
A Laser-Induced TIG Arc Narrow-Gap Welding Technique for TC4 Titanium Alloy Thick Plates Based on the Spatial Position Control of Laser, Arc and Filler Wire
 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. The Influence of Process Parameters
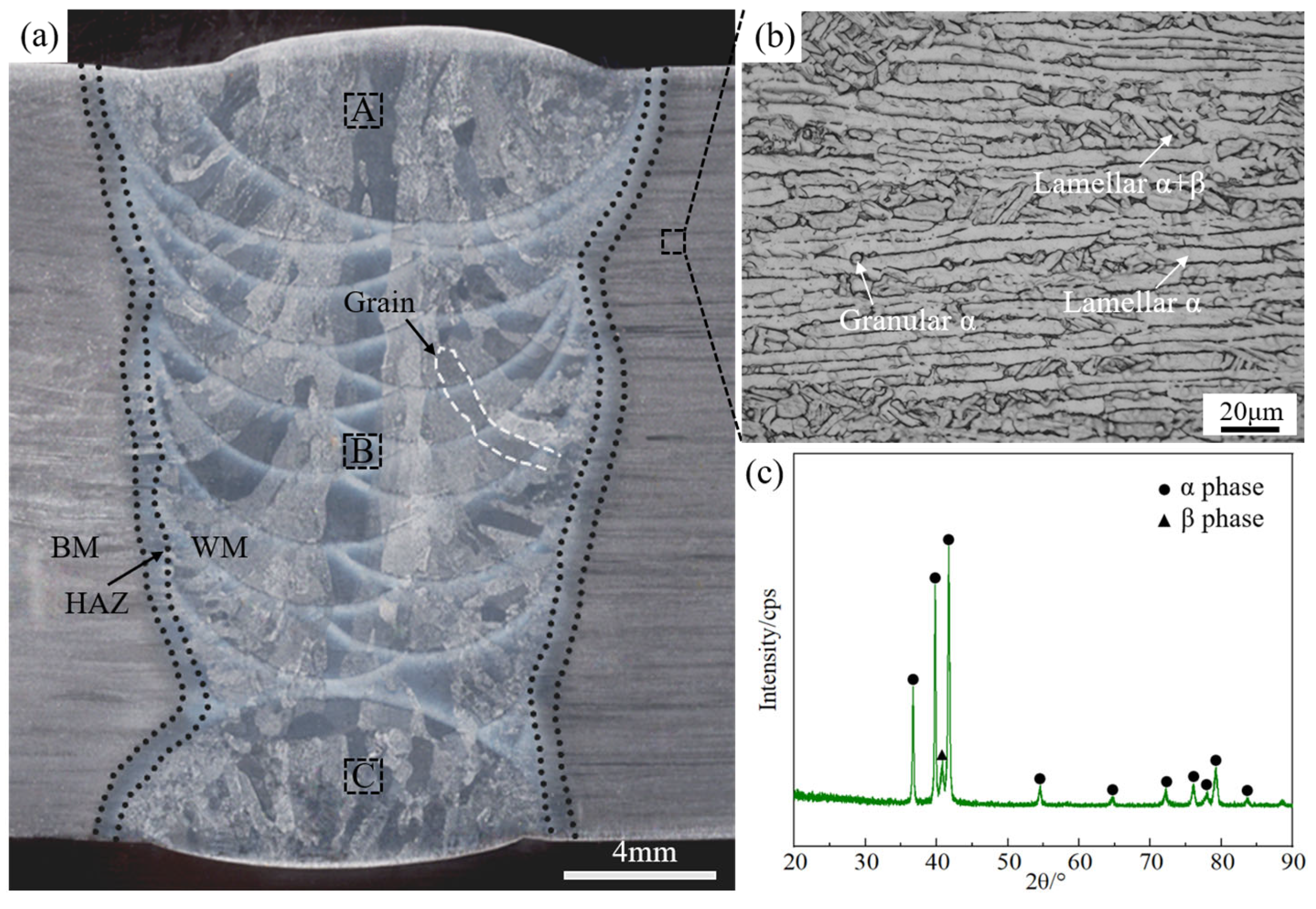
3.2. Weld Morphology and Microstructure
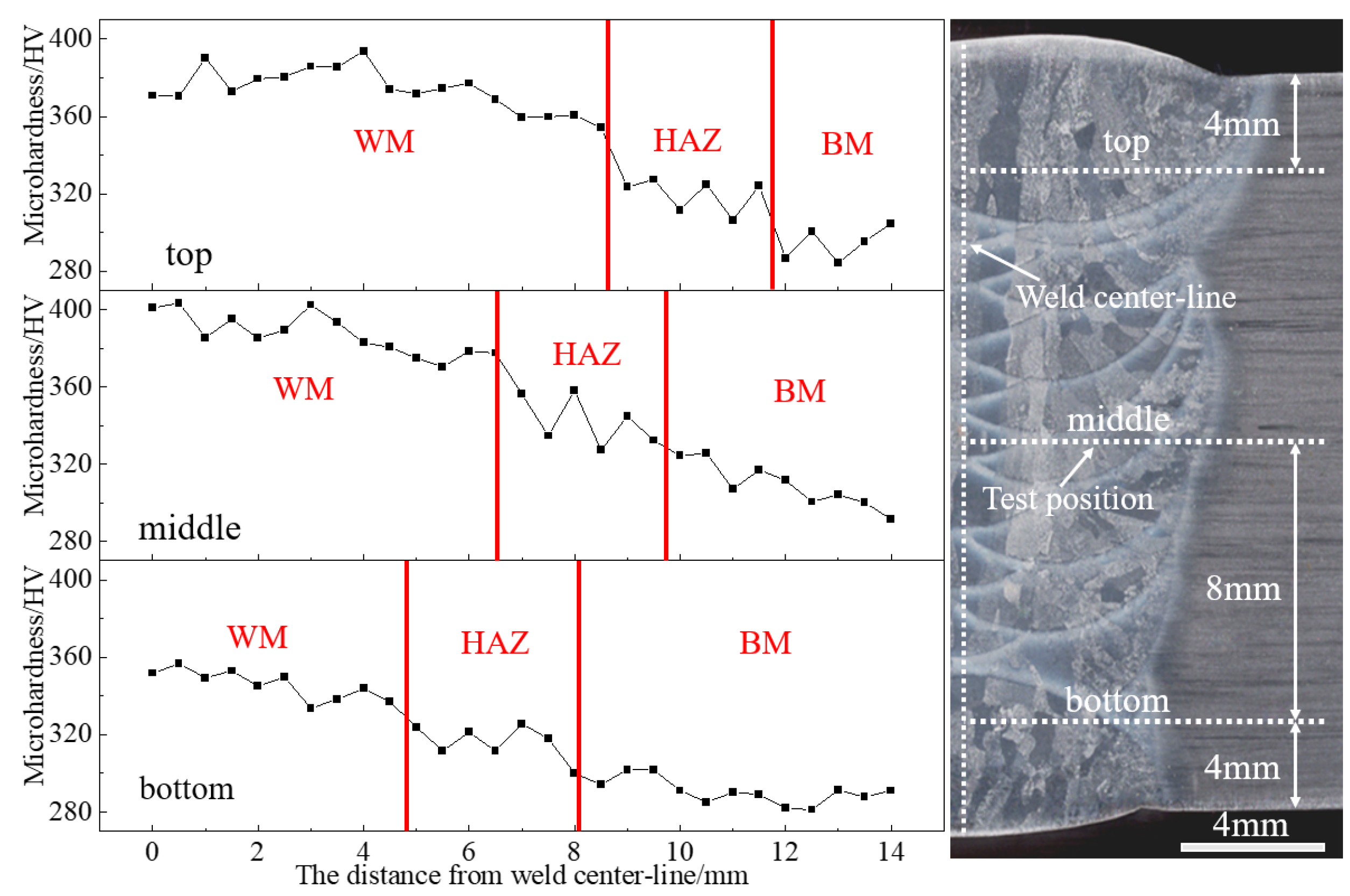
3.3. Microhardness of the Joint
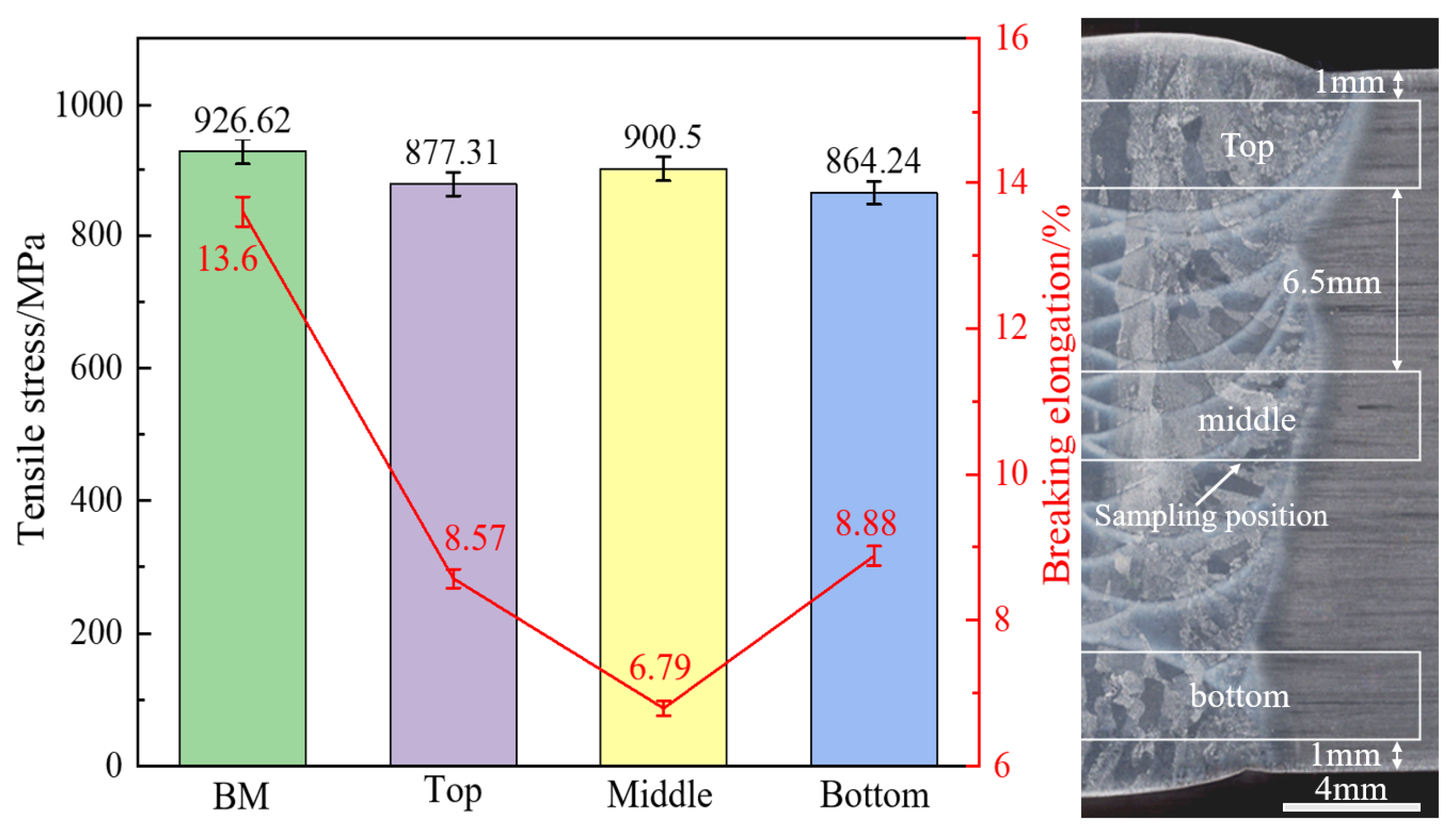
