
Al and A356 Alloy Foam Castings Modified with Low Concentrations of Nano-Sized Particles: Structural Study and Compressive Strength Tests

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
- The melting of 2 kg Al or A356 alloy in a resistance furnace.
- A nano-composition, containing from 0.038 to 0.086 wt. % of nano-sized particles, is introduced at a temperature of 690 °C, and the melt is intensively mixed with an immersed impeller.
- The introduction of 2.5 wt. % Ca into the melt. For Al, the temperature of introduction is 690 °C, and for the A356 alloy, it is 650 °C.
- Intensive stirring to achieve homogenization of Ca in the melt. The stirring speed is 600 rpm for 6 min for both the Al and A356 alloy melts.
- Pouring the melt into a thin-walled metal form with an inner diameter of 130 mm, located in a second resistance furnace heated to 655 °C.
- The introduction of 1.5 wt. % TiH2 powder.
- Intensive stirring to achieve TiH2 homogenization in the melt, with a stirring speed of 850 rpm for 90 s for both the Al and A356 alloy melts.
- The decomposition of TiH2, followed by the separation of H2 and foaming, where the melt volume increases as a result of pore formation.
- Removing the metal form from the furnace. Cooling of the outer wall using jets of water flowing from a ring located at the top of the metal form. The water temperature is 150 °C, the cooling time is 6 min, and the water flow rate is 3.5 L/min.
