


Embedded Payload Solutions in UAVs for Medium and Small Package Delivery


1
Department of Mechanical and Industrial Engineering, University of Brescia, Via Branze, 38, 25123 Brescia, Italy
2
Imbal Carton s.r.l., Via Gardesana, 54, 25080 Prevalle, Italy
*
Author to whom correspondence should be addressed.
Machines 2022, 10(9), 737; https://doi.org/10.3390/machines10090737
Submission received: 31 July 2022
/
Revised: 22 August 2022
/
Accepted: 25 August 2022
/
Published: 27 August 2022
(This article belongs to the Special Issue Advances of Machine Design in Italy 2022)
Abstract
:Investigations about the feasibility of delivery systems with unmanned aerial vehicles (UAVs) or drones have been recently expanded, owing to the exponential demand for goods to be delivered in the recent years, which has been further increased by the COVID-19 pandemic. UAV delivery can provide new contactless delivery strategies, in addition to applications for medical items, such as blood, medicines, or vaccines. The safe delivery of goods is paramount for such applications, which is facilitated if the payload is embedded in the main drone body. In this paper, we investigate payload solutions for medium and small package delivery (up to 5 kg) with a medium-sized UAV (maximum takeoff of less than 25 kg), focusing on (i) embedded solutions (packaging hosted in the drone fuselage), (ii) compatibility with transportation of medical items, and (iii) user-oriented design (usability and safety). We evaluate the design process for possible payload solutions, from an analysis of the package design (material selection, shape definition, and product industrialization) to package integration with the drone fuselage (possible solutions and comparison of quick-release systems). We present a prototype for an industrialized package, a right prism with an octagonal section made of high-performance double-wall cardboard, and introduce a set of concepts for a quick-release system, which are compared with a set of six functional parameters (mass, realization, accessibility, locking, protection, and resistance). Further analyses are already ongoing, with the aim of integrating monitoring and control capabilities into the package design to assess the condition of the delivered goods during transportation.
1. Introduction
In recent years, exponential growth in the volume of packages to be delivered has occurred in the logistics industry and transportation field. The COVID-19 pandemic further intensified this trend, increasing the demand from the e-commerce market and eliciting the awareness of consumers and stakeholders of the need for new logistics solutions, such as contactless delivery strategies. The world health crisis not only affected consumer purchase habits but also introduced modifications in the kind of goods to be delivered, for instance, increasing the demand for delivery of medicines, vaccines, and biological tests.
In this scenario, investigations about the feasibility of delivery systems based on the use of unmanned aerial vehicles (UAVs) or aerial drones (hereafter drones for the sake of simplicity) has been expanded. As described by Benarbia and Kyamakya in a review [1], much literature on this topic focuses on last-mile delivery (or the “last-mile challenge”), as it represents the most critical step of the delivery process. Transportation costs increase as packages approach their final destination—even more so in rural areas. For such applications, drone-based systems could help to reduce the carbon footprint of the delivery process, as well as traffic jams. On the other hand, commonly identified constraints include short flight ranges and low payloads, which are mainly related to the limited autonomy of UAV batteries [2,3]. To solve this issue, drones would need to either reduce their roundtrip extension or lean on a distributed network of recharging stations, which are generally not yet available [1,4]. In addition, drone performance can be affected by hostile weather conditions, which can reduce aerodynamics and induce communication issues or limit operator effectiveness [5,6]. Developing robust and efficient UAVs requires considerable designer competence, consequently increasing the final production and operating costs of the drone [1].
Slightly different evaluations should be considered when dealing with the delivery of medical items, from first aid and medical supplies [7,8,9], such as automatic external defibrillators (AEDs) [10,11,12,13,14,15]; to medicines and pharmaceuticals [16,17,18], such as insulin [19] or vaccines [20,21,22,23]; or biological samples, such as blood [24], tissues [25], or microbiological and laboratory samples [26]. In a 2019 paper, Hii et al. [19] expanded the concept of feasibility analysis of drone-based delivery, highlighting the need to focus on the delivery process itself, the transported good, and in particular, on the potential impact of UAV transportation on the ultimate quality of the delivered medicine. In their work, the authors evaluated the effects of flight conditions on insulin samples, which are very sensitive to environmental stresses, such as high temperatures and exposure to agitation or vibrations. Data revealed that the insulin quality was maintained after delivery, and the authors recommended the application of five tests to assess the feasibility of UAVs for delivery of medicines, including a post-delivery quality test and the on-board monitoring of the pharmaceuticals’ environment. Similar studies were presented by Amukele et al. in 2017 [27], Yakushiji et al. in 2020 [28], and Mohd et al. in 2021 [24] but with respect to blood delivery for emergency cases, e.g., transfusions [28] or postpartum hemorrhaging [24]. All the above-mentioned studies, both under simplified [27] and actual operating conditions [24,28], reported positive results. The described tests are not easily compared, as the flight times varied between 9 and 35.52 min (Hii et al. [19] and Yakushiji et al. [28], respectively), the adopted UAVs were of varying sizes (from a few grams [19] to a maximum declared takeoff mass of 24.9 kg [28]), and different operative conditions were applied (such as payload and travelled distance).
Nonetheless, package deliveries reported in the literature are generally characterized by payloads applied externally to the drone main body, either rigidly connected with gimbals or suspended with ropes. These configurations allow for the use of standard components, such as ordinary refrigerators and supply bags [28,29] for transportation but also enable the use of custom packaging systems, providing additional features to fulfill peculiar requirements. Maity presented a lightweight polyisocyanurate thermal insulation system and a comparison with different materials and solutions [30]. Kostin and Silin [31] proposed an isothermal container for medical delivery, whereas Amicone et al. [25] proposed “Smart Capture”, i.e., a packaging solution integrating an artificial intelligence (AI) system that can measure relevant parameters, such as temperature or vibrations during flight, and monitor or control them. With respect to blood transportation, insulated containers or shippers provided with ice packs are most commonly used [29], but specific requirements and packing instructions are defined by regulations, such as the United Nations Agreement Concerning the International Carriage of Dangerous Goods by Road (ADR) [32,33]. Biological substances classified as dangerous goods according to UN guideline UN3373 require in particular transportation conditions that vary depending on the specific material to be transported, such as liquid or solid substances, and according to the delivery scenario, such as by road or air, for example, ADR packing instruction 650, category b, or the corresponding IATA (International Air Transport Association) guidelines.
Stephan et al. (2022) [17] described two additional issues associated with medical drone delivery: (i) users interact with UAVs, but little attention is paid to this interaction in the design phases of drones and delivery processes; and (ii) little scientific evidence is available with respect to the effectiveness, user experience, and acceptance of medical delivery with UAVs, as information about the use of drones to deliver medicines is often disseminated through media rather than empirical studies. The acceptance and reputation of drones have proven to be non-trivial aspects with respect to the successful adoption of such devices for everyday delivery in civilian contexts. Zailani et al. [6] suggested that the potential and prior use of UAVs for military purposes affects societal perceptions of drones. de Miguel Molina et al. compiled a list of drone applications considered acceptable by society [34], including medical purposes [27] and for support in emergency scenarios [35,36], as well as applications that enable proactive behaviors for environmental protection, such as forest monitoring [37], surveying marine fauna [38], and mapping coral reefs [39] or orangutan habitats [40]. Within this framework, user perception of safety and security of drone delivery is also fundamental [41] with respect to UAVs themselves, for example, concerning the risk of accidents or failures or the security of the payload, as the good should be reliably delivered without causing harm.
With these considerations in mind, in this paper, we investigate payload solutions for medium and small package delivery with a medium-sized UAV (i.e., with a maximum takeoff mass ≤ 25 kg) under the following conditions:
- (i)
- Embedded solution: the packaging must be hosted in the cargo bay within the drone fuselage;
- (ii)
- Medical transportation compatibility: the packaging must allow for the delivery of medical items; and
- (iii)
- User-oriented design: the packaging must make voluntary interaction with the user as simple as possible.
The simultaneous focus on these three aspects represents the main innovation of the present study with respect to the currently available literature. Furthermore, we describe, in detail, the methodological steps adopted in the development process, in addition to focusing on design aspects of the payload system, with particular attention to geometry and the material of the package itself, from the collection of the requirements to the concept of a custom box designed to fit within the vehicle fuselage and product industrialization. Interaction with the user is carefully considered throughout the design process, especially in the preliminary investigation of a quick-release system for package protection, and a set of qualitative solutions is proposed.
2. Materials and Methods
In this section, we describe the main steps of the applied design process, including identification of the set of requirements for the packaging system, investigation of the geometry and material of the packaging, and a preliminary optimization for product industrialization. Finally, the framework of the quick-release system is described.
2.1. Requirements Identification
The realization of an embedded payload solution involves a set of requirements, including mandatory specifications and desiderata, as well as constraints and possible additional elements arising from untold needs that should be considered from the early stages of the design process [42,43].
