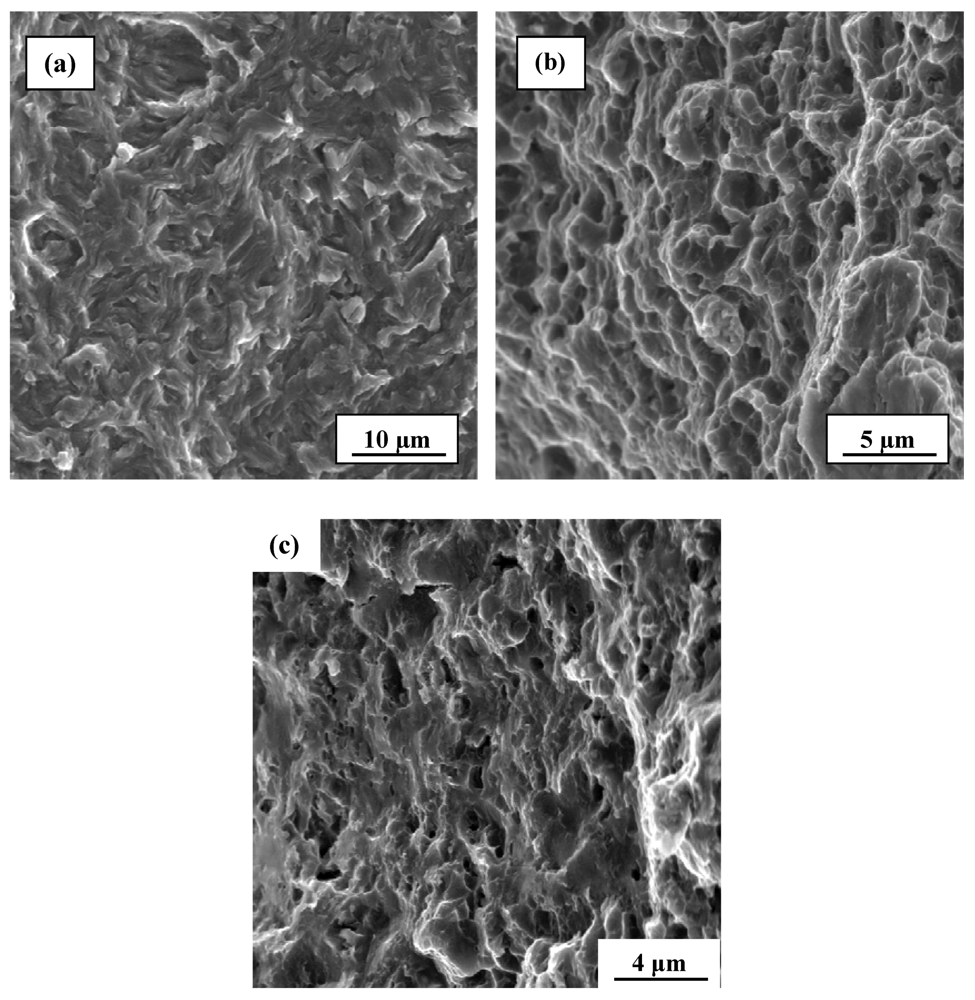
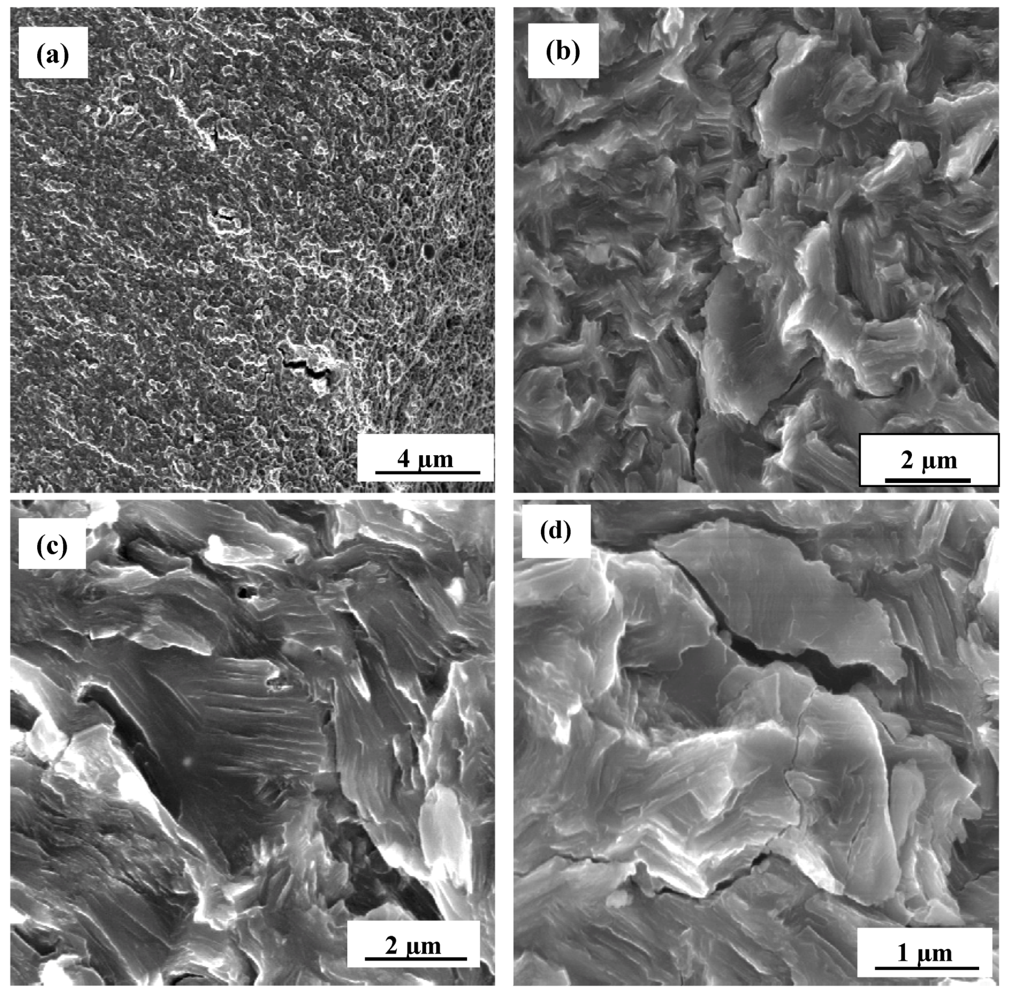
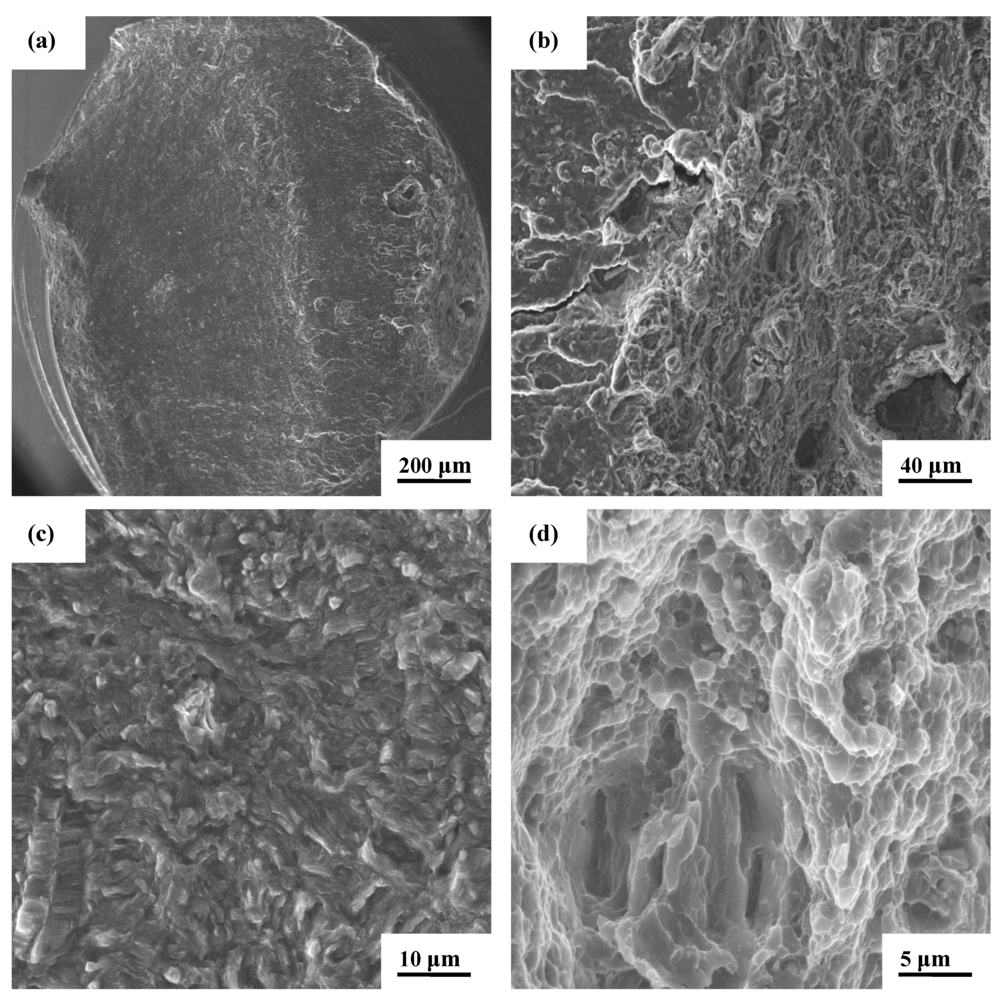
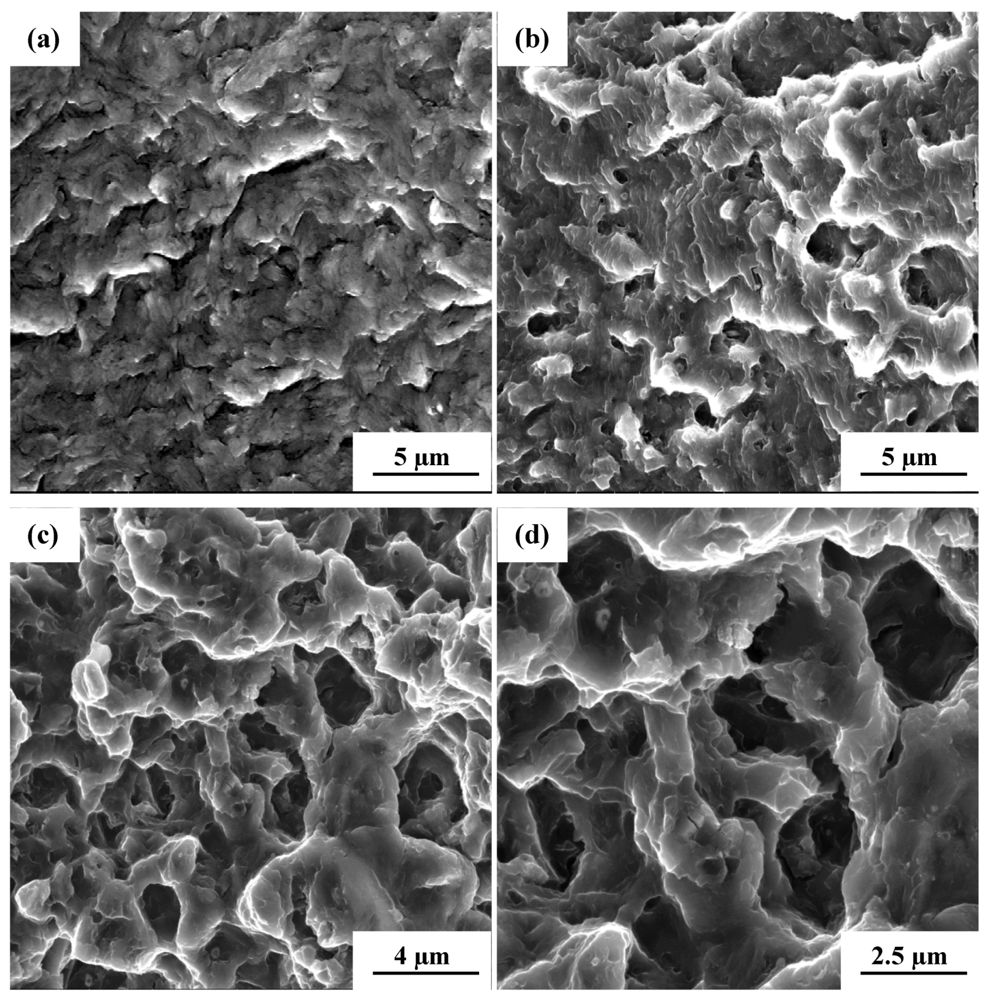
4.4. Cyclic Fatigue Fracture
4.4.1. Load Ratio [R] = 0.10
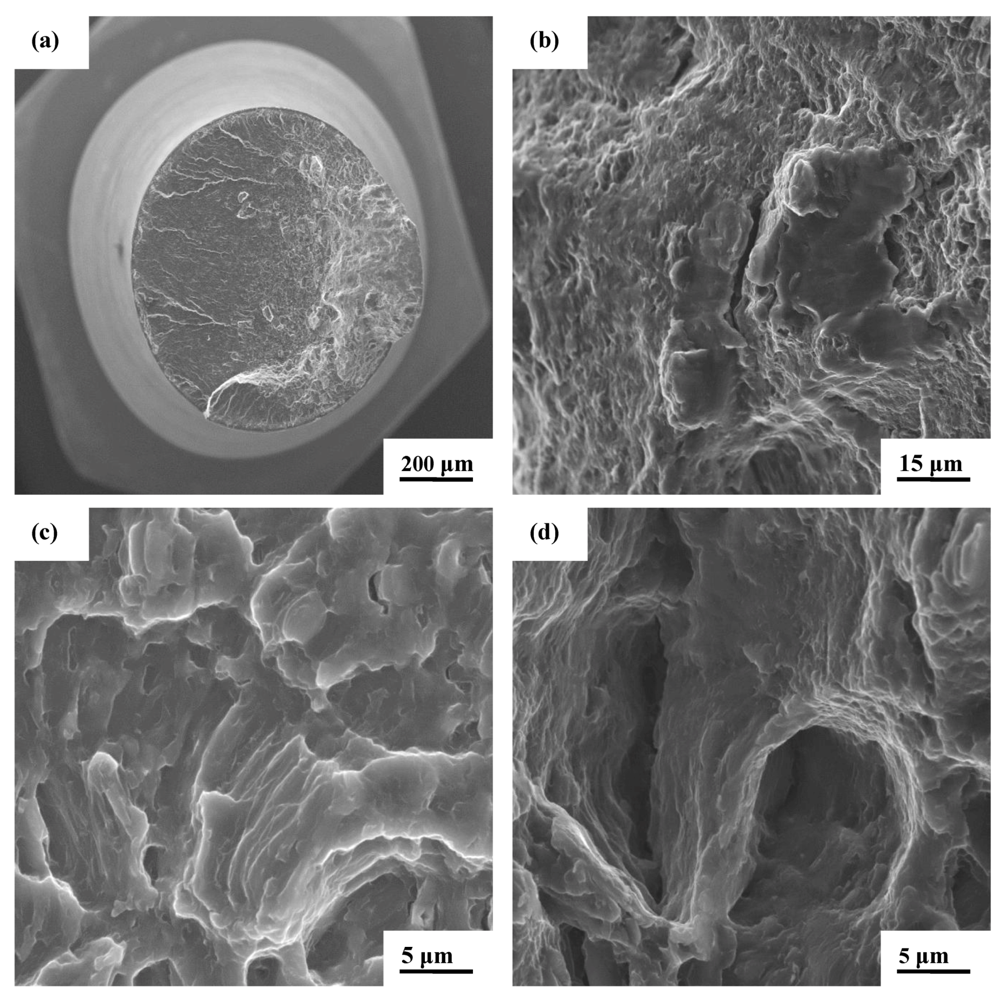
(A) The dual-particle reinforced composite: AZ31/1.5 vol.% Al2O3/Ni

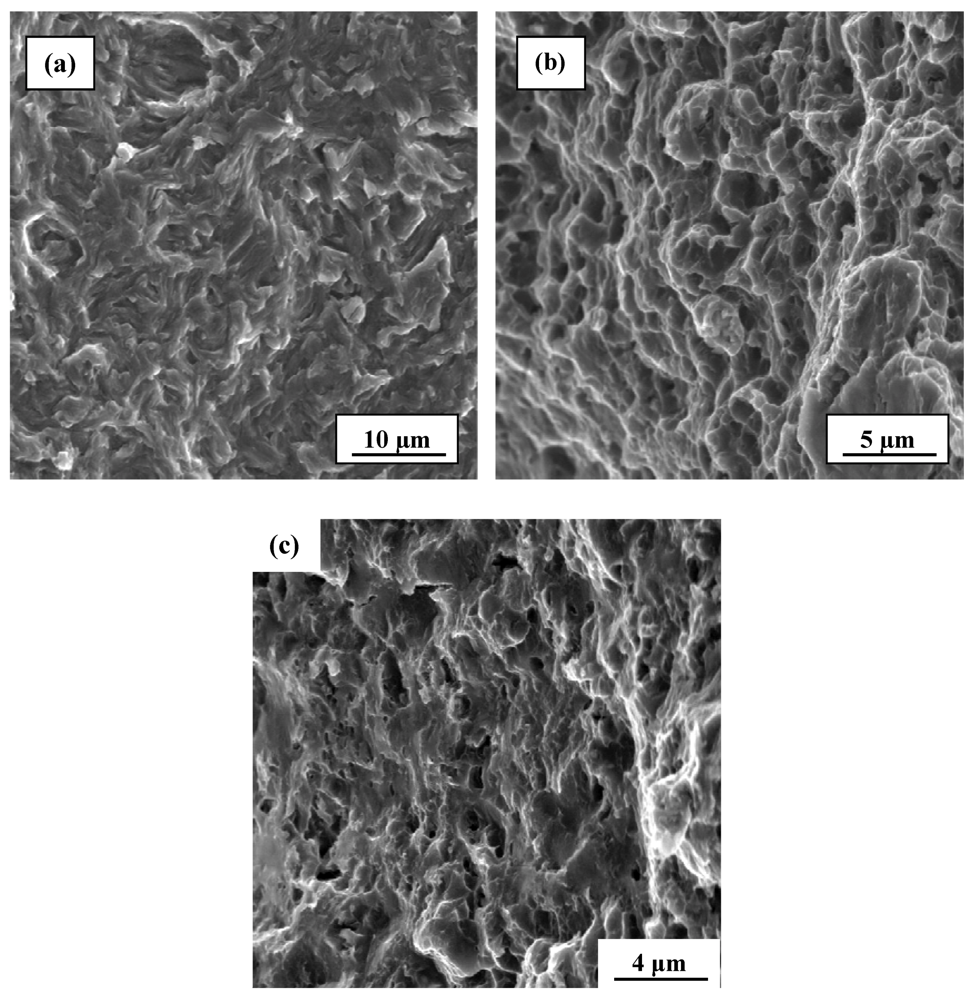
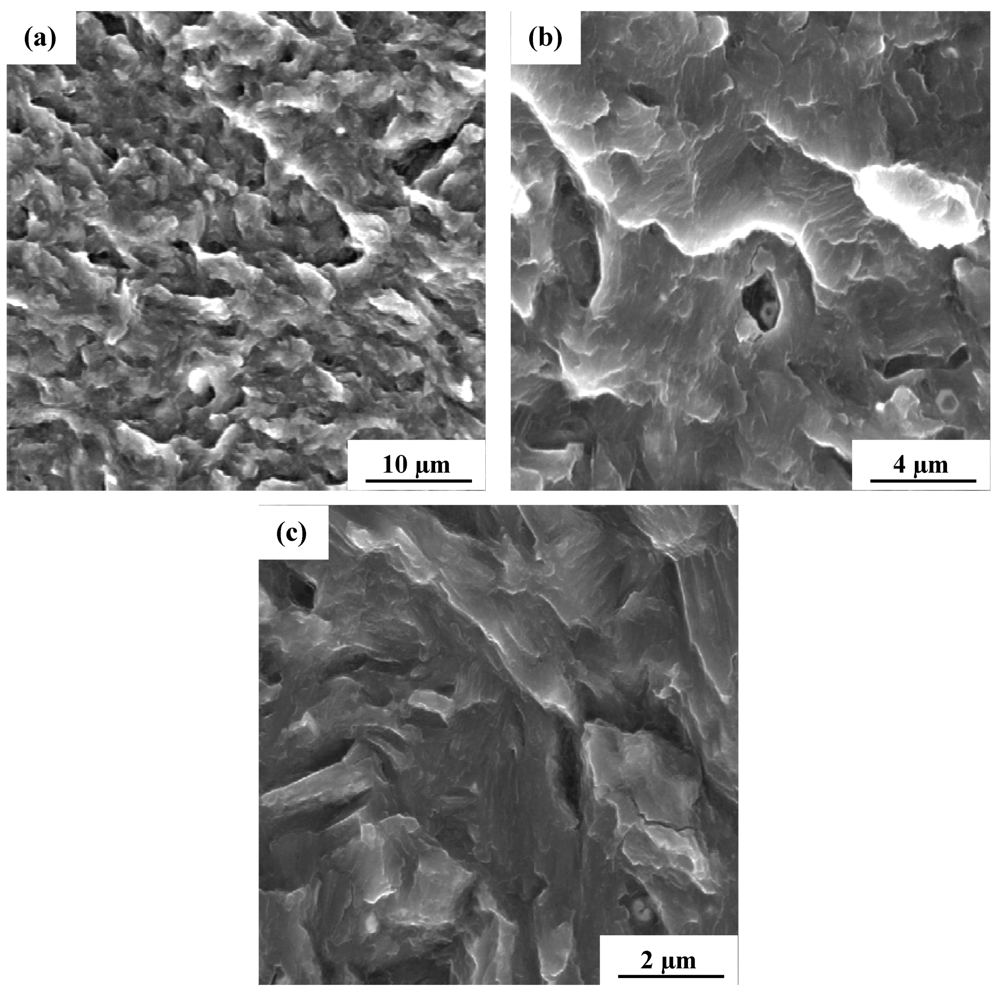
(B) The Monolithic Alloy AZ31
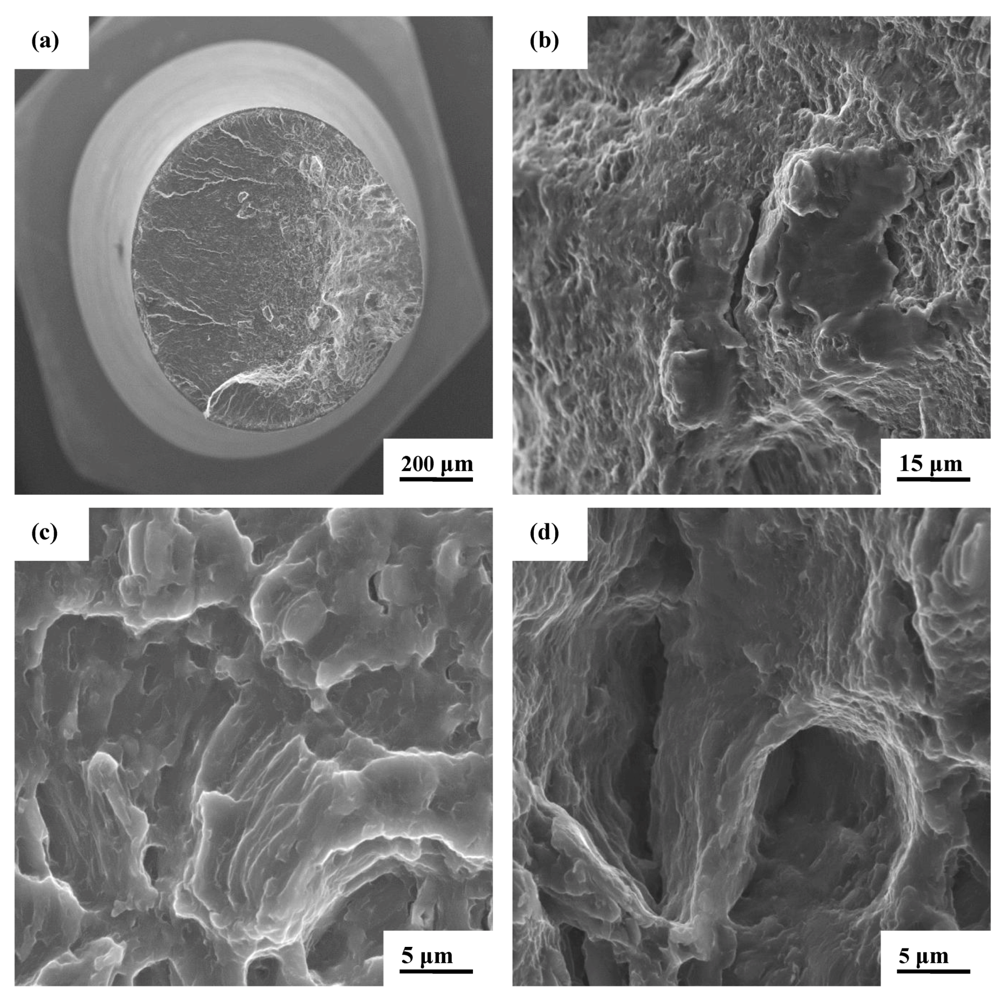
4.4.2. Load Ratio [R] = −1.0