3. Results and Discussion
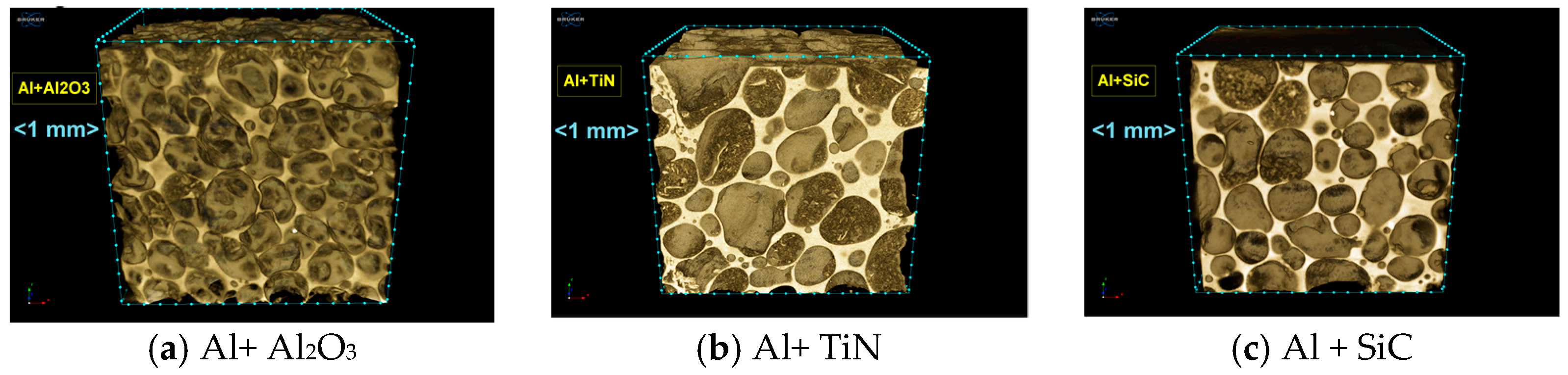
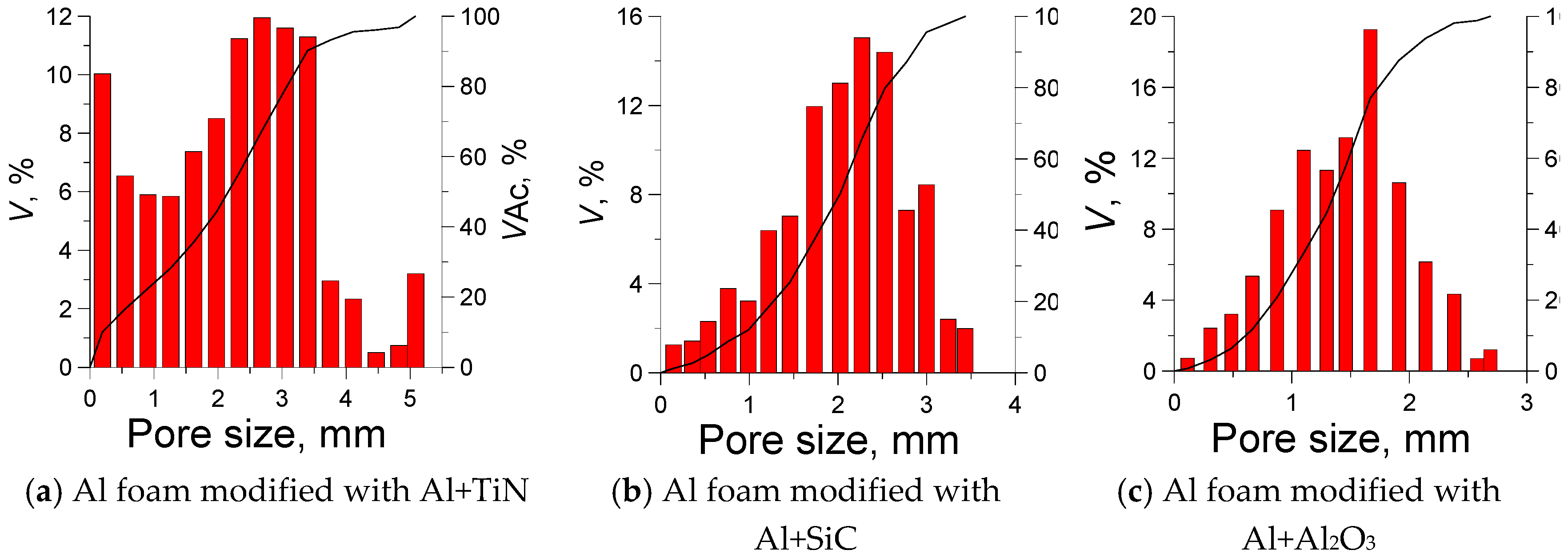
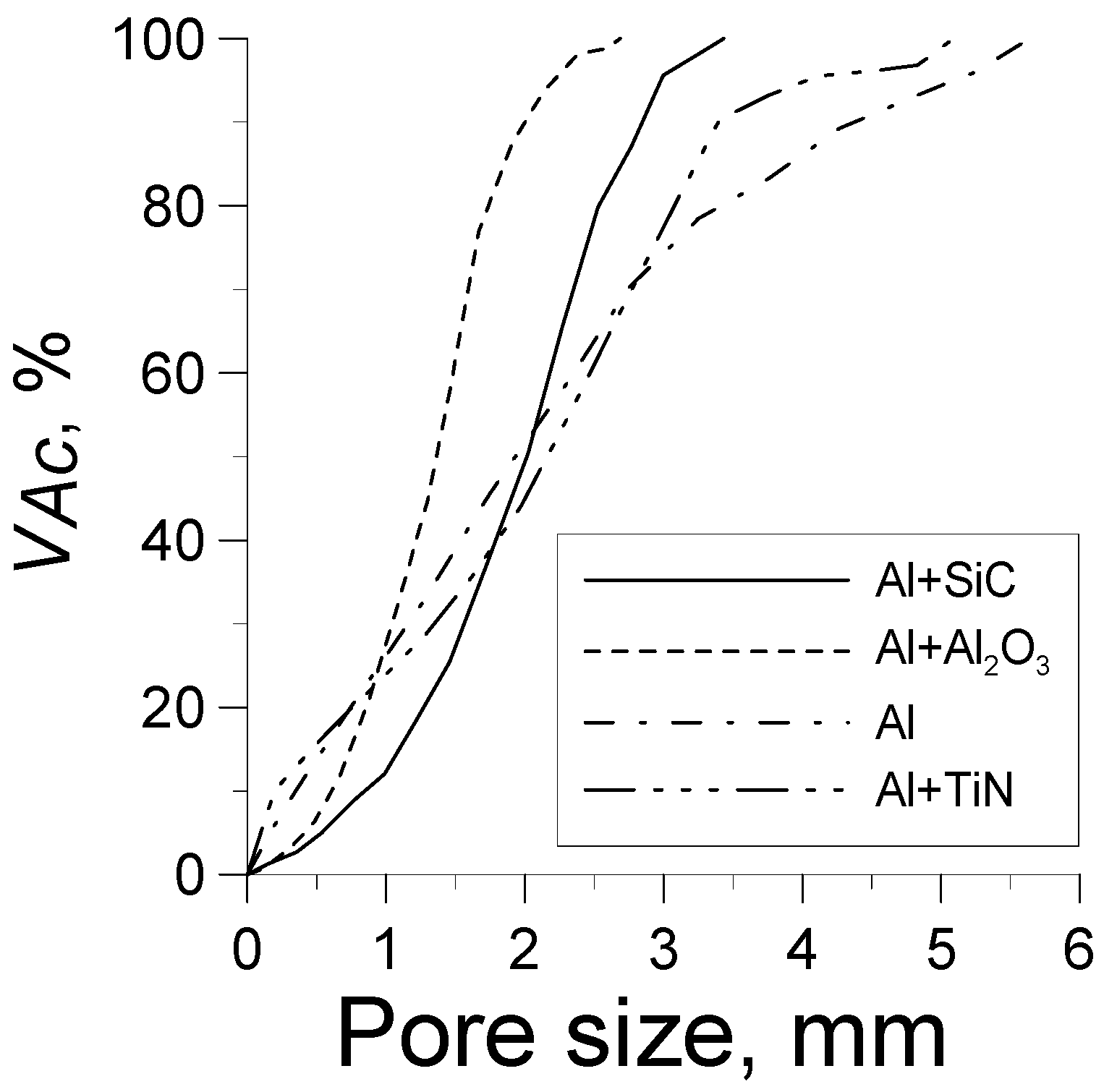
3.1. CT Analysis
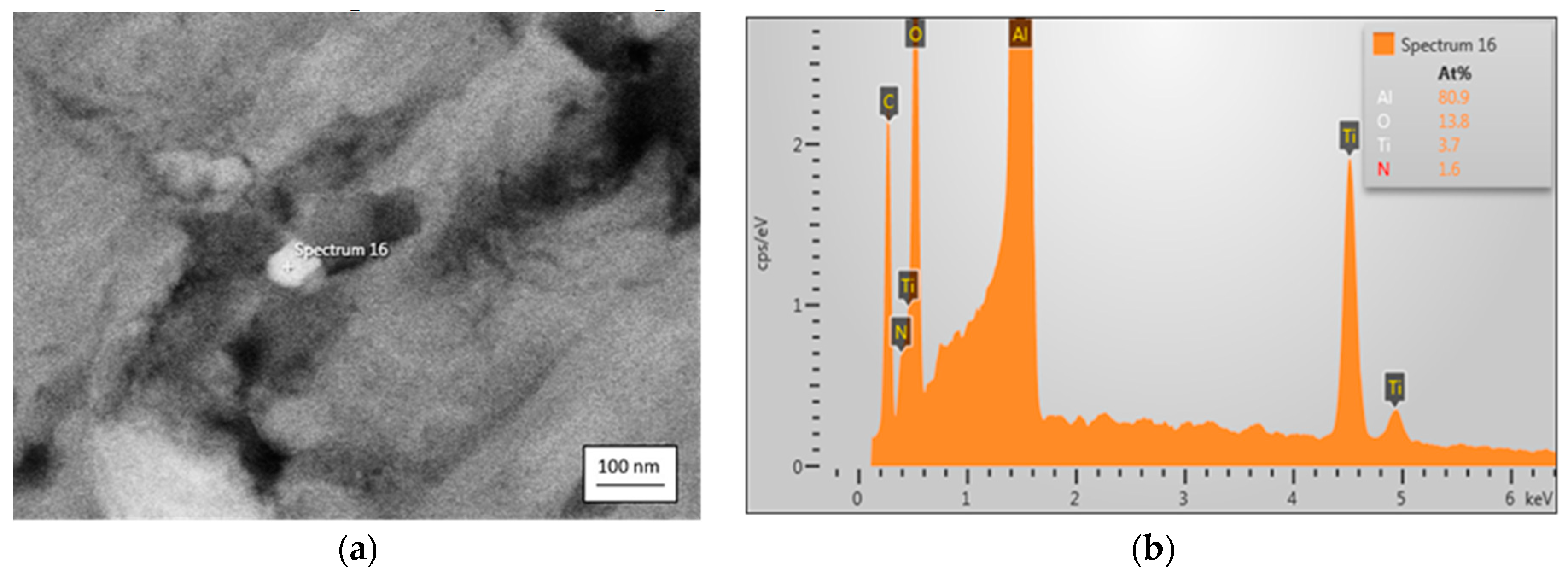
3.2. SEM-EDS Analysis
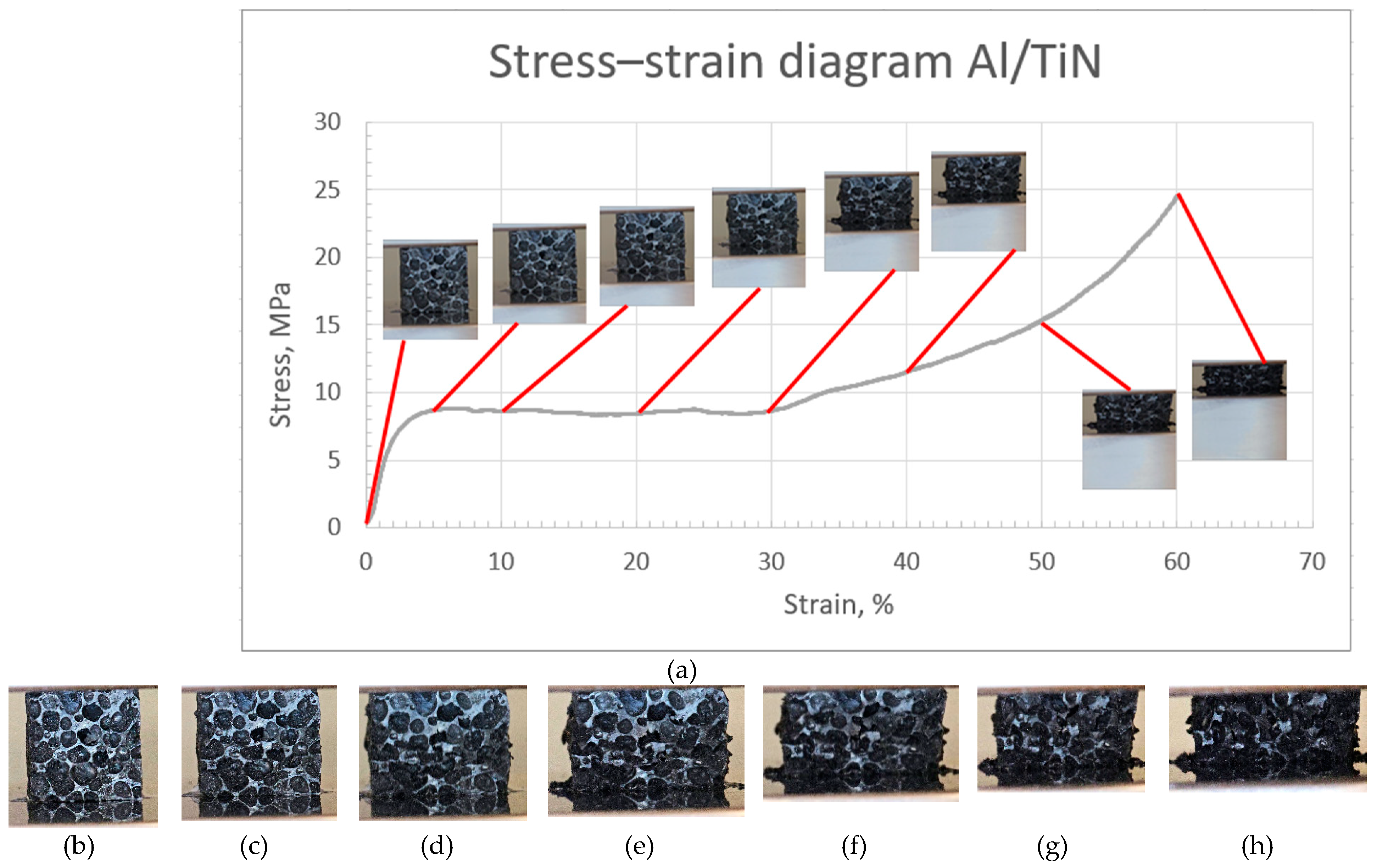
3.3. Mechanical Characterization
4. Conclusions
- Foam castings were produced by foaming melts of Al and the A356 alloy, and then modified with compositions containing SiC, Al2O3, or TiN nano-sized particles. The mass concentrations of nanoparticles in the foam ranged from 0.038 wt. % to 0.086 wt. %.