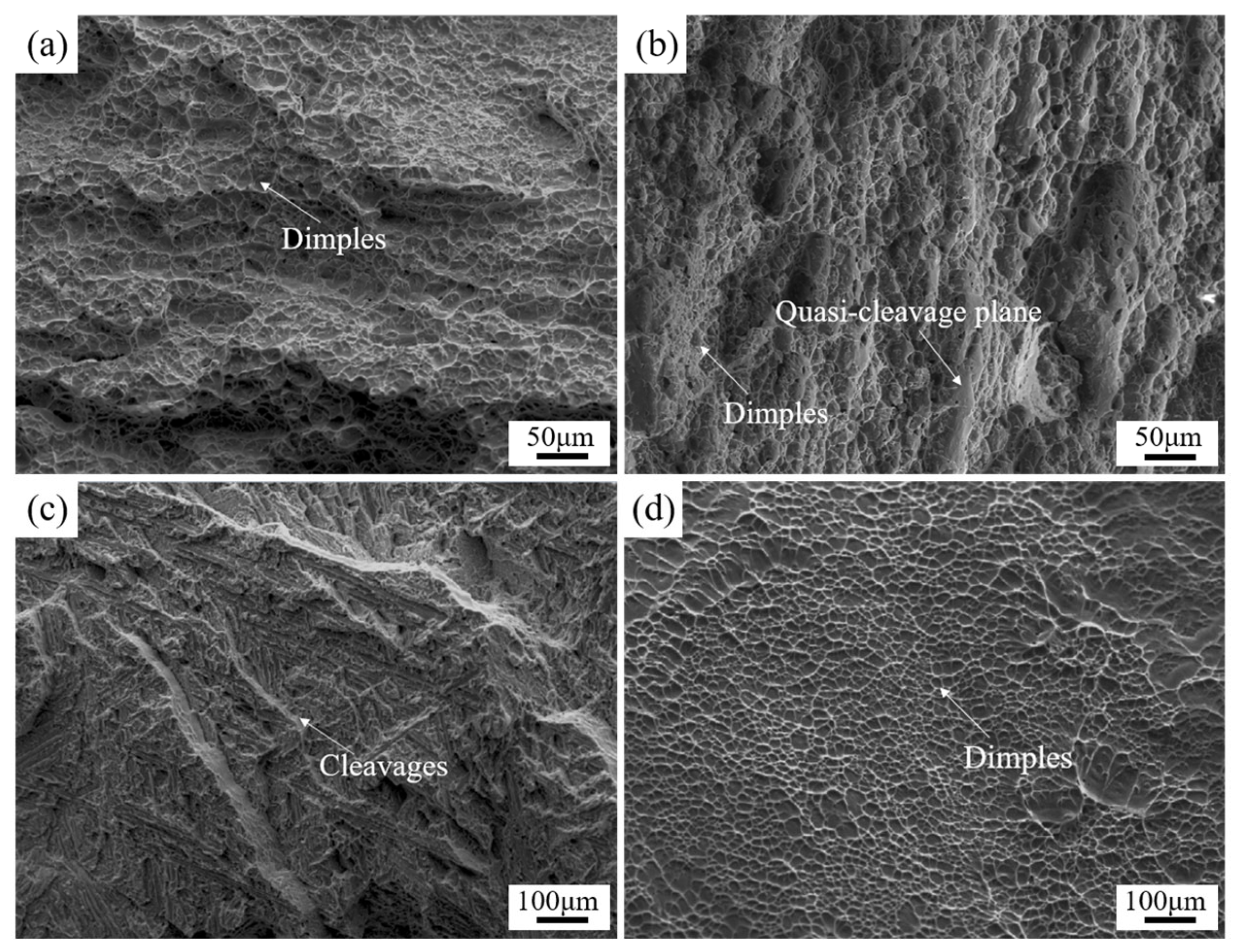
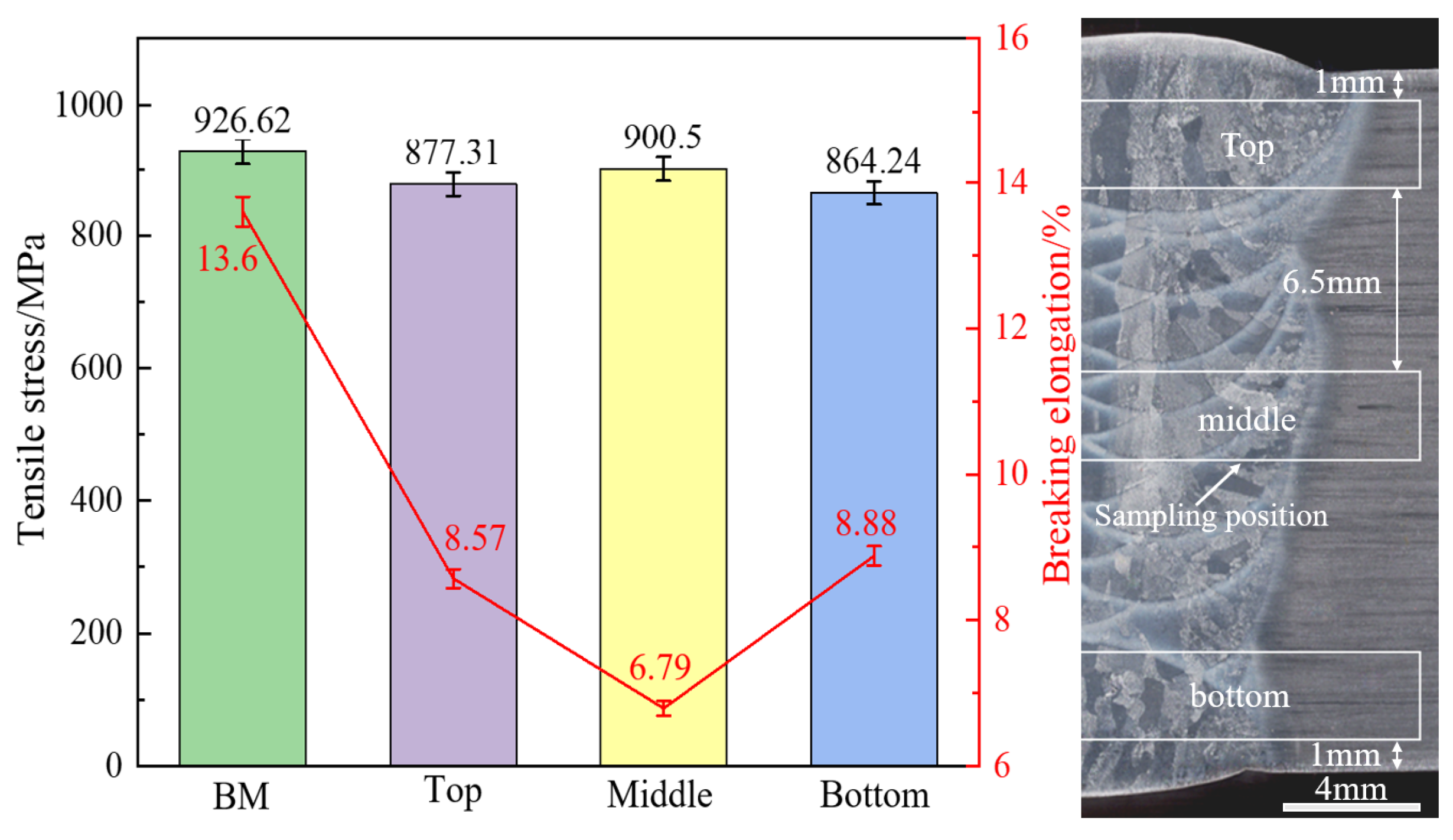
3.4. Tensile Properties of the Joint
4. Conclusions
- (1)
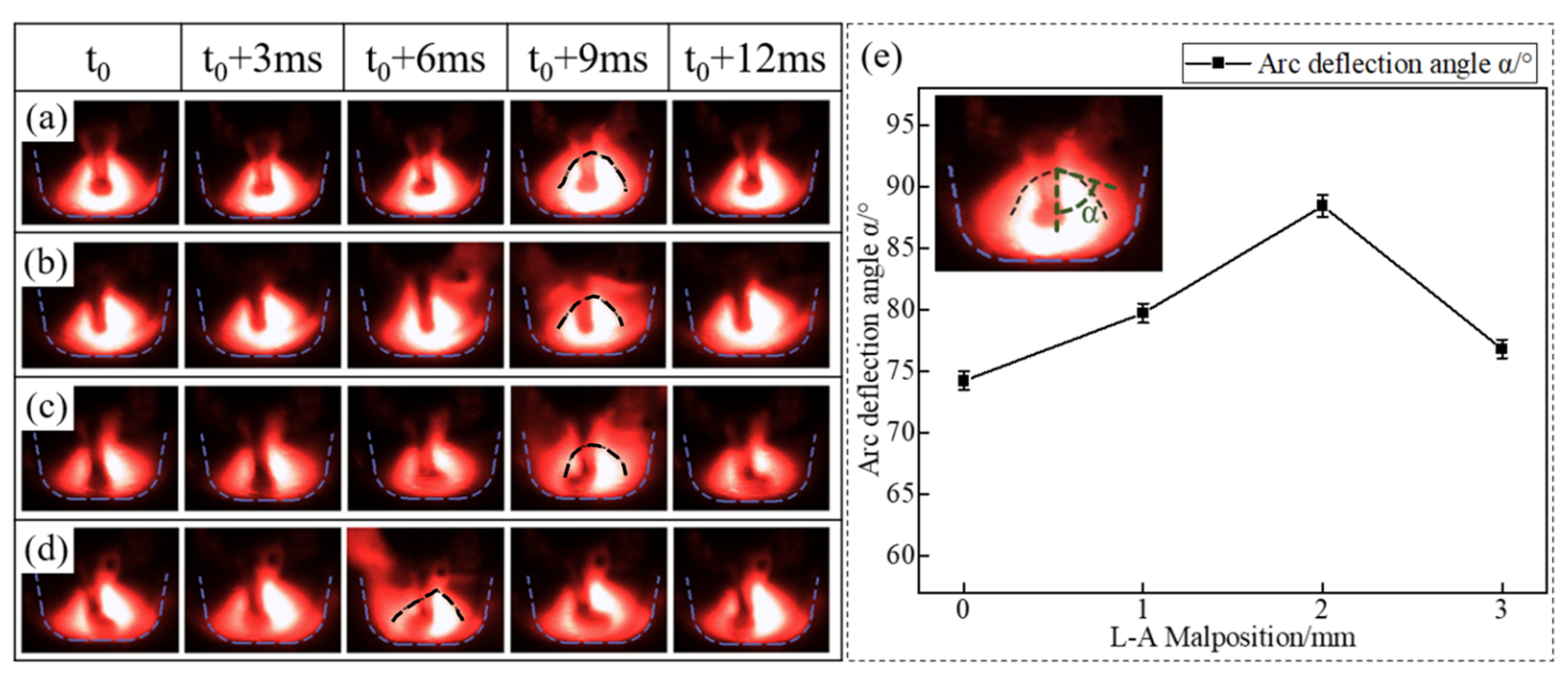