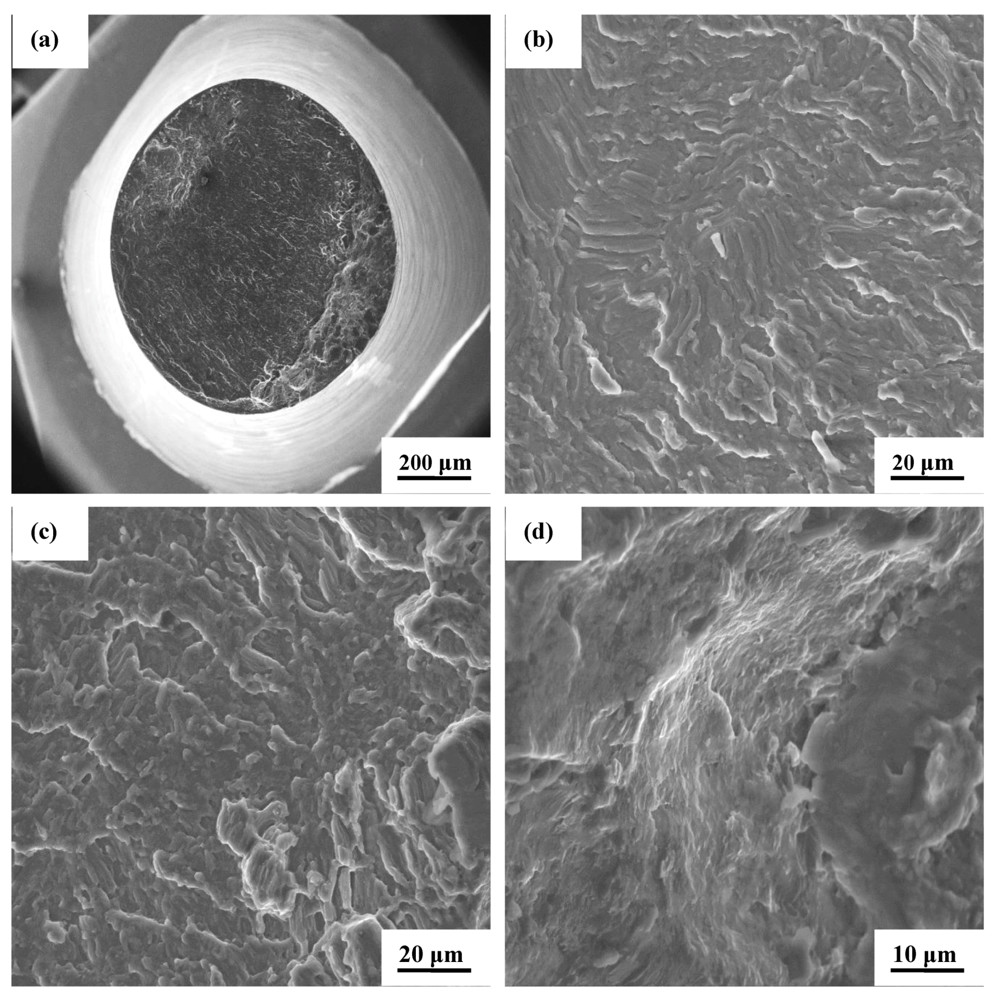
(A) The dual-particle reinforced composite: AZ31/1.5 vol.% Al2O3/Ni
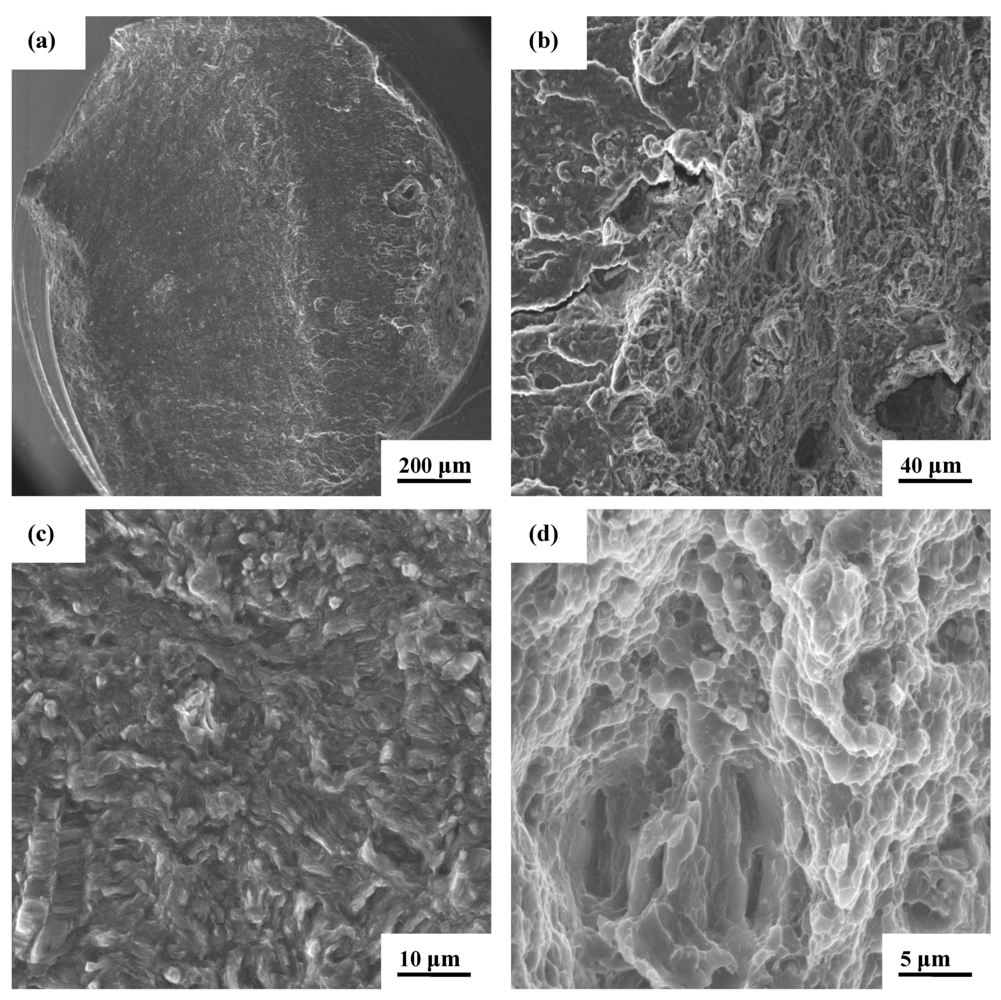
(B) The Monolithic Alloy AZ31

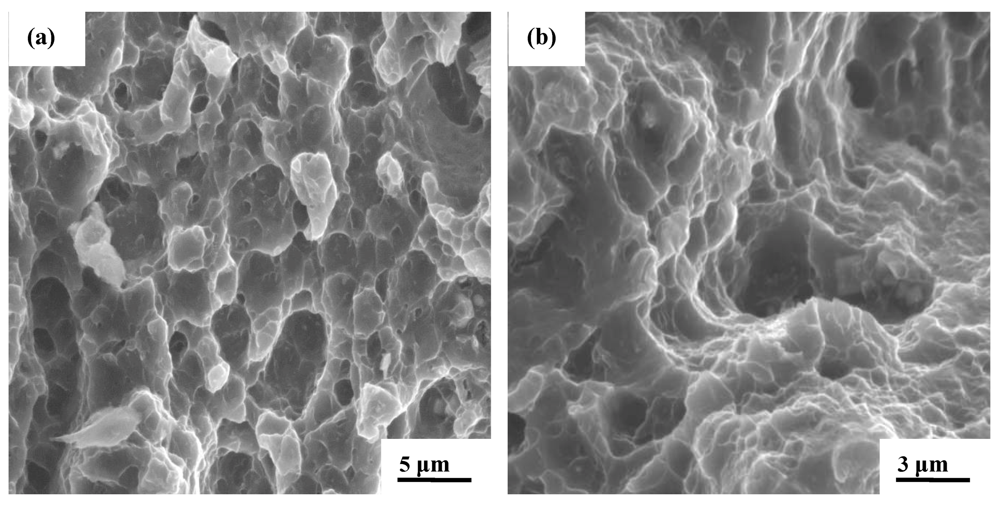
4.5. Microscopic Mechanisms Governing Cyclic Deformation and Fracture
5. Conclusions
- (1) The unreinforced and reinforced alloy, i.e., composite revealed a duplex microstructure consisting of light colored regions, identified to be the alpha (α) grains, and the dark regions or spots signifying presence of the eutectic