- The foam castings’ macrostructure is investigated by CT scanning and 3D analysis. The distribution and accumulative fraction dependencies of the pore samples were determined for all samples. As a result, samples’ porosities are determined, as well as the pore diameters and widths of walls within the sample volume. It was established that the above-indicated parameters of the modified foams do not differ significantly from the ones of unmodified foams. Only the cumulative curves for the Al foam casting samples modified with SiC and/or Al2O3 show better pore homogeneity compared to pure Al foam casting samples.
- The foam casting’s microstructure is investigated by SEM-EDS analysis. The results proved the presence of individual nano-sized particles, as well as clusters of particles in foam walls.
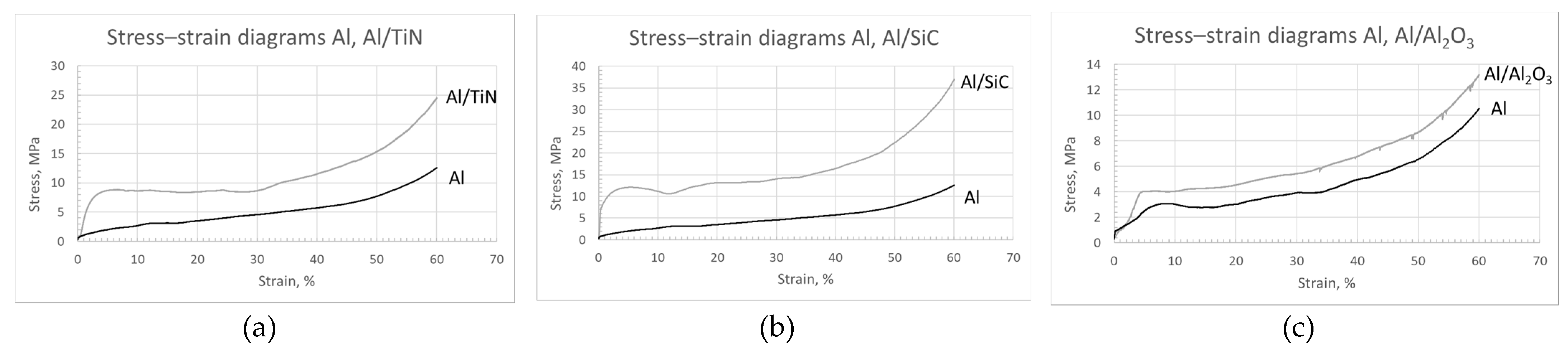
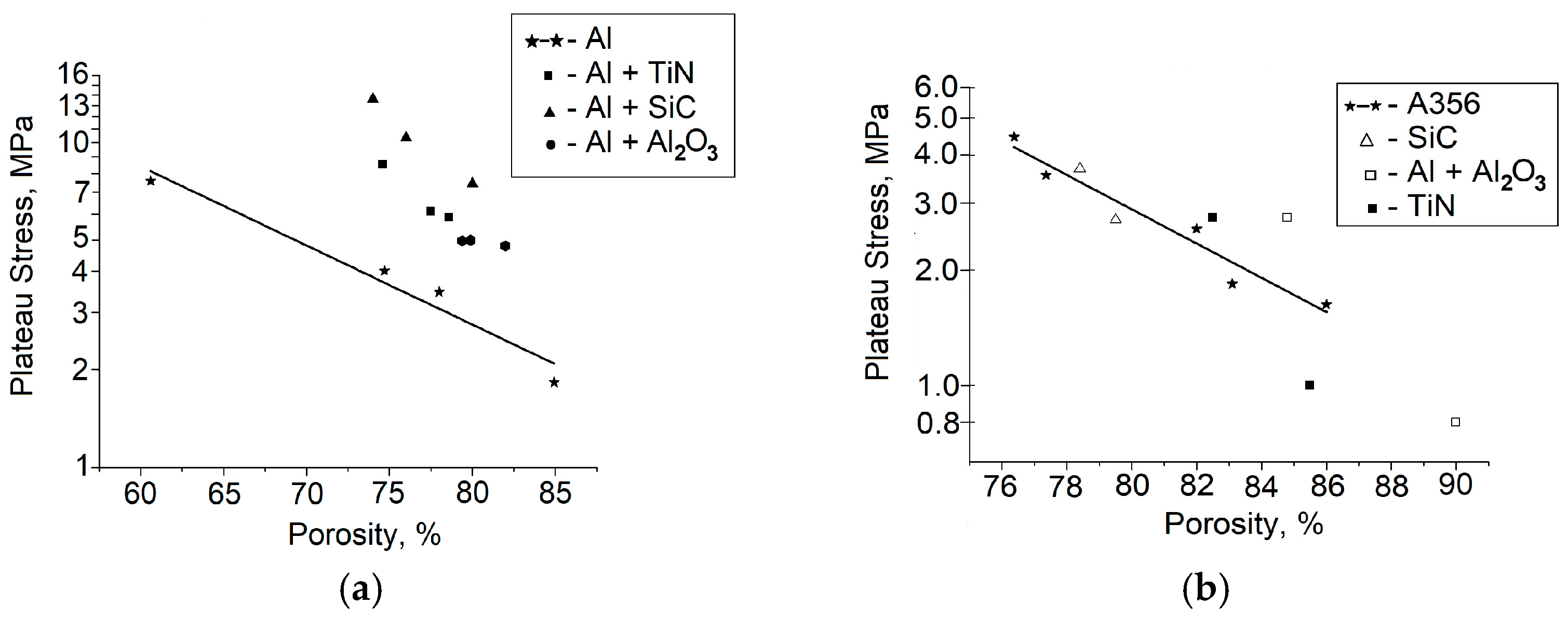