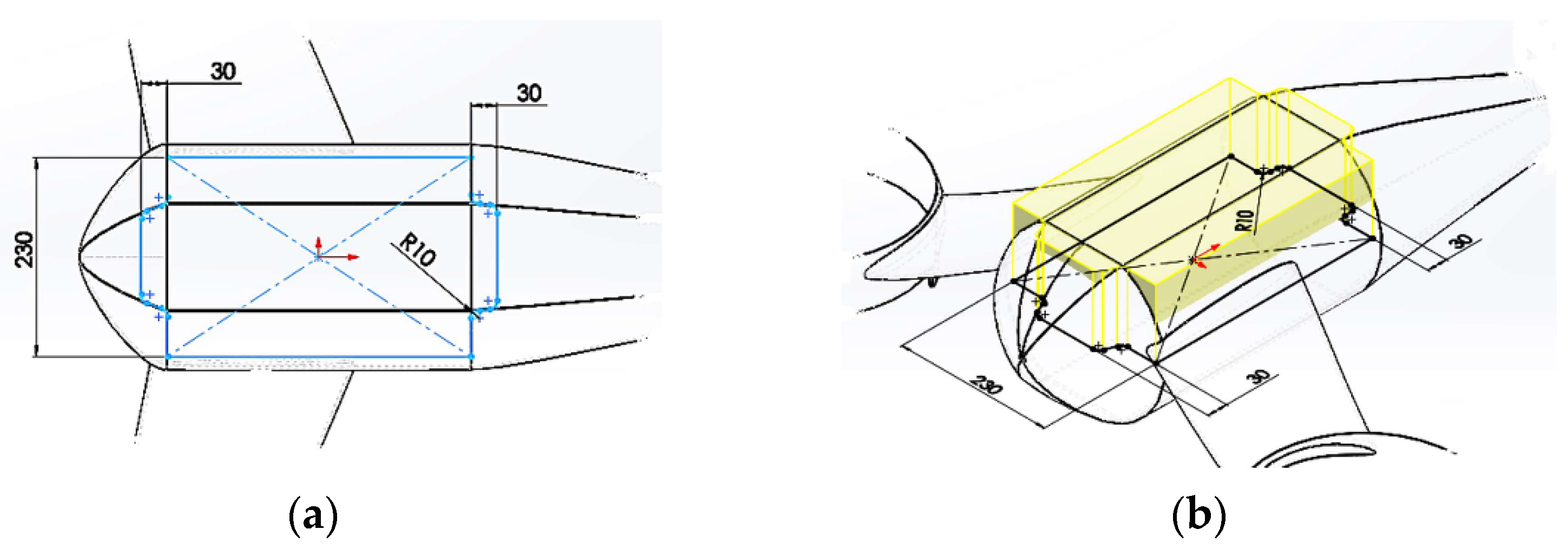
Figure 1 is a qualitative schematic of the proposed UAV cargo bay. The cargo bay is accessible from the top of the UAV body, with the drone on the ground. The drone was designed to ensure a maximum payload of 5 kg, with a maximum takeoff mass ≤ 25 kg. We do not provide any technical details about the UAV performance or design, as such parameters fall outside the scope of the present paper.
In particular, specific requirements emerge from the set conditions:
- (i)
- Embedded solution:
- a.
- The available volume within the drone fuselage that can be occupied by the package must be optimized;
- b.
- Access to the cargo bay should be as simple as possible for the user, but the package should be protected as much as possible from external undesired interactions and threats.
- (ii)
- Medical transportation compatibility:
- a.
- The package must have an adequate minimum internal volume and be composed of appropriate materials that do not cause danger or harm to the good or the user. The package must also allow for sensor integration for delivery tracking and monitoring of package conditions, with additional space to house dry ice units;
- b.
- The release system must work in emergency scenarios, with the user acting under potentially high-stress conditions. Therefore, access to the cargo bay by the user must be as simple and effective as possible.
- (iii)
- User-oriented design:
- a.
- The package must be easy to use, i.e., simple and quick to assemble and open. The box should include user instructions for assembly and opening operations;
- b.
- The release system must effectively ensure the safety and security of the good but be intuitive to use. Access to the cargo bay must be safe for the user and as inclusive as possible (e.g., wheelchair-friendly).
Additional packaging constraints are related to the need for industrialization, which must be cost-effective; therefore, the package geometry should be as simple as possible, made of cardboard folded from a plane and generated by a single machining process comprising die cutting and etching.
2.2. Packaging Geometry
The proposed cargo bay is a cylinder with an elliptic section (major axis, 252 mm; minor axis, 242 mm; length, 400 mm).
To identify the optimal package geometry, keeping in mind the requirement of packaging material folded from a plane, only solutions derived from solids of revolution were considered, in addition to an ordinary parallelepipedon and, in particular, right prisms with hexagonal and octagonal sections. Cylindric structures were excluded, as they cannot be feasibly constructed from a plane cardboard sheet.
Maximization of volume was considered as a selection criterion.
2.3. Packaging Material
Given the purpose of the packaging, corrugated papers were evaluated, as well as multilayer containerboard generally composed of at least three sheets of paper: outside and inside liners sandwiching the fluting, i.e., a wave-shaped sheet of paper. The mechanical performance of the final cardboard design is characterized by equal materials, number of layers, and flute dimensions (e.g., height and pitch of the flutes and number of flutes per meter). Table 1 lists the main types of flutes and their most distinguishing features.
Three elements were evaluated in the selection of a grade (or composition) of cardboard most suitable for the delivery of medical items under severe weather conditions:
- (e.1)
- Outside liner: The external liner of the package must be made of virgin fiber paper, as it provides resistance to impacts and absorption of liquids. These characteristics can be assessed through burst tests and Cobb tests, respectively, as described in Test Standard DIN EN ISO 535; the former involves the use of a Mullen tester to measure the pressure force required to puncture or rupture the face of the corrugated board (in kPa), and the latter measures the amount of water absorbed by a defined area of cardboard within a defined amount of time (typically 60, 180, or 1800 s) resulting from one-sided contact with water (in g/m2). Holding other characteristics equal, the selected grade must maximize the results of the burst test and minimize those of the Cobb test;
- (e.2)
- ECT/cardboard density ratio: The edge compression test (ECT) measures the strength of corrugated board in response to edgewise compression. In the test, a small segment of cardboard is compressed on its edge between two rigid plates orthogonal to the direction of the flutes, and the force required to establish a peak load is measured (in kN per linear meter of load-bearing edge (kN/m), although often reported as an ECT value). The chosen grade must provide the best ECT result with equal mass;
- (e.3)
- ECTmin: for the selected grade, a minimum value of 7 kN/m is required.
The following materials were evaluated:
- -
- KLW (white kraftliner ), a virgin fiber paper characterized by high resistance to humidity and high mechanical performance;
- -
- WS (Wellenstoff), a recycled paper typically used in flutes and middle-layer paper; and
- -
- TL (test liner), a recycled paper characterized by low cost and low performance.
Low thickness of the grade and low total mass of the package were considered as additional preferences, and environmental friendliness of the material, production costs, and process sustainability were also evaluated as selection criteria for the packaging composition.
2.4. Industrialization Process
The realization process for the package comprises three main phases: the cardboard cut, which includes both the silhouette die cut and the creation of creases; scrap removal; and the final product collection.
The silhouette of the unfolded box must be optimized to allow for quick and simple package folding, optimal operational conditions for the machining process, and maximization of the cardboard sheet yield.
The final package should minimize the number of actions required by the user for folding; this can be achieved by presetting the optimal arrangement of flaps to facilitate the procedure. Specific convenient expedients can be implemented to this end: for example, smart shaping of the flaps could enable auto-centering and plug-in closure or hook-locking, avoiding the need for glues or adhesive tapes.
With respect to realization of prototypes, the employed professional machines (provided by Imbal Carton S.r.l., Prevalle BS, Italy) require a minimum width of 5 mm for die cutting of the windows. When die cutting, non-idealities should be also considered, such as the anisotropy of the cardboard properties along the sheet directions (width and length) resulting from the presence of one or more fluting liners. The position and the maximum extension of the flaps should also be evaluated, as particularly unbalanced ratios of length and width of the flaps could translate to a loss of resistance, in addition to flute orientation with respect to fold lines and the direction of maximum extension of the flaps. The esthetics and equilibrium of shapes should also be considered as relevant factors with respect to the definition of the final package geometry.
2.5. Quick-Release System
The quick-release system is expected to fulfill a double role: to allow for prompt access to the package for the final user on one hand, as well as to protect the package from physical constraints, preventing access by unauthorized personnel.
To lock the relative movement between package and cargo bay, only simple support constraints have been taken into consideration. The constraint is bilateral, considering that the box is supported by the fuselage on the opposite side. This surface, together with a set of clamps, prevents the package from moving, constraining the six degrees of freedom (DoFs) of the rigid-body box.
A set of preliminary parameters were identified to enable a first comparison among possible solutions. The following aspects were evaluated:
- (a.1)
- Mass: overall mass of the system (could be substituted by volume or material cost, as all the proposed solutions are intended to be realized with the same material);
- (a.2)
- Realization: quantification of the realization costs of the system; assessed in terms of the number of elements that require precision machining;
- (a.3)
- Accessibility: ease of use by the user during the release and detachment of the package; quantified in terms of the number of elementary operations required of the user to retrieve the package;
- (a.4)
- Locking: the ability of the system to constrain the package in terms of contact surfaces or redundancy; evaluated in terms of the area of the system at a minimum distance from the package;
- (a.5)
- Protection: provides an indication about the level of protection that the system can assure; is quantified as the area of the package free from fuselage protection, but covered by the system;
- (a.6)
- Resistance: the capacity of the system to provide functional support to the resistance of the fuselage; evaluated in terms of the minimum transversal section of the system along the package extension.
Because the proposed solutions are presented at the concept level and the aim of evaluating the proposed parameters was to rank preferences, the values assigned to the six parameters were normalized between 0 and 100% to facilitate comparison. Following normalization, a value of 100% represents the ideal condition, i.e., low mass, low realization cost, few actions required for accessibility, wide locking and protection surfaces, and a wide resistance section.
3. Results
3.1. Industrialized Packaging
A right prism geometry with an octagonal section was selected for the final package design. The industrialized design was slightly modified with respect to the original concept, making the section prism equilateral. Although this reduces the actual internal volume available for storage, it also simplifies the package realization and folding procedure.
Figure 2 shows the folded prototype of the industrialized packaging. The final dimensions of the unfolded package are 320 × 83 × 83 mm, whereas the dimensions of the cardboard sheet are (1291 × 745) mm. Figure 3 shows a technical drawing of the sheet layout for die cutting of the package, revealing that the optimal solution allows for a yield of two boxes per sheet.
A synthesis of the results of the performed tests and of the main features of the grade selection is reported in Table 2. KLW achieved the best results in the Cobb test (lower values of liquid absorption), so was selected as the material for the outside liner; the last column of Table 2 describes whether this specification is met.