phase or the intermetallic particle Mg17 Al12 the beta (β) phase. The composite microstructure revealed a marginally higher volume fraction of the intermetallic particle dispersed randomly through the microstructure when compared one-on-one with the unreinforced magnesium alloy counterpart. Also present and evident in the composite microstructure were particles of nickel dispersed in a manner to form particle-rich and particle-depleted regions.
- (2) The composite (AZ31/Al2O3/Ni) had a marginally higher yield strength and an observably lower tensile strength than the monolithic alloy (AZ31). The observed decrease in tensile strength is attributed to the mutually interactive influences of mechanisms, which can be found elsewhere in the published literature.
- (3) The AZ31/Al2O3/Ni composite revealed noticeably improved ductility quantified by a reduction in the cross-section area of the test specimen when compared to the monolithic alloy (AZ31).
- (4) At a given value of maximum stress, the dual-particle reinforced magnesium alloy composite revealed an improved fatigue life and a better fatigue limit when compared with the monolithic alloy. At equivalent values of maximum stress over the entire range spanning high maximum stress and short fatigue life to low maximum stress and concomitant high fatigue life, the improvement in cyclic fatigue life of the composite over the monolithic counterpart was as high as 50–100 percent.
- (5) The monolithic magnesium alloy (AZ31) revealed a noticeably lower endurance limit at the load ratios of 0.1 and −1.0, when compared one-on-one with the composite (AZ31/1.5 vol.% Al2O3/1.5 vol.% Ni). This indicates and/or suggests the beneficial influence of the dual particle reinforcements on cyclic fatigue resistance of the magnesium alloy by delaying the early initiation of fine microscopic cracks and their concurrent rapid growth through the composite microstructure and eventual coalescence to firm a macroscopic crack. Subsequent growth of both the fine microscopic and macroscopic cracks through the composite microstructure culminates in failure.
