
Micromechanisms of Deformation and Fracture in Porous L-PBF 316L Stainless Steel at Different Strain Rates
 , , , ,
, , , ,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
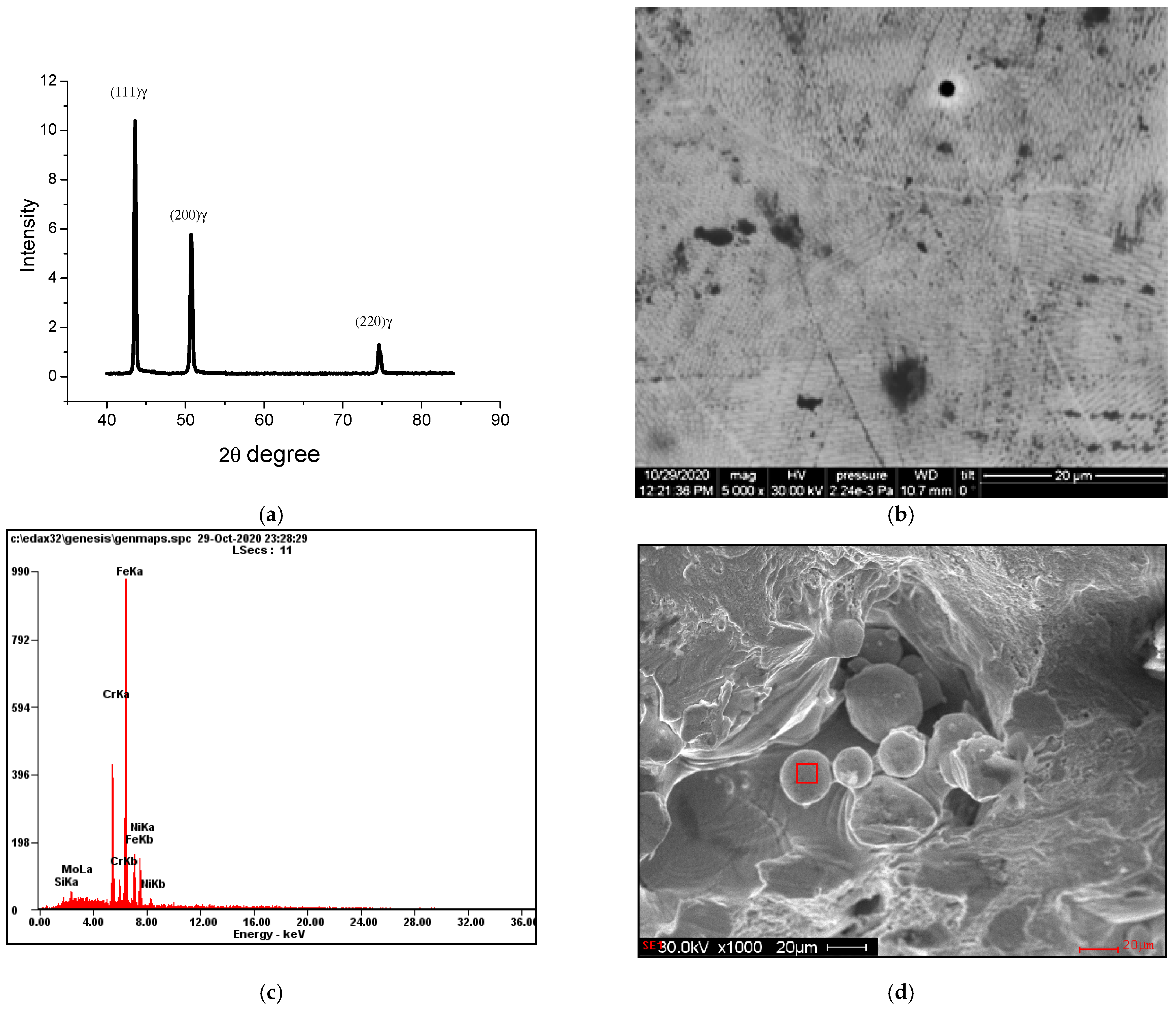
3.1. As-Built State
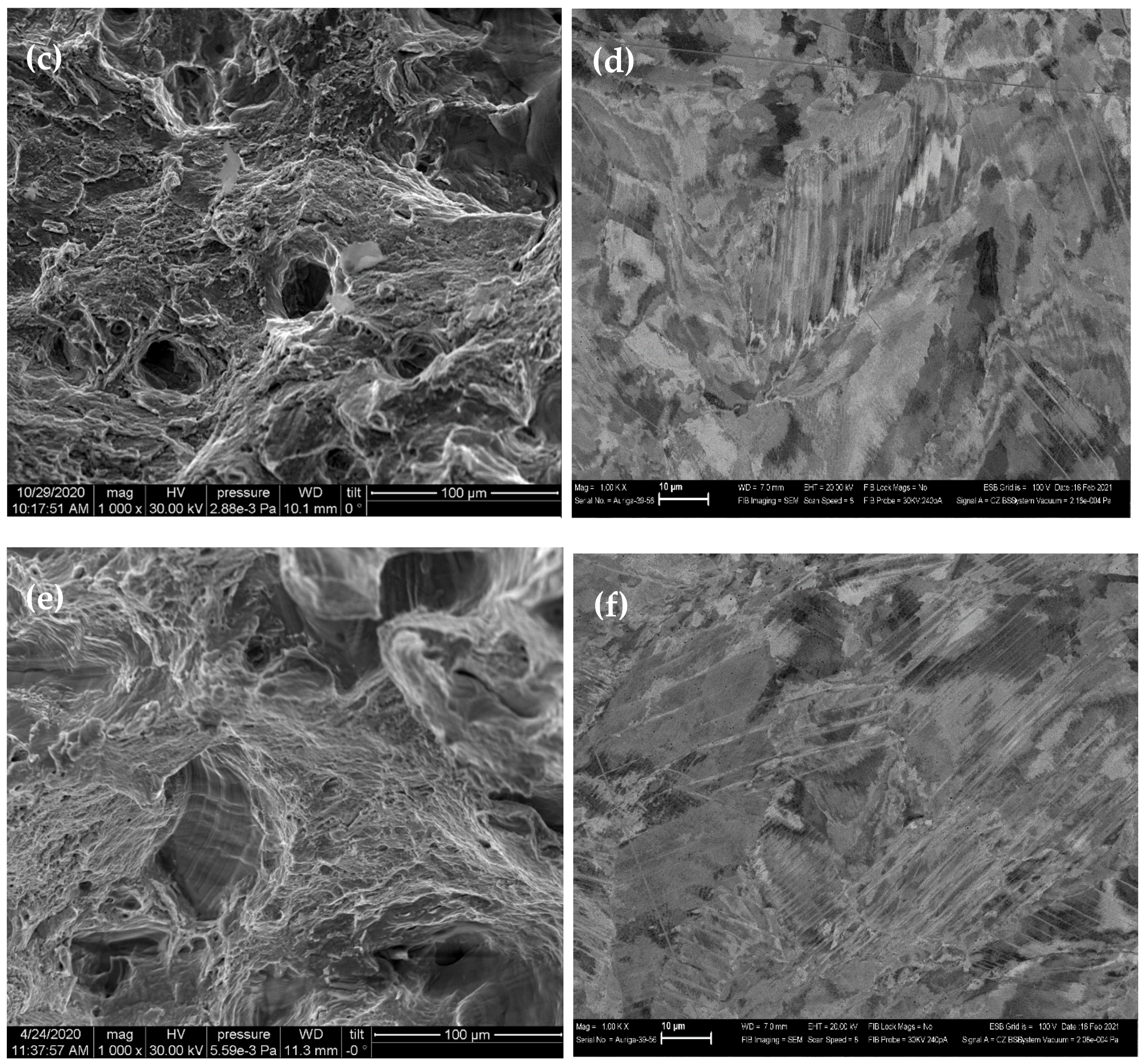
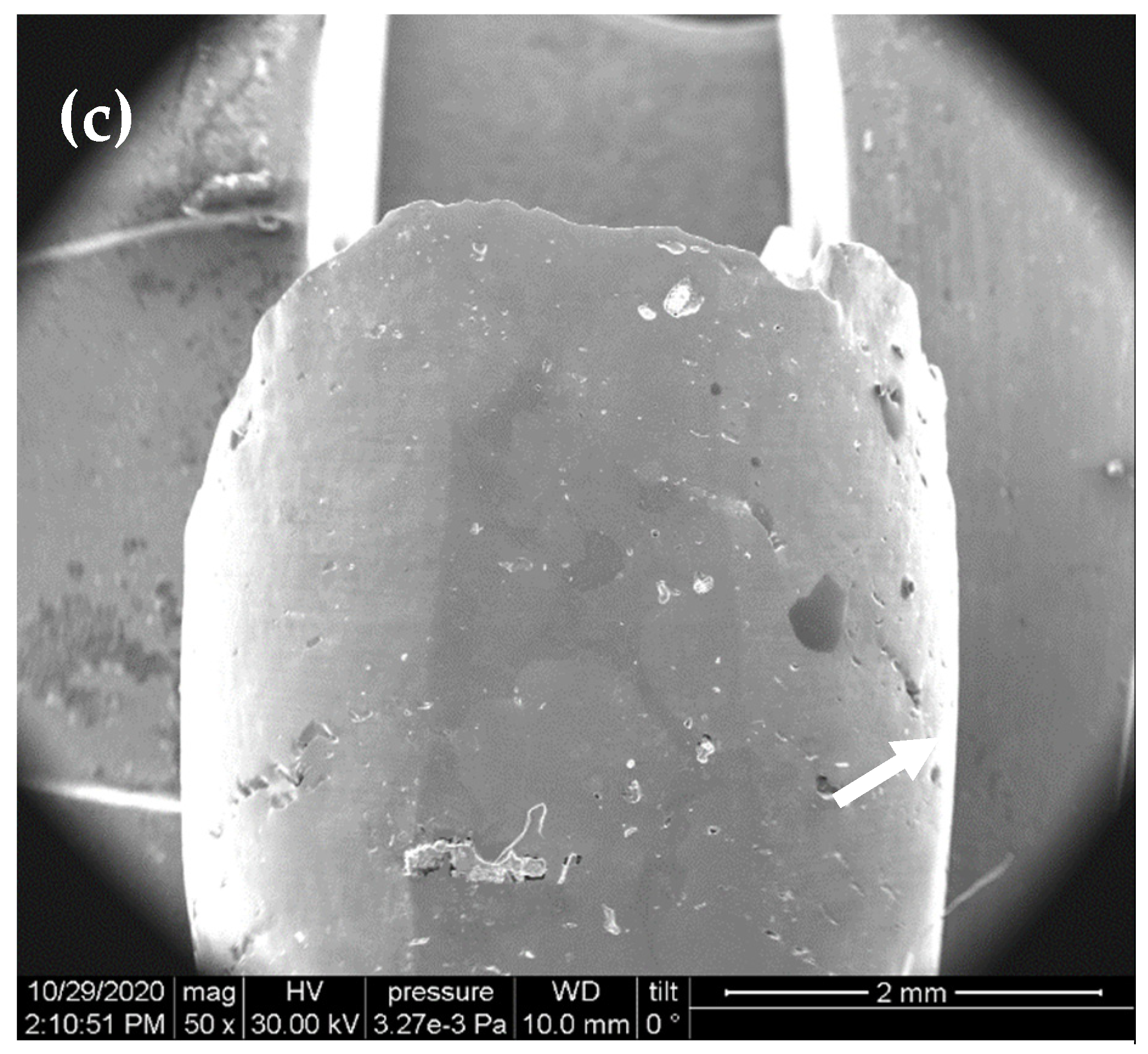
3.2. Analysis of the Structure and Mechanical Properties of the Deformed Samples
4. Conclusions
- Despite the porosity, the specimens showed high strength, the value of which increased with the loading rate. Porosity decreased the effective cross-section of the specimen, which led to lower ductility of the specimens. Additionally, porosity resulted in the de-localization of plastic deformation so that necking was not observed in all tested specimens at all strain rates.
- With an increase in strain rate, nucleation of new pores was less pronounced, at the highest strain rate of 8 × 10−3 s−1, only pore coalescence was observed as the dominating microscopic mechanism of ductile fracture.