Three grades (2.28 BC Q9, 2.28 BE X7, and 2.47 BC N9) satisfy both conditions of both an ECT value higher than 7 kN/m and KLW as the external paper. Among them, 2.28 BE X7 presented the lowest thickness and was therefore chosen as the cardboard material. This grade, also known as “Next generation board®”, is a double-wall board, the composition of which is listed in Table 3, with an overall thickness ranging between 3.7 and 3.9 mm, which is considerably lower than the typical values for comparable BE compositions (4.5 mm).
The procedure for packaging folding includes the following steps:
- (s.1)
- The good to be delivered, equipped with its standard box, if necessary, is positioned on the package rectangular face connected to the two lateral octagonal faces;
- (s.2)
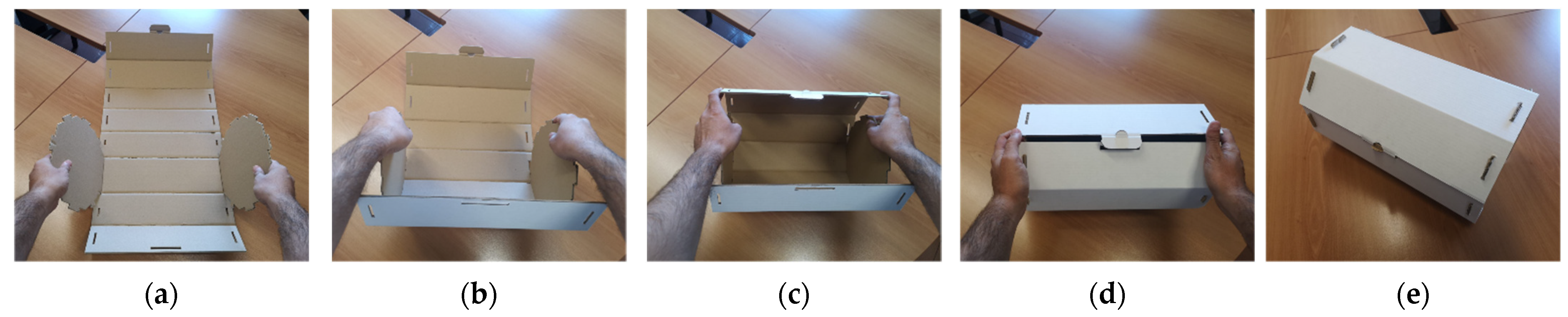
- The octagonal faces are folded perpendicularly to the support surface toward the inner side of the box (see Figure 4a);
- (s.3)
- Grasping the box by the octagonal faces, the box is roto-translated on the support surface so that the lateral flaps of the octagonal face lock with the windows of each rectangular face (see Figure 4b);
- (s.4)
- Once all the rectangular faces are locked to the octagonal bases, the final flap on the longitudinal dimension of the last rectangular face is hook-locked to the corresponding window, closing the box (see Figure 4d);
- (s.5)
- Additional elements, such as a seal of warranty, can be affixed to the package, although not necessary for packaging functionality.
If the good is sensitive to orientation, s.4) can be performed inversely, i.e., bringing the rectangular faces to wrap the good and to lock with the octagonal bases (see Figure 4c).
3.2. Quick-Release System
Four solutions were identified for the quick-release system, referred to as (a) clamps, (b) shutters, (c) cage, and (d) Y. The concepts are depicted in Figure 5, and their working principles are briefly summarized.
3.2.1. Clamps
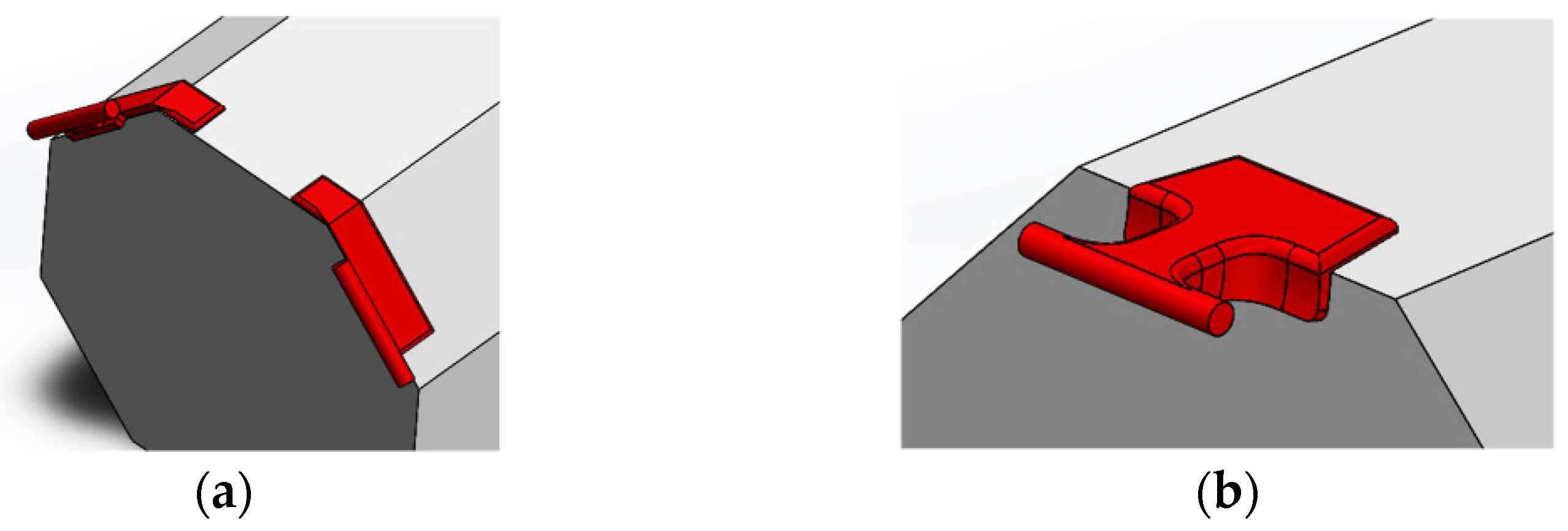
The first solution comprises three clamps, each rotating around a hinge and shaped to adapt to the package profile, as shown in Figure 6.
Each clamp is expected to be equipped with an additional latch (not visible in Figure 6) for safety purpose, which can mechanically force the clamps to maintain the locking configuration. Clamps actuation can be achieved with three main strategies:
- (c1)
- The clamps are directly connected to an electric actuator that manages opening and closing of the clamps and can be remotely controlled. The system is user-independent, as locking and unlocking operations do not require user action;
- (c2)
- Clamp-closing operations are performed automatically. Once the package is locked, the safety latch can be automatically closed and opened. To release the package, the user must wait for the remote opening of the safety latch, then manually open each clamp;
- (c3)
- Clamp closing and safety latch locking and unlocking managed as in (c2), but every clamp is provided with a spring that is compressed when the clamps are closed. Opening of the safety latch enables the automatic release of the clamps without action by the user.
3.2.2. Shutters
The second solution involves a shutter-like closing system composed of several rectangular modular elements connected in series through sets of coaxial rotational hinges, creating two shutter units (see Figure 7).
The shutters move along arc-shaped rails, either automatically or manually actuated by the user through a handle (not depicted in Figure 5(b)). Once the shutters are closed, the units are locked with a hook (not shown in Figure 5b).
This solution is compliant with the presence of a safety latch, and two safety latches are included close to the rails to constrain the movement of the shutter units.
3.2.3. Cage
The third solution is composed of two symmetrical cage elements, each shaped from a tubular unit. The elements translate longitudinally along linear runners and can be locked with a hook to constrain the package when converging toward one another (Figure 8).
Similarly to the previous cases, this solution can be integrated with safety latches (two to four) to prevent motion of the cage elements along the trails, and the central hook can be manually activated by the user or remotely actuated to reduce the actions required by the user.
3.2.4. Y
The final proposed solution comprises a monolithic Y-like structure connected to the fuselage with a hinge at the base of the Y-shaped element. Each of the distal branches of the element is equipped with a mobile latch, which enables locking of the Y module to the fuselage. The package is constrained by the lower surface of the Y element, which envelopes the box.
