
Weld Formation, Microstructure Evolution and Mechanical Property of Laser-Arc Hybrid Welded AZ31B Magnesium Alloy

1
College of Mechanics and Materials, Hohai University, Nanjing 211100, China
2
College of Mechanical and Electrical Engineering, Hohai University, Changzhou 213022, China
*
Authors to whom correspondence should be addressed.
Metals 2022, 12(4), 696; https://doi.org/10.3390/met12040696
Submission received: 24 March 2022
/
Revised: 14 April 2022
/
Accepted: 15 April 2022
/
Published: 18 April 2022
(This article belongs to the Special Issue Heat Treatment and Forming of Magnesium and Aluminum Alloys)
Abstract
:Laser-arc hybrid welding of AZ31B magnesium alloy was carried out in this paper, and the effects of welding parameters (laser power, welding speed, welding current) on weld formation, microstructure evolution and mechanical property were studied. The results showed that laser-arc hybrid welding can inhibit the undercut defect during laser welding on the one hand, and enhance the arc stability on the other hand. The penetration depth and width showed no significant relation with the total heat input, but were linear related to the laser heat input and the arc heat input, respectively. The average grain size of the equiaxed grains was closely related to the heat input. The higher the heat input was, the larger the grains. The optimized welding parameters were laser power of 3.5 kW, welding speed of 1.8 m/min and welding current of 100 A. In this case, the weld was free of undercut and pores, and the tensile strength and elongation rate reached 190 MPa and 12%, respectively.
1. Introduction
Due to low density, high specific strength, stiffness and shock absorption, magnesium (Mg) alloy is one of the most favored materials to achieve energy conservation and emission reduction [1,2,3]. However, the weldability of Mg alloys is poor because of low boiling point, high vapor pressure and strong chemical activity.
Generally, Mg alloys are joined by friction stir welding, arc welding and laser welding. During friction stir welding, the processing temperature is low and the Mg is in the solid state; this is beneficial to improve the weldability of Mg alloys by reducing the forming tendency of pores and inclusions [4,5,6,7,8], which is also a problem in fusion joining of Al-alloys [9,10]. However, the application in Mg alloys is limited, due to low efficiency and strict clamping accuracy. Metal insert gas (MIG) welding is one of the most used arc welding methods for industrial manufacturing, which can reduce the welding defects by filling of the wires. However, spatter formation is hard to avoid because of the low boiling point and high vapor pressure of the Mg alloy, plus the arc stability is poor and the weld grains are coarse due to large heat input [11,12]. Though arc stability can be improved by employing the variable polarity method [13], low efficiency is still the obstacle for application.
Laser welding has advantages of high energy density and low heat input, which is promising to obtain an excellent weld of Mg alloys with a high aspect ratio and narrow heat-affected zone, as one of the most concerned methods for the welding of Mg alloys [14,15,16]. The heat-affected zone of the laser-welded Mg alloys can almost be ignored, and the grains are fine within the fusion zone, which is mainly composed of α-Mg and eutectic structure of Mg17Al12 [17,18]. However, the welding stability and weld formation are poor because of element loss of Mg and Zn when the Mg alloys are irradiated by the high-energy laser, which also limits the application of laser welding in Mg alloys.
By combining the laser source and arc source, laser-arc hybrid welding can obtain a higher efficiency. Arc stability and the arc root drift can be improved by the attraction of the laser and arc [19,20,21], and a lower energy is needed for penetration. Moreover, the weld formation and quality can also be improved by the filling of wires, although relatively studies have been done [22,23] and systematic analyze on weld formation, microstructure and mechanical properties is lacking. Thus, laser-arc hybrid welding of AZ31B Mg alloy was carried out in this paper, the processing characteristics and weld formation were analyzed, and the microstructure and mechanical properties were discussed, which is beneficial to deepen the understanding of laser-arc hybrid welding of Mg alloys.
2. Materials and Methods
The base metal was an AZ31B magnesium (Mg) alloy with thickness of 12 mm and 7 mm, length of 200 mm and width of 100 mm. The filler metal was AZ31B magnesium wire with diameter of 1.2 mm, with chemical compositions shown in Table 1. Before welding, the sheet surface was steel brushed to remove the oxidation layer and cleaned by ethanol. The sheets with thickness of 12 mm were clamped for bead on plate welding, while those with thickness of 7 mm were clamped for butt welding.
The laser-arc hybrid welding system consists of a laser source, a robot and an arc source, as shown in Figure 1. Parameters of arc welding and laser welding for comparison were listed in Table 2, and the detailed parameters for laser-arc hybrid welding were listed in Table 3. During laser-arc hybrid welding, a laser-leading mode with the laser at the front and the arc at the behind was employed. The angle between the arc torch and the horizontal plane was 55°, the wire extension was 12 mm, and the distance between the wire and the laser on the sheet surface was 2 mm. Ar was employed as a protecting gas with flow rate of 25 L/min. During welding, a high-speed camera was used to observe the plasma, with an acquisition rate of 4000 frames.
After welding, the surface appearance was recorded by camera, and the metallographic samples and tensile samples were prepared. The metallographic samples were, firstly, chemically polished with a solution containing glycerinum of 20 mL, hydrochloric acid of 2 mL, nitric acid of 3 mL and acetic acid of 5 mL. Then, the samples were chemically etched with solution containing 1 g of oxalic acid, 1 mL of acetic acid, 1 mL of nitric acid and 150 mL of deionized water. The cross-sectional morphologies were observed by optical microscope finally. The grain size of the equiaxed grains within the weld microstructures was obtained using Image J software, which was calculated as equivalent diameter, and the result was the average value from 5 images. The schematic diagram of the tensile samples was shown in Figure 2. The tensile test was carried out with loading rate of 0.5 mm/min, and the fracture surfaces were observed by a scanning electron microscope.
3. Results and Discussions
3.1. Comparison of Welding Processes
As shown in Figure 3, welding plasma was observed during arc welding and laser-arc hybrid welding. It was found that the arc column was distributed along the wire axis during arc welding. Due to the high vapor pressure of the magnesium alloy, the arc column fluctuated due to unstable burning of the filler wire. During laser-arc hybrid welding, a keyhole was induced within the base material by the laser beam with high energy density, and the plasma with abundant ions and electrons was then formed on the sheet surface, due to the eruption of the metallic vapor forming the keyhole. The laser plasma could provide cathode spots and attract the arc column, which promoted the formation of electric channel between the laser plasma and the arc column. In this case, the arc column was easily attracted by the introduced laser, compressed by the electric channel and more concentrated, which enhanced the arc stability.
The surface and cross-sectional morphologies of the arc weld, laser weld and laser-arc hybrid weld of AZ31B Mg alloy were shown in Figure 4. For the arc weld, the weld surface was discontinuous, and there was nearly no penetration depth with the filler wires accumulated on the sheet surface. The penetration depth of the laser weld was large, but defects of undercut and pores occurred easily. Relatively, the laser-arc hybrid weld was composed of a wide upper arc zone and a narrow lower laser zone, with continuous and full filling on the surface as well as eliminated pores within the cross-section.
