Refining As-Cast Structures of Novel SixTiVCrZr High-Entropy Alloys Using Estimated Effective Solidification Temperature Obtained Using Chvorinov’s Rule

 , ,
, ,
Abstract
:1. Introduction
2. Methodology: Alloy Design
2.1. Element Substitution
2.2. CALPHAD Temperature-Volume Fraction Property Diagrams
3. Methodology: Experimental
3.1. Alloy Production
3.2. Alloy Testing
4. Results and Discussion
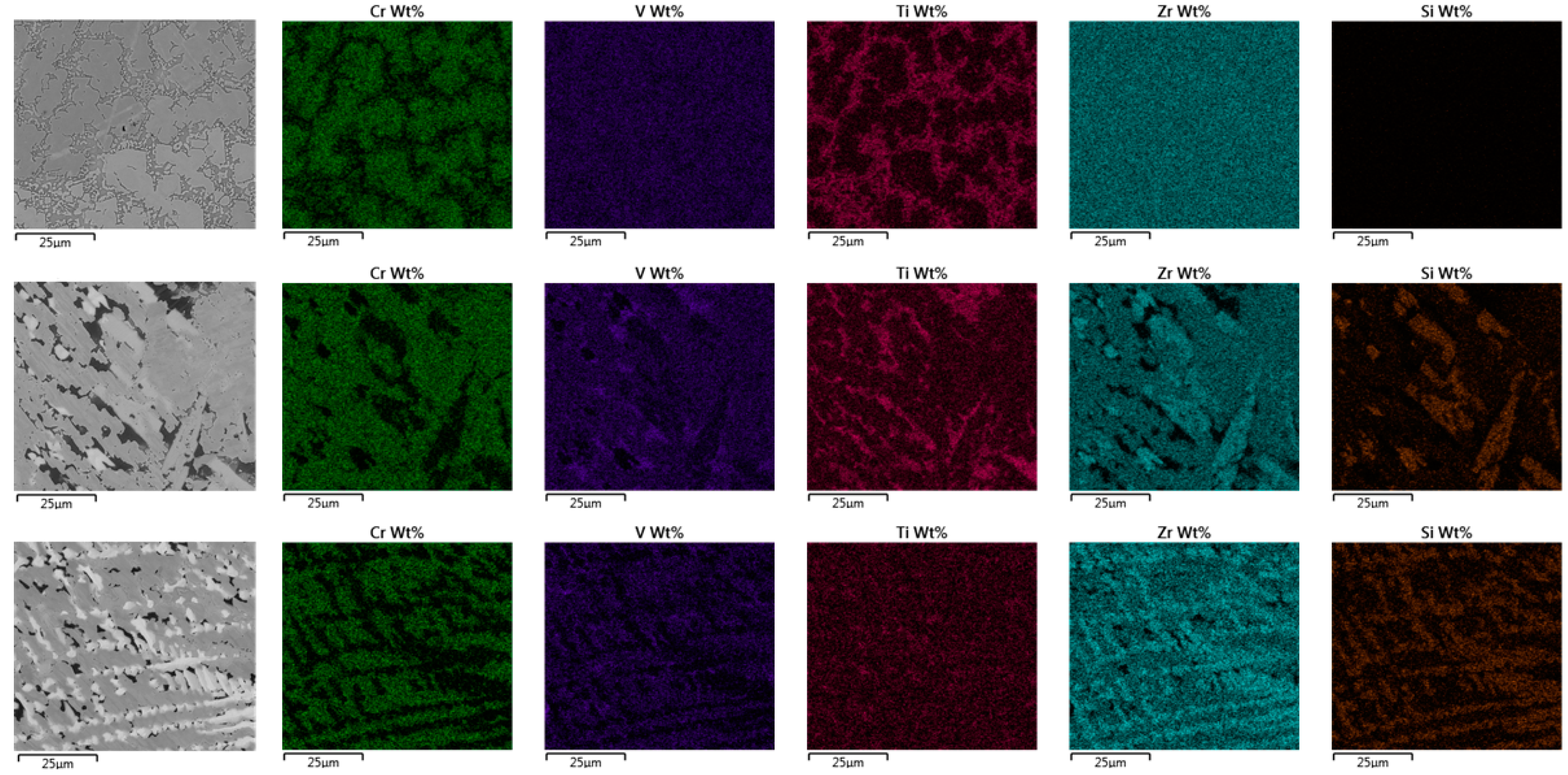
4.1. Structural Characterisation of As-Cast TiVCrZr-Six Compositions
4.2. XRD of As-Cast TiVCrZr-Six Compositions
4.3. Mechanical Properties of TiVCrZr-Six Compositions
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Yeh, J.-W.; Chen, S.-K.; Lin, S.-J.; Gan, J.-Y.; Shun, T.-S.; Tsau, C.-H.; Chang, S.-Y. Nanostructured high-entropy alloys with multiple principal elements: Novel alloy design concepts and outcomes. Adv. Eng. Mater. 2004, 6, 299–303. [Google Scholar] [CrossRef]
- Zhang, Y.; Zuo, T.T.; Tang, Z.; Gao, M.C.; Dahmen, K.A.; Liaw, P.K.; Lu, Z.P. Microstructures and properties of high-entropy alloys. Prog. Mater. Sci. 2014, 61, 1–93. [Google Scholar] [CrossRef]
- Pickering, E.J.; Jones, N.G. High-entropy alloys: A critical assessment of their founding principles and future prospects. Int. Mater. Rev. 2016, 63, 183–202. [Google Scholar] [CrossRef] [Green Version]
- Tsai, M.; Yeh, J. High-entropy alloys: A critical review. Mater. Res. Lett. 2014, 2, 107–123. [Google Scholar] [CrossRef]
- Miracle, D.B.; Senkov, O.N. A critical review of high entropy alloys and related concepts. Acta Mater. 2017, 122, 448–511. [Google Scholar] [CrossRef] [Green Version]
- Leong, Z.; Wróbel, J.S.; Dudarev, S.L.; Goodall, R.; Todd, I.; Nguyen-Manh, D. The effect of electronic structure on the phases present in high entropy alloys. Nat. Sci. Rep. 2017, 7, 39803. [Google Scholar] [CrossRef]
- Tancret, F.; Toda-Caraballo, I.; Menou, E.; Díaz-Del-Castillo, P.E.J.R. Designing high entropy alloys employing thermodynamics and Gaussian process statistical analysis. Mater. Des. 2017, 115, 486–497. [Google Scholar] [CrossRef]
- Pickering, E.J.; Muñoz-Moreno, R.; Stone, H.J.; Jones, N.G. Precipitation in the equiatomic high-entropy alloy CrMnFeCoNi. Scr. Mater. 2016, 113, 106–109. [Google Scholar] [CrossRef]
- Dahlborg, U.; Cornide, J.; Calvo-Dahlborg, M.; Hansen, T.C.; Leong, Z.; Dominguez, L.A.; Chambreland, S.; Cunliffe, A.; Goodall, R.; Todd, I. Crystalline structures of some high entropy alloys obtained by Neutron and X-ray diffraction. Acta Phys. Pol. 2015, 128, 552–556. [Google Scholar] [CrossRef]
- Tsai, M.-H. Three strategies for the design of advanced high-entropy alloys. Entropy 2016, 18, 252. [Google Scholar] [CrossRef]