- The quasi-static test results show that the compressive strength of the modified Al foam casting samples have higher values than the unmodified ones. The plateau stress of the modified foam increases by 237% for the modification with a SiC composition, by 112% for a TiN composition, and by 43.7% for an Al2O3 composition.
- The modification of A356 alloy foam castings with concentrations of nano-sized particles below 0.1 wt. % does not affect the mechanical properties of the foam. This is probably related to the presence of alloying elements and the higher level of brittleness of the foam, as recorded by other authors.
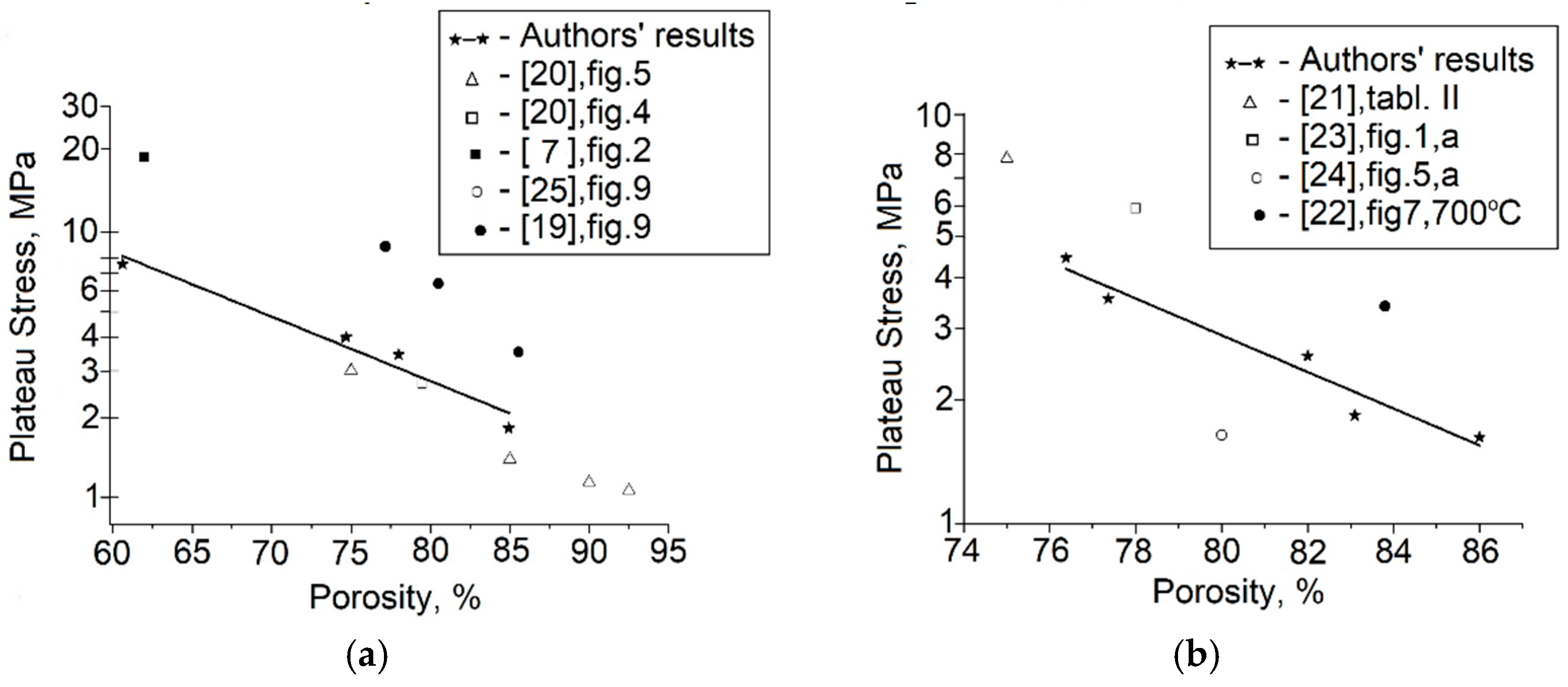
- The conducted comparative analysis of the plateau stress of pure aluminum foam castings and A356 alloy foam castings depending on the porosity, according to data obtained by various authors, including our data, cannot be summarized in a general relationship.
