
Microstructural Evolution and Mechanical Properties of V-Containing Medium-Mn Steel Adopting Simple Intercritical Annealing
Abstract
:1. Introduction
2. Experiments
3. Results and Discussion
3.1. Evolution of Microstructure and Mechanical Properties after V Microalloying
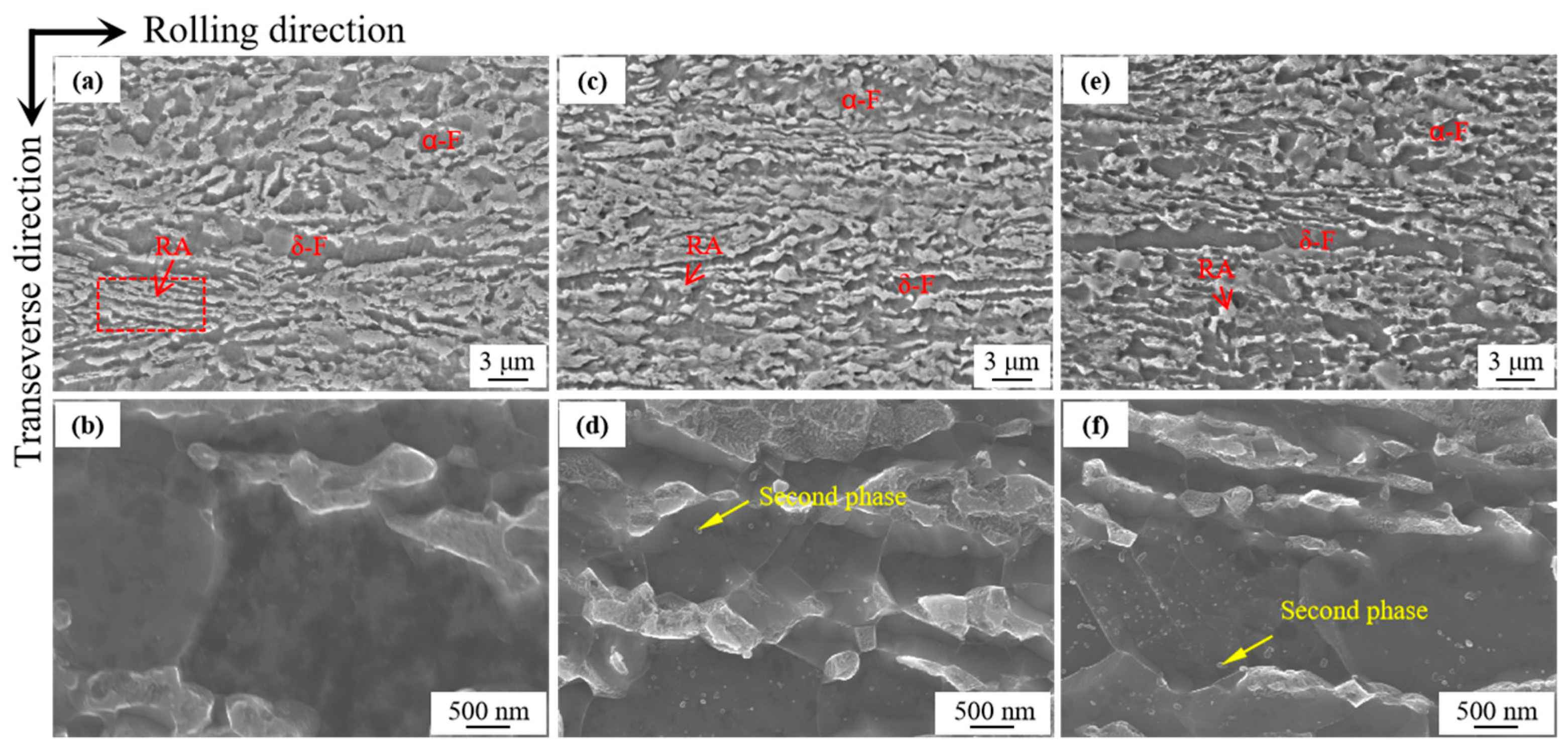
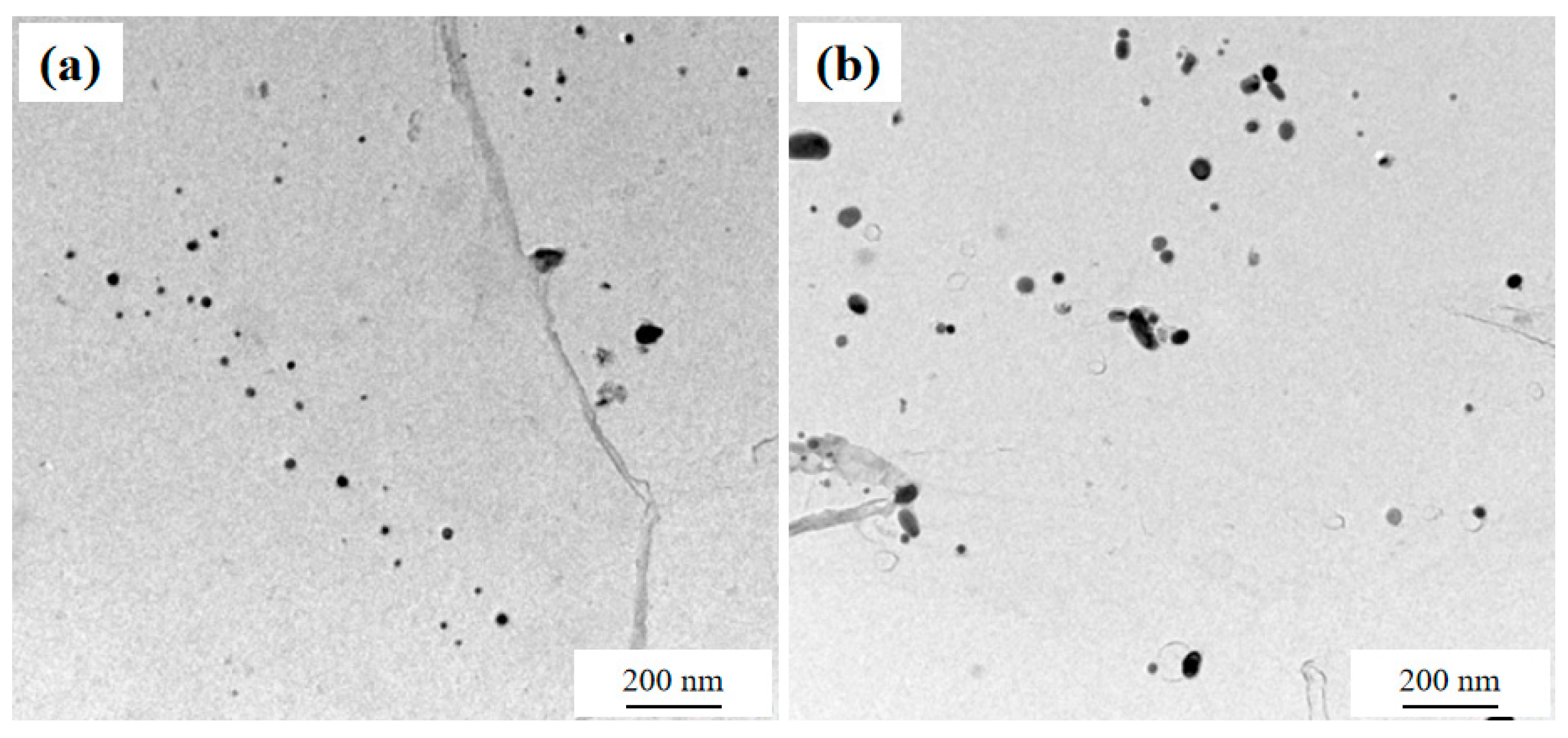
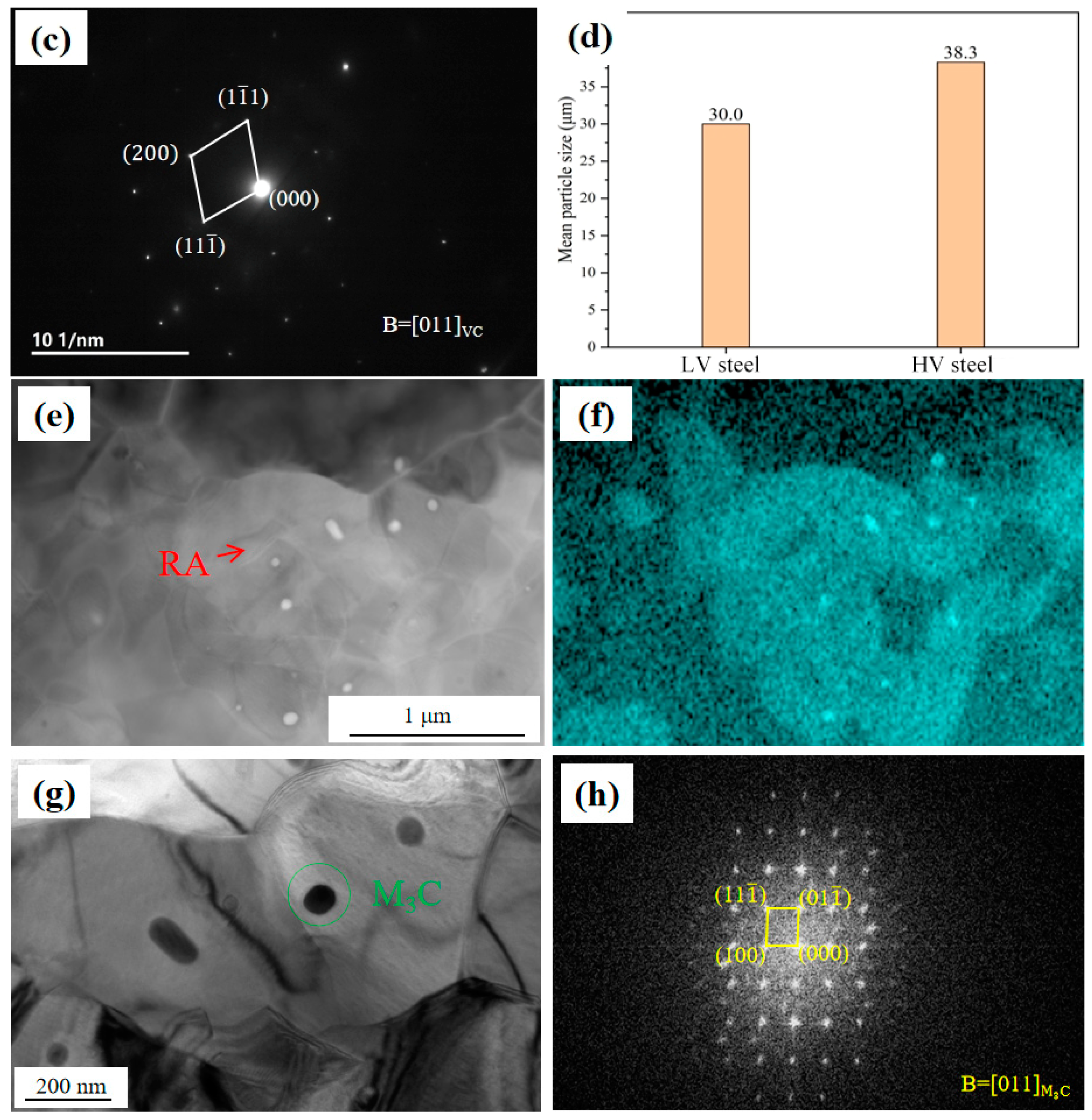
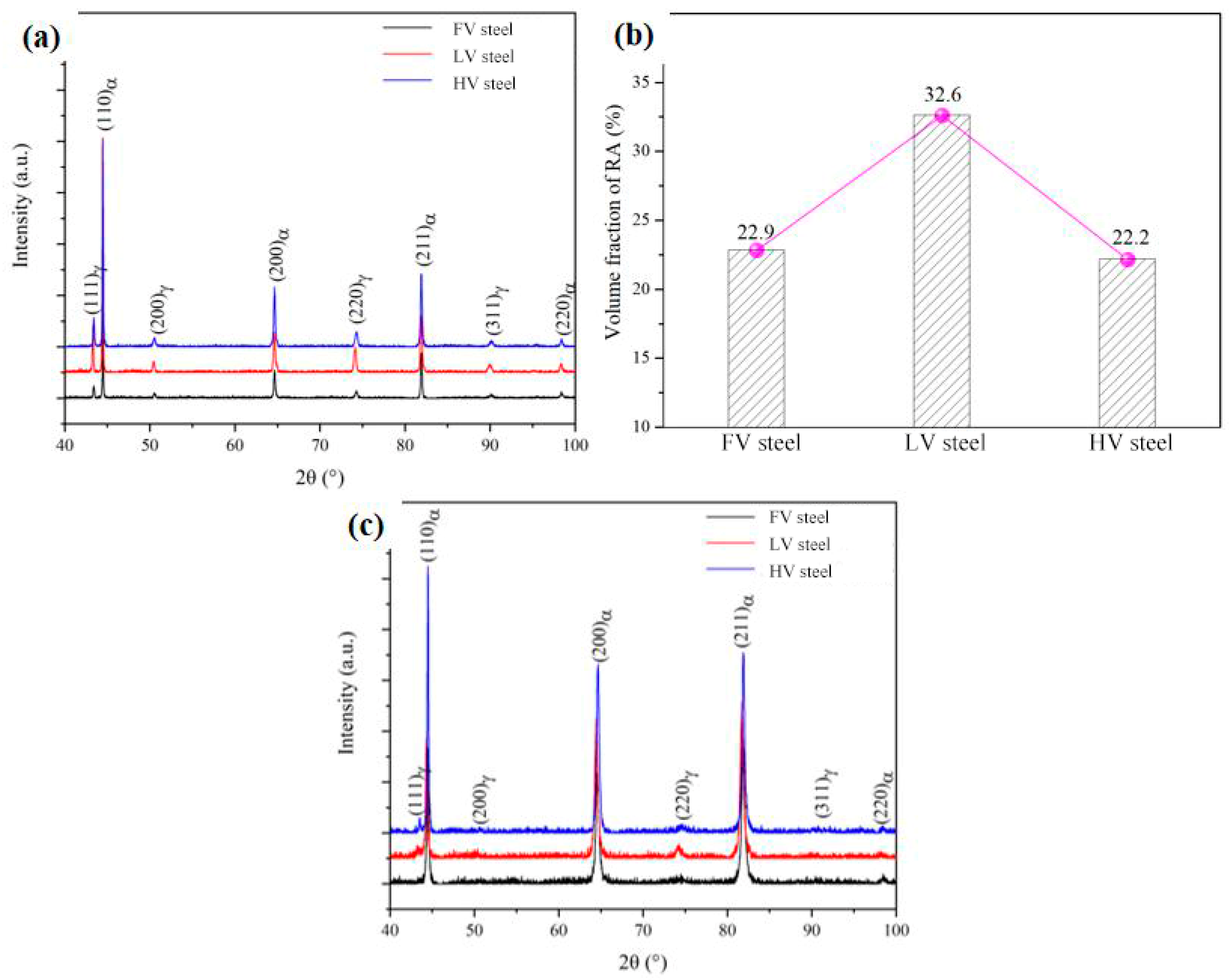
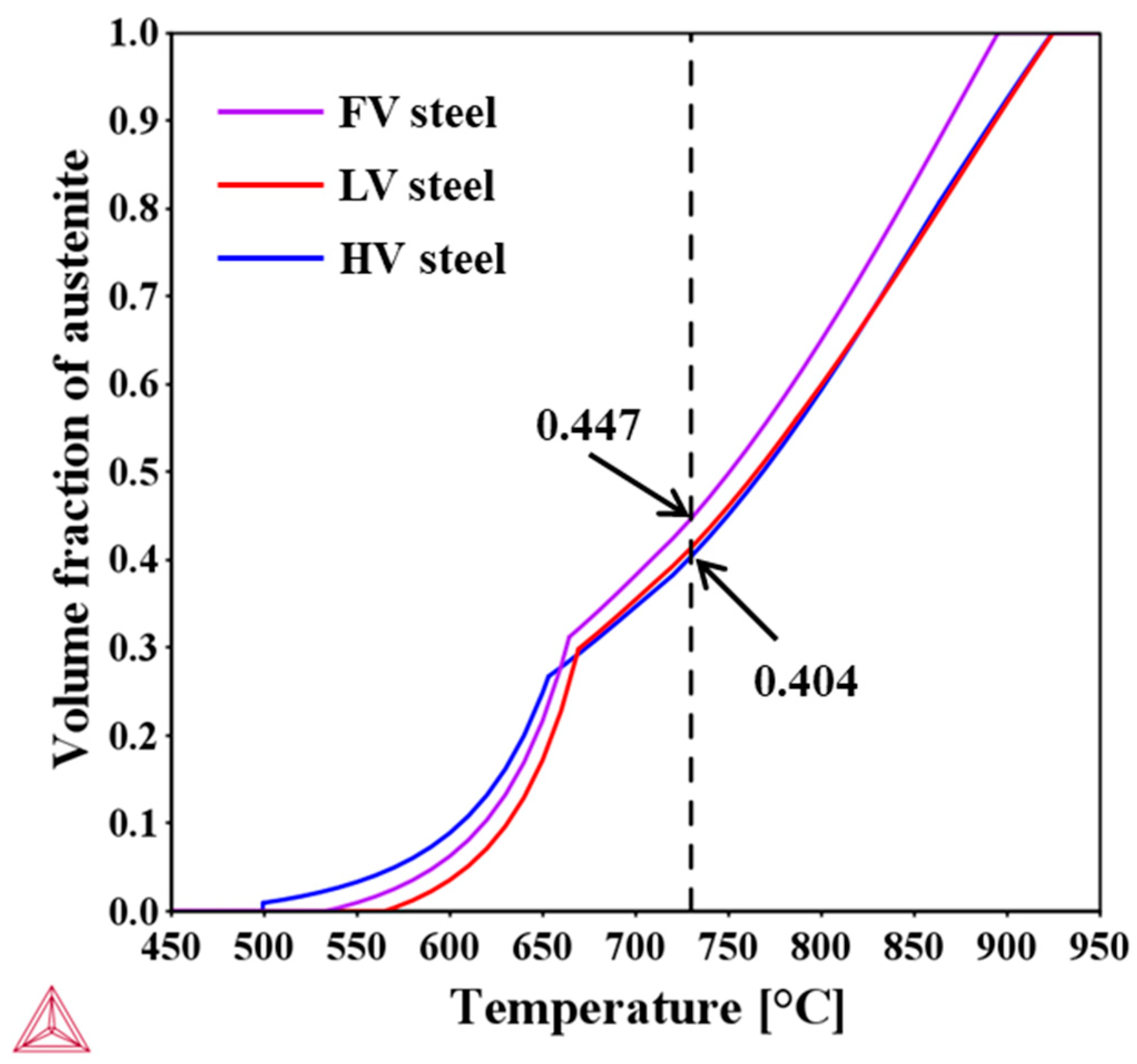
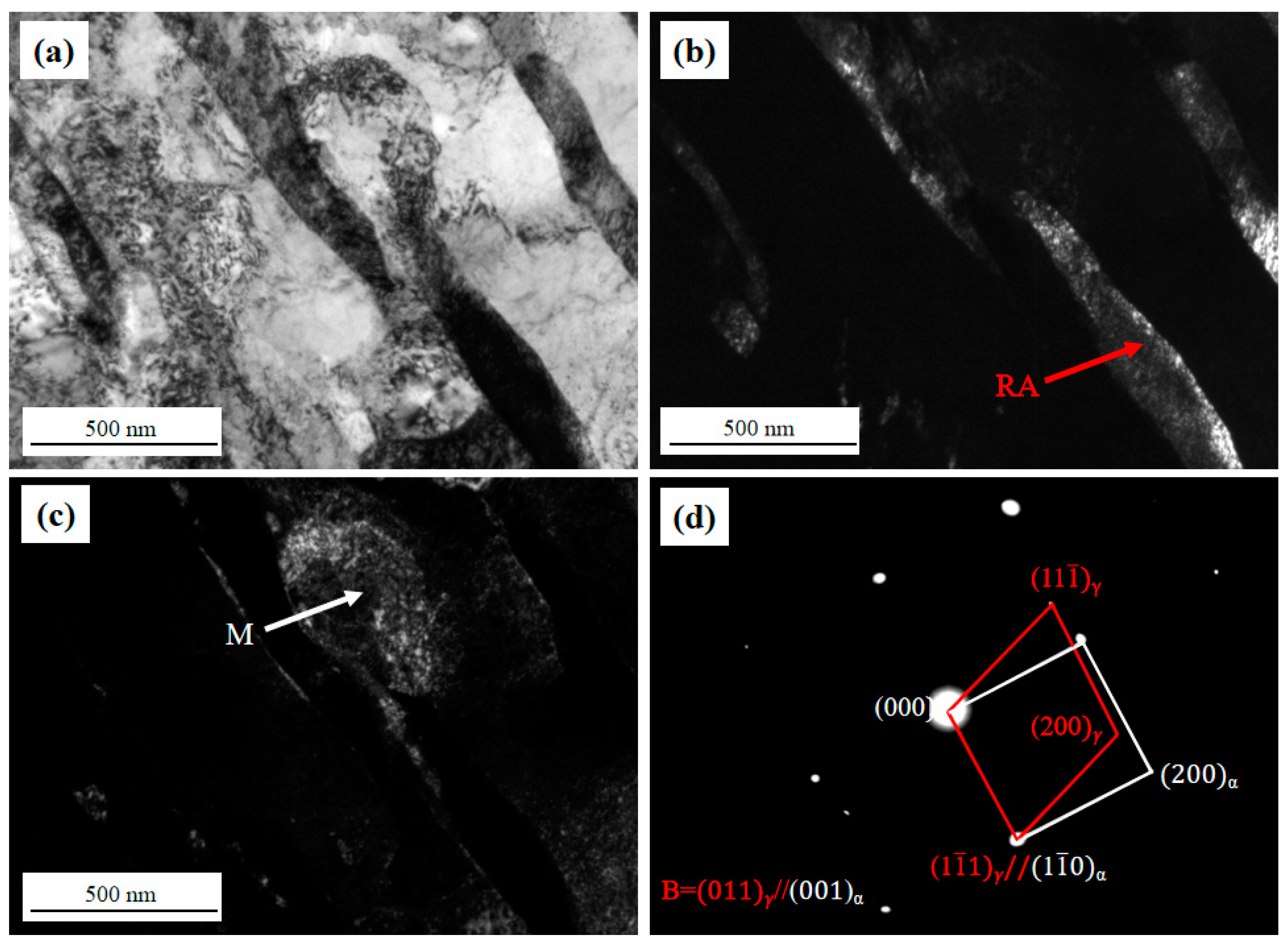
3.1.1. Microstructure
3.1.2. Mechanical Properties
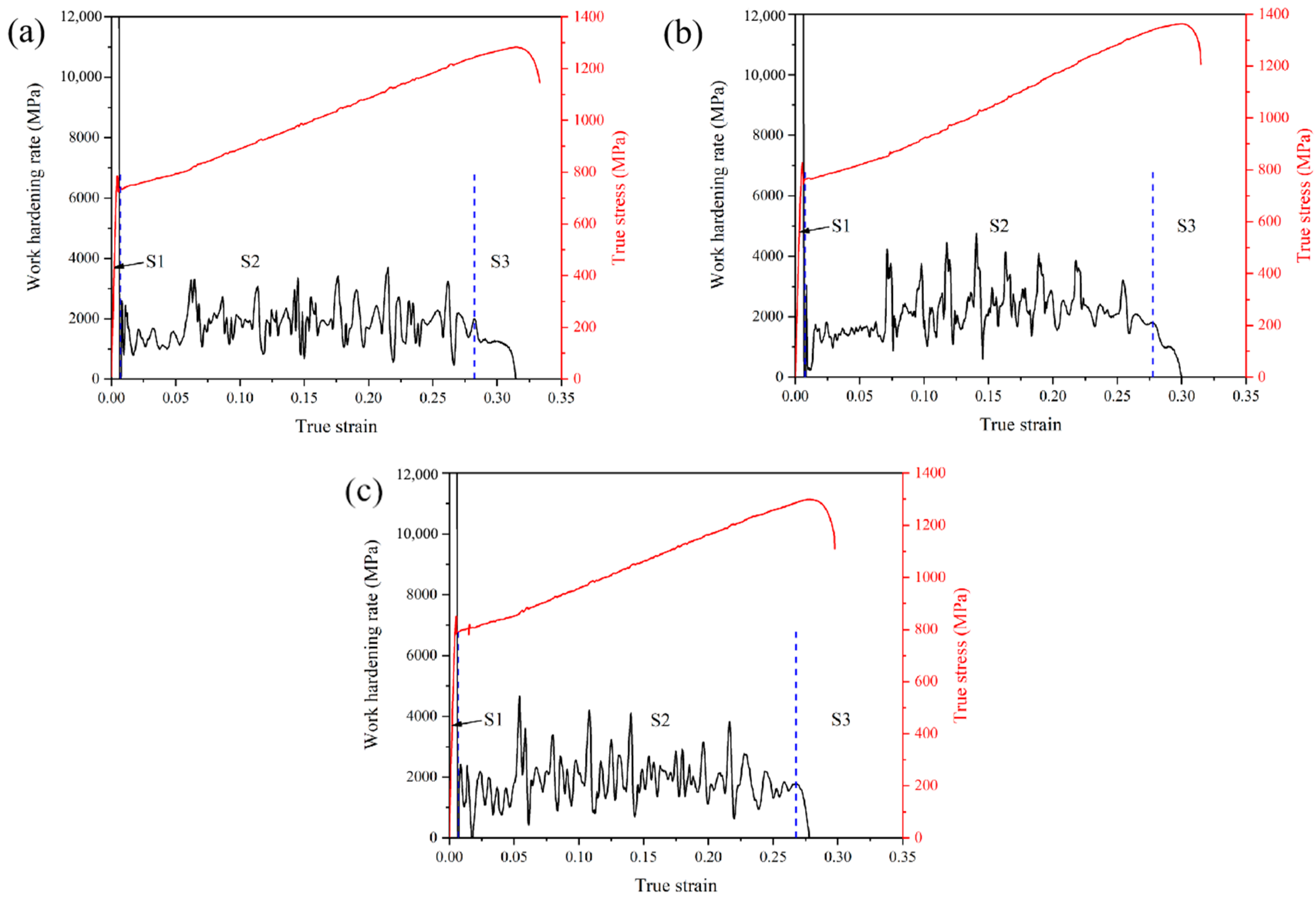
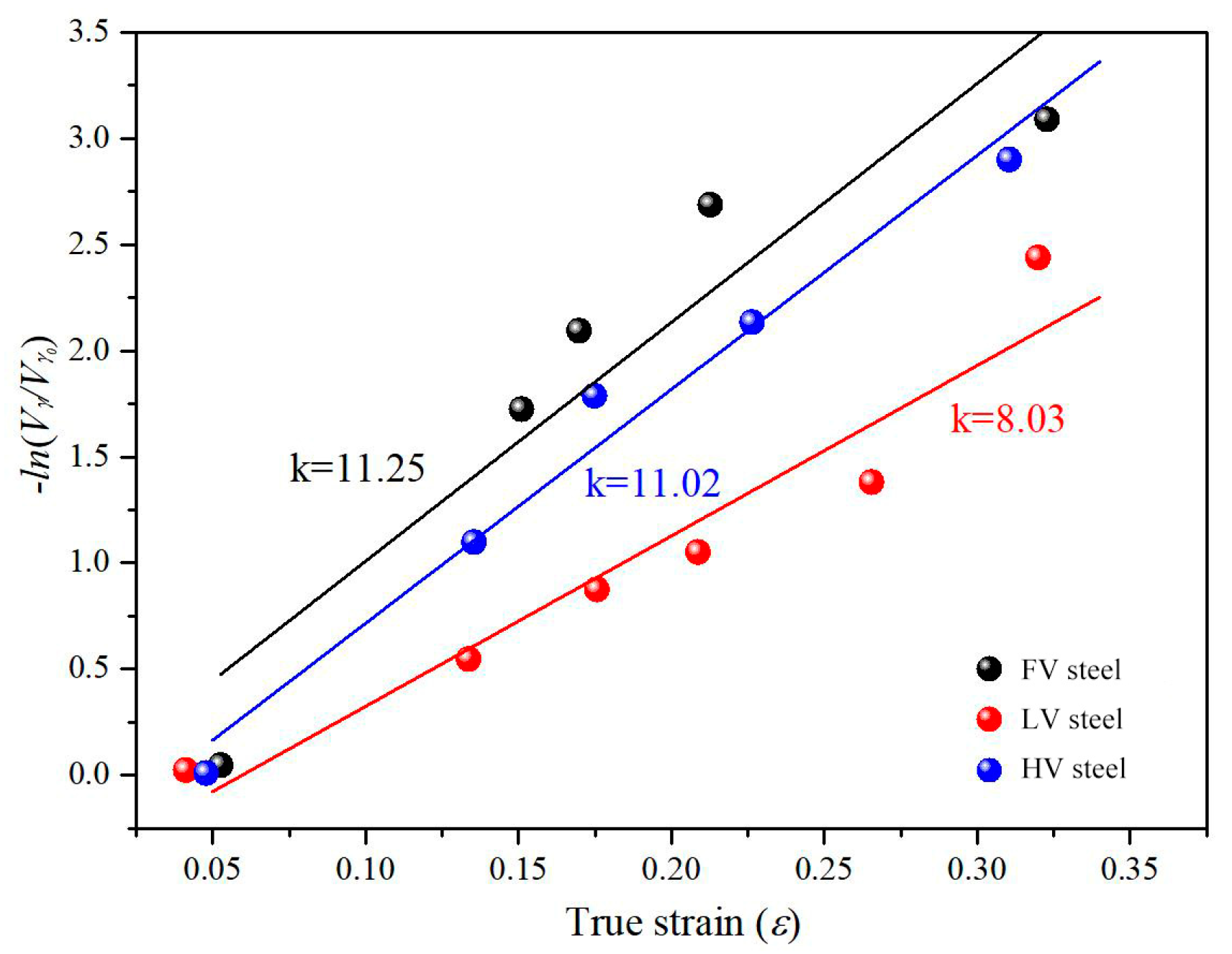
3.2. Work-Hardening Behavior and Austenite Stability
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Cai, Z.H.; Ding, H.; Xue, X.; Xin, Q.B. Microstructural evolution and mechanical properties of hot-rolled 11% manganese TRIP steel. Mater. Sci. Eng. A 2013, 560, 388–395. [Google Scholar] [CrossRef]
- Xu, Y.B.; Hu, Z.P.; Zou, Y.; Tan, X.D.; Han, D.T.; Chen, S.Q.; Ma, D.G.; Misra, R.D.K. Effect of two-step intercritical annealing on microstructure and mechanical properties of hot-rolled medium manganese TRIP steel containing δ-ferrite. Mater. Sci. Eng. A 2017, 688, 40–55. [Google Scholar] [CrossRef]
- Bai, Y.; Matsui, Y.; Shibata, A.; Tsuji, N. Effect of thermomechanical processing at α + γ two-phase temperatures on microstructure and mechanical property of 5Mn-0.1C-2Si medium-manganese steel. Mater. Sci. Eng. A 2019, 743, 57–66. [Google Scholar] [CrossRef]