- Asensio-Domınguez, L.; Goodall, R.; Todd, I. Prediction and validation of quaternary high entropy alloys using statistical approaches. Mater. Sci. Technol. 2015, 31, 1201–1206. [Google Scholar] [CrossRef]
- Senkov, O.N.; Senkova, S.V.; Miracle, D.B.; Woodward, C. Mechanical properties of low-density, refractory multi-principal element alloys of the Cr–Nb–Ti–V–Zr system. Mater. Sci. Eng. A 2013, 565, 51–62. [Google Scholar] [CrossRef]
- Senkov, O.N.; Senkova, S.V.; Woodward, C.; Miracle, D.B. Low-density, refractory multi-principal element alloys of the Cr–Nb–Ti–V–Zr system: Microstructure and phase analysis. Acta Mater. 2013, 61, 1545–1557. [Google Scholar] [CrossRef]
- Kim, B.G.; Kim, G.M.; Kim, C.J. Oxidation behavior of TiAl-X (X = Cr, V, Si, Mo or Nb) intermetallics at elevated temperature. Scr. Metall. Mater. 1995, 33, 1117–1125. [Google Scholar] [CrossRef]
- Liu, C.M.; Wang, H.M.; Zhang, S.Q.; Tang, H.B.; Zhang, A.L. Microstructure and oxidation behavior of new refractory high entropy alloys. J. Alloys Compd. 2014, 583, 162–169. [Google Scholar] [CrossRef]
- Gorr, B.; Mueller, F.; Christ, H.-J.; Mueller, T.; Chen, H.; Kauffmann, A.; Heilmaier, M. High temperature oxidation behavior of an equimolar refractory metal-based alloy 20Nbe20Moe20Cre20Tie20Al with and without Si addition. J. Alloys Compd. 2016, 688, 468–477. [Google Scholar] [CrossRef] [Green Version]
- Zuo, T.T.; Li, R.B.; Ren, X.J.; Zhang, Y. Effects of Al and Si addition on the structure and properties of CoFeNi equal atomic ratio alloy. J. Magn. Magn. Mater. 2014, 371, 60–68. [Google Scholar] [CrossRef]
- Liu, W.H.; Wu, Y.; He, J.Y.; Zhang, Y.; Liu, C.T.; Lu, Z.P. The phase competition and stability of high-entropy alloys. JOM 2014, 66, 1973–1983. [Google Scholar] [CrossRef]
- Zhu, J.M.; Fu, H.M.; Zhang, H.F.; Wang, A.M.; Li, H.; Hu, Z.Q. Synthesis and properties of multiprincipal component AlCoCrFeNiSix alloys. Mater. Sci. Eng. A 2010, 527, 7210–7214. [Google Scholar] [CrossRef]
- Yang, X.; Zhang, Y. Prediction of high-entropy stabilized solid-solution in multi-component alloys. Mater. Chem. Phys. 2012, 132, 233–238. [Google Scholar] [CrossRef]
- Takeuchi, A.; Inoue, A. Metallic glasses by atomic size difference, heat of mixing and period of constituent elements and its application to characterization of the main alloying element. Mater. Trans. 2005, 46, 2817–2829. [Google Scholar] [CrossRef] [Green Version]
- Cunliffe, A.; Plummer, J.; Figueroa, I.; Todd, I. Glass formation in a high entropy alloy system by design. Intermetallics 2012, 23, 204–207. [Google Scholar] [CrossRef]
- Thermo-Calc Software SSOL4/SGTE Solutions Database Version 4. Available online: https://www.sgte.net/en/sgte-solution-database-sgsol (accessed on 14 April 2016).
