
Impact of Admixtures on Environmental Footprint, Rheological and Mechanical Properties of LC3 Cemented Paste Backfill Systems
 , ,
, ,
Abstract
:1. Introduction
2. Material and Methods
2.1. Materials Characterization
2.2. Admixtures
2.3. Sample Preparation
2.4. Unconfined Compressive Strength
2.5. Rheology Testing
2.6. Life Cycle Assessment (LCA) and Global Warming Potential (GWP)
2.7. Cost Calculations
3. Results and Discussion
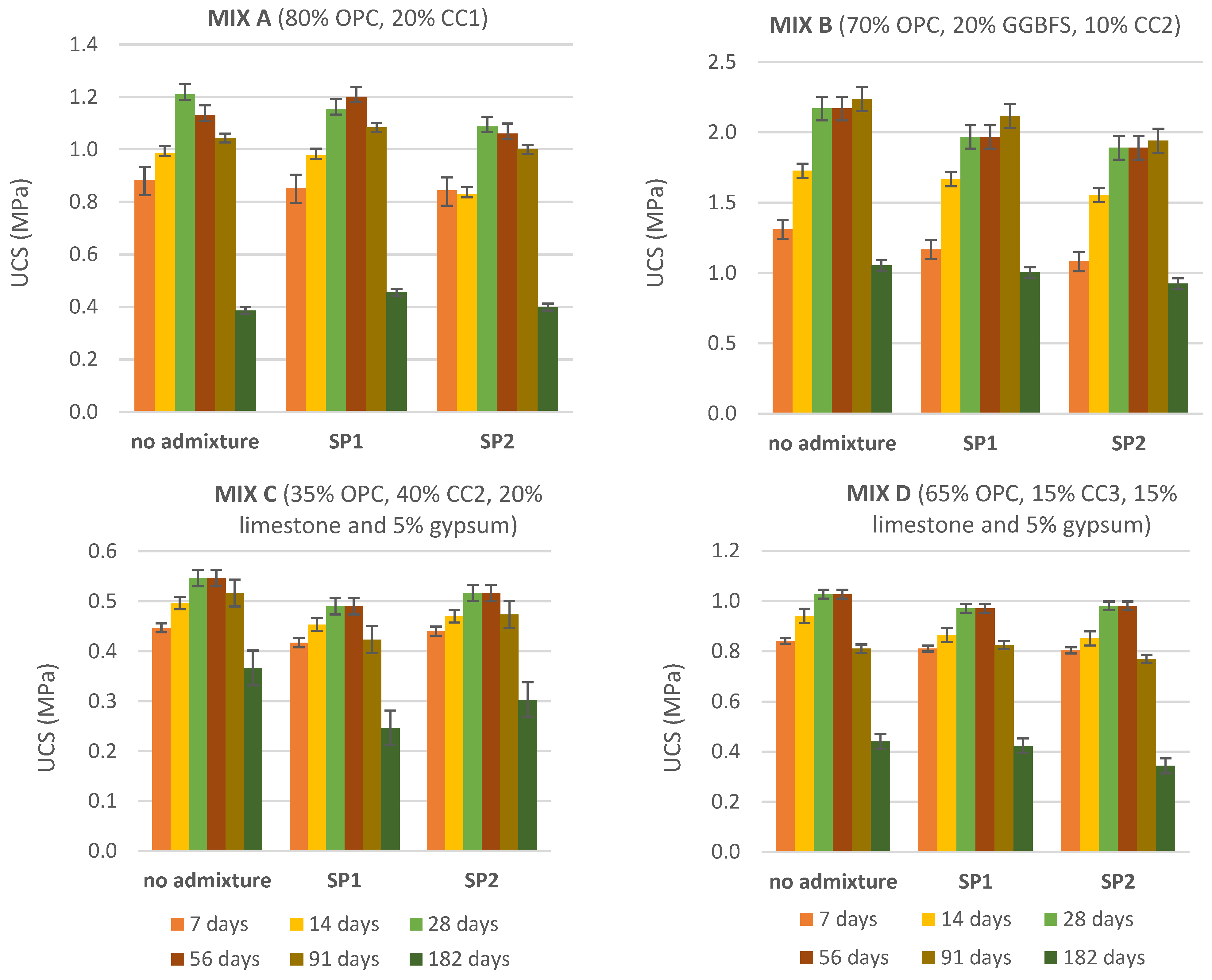
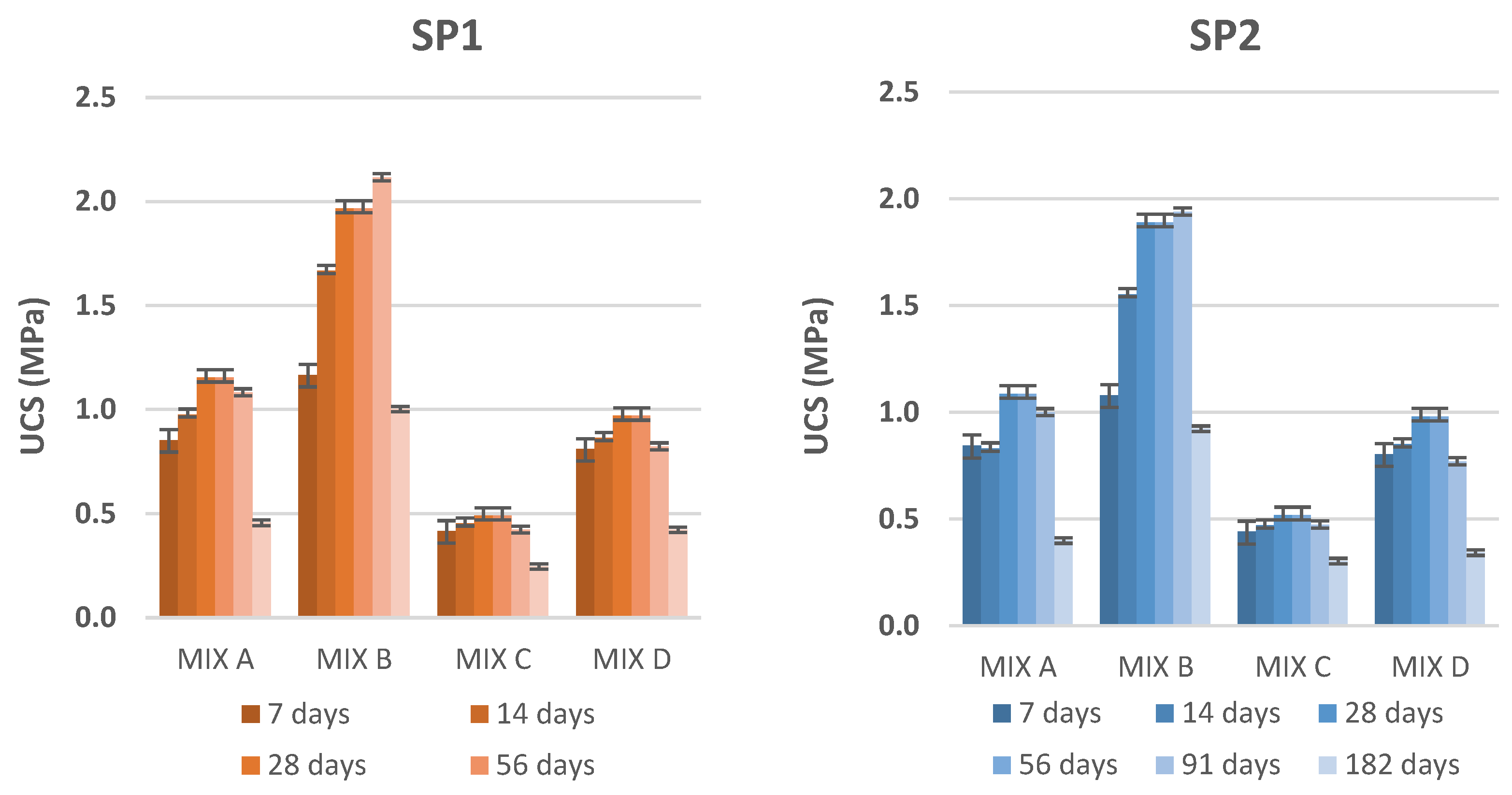
3.1. Unconfined Compressive Strength
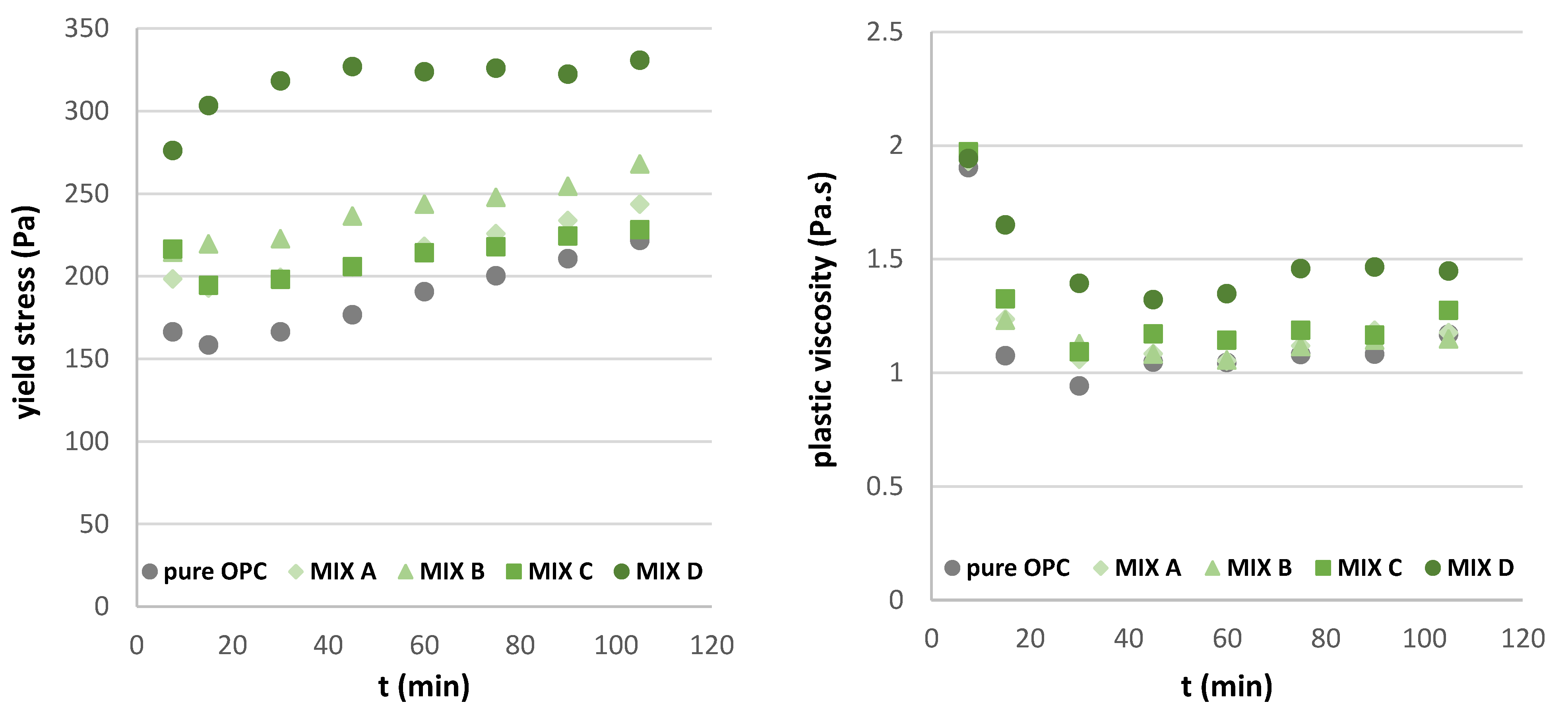
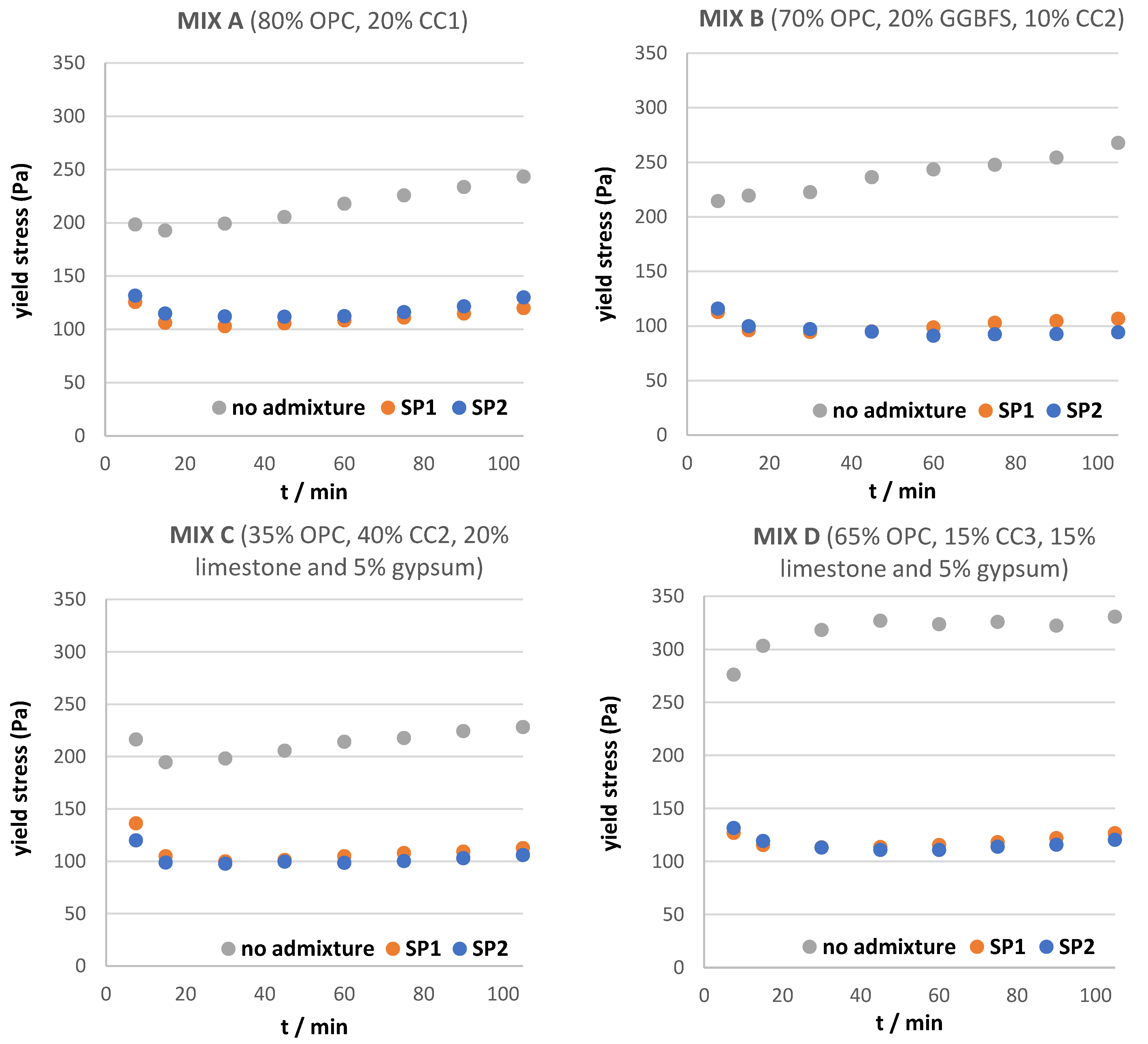
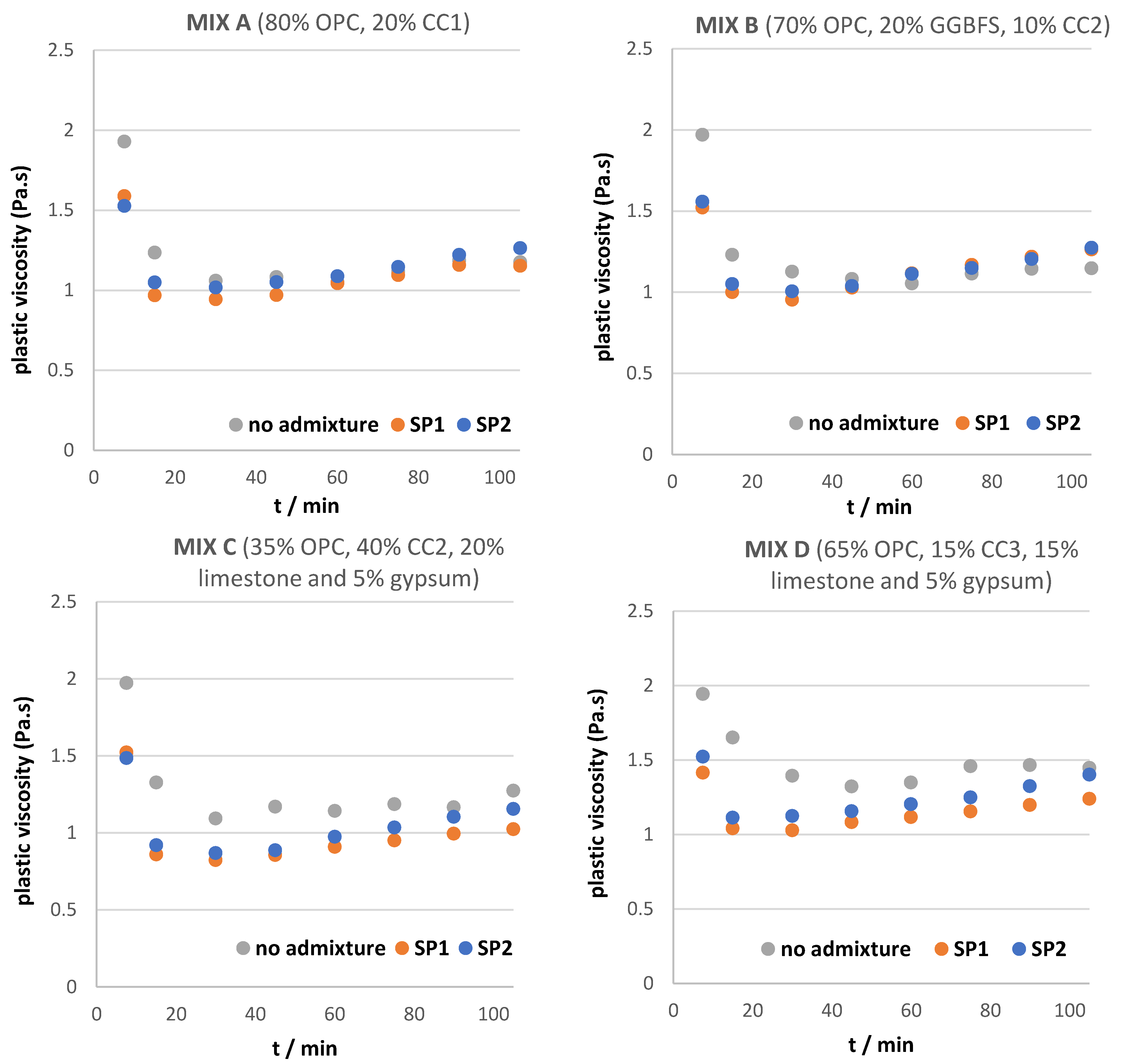
3.2. Yield Stress and Plastic Viscosity
3.3. Ecological and Economical Comparisons
- The changing parameters are in A1 and A2 phases;
- The GWP of the A3 phase is considered the same for all six mix designs, with the A3 phase including the energy and fuel required for mixing of CBP and pumping it underground.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Life Cycle Phase | MIX OPC | MIX A | MIX B | MIX C | MIX D | |
|---|---|---|---|---|---|---|
| GWP-fossil [kg CO2e/1 ton CBP] | A1 | 45.45 | 31.74 | 28.00 | 18.86 | 26.29 |
| A2 (variant 1) | - | 3.13 | 3.49 | 2.41 | 3.31 | |
| A2 (variant 2) | - | 3.26 | 3.55 | 2.68 | 3.41 | |
| Costs [$/1 ton CBP] | Variant 1 | - | 10.3 | 11.0 | 6.9 | 9.1 |
| Variant 2 | - | 10.4 | 1.1 | 7.1 | 9.2 |
4. Conclusions
- Amount of calcined clay in the binder: negative impact on UCS, positive impact on GWP;
- Reactivity of the calcined clay (R3 test): positive impact on UCS;
- Specific surface of the calcined clay (BET): negative impact on rheology.