- Han, J.; Lee, S.-J.; Lee, C.-J.; Lee, S.; Jo, S.Y.; Lee, Y.-J. The size effect of initial martensite constituents on the microstructure and tensile properties of intercritically annealed Fe–9Mn–0.05C steel. Mater. Sci. Eng. A 2015, 633, 9–16. [Google Scholar] [CrossRef]
- Suh, D.W.; Kim, N.J. Medium Mn transformation-induced plasticity steels: Recent progress and challenges. Scr. Mater. 2017, 126, 63–67. [Google Scholar] [CrossRef]
- Hu, Z.P.; Xu, Y.B.; Zou, Y.; Misra, R.D.K.; Han, D.T.; Chen, S.Q.; Hou, D.Y. Effect of intercritical rolling temperature on microstructure-mechanical property relationship in a medium Mn-TRIP steel containing δ ferrite. Mater. Sci. Eng. A 2018, 720, 1–10. [Google Scholar] [CrossRef]
- Dobrzanski, L.A.; Borek, W. Mechanical properties and microstructure of high-manganese TWIP, TRIP and TRIPLEX type steels. J. Achiev. Mater. Manuf. Eng. 2012, 55, 230–238. [Google Scholar]
- Lee, S.; Lee, S.-J.; De Cooman, B.C. Reply to comments on “Austenite stability of ultrafine-grained transformation-induced plasticity steel with Mn partitioning. Scr. Mater. 2012, 66, 832–833. [Google Scholar] [CrossRef]
