Effect of Rapid Quenching on the Solidification Microstructure, Tensile Properties and Fracture of Secondary Hypereutectic Al-18%Si-2%Cu Alloy

1
Institute of Production Technologies, Faculty of Materials Sciences and Technology, Slovak University of Technology, 917 24 Trnava, Slovakia
2
Institute of Technology of Metals, National Academy of Science of Belarus, 212030 Mogilev, Belarus
3
Institute of Material Sciences, Faculty of Materials Sciences and Technology, Slovak University of Technology, 917 24 Trnava, Slovakia
*
Author to whom correspondence should be addressed.
Metals 2020, 10(6), 819; https://doi.org/10.3390/met10060819
Submission received: 21 May 2020
/
Revised: 13 June 2020
/
Accepted: 17 June 2020
/
Published: 19 June 2020
Abstract
:In this work, the effect of rapid quenching from the partially liquid and solid condition is studied on the as-cast microstructure, tensile properties and fracture features of a secondary hypereutectic Al-18%Si-2%Cu alloy. For comparison purposes, the same ingots of 50 mm in diameter and 300 mm in height were also fabricated using conventional chill casting. The microstructure of the samples was subjected to detailed characterisation using scanning electron microscope (SEM) and energy-dispersive X-ray spectroscopy (EDX) analyses. The tensile properties and fracture were also evaluated. A significant grain refinement of the eutectic constituents (α (Al) + Si), as well as primary silicon and intermetallics accompanying coarse plate and Chinese script with a well-dispersed morphology transition for the intermetallics, was observed in the alloy subjected to the rapid quenching. The connection between primary and eutectic silicon was shown metallographically, confirming the fact that primary silicon served as a nuclei site for eutectic silicon. The microstructure refinement, together with a favourable morphology transition, resulted in greatly enhanced tensile properties and the more ductile fracture behaviour of the studied alloy.
1. Introduction
The cooling rate during solidification is an important factor that determines the microstructure formation in castings and hence the mechanical properties of foundry alloys. In general, the enhanced cooling rate is used for the microstructure refinement of different foundry alloys, including widely spread Al-Si alloys [1,2]. However, in the case of large-sized castings, the desired high cooling rate cannot be reached commonly. Therefore, the fine-scale refinement of the as-cast microstructure in the Al-Si-based alloys was not observed upon common casting, even when the alloy was poured into the metallic moulds [3,4,5]. This could be primarily attributed to the relatively low cooling rate provided by such casting conditions. For example, the average cooling rate measured in the centre of five castings with sizes of 130 mm × 20 mm × 110 mm during solidification in the metallic mould was reported to be 26.3 °C/s [6]. According to [7], when the Al-Si alloys were cast into metallic moulds with different preheated temperatures, which varied from room temperature to 400 °C, the cooling rate was in the range from 3 to 10 °C/s. Nevertheless, a considerably higher cooling rate, greater than 103 °C/s, and hence a strong refinement of the Al-alloy microstructure, can be achieved upon rapid quenching from the melt [8], although this method was primarily proven only for the small castings or cast products with extremely thin cross-sections. For example, the resulting melt-spun ribbons were typically about 90 μm in thickness and 1 cm in width [9], about 5-mm wide and 46-μm thick [10], or 40-μm thick, without a specified width and length [11]. The irregularly shaped spun ribbons with a size in the range from 0.1 to 150 μm were also reported in [12]. Furthermore, strong microstructure refinement, including the formation of nanocrystalline regions, was achieved in the discontinuous flakes that were approximately 1 mm × 1 mm squared, with a thickness of 35 to 55 μm [8], and in the foils, the thickness of which ranged between 80 and 160 μm [13].
There are other essential methods for microstructure refinement of the Al-Si alloys, which, after casting, involve rapid quenching during cooling from the partially liquid and solid condition [14,15,16,17,18]. In this case, a high cooling rate and resultant microstructure refinement can be achieved in significantly larger cross-sections because, after the formation of the solid outer shell of a proper thickness, the ingot is further intensively cooled either in the special cooling medium [14,15,16] or in the special quenching bath, where water at a pressure of 1.4 bar is used as a coolant [17,18]. As an example, a secondary hypoeutectic Al-12%Si alloy cast in ingots 45 mm in diameter and 200 mm in height and subject to the rapid quenching during cooling from the partially liquid and solid condition in the special quenching bath had a strongly refined microstructure, including the matrix, the eutectic and the primary silicon as well as the iron-rich intermetallic phases that resulted in the improved mechanical properties [18]. All this was attributed to the enhanced cooling rate being in the order of 200 °C/s. There is no doubt that the abovementioned method can also be effective in the microstructure refinement of a hypereutectic Al-Si alloy, which is known to have an impact on its mechanical properties [2,19]. However, this prediction needs further experimental investigation. Following our previous study [18] this work further investigates the effect of rapid quenching during cooling from the partially liquid and solid condition on the solidification microstructure and the mechanical properties of the hypereutectic Al-18%Si alloy. The high wear resistance of hypereutectic Al-Si alloys, in combination with their good castability and low density, are key features determining their application in a variety of castings for automotive and airspace industries [20,21]. The main purpose of the present work is to prove the advantages of the abovementioned casting technology with respect to the hypereutectic Al-18%Si-2%Cu alloy, compared with conventional casting into a permanent metallic mould.