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wei, M.; Kong, X.X.; Huang, J. Current status and suggestions for the disposal of tailing waste in China. Chem. Miner. Process. 2022, 5, 34–38. [Google Scholar]
- Bell, F.G.; Stacey, T.R.; Genske, D.D. Mining subsidence and its effect on the environment: Some differing examples. Environ. Geol. 2000, 40, 135–152. [Google Scholar] [CrossRef]
- Kesimal, A.; Yilmaz, E.; Ercikdi, B.; Alp, I.; Deveci, H. Effect of properties of tailings and binder on the short-and long-term strength and stability of cemented paste backfill. Mater. Lett. 2005, 59, 3703–3709. [Google Scholar] [CrossRef]
- Castellanos, J.; Belem, T.; Benzaazoua, M. Design, placement, and performance of cemented paste backfill in deep mining operations. Minerals 2017, 6, 7. [Google Scholar]
- Song, W.; Tang, A.M.; He, X.M. Performance of cemented paste backfill in underground mining operations: A review. Miner. Eng. 2019, 138, 106–118. [Google Scholar]
- Fall, M.; Benzaazoua, M.; Belem, T. A review of sustainable cemented paste backfill practices based on strength and environmental considerations. Minerals 2016, 6, 37. [Google Scholar]
- Belem, T.; Benzaazoua, M. Design and application of underground mine paste backfill technology. Geotech. Geol. Eng. 2008, 26, 147–174. [Google Scholar] [CrossRef]
- Cao, S.; Yilmaz, E.; Song, W. Dynamic response of cement-tailings matrix composites under SHPB compression load. Constr. Build. Mater. 2018, 186, 892–903. [Google Scholar] [CrossRef]
- Ouattara, D.; Mbonimpa, M.; Yahia, A.; Belem, T. Assessment of rheological parameters of high density cemented paste backfill mixtures incorporating superplasticizers. Constr. Build. Mater. 2018, 190, 294–307. [Google Scholar] [CrossRef]
- Yan, B.; Zhu, W.; Hou, C.; Yilmaz, E.; Saadat, M. Characterization of early age behavior of cemented paste backfill through the magnitude and frequency spectrum of ultrasonic P-wave. Constr. Build. Mater. 2020, 249, 118733. [Google Scholar] [CrossRef]
- Sphera Database. Available online: www.oekobaudat.com (accessed on 10 July 2023).
