1. Introduction
Flotation, widely used for processing mineral ores, is based on the capture of hydrophobic particles by air bubbles [
1]. In the process surface-active agents known as frothers are commonly employed to aid production of fine air bubbles which facilitate particle capture and transport.
Bubbles in flotation machines in the absence of frother exhibit a wide, often bi-modal size distribution with a Sauter mean size (diameter, D
32)
ca. 4 mm which the addition of frother narrows to a mono-modal distribution of Sauter mean size typically
ca. 1 mm [
2]. This reduced bubble size enhances flotation kinetics. Treating flotation as a first order kinetic process, Gorain
et al. [
3,
4] showed that the flotation rate constant increased inversely with bubble size (1/D
b) a dependence used in the JKSimFloat simulator [
5]. Others have suggested an even stronger dependence, as high as 1/D
b3 [
6]. Recent plant-based work showed dependence on 1/D
b2 [
7]. Regardless, it is evident that flotation rate is related to bubble size and thus to the effect of frother on bubble size.
Three frother families are the subject of the present work: Aliphatic Alcohols (CnH2n+1OH), PPGAE (Polypropylene Glycol Alkyl Ethers, CnH2n+1(OC3H6)mOH) and PPG (Polypropylene Glycols, H(OC3H6)mOH), the latter two sometimes lumped as “Polyglycols”. The purpose is to determine the link between frother’s role in reducing bubble size measured by CCC (critical coalescence concentration) and frother structure measured by HLB (hydrophile-lipophile balance); i.e., to forge a structure-function relationship. Some background will justify the choice of CCC and HLB.
2. Critical Coalescence Concentration and Hydrophile-lipophile Balance
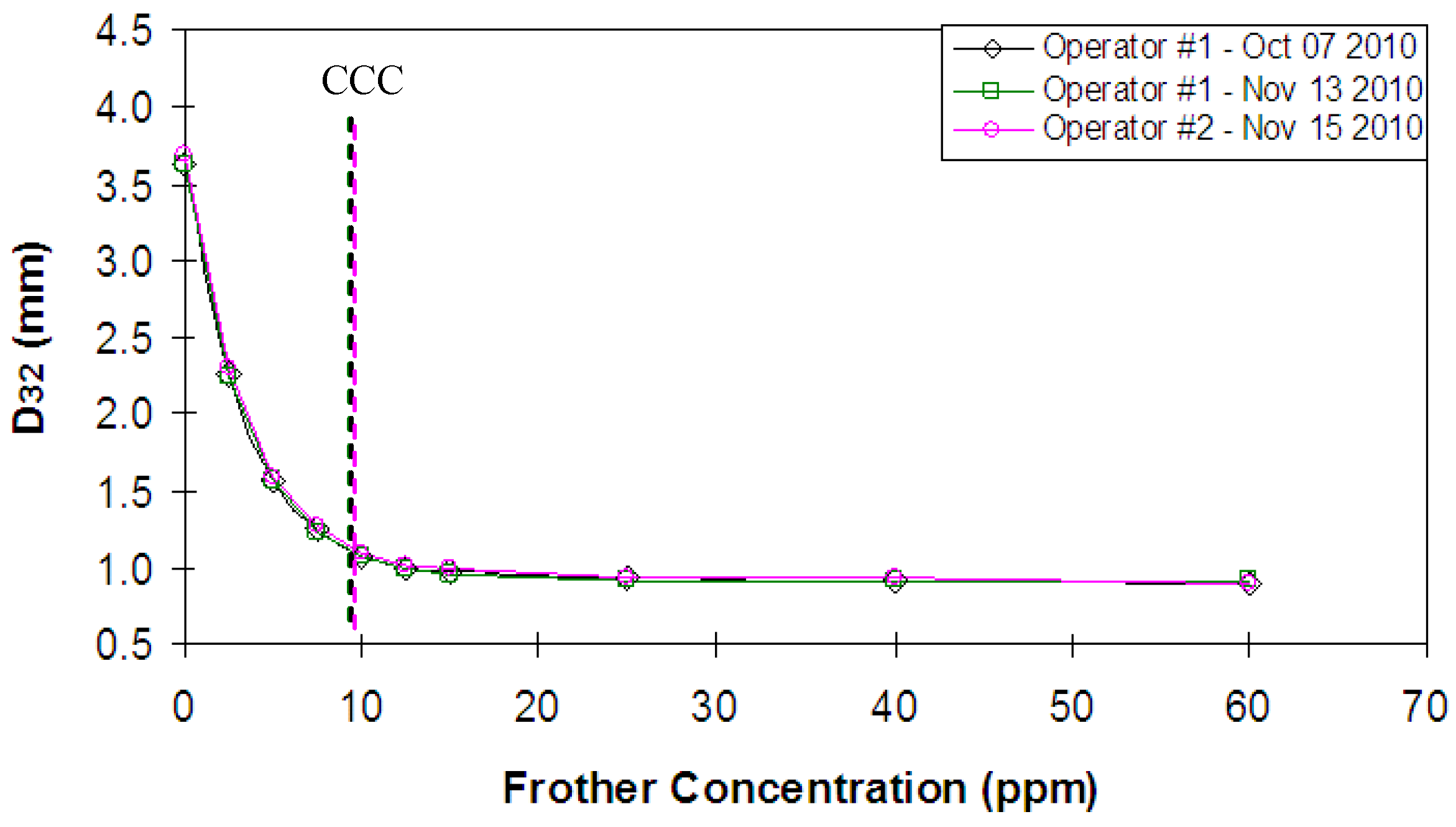
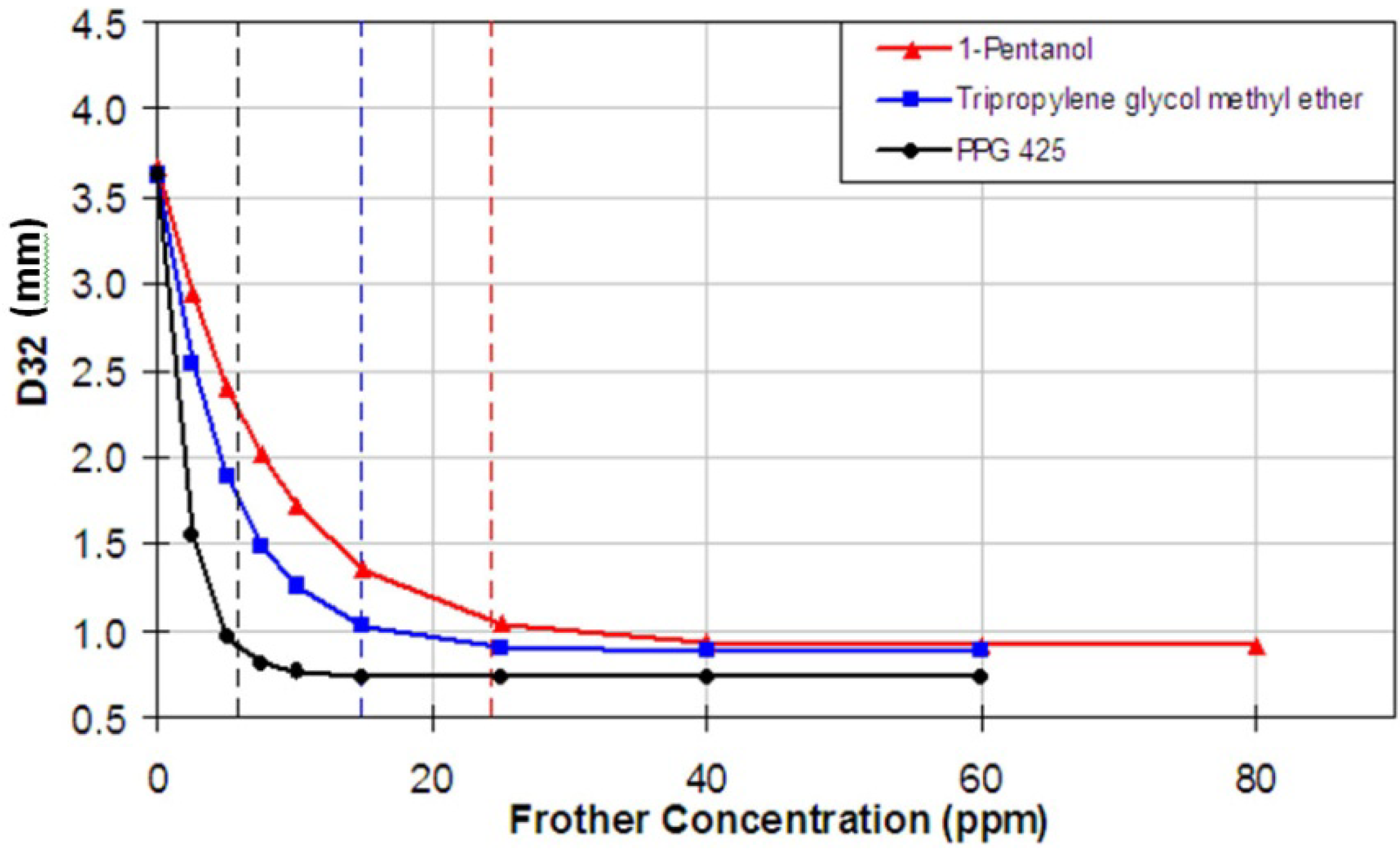
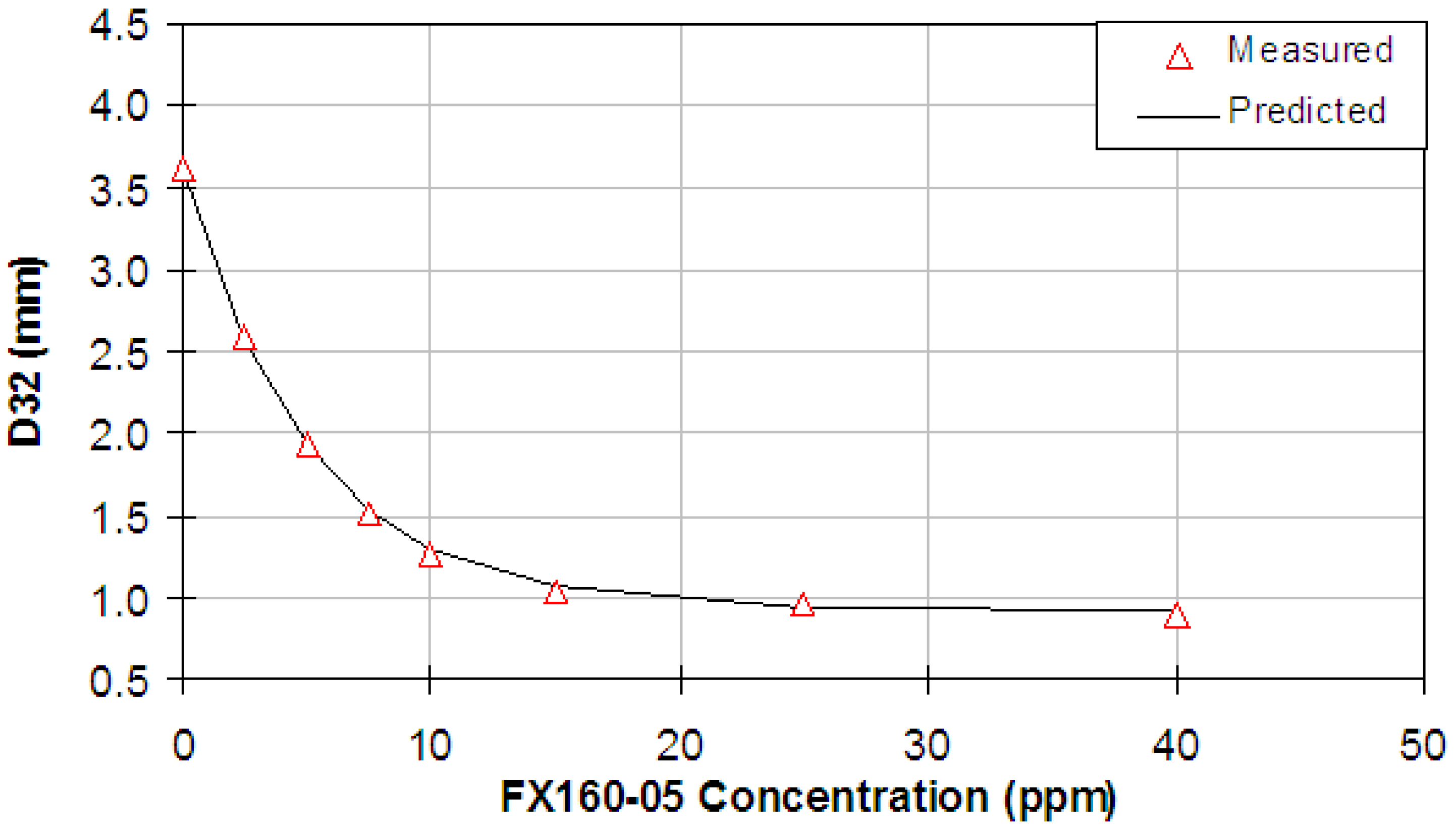
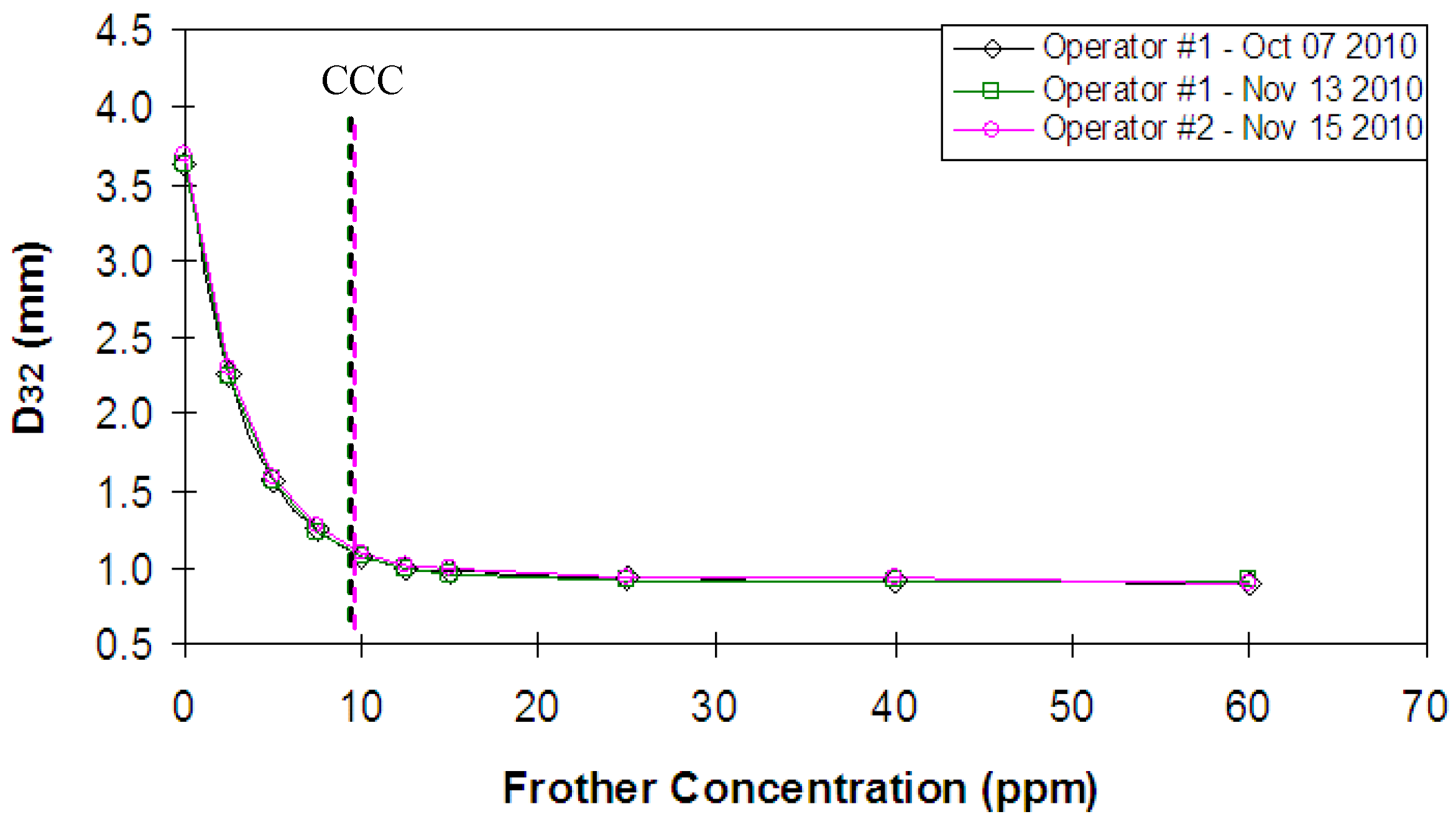
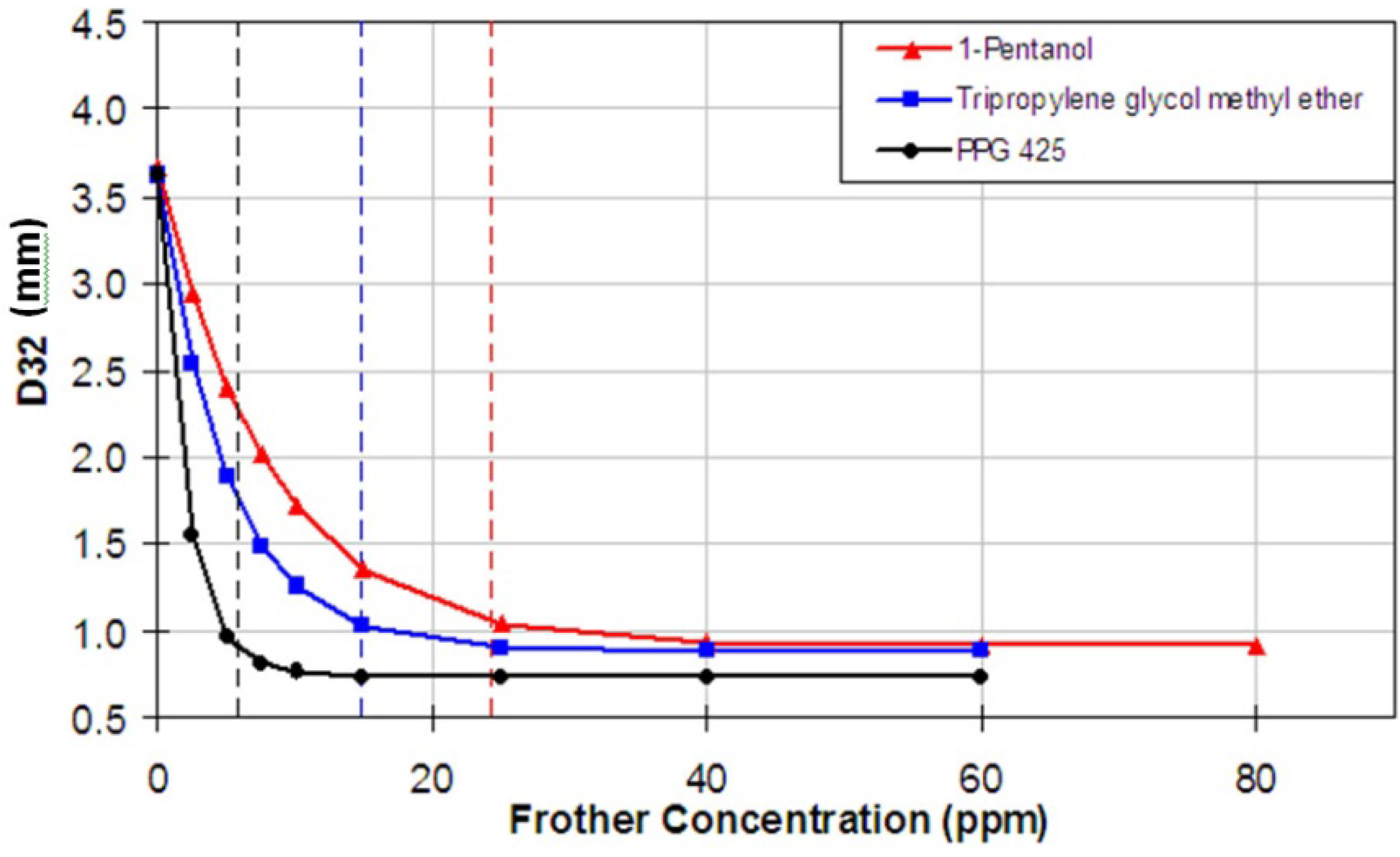
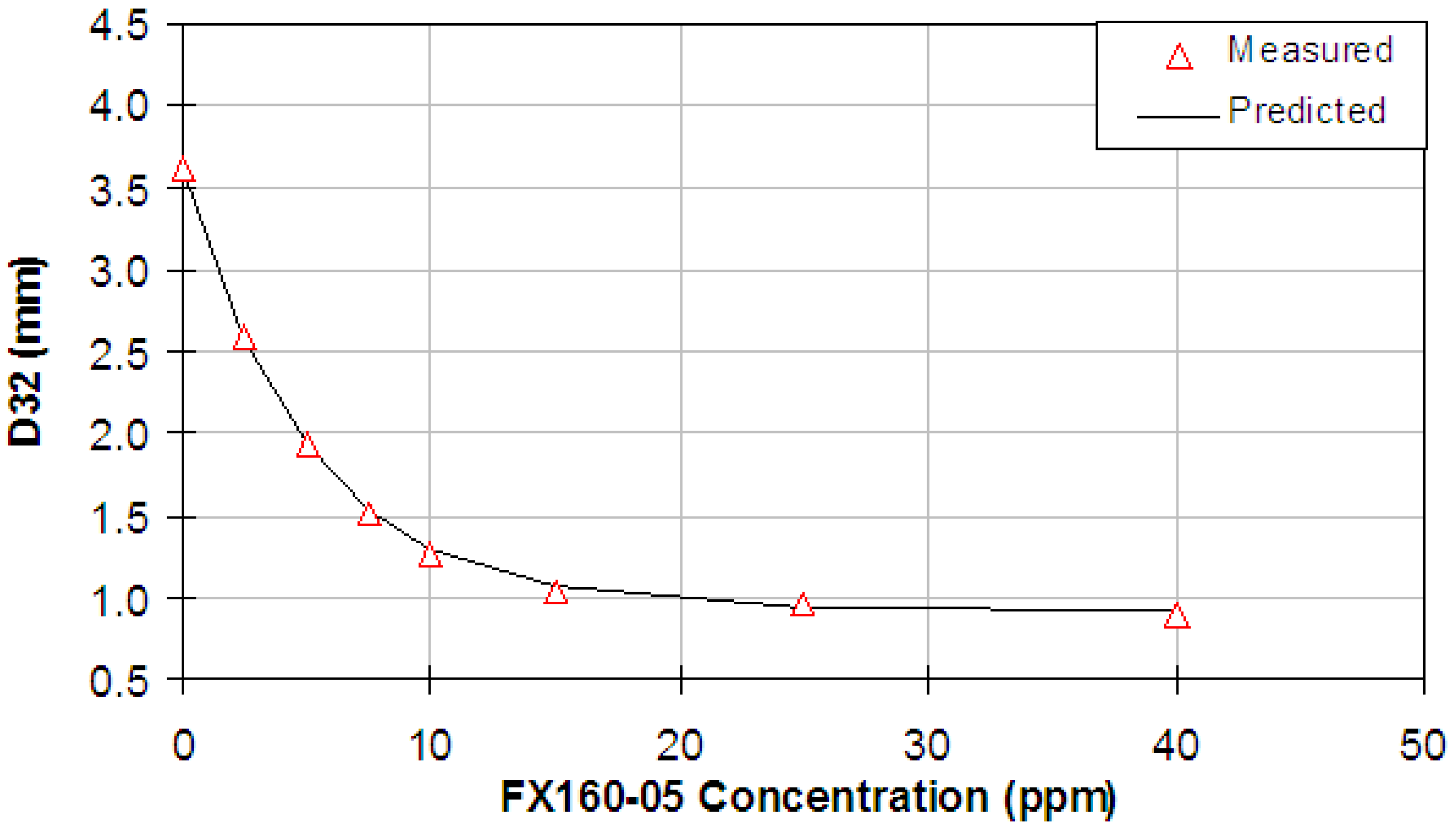
The general dependence on frother concentration (C) is that D
32 decreases exponentially to reach a minimum size at some concentration [
8]. This action is usually ascribed to frothers acting to reduce coalescence [
9]. Combining these points Cho and Laskowski [
10] introduced the term critical coalescence concentration (CCC) to describe the minimum concentration giving the minimum bubble size. Laskowski [
11] showed that all frothers produced a similar D
32-C trend, differing only in their CCC, for example DowFroth 250 with CCC 9.1 ppm and MIBC 11.2 ppm. This self-similarity gave a unique trend line for all frothers by plotting D
32 against the normalized concentration C/CCC.
Laskowski [
11] described a graphical method to estimate CCC. Recognizing the difficulty in identifying the end point of an exponential function Nesset
et al. [
2] substituted a 3-parameter model to fit the D
32-C data and estimate CCC as the concentration giving 95% reduction in bubble size to that in water alone, termed the CCC95. The 3-parameter model was presented as:
where DL is the minimum (limiting) bubble size, A the bubble size reduction (i.e., D0, the initial (zero-frother) bubble size, minus DL), and B the decay constant, which depends on the frother in question.