- Dong, Y.; Zhang, B.; Zhao, M.M.; Du, Y.; Misra, R.D.K.; Du, L.X. Investigation of austenite decomposition behavior and relationship to mechanical properties in continuously cooled medium-Mn steel. Mater. Sci. Eng. A 2022, 831, 142208. [Google Scholar] [CrossRef]
- Shi, J.; Sun, X.J.; Wang, M.Q.; Hui, W.J.; Dong, H.; Cao, W.Q. Enhanced work-hardening behavior and mechanical properties in ultrafine-grained steels with large-fractioned metastable austenite. Scr. Mater. 2010, 63, 815–818. [Google Scholar] [CrossRef]
- Miller, R.L. Ultrafine-grained microstructures and mechanical properties of alloy steels. Metall. Mater. Trans. B 1972, 3, 905–912. [Google Scholar] [CrossRef]
- Cai, Z.H.; Ding, H.; Misra, R.D.K.; Ying, Z.Y. Austenite stability and deformation behavior in a cold-rolled transformation-induced plasticity steel with medium manganese content. Acta Mater. 2015, 84, 229–236. [Google Scholar] [CrossRef]
- Li, X.; Song, R.B.; Zhou, N.P.; Li, J.J. An ultrahigh strength and enhanced ductility cold-rolled medium-Mn steel treated by intercritical annealing. Scr. Mater. 2018, 154, 30–33. [Google Scholar] [CrossRef]
- Han, D.T.; Xu, Y.B.; Liu, R.D.; Peng, F.; Zou, Y.; Sun, W.H. Improving Mn partitioning and mechanical properties through carbides-enhancing pre-annealing in Mn-reduced transformation-induced plasticity steel. Scr. Mater. 2020, 187, 274–279. [Google Scholar] [CrossRef]
- Liu, C.Q.; Peng, Q.C.; Xue, Z.L.; Yang, C.W. A Novel Cyclic-Quenching-ART for Stabilizing Austenite in Nb–Mo Micro-Alloyed Medium-Mn Steel. Metals 2019, 9, 1090. [Google Scholar] [CrossRef]