Due to the low density of the Mg alloys, the gravity promoting the droplet transfer was small, and a larger electromagnetic force was needed to achieve droplet transfer during MIG arc welding; the current density of the anode spot on the drop surface was then enlarged, which accelerated the evaporation of the drops, and the droplet transfer was hindered. Moreover, the vapor pressure increased rapidly due to the low boiling point of the Mg alloy, so an explosion of the drops then easily occurred even with slight overheating, which promoted the spatter formation and arc interruption [24]. Thus, the welding stability of the arc welding was poor, and a continuous weld was difficult to form. During laser welding, the elements of Mg and Zn with a low boiling point were easily evaporated by the high-energy laser beam, which induced an obvious undercut defect. Relatively, the electrical resistivity of the laser plasma was low during laser-arc hybrid welding, as a larger current density can be loaded for the hybrid plasma with a higher energy density and penetration ability for the arc. It should be noted that pore inhibition was also obtained for laser-arc hybrid welding, due to a larger volume and slower cooling rate compared with laser welding, ensuring enough time for the pores to escape from the molten pool.
3.2. Weld Formation for Laser-Arc Hybrid Welding
3.2.1. Macro-Morphologies of the Surface and Cross-Sectional Weld
As shown in Figure 5, under the given welding speed of 1.8 m/min and welding current of 100 A, all the welds were continuous and uniform, while the density of the perlage at the weld surface decreased with the laser power increasing from 3 kW to 5 kW. Specifically, local collapse occurred with the laser power ranging between 4.5 kW and 5 kW because of excessive energy. In this case, the laser energy entering the inner sheet was unstable, due to strong metallic vapor, which causes spatter formation and decreased welding stability.
Under the given laser power of 4 kW and welding current of 100 A, it was found that whether the welding speed excessive high or low, the weld formation was poor. On one hand, the heat input was excessive with low welding speed, so it was difficult for the molten metal was to be held up by the surface tension, which induced local collapse. On the other hand, the arc stability decreased at a high welding speed, which deteriorated the weld formation.
Under the given laser power of 4 kW and welding speed of 1.8 m/min, the welds were widened with an increase in the welding current. Moreover, some spatters were visible because of poor arc stability with a welding current of 50 A, while overheating induced explosion of the molten drops occurred with a welding current of 150 A, due to excessive arc power.
As shown in Figure 6 and Figure 7, the cross-sectional morphologies were acceptable without the undercut defect. Under the given welding speed of 1.8 m/min and welding current of 100 A, the penetration depth and width were similar at 6.5 mm with laser power of 3 kW, and increased to 10.7 mm and 7.9 mm with the laser power increased to 5 kW, respectively. For each increase of l kW of laser power, the penetration depth and width increased 2.1 mm and 0.65 mm, respectively, with a more significant effect on penetration depth. Though the penetration depth achieved the largest at a laser power of 5 kW, the upper surface was underfilled, which may be related to element loss with excessive laser energy.
Under the given laser power of 4 kW and welding current of 100 A, the penetration depth and width were similar at 10.3 mm with welding speed of 1.2 m/min, and decreased to 7.9 mm and 6.4 mm with the welding speed increased to 2.4 m/min, respectively. With an increase in welding speed, the energy entering the inner sheet decreased, with a weakened penetration depth, while the penetration width decreased because of a reduced function area of the arc on the sheet surface. For each increase of 0.3 m/min in welding speed, the penetration depth and width decreased 0.65 mm and 0.9 mm, respectively, with a more significant effect on penetration width.
Under the given laser power of 4 kW and welding speed of 1.8 m/min, the penetration depth almost kept at about 9 mm, while the penetration width increased from 5.6 mm to 9.6 mm when the welding current increased from 50 A to 150 A. For each increase of 25 A of welding current, the penetration width increased about 1 mm, due to a larger function area of the arc on the sheet surface. Generally, the coupling of the laser and arc was enhanced by increasing the welding current, which was beneficial for penetration depth. However, the arc stability was weakened due to overheating of the molten drops at excessive welding current, and the laser-arc interaction was actually decreased because of a smaller difference in electron density between the laser plasma and arc column. Thus, the penetration depth was insusceptible to the welding current.
3.2.2. Relationship between Heat Input and Weld Formation
Generally, the penetration depth and width were closely related to the heat input (H, calculated by Equation (1), [25]), which was not suited for laser-arc hybrid welding of Mg alloy in this study, as shown in Figure 8a. Considering that penetration ability was mainly dependent on the keyhole formed by the laser, and the penetration width was closely related to the spreading of the filler wire by the arc, laser heat input (HL) and arc heat input (HA) were proposed, which can be calculated by Equations (2) and (3), respectively. Then, new relations were established, as shown in Figure 8b,c. It can be found that the penetration depth and width were linear related to HL and HA, respectively. For each increase of 500 J/cm of the HL and HA, the depth and width increased about 1.8 mm and 2.7 mm, respectively.
where, the H, HL and HA were total heat input, laser heat input and arc heat input, respectively. P was laser power, U was welding voltage, I was welding current and v was welding speed.
3.3. Microstructure Evolutions
Considering the interaction of the laser source and arc source as well as the filler wire matched with the base metal in this study, the microstructure evolution within the upper arc zone were more significant compared with the laser zone. Thus, the microstructure characteristics at the center of the wide upper arc zone on the cross-sectional samples were compared. As shown in Figure 9, equiaxed grains with a snowflake shape existed within the center of the arc zone for all the welds, since the dendritic structure tended to grow up along the close-packed direction according to the hexagonal structure of the Mg alloy.
With laser power increased from 3 kW to 5 kW, the average size of the equiaxed grains increased from 25 μm to 50 μm, with the quantity reduced. The average grain size also reached about 48 μm at a welding speed of 1.2 m/min, which was kept at 35 μm with the welding speed ranging between 1.5 m/min and 2.1 m/min, and, finally, decreased to about 28 μm with the welding speed further increased to 2.4 m/min. Relatively, the welding current showed a smaller effect on grain size, as the grain size increased from 30 μm to 36 μm when the welding current increased from 50 A to 150 A. Overall, the grain size of the equiaxed grains was closely related to the heat input. The larger the heat input was, the lower the cooling rate of the molten pool, which induced adequate time for the growth of the grains.