The normalized trend then becomes:
where b can be derived as following:
It is evident in Equation (2) that other CCCx values could be quoted; for example CCC75 would mean the concentration giving 75% reduction in bubble size from water alone.
Grau
et al. [
12] suggested CCC is a material constant;
i.e., is unique for a given frother. Nesset
et al. [
2,
13] explored the dependence of CCC95 on operating variables, for example showing it was independent of impeller speed but increased with air rate. Both research groups employed mechanical flotation machines (air is dispersed through a rotating impeller). Data on CCC for other flotation machines is too limited to determine a “machine” effect. While the CCC95 is, therefore, not entirely a material constant it does meet the criterion here of quantifying the role of frother type in effecting bubble size reduction.
The hydrophile-lipophile balance (HLB) is one of the most widely used indicators of a surfactant’s suitability for a given application. Since its introduction by Griffin [
14] there have been several attempts to develop a rapid and reproducible technique to determine HLB both experimentally and computationally [
15,
16,
17,
18]. Among all, the Davies method has been most widely used [
15,
19]. Davies assumed that HLB was additive with hydrophilic and lipophilic (hydrophobic) group numbers assigned to various structural components. In the Davies approach the HLB is given by:
Typically HLB values range between 1 and 20 [
20], with high numbers indicating high water solubility (high hydrophilicity) and vice versa. Applications for different ranges of HLB are shown in
Table 1. The group numbers related to the present investigation are listed in
Table 2.
Table 1.
Correlation of HLB and application [
20].
Table 1.
Correlation of HLB and application [20].
| HLB value | Application |
|---|
| 1.5–3 | Antifoaming agents |
| 3.5–6 | Water-in-oil emulsifiers |
| 4–10 | Frothers |
| 7–9 | Wetting agents |
| 8–18 | Oil-in-water emulsifiers |
| 10–20 | Collectors |
| 13–15 | Detergents |
| 15–18 | Solubilizers |
Table 2.
The selected group number used in the Davies method of estimating hydrophile-lipophile balance (HLB).
Table 2.
The selected group number used in the Davies method of estimating hydrophile-lipophile balance (HLB).
| Functional group | Group contribution number |
|---|
| Hydrophilic |
| –OH | 1.9 |
| –O– | 1.3 |
| Lipophilic (or hydrophobic) |
| –CH–; CH2–; –CH3–; =CH | −0.475 |
An example calculation is given for Dipropylene Glycol (H(OC3H6)2OH) (Equation (5)) where there are 2 OH groups, 6 C atoms in the alkyl chain, and 1 O atom:
Laskowski [
11] and Pugh [
21] have discussed a link between frother functions and HLB. Laskowski noted that frothers with low CCC values had low HLB numbers,
i.e., were more hydrophobic than frothers with higher CCC values, but no general correlation emerged. His data base was dominated by commercial frothers and did not include Polypropylene Glycols. In the current paper a range of pure surfactants from the three families is studied, varying both n in the alkyl group and m the number of Propylene Oxide groups.