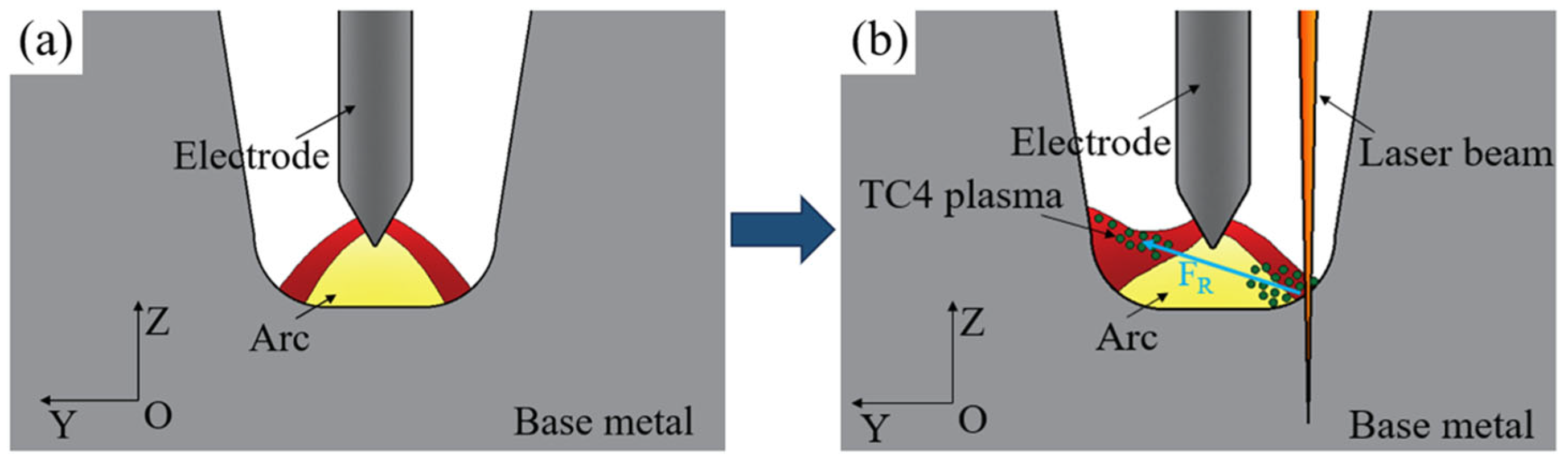
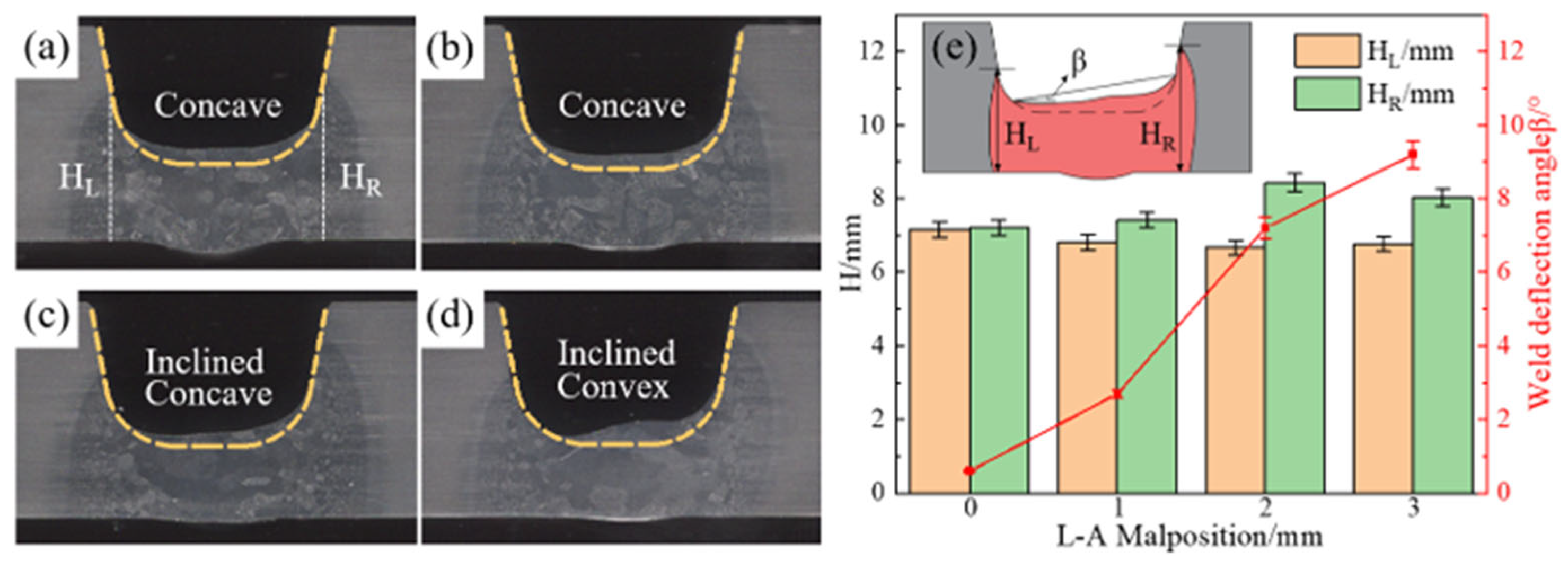
- The arc was stably deflected under the induction of the laser after adjusting the laser-arc malposition. Increasing the laser-arc malposition from 0 mm to 2 mm resulted in a 16.06% increase in the arc deflection angle. This improved the problem of poor sidewall fusion by allowing the arc heat to act more effectively on the sidewall of the laser side.