2. Materials and Methods
The hypereutectic Al-18%Si-2%Cu alloys were prepared by melting the used components at 850 °C in chamotte–graphite crucibles placed in a high-accuracy electric muffle furnace, SNOL 1300 (SnolTherm, Utena, Lithuania). The alloy was prepared using a secondary charge material in the form of aluminium alloy ingots, whose chemical composition was as follows, in wt%: Si 11.64–12.10; Cu 1.90–1.98; Zn 0.55–0.76; Mg 0.07–0.17; Mn 0.19–0.23; Fe 0.68–0.81; Ni 0.09–0.11; Pb 0.03–0.09; Ti 0.04–0.05; Al balanced. In order to provide the required Si concentration, the Al-18%Si-2%Cu alloy preparation involved the melting of the abovementioned secondary material followed by the addition of a precast Al–40%Si alloy into the melt. This precast alloy was separately prepared by melting the Al–12%Si secondary material together with crystalline silica, the purity of which was in the following range, in wt%: Si 96.9; Fe 1.1; Al 1.2; Ca 0.8. Besides this, a small amount (0.5 wt%) of pure cupper was added to the melt. The final chemical composition of the studied alloy was as follows, in wt%: Si 17.6; Cu 2.2; Mg 0.01; Zn 0.04; Mn 0.03; Fe 0.30; Cr 0.004; Ni 0.006; Ti 0.06; F 0.002; Sb 0.003; Be 0.0001; Sn 0.012; Pb 0.01; V 0.009; B 0.0013; Sr 0.0001; Ca 0.006; Cd 0.0003; Zr 0.015, Al balanced. After complete homogenisation at 850 °C, the studied alloy was cast at 820 °C into cylindrical ingots 50 mm in diameter and 300 mm in length using two different conditions of solidification. One set of ingots was conventionally solidified in a permanent metallic mould (chill casting). Before casting, the liquid was treated with the addition of 0.05% sodium.
The other set was subject to enhanced cooling rate solidification, using the rapid quenching technology, which was described in detail elsewhere [18]. Briefly, the melt, after casting into the fixed and movable water-cooled copper moulds, was held for several seconds to form a solid outer shell with a thickness in the range of 3–7 mm. Then, the ingot was removed with the aid of a movable mould from the fixed water-cooled copper one and placed into a quenching bath where it was rapidly quenched in its whole volume, including its liquid core. To provide an enhanced cooling rate up to 200 °C/s, a water jet cooling system operating with water at a pressure of 1.4 bar and higher was used in the quenching bath. Each experiment was repeated to ensure good reproducibility.
After solidification, the cast ingots were cut longitudinally in the middle, and the specimens for the present investigation were fabricated from the longitudinal sections at 50 mm from the bottom of the ingots. A macrograph of the corresponding macro-etched cross-section of the ingot is presented in Figure 1. Cylindrical tensile specimens had a shape and dimensions (15 mm in diameter with a gauge length of 75 mm) quoted by standard ISO 6892-1. The tensile test was carried out at room temperature and at an elongation rate of 0.5 mm/min using a testing machine, IR 5143-200-11 (OAO Tochpribor, Ivanovo, Russian Federation). No extensometer was used, and the test was carried out under stroke control. Ultimate tensile strength and elongation to failure were measured using five specimens for each casting condition. Metallographic samples as well as the fractured surfaces of the samples were observed and analysed with a JEOL JSM-7600F scanning electron microscope (SEM) (JEOL Ltd., Tokio, Japan), equipped with an Oxford Instruments energy dispersion spectroscopy (EDS) facility (Oxford Instruments, High Wycombe, UK). Some samples for metallographic examination were deeply etched with a solution of 20% HCl acid and 80% ethanol to reveal the 3-D morphology of the primary and eutectic silicon. A macrograph was taken with a Zeiss LSM 700 laser scanning confocal microscope (Carl Zeiss Microscopy GmbH, Jena, Germany) in optical mode. Since the secondary dendrite arm spacing (SDAS) is one of the most important microstructural characteristics of the cast aluminium alloys [1,18,22,23], this parameter was measured to evaluate the refinement of the matrix dendrites. Image analyses were performed, using LECO IA32 Image analysis system (LECO, St. Joseph, MI, USA), on 40 micrographs for each sample.