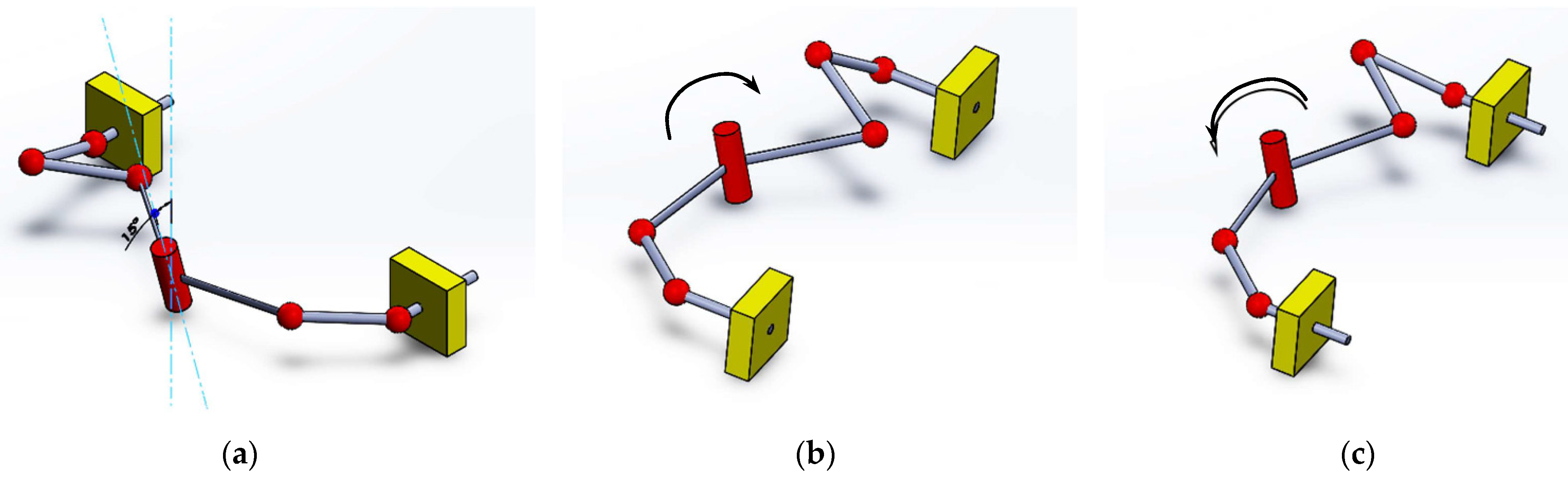
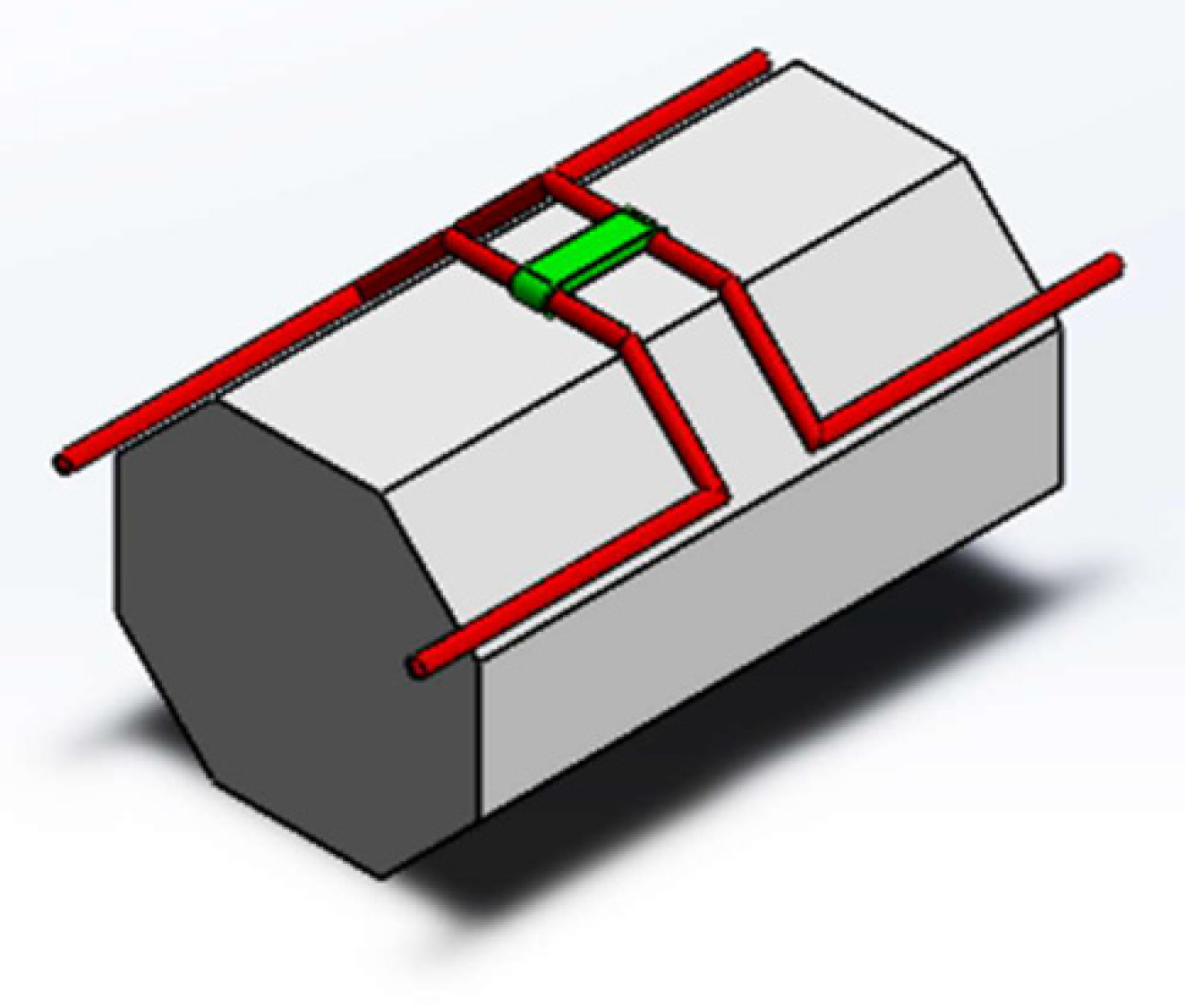
The mobile latches can be actuated according to many strategies. Figure 9 depicts a linkage mechanism that allows for movement of both the latches with a single degree of freedom. Figure 9a shows the kinematic chains composing the right and left sides of the system, comprising a four- and five-bar mechanism, respectively. The cranks are rigidly connected to the central rotational joint, which, once actuated, forces the distal links to slide along the system sliders. Actuation can be provided manually with a dedicated handle or automatically through electric actuation. The mechanism could be integrated in the Y element but was designed to be integrated into the drone fuselage.
This solution allows for integration of additional safety latches, which could be remotely controlled to prevent system movement.
3.2.5. Solution Comparison
To compare the identified solutions, the six parameters of mass, realization, accessibility, locking, protection, and resistance were evaluated, and the assigned values were normalized in percentage, as shown in Table 4.
4. Discussion
Integration of packaging within the UAV main body is feasible for medium and small packages. In the present study, a payload of 5 kg was assumed for a medium-sized drone. An embedded payload system provides several advantages for the overall delivery process, for instance, repeatability and stability performance of the UAV. This solution avoids turbulence resulting from the interaction between packaging and air. Furthermore, if no external bodies interfere with the aerodynamics of the drone during the flight, aerodynamic parameters, especially drag loads, are theoretically predictable, and the final performance is independent of package dimensions.
In the case of transportation of medical items, the delivered goods require the utmost care and introduce additional constraints to an already challenging scenario, with the interaction between drones and users presenting uncertainties and generating unexpected conditions. An embedded solution would ensure improved security levels by design, as potential sources of failure, such as gimbals or ropes, are not present, and access to the package can be better managed, reducing the risk of harm resulting from interventions by unauthorized personnel.
4.1. Packaging
A study of custom packaging specific to the considered UAV allows for optimization of the payload capacity of the drone in terms of available volume.
Various materials were evaluated for the cardboard, with different grades. The starting set of possible materials was identified considering expert indications to exclude, for instance, materials that are not easily procurable, and the final grade was selected according to the results of burst and Cobb tests, as well as ECT values assessing the mechanical characteristics of the board. The selected grade for the corrugated cardboard is light-weight, with reduced dimensions and high-performance characteristics, offering high resistance to humidity, atmospheric agents, and external stresses (such as impacts and vibrations), in addition to offering thermal insulation properties and satisfactory mechanical characteristics (such as compressive strength).
The industrialization process allows for minimization of the production costs, and the identified package shape enables delivery of goods with traditional boxes, as it can envelop and protect them during transportation. Volume within the package and inner box is available for additional features; in the case of delivery of medical items, it can house small passive refrigeration units, dry ice boxes, and sensors for continuous monitoring of the good, as suggested in the literature [19]. New solutions are already under evaluation to integrate elements into the package enabling not only the detection of relevant phenomena but also active control of the desired parameters. The industrialization process also supports a careful design of the assembly procedure for the package; a set of instructions describing how to fold/unfold the package were established to be included with the box itself, if not directly printed on the box surfaces. This feature is enabled by the characteristics of the chosen material (the specific BE composition) and is in line with indications that emerge from the literature; in particular, in the case of medical delivery, user interaction with UAVs can be strongly affected by high-stress conditions, anxiety, and a sense of urgency associated with a fear that delays could result in serious or fatal consequences [17].
To the best of our knowledge, the identified packaging solution represents the first single-use packaging developed for medical delivery purposes composed of high-performance and fully recyclable material. The package is folded and closed without glue, so the end user can completely unfold the box to the original shape to easily access the delivered good, and the chosen material does not present biohazards. Furthermore, the package material is environmentally friendly, and the production process satisfies sustainability requirements, maximally exploiting the original paper sheets, and produced scraps are fully recyclable.
4.2. Quick-Release System
The considered UAV was not designed to deliver packages under conditions of stationary flight (parcel delivery with/without parachute, mechanical arm, or a similar design) but for ground delivery. The cargo-bay position is designed to allow the user to easily approach the package and is compatible with wheelchair use. Vertical extraction of the package from the drone main body was conceived to enhance usability in critical or emergency situations. The basic rationale is that after a quick release of the package, the box can be picked up by lifting it from inside the fuselage with one or more handles. The packaging protects the delivered good, also providing structural value, given the integration of the package into the fuselage. In this sense, the quick-release system is a key element of the delivery process.
To control packaging access, quick release is expected to be performed by a combination of local physical release and a remotely controlled safety electromechanical release. All of the proposed solutions enable implementation of such a double-check strategy.
The set of described parameters presented for comparison of the quick-release solutions represents an attempt to objectively assess a mix of quantitative and qualitative aspects that characterize each concept and that could be relevant in the selection process of the most suitable solution for a specific application. Nonetheless, this approach presents important limitations: i) the list of parameters could be arbitrarily modified and integrated, and ii) the meaning and importance assigned to each parameter for a given application could vary depending on the experience and sensitivity of the designer. For instance, the concept of accessibility was assessed in the present study according to the number of actions required by the user to extract the package. In the normalization step, fewer operations were classified as the optimal condition, indicating ease of use; however, with a different mindset, a high number of operations could be preferred, indicating an index of voluntary action.
4.3. Limitations of the Study
Besides the limitations of with respect to the specific applied methods, such as the necessity of preselecting possible materials to select the final cardboard grade or the described limits related to the choice of a specific set of parameters for evaluation of the quick-release solutions, the main limitation of the current work lies in the impossibility of completely validating the effectiveness of the packaging solution for any kind of medical item. This is mainly due to two reasons: on one hand, regulations determine different sets of requirements depending on the specific materials to be delivered; on the other hand, the quick-release system represents an expected outer third level of protection of the package, which, according to regulations, needs to be considered for performance evaluation of the overall packaging system. For the same reason, a direct comparison with currently available containers would provide few indications, given the peculiarities of the proposed package. Nonetheless, a preliminary set of packaging tests is currently being planned, with the aim of assessing leak-proof and sift-proof capabilities, as well as the maximum internal pressure that can be withstood without leakage.