- (2)
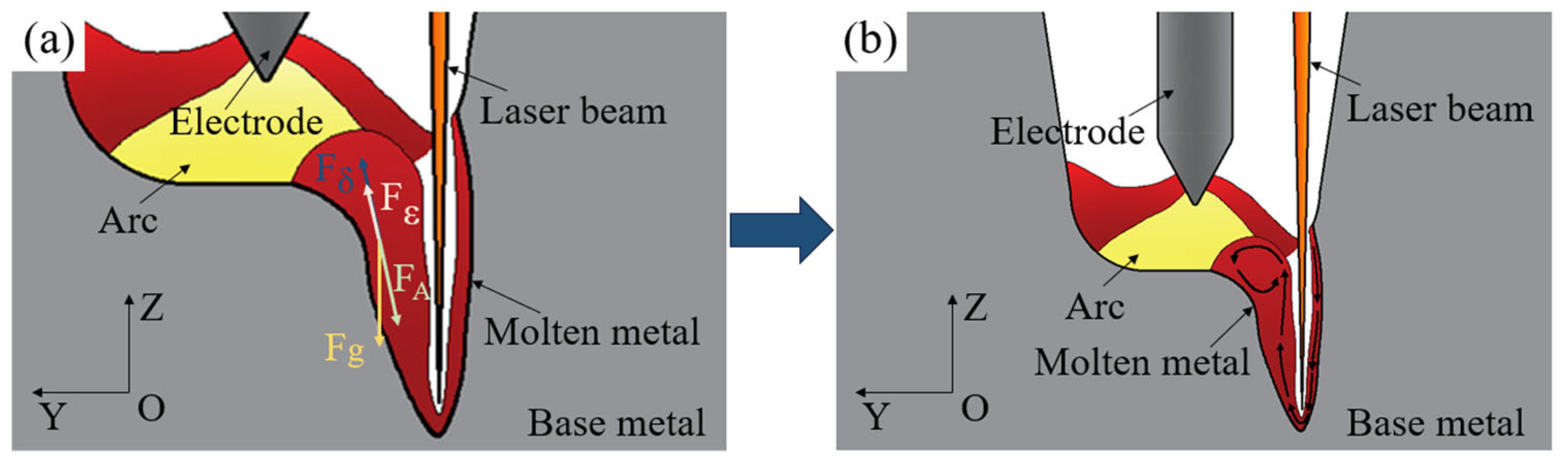
- By increasing the filler wire-arc malposition, an inclined weld could be obtained, which was helpful for interlayer fusion. At the same time, the weld was shifted to the sidewall as a whole, improving the transition between the weld and the groove root and suppressing the formation of pores.
- (3)
- The weld morphology could be divided into two types: concave and convex. In order to obtain a well-fused joint, it is recommended to select concave welding parameters for filled weld. A well-formed concave weld can be achieved with the laser-arc malposition of 1.0–2.0 mm and the filler wire-arc malposition of 0–0.5 mm.
- (4)
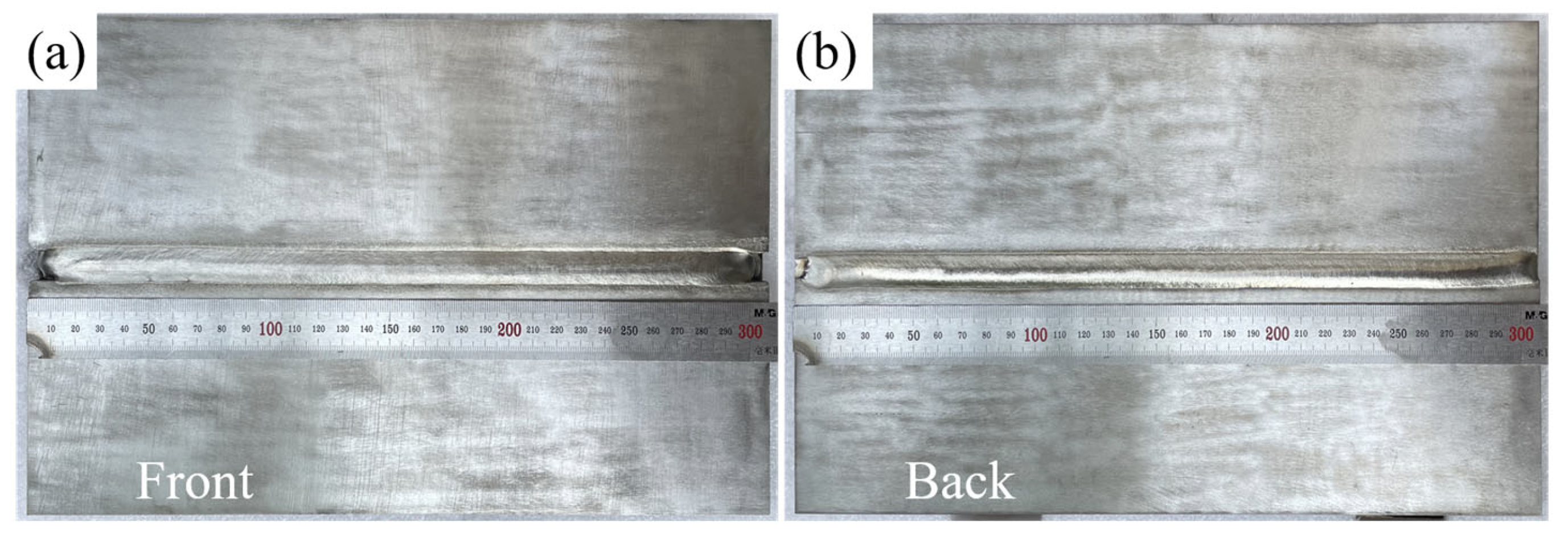
- Narrow-gap laser-TIG hybrid welding was used to weld a 24 mm-thick titanium alloy. The sidewall and welding-layer of the joint were effectively fused, resulting in an average tensile strength of 95.05% of the base metal.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Kumar, A.; Kumar, N.; Mahto, M.K.; Yadav, S.D.; Vashista, M.; Yusufzai, M.Z.K. Impression creep behaviour of different zones of pulsed gas tungsten arc welded Ti-6Al-4V alloy. Mater. Today Commun. 2023, 36, 106722. [Google Scholar] [CrossRef]
- Schneider, A.; Gumenyuk, A.; Lammers, M.; Malletschek, A.; Rethmeier, M. Laser Beam Welding of Thick Titanium Sheets in the Field of Marine Technology. Phys. Procedia 2014, 56, 582. [Google Scholar] [CrossRef]
- Chen, J.; Pan, C. Welding of Ti-6Al-4V alloy using dynamically controlled plasma arc welding process. Trans. Nonferrous Met. Soc. China 2011, 21, 1506. [Google Scholar] [CrossRef]
- Kumar, K.; Masanta, M. Effect of reducing heat input on autogenous TIG welding of Ti-6Al-4V alloy. Trans. Nonferrous Met. Soc. China 2023, 33, 3712. [Google Scholar] [CrossRef]
- Liu, X.; Ling, W.; Li, Y.; Wang, J.; Zhan, X. Interlaminar Microstructure and Mechanical Properties of Narrow Gap Laser Welding of 40-mm-Thick Ti-6Al-4V Alloy. Materials 2022, 15, 7742. [Google Scholar] [CrossRef] [PubMed]
- Yang, T.; Liu, J.; Zhuang, Y.; Xu, D. Micro-crystallographically unraveling strength-enhanced behaviors of the heavy-thick Ti-6Al-4V welded joint. Mater. Charact. 2022, 188, 111893. [Google Scholar] [CrossRef]
- Safdar, A.; Wei, L.-Y.; Snis, A.; Lai, Z. Evaluation of microstructural development in electron beam melted Ti-6Al-4V. Mater. Charact. 2012, 65, 8. [Google Scholar] [CrossRef]
- Wu, M.; Xin, R.; Wang, Y.; Zhou, Y.; Wang, K.; Liu, Q. Microstructure, texture and mechanical properties of commercial high-purity thick titanium plates jointed by electron beam welding. Mater. Sci. Eng. A 2016, 677, 50. [Google Scholar] [CrossRef]
- Bieliszczuk, K.; Zręda, J.; Chmielewski, T.M. Influence of Cylindrical Cells Surface Cleaning by Means of Laser Ablation on Wedge Wire Bonding Process. Coatings 2024, 14, 445. [Google Scholar] [CrossRef]
- Ramakrishna, V.S.M.R.; Amrutha, P.H.S.L.; Rashid, R.A.R.; Palanisamy, S. Narrow gap laser welding (NGLW) of structural steels—A technological review and future research recommendations. Int. J. Adv. Manuf. Technol. 2020, 111, 2277. [Google Scholar] [CrossRef]