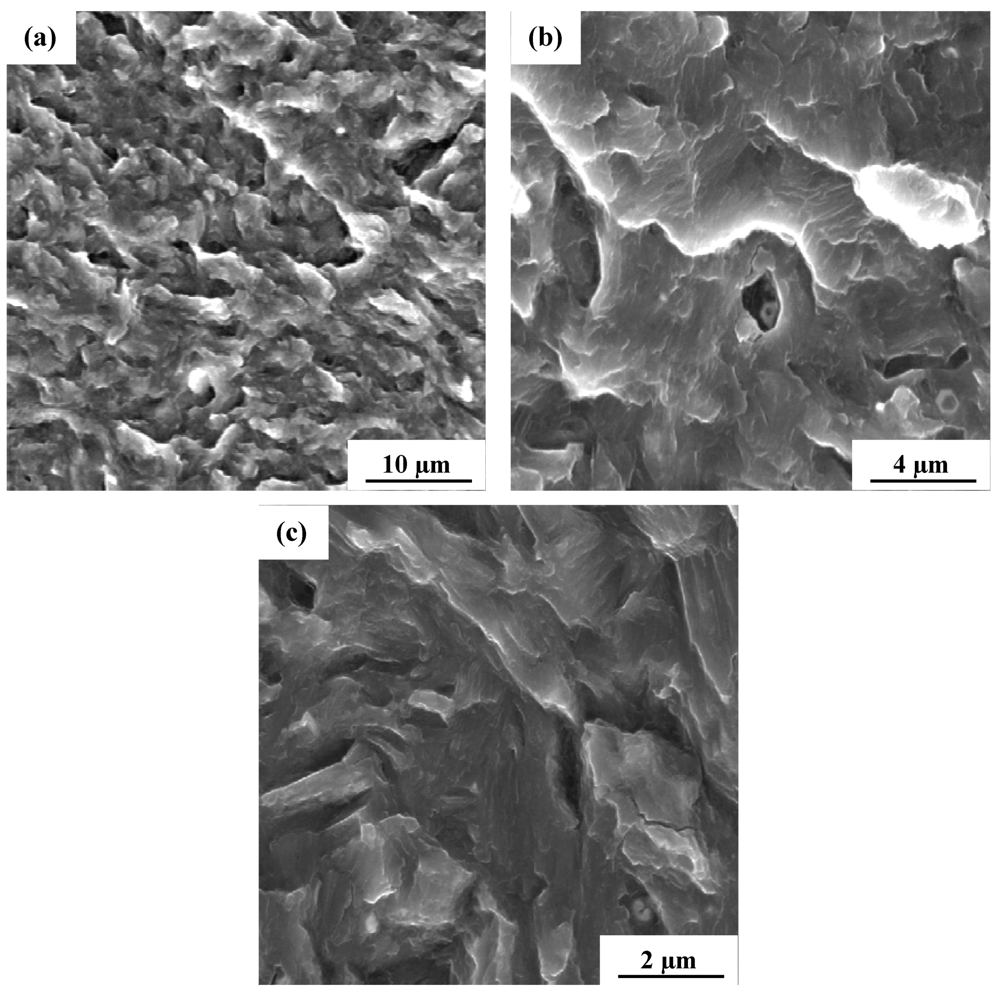
- (6) On a macroscopic scale, the nature, morphology and volume fraction of the intrinsic features on the fatigue fracture surfaces were found to vary with load ratio, maximum stress and cyclic fatigue life. For the magnesium alloy composite the shallow and not very distinct striations were indicative of the occurrence of micro-plastic deformation at the ‘local’ level and the role played by the compression portion of the load cycle during fully-reversed loading. Under fully reversed loading, the region of overload of this magnesium-alloy composite revealed a lower population of fine microscopic voids intermingled with not very clear and distinct dimples as observed for the monolithic alloy. This suggests the occurrence of limited ductile failure mechanisms at the fine microscopic level for the composite.
References
- Magnesium Alloys—Design, Processing and Properties; Czerwinski, F.; Trojanova, Z.; Szaraz, Z.; Palcek, P.; Chalupova, M. (Eds.) InTech: Shanghai, China, 2011.
- Lloyd, D.J. Particle reinforced aluminium and magnesium matrix composites. Int. Mater. Rev. 1994, 39, 1–24. [Google Scholar] [CrossRef]
- Srivatsan, T.S.; Sudarshan, T.S.; Lavernia, E.J. Processing of discontinuously-reinforced metal matrix composites by rapid solidification. Prog. Mater. Sci. 1995, 39, 317–409. [Google Scholar] [CrossRef]
- Morisada, Y.; Fujii, Y.; Nagaoka, H.; Fukusumi, T. Effect of friction stir processing with SiC particles on microstructure and hardness of AZ31. Mater. Sci. Eng. A 2006, 433, 50–54. [Google Scholar] [CrossRef]
- Ho, K.F.; Gupta, M.; Srivatsan, T.S. The mechanical behavior of magnesium alloy AZ91 reinforced with fine copper particulates. Mater. Sci. Eng. A 2004, 369((1-2)), 302–308. [Google Scholar] [CrossRef]
- Srivatsan, T.S.; Lewandowski, J.J. Advanced Structural Materials: Processing, Design Optimization and Applications; Soboyejo, W., Srivatsan, T.S., Eds.; CRC Press: New York, NY, USA, 2009; pp. 2699–3477. [Google Scholar]
- Llorca, J. Fatigue of particle-and whisker-reinforced metal-matrix composites. Prog. Mater. Sci. 2002, 47, 283–353. [Google Scholar] [CrossRef]
- Nguyen, Q.B.; Gupta, M. Increasing significantly the failure strain and work of fracture of solidification processed AZ31B using nano-Al2O3 particulates. J. Alloy. Compd. 2008, 459, 244–250. [Google Scholar] [CrossRef]
- Paramsothy, M.; Hasan, S.F.; Srikanth, N.; Gupta, M. Enhancing tensile/compressive response of magnesium alloy AZ31by integrating with Al2O3nanoparticles. Mater. Sci. Eng. A 2009, 527, 162–168. [Google Scholar] [CrossRef]
- Paramsothy, M.; Chan, J.; Kwok, R.; Gupta, M. The synergistic ability of Al2O3 nanoparticles to enhance mechanical response of hybrid alloy AZ31/AZ91. J. Alloy. Compd. 2011, 509, 7572–7578. [Google Scholar]
- Paramsothy, M.; Chan, J.; Kwok, R.; Gupta, M. Enhanced mechanical response of hybrid alloy AZ31/AZ91 based on the addition of Si3N4 nanoparticles. Mater. Sci. Eng. A 2011, 528, 6545–6551. [Google Scholar] [CrossRef]
- Tham, L.M.; Gupta, M.; Cheng, L. Influence of processing parameters during disintegrated melt deposition processing on near net shape synthesis of aluminium based metal matrix composites. Mater. Sci. Technol. 1999, 15, 1139–1146. [Google Scholar]
- Gupta, M.; Lai, M.O.; Lim, S.C. Regarding the processing associated microstructure and mechanical properties improvement of an Al-4.5 Cu alloy. J. Alloy. Compd. 1997, 260, 250–255. [Google Scholar] [CrossRef]
- Gupta, M.; Srivatsan, T.S. Microstructure and grain growth behavior of an aluminum alloy metal matrix composite processed by disintegrated melt deposition. J. Mater. Eng. Perform. 1999, 8(4), 473–478. [Google Scholar] [CrossRef]