- The novelty of the current study is two-fold: (1) such low concentrations of added nanoparticles have been never used before to alter Al foam’s properties, and (2) for the first time, nanoparticles are being introduced into the melt in the form of nano-compositions.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Elbir, S.; Yilmaz, S.; Toksoy, A.K.; Guden, M.; Hall, I.W. SiC-particulate aluminum composite foams produced by powder compacts: Foaming and compression behavior. J. Mater. Sci. 2003, 38, 4745–4755. [Google Scholar] [CrossRef]
- Esmaeelzadeh, S.; Simchi, A.; Lehmhus, D. Effect of ceramic particle addition on the foaming behavior, cell structure and mechanical properties of P/M AlSi7 foam. Mater. Sci. Eng. A 2006, 424, 290–299. [Google Scholar] [CrossRef]
- Daoud, A. Compressive response and energy absorption of foamed A359–Al2O3 particle composites. J. Alloys Compd. 2009, 486, 597–605. [Google Scholar] [CrossRef]
- Gergely, V.; Curran, D.C.; Clyne, T.W. Advances in the melt route production of closed cell aluminium foams using gas-generating agents. In Proceedings of the Global Symposium on Materials Processing & Manufacturing Processing & Properties of Lightweight Cellular Metals & Structures, TMS Annual Meeting, Seattle, WA, USA, 17–21 February 2002. [Google Scholar]
- Hailat, M.M. Effect of Silicon Carbide and Titanium Hydride on the Foamability of Aluminum Alloy (6061). J. Mater. Sci. Chem. Eng. 2017, 5, 1–11. [Google Scholar] [CrossRef]
- Sasikumar, S.; Georgy, K.; Mukherjee, M.; Kumar, G.S. Foam stabilization by aluminum powder. Mater. Lett. 2020, 262, 127142. [Google Scholar] [CrossRef]
- Du, Y.; Li, A.B.; Zhang, X.X.; Tan, Z.B.; Su, R.Z.; Pu, F.; Geng, L. Enhancement of the mechanical strength of aluminum foams by SiC nanoparticles. Mater. Lett. 2015, 148, 79–81. [Google Scholar] [CrossRef]
- Nabawy, A.M.; Khalil, K.A.; Al-Ahmari, A.M.; Sherif, E.-S.M. Melt Processing and Characterization of Al-SiC Nanocomposite, Al, and Mg Foam Materials. Metals 2016, 6, 110. [Google Scholar] [CrossRef]
- Salehi, A.; Babakhani, A.; Mojtaba Zebarjad, S. Microstructural and mechanical properties of Al–SiO2 nanocomposite foams produced by an ultrasonic technique. Mater. Sci. Eng. A 2015, 638, 54–59. [Google Scholar] [CrossRef]
- Bhogi, S.; Nampoothiri, J.; Ravi, K.R.; Mukherjee, M. Influence of nano and micro particles on the expansion and mechanical properties of aluminum foams. Mater. Sci. Eng. A 2017, 685, 131–138. [Google Scholar] [CrossRef]
- Hosseini, S.M.; Habibolahzadeh, A.; Němeček, J. Static and dynamic responses of a novel Al nanocomposite foam/sandwich structure under bending, impact and quasi-static compression tests. J. Sandw. Struct. Mater. 2017, 21, 1406–1427. [Google Scholar] [CrossRef]
- Papantoniou, I.G.; Manolakos, D.E. Fabrication and characterization of aluminum foam reinforced with nanostructured γ-Al2O3 via friction stir process for enhanced mechanical performance. Int. J. Adv. Manuf. Technol. 2024, 130, 5359–5368. [Google Scholar] [CrossRef]
- Moradi, R.; Moloodi, A.; Habibolahzadeh, A. Fabrication of Nano-composite Al-B4C Foam via Powder Metallurgy-space Holder Technique. Procedia Mater. Sci. 2015, 11, 553–559. [Google Scholar] [CrossRef]
- Duarte, I.; Ferreira, J.M.F. Composite and Nanocomposite Metal Foams. Materials 2016, 9, 79. [Google Scholar] [CrossRef]
- Poot Manzanilla, A.J.; Cruz Ramírez, A.; Colin García, E.; Romero Serrano, J.A.; Sánchez Alvarado, R.G.; Suárez Rosales, M.Á. Production of Refined and Modified Closed-Cell Aluminum Foams by Melt-Foaming Method. Metals 2023, 13, 622. [Google Scholar] [CrossRef]