- Hui, W.J.; Shao, C.W.; Zhang, Y.J.; Zhao, X.L.; Weng, Y.Q. Microstructure and mechanical properties of medium Mn steel containing 3%Al processed by warm rolling. Mate. Sci. Eng. A 2017, 707, 501–510. [Google Scholar] [CrossRef]
- Zhan, W.; Cao, L.Q.; Hu, J.; Cao, W.Q.; Li, J.; Dong, H. Intercritical rolling induced ultrafine lamellar structure and enhanced mechanical properties of medium-Mn steel. J. Iron Steel Res. Int. 2014, 21, 551–558. [Google Scholar] [CrossRef]
- Suh, D.-W.; Park, S.-J.; Lee, T.-H.; Oh, C.-S.; Kim, S.-J. Influence of Al on the microstructural evolution and mechanical behavior of low-carbon, manganese transformation-induced-plasticity steel. Metall. Mater. Trans. A 2010, 41A, 397–408. [Google Scholar] [CrossRef]
- Han, Y.; Shi, J.; Xu, L.; Cao, W.Q.; Dong, H. Effects of Ti addition and reheating quenching on grain refinement and mechanical properties in low carbon medium manganese martensitic steel. Mater. Des. 2012, 34, 427–434. [Google Scholar] [CrossRef]
- Park, T.M.; Kim, H.-J.; Um, H.Y.; Goo, N.H.; Han, J. The possibility of enhanced hydrogen embrittlement resistance of medium-Mn steels by addition of micro-alloying elements. Mater. Charact. 2020, 165, 110386. [Google Scholar] [CrossRef]
