
Extraction of Sodium Tungstate from Tungsten Ore by Pyrometallurgical Smelting

1
Faculty of Materials Metallurgy and Chemistry, Jiangxi University of Science and Technology, Ganzhou 341000, China
2
International Institute for Innovation, Jiangxi University of Science and Technology, Nanchang 330013, China
*
Author to whom correspondence should be addressed.
Metals 2023, 13(2), 312; https://doi.org/10.3390/met13020312
Submission received: 28 December 2022
/
Revised: 27 January 2023
/
Accepted: 1 February 2023
/
Published: 3 February 2023
(This article belongs to the Special Issue Fundamentals of Advanced Pyrometallurgy)
Abstract
:Tungsten is one of the strategic metals produced from tungsten ores through sodium tungstate. The hydrometallurgical process is a common technology for extracting sodium tungstate from high-grade tungsten concentrates. The grade of tungsten ore is decreasing, and the mineral processing to produce a high-grade concentrate suitable for the hydrometallurgical process is becoming more difficult. It is desirable to develop a new technology to effectively recover tungsten from the complex low-grade tungsten ores. A fundamental study on the pyrometallurgical processing of wolframite was carried out through thermodynamic calculations and high-temperature experiments. The wolframite was reacted with Na2CO3 and SiO2 at 1050–1200 °C and then leached with water to obtain a sodium tungstate solution as a feed for the traditional process of APT (Ammonium paratungstate). The factors affecting the extraction rate of tungsten from wolframite were investigated in air and neutral atmosphere. The extraction rate of tungsten was found to increase with increasing Na2O content and decrease with increasing SiO2 addition and temperature. The extraction rate in argon was higher than that in air for wolframite.
1. Introduction
Tungsten is regarded as a strategic metal by many countries due to its properties and applications [1,2]. The most common tungsten minerals are wolframite (Fe,Mn)WO4 and scheelite CaWO4. The production of tungsten includes several steps: a mineral process to obtain over 50% WO3 concentrates from the ores containing 0.1–1% WO3, leaching from the concentrates to obtain sodium tungstate, conversion and precipitation of intermediate tungsten compound ammonium paratungstate (APT), calcination of APT to obtain WO3 and reduction of WO3 at high temperature to obtain tungsten metal powder, which is used for the production of tungsten carbide or other W-containing alloys [3,4,5,6]. Tungsten ore is considered as one of the critical minerals due to itseconomic importance and short supply [7]. It is important to use the critical minerals efficiently by maximizing the recovery rate during extraction. The overall recovery rate of tungsten includes the recovery rates during mineral processing and leaching. The recovery rate of leaching tungsten concentrates relies on their WO3 content. High-grade concentrate can result in a higher recovery rate of leaching. In recent years, the quality of the tungsten ores has been changed significantly with excessive exploitation [8]. In order to obtain high-grade tungsten concentrate, the recovery rate during mineral processing has to be reduced, which will decrease the overall recovery rate of tungsten from the ores [9,10]. On the other hand, different conditions are used for leaching of wolframite or scheelite. Mixed ores are becoming the major source of tungsten, which makes beneficiation and leaching more difficult [11,12]. A number of leaching techniques have been developed to improve the recovery rate for the complex tungsten concentrates [13,14,15]. However, these hydrometallurgical processes still have to treat high-grade concentrate to achieve a high recovery rate.
Recent studies on phase equilibria of the Na2O-WO3 and Na2O-SiO2-WO3 systems show that several compounds, including Na2WO4, Na2W4O13 and Na2W6O19, can be formed at high temperature, and they are insoluble with the sodium silicate slag [16,17]. These studies provide a base for pyrometallurgical processing of tungsten ores, as more intensive reaction conditions can be obtained compared to the hydrometallurgical process. The aim of this study is to explore the possibility of recovering tungsten from the ore through a high-temperature process.
2. Experimental Methods and Materials
The materials used in high-temperature extraction of tungsten included wolframite concentrate, analytical sodium carbonate (Na2CO3) and silicon dioxide (SiO2). The chemical composition of the wolframite concentrate used in the present study is shown in Table 1. The concentrate mainly contained WO3, FeO and MnO, with small amounts of CaO, SiO2 and sulfur. The concentrate was dried at 120 °C for 24 h and ground for the experiments. An amount of 10 g concentrate was mixed with the required sodium carbonate and silicon dioxide in an agate mortar. Well-mixed samples were pelletized and placed in an alumina crucible. The conditions of the high-temperature experiments are shown in Table 2. Experiments 1–4 investigated the effect of Na2CO3 on the extraction rate of wolframite. Note that Na2O is an effective component at high temperature as a result of Na2CO3 decomposition. Experiments 5–7 compared the effect of the reaction time, and experiments 8–10 looked at the effect of SiO2 on the extraction rate of wolframite. The iron from wolframite can be Fe2+ or Fe3+ during a high-temperature process. Experiments 11–14 were carried out in argon gas at different Na2CO3 additions.