- DeGarmo, E.P.; Black, J.T.; Kohser, R.A. Materials and Processes in Manufacturing, 9th ed.; Wiley: Hoboken, NJ, USA, 2003. [Google Scholar]
- Ostling, M.; Zaring, C. Mechanical properties of TM silicides. In Properties of Metal Silicides; Maex, K., Rossum, M.V., Eds.; INSPEC, The Institution of Electrical Engineers: London, UK, 1995; pp. 15–30. [Google Scholar]
- Soubeyroux, J.L.; Bououdina, M.; Fruchart, D.; de Rango, P. Phase stability and neutron diffraction studies of Laves phases Zr(Cr1−xMx)2 with M = (Cu0.5Ni0.5) and 0 < x < 0.2 and their hydrides. J. Alloys Compd. 1995, 231, 760–765. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Phase | Cr | V | Ti | Zr | Si |
|---|---|---|---|---|---|---|
| TiVCrZr | Dendritic | + | ~ | − | ~ | |
| Interdendritic | − | ~ | + | ~ | ||
| TiVCrZrSi0.5 | Cr-rich | + | − | − | ~ | − |
| Ti-rich | ~ | ~ | + | − | − | |
| Silicide | − | − | − | + | + | |
| V-rich | − | + | + | − | − | |
| TiVCrZrSi | Cr-rich | + | ~ | ~ | ~ | − |
| Silicide | − | − | ~ | + | + | |
| V-rich | ~ | + | + | − | − |
| Alloy TiVCrZr-Six x = | Individual Samples | Averages | ||||
|---|---|---|---|---|---|---|
| E (GPa) | σy (GPa) | Failure Stress (GPa) | E (GPa) | σy (GPa) | Failure Stress (GPa) | |
| 0 | 30 | 1.82 | 2.15 | 30 | 1.76 | 2.23 |
| 29 | 1.70 | 2.31 | ||||
| 0.5 | 45 | 0.97 | 1.14 | 45 | 0.97 | 1.14 |
| 1.0 | 55 | 1.97 | 1.97 | 56 | 1.87 | 1.87 |
| 57 | 1.77 | 1.77 | ||||
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Leong, Z.; Huang, Y.; Bloomfield, M.; Jim, B.; Kerridge, G.; Pitcairn, J.; Schobitz, M.; Sinclair, L.; Zilinskaite, S.; Goodall, R. Refining As-Cast Structures of Novel SixTiVCrZr High-Entropy Alloys Using Estimated Effective Solidification Temperature Obtained Using Chvorinov’s Rule. Metals 2020, 10, 317. https://doi.org/10.3390/met10030317
Leong Z, Huang Y, Bloomfield M, Jim B, Kerridge G, Pitcairn J, Schobitz M, Sinclair L, Zilinskaite S, Goodall R. Refining As-Cast Structures of Novel SixTiVCrZr High-Entropy Alloys Using Estimated Effective Solidification Temperature Obtained Using Chvorinov’s Rule. Metals. 2020; 10(3):317. https://doi.org/10.3390/met10030317
Chicago/Turabian StyleLeong, Zhaoyuan, Yuhe Huang, Maximillian Bloomfield, Bethany Jim, George Kerridge, Jem Pitcairn, Michael Schobitz, Lorna Sinclair, Silvija Zilinskaite, and Russell Goodall. 2020. "Refining As-Cast Structures of Novel SixTiVCrZr High-Entropy Alloys Using Estimated Effective Solidification Temperature Obtained Using Chvorinov’s Rule" Metals 10, no. 3: 317. https://doi.org/10.3390/met10030317