- Bi, N.; Tang, H.; Shi, Z.; Wang, X.; Han, F.; Liang, J. Effects of Vanadium Microalloying and Intercritical Annealing on Yield Strength-Ductility Trade-offs of Medium-Manganese Steels. Materials 2023, 16, 2220. [Google Scholar] [CrossRef] [PubMed]
- Cai, M.H.; Li, Z.; Chao, Q.; Hodgson, P.D. A novel Mo and Nb microalloyed medium Mn TRIP steel with maximal ultimate strength and moderate ductility. Metall. Mater. Trans. A 2014, 45, 5624–5634. [Google Scholar] [CrossRef]
- Hu, B.; Rong, X.Q.; Tian, C.; Yu, Y.S.; Guo, H.; Misra, R.D.K.; Shang, C.J. Nanoscale precipitation and ultrafine retained austenite induced high strength-ductility combination in a newly designed low carbon Cu-bearing medium-Mn steel. Mater. Sci. Eng. A 2021, 822, 141685. [Google Scholar] [CrossRef]
- Sohn, S.S.; Lee, B.-J.; Kwak, J.-H.; Lee, S. Effects of Annealing Treatment Prior to Cold Rolling on the Edge Cracking Phenomenon of Ferritic Lightweight Steel. Metall. Mater. Trans. A 2014, 45, 3844–3856. [Google Scholar] [CrossRef]
- Zhao, N.; Ding, M.L.; Lin, L.; He, Y.L.; Wang, J.X.; Zhang, R.K.; Zhang, Y.; Liu, R.D.; Wang, L.H.; Li, L. Insights into the relationship between γ/α transformation and strength-ductility of auto-steel with 980 MPa grade based on experiments and theoretical calculations. Vacuum 2023, 215, 112252. [Google Scholar] [CrossRef]
- Li, Z.; Wu, D. Effects of hot deformation and subsequent austempering on the mechanical properties of Si-Mn TRIP steels. J. Iron Steel Res. Int. 2006, 46, 121–128. [Google Scholar] [CrossRef]