- With an increase in strain rate, FCC (111)[11-2] or (11-1)[11-2] twinning was more developed, probably due to relatively low mobility of dislocations associated with cellular dislocation structures in L-PBF material. It resulted in an increased elongation at fracture measured in specimens tested at 8 × 10−3 s−1.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Andreatta, F.; Lanzutti, A.; Vaglio, E.; Totis, G.; Sortino, M.; Fedrizzi, L. Corrosion behavior of 316L stainless steel manufactured by selective laser melting. Mater. Corros. 2019, 70, 1633–1645. [Google Scholar] [CrossRef]
- Zhong, Y.; Liu, L.; Wikman, S.; Cui, D.; Shen, Z. Intragranular cellular segregation network structure strengthening 316L stainless steel prepared by selective laser melting. J. Nucl. Mater. 2016, 470, 170. [Google Scholar] [CrossRef]
- Tucho, W.M.; Lysne, V.H.; Austbø, H.; Sjolyst-Kverneland, A.; Hansen, V. Investigation of effects of process parameters on microstructure and hardness of SLM manufactured SS316L. J. Alloys Compd. 2018, 740, 910. [Google Scholar] [CrossRef]
- Qiu, C.; Kindi, M.A.; Aladawi, A.S.; Al Hatmi, I. A comprehensive study on microstructure and tensile behaviour of a selectively laser melted stainless steel. Sci. Rep. 2018, 8, 7785. [Google Scholar] [CrossRef] [PubMed]
- Puichaud, A.-H.; Flament, C.; Chniouel, A.; Lomello, F.; Rouesne, E.; Giroux, P.-F.; Maskrot, H.; Schuster, F.; Béchade, J.-L. Microstructure and mechanical properties relationship of additively manufactured 316L stainless steel by selective laser melting. EPJ Nucl. Sci. Technol. 2019, 5, 23. [Google Scholar] [CrossRef]
- Krakhmalev, P.; Fredriksson, G.; Svensson, K.; Yadroitsev, I. Microstructure, solidification texture, and thermal stability of 316 L stainless steel manufactured by laser powder bed fusion. Metals 2018, 8, 643. [Google Scholar] [CrossRef] [Green Version]
- Saeidi, K.; Gao, X.; Lofaj, F.; Kvetková, L.; Shen, Z.J. Transformation of austenite to duplex austenite-ferrite assembly in annealed stainless steel 316L consolidated by laser melting. J. Alloys Compd. 2015, 633, 463–469. [Google Scholar] [CrossRef]
- Prashanth, K.G.; Eckert, J. Formation of metastable cellular microstructures in selective laser melted alloys. J. Alloys Compd. 2017, 707, 27–34. [Google Scholar] [CrossRef]
- Bertsch, K.M.; Meric de Bellefon, G.; Kuehl, B.; Thoma, D.J. Origin of dislocation structures in an additively manufactured austenitic stainless steel 316L. Acta Mater. 2020, 199, 19–33. [Google Scholar] [CrossRef]
- Phama, M.S.; Dovgyya, B.; Hooper, P.A. Twinning induced plasticity in austenitic stainless steel 316L made by additive manufacturing. Mater. Sci. Eng. A 2017, 704, 102–111. Available online: https://www.sciencedirect.com/science/article/abs/pii/S0921509317309899. (accessed on 1 October 2021). [CrossRef]
- Lee, S.-Y.; Takushima, C.; Hamada, J.-I.; Nakada, N. Macroscopic and microscopic characterizations of Portevin-Le Chatelier effect in austenitic stainless steel using high-temperature digital image correlation analysis. Acta Mater. 2021, 205, 116560. [Google Scholar] [CrossRef]
- Yilmaz, A. The Portevin–Le Chatelier effect: A review of experimental findings. Sci. Technol. Adv. Mater. 2011, 12, 063001. [Google Scholar] [CrossRef] [PubMed]
- Davidov, D.; Kazantseva, N.; Ezhov, I.; Fefelov, A.; Merkushev, A.; Afanasyev, S. Effect of dynamical aging in SLM Ti-6Al-4V alloys. Int. Sci. J. Mach. Technol. Mater. 2018, 12, 434–435. [Google Scholar]