3.4. Weld Tensile Properties
As shown in Figure 10, under the given welding speed of 1.8 m/min and welding current of 100 A, tensile strength decreased from 185 MPa to 150 MPa with the laser power increased from 3 kW to 5 kW, while the elongation rate remained at 12% when the laser power was between 3 kW and 4 kW, decreasing to 5% when the laser power increased to 5 kW. Under the given laser power of 4 kW and welding current of 100 A, tensile strength and elongation rate remained at 180 MPa and 12% with the welding speed below 2.1 m/min, and dramatically decreased to 145 MPa and 4%, respectively, when the welding speed reached 2.4 m/min. Under the given laser power of 4 kW and welding speed of 1.8 m/min, the elongation rate decreased from 12% to 6.5% when the welding current increased from 50 A to 150 A, while the tensile strength remained at 170 MPa when the welding current was below 125 A, decreasing to 150 MPa when the welding current increased to 150 A. Overall, the tensile strength and elongation rate decreased with an increase in laser energy or arc energy, which also deteriorated at a high welding speed because of a lack of filling.
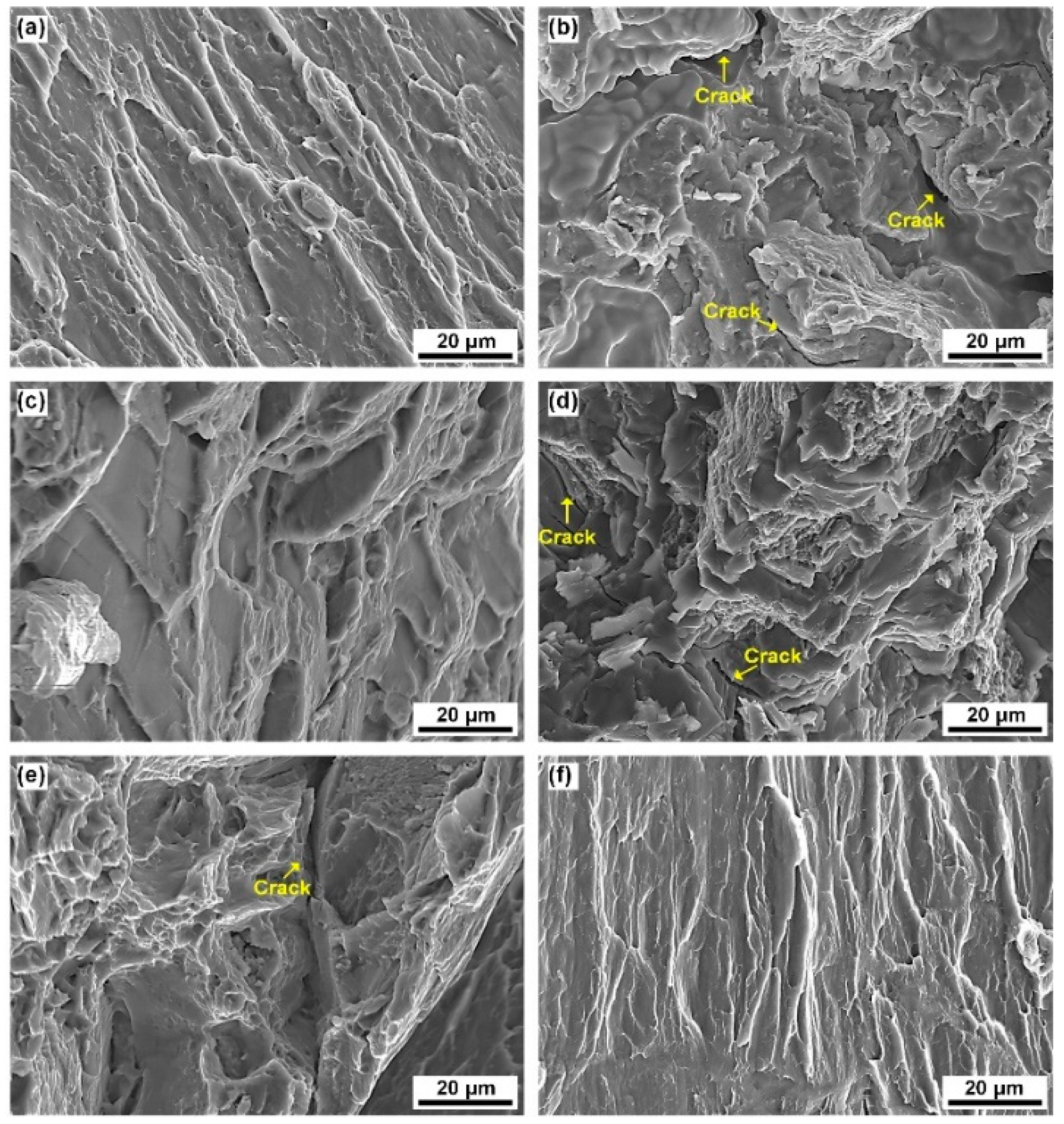
As shown in Figure 11, all the fracture surfaces were characterized as cleavage mode, whether fractured along the base metal (Figure 11a,f), weld metal (Figure 11b) or heat-affected zone (Figure 11c–e) during tensile tests. Differently, the fracture surface along the base metal was flat with a river pattern, while the fracture surfaces along the weld metal and heat-affected zone were presented as a fluctuated cleavage unit with visible cracks, due to an excessive heat input with laser power of 5 kW, or insufficient filling at the welding speed of 2.4 m/min or welding current of 50 A.
4. Conclusions
- A large penetration depth and sound weld formation of Mg alloys can be obtained by laser-arc hybrid welding. The undercut defect can be inhibited by the filling of wires, while the pores can be eliminated by the large volume and slow cooling rate of the molten pool.
- The penetration depth and width were not significantly related to the total heat input, but showed a linear relation with the laser heat input and arc heat input, respectively.
- The grain size of the equiaxed grains was closely related to the heat input. The higher the heat input was, the lower the cooling rate of the molten pool, which induced adequate time for growth of the grains.
- The tensile strength and elongation rate decreased with an increase in laser energy or arc energy, which also deteriorated at a high welding speed because of a lack of filling. Many cracks occurred at the fracture surface with excessive power or insufficient filling. The optimized welding parameters were a laser power of 3.5 kW, welding speed of 1.8 m/min and welding current of 100 A. In this case, the tensile strength and elongation rate reached 190 MPa and 12%, respectively.