5. Conclusions
In the present study, we investigated payload solutions for medium and small package delivery with a medium-sized UAV, considering three main aspects: (i) an embedded solution, (ii) medical transportation compatibility, and (iii) user-oriented design.
The payload solutions were analyzed at different levels, from the package design, in terms of material, shape, and product industrialization; to package integration within the drone fuselage, focusing on possible concepts for the implementation of a quick-release system. Particular attention was given to the interaction between the user and the drone, with a focus on usability and safety aspects.
A prototype of the industrialized version of the package was realized, and a set of concepts for a quick-release system were proposed. Further analyses are currently ongoing, with the aim of integrating monitoring and control capabilities for the package to assessing the condition of the delivered good during transportation.
Author Contributions
Conceptualization, M.S., A.B., R.A., R.F. and C.A.; methodology, A.B., R.A., R.F. and C.A.; formal analysis, M.S. and C.A.; investigation, M.S. and C.A.; resources, M.S.; data curation, M.S. and C.A.; writing—original draft preparation, M.S. and C.A.; writing—review and editing, A.B., R.A. and R.F.; supervision, M.S. and C.A.; project administration, M.S. and C.A.; funding acquisition, M.S. and C.A. All authors have read and agreed to the published version of the manuscript.
Funding
This research was partially funded by Regione Lombardia, Call Hub Ricerca e Innovazione, within the project “MoSoRe@Unibs—Infrastrutture e servizi per la Mobilità Sostenibile e Resiliente”, 2020–2022.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
The authors thank Michele Franceschetti and Filippo Prandini for their invaluable support.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Benarbia, T.; Kyamakya, K. A Literature Review of Drone-Based Package Delivery Logistics Systems and Their Implementation Feasibility. Sustainability 2021, 14, 360. [Google Scholar] [CrossRef]
- Amici, C.; Ceresoli, F.; Pasetti, M.; Saponi, M.; Tiboni, M.; Zanoni, S. Review of Propulsion System Design Strategies for Unmanned Aerial Vehicles. Appl. Sci. 2021, 11, 5209. [Google Scholar] [CrossRef]
- Amici, C.; Ceresoli, F.; Saponi, M.; Pasetti, M.; Zanoni, S.; Borboni, A.; Tiboni, M.; Faglia, R. Experimental Characterization of an Electrical Propulsion Unit for Service UAVs. In Proceedings of I4SDG Workshop 2021; Quaglia, G., Gasparetto, A., Petuya, V., Carbone, G., Eds.; Springer International Publishing: Cham, Switzerland, 2022; pp. 307–314. [Google Scholar] [CrossRef]
- Suzuki, K.A.O.; Filho, P.K.; Morrison, J.R. Automatic Battery Replacement System for UAVs: Analysis and Design. J. Intell. Robot. Syst. 2011, 65, 563–586. [Google Scholar] [CrossRef]
- Ranquist, E.A.; Steiner, M.; Argrow, B. Exploring the range of weather impacts on UAS operations. In Proceedings of the 18th Conference on Aviation, Range and Aerospace Meteorology, Seattle, WA, USA, 23 January 2017. [Google Scholar]
- Zailani, M.A.H.; Sabudin, R.Z.A.R.; Rahman, R.A.; Saiboon, I.M.; Ismail, A.; Mahdy, Z.A. Drone for medical products transportation in maternal healthcare: A systematic review and framework for future research. Medicine 2020, 99, e21967. [Google Scholar] [CrossRef]
- Asadi, A.; Pinkley, S.N.; Mes, M. A Markov decision process approach for managing medical drone deliveries. Expert Syst. Appl. 2022, 204, 117490. [Google Scholar] [CrossRef]
- Cheema, M.A.; Ansari, R.I.; Ashraf, N.; Hassan, S.A.; Qureshi, H.K.; Bashir, A.K.; Politis, C. Blockchain-based secure delivery of medical supplies using drones. Comput. Netw. 2022, 204, 108706. [Google Scholar] [CrossRef]
- Khan, S.I.; Qadir, Z.; Munawar, H.S.; Nayak, S.R.; Budati, A.K.; Verma, K.; Prakash, D. UAVs path planning architecture for effective medical emergency response in future networks. Phys. Commun. 2021, 47, 101337. [Google Scholar] [CrossRef]
- Glick, T.B.; Figliozzi, M.A.; Unnikrishnan, A. Case Study of Drone Delivery Reliability for Time-Sensitive Medical Supplies with Stochastic Demand and Meteorological Conditions. Transp. Res. Rec. J. Transp. Res. Board 2021, 2676, 242–255. [Google Scholar] [CrossRef]
- Purahong, B.; Anuwongpinit, T.; Juhong, A.; Kanjanasurat, I.; Pintaviooj, C. Medical Drone Managing System for Automated External Defibrillator Delivery Service. Drones 2022, 6, 93. [Google Scholar] [CrossRef]
- Bauer, J.; Moormann, D.; Strametz, R.; Groneberg, D.A. Development of unmanned aerial vehicle (UAV) networks delivering early defibrillation for out-of-hospital cardiac arrests (OHCA) in areas lacking timely access to emergency medical services (EMS) in Germany: A comparative economic study. BMJ Open 2021, 11, e043791. [Google Scholar] [CrossRef]
- Sigari, C.; Biberthaler, P. Medical drones: Disruptive technology makes the future happen [Medizinische Drohnen: Innovative Technologie eröffnet neue Horizonte der Unfallchirurgie]. Der Unf. 2021, 124, 974–976. [Google Scholar] [CrossRef]
- Nimilan, V.; Manohar, G.; Sudha, R.; Stanley, P. Drone-Aid: An Aerial Medical Assistance. Int. J. Innov. Technol. Explor. Eng. 2019, 8, 1288–1292. [Google Scholar] [CrossRef]
- Claesson, A.; Bäckman, A.; Ringh, M.; Svensson, L.; Nordberg, P.; Djärv, T.; Hollenberg, J. Time to Delivery of an Automated External Defibrillator Using a Drone for Simulated Out-of-Hospital Cardiac Arrests vs Emergency Medical Services. JAMA 2017, 317, 2332–2334. [Google Scholar] [CrossRef] [PubMed]
- Baloola, M.O.; Ibrahim, F.; Mohktar, M.S. Optimization of Medication Delivery Drone with IoT-Guidance Landing System Based on Direction and Intensity of Light. Sensors 2022, 22, 4272. [Google Scholar] [CrossRef]
- Stephan, F.; Reinsperger, N.; Grünthal, M.; Paulicke, D.; Jahn, P. Human drone interaction in delivery of medical supplies: A scoping review of experimental studies. PLoS ONE 2022, 17, e0267664. [Google Scholar] [CrossRef]
- Sun, J.; Shen, Y.; Rosen, J. Sensor Reduction, Estimation, and Control of an Upper-Limb Exoskeleton. IEEE Robot. Autom. Lett. 2021, 6, 1012–1019. [Google Scholar] [CrossRef]
- Hii, M.; Courtney, P.; Royall, P. An Evaluation of the Delivery of Medicines Using Drones. Drones 2019, 3, 52. [Google Scholar] [CrossRef]
- Quek, S.G.; Selvachandran, G.; Sham, R.; Siau, C.S.; Ramli, M.H.M.; Ahmad, N. A Fuzzy Logic Based Optimal Network System for the Delivery of Medical Goods via Drones and Land Transport in Remote Areas. In Intelligent Systems Design and Applications; ISDA 2021. Lecture Notes in Networks and Systems; Abraham, A., Gandhi, N., Hanne, T., Hong, T.P., Nogueira Rios, T., Ding, W., Eds.; Springer: Cham, Switzerland, 2022; pp. 1306–1312. [Google Scholar] [CrossRef]
- Sham, R.; Siau, C.S.; Tan, S.; Kiu, D.C.; Sabhi, H.; Thew, H.Z.; Selvachandran, G.; Quek, S.G.; Ahmad, N.; Ramli, M.H.M. Drone Usage for Medicine and Vaccine Delivery during the COVID-19 Pandemic: Attitude of Health Care Workers in Rural Medical Centres. Drones 2022, 6, 109. [Google Scholar] [CrossRef]
- Ganesan, G.S.; Mokayef, M. Multi-Purpose Medical Drone for the Use in Pandemic Situation. In Proceedings of the 2021 IEEE Workshop on Microwave Theory and Techniques in Wireless Communications, MTTW 2021, Riga, Latvia, 7–8 October 2021; pp. 188–192. [Google Scholar] [CrossRef]
- Pavithran, R.; Lalith, V.; Naveen, C.; Sabari, S.P.; Kumar, M.A.; Hariprasad, V. A prototype of Fixed Wing UAV for delivery of Medical Supplies. IOP Conf. Series Mater. Sci. Eng. 2020, 995, 012015. [Google Scholar] [CrossRef]
- Mohd, S.A.; Gan, K.B.; Ihsan, A.K.A.M. Development of Medical Drone for Blood Product Delivery: A Technical Assessment. Int. J. Online Biomed. Eng. (iJOE) 2021, 17, 183–196. [Google Scholar] [CrossRef]
- Amicone, D.; Cannas, A.; Marci, A.; Tortora, G. A Smart Capsule Equipped with Artificial Intelligence for Autonomous Delivery of Medical Material through Drones. Appl. Sci. 2021, 11, 7976. [Google Scholar] [CrossRef]
- Jacob, B.; Kaushik, A.; Velavan, P.; Sharma, M. Autonomous Drones for Medical Assistance Using Reinforcement Learning. Stud. Comput. Intell. 2022, 998, 133–156. [Google Scholar] [CrossRef]
- Amukele, T.; Ness, P.M.; Tobian, A.A.; Boyd, J.; Street, J. Drone transportation of blood products. Transfusion 2016, 57, 582–588. [Google Scholar] [CrossRef] [PubMed]
- Yakushiji, F.; Yakushiji, K.; Murata, M.; Hiroi, N.; Takeda, K.; Fujita, H. The Quality of Blood is not Affected by Drone Transport: An Evidential Study of the Unmanned Aerial Vehicle Conveyance of Transfusion Material in Japan. Drones 2020, 4, 4. [Google Scholar] [CrossRef]
- Sharley, P.H.; Williams, I.; Hague, S. Blood transportation for medical retrieval services. Air Med J. 2003, 22, 24–27. [Google Scholar] [CrossRef]
- Maity, N.M. Lightweight Thermal Insulation Systems in Medical Delivery Drones. In Proceedings of the IEEE Aerospace Conference, Big Sky, MT, USA, 6–13 March 2021; Volume 2021-March. [Google Scholar] [CrossRef]
- Kostin, A.S.; Silin, Y.A. Development of an Insulated Container for the Implementation of the Delivery of Special Cargo Using an Unmanned Aerial System. In Proceedings of the 2022 Wave Electronics and its Application in Information and Telecommunication Systems (WECONF), St. Petersburg, Russia, 30 May 2022–3 June 2022; pp. 1–4. [Google Scholar] [CrossRef]
- United Nations. Agreement Concerning the International Carriage of Dangerous Goods by Road Vol. I; UNITED NATIONS PUBLICATIONS: New York, NY, USA, 2021.