The experiments in air were carried out in a muffle furnace. The samples were cooled down in the furnace after the reaction time, as shown in Table 2. The experiments in argon were carried out in a sealed vertical tube furnace similar to the one described in previous studies [16,17]. The crucible with the sample was initially suspended on a Mo wire at the bottom end of the furnace. After the furnace was flashed by 400 mL/min Ar gas flow for 30 min, the sample was raised to the hot zone of the furnace. After the reaction, the sample was lowered to the bottom of the furnace and removed after cooling. The heated sample was ground and leached in water at 50 °C. The water to solid ratio was 5:1, and the mixture was stirred for 120 min before separating the sodium tungstate solution from the residue by filtration. The residue was analyzed by XRF (X-Ray Fluorescence), and the content of WO3 in the residue was used to evaluate the extraction rate of tungsten from the concentrate.
3. Results and Discussion
3.1. Thermodynamic Considerations of High-Temperature Reactions
FactSage 8.2 [18] is a powerful thermodynamic software and was used to predict high-temperature reactions in the present study. The composition of the wolframite given in Table 1 was used for thermodynamic calculations. The databases of “FactPS” and “FToxid” were used in the “Equilib” module. The solution phases selected in the calculations were “FToxide-SLAGA”, “FToxide-SPINC”, “FToxide-MeO_A” and “FToxide-OlivA” and “FToxide-Mull”.
Figure 1 shows the changes of the phases as a function of sodium oxide addition calculated by FactSage 8.2. SiO2 addition to 100 g wolframite is 30%, and the temperature is 1200 °C. As can be seen, wolframite decreases and sodium tungstate increases with increasing Na2O. With approximately 32% Na2O addition, all wolframite is decomposed and converted to Na2WO4. On the other hand, SiO2 only starts to react with the wolframite when Na2O addition is greater than 12%, as Na2O reacts with wolframite first. Na2O is an essential slag-forming component together with SiO2. With 16% Na2O addition, all SiO2 is dissolved into the liquid slag with the oxides of sodium, iron and manganese. More than 33% Na2O will only enter the silicate slag. Both Na2WO4 and the silicate slag are liquid at 1200 °C, which enables the products to be removed from the furnace easily. During the high-temperature reaction, other components from the concentrate, such as CaO and sulfur, are dissolved in the slag phase.
Figure 2 shows the effect of temperature on the decomposition of wolframite at 30 wt% SiO2 and various Na2O additions. It can be seen from Figure 2a that decomposition of wolframite increases with increasing temperature at a given Na2O addition. With 20% and 25% Na2O addition, the wolframite cannot be completely decomposed even at 1600 °C. With 30% and 35% Na2O addition, the wolframite can be completely decomposed at 1350 and 1080 °C, respectively. It can be seen from Figure 2b that, at a given Na2O and SiO2 addition, a minimum temperature is required to completely decompose the wolframite. For example, 32% Na2O is required to fully decompose the wolframite at 1200 °C, which is the case shown in Figure 1. In other words, the lowest temperature is required to completely decompose the wolframite at a given Na2O addition. For example, the temperature must be over 1350 °C to fully decompose the wolframite if 30% Na2O is added. Na2O has a much lower melting temperature (1132 °C) than other components. Sufficient Na2O can form liquid Na2WO4 and liquid slag Na2O-FeO-MnO-SiO2 to fully decompose the wolframite. If Na2O is not sufficient, a higher temperature is required to ensure the liquid slag Na2O-FeO-MnO-SiO2 is formed.
Wolframite can be decomposed with or without SiO2:
(Fe,Mn)WO4 + Na2O → Na2WO4 + FeO + MnO
(Fe,Mn)WO4 + Na2O + SiO2 → Na2WO4 + slag (Na2O-FeO-MnO-SiO2)
If SiO2 is not present, the FeO and MnO formed from decomposition of the wolframite may cover the surface of the remaining wolframite to stop further reaction between wolframite and Na2O. In contrast, SiO2 can react with Na2O, FeO and MnO to form a liquid slag, which can enhance the decomposition of wolframite. However, it can be seen from Reaction (2) that SiO2 can also consume Na2O to form a slag. Figure 3 shows the changes of the phase fractions as a function of SiO2 addition calculated by FactSage 8.2. At 1200 °C with 30% Na2O, Na2WO4 decreases and slag increases with increasing SiO2 addition. However, when SiO2 exceeds 21%, wolframite starts to appear. SiO2 is a stronger acidic oxide than WO3. Strong basic oxide Na2O first reacts with SiO2. When the Na2O addition is fixed, more SiO2 addition consumes Na2O to form a slag first. The remaining Na2O is not sufficient to fully decompose the wolframite. A certain amount of SiO2 is necessary to form a liquid slag with FeO, MnO and Na2O. Excess SiO2 will consume more Na2O and influence the decomposition of wolframite.