Author Contributions
Conceptualization, S.W. and C.Y.; methodology, S.W.; validation, S.W., C.Y. and Z.G.; formal analysis, S.W. and Z.G.; investigation, S.W.; resources, C.Y.; data curation, S.W. and C.Y.; writing–original draft preparation, S.W.; writing–review and editing, S.W. and C.Y.; visualization, S.W., C.Y. and Z.G.; supervision, C.Y.; project administration, S.W. and C.Y.; funding acquisition, C.Y. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the National Natural Science Foundation of China (No. 51804097).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
The authors acknowledge the support of Hohai University.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Li, Y.; Qin, F.; Liu, C.; Wu, Z. A Review: Effect of Friction Stir Welding on Microstructure and Mechanical Properties of Magnesium Alloys. Metals 2017, 7, 524. [Google Scholar] [CrossRef] [Green Version]
- Khokhlova, J.; Khokhlov, M.; Synyuk, V.; Khokhlova, Y. Magnesium alloy AZ63A reinforcement by alloying with gallium and using high-disperse ZrO2 particles. J. Magnes. Alloy 2016, 4, 265–269. [Google Scholar] [CrossRef] [Green Version]
- Harooni, M.; Carlson, B.; Kovacevic, R. Dual-beam laser welding of AZ31B magnesium alloy in zero-gap lap joint configuration. Opt. Laser Technol. 2014, 56, 247–255. [Google Scholar] [CrossRef]
- Singh, K.; Singh, G.; Singh, H. Microstructure and mechanical behaviour of friction-stir-welded magnesium alloys: As-Welded and post weld heat treated. Mater. Today Commun. 2019, 20, 100600. [Google Scholar] [CrossRef]
- Singh, K.; Singh, G.; Singh, H. Investigation of microstructure and mechanical properties of friction stir welded AZ61 magnesium alloy joint. J. Magnes. Alloy 2018, 6, 292–298. [Google Scholar] [CrossRef]
- Kumar, S.D. Effect of heat treatment conditions on ballistic behaviour of various zones of friction stir welded magnesium alloy joints. Trans. Nonferrous Met. Soc. China 2021, 31, 156–166. [Google Scholar] [CrossRef]
- Çam, G.; Javaheri, V.; Heidarzadeh, A. Advances in FSW and FSSW of dissimilar Al-alloy plates. J. Adhes. Sci. Technol. 2022, 1–33. [Google Scholar] [CrossRef]
- Çam, G.; Ipekoglu, G. Recent developments in joining of aluminium alloys. Int. J Adv. Manuf. Technol. 2017, 91, 1851–1866. [Google Scholar] [CrossRef]
- Ipekoglu, G.; Cam, G. Formation of weld defects in cold metal transfer arc welded 7075-T6 plates and its effect on joint performance. IOP Conf. Ser. Mater. Sci. Eng. 2019, 629, 012007. [Google Scholar] [CrossRef]
- Çam, G.; Ventzke, V.; Dos Santos, J.; Koçak, M.; Jennequin, G.; Gonthier-Maurin, P. Characterisation of electron beam welded aluminium alloys. Sci. Technol. Weld. Join. 1999, 4, 317–323. [Google Scholar] [CrossRef]
- Kumar, S.; Vigneshwar, M.; Selvamani, S.; Prakash, A.; Hariprasath, P. The Comparative Analysis on Friction Stir Welded and Gas Tungsten Arc Welded AZ91 Grade Magnesium Alloy Butt Joints. Mater. Today Proc. 2017, 4, 6688–6696. [Google Scholar] [CrossRef]
- Subravel, V.; Alagappan, N.; Babu, N. Influence of arc oscillation frequency on tensile properties and microstructural characteristics of magnetic arc oscillation welded AZ31B magnesium alloy joints. Mater. Today Proc. 2020, 22, 606–613. [Google Scholar] [CrossRef]
- Wang, Z.; Feng, Y.; Feng, R.; Tang, S. Full digital multi-function square wave welding inverter based on ARM. Trans. Weld. Inst. 2014, 35, 33–36. [Google Scholar]
- Sahul, M.; Sahul, M.; Lokaj, J. Effect of Surface Layer on the Properties of AZ31 Magnesium Alloy Welded Joints. Mater. Today Proceed. 2016, 3, 1150–1155. [Google Scholar] [CrossRef]
- Boughanmi, C.; Mhiri, H.; Bournot, P. Numerical Analysis of a Coaxial Impingement Jet and Application for a Laser Welding of AZ91 Magnesium Alloy with Shielding Gas. Energy Procedia 2017, 107, 237–241. [Google Scholar] [CrossRef]
- Çam, G.; Koçak, M. Progress in joining of advanced materials. Int. Mater. Rev. 1998, 43, 1–44. [Google Scholar] [CrossRef]
- Lei, Z.; Bi, J.; Li, P.; Li, Q.; Chen, Y.; Zhang, D. Melt flow and grain refining in ultrasonic vibration assisted laser welding process of AZ31B magnesium alloy. Opt. Laser Technol. 2018, 108, 409–417. [Google Scholar] [CrossRef]
- Wahba, M.; Mizutani, M.; Kawahito, Y.; Katayama, S. Laser welding of die-cast AZ91D magnesium alloy. Mater. Des. 2012, 33, 569–576. [Google Scholar] [CrossRef]
- Chen, X.; Yu, G.; He, X.; Li, S. Investigation of thermal dynamics for different leading configuration in hybrid laser-MIG welding. Opt. Laser Technol. 2020, 134, 106567. [Google Scholar] [CrossRef]
- Bunaziv, I.; Wenner, S.; Ren, X.; Frostevarg, J.; Kaplan, A.F.; Akselsen, O.M. Filler metal distribution and processing stability in laser-arc hybrid welding of thick HSLA steel. J. Manuf. Process. 2020, 54, 228–239. [Google Scholar] [CrossRef]
- Bunaziv, I.; Frostevarg, J.; Akselsen, O.M.; Kaplan, A.F. Process stability during fiber laser-arc hybrid welding of thick steel plates. Opt. Lasers Eng. 2017, 102, 34–44. [Google Scholar] [CrossRef]
- Song, G.; Diao, Z.; Lv, X.; Liu, L. TIG and laser–TIG hybrid filler wire welding of casting and wrought dissimilar magnesium alloy. J. Manuf. Process. 2018, 34, 204–214. [Google Scholar] [CrossRef]
- Gao, M.; Tang, H.-G.; Chen, X.-F.; Zeng, X.-Y. High power fiber laser arc hybrid welding of AZ31B magnesium alloy. Mater. Des. 2012, 42, 46–54. [Google Scholar] [CrossRef]
- Meng, Y.; Gao, M.; Zeng, X. Quantitative analysis of synergic effects during laser-arc hybrid welding of AZ31 magnesium alloy. Opt. Lasers Eng. 2018, 111, 183–192. [Google Scholar] [CrossRef]
- Hao, K.; Zhang, C.; Zeng, X.; Gao, M. Effect of heat input on weld microstructure and toughness of laser-arc hybrid welding of martensitic stainless steel. J. Mater. Process. Technol. 2017, 245, 7–14. [Google Scholar] [CrossRef]
Figure 1.
Experimental setup for laser-arc hybrid welding.