3. Results and Discussion
3.1. Microstructure Characterisation
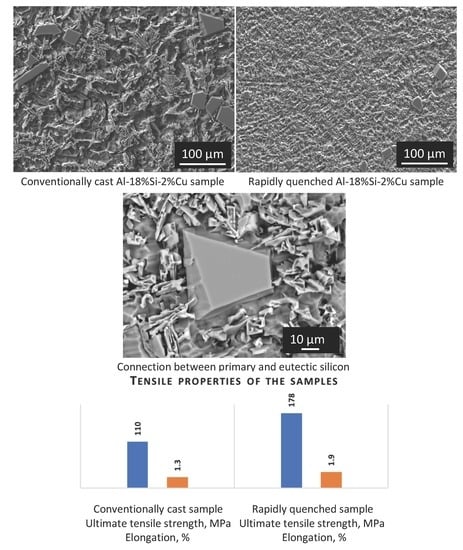
The solidification microstructure of the Al-18%Si-2%Cu alloy, conventionally cast into the metallic mould, is shown in Figure 2. As can be seen from Figure 2a, this composed of a matrix formed by the eutectic constituents, i.e., α (Al) + silicon, as well as primary silicon particles, which were embedded in the matrix, and the intermetallic phases solidified in the interdendritic space. Figure 3 illustrates the distribution of the principal alloying elements in the microstructure. It is well known that the morphology of the primary silicon particles can vary significantly depending on the cooling rate [19,24] and the chemical composition of a given alloy [25]. With respect to primary silicon morphology, Figure 2b shows that compact irregularly shaped plate-like primary silicon particles prevailed in the microstructure after conventional casting. Nevertheless, twinned and elongated primary silicon particles are also observed in the microstructure, although to a lesser extent; see Figure 2a,b. The conventional chill casting technology resulted in a primary silicon particle size between 43 and 170 μm in length. Figure 2c proved more evidently the presence of the intermetallic phase of Chinese script and an elongated plate-like morphology in the alloy’s microstructure. The actual chemical composition of the intermetallics and hence their origin will be discussed in SubSection 3.2
During solidification, eutectic silicon developed either in the form of needle-like particles (very long, about 70 μm in length and shorter by up to 25 μm), Figure 2a and d, or as irregularly shaped coarser particles, Figure 2e. It is worth mentioning that the width of the former in both cases did not exceed 2–3 μm, whilst the width of the latter appeared to be up to 12 μm when measured in two dimensions. The 3D morphology of the eutectic silicon, which was revealed after the deep etching, is presented in Figure 2f.
It is interesting that, in [2,26], it was reported that eutectic silicon nucleated on primary silicon during the eutectic solidification, although the original works [2,26] did not confirm this effect directly. To provide experimental confirmation of this effect in the hypereutectic Al-18%Si-2%Cu alloy, the connection between the single primary silicon particle and the various eutectic silicon particles is illustrated in Figure 4a. Moreover, a similar effect can also be documented for the Al-12%Si alloy that was subjected to rapid quenching [18], as shown in Figure 4b. Therefore, it can reasonably be concluded that the earlier precipitated primary silicon could indeed serve as a nuclei site for eutectic silicon when the liquid decomposed to a mixture of α (Al) and silicon.
Figure 5a shows the general scale of the microstructure refinement of the hypereutectic Al-18%Si-2%Cu alloy subjected to the rapid quenching during solidification. In the first instance, the strong refinement of the matrix must be pointed out, primarily due to reducing the size of both the eutectic α (Al) grains and eutectic silicon particles inside these grains. With respect to the former, it should be stressed that the average SDAS of the matrix dendrites decreased from 39.6 ± 3.8 μm to 12.8 ± 0.9 μm.
A similar morphology of the primary silicon particles, which was described above for the conventionally cast alloy, was also found in the microstructure after enhanced cooling, as shown in Figure 5a. Nevertheless, their dispersion appeared to be much finer and, in this case, the largest particles did not exceed 33 μm, as illustrated in Figure 5b. In general, the size of the primary silicon particles was about two or three times smaller than in the conventionally solidified microstructure.
As long as the growth of the silicon particles is known to comprise three stages, which involve nucleation, the growth of the facetted unit, and further size expansion [27], it could be assumed that the refinement effect of the rapid quenching with respect to the primary silicon particles primarily dealt with the deceleration of the latter. In this context, it is worth noting that primary silicon particle size in hypereutectic Al-Si alloys is of particular importance with respect to some of the most important mechanical properties (primarily tensile properties and fracture toughness). From this point of view, it is important to compare the obtained results with other investigations. For example, Vijeesh and K. Narayan Prabhu [2] reported that the size of primary silicon particles, depending on the cooling rate, which was varied by pouring the molten Al-23%Si alloy to the metallic (made of copper, brass, and stainless steel) and sand moulds, were in the range from about 80 to 415 μm (in the ingot with a diameter of 15 mm and a length of 210 mm). Further investigations reported that the size of the primary silicon particles varied in the range from 17.1 to 88.9 μm in the cast samples, with thicknesses of 20, 40, 60 and 80 mm [19], and from 44.8 to about 270 μm in the ingot 80 mm in diameter, depending on the used stirring current [28]. Considering the size of the abovementioned cast ingots, it may be easily concluded that the best result was achieved in the case of the rapid quenching technology.