3.2. Experimental Results
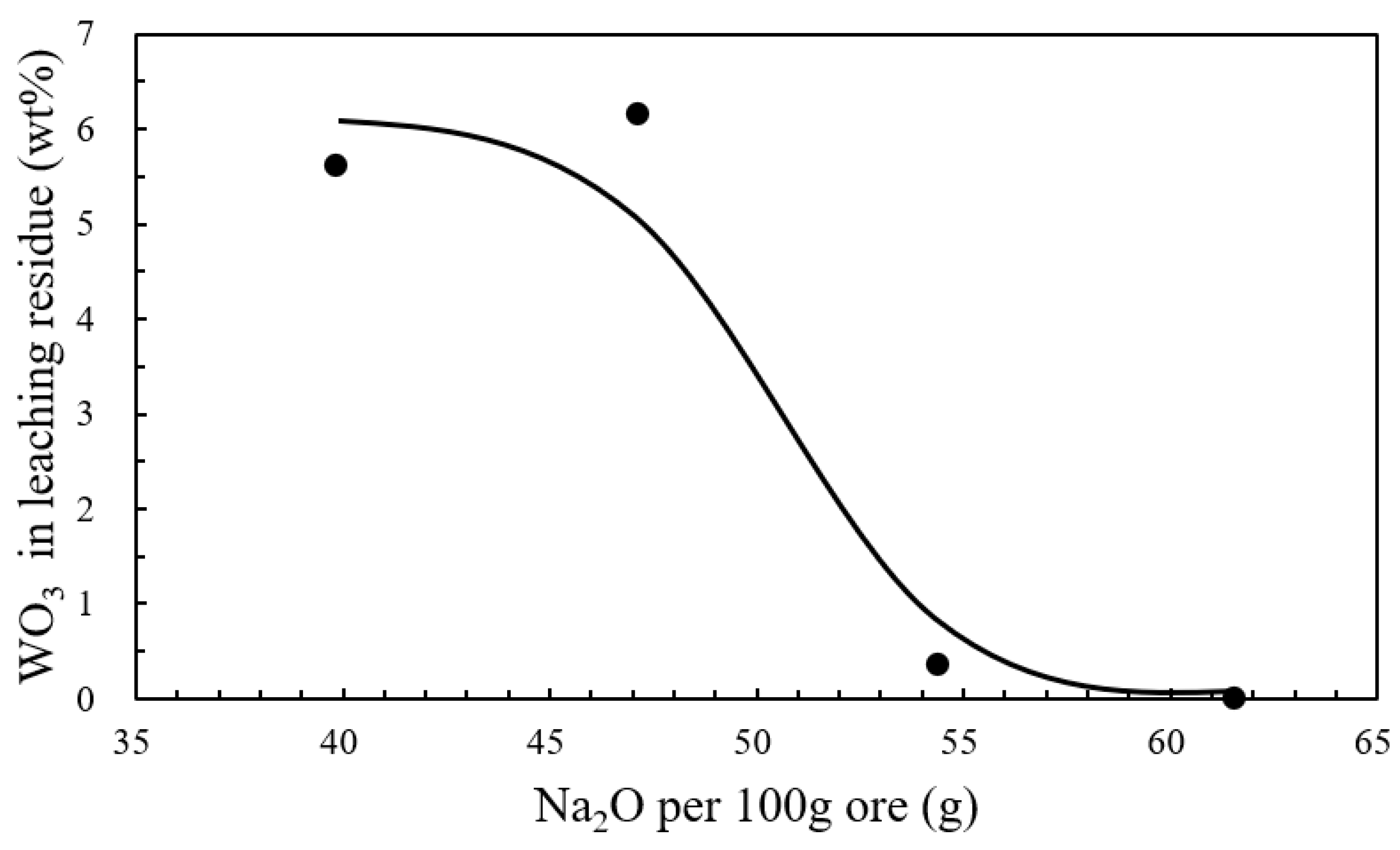
High-temperature experiments were carried out to evaluate the effects of Na2O addition, SiO2 addition, temperature and oxygen partial pressure on the extraction rate of tungsten from wolframite. The melted samples were leached with water, and the leaching residue was analyzed by XRF. The remaining WO3 concentration in the leaching residue is used to represent the extraction rate. High WO3 in the residue means low extraction rate. Figure 4 shows the effect of Na2O on the WO3 in the leaching residue in air. An amount of 30% SiO2 was added, and the temperature was 1200 °C. It can be seen that WO3 in the leaching residue decreases with the increase in Na2O addition. When the Na2O addition is higher than 58.5%, the WO3 in the leaching residue is 0.36%, which is much lower than that (>1%) in the conventional hydrometallurgical process [19]. The experimental results confirmed the trend predicted by FactSage 8.2, as shown in Figure 1. However, the actual Na2O required to fully decompose the wolframite is much higher than the predictions. This indicates that the thermodynamic database for a WO3-containing system needs to be improved.
Figure 5 shows the experimental results on the effect of SiO2. As can be seen in the figure, the WO3 in the leaching residue increases with the increase in SiO2, which confirms the trend predicted by FactSage, as shown in Figure 3. Too much SiO2 consumed more Na2O; the remaining Na2O was not sufficient to fully decompose the wolframite.
Figure 6 shows the effect of temperatures on the remaining WO3 in the leaching residue with additions of Na2O and SiO2 at 39.8% and 40%, respectively. It can be seen in the figure that within the range of 1050–1200 °C, WO3 in the leaching residue increases with increasing temperature. This can be explained by the solubility of WO3 in the slag. It seems that the solubility of WO3 in the silicate slag increases with increasing temperature. The WO3 dissolved in the silicate slag cannot be leached with water. In the current FactSage database, WO3 is not included in the slag phase, and the solubility of WO3 in the slag cannot be predicted.
Reaction (2) shows the decomposition of wolframite without a variation in the valence state. Iron is initially present in the wolframite as Fe2+, which can be oxidized to Fe3+ in air. The above discussions focus on the reactions in air. Figure 7 shows the decomposition of wolframite by Na2O in argon at 1200 °C, as predicted by FactSage 8.2. The general trend of the reactions in argon is similar to those in air, as shown in Figure 1. However, it can be seen that the Na2O required to fully decompose wolframite is 30%, which is lower than that in air (30%).