- United Nations. Agreement Concerning the International Carriage of Dangerous Goods by Road Vol. II; UNITED NATIONS PUBLICATIONS: New York, NY, USA, 2021.
- Molina, B.D.M.; Oña, M.S. The Drone Sector in Europe. In Ethics and Civil Drones; Springer: Cham, Switzerland, 2018; pp. 7–33. [Google Scholar] [CrossRef]
- Chowdhury, S.; Emelogu, A.; Marufuzzaman, M.; Nurre, S.G.; Bian, L. Drones for disaster response and relief operations: A continuous approximation model. Int. J. Prod. Econ. 2017, 188, 167–184. [Google Scholar] [CrossRef]
- Restas, A. Drone Applications for Supporting Disaster Management. World J. Eng. Technol. 2015, 3, 316–321. [Google Scholar] [CrossRef]
- Sankey, T.; Donager, J.; McVay, J.; Sankey, J.B. UAV lidar and hyperspectral fusion for forest monitoring in the southwestern USA. Remote Sens. Environ. 2017, 195, 30–43. [Google Scholar] [CrossRef]
- Hodgson, A.; Peel, D.; Kelly, N. Unmanned aerial vehicles for surveying marine fauna: Assessing detection probability. Ecol. Appl. 2017, 27, 1253–1267. [Google Scholar] [CrossRef]
- Casella, E.; Collin, A.; Harris, D.; Ferse, S.; Bejarano, S.; Parravicini, V.; Hench, J.L.; Rovere, A. Mapping coral reefs using consumer-grade drones and structure from motion photogrammetry techniques. Coral Reefs 2017, 36, 269–275. [Google Scholar] [CrossRef]
- Szantoi, Z.; Smith, S.E.; Strona, G.; Koh, L.P.; Wich, S.A. Mapping orangutan habitat and agricultural areas using Landsat OLI imagery augmented with unmanned aircraft system aerial photography. Int. J. Remote Sens. 2017, 38, 2231–2245. [Google Scholar] [CrossRef]
- Rao, B.; Gopi, A.G.; Maione, R. The societal impact of commercial drones. Technol. Soc. 2016, 45, 83–90. [Google Scholar] [CrossRef]
- Formicola, R.; Ragni, F.; Mor, M.; Bissolotti, L.; Amici, C. Design Approach of Medical Devices for Regulation Compatibility: A Robotic Rehabilitation Case Study. In Proceedings of the 7th International Conference on Information and Communication Technologies for Ageing Well and e-Health, Prague, Czechia, 24–26 April 2021; pp. 146–153. [Google Scholar] [CrossRef]
- Amici, C.; Pellegrini, N.; Tiboni, M. The Robot Selection Problem for Mini-Parallel Kinematic Machines: A Task-Driven Approach to the Selection Attributes Identification. Micromachines 2020, 11, 711. [Google Scholar] [CrossRef] [PubMed]
Figure 1.
Qualitative schematic of the proposed cargo bay (dimensions in mm): (a) top view and (b) three-dimensional view.
Figure 1.
Qualitative schematic of the proposed cargo bay (dimensions in mm): (a) top view and (b) three-dimensional view.
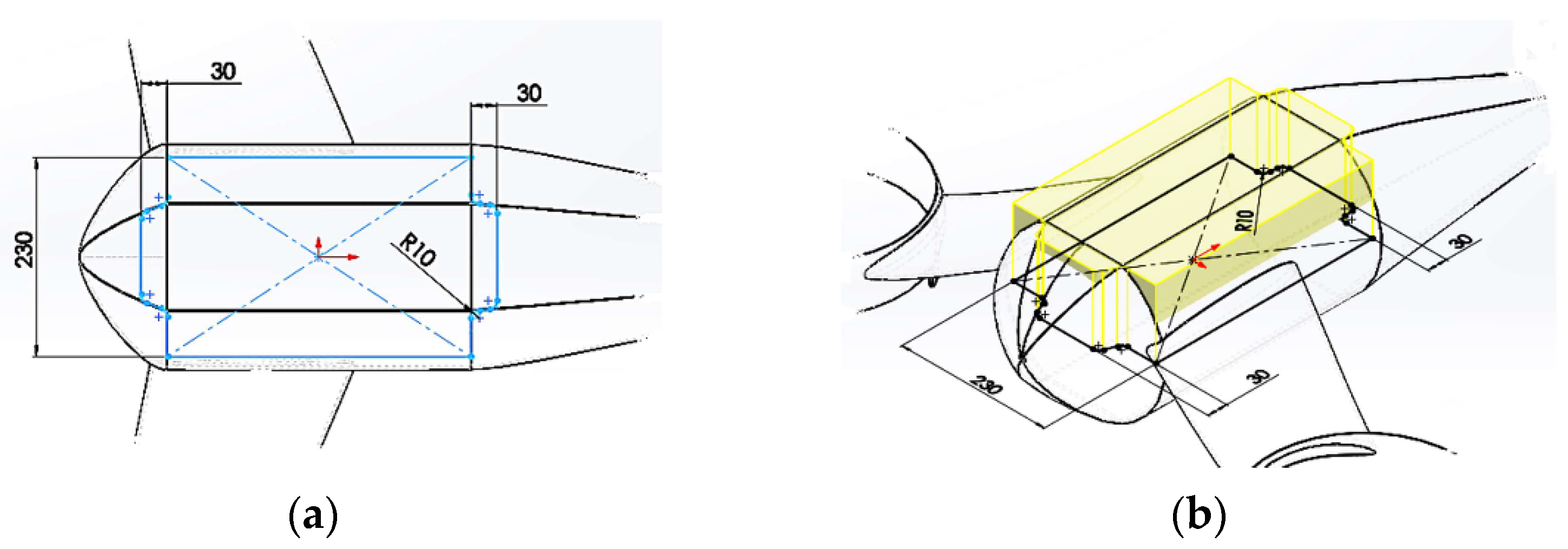
Figure 2.
Prototype of the final packaging design in folded configuration.

Figure 3.
Technical drawing of the sheet layout for die-cutting machining.
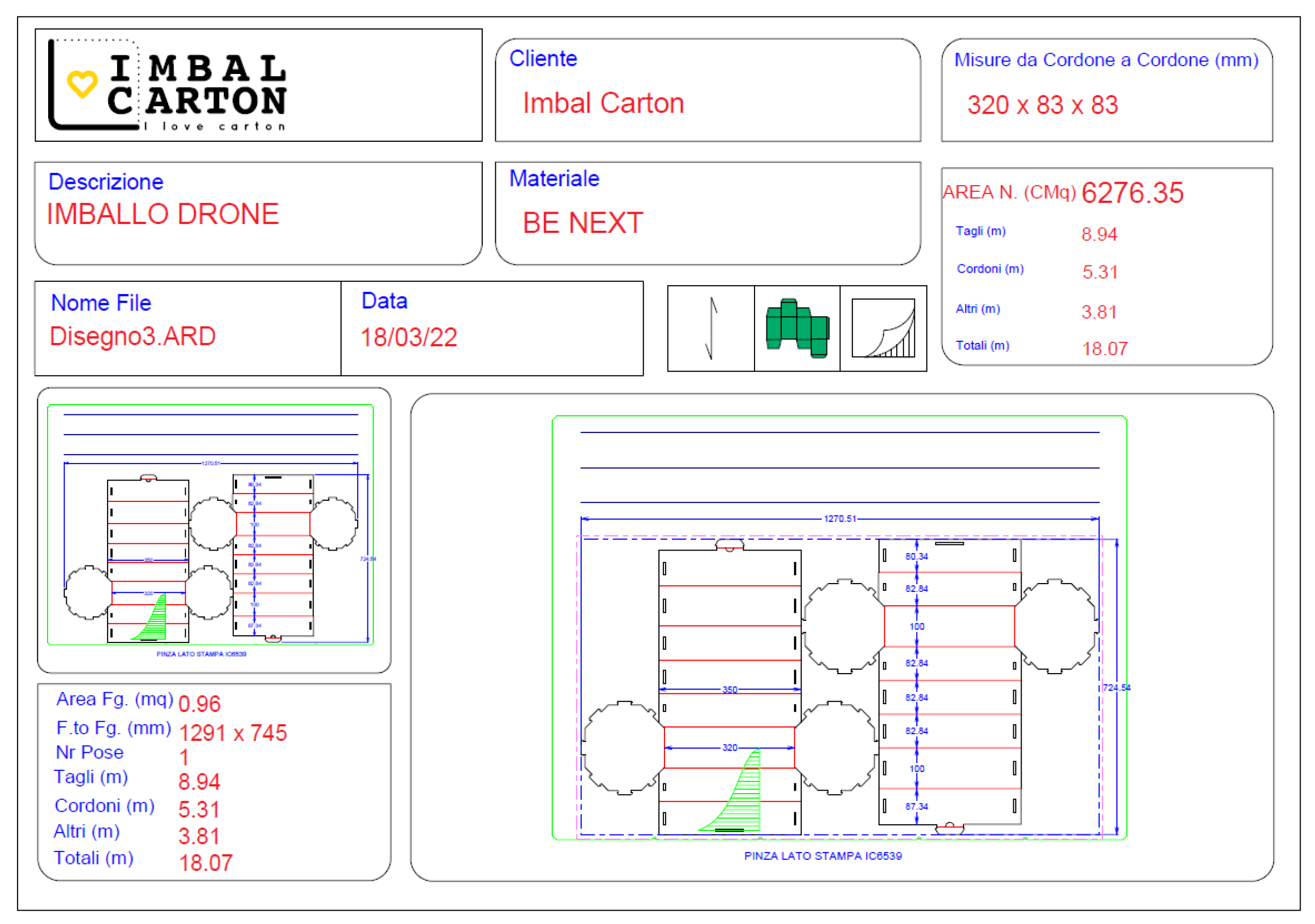
Figure 4.