- Hassani, F.; Razavi, S.M.; Isagon, I. A study of physical and mechanical behaviour of gelfill. CIM Bull. 2007, 100, 1–7. [Google Scholar]
- Scrivener, K.; Avet, F.; Maraghechi, H.; Zunino, F.; Ston, F.; Hanpongpun, W.; Favier, A. Impacting factors and properties of limestone calcined clay cements (LC3). Green Mater. 2019, 7, 3–14. [Google Scholar] [CrossRef]
- Scrivener, K.; Martirena, F.; Bishnoi, S.; Maity, S. Calcined clay limestone cements (LC3). Cem. Concr. Res. 2018, 14, 49–56. [Google Scholar] [CrossRef]
- Zieri, W.; Ismail, I. Alternative Fuels from Waste Products in Cement Industry. In Handbook of Ecomaterials; Martínez, L.M.T., Kharissova, O.V., Kharisov, B.I., Eds.; Springer International Publishing: Cham, Switzerland, 2019; pp. 1183–1206. [Google Scholar]
- Diaz-Loya, I.; Juenger, M.; Seraj, S.; Minkara, R. Extending supplementary cementitious material resources: Reclaimed and remediated fly ash and natural pozzolans. Cem. Concr. Compos. 2019, 101, 44–51. [Google Scholar] [CrossRef]
- Hache, E.; Simoën, M.M.; Seck, G.S.; Bonnet, C.; Jabberi, A.; Carcanague, S. The impact of future power generation on cement demand: An international and regional assessment based on climate scenarios. Int. Econ. 2020, 163, 114–133. [Google Scholar] [CrossRef]
- Scrivener, K.; Dekeukelaere, A.; Avet, F.; Grimmeissen, L. Financial Attractiveness of LC3; École Polytechnique Fédérale de Lausanne: Lausanne, Switzerland, 2019. [Google Scholar]
- Bahhou, A.; Taha, Y.; Khessaimi, Y.E.; Idrissi, H.; Hakkou, R.; Amalik, J.; Benzaazoua, M. Use of phosphate mine by-products as supplementary cementitious materials. Mater. Today Proc. 2021, 37, 3781–3788. [Google Scholar] [CrossRef]
- Yue, C. Low-carbon binders produced from waste glass and low-purity metakaolin for cemented paste backfill. Constr. Build. Mater. 2021, 312, 125443. [Google Scholar] [CrossRef]
- Avet, F.; Snellings, R.; Diaz, A.A.; Haha, M.B.; Scrivener, K. Development of a new rapid, relevant and reliable (R3) test method to evaluate the pozzolanic reactivity of calcined kaolinitic clays. Cem. Concr. Res. 2016, 85, 1–11. [Google Scholar] [CrossRef]
- Mohammed, A.; Hughes, T.G. Comparison of prototype and 1/6th model scale behaviour under compressive loading. In Proceedings of the 10th Canadian Masonry Symposium, Banff, AB, Canada, 8–12 June 2005. [Google Scholar]
- Zhang, N.; Hedayat, A.; Figueroa, L.; Bolaños Sosa, H.G.; González Cárdenas, J.J.; Álvarez, G.E.S.; Ascuña Rivera, V.B. Specimens Size Effect on the Compressive Strength of Geopolymerized Mine Tailings. In Proceedings of the Tailings and Mine Waste, online event (hosted by Colorado State University), Vancouver, BC, Canada, 15–18 November 2020; p. 339. [Google Scholar]