A series of experiments were conducted in argon gas for comparison with those in air. Under the neutral gas flow, iron is present as Fe2+, which is the same as in the wolframite. It can be seen in Figure 8 that WO3 in the leaching residue is 0.22% with 54% Na2O addition. If the Na2O addition is more than 58%, the WO3 in the leaching residue approaches zero, and the recovery of WO3 is almost 100%. It is easy to decompose wolframite under reducing conditions.
4. Conclusions
Thermodynamic calculations and high-temperature experiments confirmed that WO3 can be effectively recovered from wolframite by the pyrometallurgical process. The recovery of tungsten from wolframite is much higher than that in the conventional process. SiO2 can form liquid slag with the oxides of iron, manganese and sodium to enhance the decomposition of wolframite. However, excess SiO2 consumes Na2O and reduces the decomposition rate. High Na2O addition and low temperature are beneficial for maximizing the recovery of tungsten. It is easy to decompose wolframite under reducing conditions where iron is present as Fe2+.
Author Contributions
Conceptualization, B.Z.; methodology, B.Z. and L.X.; Experiments, L.X.; writing—original draft preparation, L.X.; writing—review and editing, B.Z.; supervision, B.Z.; project administration, B.Z. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Tkaczyk, A.H.; Bartl, A.; Amato, A.; Lapkovskis, V.; Petranikova, M. Sustainability evaluation of essential critical raw materials: Cobalt, niobium, tungsten and rare earth elements. J. Phys. D Appl. Phys. 2018, 51, 203001. [Google Scholar] [CrossRef]
- Li, X.Y.; Ye, Y.Q.; Zhang, F.L.; Wang, D. Recommended Management Strategies and Resources Status of Chinese Tungsten in the New Period. Mod. Min. 2018, 34, 25–28. [Google Scholar]
- Kvashnin, A.G.; Tantardini, C.; Zakaryan, H.A.; Kvashnina, Y.A.; Oganov, A.R. Computational Search for New W–Mo–B Compounds. Chem. Mater. 2020, 32, 7028–7035. [Google Scholar] [CrossRef]
- Pak, A.Y.; Shanenkov, I.I.; Mamontov, G.Y.; Kokorina, A.I. Vacuumless synthesis of tungsten carbide in a self-shielding atmospheric plasma of DC arc discharge. Int. J. Refract. Met. Hard Mater. 2020, 93, 105343. [Google Scholar] [CrossRef]
- Kvashnin, A.G.; Rybkovskiy, D.V.; Filonenko, V.P.; Bugakov, V.I.; Zibrov, I.P.; Brazhkin, V.V.; Oganov, A.R.; Osiptsov, A.A.; Zakirov, A.Y. WB5−x: Synthesis, Properties, and Crystal Structure—New Insights into the Long-Debated Compound. Adv. Sci. 2020, 7, 2000775. [Google Scholar] [CrossRef] [PubMed]
- Kvashnin, A.G.; Allahyari, Z.; Oganov, A.R. Computational discovery of hard and superhard materials. J. Appl. Phys. 2019, 126, 040901. [Google Scholar] [CrossRef]
- Geoscience Australia. Available online: https://www.ga.gov.au/about/projects/resources/critical-minerals (accessed on 22 December 2022).
- Gao, Y.D. The characteristics and research advances of mineral processing technologies of Chinese tungsten resources. China Tungsten Ind. 2016, 31, 35–39. [Google Scholar]
- Zhao, Z.W.; Sun, F.L.; Yang, J.H.; Fang, Q.; Jiang, W.W.; Liu, X.H.; Chen, X.Y.; Li, J.T. Status and prospect for tungsten resources, technologies and industrial development in China. Trans. Nonferrous Met. Soc. China 2019, 29, 1902–1916. [Google Scholar]