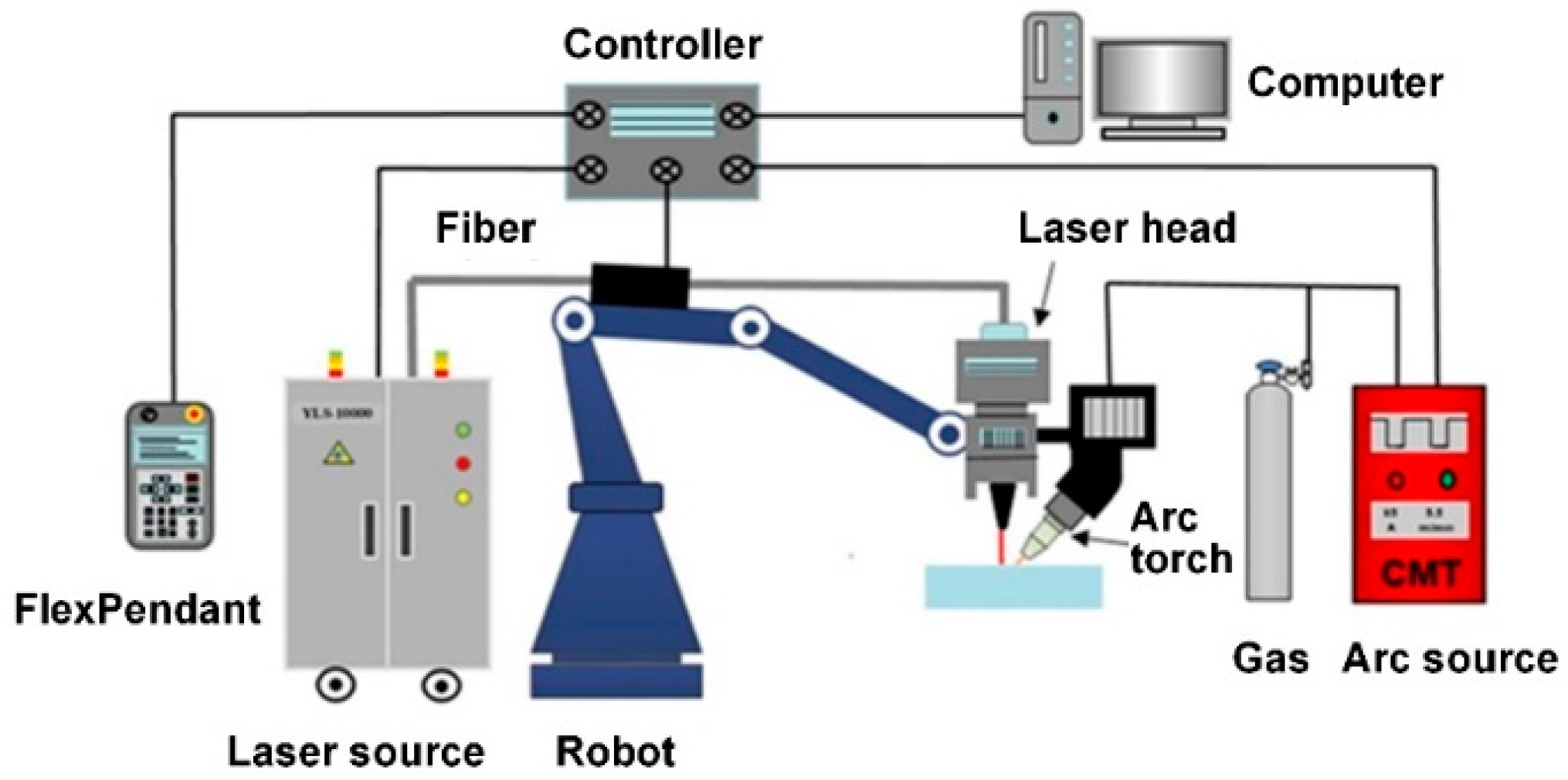
Figure 2.
Schematic diagram of tensile samples.
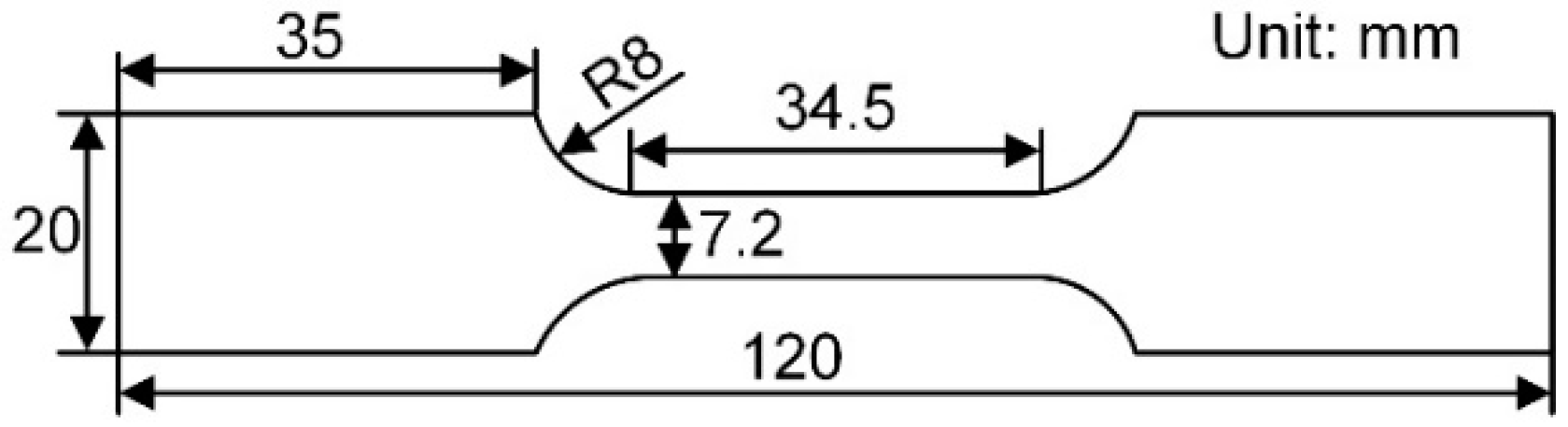
Figure 3.
Plasma shape obtained by high-speed camera; (a) arc welding and (b) laser-arc hybrid welding for weld #3.
Figure 3.
Plasma shape obtained by high-speed camera; (a) arc welding and (b) laser-arc hybrid welding for weld #3.

Figure 4.
Macro morphologies; (a) arc welding, (b) laser welding and (c) laser-arc hybrid welding for weld #3.
Figure 4.
Macro morphologies; (a) arc welding, (b) laser welding and (c) laser-arc hybrid welding for weld #3.