Some of the successive phases for packaging folding: (a) folding of the lateral octagonal faces, (b) roto-translation of the box to lock the flaps of the octagonal face with the windows of the rectangular faces, (c) folding by wrapping of the rectangular faces on the flaps of the octagonal faces (folding strategy alternative to (b)), (d) closing of the final flap on the longitudinal dimension of the distal rectangular face, and (e) the final folded box.
Figure 4.
Some of the successive phases for packaging folding: (a) folding of the lateral octagonal faces, (b) roto-translation of the box to lock the flaps of the octagonal face with the windows of the rectangular faces, (c) folding by wrapping of the rectangular faces on the flaps of the octagonal faces (folding strategy alternative to (b)), (d) closing of the final flap on the longitudinal dimension of the distal rectangular face, and (e) the final folded box.
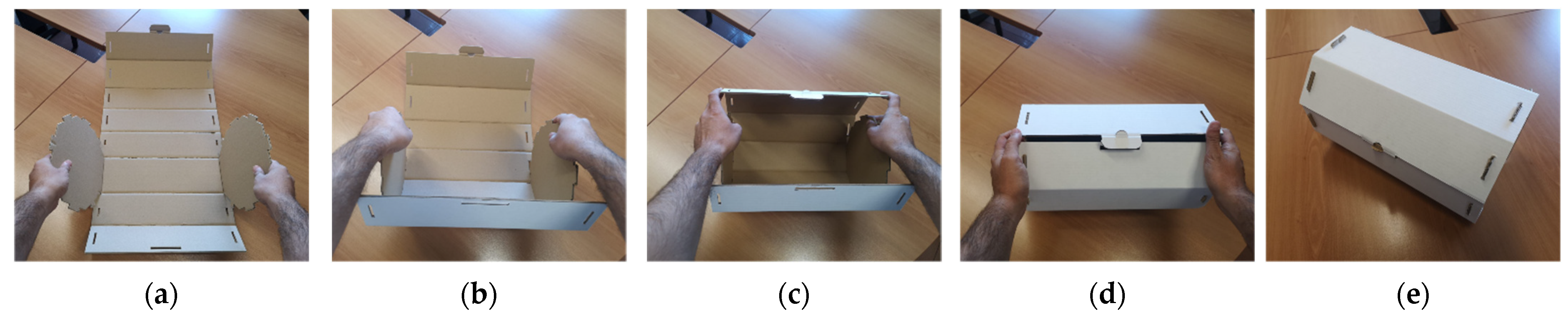
Figure 5.
Identified quick-release systems: (a) clamp-based solution (b) shutter-like system, (c) cage-based architecture, and (d) Y-like structure.
Figure 5.
Identified quick-release systems: (a) clamp-based solution (b) shutter-like system, (c) cage-based architecture, and (d) Y-like structure.
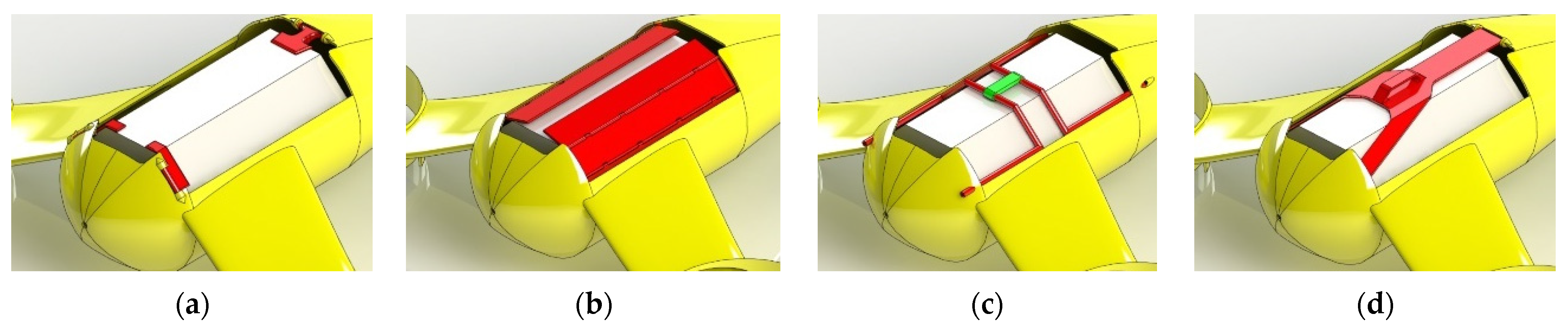
Figure 6.
Detail of the clamps: one side of the package is constrained by two clamps (a), and the opposite side is constrained by a single clamp (b).
Figure 6.
Detail of the clamps: one side of the package is constrained by two clamps (a), and the opposite side is constrained by a single clamp (b).
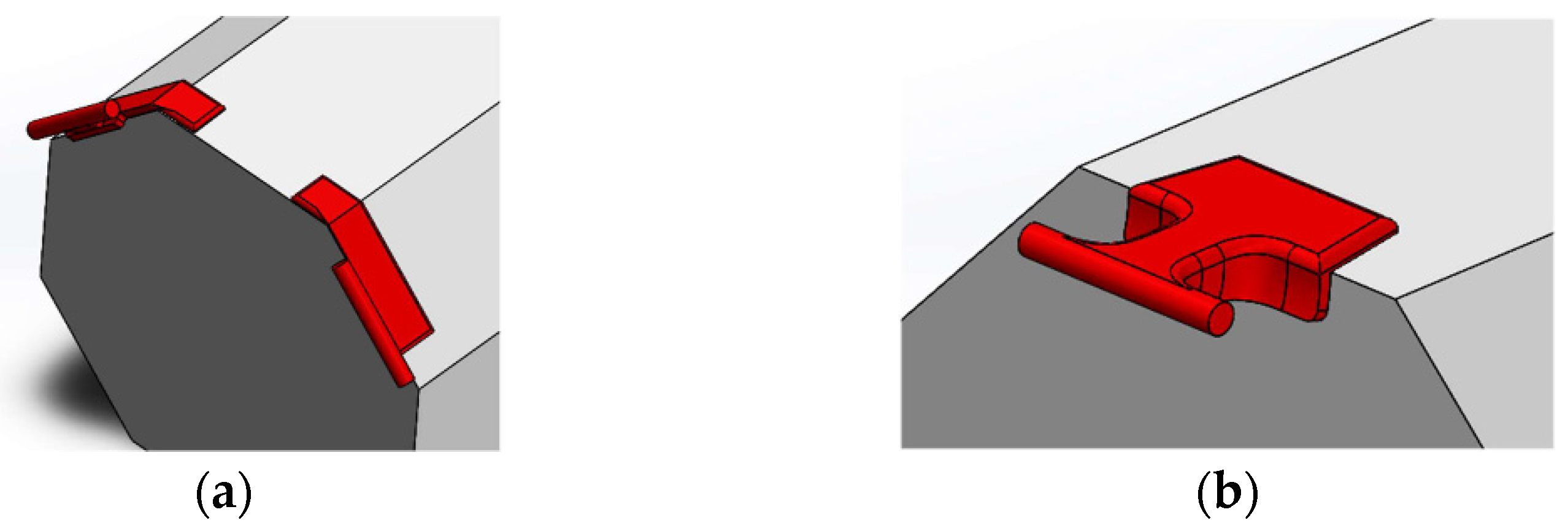
Figure 7.
Details of the shutter-like system. From left to right: (a) the modular element and (b) the hinge knuckle.
Figure 7.
Details of the shutter-like system. From left to right: (a) the modular element and (b) the hinge knuckle.
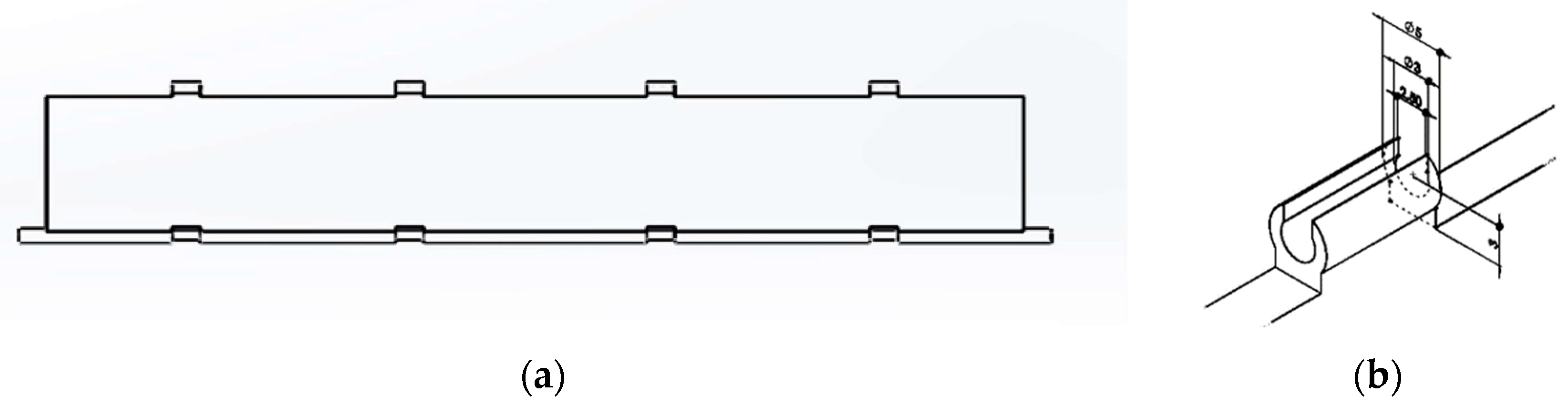
Figure 8.