- Rao, N.K. Beneficiation of tungsten ores in India: A review. Bull. Mater. Sci. 1996, 19, 201–205. [Google Scholar]
- Yao, Z.G. Research on NaF autoclave process for scheelite leaching. China Tungsten Ind. 1999, 14, 167–170. [Google Scholar]
- Zhang, W.J.; Wen, P.C.; Xia, L.; Chen, J.; Che, J.Y.; Wang, C.Y.; Ma, B.Z. Understanding the role of hydrogen peroxide in sulfuric acid system for leaching low-grade scheelite from the perspective of phase transformation and kinetics. Sep. Purif. Technol. 2021, 277, 119407. [Google Scholar] [CrossRef]
- Johansson, Ö.; Pamidi, T.; Shankar, V. Extraction of tungsten from scheelite using hydrodynamic and acoustic cavitation. Ultrason. Sonochem. 2020, 71, 105408. [Google Scholar] [CrossRef] [PubMed]
- Sun, P.M.; Li, H.G.; Li, Y.J.; Zhao, Z.W.; Huo, G.S.; Sun, Z.M.; Liu, M.S. Decomposing scheelite and scheelite-wolframite mixed concentrate by caustic soda digestion. J. Cent. South Univ. Technol. 2003, 10, 297–300. [Google Scholar] [CrossRef]
- Zhao, Z.W.; Li, J.T.; Wang, S.B.; Li, H.G.; Liu, M.S.; Sun, P.M.; Li, Y.J. Extracting tungsten from scheelite concentrate with caustic soda by autoclaving process. Hydrometallurgy 2011, 108, 152–156. [Google Scholar] [CrossRef]
- Zhao, B.J.; Su, K.; Ma, X.D. Phase Equilibria in the Na2O-WO3 System. Ceram. Int. 2022, 48, 15098–15104. [Google Scholar] [CrossRef]
- Zhao, B.J.; Su, K.; Ma, X.D. Experimental Determination of Phase Equilibria in the Na2O-SiO2-WO3 System. Metals 2021, 11, 2014. [Google Scholar] [CrossRef]
- Bale, C.W.; Bélisle, E.; Chartrand, P.; Decterov, S.A.; Eriksson, G.; Gheribi, A.E.; Hack, K.; Jung, I.H.; Kang, Y.B.; Melançon, J.; et al. FactSage thermodynamic software and databases 2010–2016. Calphad 2016, 55, 1–19. [Google Scholar] [CrossRef]
- Wang, X.; Ma, X.D.; Liao, C.F.; Zhao, B.J. High Temperature Processing of Tungsten Slag. In 11th International Symposium on High-Temperature Metallurgical Processing; Peng, Z., Hwang, J.Y., Downey, J.P., Gregurek, D., Zhao, B.J., Yucel, O., Keskinkilic, E., Jiang, T., White, J.F., Mahmoud, M.M., Eds.; Springer International Publishing: Berlin/Heidelberg, Germany, 2020; pp. 289–294. ISBN 978-3030365394. [Google Scholar]
Figure 1.
Changes of the phases with the increase in Na2O content in air at 1200 °C with 30% SiO2, calculated by FactSage 8.2.
Figure 1.
Changes of the phases with the increase in Na2O content in air at 1200 °C with 30% SiO2, calculated by FactSage 8.2.

Figure 2.
Effects of temperature and Na2O on undecomposed wolframite with 30 wt% SiO2, calculated by FactSage 8.2, (a) effect of temperature and Na2O on undecomposed wolframite, (b) lowest decomposition temperature corresponding to Na2O addition.
Figure 2.
Effects of temperature and Na2O on undecomposed wolframite with 30 wt% SiO2, calculated by FactSage 8.2, (a) effect of temperature and Na2O on undecomposed wolframite, (b) lowest decomposition temperature corresponding to Na2O addition.

Figure 3.
Effect of SiO2 addition on phase fractions in air at 1200 °C with 30% Na2O, calculated by FactSage 8.2.
Figure 3.
Effect of SiO2 addition on phase fractions in air at 1200 °C with 30% Na2O, calculated by FactSage 8.2.
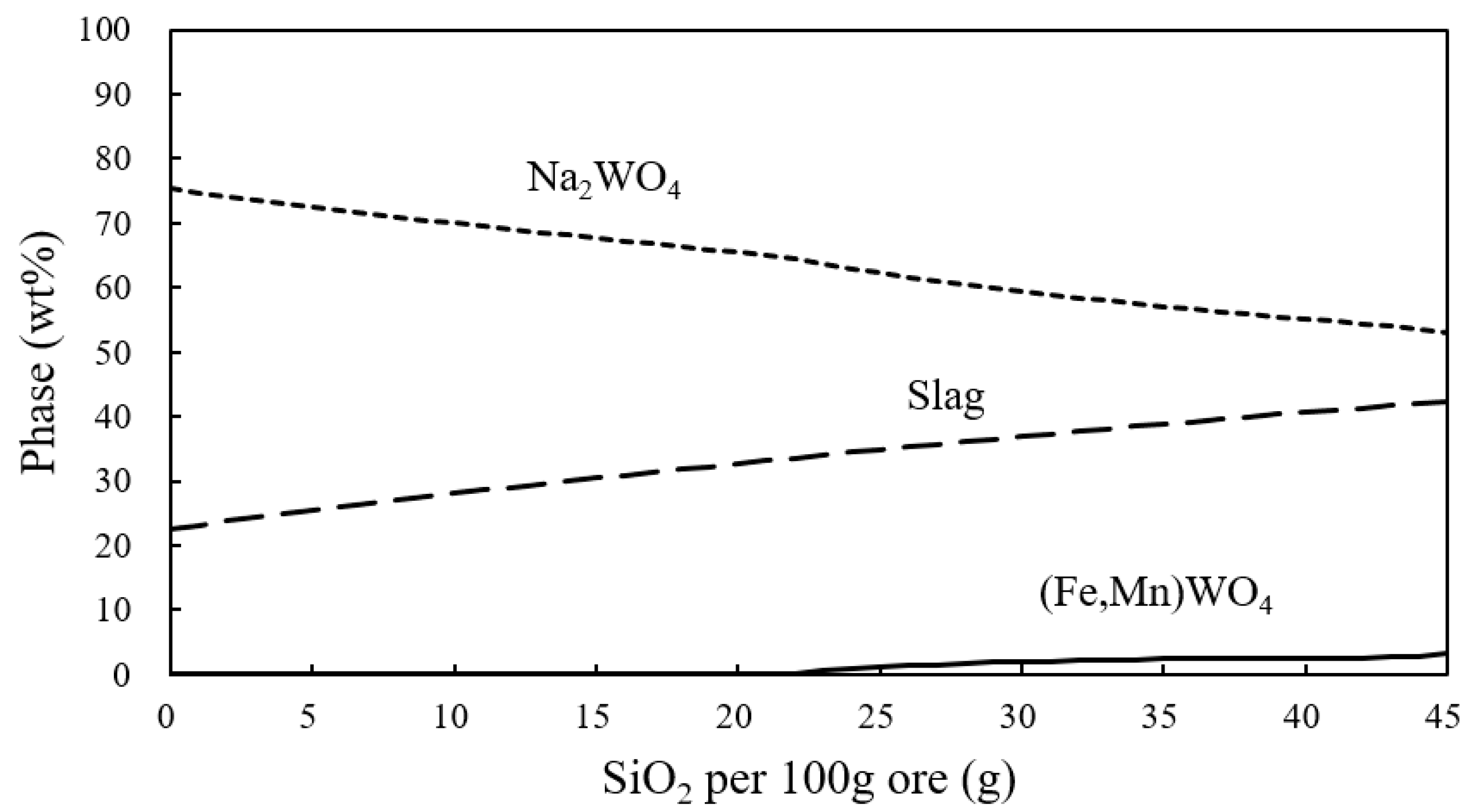
Figure 4.