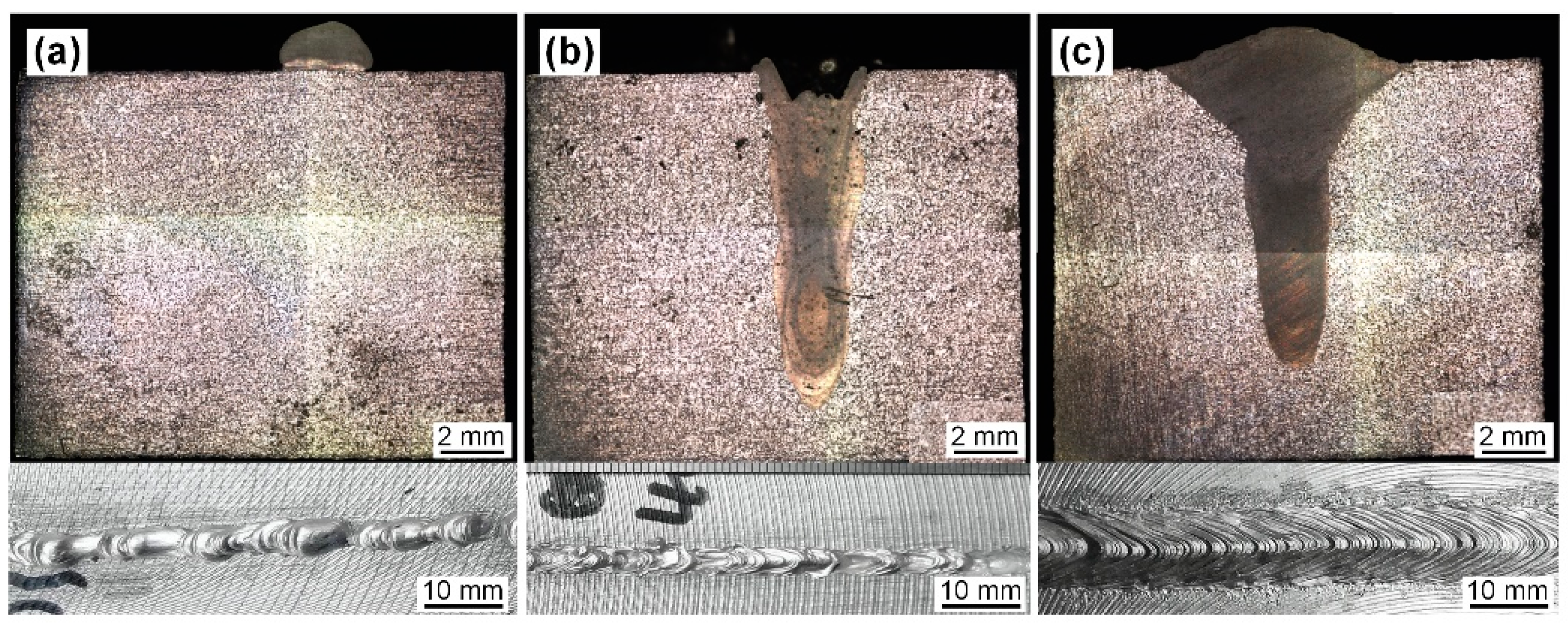
Figure 5.
Weld surface morphologies; (a–e) laser power at 3, 3.5, 4, 4.5 and 5 kW under given welding speed of 1.8 m/min and welding current of 100 A, (f–i) welding speed at 1.2, 1.5, 2.1 and 2.4 m/min under given laser power of 4 kW and welding current of 100 A and (j–m) welding current at 50, 75, 125 and 150 A under given laser power of 4 kW and welding speed of 1.8 m/min.
Figure 5.
Weld surface morphologies; (a–e) laser power at 3, 3.5, 4, 4.5 and 5 kW under given welding speed of 1.8 m/min and welding current of 100 A, (f–i) welding speed at 1.2, 1.5, 2.1 and 2.4 m/min under given laser power of 4 kW and welding current of 100 A and (j–m) welding current at 50, 75, 125 and 150 A under given laser power of 4 kW and welding speed of 1.8 m/min.
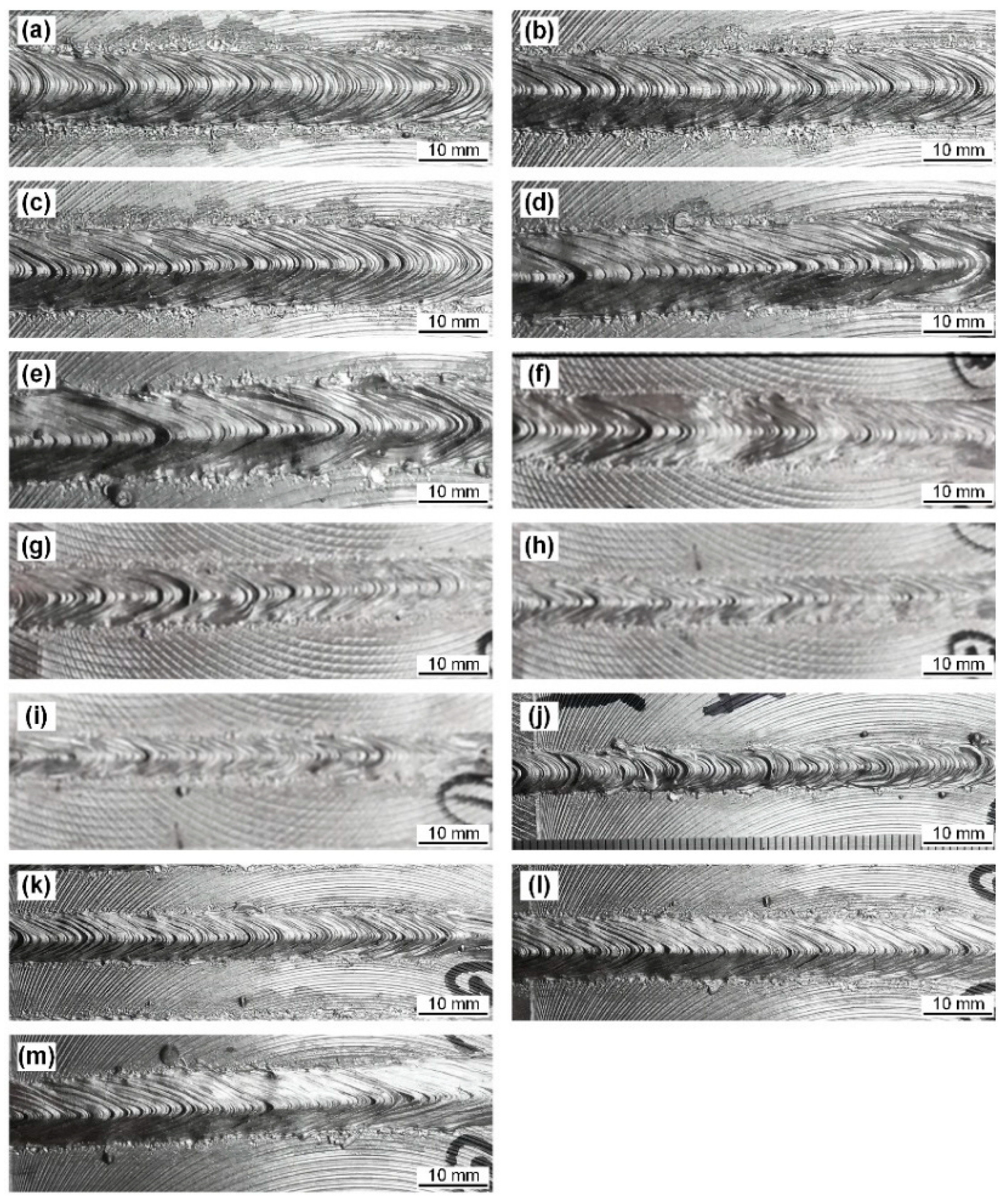
Figure 6.