A strong refinement effect in relation to the eutectic silicon was also achieved due to the rapid quenching. After this treatment, the particles of the eutectic silicon became evidently slenderer and several times shorter, as can be seen from Figure 5c. Moreover, in contrast to the conventionally cast alloy, extremely long particles were not observed in the microstructure of the rapidly quenched alloy, as illustrated in Figure 5a. As for intermetallics, these phases were not revealed in the microstructure by the metallographic analysis, which was attributed to their much stronger dispersion and morphology transition compared with the chill casting, and to their probable removal during deep etching. However, this will be discussed further in the subsection below.
3.2. Intermetallic Phases Characterisation
According to [29,30], the presence of copper in Al-Si alloys leads to the formation of Al2Cu intermetallics. In turn, iron-rich intermetallics can be found in the microstructure of Al-Si alloy when the latter contains a moderate or high amount of Fe [31]. It is well known that the size, morphology, amount and the pattern of distribution of intermetallic phases are another important factor drastically impacting the mechanical properties of Al-Si alloys, as stated elsewhere [32]. From this point of view, it is interesting that the origin of the iron-rich intermetallic formed in the given alloy could vary depending on the cooling rate during solidification [33]. Nevertheless, a more evident correlation between the cooling rate and the size of the intermetallic particles was also reported, for example, in [31] and [34]. Thus, it is very important to evaluate the formation of intermetallic phases in the Al-18%Si-2%Cu alloy under the effect of a significantly different cooling rate.
It is seen from Figure 6a that the intermetallic phases formed during conventional solidification in the metallic mould were relatively coarse, with the largest size about 70 μm in length and up to 7 μm in width. In general, the observed morphology was Chinese script- and plate-like. The characteristic distribution of elements in the observed phases is illustrated in Figure 6b–e. Considering the results of the chemical composition of the particles obtained by EDS, which are presented in Table 1, the intermetallic with Chinese script morphology was assumed to be Al8FeSiCu.
In contrast, two types of intermetallics with irregular plate-like morphology were revealed according to the detected chemical composition; these phases were assumed to be Al2Cu-based and complexly alloyed Al9Fe2Si-based. Smaller content of Fe in the Al9Fe2Si-based intermetallic, compared to that of Al8FeSiCu, could be attributed to the higher content of Cu in the expense of Fe in the former. It should be stressed that the Al2Cu-based intermetallic, besides the principal elements Al and Cu, contained a small amount of Si and Fe (see Table 1). The presence of Al2Cu and Al9Fe2Si2 in the Al-Si based alloy was consistent with the observations in [30] and [34], respectively. In the former, the formation of the Al2Cu-based phase in the microstructure of the Al-12Si-3Cu based alloy was proved metallographically and using XRD analysis. In the latter, it was reported that an Al9Fe2Si2 phase was revealed in the as-cast microstructure of the hypoeutectic Al-Si alloy containing Fe in the range between 0.005 and 0.5 wt%. Moreover, in the original work [34], the presence of two kinds of iron-rich intermetallics was also reported.
Figure 7a illustrates the strong refinement of the intermetallic phases in the as-cast microstructure of the Al-18%Si-2%Cu alloy under the effect of the enhanced cooling rate, which were observed, in this case, as small “islands”. The largest size of these “islands” was less than 10 μm, i.e., about seven times smaller compared to the size of the particles revealed in the conventionally cast alloy; see Figure 5a. Moreover, it is important to note that the intermetallic “islands”, in contrast to the intermetallic particles in the conventionally cast Al-18%Si-2%Cu, only had a regularly dispersed microstructure. Despite this, the chemical composition of the given particles, determined for certain “islands”, was different, proving the formation of different intermetallics in the microstructure, as confirmed by the data in Table 1. In this context, some obvious features could be pointed out.
Firstly, as predicted and according to EDS analysis, Al2Cu-based and Al9Fe2Si2-based intermetallics were present in both samples; however, their morphology was different, coarse plate-like in the case of the conventionally cast alloy (Figure 6a) and finely dispersed after the rapid quenching (Figure 7a). Secondly, the Al8FeSiCu with a coarse Chinese script morphology was not revealed in the rapidly quenched sample. As an example, the EDS maps of different elements in the observed intermetallic phases presented in Figure 7a are shown in Figure 7b–e.