Effect of Na2O on WO3 content in leaching residue at 1200 °C in air with 30% SiO2.
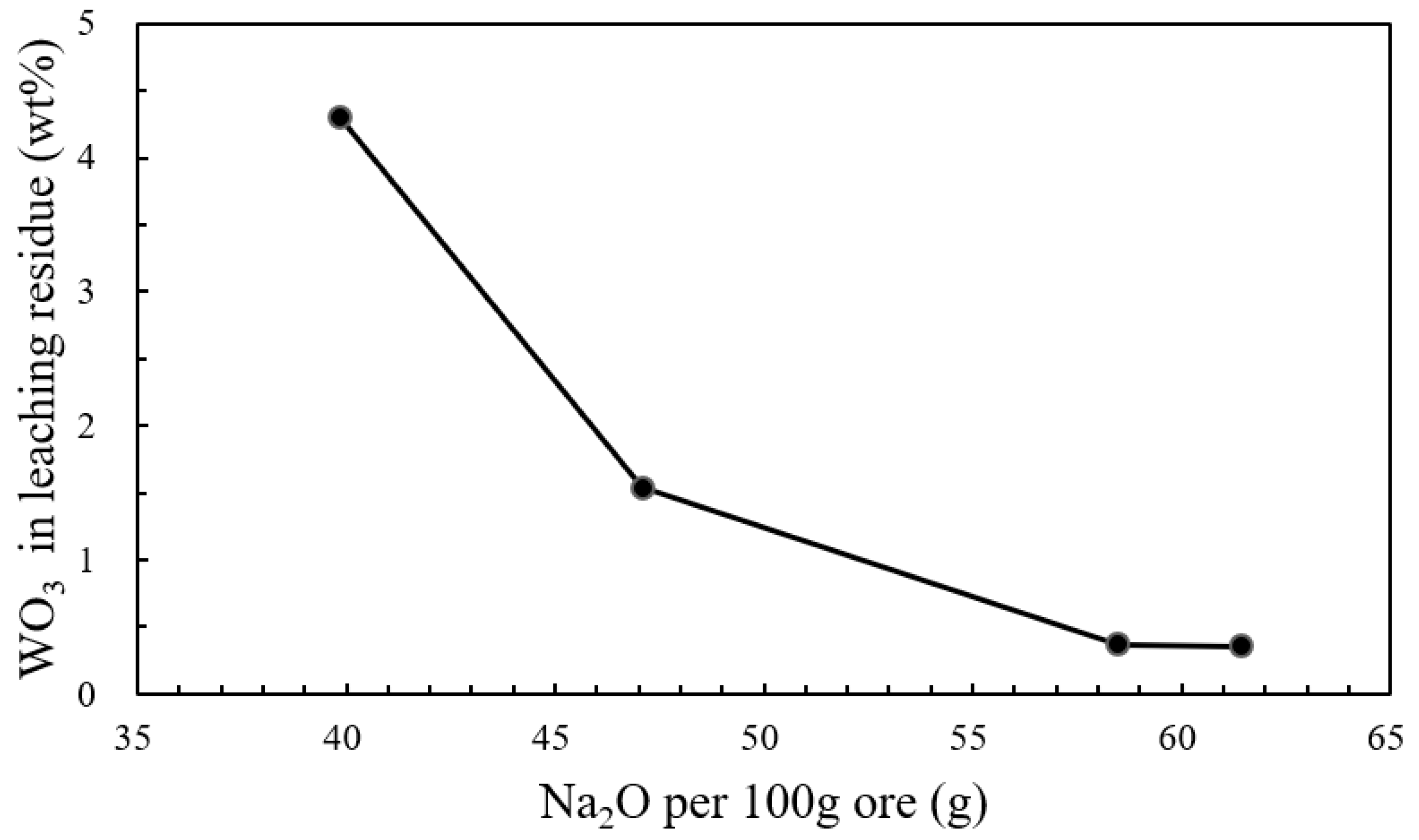
Figure 5.
Effect of SiO2 on WO3 in leaching residue at 1200 °C in air with 54.3% Na2O.