- Hu, L.; Li, Y.; Yuan, G.; Zhang, H. Solidification microstructure and grain refinement of closed-cell aluminum foams. J. Mater. Sci. 2022, 57, 11347–11364. [Google Scholar] [CrossRef]
- Dimitrova, R.; Simeonova, T.; Krastev, B.; Velikov, A.; Manolov, V. Microstructure and mechanical properties of aluminum and A356 alloy foams crystallized in a thin-walled water-cooled mold. J. Chem. Technol. Metall. 2024; accepted. [Google Scholar]
- Lazarova, R.; Bojanova, N.; Dimitrova, R.; Manolov, V.; Panov, I. Influence of nanoparticles introducing in the melt of aluminum alloys on castings microstructure and properties. Int. J. Met. 2016, 10, 466–476. [Google Scholar] [CrossRef]
- Shi, T.; Chen, X.; Cheng, Y.; Liu, Y.; Zhang, H.; Li, Y. Microstructure and Compressive Properties of Aluminum Foams Made by 6063 Aluminum Alloy and Pure Aluminum. Mater. Trans. 2018, 59, 625–633. [Google Scholar] [CrossRef]
- Mahmouda, T.S.; El-Kadyb, E.-S.Y.; Al-Shihirib, A.S.M. Corrosion Behaviour of Al/SiC and Al/Al2O3 Nanocomposites. Mater. Res. 2012, 15, 903–910. [Google Scholar] [CrossRef]
- Byakova, A.V.; Gnyloskurenko, S.V.; ISirko, A.I.; Milman, Y.V.; Nakamura, T. The Role of Foaming Agent in Structure and Mechanical Performance of Al Based Foams. Mater. Trans. 2006, 47, 2131–2136. [Google Scholar] [CrossRef]
- Gnyloskurenko, S.; Nakamura, T.; Byakova, A.; Podrezov, Y.; Ishikawa, R.; Maeda, M. Development of lightweight Al alloy and technique. Can. Metall. Q. 2005, 44, 7–12. [Google Scholar] [CrossRef]
- Movahedi, N.; Mirbagheri, S.M.H.; Hoseini, S.R. Effect of Foaming Temperature on the Mechanical Properties of Produced Closed-Cell A356 Aluminum Foams with Melting Method. Met. Mater. Int. 2014, 20, 757–763. [Google Scholar] [CrossRef]
- Byakova, A.; Gnyloskurenko, S.; Vlasov, A.; Yevych, Y.; Semenov, N. The Mechanical Performance of Aluminum Foam Fabricated by Melt Processing with Different Foaming Agents: A Comparative Analysis. Metals 2022, 12, 1384. [Google Scholar] [CrossRef]
- Zhang, Z.; Wang, J.; Xia, X.; Zhao, W.; Liao, B.; Hur, B. The Microstructure and Compressive Properties of Aluminum Alloy (A356) Foams with Different Al-Ti-B Additions. Mater. Sci. 2016, 22, 337–342. [Google Scholar] [CrossRef]
- Miyoshi, T.; Itoh, M.; Akiyama, S.; Kitahara, A. ALPORAS Aluminum Foam: Production Process, Properties and Applications. Adv. Eng. Mater. 2000, 2, 179–183. [Google Scholar] [CrossRef]
- Bhuvanesh, M.; Costanza, G.; Tata, M.E. Research Progress on Mechanical Behavior of Closed-Cell Al Foams Influenced by Different TiH2 and SiC Additions and Correlation Porosity-Mechanical Properties. Appl. Sci. 2023, 13, 6755. [Google Scholar] [CrossRef]
- Golestanipour, M.; Mashhadi, H.A.; Abravi, M.S.; Malekjafarian, M.M.; Sadeghian, M.H. Manufacturing of Al/SiCp composite foams using calcium carbonate as foaming agent. Mater. Sci. Technol. 2011, 27, 923–927. [Google Scholar] [CrossRef]
- Kovácik, J.; Nosko, M.; Mináriková, N.; Simančík, F.; Jerz, J. Closed-Cell Powder Metallurgical Aluminium Foams Reinforced with 3 Vol. % SiC and 3 Vol. % Graphite. Processes 2021, 9, 2031. [Google Scholar] [CrossRef]
- Fu, W.; Li, Y. Fabrication, Processing, Properties, and Applications of Closed-Cell Aluminum Foams: A Review. Materials 2024, 17, 560. [Google Scholar] [CrossRef]