Establishing a correlation between CCC and HLB is a step towards predicting bubble size in flotation systems from frother structure which is illustrated in the paper for commercial frothers. The work is designed to aid frother selection and might lead to fundamental understanding of how frother structure impacts bubble size that could result in new frother formulations with properties tailored to a particular duty.
5. Discussion
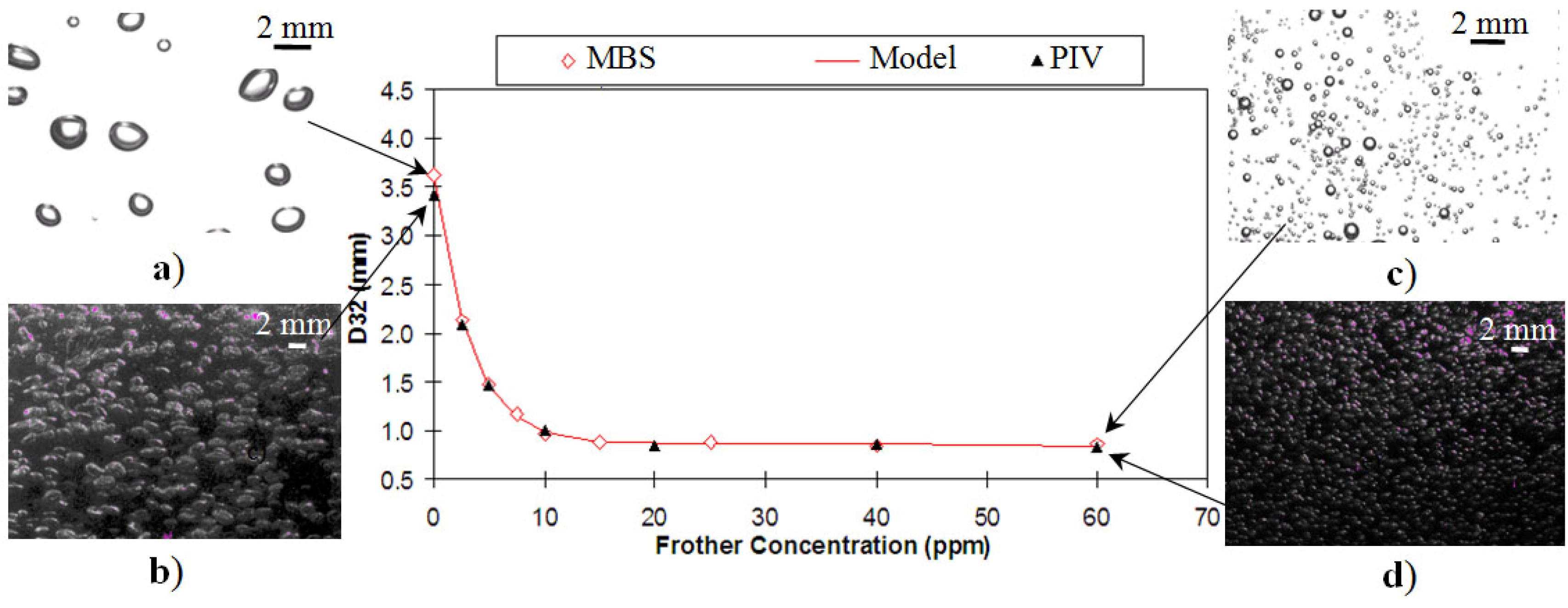
In many flotation systems, frothers have the key function of controlling bubble size. Consequently understanding and predicting their action is of interest to modellers and plant operators alike. The approach here was to explore a structure-function relationship. To quantify structure HLB was used as it encompasses the hydrophilic-hydrophobic (amphipathic) character that controls adsorption at the air-water interface, which arguably is the basis for frother action. The function, bubble size reduction, was quantified through the CCC concept derived from the plot of Sauter mean diameter (D
32)