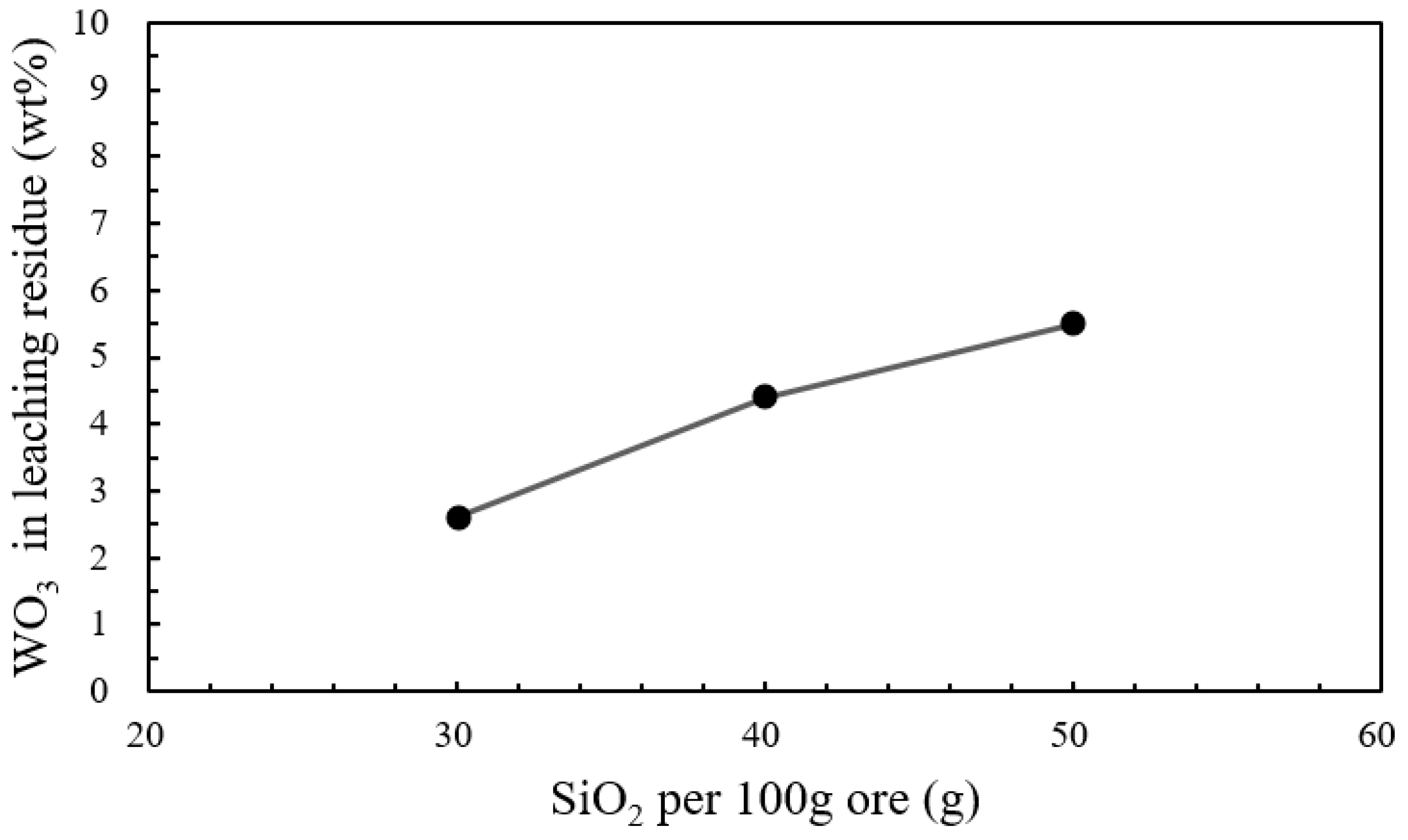
Figure 6.
Effect of temperature on WO3 in leaching residue in air with 39.83% Na2O and 40% SiO2.

Figure 7.
Changes of phases with the increase in Na2O addition in argon at 1200 °C, calculated by FactSage 8.2.
Figure 7.
Changes of phases with the increase in Na2O addition in argon at 1200 °C, calculated by FactSage 8.2.