3.3. Tensile Properties and Fracture Characteristics
The results of the tensile test are present in Table 2, which includes, for comparison purposes, data from the alloy subject to the conventional chill casting and the rapid quenching. It is seen that the measured values of the ultimate tensile strength and elongation were significantly higher in the case of the alloy that was rapidly quenched. This could be attributed to the much better scale of the microstructure refinement, in relation, primarily, to the most critical constituents, i.e., the primary silicon and particularly intermetallic particles. Furthermore, the abovementioned transition of the morphology of the intermetallic particles, as well as the strongly refined matrix grains, including eutectic silicon, could also contribute to enhanced tensile properties, as shown in Table 2. However, it should be mentioned that the strength and ductility were affected in somewhat different ways. Since the ductility of the samples was less affected than their strength, as can be seen from Table 2, this feature can be attributed to the fact that the fracture occurred next to the heads of the tensile samples.
The study of the fractured surfaces confirmed this assumption. Primarily, low-magnification micrographs, presented in Figure 8a,b, illustrate a big difference in the size of cleavage facets which were formed when prevailing brittle transgranular fracture occurred through the matrix grains (α (Al)-Si eutectic constituents) and the primary silicon particles. The same may be said with respect to the intergranular fracture facets of the matrix grains; however, this type of fracture was not typical for both samples, as can be seen from Figure 8a,b.
In contrast to the low-magnification micrographs, Figure 8c illustrates the coarse dendritic character of cleavage facets of the α (Al) solid solution (for example, in the fracture area indicated by white circle), as well as the development of a typical river pattern relief (shown by white arrow in the left side of the image) at a cleavage plane in the case of the primary silicon particle fracture, both of which occur in the conventionally cast sample. Moreover, the presence of almost continuous thick intermetallic phases along the dendrite boundaries (shown by white arrow in the down right side of the image) is also well observed in this figure. In comparison, Figure 8d reflects the fine scale of the cleavage facets for the rapidly quenched alloy at a higher magnification. Furthermore, Figure 8e and f shows, for example, the presence of relatively coarse-branched and fine-branched Al2Cu-based intermetallics at the fracture surface for the samples that were conventionally cast and rapidly quenched, respectively. Thus, all these abovementioned fracture features, following the difference in the microstructure of both samples, were consistent with the data obtained in the tensile test (see Table 2). Due to the strong overall microstructure refinement and hence the improved properties, the suggested technology can offer benefits to wear resistance, primarily with respect to cast pistons of internal combustion engines or other parts that are exposed to the heavy dry sliding friction such as, for example, worm wheels used in gearboxes. However, our work requires a more detailed industrial investigation and characterisation.
4. Conclusions
In the studied hypereutectic alloy Al-18%Si-2%Cu, the rapid quenching technology resulted in substantial refinement and better dispersion of all the microstructural constituents. The main results are as follows:
1. Primarily, the eutectic matrix was very sensitive to cooling rate, which SDAS decreased from 39.6 ± 3.8 μm to 12.8 ± 0.9 μm under the effect of enhanced cooling. As a consequence, the eutectic silicon was also refined, and its particles exhibited evidently slenderer and several times shorter shapes.
2. After the rapid quenching, the size of the primary silicon particles was found to be about two or three times smaller than that in the conventionally solidified microstructure. When metallographically observed, the coherence between the single primary silicon particle and the several eutectic silicon particles proved that the earlier precipitated primary silicon served as a nuclei site for eutectic silicon when the liquid decomposed to a mixture of α (Al) and silicon.
3. The intermetallic phases were also well dispersed and refined under the effect of the rapid quenching. Al2Cu-based and Al9Fe2Si2-based intermetallics of a different morphology were observed in both samples, coarse plate-like in the case of the conventionally cast alloy and finely dispersed and refined after the rapid quenching. The Al8FeSiCu with a coarse Chinese script morphology present in the microstructure after the chill casting was not revealed in the microstructure of the rapidly quenched sample.
4. The rapid quenching technology with a strong microstructure refinement gave rise to significantly better tensile and fracture properties compared to that of the conventionally cast Al-18%Si-2%Cu alloy.
Author Contributions
All the authors have materially participated in the research, the results of which are described in the manuscript. A.C. contributed to the organization of the research, the evaluation of the received results and the original draft preparation. E.M. contributed to the organization and supervision of the experiments and the discussion of the received results. M.S. provided the specimen preparation, SEM and EDS measurements, and contributed to the discussion of the received results. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Ministerstvo školstva, vedy, výskumu a športu Slovenskej republiky: VEGA 1/0747/19.