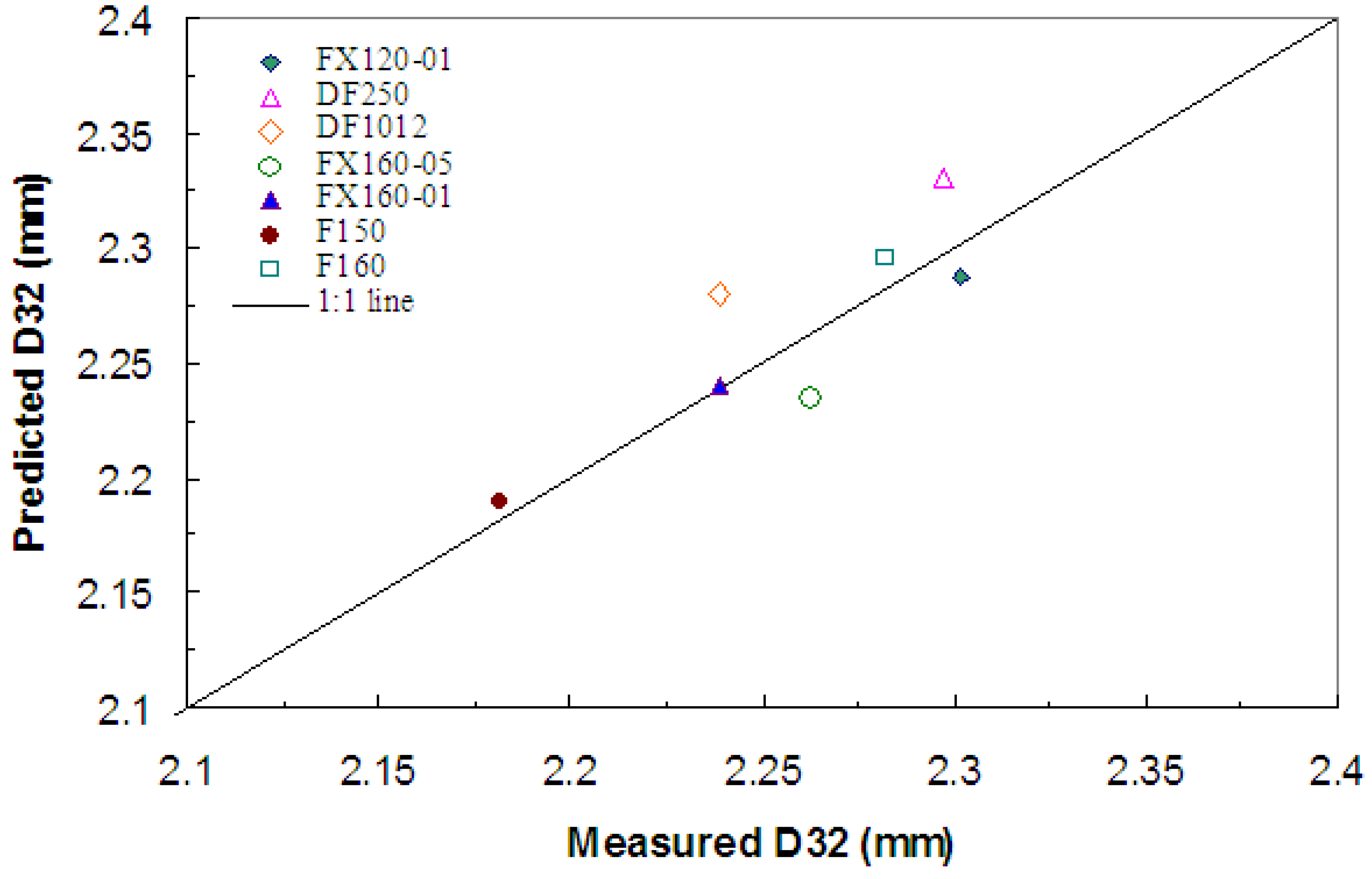
versus concentration (C). The D
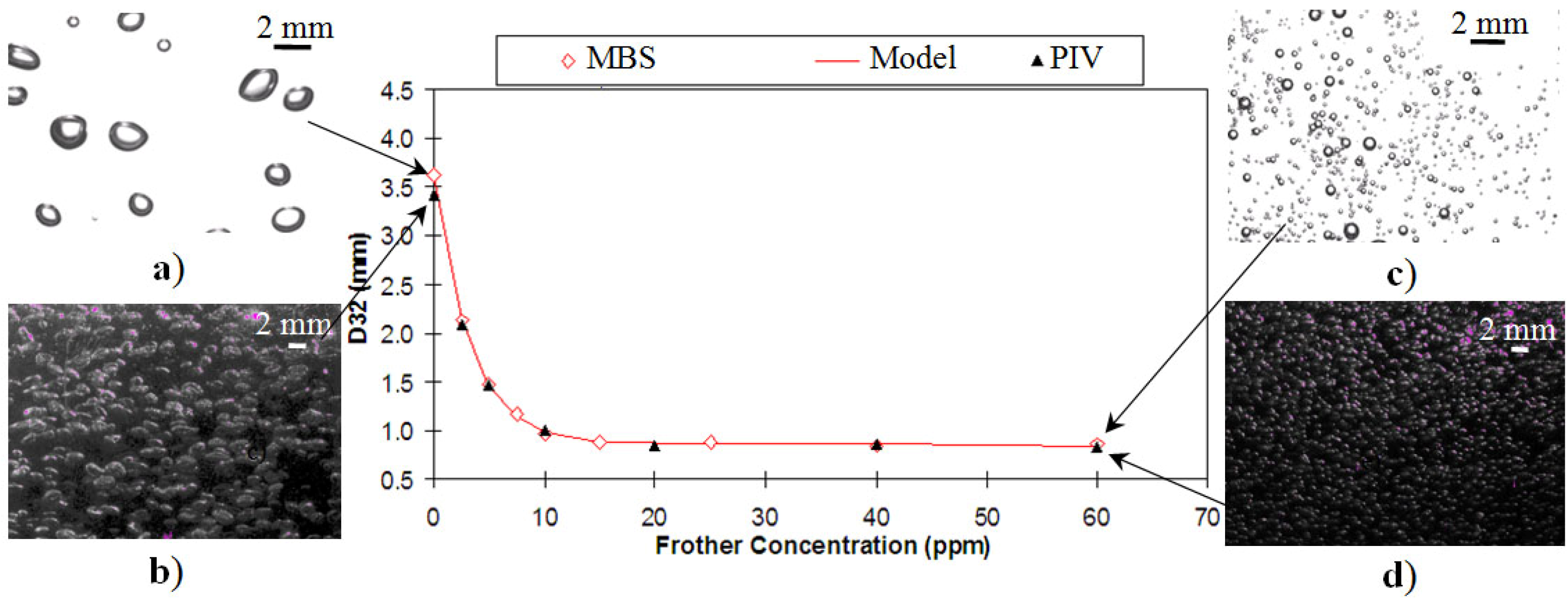
32 was calculated from bubble size distribution obtained using a sampling-for-imaging technique and validated against a second, PIV-based method. The estimation of CCC95 from the 3-parameter model fit to the D
32 vs. C data proved reliable based on replicated tests and by showing CCC95 values were similar to published CCC data (
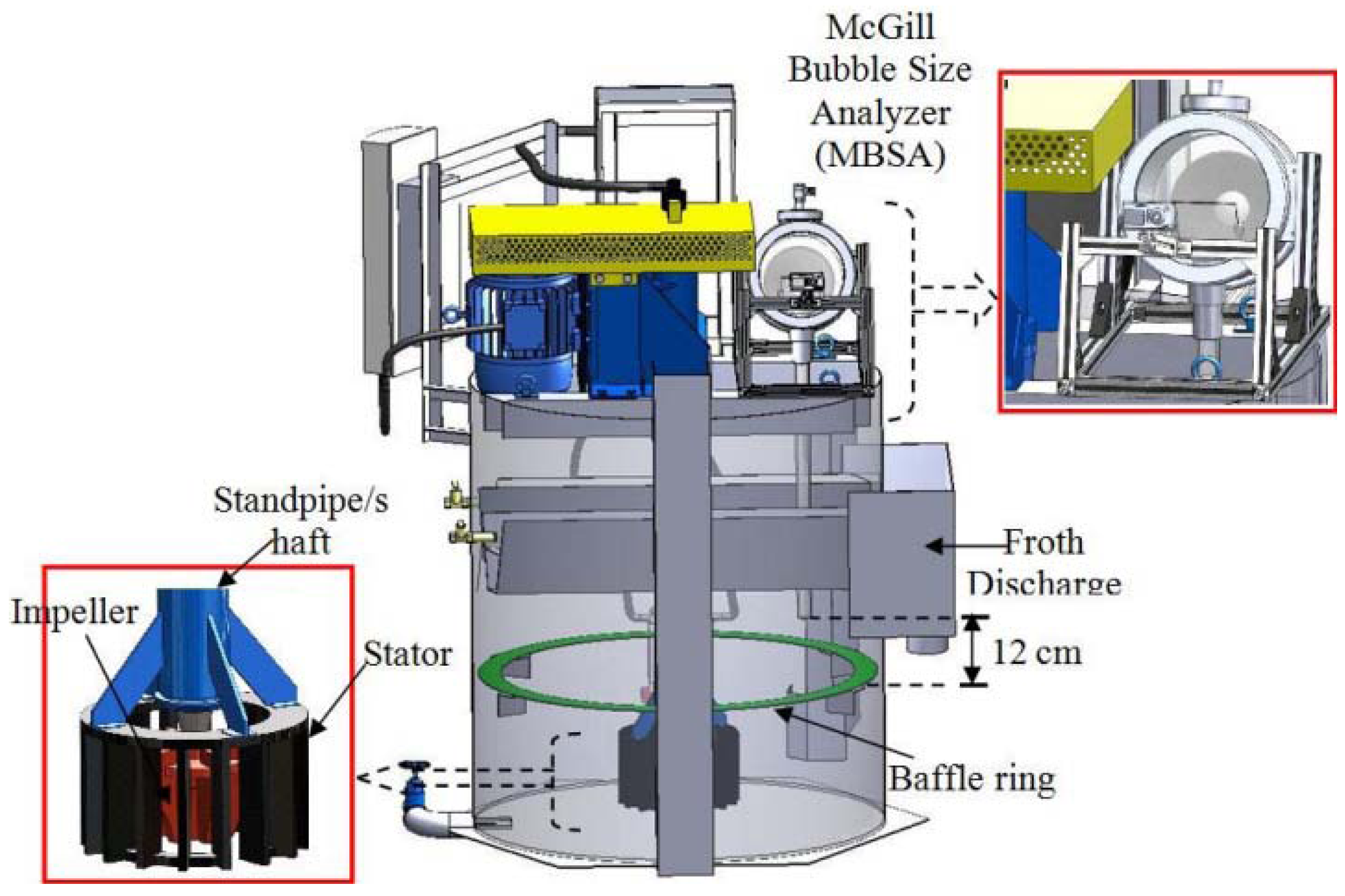
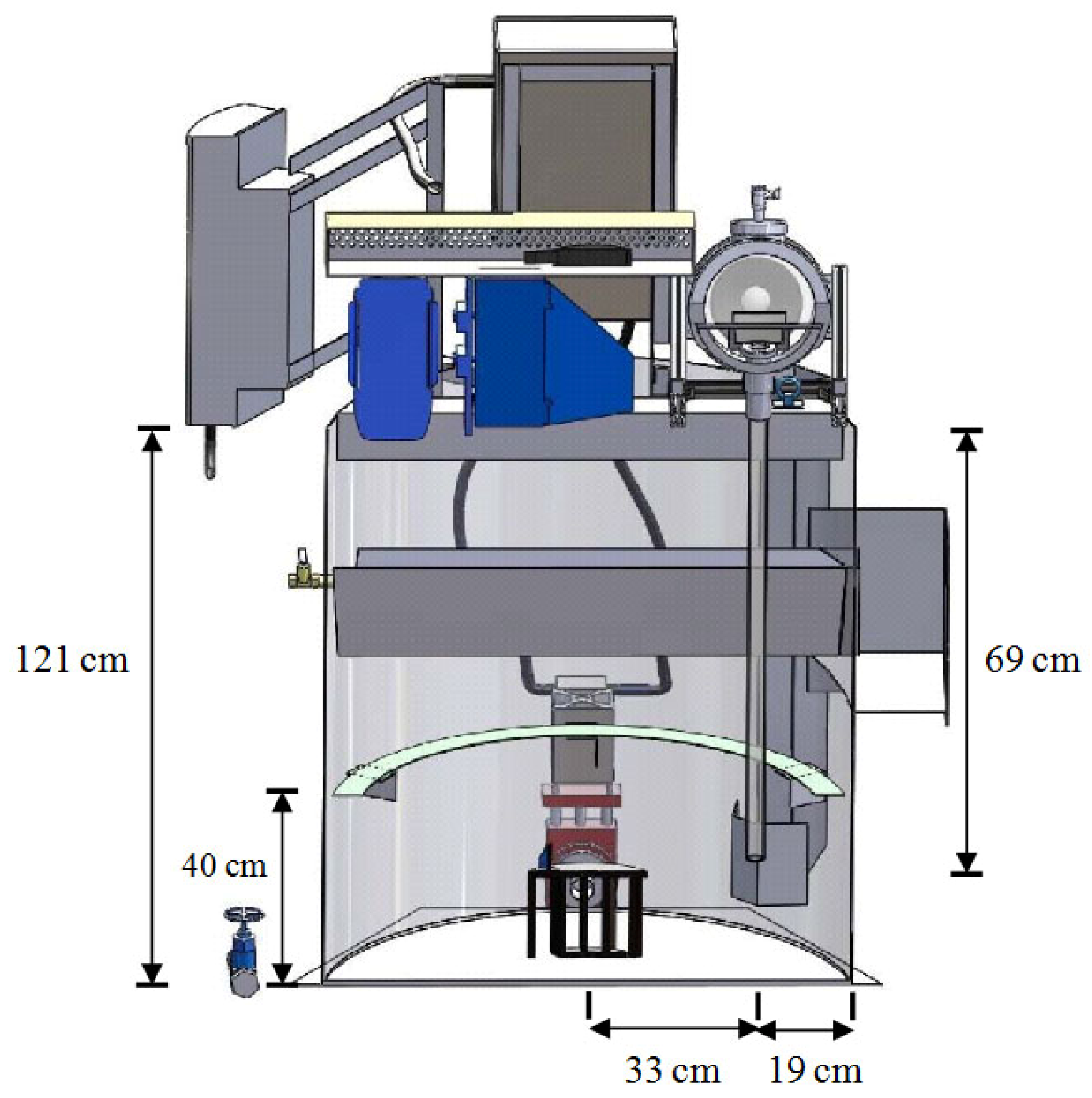
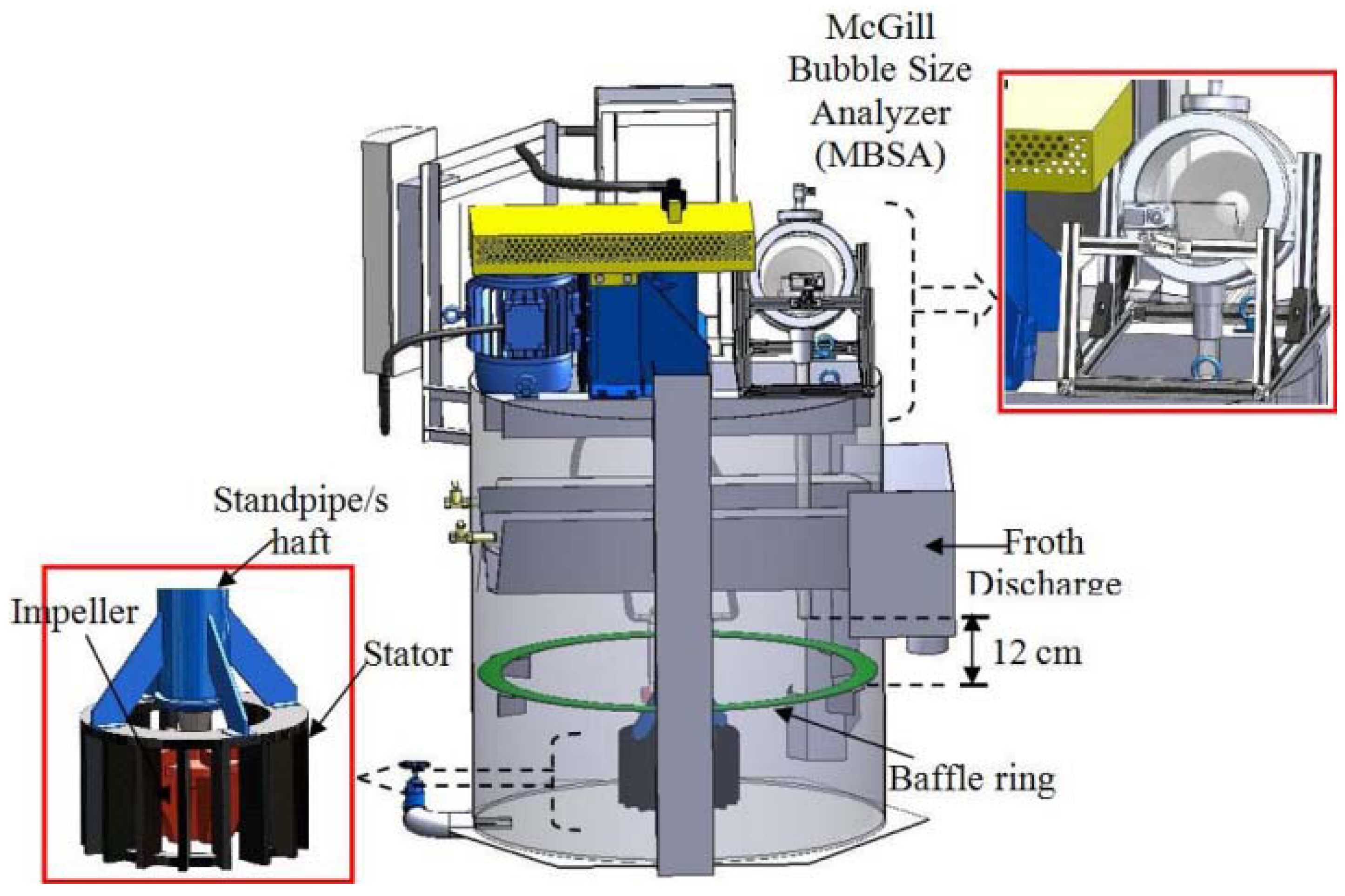
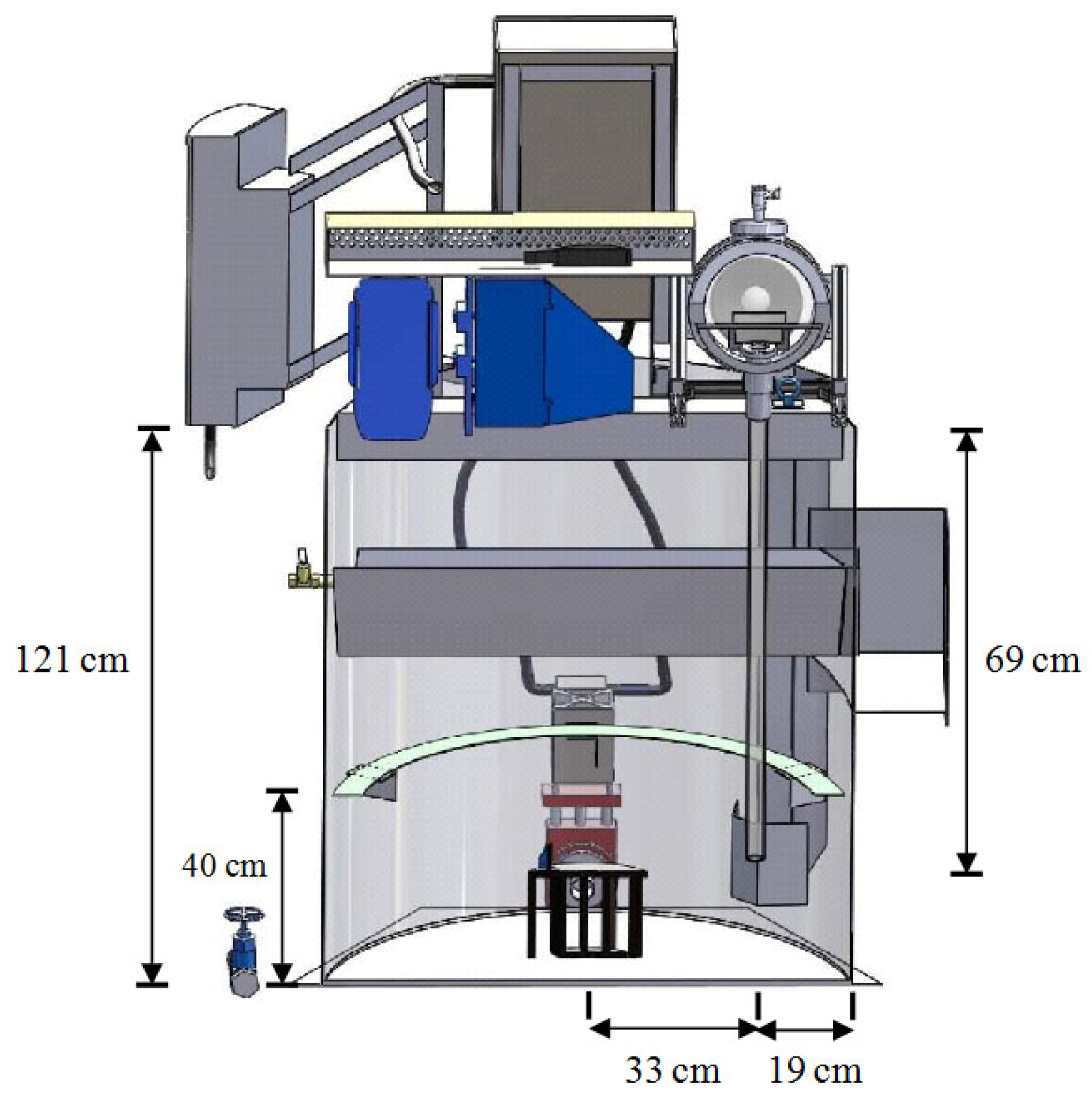
Table 4). The large cell volume (700 L water) permitted sufficient chamber surfactant concentration in the MBSA to avoid coalescence without contaminating the cell contents (water in the MBSA is displaced into the cell, as bubbles (air) accumulate) which improves data reliability at cell concentrations below CCC95 and thus improves the fit to Equation (1). Previous work had established that bubble size response in water-air systems translates well to three-phase flotation systems [
2,
13].