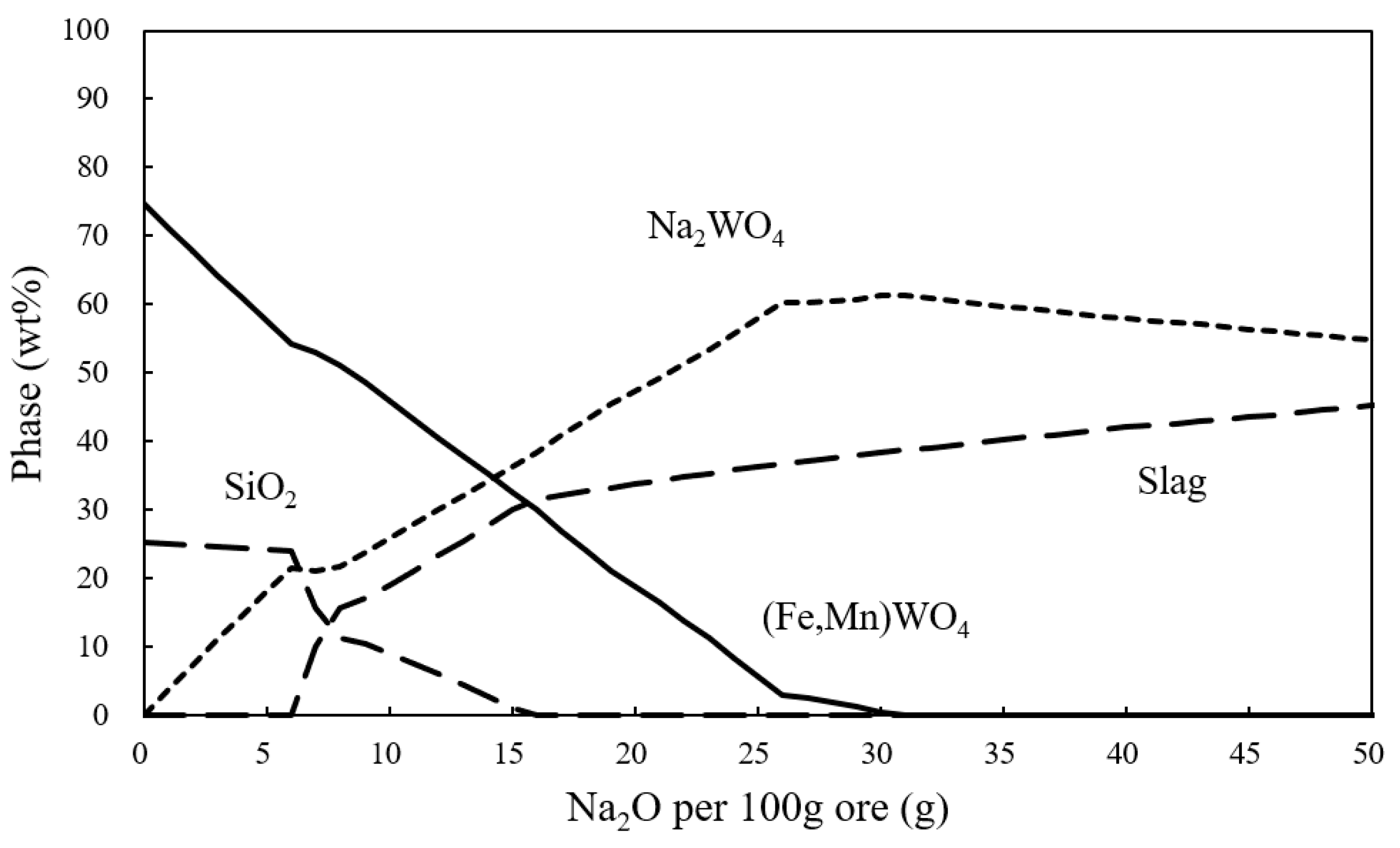
Figure 8.
Effect of Na2O on WO3 in leaching residue at 1200 °C in argon with 30% SiO2.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
The composition of wolframite concentrate analyzed by XRF (wt%).
| Wolframite | WO3 | CaO | FeO | MnO | SiO2 | S |
|---|---|---|---|---|---|---|
| wt% | 78.04 | 1.06 | 10.69 | 7.88 | 1.73 | 0.61 |
Table 2.
Experimental conditions for high-temperature processing of wolframite concentrate.
| Exp No | Ore (g) | Temp (°C) | Time (min) | Na2CO3 (g) | SiO2 (g) | Atmosphere |
|---|---|---|---|---|---|---|
| 1 | 10 | 1200 | 60 | 10.5 | 3 | Air |
| 2 | 10 | 1200 | 60 | 10 | 3 | Air |
| 3 | 10 | 1200 | 60 | 8.05 | 3 | Air |
| 4 | 10 | 1200 | 60 | 6.81 | 3 | Air |
| 5 | 10 | 1050 | 60 | 6.81 | 4 | Air |
| 6 | 10 | 1100 | 60 | 6.81 | 4 | Air |
| 7 | 10 | 1200 | 60 | 6.81 | 4 | Air |
| 8 | 10 | 1200 | 60 | 9.29 | 3 | Air |
| 9 | 10 | 1200 | 60 | 9.29 | 4 | Air |
| 10 | 10 | 1200 | 60 | 9.29 | 5 | Air |
| 11 | 10 | 1200 | 60 | 10.52 | 3 | Ar |
| 12 | 10 | 1200 | 60 | 9.29 | 3 | Ar |
| 13 | 10 | 1200 | 60 | 8.05 | 3 | Ar |
| 14 | 10 | 1200 | 60 | 6.81 | 3 | Ar |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Xu, L.; Zhao, B. Extraction of Sodium Tungstate from Tungsten Ore by Pyrometallurgical Smelting. Metals 2023, 13, 312. https://doi.org/10.3390/met13020312
AMA Style
Xu L, Zhao B. Extraction of Sodium Tungstate from Tungsten Ore by Pyrometallurgical Smelting. Metals. 2023; 13(2):312. https://doi.org/10.3390/met13020312
Chicago/Turabian StyleXu, Liqiang, and Baojun Zhao. 2023. "Extraction of Sodium Tungstate from Tungsten Ore by Pyrometallurgical Smelting" Metals 13, no. 2: 312. https://doi.org/10.3390/met13020312
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.