- Song, X.; Pettersen, J.B.; Pedersen, K.B.; Røberg, S. Comparative life cycle assessment of tailings management and energy scenarios for a copper ore mine: A case study in Northern Norway. J. Clean. Prod. 2017, 164, 892–904. [Google Scholar] [CrossRef]
- Zheng, J.; Guo, L.; Sun, X.; Li, W.; Jia, Q. Study on the Strength Development of Cemented Backfill Body from Lead-Zinc Mine Tailings with Sulphide. Adv. Mater. Sci. Eng. 2018, 2018, 7278014. [Google Scholar] [CrossRef]
- Ji, X.; Gu, X.; Wang, Z.; Xu, S.; Jiang, H.; Yilmaz, E. Admixture effects on the rheological properties/mechanical behavior and micro-structure evolution of alkali-activated slag backfills. Minerals 2023, 13, 30. [Google Scholar] [CrossRef]
- Kou, Y.; Jiang, H.; Ren, L.; Yilmaz, E.; Li, Y. Rheological properties of cemented paste backfill with alkali-activated slag. Minerals 2020, 10, 288. [Google Scholar] [CrossRef]
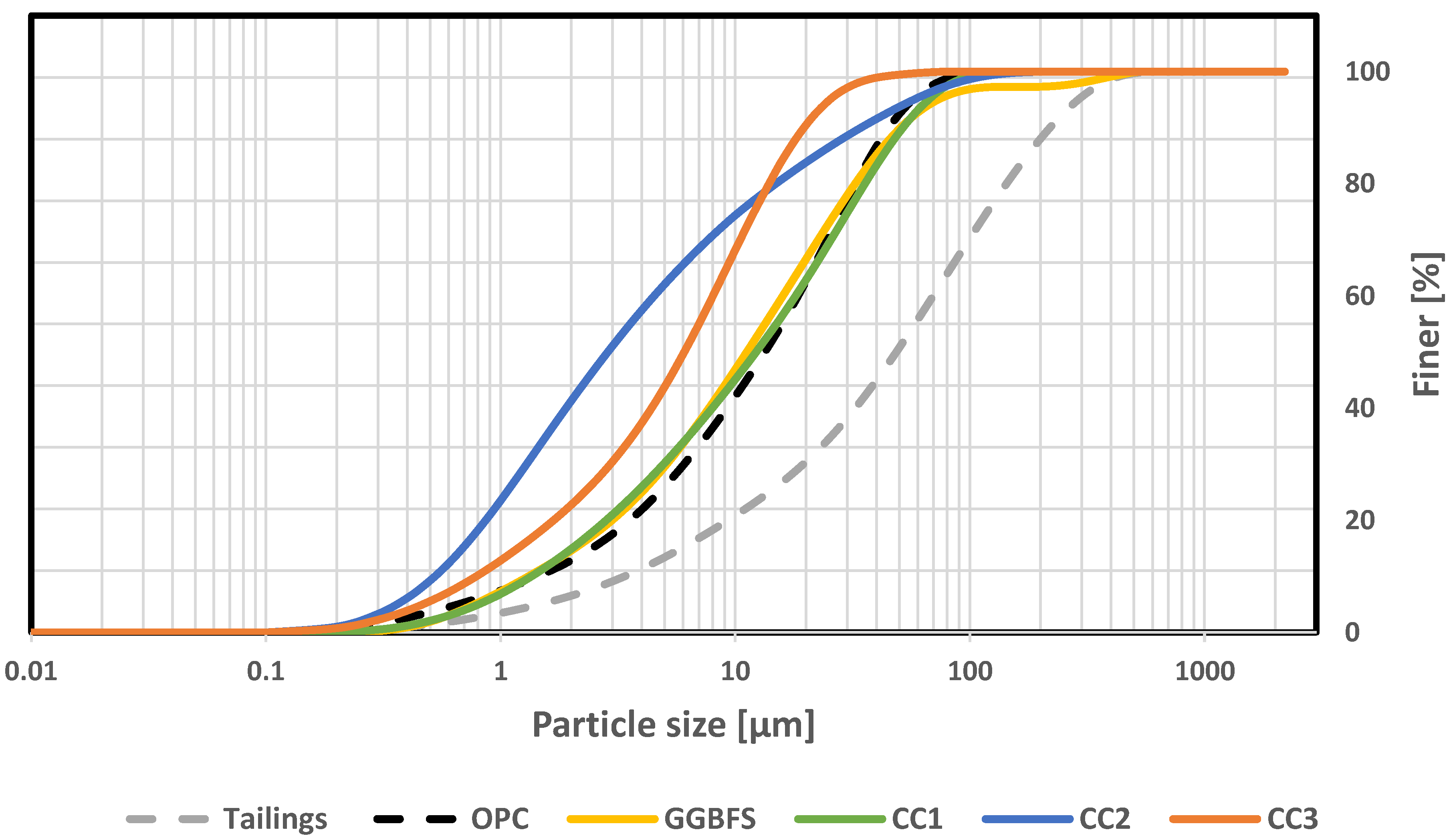
| d10 (mm) | d50 (mm) | d90 (mm) | BET (m2/g) | R3 (J/g of SCM at 7 Days) | |
|---|---|---|---|---|---|
| OPC | 0.89 | 7.77 | 26.50 | 1.49 | - |
| Tailings | 3.3 | 48.5 | 219.2 | 0.97 | - |
| Limestone | 1.2 | 10 | 50 | 1.88 | - |
| Gypsum | 2 | 10 | 63 | 1.68 | - |
| GGBFS | 0.9 | 7.3 | 30.2 | 1.52 | 576 |
| CC1 | 1.4 | 12 | 50 | 22.64 | 257 |
| CC2 | 0.5 | 3 | 36 | 9.41 | 648 |
| CC3 | 0.8 | 6.3 | 20 | 47.77 | 543 |
| Sample | CC1 | CC2 | CC3 | Tailings | GGBFS | OPC |
|---|---|---|---|---|---|---|
| LOI | 3.96 | 2.90 | 6.38 | 8.65 | 0.40 | 2.13 |
| SiO2 | 65.79 | 54.23 | 33.99 | 54.51 | 35.97 | 20.17 |
| Al2O3 | 14.01 | 34.97 | 27.51 | 7.05 | 11.40 | 5.74 |
| TiO2 | 1.32 | 2.30 | 2.97 | 0.25 | 0.76 | 0.29 |
| MnO | 0.05 | 0.01 | 0.23 | 0.26 | 0.15 | 0.05 |
| Fe2O3 | 7.28 | 3.33 | 24.67 | 12.02 | 0.55 | 2.77 |
| CaO | 1.92 | 1.33 | 0.81 | 5.35 | 41.65 | 63.07 |
| MgO | 1.72 | 0.11 | 1.23 | 4.49 | 7.37 | 1.40 |
| K2O | 2.23 | 0.20 | 0.03 | 2.14 | 0.45 | 0.50 |
| Na2O | 0.20 | 0.10 | 0.00 | 1.02 | 0.29 | 0.02 |
| SO3 | 0.42 | 0.03 | 0.00 | 2.51 | 0.29 | 3.73 |
| P2O5 | 0.19 | 0.09 | 0.20 | 0.13 | 0.01 | 0.18 |
| C3S Alite | - | - | - | - | - | 53.5 |
| C2S Belite | - | - | - | - | - | 16.1 |
| C3A total | - | - | - | - | - | 6.6 |
| C3A cub.: orthor. | - | - | - | - | - | 90:10 |
| C4(A,F) Ferrite | - | - | - | - | - | 10.2 |
| Quartz | 43.20 | 14.00 | 0.40 | 41.90 | - | 0.1 |
| Cristobalite | - | - | - | - | - | |
| Calcite | 1.00 | 1.00 | - | 1.50 | - | 7.5 |
| Portlandite | - | - | - | - | - | 0.9 |
| CaO Free Lime | - | - | - | - | - | 0.1 |
| MgO Periclase | - | - | - | - | - | 0.4 |
| CaSO4 Anhydrite | - | - | - | - | - | 0.1 |
| CaSO4 • 0.5 H2O Hemihydrate | - | - | - | - | - | 3.4 |
| CaSO4 • 2 H2O Dihydrate | - | - | - | - | - | 0.3 |
| K2SO4 Arcanite | - | - | - | - | - | 0.7 |