- Chernov, M.; Kardashev, B.K.; Moroz, K.A. Low-temperature embrittlement and fracture of metals with different crystal lattices—Dislocation mechanisms. Nucl. Mater. Energy 2016, 9, 496–501. [Google Scholar] [CrossRef] [Green Version]
- Kamiura, T.; Takahashi, S. Study on effect of strain rate on elongation in advanced high strength steel. Procedia Eng. 2017, 207, 1988–1993. [Google Scholar] [CrossRef]
- Jia, H.; Sun, H.; Wang, H.; Wu, Y. Scanning strategy in selective laser melting (SLM): A review. Int. J. Adv. Manuf. Technol. 2021, 113, 1–23. [Google Scholar] [CrossRef]
- Bajaj, P.; Hariharan, A.; Kini, A.; Kürnsteiner, P.; Raabe, D.; Jägle, E.A. Steels in additive manufacturing: A review of their microstructure and properties. Mater. Sci. Eng. A 2020, 772, 138633. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Sun, Z.; Tan, X.; Tor, S.B.; Chua, C.K. Simultaneously enhanced strength and ductility for 3D-printed stainless steel 316L by selective laser melting. NPG Asia Mater 2018, 10, 127–136. [Google Scholar] [CrossRef]
- El-Tahawy, M.; Jenei, P.; Kolonits, T.; Han, G.; Park, H.; Choe, H.; Gubicza, J. Different Evolutions of the Microstructure, Texture, and Mechanical Performance During Tension and Compression of 316L Stainless Steel. Met. Mater. Trans. A 2020, 51, 3447–3460. [Google Scholar] [CrossRef]
- Yan, F.K.; Liu, G.Z.; Tao, N.R.; Lu, K. Strength and ductility of 316L austenitic stainless steel strengthened by nano-scale twin bundles. Acta Mater. 2012, 60, 1059–1071. [Google Scholar] [CrossRef]
- Lobanov, M.L.; Yurovskikh, A.S.; Kardonina, N.I.; Rusakov, G.M. Methods for Texture Study in Materials; Ural Publishing House University: Ekaterinburg, Russia, 2014; p. 115. ISBN 978-5-7996-1107-1. [Google Scholar]
- Andreau, O.; Koutiri, I.; Peyre, P.; Penot, J.-D. Texture control of 316L parts by modulation of the melt pool morphology in selective laser melting. J. Mater. Process. Technol. 2019, 264, 21–31. [Google Scholar] [CrossRef] [Green Version]
- Donik, C.; Kraner, J.; Paulin, I.; Godec, M. Influence of the Energy Density for Selective Laser Melting on the Microstructure and Mechanical Properties of Stainless Steel. Metals 2020, 10, 919. [Google Scholar] [CrossRef]
- Ishimoto, T.; Wu, S.; Ito, Y.; Sun, S.-H.; Amano, H.; Nakano, T. Crystallographic Orientation Control of 316L Austenitic Stainless Steel via Selective Laser Melting. ISIJ Int. 2020, 60, 8. [Google Scholar] [CrossRef] [Green Version]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fe | Ni | Cr | Mo | Si |
|---|---|---|---|---|
| Bal. | 13.42 | 16.77 | 2.40 | 1.23 |
| Strain Rate, s−1 | YS, MPa | UTS, MPa | δ, % |
|---|---|---|---|
| 535 | 520 | 1.7 | |
| 1 | 554 | 526 | 5.0 |
| 8 | 593 | 562 | 5.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kazantseva, N.; Krakhmalev, P.; Åsberg, M.; Koemets, Y.; Karabanalov, M.; Davydov, D.; Ezhov, I.; Koemets, O. Micromechanisms of Deformation and Fracture in Porous L-PBF 316L Stainless Steel at Different Strain Rates. Metals 2021, 11, 1870. https://doi.org/10.3390/met11111870
Kazantseva N, Krakhmalev P, Åsberg M, Koemets Y, Karabanalov M, Davydov D, Ezhov I, Koemets O. Micromechanisms of Deformation and Fracture in Porous L-PBF 316L Stainless Steel at Different Strain Rates. Metals. 2021; 11(11):1870. https://doi.org/10.3390/met11111870
Chicago/Turabian StyleKazantseva, Nataliya, Pavel Krakhmalev, Mikael Åsberg, Yulia Koemets, Maxim Karabanalov, Denis Davydov, Igor Ezhov, and Olga Koemets. 2021. "Micromechanisms of Deformation and Fracture in Porous L-PBF 316L Stainless Steel at Different Strain Rates" Metals 11, no. 11: 1870. https://doi.org/10.3390/met11111870