- Ling, P.S.; Gupta, M.; Lai, M.O.; Srivatsan, T.S. Recycling an aluminum matrix composite using the technique of disintegrated melt deposition. Alum. Trans. 2000, 2(2), 209–215. [Google Scholar]
- Ganesh, V.V.; Gupta, M.; Srivatsan, T.S. Disintegrated melt deposition technique: A near net shape manufacturing process for metal-based materials. J. Recent Res. Dev. Mater. Sci. Eng. 2002, 119–136. [Google Scholar]
- Wang, J.-J.; Guo, J.-H.; Chen, L.-Q. TiC/AZ91D composites fabricated by in situ reactive infiltration process and its tensile deformation. Trans. Nonferrous Met. Soc. China 2006, 16(4), 892–896. [Google Scholar] [CrossRef]
- Habibnejad-Korayema, M.; Mahmudia, R.; Pooleb, W.J. Enhanced properties of Mg-based nano-composites reinforced with Al2O3nano-particles. Mater. Sci. Eng. A 2009, 519, 198–203. [Google Scholar] [CrossRef]
- Hassan, S.F.; Gupta, M. Effect of particulate size of Al2O3 reinforcement on microstructure and mechanical behavior of solidification processed elemental Mg. J. Alloy. Compd. 2006, 419(1-2), 84–90. [Google Scholar] [CrossRef]
- Standard Test Method for Tension Testing of Metallic Materials Standard E-8; American Society for Testing Materials (ASTM): Philadelphia, PA, USA, 2008.
- Nguyen, Q.B.; Tun, K.S.; Chan, J.; Kwok, R.; Kuma, J.V.M.; Gupta, M. Enhancing strength and hardness of AZ31B through simultaneous addition of nickel and nano-Al2O3 particulates. Mater. Sci. Eng. A 2011, 528(3), 888–894. [Google Scholar] [CrossRef]
- Zhao, H.L.; Guan, S.K.; Zheng, F.Y.; Li, Q.K.; Wang, L.G. Microstructure and properties of AZ31 magnesium alloy with rapid solidification. Trans. Nonferrous Met. Soc. China 2005, 15, 144–148. [Google Scholar]
- Magnesium Alloys—Design, Processing and Properties; Czerwinski, F. (Ed.) InTech: Shanghai , China, 2011; pp. 95–112.
- Srivatsan, T.S.; Al-Hajri, M.; Lam, P.C. The quasi-static, cyclic fatigue and final fracture behavior of a magnesium alloy metal-matrix composite. Compos. Part B 2005, 36, 209–222. [Google Scholar] [CrossRef]
- Jayamathi, M.; Kailas, S.V.; Kumar, K.; Seshan, S.; Srivatsan, T.S. The compressive deformation and impact response of a magnesium alloy: influence of reinforcement. Mater. Sci. Eng. A 2005, 393, 27–35. [Google Scholar] [CrossRef]
- Starke, E.A., Jr. Fatigue and Microstructure; Meshii, M., Ed.; American Society for Metals: Metals Park, OH, USA, 1979. [Google Scholar]
- Srivatsan, T.S.; Annigeri, R. The quasi-static and cyclic fatigue fracture behavior of 2014 aluminum alloy metal-matrix composites. Metall. Mater. Trans. 2000, 31, 959–974. [Google Scholar]
- Moll, F.; Kainer, K.U. Magnesium Alloys and Technology; Kainer, K.U., Ed.; Wiley: Dresden, Germany, 2002; pp. 197–217. [Google Scholar]
© 2012 by the authors; licensee MDPI, Basel, Switzerland. This article is an open-access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Srivatsan, T.S.; Manigandan, K.; Godbole, C.; Paramsothy, M.; Gupta, M. Influence of Nickel Particle Reinforcement on Cyclic Fatigue and Final Fracture Behavior of a Magnesium Alloy Composite. Metals 2012, 2, 143-169. https://doi.org/10.3390/met2020143
Srivatsan TS, Manigandan K, Godbole C, Paramsothy M, Gupta M. Influence of Nickel Particle Reinforcement on Cyclic Fatigue and Final Fracture Behavior of a Magnesium Alloy Composite. Metals. 2012; 2(2):143-169. https://doi.org/10.3390/met2020143
Chicago/Turabian StyleSrivatsan, Tirumalai S., K. Manigandan, Chinmay Godbole, Muralidharan Paramsothy, and Manoj Gupta. 2012. "Influence of Nickel Particle Reinforcement on Cyclic Fatigue and Final Fracture Behavior of a Magnesium Alloy Composite" Metals 2, no. 2: 143-169. https://doi.org/10.3390/met2020143