Closed configuration of the cage-based architecture.
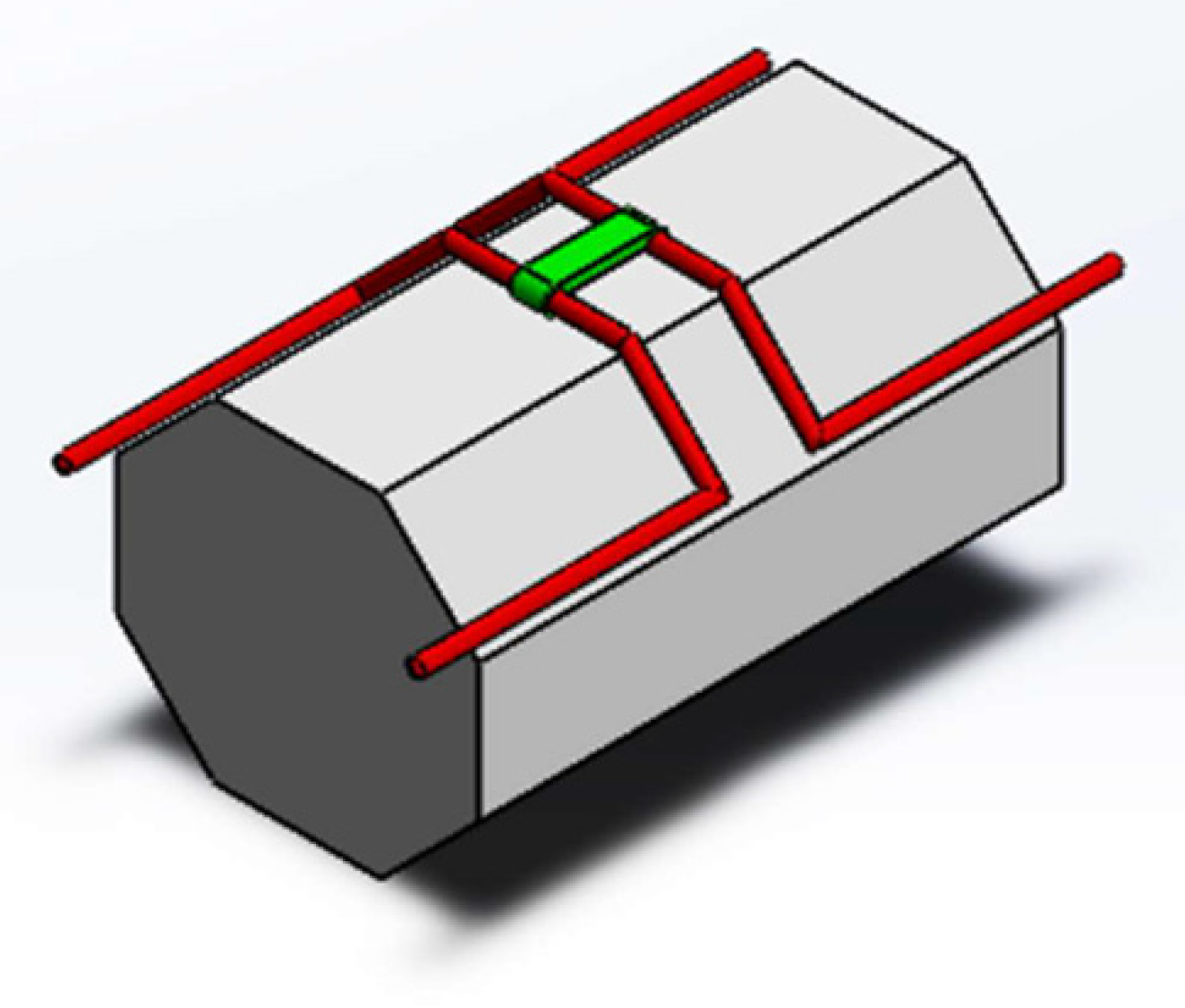
Figure 9.
The proposed 1-DoF linkage mechanism in the general position (a), opened, (b) and closed configuration (c). Red color identifies the joints, the spheres indicate spherical joints, and the cylinder represents a rotational joint. Yellow elements represent portions of the drone fuselage.
Figure 9.
The proposed 1-DoF linkage mechanism in the general position (a), opened, (b) and closed configuration (c). Red color identifies the joints, the spheres indicate spherical joints, and the cylinder represents a rotational joint. Yellow elements represent portions of the drone fuselage.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Main kinds of flutes, general height ranges, and most distinguishing features.
| Flute Type | Flute Height Range (h, in mm) | Distinguishing Features |
|---|---|---|
| K—high flute | h ≥ 5 | Particularly suitable for heavy cardboards, with high flutes and double- or triple-wall boards |
| A—high flute | h ≥ 4.5 | High resistance to vertical compression and good dumping performance but low resistance to transversal compression and low linearity of the liners; therefore, low quality is expected for printings on liners |
| C—mean flute | 3.5 < h ≤ 4.4 | Good compromise between mechanical performance (resistance to external forces) and paper consumption |
| B—low flute | 2.5 < h ≤ 3.4 | High linearity of the liners, with a high quality expected for printings on liners, but high paper consumptionGood resistance to transversal compression but limited to vertical compression |
| E—micro flute | 1.2 < h ≤ 2.4 | |
| F—micro flute | 0.8 < h ≤ 0.9 | |
| G—micro flute | 0.5 < h ≤ 0.6 |
Table 2.
Extract of the analyzed grades: top ten grades according to ECT/Density ratio. The total box weight was computed based on a sample area of 0.4134 m2. The first three columns list geometry-related values, and the results of the Burst test and ECT are reported. The final columns report whether (x) or not the checked condition is met.
Table 2.
Extract of the analyzed grades: top ten grades according to ECT/Density ratio. The total box weight was computed based on a sample area of 0.4134 m2. The first three columns list geometry-related values, and the results of the Burst test and ECT are reported. The final columns report whether (x) or not the checked condition is met.
| Grade | Density (g/m2) | Thickness (mm) | Total Box Weight (kg) | Burst (kPa) | ECT (kN/m) | ECT/Density | External Paper | ECTmin Check | External Paper Check |
|---|---|---|---|---|---|---|---|---|---|
| 2.40 BE X6 | 595 | 3.7 | 0.246 | 892.6 | 8.8 | 14.790 | PLK 140 | x | |
| 1.24 B X2 | 379 | 2.8 | 0.157 | 841.0 | 5.4 | 14.248 | KLW 115 | x | |
| 1.22 E X6 | 319 | 1.5 | 0.132 | 874.8 | 4.5 | 14.107 | KL 115 | x | |
| 2.28 BC Q9 * | 624 | 5.7 | 0.258 | 1095.8 | 8.7 | 13.942 | KLW 115 | x | x |
| 2.28 BE X7 * | 583 | 3.7 | 0.241 | 984.0 | 8.1 | 13.894 | KLW 115 | x | x |
| 1.21 B Q7 | 411 | 2.3 | 0.170 | 746.0 | 5.7 | 13.869 | PLK 120 | ||
| 1.24 B Q7 | 411 | 2.3 | 0.170 | 856.6 | 5.7 | 13.869 | KLW 115 | x | |
| 2.47 BC N9 * | 694 | 5.8 | 0.287 | 1252.9 | 9.6 | 13.833 | KLW 135 | x | x |
| 1.40 C X2 | 502 | 3.8 | 0.208 | 1006.8 | 6.9 | 13.745 | PLK 175 | ||
| 2.32 BC N2 | 543 | 5.7 | 0.224 | 959.3 | 7.4 | 13.628 | PLK 120 | x |
* Grades satisfying both ECTmin and external paper check.
Table 3.
Composition of the chosen cardboard.
| Layer | Material | Paper Density (g/m2) |
|---|---|---|
| Outside liner | KLW | 115 |
| Fluting | WS | 115 |
| Middle liner | WS | 90 |
| Fluting | WS | 80 |
| Inside liner | TL | 135 |
Table 4.
Normalized values of the parameters of the six identified solutions for preference ranking. Values are expressed in percentage.
Table 4.
Normalized values of the parameters of the six identified solutions for preference ranking. Values are expressed in percentage.
| Parameter | Clamps | Shutters | Cage | Y |
|---|---|---|---|---|
| Mass | 100 | 0 | 92 | 81 |
| Realization | 100 | 0 | 95 | 95 |
| Accessibility | 100 | 0 | 0 | 33 |
| Locking | 18 | 0 | 55 | 100 |
| Protection | 0 | 100 | 11 | 20 |
| Resistance | 0 | 72 | 90 | 100 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Saponi, M.; Borboni, A.; Adamini, R.; Faglia, R.; Amici, C. Embedded Payload Solutions in UAVs for Medium and Small Package Delivery. Machines 2022, 10, 737. https://doi.org/10.3390/machines10090737
AMA Style
Saponi M, Borboni A, Adamini R, Faglia R, Amici C. Embedded Payload Solutions in UAVs for Medium and Small Package Delivery. Machines. 2022; 10(9):737. https://doi.org/10.3390/machines10090737
Chicago/Turabian StyleSaponi, Matteo, Alberto Borboni, Riccardo Adamini, Rodolfo Faglia, and Cinzia Amici. 2022. "Embedded Payload Solutions in UAVs for Medium and Small Package Delivery" Machines 10, no. 9: 737. https://doi.org/10.3390/machines10090737
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.