- van Dijk, N.H.; Butt, A.M.; Zhao, L.; Sietsma, J.; Offerman, S.E.; Wright, J.P.; van der Zwaag, S. Thermal stability of retained austenite in TRIP steels studied by synchrotron X-ray diffraction during cooling. Acta Mater. 2005, 53, 5439–5447. [Google Scholar] [CrossRef]
- Zhao, L.L.; Wei, S.T.; Wu, D.; Gao, D.B.; Lu, S.P. δ-ferrite transformation mechanism and its effect on mechanical properties of 316H weld metal. Journal of Mater. Sci. Technol. 2020, 57, 33–42. [Google Scholar]
- Yi, H.L.; Ghosh, S.K.; Liu, W.J.; Lee, K.Y.; Bhadeshia, H.K.D.H. Non-equilibrium solidification and ferrite in δ-TRIP steel. Mater. Sci. Technol. 2010, 26, 817–823. [Google Scholar] [CrossRef]
- Sun, B.; Palanisamy, D.; Ponge, D.; Gault, B.; Fazeli, F.; Scott, C.; Yue, S.; Raabe, D. Revealing fracture mechanisms of medium manganese steels with and without delta-ferrite. Acta Mater. 2019, 164, 683–696. [Google Scholar] [CrossRef]
- Hu, B.; Luo, H.W. A strong and ductile 7Mn steel manufactured by warm rolling and exhibiting both transformation and twinning induced plasticity. J. Alloys Comp. 2017, 725, 684–693. [Google Scholar] [CrossRef]
- Caballero, F.G.; Capdevila, C.; de Andrés, C.G. Kinetics and dilatometric behaviour of non-isothermal ferrite–austenite transformation. Mater. Sci. Technol. 2001, 17, 1114–1118. [Google Scholar] [CrossRef]