Efforts along this structure-function approach by Laskowski [
11] and Nesset
et al. [
2,
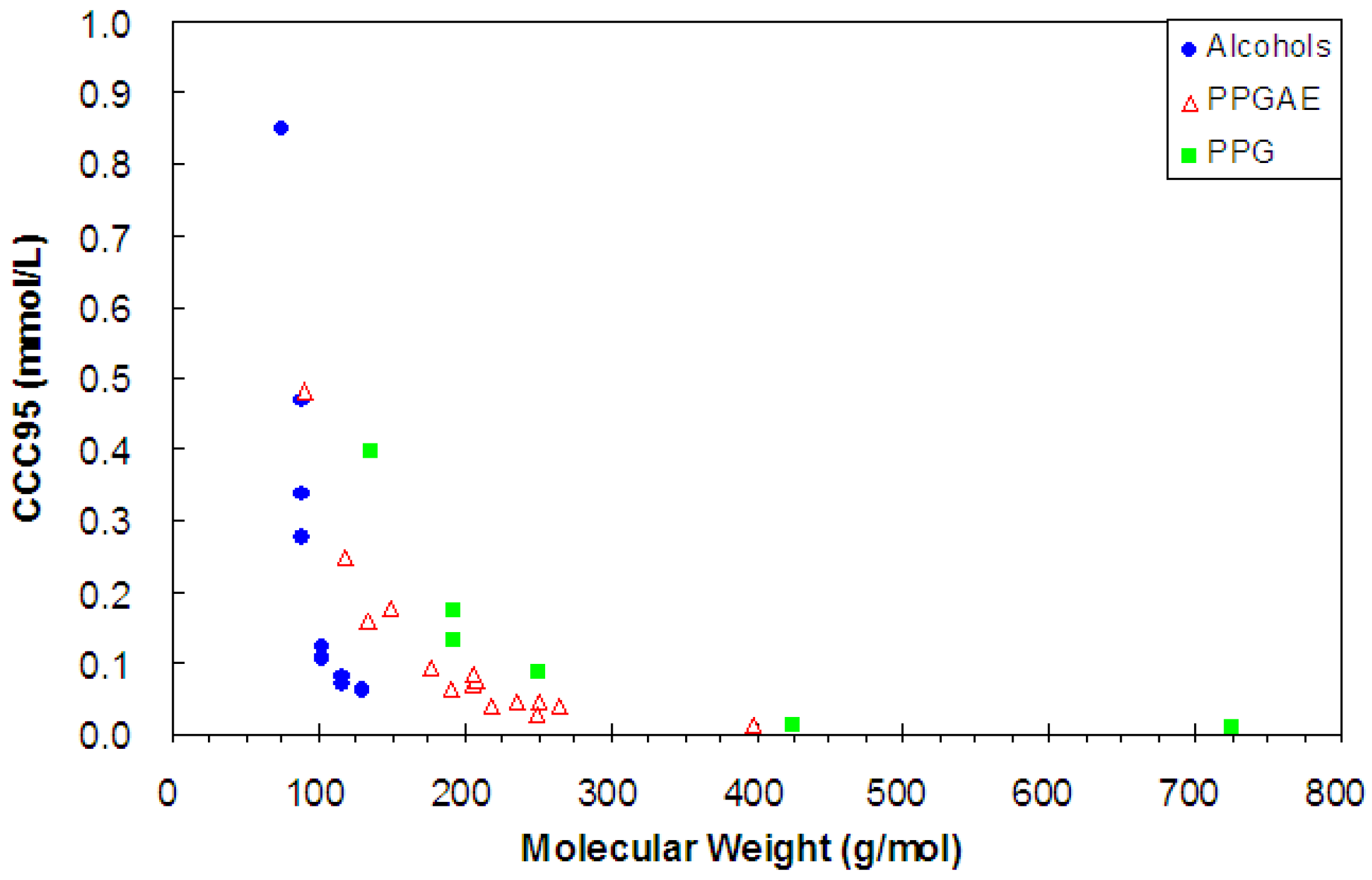
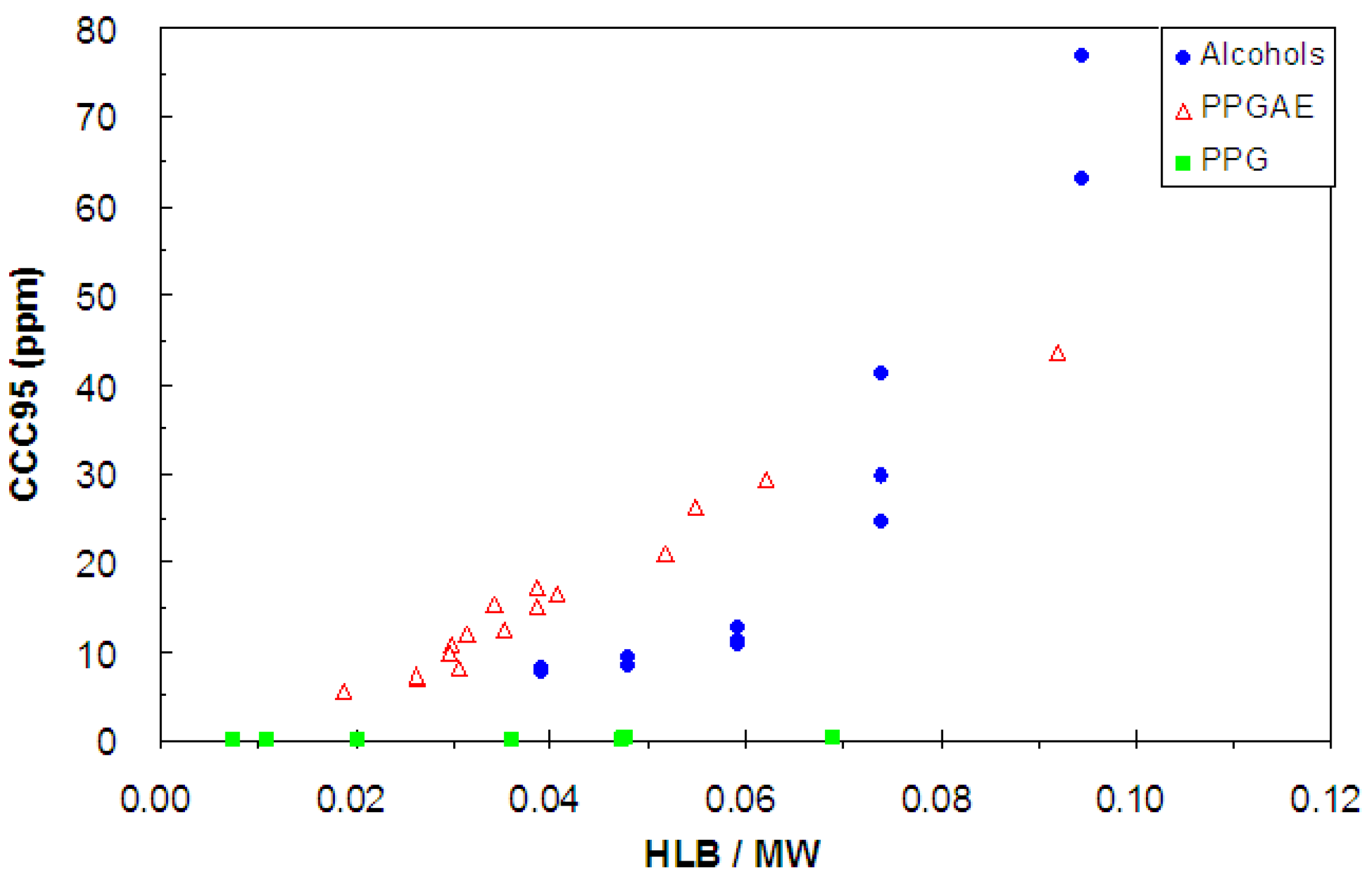
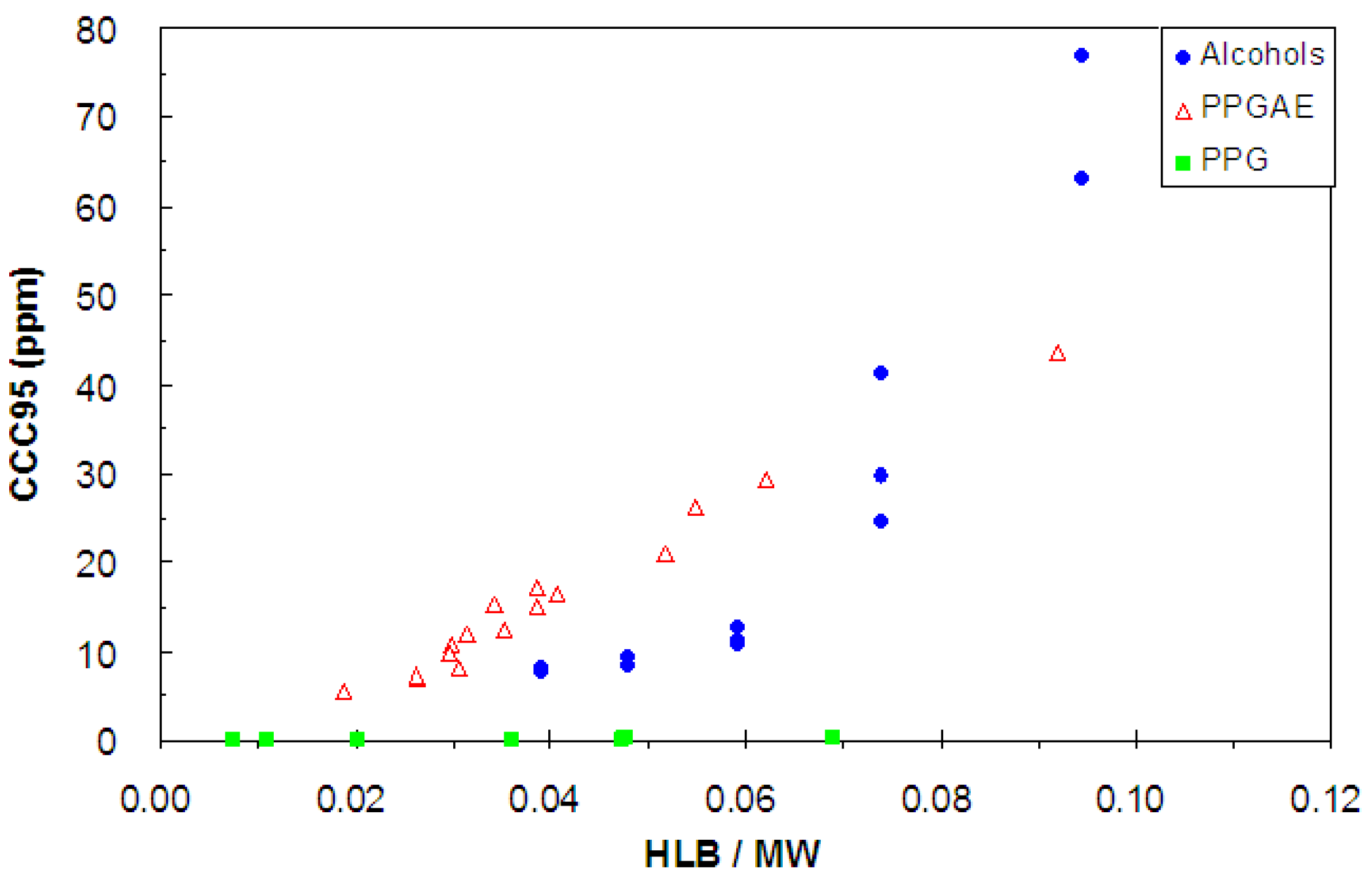
13] laid a foundation. Correlations involving molecular weight were explored in
Figure 6 and
Figure 7 but the focus was to employ HLB alone. That pursuit revealed a family-based CCC-HLB pattern, confirming the possibility entertained by Pugh [
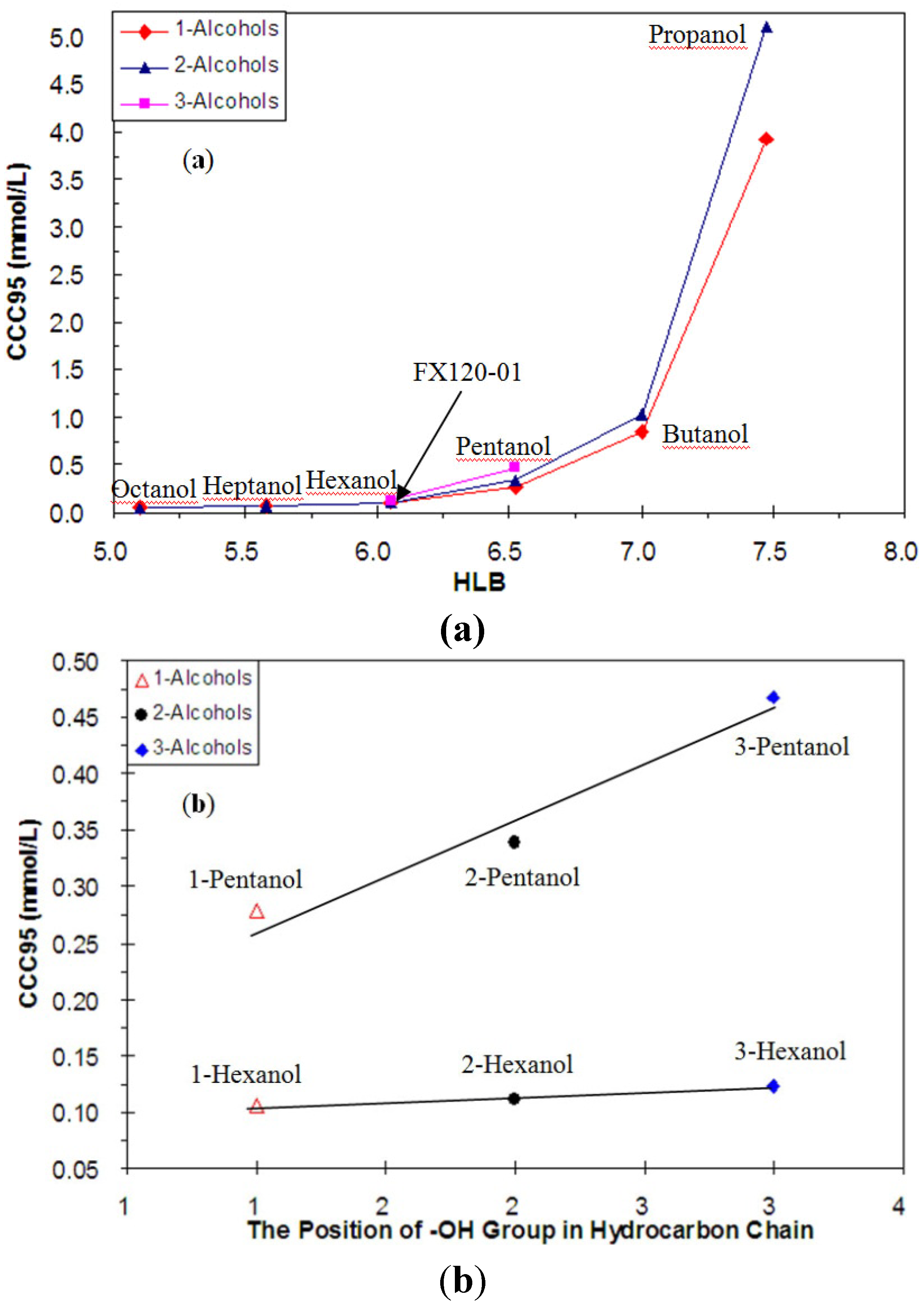
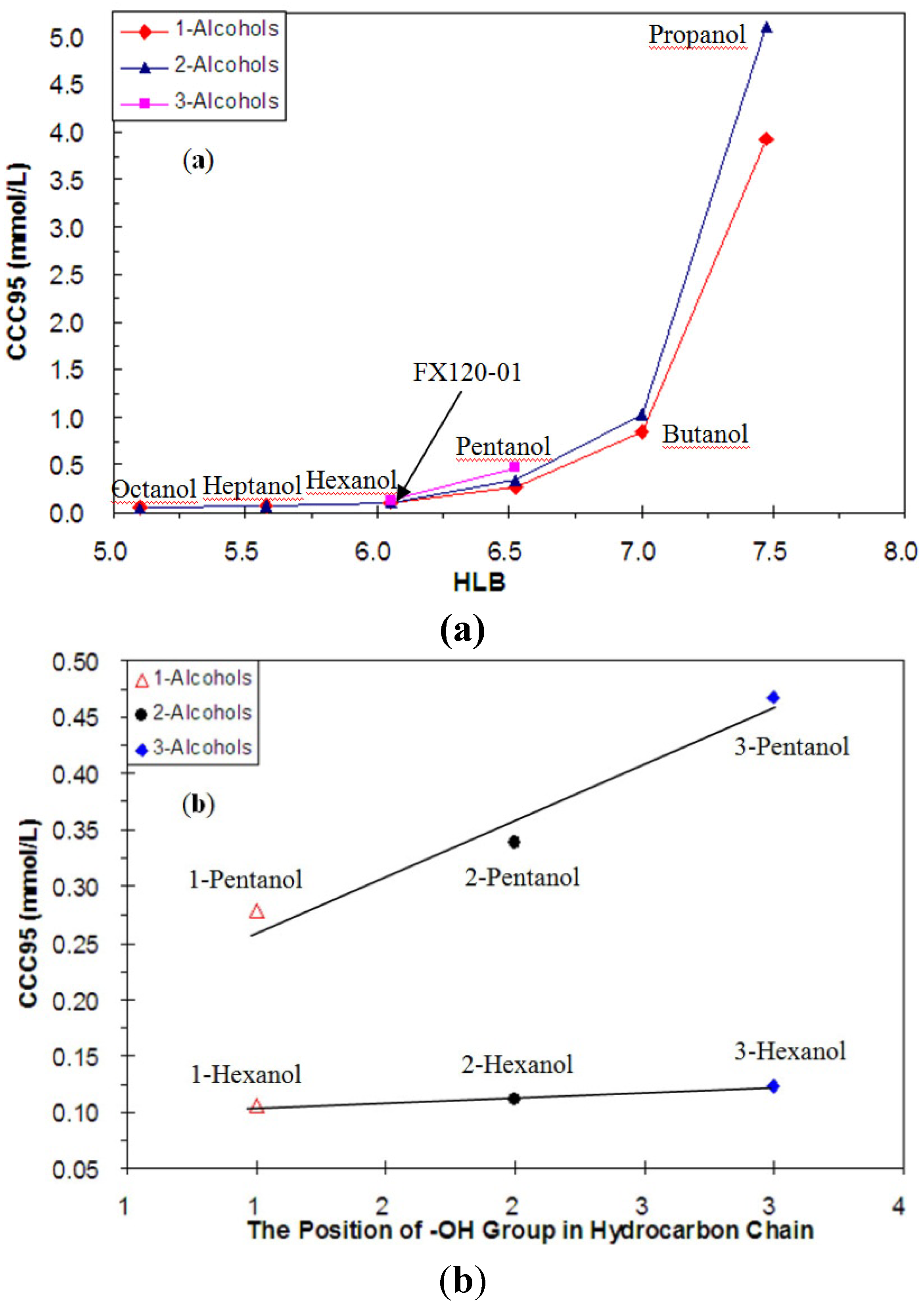
21]. For the Alcohols the trend was a decrease in CCC95 as HLB was reduced by increasing the number of carbons (n), especially going from n = 3 to 6 (