Weld cross-sectional morphologies; (a–e) laser power at 3, 3.5, 4, 4.5 and 5 kW under given welding speed of 1.8 m/min and welding current of 100 A, (f–i) welding speed at 1.2, 1.5, 2.1 and 2.4 m/min under given laser power of 4 kW and welding current of 100 A and (j–m) welding current at 50, 75, 125 and 150 A under given laser power of 4 kW and welding speed of 1.8 m/min.
Figure 6.
Weld cross-sectional morphologies; (a–e) laser power at 3, 3.5, 4, 4.5 and 5 kW under given welding speed of 1.8 m/min and welding current of 100 A, (f–i) welding speed at 1.2, 1.5, 2.1 and 2.4 m/min under given laser power of 4 kW and welding current of 100 A and (j–m) welding current at 50, 75, 125 and 150 A under given laser power of 4 kW and welding speed of 1.8 m/min.

Figure 7.
Relationship between processing parameters and penetration depth/width; (a) laser power, (b) welding speed and (c) welding current.
Figure 7.
Relationship between processing parameters and penetration depth/width; (a) laser power, (b) welding speed and (c) welding current.

Figure 8.
Relationship between heat input and penetration depth/ width; (a) total heat input, (b) laser heat input and (c) arc heat input.
Figure 8.
Relationship between heat input and penetration depth/ width; (a) total heat input, (b) laser heat input and (c) arc heat input.
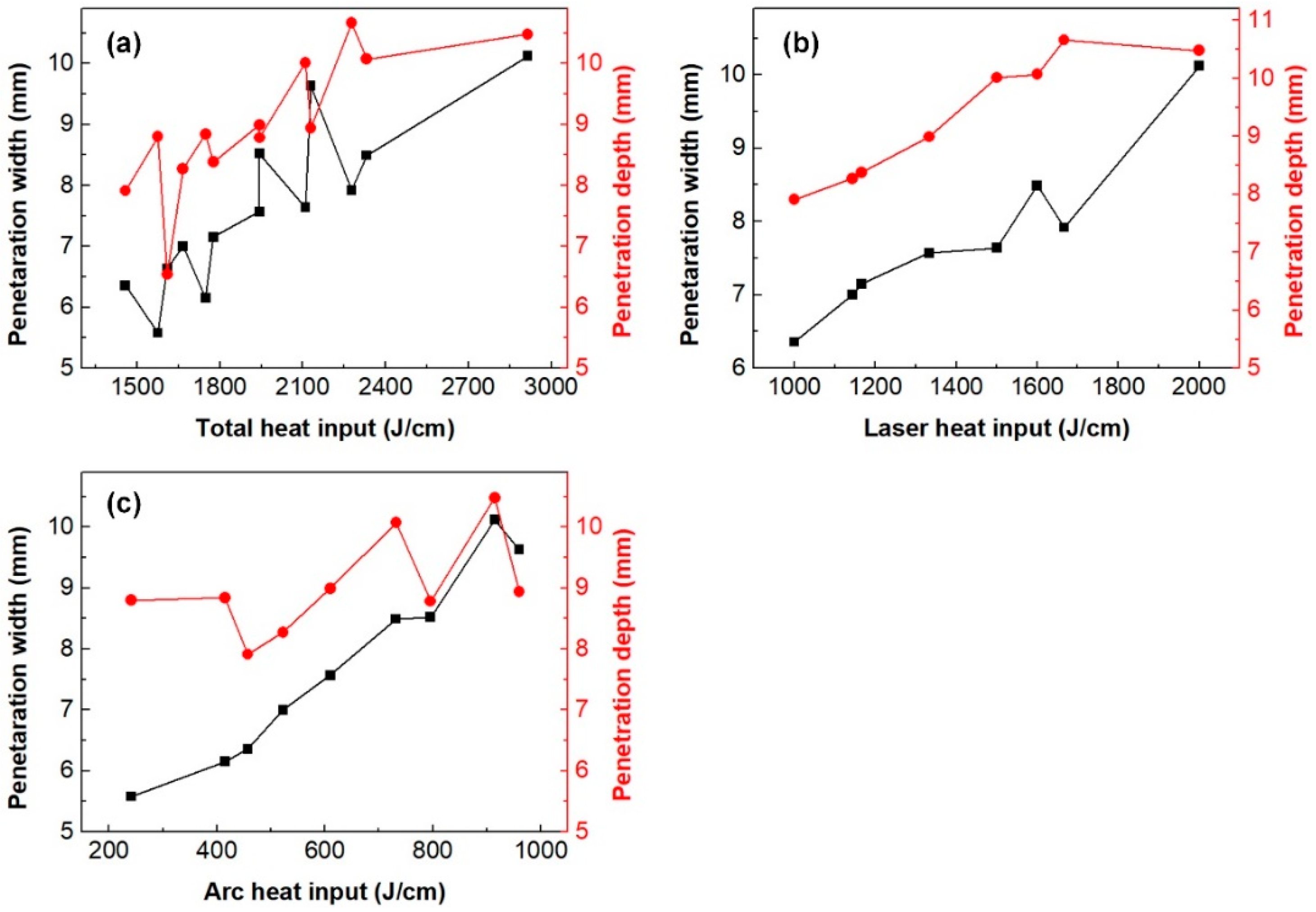
Figure 9.
Weld microstructure characteristics at the center of the wide upper arc zone; (a–c) laser power at 3, 4, and 5 kW under given welding speed of 1.8 m/min and welding current of 100 A, (d,e) welding speed at 1.2 and 2.4 m/min under given laser power of 4 kW and welding current of 100 A and (f,g) welding current at 50 and 150 A under given laser power of 4 kW and welding speed of 1.8 m/min.
Figure 9.
Weld microstructure characteristics at the center of the wide upper arc zone; (a–c) laser power at 3, 4, and 5 kW under given welding speed of 1.8 m/min and welding current of 100 A, (d,e) welding speed at 1.2 and 2.4 m/min under given laser power of 4 kW and welding current of 100 A and (f,g) welding current at 50 and 150 A under given laser power of 4 kW and welding speed of 1.8 m/min.