- Lee, S.; De Cooman, B.C. Influence of Carbide Precipitation and Dissolution on the Microstructure of Ultra-Fine-Grained Intercritically Annealed Medium Manganese Steel. Metall. Mater. Trans. A 2016, 47, 3263–3270. [Google Scholar] [CrossRef]
- Andersson, J.O.; Helander, T.; Höglund, L.; Shi, P.; Sundman, B. Thermo-Calc & DICTRA, computational tools for materials science. Calphad 2002, 26, 273–312. [Google Scholar]
- Luo, H.W.; Shi, J.; Wang, C.; Cao, W.Q.; Sun, X.J.; Dong, H. Experimental and numerical analysis on formation of stable austenite during the intercritical annealing of 5Mn steel. Acta Mater. 2011, 59, 4002–4014. [Google Scholar] [CrossRef]
- Varanasi, R.S.; Lipińska-Chwałek, M.; Mayer, J.; Gault, B.; Ponge, D. Mechanisms of austenite growth during intercritical annealing in medium manganese steels. Scr. Mater. 2022, 206, 114228. [Google Scholar] [CrossRef]
- Arlazarov, A.; Gouné, M.; Bouaziz, O.; Hazotte, A.; Petitgand, G.; Barges, P. Evolution of microstructure and mechanical properties of medium Mn steels during double annealing. Mater. Sci. Eng. A 2012, 542, 31–39. [Google Scholar] [CrossRef]
- Liu, C.Q.; Peng, Q.C.; Xue, Z.L.; Deng, M.M.; Wang, S.J.; Yang, C.W. Microstructure-Tensile Properties Relationship and Austenite Stability of a Nb-Mo Micro-Alloyed Medium-Mn TRIP Steel. Metals 2018, 8, 615. [Google Scholar] [CrossRef]