Acknowledgments
The authors are grateful to V.Y. Stetsenko for technical help with experiments.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Chen, R.; Shi, Y.; Xu, Q.; Liu, B. Effect of cooling rate on solidification parameters and microstructure of Al−7Si−0.3Mg−0.15Fe alloy. Trans. Nonferrous Met. Soc. China 2014, 24, 1645–1652. [Google Scholar] [CrossRef]
- Vijeesh, V.; Narayan, K.; Prabhu, K. The effect of chilling and Ce addition on the microstructure and mechanical properties of Al-23Si alloy. J. Mater. Eng. Perform. 2017, 26, 343–347. [Google Scholar] [CrossRef]
- Wang, H.; Li, B.; Jie, J.; Wei, Z. Influence of thermal rate treatment and low temperature pouring on microstructure and tensile properties of AlSi7Mg alloy. Mater. Des. 2011, 32, 2992–2996. [Google Scholar] [CrossRef]
- Chen, Y.; Pan, Y.; Lu, T.; Tao, S.; Wu, J. Effects of combinative addition of lanthanum and boron on grain refinement of Al–Si casting alloys. Mater. Des. 2014, 64, 423–426. [Google Scholar] [CrossRef]
- Kotadia, H.R.; Das, A. Modification of solidification microstructure in hypo- and hyper-eutectic Al–Si alloys under high-intensity ultrasonic irradiation. J. Alloy. Compd. 2015, 620, 1–4. [Google Scholar] [CrossRef]
- Sui, Y.; Wang, Q.; Wang, G.; Liu, T. Effects of Sr content on the microstructure and mechanical properties of cast Al–12Si–4Cu–2Ni–0.8Mg alloys. J. Alloy. Compd. 2015, 620, 572–579. [Google Scholar] [CrossRef]
- Mohanty, P.S.; Gruzleski, J.E. Grain refinement mechanisms of hypoeutectic Al-Si alloys. Acta Mater. 1996, 44, 3749–3760. [Google Scholar] [CrossRef]
- Overman, N.R.; Mathaudhu, S.N.; Choi, J.P.; Roosendaal, T.J.; Pitman, S. Microstructure and mechanical properties of a novel rapidly solidified, high-temperature Al-alloy. Mater. Charact. 2016, 112, 142–148. [Google Scholar] [CrossRef] [Green Version]
- Uzun, O.; Yılmaz, F.; Kölemen, U.; Başman, N. Sb effect on micro structural and mechanical properties of rapidly solidified Al–12Si alloy. J. Alloy. Compd. 2011, 509, 21–26. [Google Scholar] [CrossRef]
- Chen, Z.W.; Lei, Y.M.; Zhang, H.F. Structure and properties of nanostructured A357 alloy produced by melt spinning compared with direct chill ingot. J. Alloy. Compd. 2011, 509, 7473–7477. [Google Scholar] [CrossRef]
- Xu, C.L.; Wang, H.Y.; Qiu, F.; Yang, Y.F.; Jiang, Q.C. Cooling rate and microstructure of rapidly solidified Al–20 wt.% Si alloy. Mater. Sci. Eng. A 2006, 417, 275–280. [Google Scholar] [CrossRef]
- Bendijk, A.; Delhez, R.; Katgerman, L.; Dekeijser, T.H.H.; Mittemeijer, E.J.; Vanderpers, N.M. Characterization of Al–Si–alloys rapidly quenched from the melt. J. Mater. Sci. 1980, 28, 2803–2810. [Google Scholar] [CrossRef]
- Gusakova, O.; Shepelevich, V.; Alexandrov, D.; Starodumov, I. Rapid quenching effect on the microstructure of Al-Si eutectic Zn-doped alloy. J. Cryst. Growth 2020, 531, 125333. [Google Scholar] [CrossRef]
- Zhang, L.Y.; Zhan, Z.J.; Jia, Y.Z.; Wang, W.K.; Zhou, B.D. Characterization of Al–Si–Mg alloys fast quenched from the melt by special medium. J. Mater. Process. Technol. 2007, 187, 791–793. [Google Scholar] [CrossRef]
- Zhang, L.Y.; Jiang, Y.H.; Ma, Z.; Shan, S.F.; Jia, Y.Z.; Fan, C.Z.; Wang, W.K. Effect of cooling rate on solidified microstructure and mechanical properties of aluminium-A356 alloy. J. Mater. Process. Technol. 2008, 207, 107–111. [Google Scholar] [CrossRef]
- Zhang, L.Y.; Zhou, B.D.; Zhan, Z.J.; Jia, Y.Z.; Shan, S.F.; Zhang, B.Q.; Wang, W.K. Mechanical properties of cast A356 alloy, solidified at cooling rates enhanced by phase transition of a cooling medium. Mater. Sci. Eng. A 2007, 448, 361–365. [Google Scholar] [CrossRef]
- Zhang, J.; Yu, H.; Kang, S.B.; Cho, J.H.; Min, G. Modification of horizontal continuous casting Al-12%Si alloy using FSM master alloy. Mater. Charact. 2013, 75, 44–50. [Google Scholar] [CrossRef]