Figure 8a). Studies on inhibition of bubble coalescence by Alcohols reveal a similar trend, the concentration required decreasing with increasing n to approach a limiting value for n > 6 [
26,
27]. The work here also identified an isomer effect (
Figure 8b). Given this only becomes significant for C < 5 and such alcohols are not commonly employed commercially as frothers we chose to omit the isomer effect in subsequent analysis.
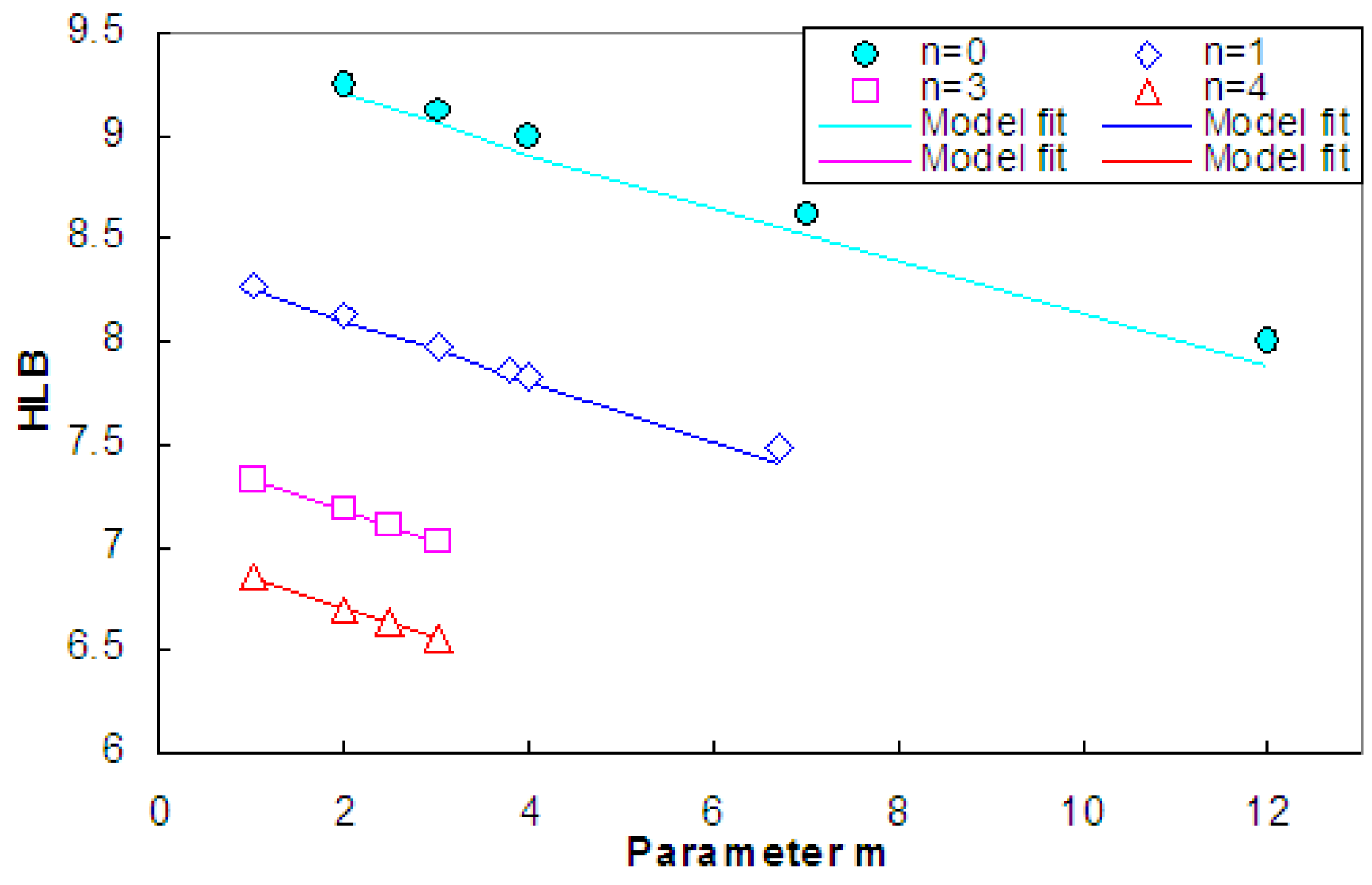
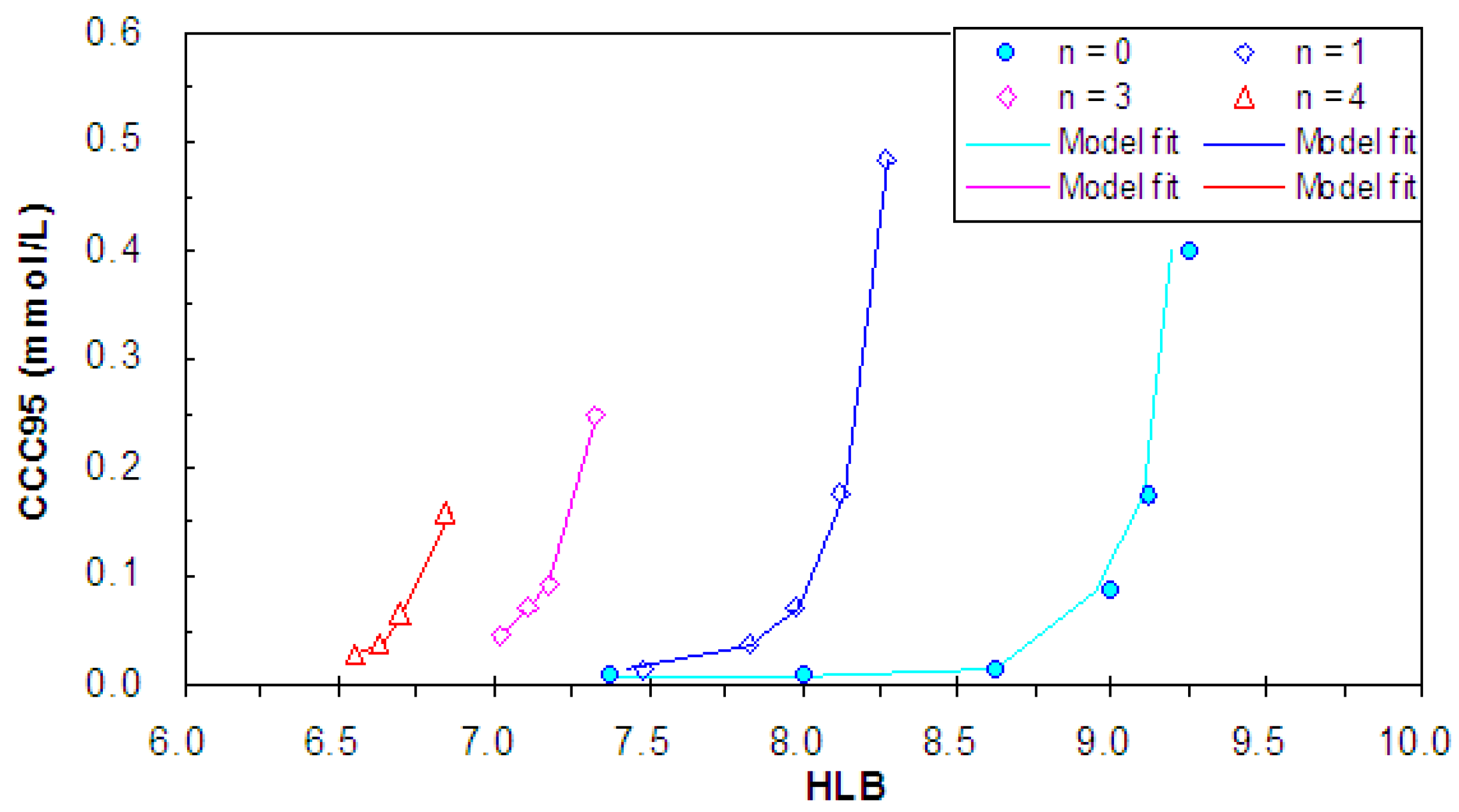
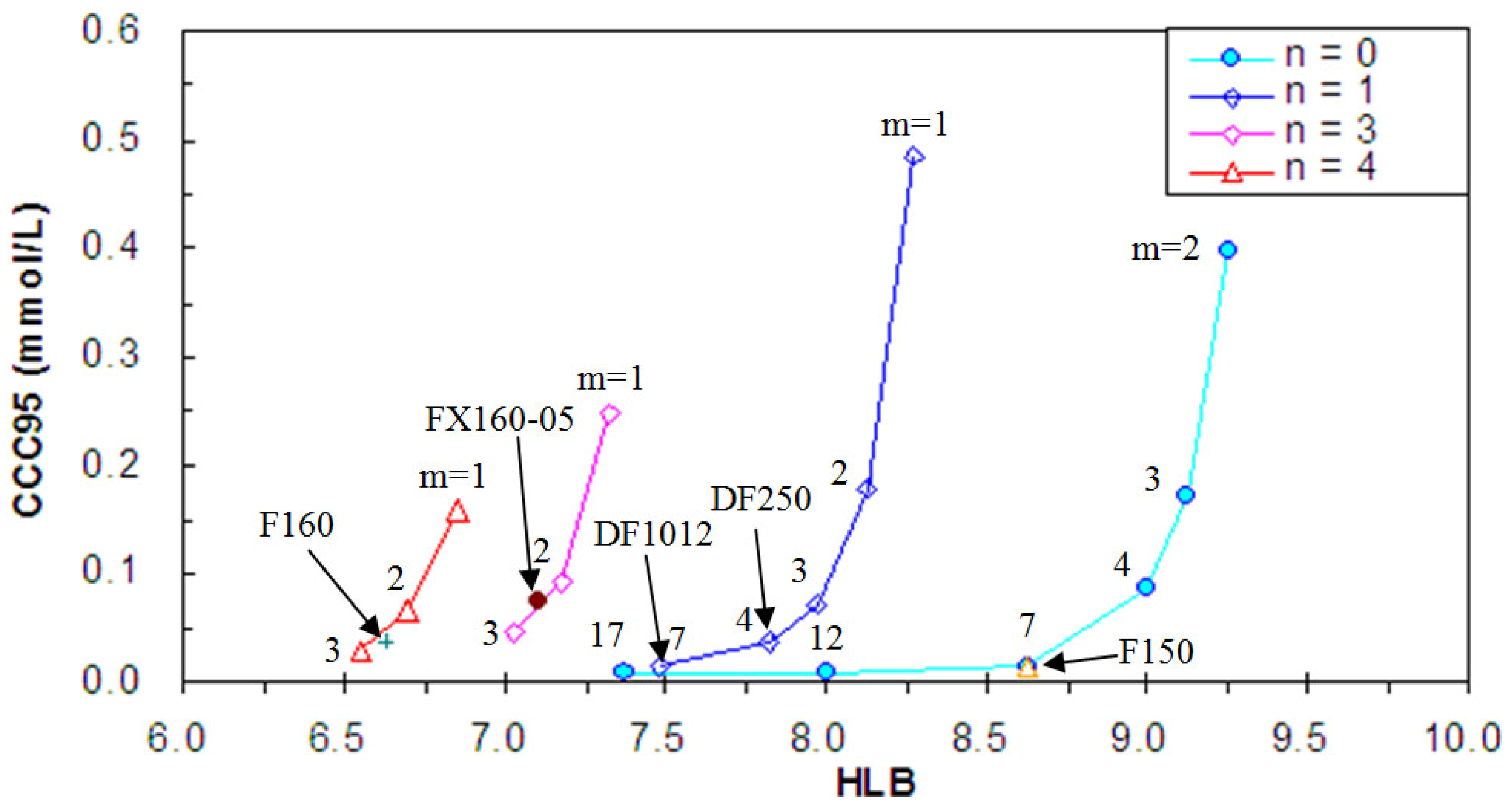
The pattern for Polyglycols was that CCC95 decreased as m increased in a series of self-similar plots shifting to lower HLB as n increased (
Figure 9). Although the PPGAEs and PPGs are usually considered separate families, the pattern suggests they can be treated as one.