- Guo, W.; Crowther, D.; Francis, J.A.; Thompson, A.; Li, L. Process-parameter interactions in ultra-narrow gap laser welding of high strength steels. Int. J. Adv. Manuf. Technol. 2016, 84, 2547. [Google Scholar] [CrossRef]
- Wan, L.; Huang, Y.; Lv, S.; Huang, T.; Li, C.; Feng, J. Narrow-gap tungsten inert gas welding of 78-mm-thick Ti-6Al-4V alloy. Mater. Sci. Technol. 2016, 32, 1545. [Google Scholar] [CrossRef]
- Li, F.; Liu, Y.; Ke, W.; Jin, P.; Kong, H.; Chen, M.; Sun, Q. A novel pathway to weld forming control and microstructure improvement of duplex stainless steel via alternating magnetic field. J. Manuf. Process. 2022, 80, 581. [Google Scholar] [CrossRef]
- Ding, L.; Qin, B.; Ge, K.; Zeng, Z.; Vladyslav, K.; Li, F.; Zhang, Y.; Wang, H. Microstructures and Mechanical Properties of Thick Ti-6Al-3Nb-2Zr-1Mo Joint by Magnetron-Controlled Narrow Gap TIG Welding. Met. Mater. Int. 2023, 29, 2304. [Google Scholar] [CrossRef]
- Long, J.; Zhang, L.-J.; Zhuang, M.-X.; Bai, L.-A.; Na, S.-J. Narrow-gap laser welding with beam wobbling and filler wire and microstructural performance of joints of thick TC4 titanium alloy plates. Opt. Laser Technol. 2022, 152, 108089. [Google Scholar] [CrossRef]
- Liu, Q.; Wu, D.; Wang, Q.; Zhang, P.; Yan, H.; Sun, T.; Li, R. Progress and perspectives of joints defects of laser-arc hybrid welding: A review. Int. J. Adv. Manuf. Technol. 2023, 130, 111. [Google Scholar] [CrossRef]
- Gui, H.; Zhang, K.; Li, D.; Li, Z. Effect of relative position in low-power pulsed-laser–tungsten-inert-gas hybrid welding on laser-arc interaction. J. Manuf. Process. 2018, 36, 426. [Google Scholar] [CrossRef]
- Shi, J.; Zhou, Y.; Liu, L. Application of Pulsed Laser-TIG Hybrid Heat Source in Root Welding of Thick Plate Titanium Alloys. Appl. Sci. 2017, 7, 527. [Google Scholar] [CrossRef]
- Liu, L.; Shi, J.; Hou, Z.; Song, G. Effect of distance between the heat sources on the molten pool stability and burn-through during the pulse laser-GTA hybrid welding process. J. Manuf. Process. 2018, 34, 697. [Google Scholar] [CrossRef]
- Liu, L.M.; Yuan, S.T.; Li, C.B. Effect of relative location of laser beam and TIG arc in different hybrid welding modes. Sci. Technol. Weld. Join. 2012, 17, 441. [Google Scholar] [CrossRef]
- Lang, Q.; Zhang, Z.; Wang, Z.; Song, G.; Khan, M.S.; Liu, L. Consumable-free dissimilar joining of Mg to steel using a laser-arc hybrid heat source. Mater. Charact. 2023, 204, 113134. [Google Scholar] [CrossRef]
- Shi, J.; Song, G.; Wang, H.; Liu, L. Study on weld formation and its mechanism in laser-TIG hybrid welding with filler wire of a titanium alloy. J. Laser Appl. 2018, 30, 032004. [Google Scholar] [CrossRef]
- Fan, X.; Qin, G.; Jiang, Z.; Wang, H. Comparative analysis between the laser beam welding and low current pulsed GMA assisted high-power laser welding by numerical simulation. J. Mater. Res. Technol. 2023, 22, 2549. [Google Scholar] [CrossRef]
- Liu, J.; Yang, T.; Zhuang, Y.; Huang, M.; Su, X.; Dong, S. Unveiling arc deflection instability in narrow gap laser-arc hybrid welding of thick Ti-6Al-4V plate. J. Manuf. Process. 2023, 104, 87. [Google Scholar] [CrossRef]