- Chaus, A.S.; Marukovich, E.I.; Sahul, M. Microstructure and properties of secondary Al-12%Si alloy rapidly quenched from the melt. J. Mater. Eng. Perform. 2016, 25, 4776–4784. [Google Scholar] [CrossRef]
- Wang, S.; Ma, R.; Wang, Y.; Wang, Y.; Yang, L. Growth mechanism of primary silicon in cast hypoeutectic Al-Si alloys. Trans. Nonferrous Met. Soc. China 2012, 22, 1264–1269. [Google Scholar] [CrossRef]
- Gelin, F.D.; Chaus, A.S. Metallic Materials; Vysheishaya Shkola: Minsk, Belarus, 2007; pp. 1–396. (In Russian) [Google Scholar]
- Kang, N.; Coddet, P.; Chen, C.; Wang, Y.; Liao, H.; Coddet, C. Microstructure and wear behavior of in-situ hypereutectic Al–high Si alloys produced by selective laser melting. Mater. Des. 2016, 99, 120–126. [Google Scholar] [CrossRef]
- Karmakar, N.; Jha, P.; Ray, S.; Carpenter, N.; Akshay, A.; Lakkonavar, V.; Nienhuis, M. Prediction of secondary dendrite arm spacing in directional solidification of aluminum alloy by casting simulation and micro-structural inspection. In Proceedings of the Symposium on International Automotive Technology, Pune, India, 16–18 January 2019. [Google Scholar]
- Górny, M.; Sikora, G. Effect of titanium addition and cooling rate on primary a(Al) grains and tensile properties of Al–Cu alloy. J. Mater. Eng. Perform. 2015, 24, 1150–1156. [Google Scholar] [CrossRef] [Green Version]
- Xu, C.L.; Jiang, Q.C. Morphologies of primary silicon in hypereutectic Al–Si alloys with melt overheating temperature and cooling rate. Mater. Sci. Eng. A 2006, 437, 451–455. [Google Scholar] [CrossRef]
- Wang, J.; Guo, Z.; Song, J.L.; Hu, W.X.; Li, J.C.; Xiong, S.M. Morphology transition of the primary silicon particles in a hypereutectic A390 alloy in high pressure die casting. Sci. Rep. 7 2017, 14994. [Google Scholar] [CrossRef] [PubMed]
- Wu, Y.; Liu, X.; Jiang, B.; Huang, C. Eutectic nucleation in Al-25 wt.% Si alloy through DSC. Rare Met. 2010, 29, 62–65. [Google Scholar] [CrossRef]
- Wang, J.; Guo, Z.; Song, J.L.; Hu, W.X.; Li, J.C.; Xiong, S.M. On the growth mechanism of the primary silicon particle in a hypereutectic Al-20 wt% Si alloy using synchrotron X-ray tomography. Mater. Des. 2018, 137, 176–183. [Google Scholar] [CrossRef]
- Lu, D.; Jiang, Y.; Guan, G.; Zhou, R.; Li, Z.; Zhou, R. Refinement of primary Si in hypereutectic Al–Si alloy by electromagnetic stirring. J. Mater. Process. Technol. 2007, 189, 13–18. [Google Scholar] [CrossRef]
- Abuhasel, K.A.; Ibrahim, M.F.; Elgallad, E.M.; Samuel, F.H. On the impact toughness of Al–Si cast alloys. Mater. Des. 2016, 91, 388–397. [Google Scholar] [CrossRef]
- Alemdag, Y.; Beder, M. Effects of zinc content on strength and wear performance of Al−12Si−3Cu based alloy. Trans. Nonferrous Met. Soc. China 2019, 29, 2463–2471. [Google Scholar] [CrossRef]
- Taylor, J.A. Iron-containing intermetallic phases in Al–Si based casting alloys. Proc. Mater. Sci. 2012, 1, 19–33. [Google Scholar] [CrossRef] [Green Version]
- Liu, K.; Grant Chen, X. Influence of the modification of iron-bearing intermetallic and eutectic Si on the mechanical behavior near the solidus temperature in Al-Si-Cu 319 cast alloy. Phys. B Condens. Matter 2019, 560, 126–132. [Google Scholar] [CrossRef]
- Becker, H.; Bergh, T.; Vullum, P.E.; Leineweber, A.; Li, Y. Effect of Mn and cooling rates on α-, β- and δ-Al–Fe–Si intermetallic phase formation in a secondary Al–Si alloy. Materialia 2019, 5, 100198. [Google Scholar] [CrossRef]
- Gorny, A.; Manickaraj, J.; Cai, Z.; Shankar, S. Evolution of Fe based intermetallic phases in Al–Si hypoeutectic casting alloys: Influence of the Si and Fe concentrations, and solidification rate. J. Alloy. Compd. 2013, 577, 103–124. [Google Scholar] [CrossRef]
Figure 1.
Cross-sectional macrostructure of the ingot.

Figure 2.
Solidification microstructure of the conventionally cast Al-18%Si-2%Cu alloy in (a,b) lower and (c–f) higher magnification: (a,c–e) conventional etching; (b,f) deep etching; A—needle-like particles of eutectic silicon; B—irregularly shaped coarse particles of eutectic silicon.