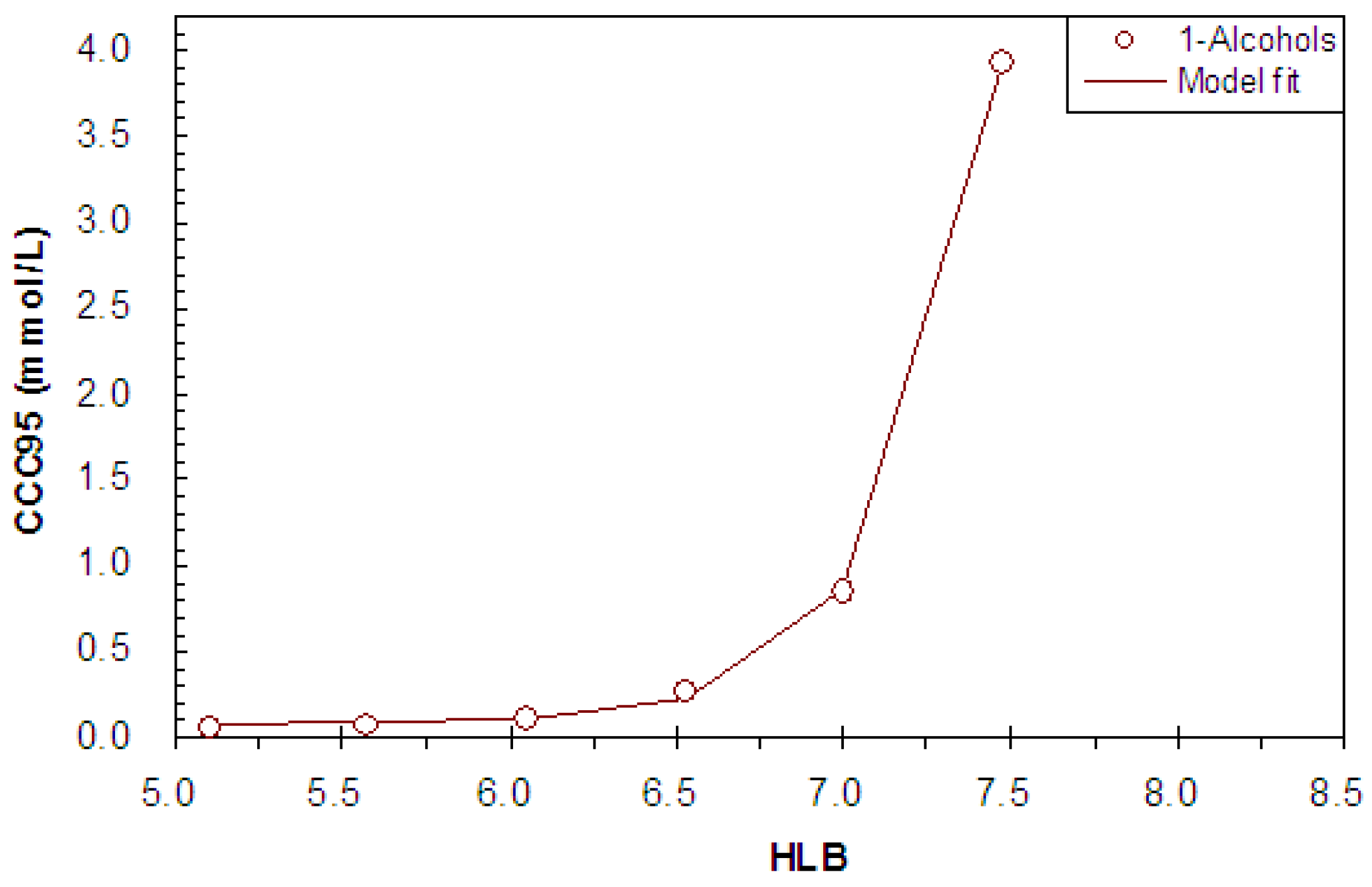
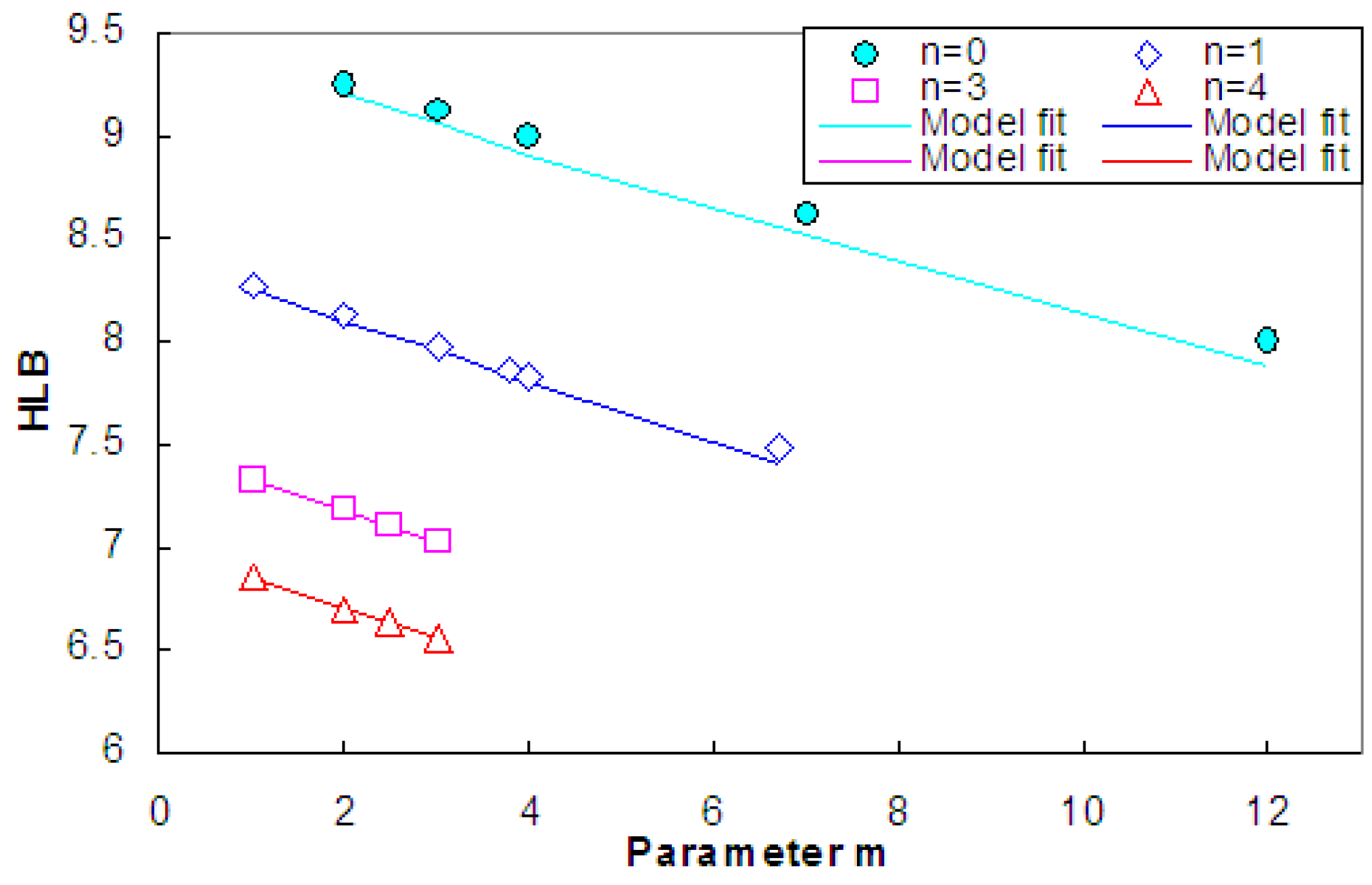
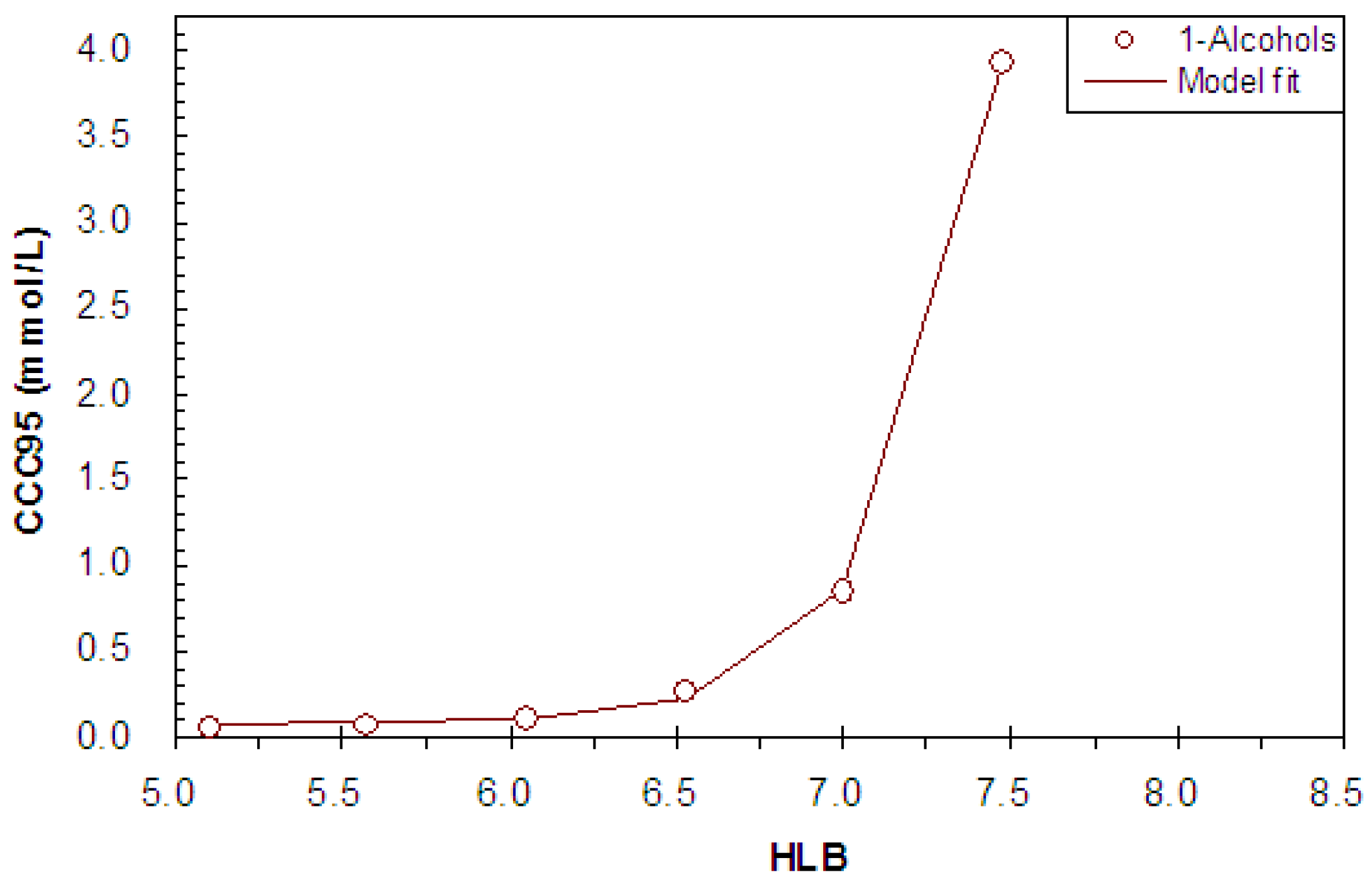
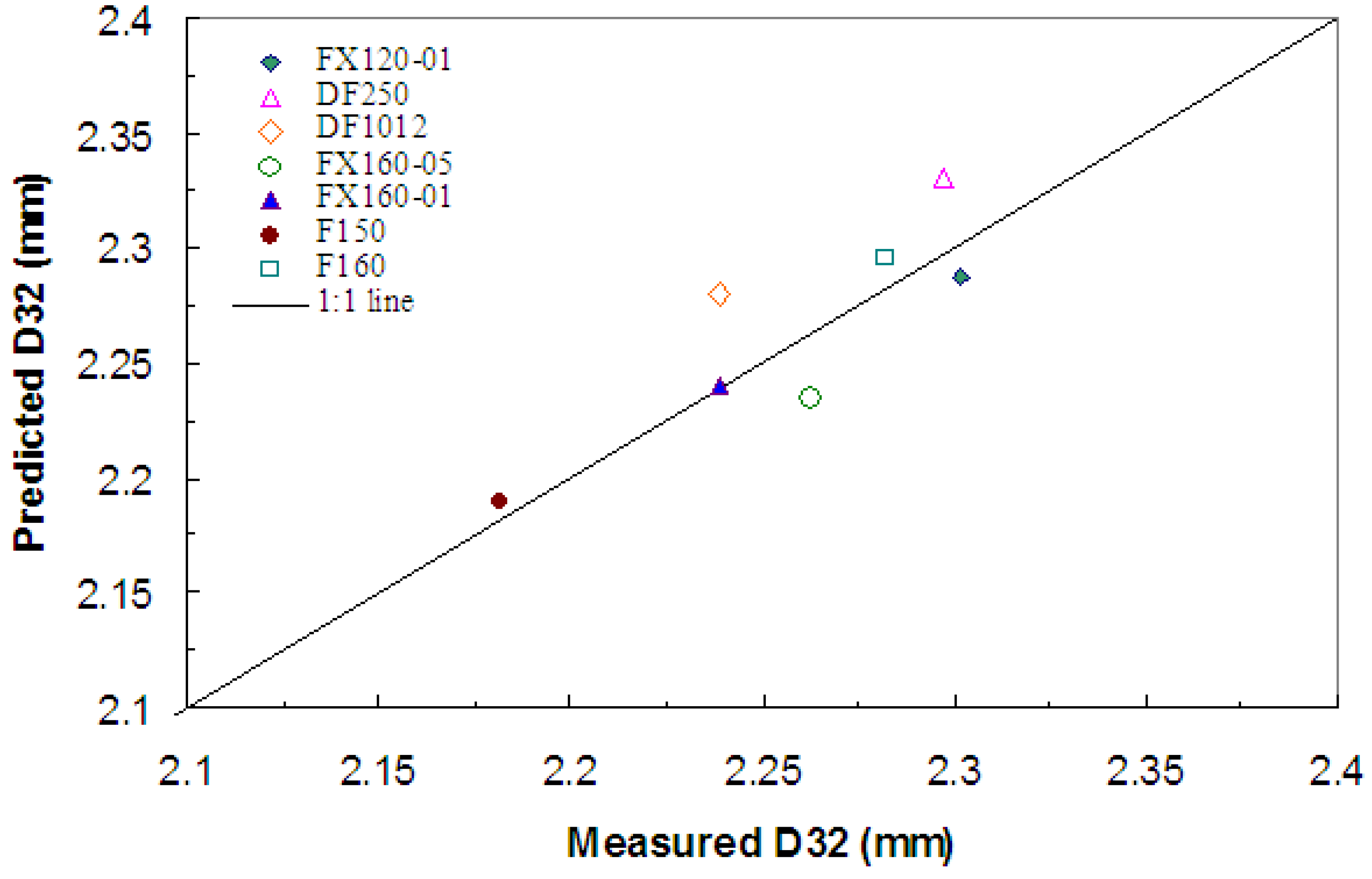
The large database permitted development of empirical models, which well describe the results for Polyglycols (
Figure 11) and 1-Alcohols (
Figure 12). Thus it is possible to deduce CCC95 knowing n and m, either directly via Equations (12) (Polyglycols) and (13) (1-Alcohols) or from HLB via Equation (6) and
Table 5. Either approach represents a significant step towards a structure-based prediction of the impact of frother on bubble size in flotation machines which was illustrated for the commercial frothers.