- Sugimoto, K.I.; Kobayashi, M.; Hashimoto, S.I. Ductility and strain-induced transformation in a high strength TRIP aided dual phase steel. Metall. Trans. A 1992, 23, 3085–3091. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | C | Mn | Al | Si | V | Fe |
|---|---|---|---|---|---|---|
| FV | 0.20 | 5.05 | 2.12 | 0.26 | - | Bal. |
| LV | 0.21 | 4.84 | 2.30 | 0.25 | 0.04 | Bal. |
| HV | 0.19 | 5.14 | 2.19 | 0.26 | 0.13 | Bal. |
| Steel | YS (MPa) | UTS (MPa) | TEL (%) | PSE (GPa%) |
|---|---|---|---|---|
| FV | 719 | 940 | 39.5 | 37.1 |
| LV | 746 | 1020 | 37.0 | 37.7 |
| HV | 788 | 987 | 35.0 | 34.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, C.; Zhao, N.; Mei, Y.; Zheng, W.; He, Y.; Li, L.; Yuan, G. Microstructural Evolution and Mechanical Properties of V-Containing Medium-Mn Steel Adopting Simple Intercritical Annealing. Metals 2024, 14, 144. https://doi.org/10.3390/met14020144
Yu C, Zhao N, Mei Y, Zheng W, He Y, Li L, Yuan G. Microstructural Evolution and Mechanical Properties of V-Containing Medium-Mn Steel Adopting Simple Intercritical Annealing. Metals. 2024; 14(2):144. https://doi.org/10.3390/met14020144
Chicago/Turabian StyleYu, Cansheng, Ning Zhao, Yu Mei, Weisen Zheng, Yanlin He, Lin Li, and Guo Yuan. 2024. "Microstructural Evolution and Mechanical Properties of V-Containing Medium-Mn Steel Adopting Simple Intercritical Annealing" Metals 14, no. 2: 144. https://doi.org/10.3390/met14020144