- Singh, N.K.; Sethuraman, B. Development and Characterization of Aluminium AA7075 Hybrid Composite Foams (AHCFs) Using SiC and TiB2 Reinforcement. Inter Met. 2024, 18, 212–227. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Si, wt. % | Fe, wt. % | Cu, wt. % | Mg, wt. % | Al |
|---|---|---|---|---|---|
| Technical pure Al | 0.075 | 0.103 | ≤0.0020 | 0.012 | rem. |
| A356 | 6.5–7.5 | 0.487 | 0.055 | 0.326 | rem. |
| Nano-Sized Particles | Concentration in Al, wt. % | Concentration in A356, wt. % |
|---|---|---|
| SiC | 0.038 | 0.039 |
| TiN | 0.045 | 0.052 |
| Al2O3 | 0.046 | 0.086 |
| Sample | Closed Porosity, % | Open Porosity, % | Total Porosity, % | Average Diameter of Pores, mm | Average Thickness of Walls, mm |
|---|---|---|---|---|---|
| Al/SiC | 0.39 | 74.2 | 74.3 | 1.77 ± 0.74 | 0.73 ± 0.28 |
| Al/SiC | 0.71 | 80.1 | 80.2 | 2.90 ± 1.48 | 0.84 ± 0.31 |
| Al/SiC | 0.50 | 76.2 | 76.3 | 2.06 ± 0.96 | 0.86 ± 0.30 |
| Al/TiN | 2.20 | 78.2 | 78.6 | 2.82 ± 1.51 | 0.66 ± 0.29 |
| Al/TiN | 3.13 | 76.7 | 77.4 | 2.66 ± 1.30 | 0.71 ± 0.29 |
| Al/TiN | 2.12 | 73.7 | 74.2 | 2.59 ± 1.25 | 0.81 ± 0.28 |
| Al/Al2O3 | 0.15 | 79.4 | 79.4 | 1.38 ± 0.53 | 0.47 ± 0.13 |
| Al/Al2O3 | 0.14 | 79.9 | 79.9 | 1.75 ± 0.62 | 0.45 ± 0.15 |
| Al/Al2O3 | 0.36 | 81.9 | 82 | 1.75 ± 0.77 | 0.54 ± 0.18 |
| A356/SiC | 0.82 | 79.3 | 79.5 | 1.72 ± 0.75 | 0.42 ± 0.09 |
| A356/SiC | 0.91 | 78.2 | 78.4 | 1.81 ± 0.76 | 0.47 ± 0.13 |
| A356/TiN | 0.64 | 82.4 | 82.5 | 2.96 ± 0.85 | 0.42 ± 0.12 |
| A356/TiN | 0.39 | 85.4 | 85.5 | 1.73 ± 0.71 | 0.32 ± 0.09 |
| A356/Al2O3 | 0.66 | 90.2 | 90.2 | 2.59 ± 1.21 | 0.50 ± 0.11 |
| A356/Al2O3 | 0.84 | 84.7 | 84.8 | 2.12 ± 0.97 | 0.66 ± 0.37 |
| Sample | Porosity, % | σ (20 %), MPa | σ (30 %), MPa | , MPa | Compressive Strength, MPa |
|---|---|---|---|---|---|
| Al/SiC | 74.3 | 13.11 | 14.01 | 13.6 | 37.0 |
| Al/SiC | 80.2 | 3.64 | 5.44 | 4.03 | 15.6 |
| Al/SiC | 76.3 | 9.34 | 11.31 | 3.46 | 30.7 |
| Al/TiN | 78.6 | 4.94 | 6.80 | 5.87 | 18.3 |
| Al/TiN | 77.4 | 4.93 | 5.82 | 5.37 | 19.8 |
| Al/TiN | 74.2 | 8.45 | 8.66 | 8.56 | 24.5 |
| Al/Al2O3 | 79.4 | 4.53 | 5.42 | 4.96 | 13.2 |
| Al/Al2O3 | 79.9 | 4.62 | 5.32 | 5.00 | 12.4 |
| Al/Al2O3 | 82.0 | 4.13 | 5.07 | 4.80 | 11.8 |
| A356/SiC | 79.5 | 2.71 | 2.72 | 2.71 | 5.4 |
| A356/SiC | 78.4 | 3.01 | 4.37 | 3.68 | 12.8 |
| A356/TiN | 82.5 | 2.96 | 2.57 | 2.75 | 4.3 |
| A356/TiN | 85.5 | 0.85 | 1.17 | 1.00 | 4.3 |
| A356/Al2O3 | 90.2 | 0.82 | 0.8 | 0.81 | 1.0 |
| A356/Al2O3 | 84.8 | 3.27 | 2.18 | 2.75 | 4.1 |
| Sample | Al | Al/SiC | Al/TiN | Al/Al2O3 |
|---|---|---|---|---|
| Before compression |  | 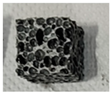 |  |  |
| After compression |  |  | 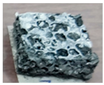 |  |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dimitrova, R.; Simeonova, T.; Krastev, B.; Velikov, A.; Petkov, V.; Manolov, V. Al and A356 Alloy Foam Castings Modified with Low Concentrations of Nano-Sized Particles: Structural Study and Compressive Strength Tests. Metals 2024, 14, 542. https://doi.org/10.3390/met14050542
Dimitrova R, Simeonova T, Krastev B, Velikov A, Petkov V, Manolov V. Al and A356 Alloy Foam Castings Modified with Low Concentrations of Nano-Sized Particles: Structural Study and Compressive Strength Tests. Metals. 2024; 14(5):542. https://doi.org/10.3390/met14050542
Chicago/Turabian StyleDimitrova, Rositza, Tatiana Simeonova, Boyko Krastev, Angel Velikov, Veselin Petkov, and Valentin Manolov. 2024. "Al and A356 Alloy Foam Castings Modified with Low Concentrations of Nano-Sized Particles: Structural Study and Compressive Strength Tests" Metals 14, no. 5: 542. https://doi.org/10.3390/met14050542