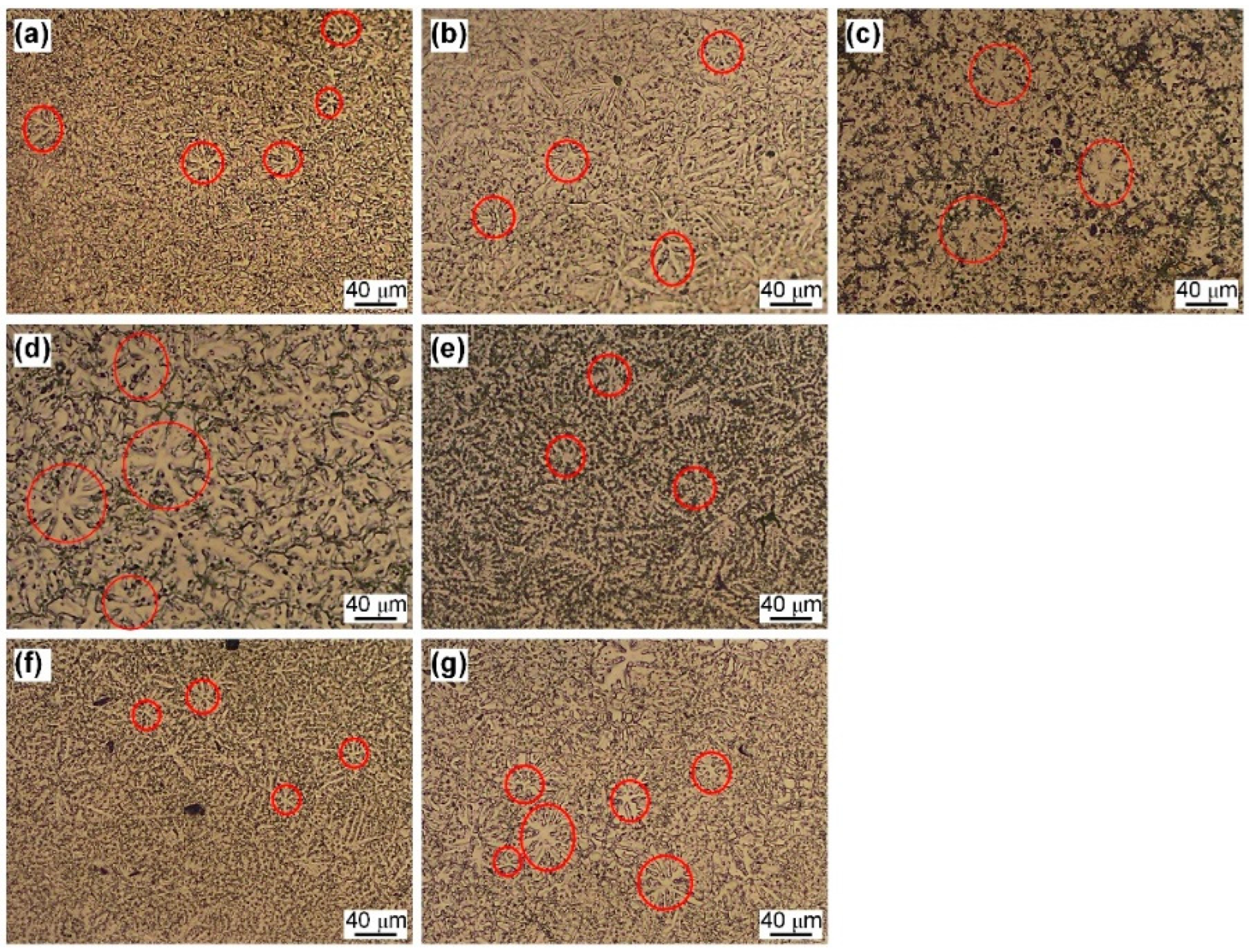
Figure 10.
Relationship between processing parameters and tensile properties; (a) laser power, (b) welding speed and (c) welding current.
Figure 10.
Relationship between processing parameters and tensile properties; (a) laser power, (b) welding speed and (c) welding current.

Figure 11.
Fracture morphologies of the tensile samples; (a,b) laser power at 3 and 5 kW under given welding speed of 1.8 m/min and welding current of 100 A, (c,d) welding speed at 1.2 and 2.4 m/min under given laser power of 4 kW and welding current of 100 A and (e,f) welding current at 50 and 100 A under given laser power of 4 kW and welding speed of 1.8 m/min.
Figure 11.
Fracture morphologies of the tensile samples; (a,b) laser power at 3 and 5 kW under given welding speed of 1.8 m/min and welding current of 100 A, (c,d) welding speed at 1.2 and 2.4 m/min under given laser power of 4 kW and welding current of 100 A and (e,f) welding current at 50 and 100 A under given laser power of 4 kW and welding speed of 1.8 m/min.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Chemical compositions of the AZ31B base metal and filler wire (wt. %).
| Al | Zn | Mn | Si | Fe | Cu | Ni | Ca | Mg |
|---|---|---|---|---|---|---|---|---|
| 2.5–3.5 | 0.6–1.4 | 0.2–1.0 | 0.08 | 0.003 | 0.01 | 0.001 | 0.04 | Bal. |
Table 2.
Welding parameters for arc welding and laser welding.
| Laser Power, P (kW) | Welding Speed, v (m/min) | Welding Current, I (A) | |
|---|---|---|---|
| Arc welding | / | 1.8 | 100 |
| Laser welding | 4 | 1.8 | / |
Table 3.
Welding parameters for laser-arc hybrid welding, where P is laser power, v is welding speed and I is welding current.
Table 3.
Welding parameters for laser-arc hybrid welding, where P is laser power, v is welding speed and I is welding current.
| #1 | #2 | #3 | #4 | #5 | #6 | #7 | #8 | #9 | #10 | #11 | #12 | #13 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| P | 3 | 3.5 | 4 | 4.5 | 5 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 |
| v | 1.8 | 1.8 | 1.8 | 1.8 | 1.8 | 1.2 | 1.5 | 2.1 | 2.4 | 1.8 | 1.8 | 1.8 | 1.8 |
| I | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 50 | 75 | 125 | 150 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Wang, S.; Yan, C.; Gu, Z. Weld Formation, Microstructure Evolution and Mechanical Property of Laser-Arc Hybrid Welded AZ31B Magnesium Alloy. Metals 2022, 12, 696. https://doi.org/10.3390/met12040696
AMA Style
Wang S, Yan C, Gu Z. Weld Formation, Microstructure Evolution and Mechanical Property of Laser-Arc Hybrid Welded AZ31B Magnesium Alloy. Metals. 2022; 12(4):696. https://doi.org/10.3390/met12040696
Chicago/Turabian StyleWang, Sibo, Chunyan Yan, and Zhengjia Gu. 2022. "Weld Formation, Microstructure Evolution and Mechanical Property of Laser-Arc Hybrid Welded AZ31B Magnesium Alloy" Metals 12, no. 4: 696. https://doi.org/10.3390/met12040696
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.