Figure 2.
Solidification microstructure of the conventionally cast Al-18%Si-2%Cu alloy in (a,b) lower and (c–f) higher magnification: (a,c–e) conventional etching; (b,f) deep etching; A—needle-like particles of eutectic silicon; B—irregularly shaped coarse particles of eutectic silicon.

Figure 3.
(a) SEM image of solidification microstructure and EDX maps of principal allying elements (b) Al, (c) Si and (d) Cu for the conventionally cast Al-18%Si-2%Cu alloy.
Figure 3.
(a) SEM image of solidification microstructure and EDX maps of principal allying elements (b) Al, (c) Si and (d) Cu for the conventionally cast Al-18%Si-2%Cu alloy.

Figure 4.
Connection between primary and eutectic silicon in (a) Al-18%Si-2%Cu and (b) Al-12%Si alloys.
Figure 4.
Connection between primary and eutectic silicon in (a) Al-18%Si-2%Cu and (b) Al-12%Si alloys.

Figure 5.
Solidification microstructure of the rapidly quenched Al-18%Si-2%Cu alloy in (a) lower and (b,c) higher magnification, deep etching.
Figure 5.
Solidification microstructure of the rapidly quenched Al-18%Si-2%Cu alloy in (a) lower and (b,c) higher magnification, deep etching.

Figure 6.
(a) SEM image of solidification microstructure and EDX maps of (b) Al, (c) Si, (d) Cu and (e) Fe in intermetallic phases for the conventionally cast Al-18%Si-2%Cu alloy.
Figure 6.
(a) SEM image of solidification microstructure and EDX maps of (b) Al, (c) Si, (d) Cu and (e) Fe in intermetallic phases for the conventionally cast Al-18%Si-2%Cu alloy.

Figure 7.
(a) SEM image of solidification microstructure and EDX maps of (b) Al, (c) Si, (d) Cu and (e) Fe in intermetallic phases for the rapidly quenched Al-18%Si-2%Cu alloy.
Figure 7.
(a) SEM image of solidification microstructure and EDX maps of (b) Al, (c) Si, (d) Cu and (e) Fe in intermetallic phases for the rapidly quenched Al-18%Si-2%Cu alloy.

Figure 8.
Fracture surfaces of Al-18%Si-2%Cu alloy (a,c,e) conventionally cast and (b,d,f) rapidly quenched.
Figure 8.
Fracture surfaces of Al-18%Si-2%Cu alloy (a,c,e) conventionally cast and (b,d,f) rapidly quenched.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
The chemical composition of intermetallics in the studied Al-18%Si-2%Cu samples, at.%.
| Calculated Formula | Suggested Formula | Al | Si | Fe | Cu |
|---|---|---|---|---|---|
| Conventionally cast sample | |||||
| Al8(Fe,Cu)Si1.6, Chinese script | Al8FeSiCu | 75.27 | 15.34 | 8.22 | 1.55 |
| Al4Cu, Irregular plate-like | Al2Cu-based [30] | 78.93 | 1.44 | 0.71 | 18.93 |
| Al9.8(Fe,Cu)Si1.2, Irregular plate-like | Al9Fe2Si2 [34] | 81.67 | 9.98 | 3.93 | 4.42 |
| Rapid quenched sample | |||||
| Al4.1Cu, Fine dispersed | Al2Cu-based [30] | 75.91 | 5.62 | 0.14 | 18.32 |
| Al9.9(Fe,Cu)2.3Si, Fine dispersed | Al9Fe2Si2 [34] | 74.82 | 7.56 | 8.62 | 9.00 |
Table 2.
Tensile properties of the studied Al-18%Si-2%Cu samples.
| Sample | Ultimate Tensile Strength, MPa | Elongation, % |
|---|---|---|
| Conventionally cast | 110 ± 10 | 1.3 ± 0.26 |
| Rapid quenched | 178 ± 12 | 1.9 ± 0.32 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Chaus, A.; Marukovich, E.; Sahul, M. Effect of Rapid Quenching on the Solidification Microstructure, Tensile Properties and Fracture of Secondary Hypereutectic Al-18%Si-2%Cu Alloy. Metals 2020, 10, 819. https://doi.org/10.3390/met10060819
AMA Style
Chaus A, Marukovich E, Sahul M. Effect of Rapid Quenching on the Solidification Microstructure, Tensile Properties and Fracture of Secondary Hypereutectic Al-18%Si-2%Cu Alloy. Metals. 2020; 10(6):819. https://doi.org/10.3390/met10060819
Chicago/Turabian StyleChaus, Alexander, Evgeny Marukovich, and Martin Sahul. 2020. "Effect of Rapid Quenching on the Solidification Microstructure, Tensile Properties and Fracture of Secondary Hypereutectic Al-18%Si-2%Cu Alloy" Metals 10, no. 6: 819. https://doi.org/10.3390/met10060819
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.