| K3Na(SO4)2 Aphthitalite | - | - | - | - | - | 0.2 |
| Dolomite | - | 0.20 | - | 11.40 | - | - |
| Mullite 3:2 | - | 2.80 | - | - | - | - |
| Gibbsite | - | - | - | - | - | - |
| Sanidine Na | 4.20 | - | - | - | - | - |
| Wollastonite 2M | - | - | 1.10 | - | - | - |
| Illite | 16.50 | 1.50 | - | - | - | - |
| Kaolinite | - | 4.20 | - | - | - | - |
| Ilmenite | - | - | 0.70 | - | - | - |
| Hematite | 1.40 | 2.00 | 11.70 | - | - | - |
| Maghemite | 0.60 | - | 3.60 | - | - | - |
| Anatase | 0.30 | 1.20 | 0.90 | - | - | - |
| Rutile | 1.10 | 0.50 | - | - | - | - |
| Siderite | - | - | - | 1.70 | - | - |
| Feldspar | - | 1.00 | - | 16.50 | - | - |
| Mica | - | - | - | 19.00 | - | - |
| Sulfides | - | - | - | 6.00 | - | - |
| Amorphous content | 31.80 | 71.70 | 81.60 | - | >99 | - |
| Mix | Mix Design [kg/1 ton CBP] | |||||
|---|---|---|---|---|---|---|
| Name Constituents | MIX OPC | MIX A | MIX B | MIX C | MIX D | |
| Tailing | 706.8 | 741.0 | 741.0 | 741.0 | 741.0 | |
| OPC | 53.2 | 31.2 | 27.3 | 13.6 | 25.3 | |
| Calcined clay | - | 7.8 | 3.9 | 15.6 | 5.8 | |
| GGBFS | - | - | 7.8 | - | - | |
| Limestone | - | - | - | 7.8 | 5.8 | |
| Gypsum | - | - | - | 1.9 | 1.9 | |
| Water | 240.0 | 218.0 | 218.0 | 218.0 | 218.0 | |
| Superplasticizer | - | 2.0 | 2.0 | 2.0 | 2.0 | |
| Life Cycle Phase | MIX OPC | MIX A | MIX B | MIX C | MIX D | |
|---|---|---|---|---|---|---|
| GWP savings | A1 | 0% | 30% | 38% | 59% | 42% |
| A2 (variant 1) | 0% | 37% | 30% | 52% | 34% | |
| A2 (variant 2) | 0% | 35% | 29% | 46% | 32% | |
| Costs savings | Variant 1 | 0% | 22% | 17% | 48% | 31% |
| Variant 2 | 0% | 22% | 17% | 46% | 31% |
| MIX OPC | MIX A | MIX B | MIX C | MIX D | |
|---|---|---|---|---|---|
| GWP saving per year (tons of CO2e) | 0 | 47706 | 56911 | 83617 | 61846 |
| Costs saving per year (million USD) | 0 | 9.4 | 7.6 | 18.2 | 12.7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dhers, S.; Guggenberger, R.; Freimut, D.; Fataei, S.; Schwesig, P.; Martic, Z. Impact of Admixtures on Environmental Footprint, Rheological and Mechanical Properties of LC3 Cemented Paste Backfill Systems. Minerals 2023, 13, 1552. https://doi.org/10.3390/min13121552
Dhers S, Guggenberger R, Freimut D, Fataei S, Schwesig P, Martic Z. Impact of Admixtures on Environmental Footprint, Rheological and Mechanical Properties of LC3 Cemented Paste Backfill Systems. Minerals. 2023; 13(12):1552. https://doi.org/10.3390/min13121552
Chicago/Turabian StyleDhers, Sébastien, Rebecca Guggenberger, Dominik Freimut, Shirin Fataei, Peter Schwesig, and Zlatko Martic. 2023. "Impact of Admixtures on Environmental Footprint, Rheological and Mechanical Properties of LC3 Cemented Paste Backfill Systems" Minerals 13, no. 12: 1552. https://doi.org/10.3390/min13121552