At present the prediction relates directly to mechanical flotation cells. The correlations are derived for one impeller speed and one air superficial velocity, J
g. As reported by Nesset
et al. [
13] impeller speed over the range from 3 to 9 m/s, covering the normal operating range, has no effect on D
32 and their correlation of D
32 with J
g means, in principle, the predictions can be extended to other air velocities. For other flotation machines the same trends found here will most likely apply. Future work may see a relationship between CCC and machine type enabling the present results to be generalized.
In flotation practice there are reagents other than frother that could influence bubble size. Collectors in sulphide flotation probably have little effect but amines and fatty acids used in non-sulphide systems may contribute to bubble size reduction. High concentrations of some salts likewise can reduce bubble size. The most important starting point in addressing chemical control of bubble size, however, is the frother.
There are some objections to using the Davies definition of HLB and the group numbers assigned. The results for Alcohol isomers where HLB is constant show there is an effect on CCC95 as the OH position changes, especially as chain length (n) decreases. An argument can be advanced that the OH group number should reflect its position in the molecule. Likewise, the unique number for all CH groups can be questioned. With a sufficient database perhaps new empirical group numbers could be deduced that apply to prediction of CCC95. There are precedents for such modifications [
28,
29,
30,
31,
32,
33].
There are alternatives to HLB. We are exploring the use of nuclear magnetic resonance (NMR) spectroscopy to determine the H-ratio to substitute for HLB [
34]. The NMR spectrum also provides structural information,
i.e., helps identify the family which is a necessary first step in applying the correlations reported here to commercial frothers. The use of NMR will be addressed in a future paper.
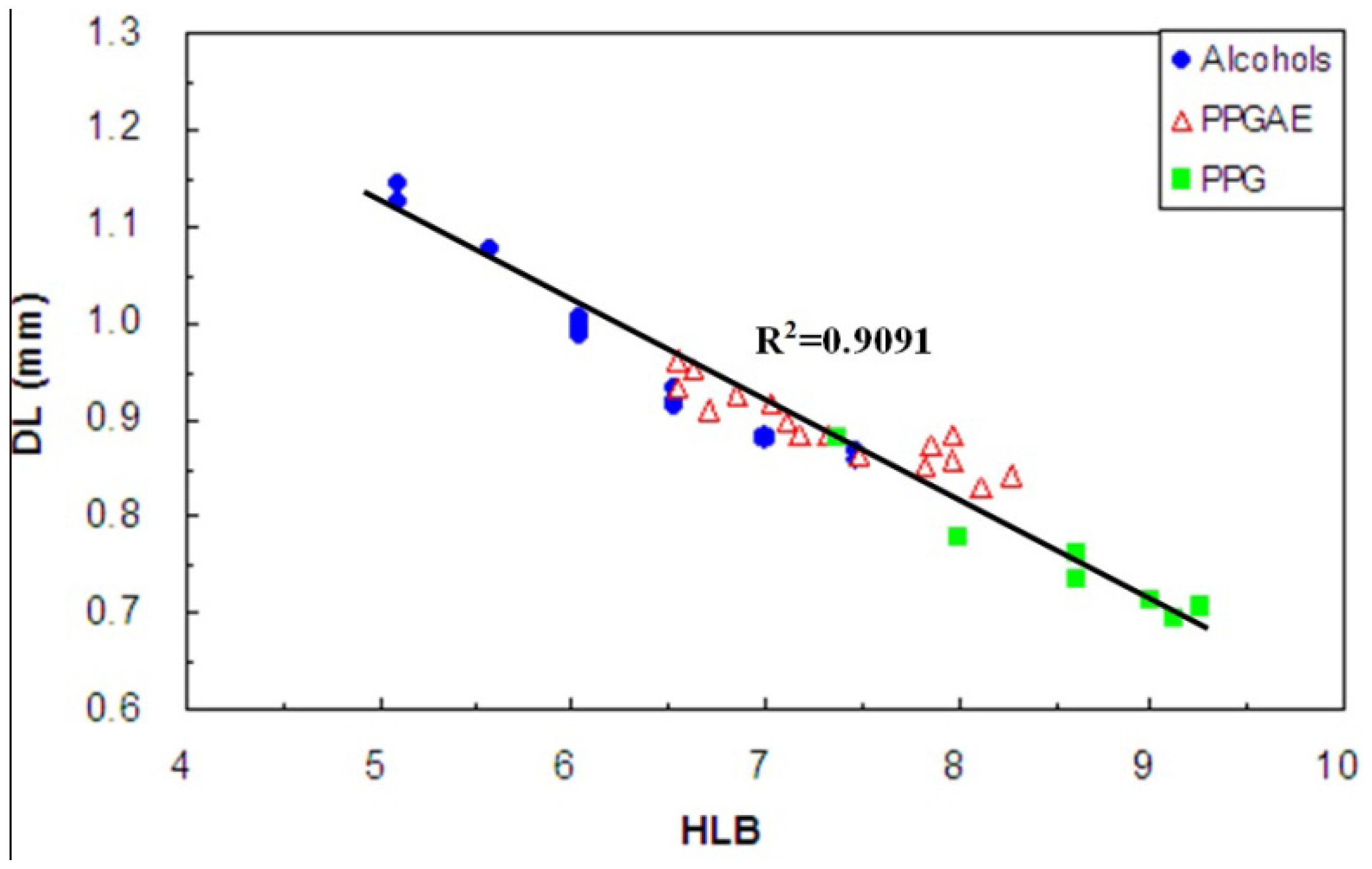
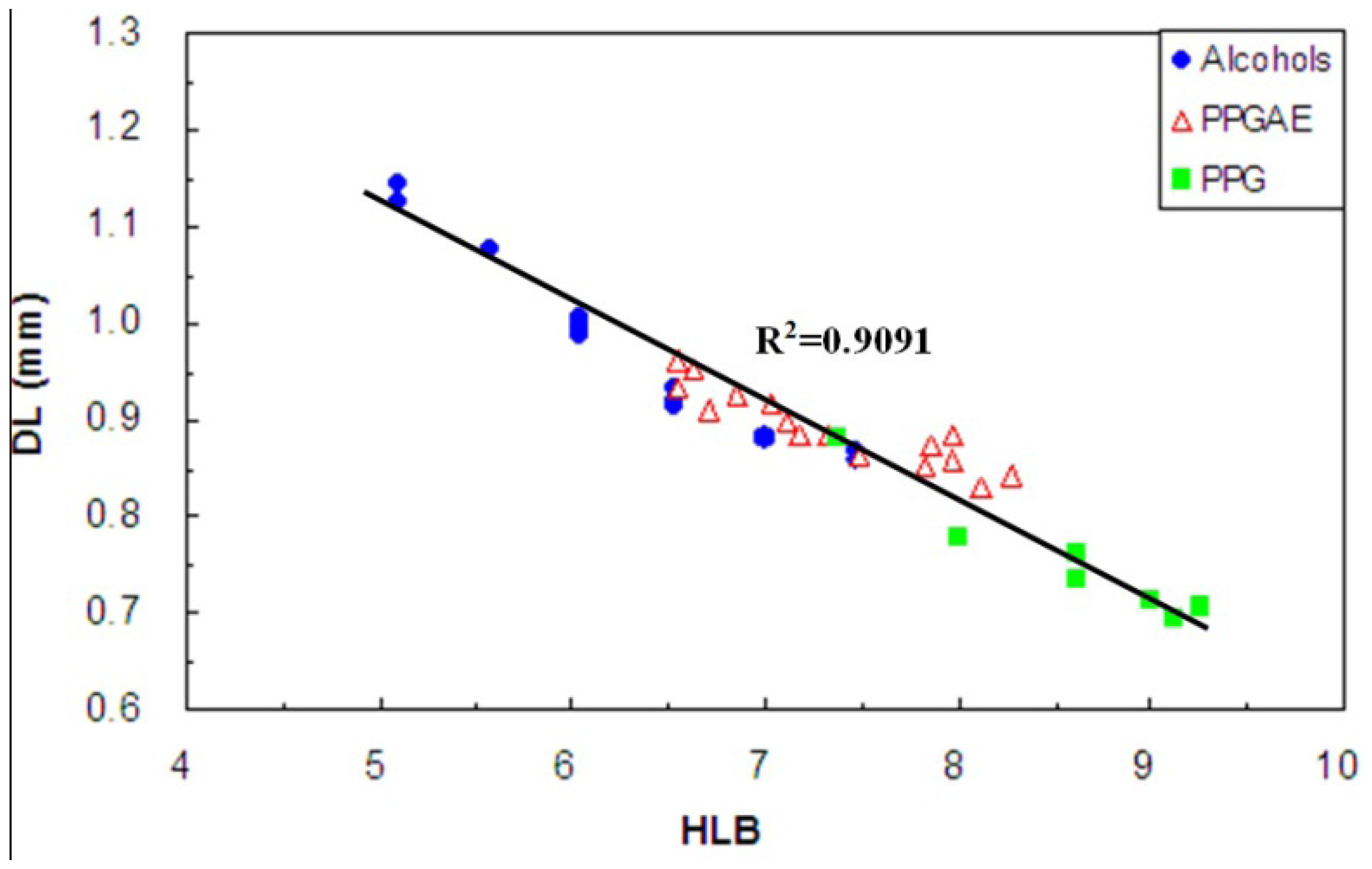
While the emphasis was CCC95 it became evident that the minimum Sauter mean bubble size (D
L) is not constant but decreases as HLB increases. One consequence is that the unique trend normalized by C/CCC95 is compromised. Thus in the prediction of D
32 we need to estimate the A, b values, as the example illustrated. A practical aspect of the finding is that unless there is a specific reason otherwise it is usually desirable to have the minimum bubble size in flotation to achieve maximum bubble surface area flux (S
b), and, hence, flotation kinetics. From the work here a finer minimum bubble size (D
L) can be achieved by selecting a surfactant of higher HLB which may be worth considering for increasing recovery kinetics especially of fine particles. The observation also raises a fundamental question. The CCC concept implies frother is involved only in preserving the bubble size produced by the machine;
i.e., the machine produces, frother preserves hypothesis [
10,
35]. This argument means that D
L is the machine-produced Sauter mean size and might be expected to be invariant for given machine operating conditions but
Figure 13 argues that frothers play some role in the initial bubble creation size. There seem to be three possibilities: bubbles produced are finer than D
L and the different frothers control coalescence to a different extent to reach different D
L; frother affects breakup of the air mass; or frother affects breakup of bubbles circulated through the impeller.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}