- Yu, J.; Cai, C.; Xie, J.; Huang, J.; Liu, Y.; Chen, H. Weld formation, arc behavior, and droplet transfer in narrow-gap laser-arc hybrid welding of titanium alloy. J. Manuf. Process. 2023, 91, 44. [Google Scholar] [CrossRef]
- Yang, T.; Xu, D.; Chen, W.; Yang, R.; Lv, S. Microstructure evolution and deformation resistance of heavy-thickness Ti-6Al-4V narrow-gap welded joints. Mater. Lett. 2019, 250, 116. [Google Scholar] [CrossRef]
- Guo, P.; Zhao, Y.; Zeng, W.; Hong, Q. The effect of microstructure on the mechanical properties of TC4-DT titanium alloys. Mater. Sci. Eng. A 2013, 563, 106. [Google Scholar] [CrossRef]
- Fan, H.; Zhou, P.; Li, J.; Huang, J.; Ni, Y.; Hui, Y. Microstructure and Mechanical Properties of Arc Zone and Laser Zone of TC4 Titanium Alloy Laser–TIG Hybrid Welded Joint. Metals 2022, 12, 1854. [Google Scholar] [CrossRef]
- NFang, N.; Guo, E.; Huang, R.; Yin, L.; Chen, Y.; Zeng, C.; Cao, H.; Zou, J.; Xu, K. Effect of welding heat input on microstructure and properties of TC4 titanium alloy ultra-narrow gap welded joint by laser welding with filler wire. Mater. Res. Express 2021, 8, 16511. [Google Scholar]
- Su, X.; Tao, W.; Chen, Y.; Fu, J. Microstructure and Tensile Property of the Joint of Laser-MIG Hybrid Welded Thick-Section TC4 Alloy. Metals 2018, 8, 1002. [Google Scholar] [CrossRef]
- Hou, N.; Zhang, Y.; Wang, M.; Huang, S.; Kong, X. Discrete characteristic and edge effect during subsurface microhardness measurement of Ti-6Al-4V alloy. Mater. Res. Express 2022, 9, 116503. [Google Scholar] [CrossRef]
- Li, P.; Li, L.; Tang, L.; Wang, L.; Xu, J.; Dong, L.; Mao, X.; Liu, Y.; Zhang, Y. Micron-sized SiC particles reinforced TC4 composites: Mechanical properties and strengthening mechanisms. Mater. Today Commun. 2024, 38, 108147. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ti | Al | V | Fe | O | C | N | H |
|---|---|---|---|---|---|---|---|
| Bal. | 5.5–6.8 | 3.5–4.5 | ≤0.30 | ≤0.20 | ≤0.10 | ≤0.05 | ≤0.015 |
| PL (W) | I (A) | VW (mm/min) | VF (m/min) |
|---|---|---|---|
| 300–500 | 150–200 | 150–500 | 1.0–3.0 |
| PL (W) | I (A) | VW (mm/min) | VF (m/min) | D1 (mm) | D2 (mm) |
|---|---|---|---|---|---|
| 350 | 180 | 200 | 1.5 | 0–3.0 | 0 |
| PL (W) | I (A) | VW (mm/min) | VF (m/min) | D1 (mm) | D2 (mm) |
|---|---|---|---|---|---|
| 350 | 180 | 200 | 1.5 | 2.0 | 0–1.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, G.; Xu, Z.; Lang, Q.; Liu, X.; Wang, H.; Liu, L. A Laser-Induced TIG Arc Narrow-Gap Welding Technique for TC4 Titanium Alloy Thick Plates Based on the Spatial Position Control of Laser, Arc and Filler Wire. Metals 2024, 14, 510. https://doi.org/10.3390/met14050510
Song G, Xu Z, Lang Q, Liu X, Wang H, Liu L. A Laser-Induced TIG Arc Narrow-Gap Welding Technique for TC4 Titanium Alloy Thick Plates Based on the Spatial Position Control of Laser, Arc and Filler Wire. Metals. 2024; 14(5):510. https://doi.org/10.3390/met14050510
Chicago/Turabian StyleSong, Gang, Zhijie Xu, Qiang Lang, Xin Liu, Hongyang Wang, and Liming Liu. 2024. "A Laser-Induced TIG Arc Narrow-Gap Welding Technique for TC4 Titanium Alloy Thick Plates Based on the Spatial Position Control of Laser, Arc and Filler Wire" Metals 14, no. 5: 510. https://doi.org/10.3390/met14050510