CFRP-Strengthening and Long-Term Performance of Fatigue Critical Welds of a Steel Box Girder


Abstract
:1. Introduction
2. Specimens and Materials


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Toray T300 | Toray T700S |
|---|---|---|
| Fiber volume Vf (%) | 69.7 | 72.5 |
| Tensile strength Rm (MPa) | 2000 | 2950 |
| Young’s modulus, long, E11 (GPa) | 147.5 | 163.6 |
| Strain at failure εf (%) | 1.36 | 1.8 |

| Adhesive | Polyure-thane 1 | Epoxy resin 1 | Epoxy resin 2 | Phenol resin | Polyure-thane 2 | Meth-acrylate | Epoxy resin 3 | Epoxy resin 4 | Epoxy resin 5 | Epoxy resin 6 |
|---|---|---|---|---|---|---|---|---|---|---|
| Short cut | Pu 1 | Er 1 | Er 2 | Phr | Pu 2 | Ma | Er 3 | Er 4 | Er 5 | Er 6 |
| Hardening conditions | 24 h | 2 h, 60 °C 7 days, RT | 30 min >140 °C | 120 to 250 °C | 8 h, 80 °C | 48 h, RT | 60 min 120 °C | 60 min 120 °C | 30 min 100 °C | 30–60 min 100 °C |
| Hardening pressure | – | – | – | 2 bar | – | – | 1.7–3.4 bar | 1.7–3.4 bar | – | – |
| Young’s modulus [MPa] | 7 | 1700 | 1500 | ~300 | 965 | 1718 | ||||
| Tensile strength [MPa] | 8 | 29 | 35 | 8 | 29 | 28 | 32 | |||
| Tensile shear strength [MPa] | 5 (t = 2.0 mm) | 18–21 (t = 1.3 mm) | 29 (t = 1.5 mm) | >12 | 16 | 30 | 34.5 | 20–25 | 37 | |
| Strain at failure [%] | 230 | 9 | 10 | 95 | 40 | 6 | 3 | |||
| Nature of product | cartridge | cartridge | cartridge | film (4 cm) | cartridge | cartridge | film | film | cartridge | cartridge |
| Viscosity | A: 30–45 g/min B: 55–80 g/min | A: 142 Pas B: 1.6 Pas | 35 Pas | paste-like | paste-like | paste-like | paste-like |
3. Experimental Section

4. Results and Discussion
5. Field Application


5.1. Design of the Reinforcement by Finite Element Analysis
5.2. Experimental Verification of the Prestressed Reinforcement Design
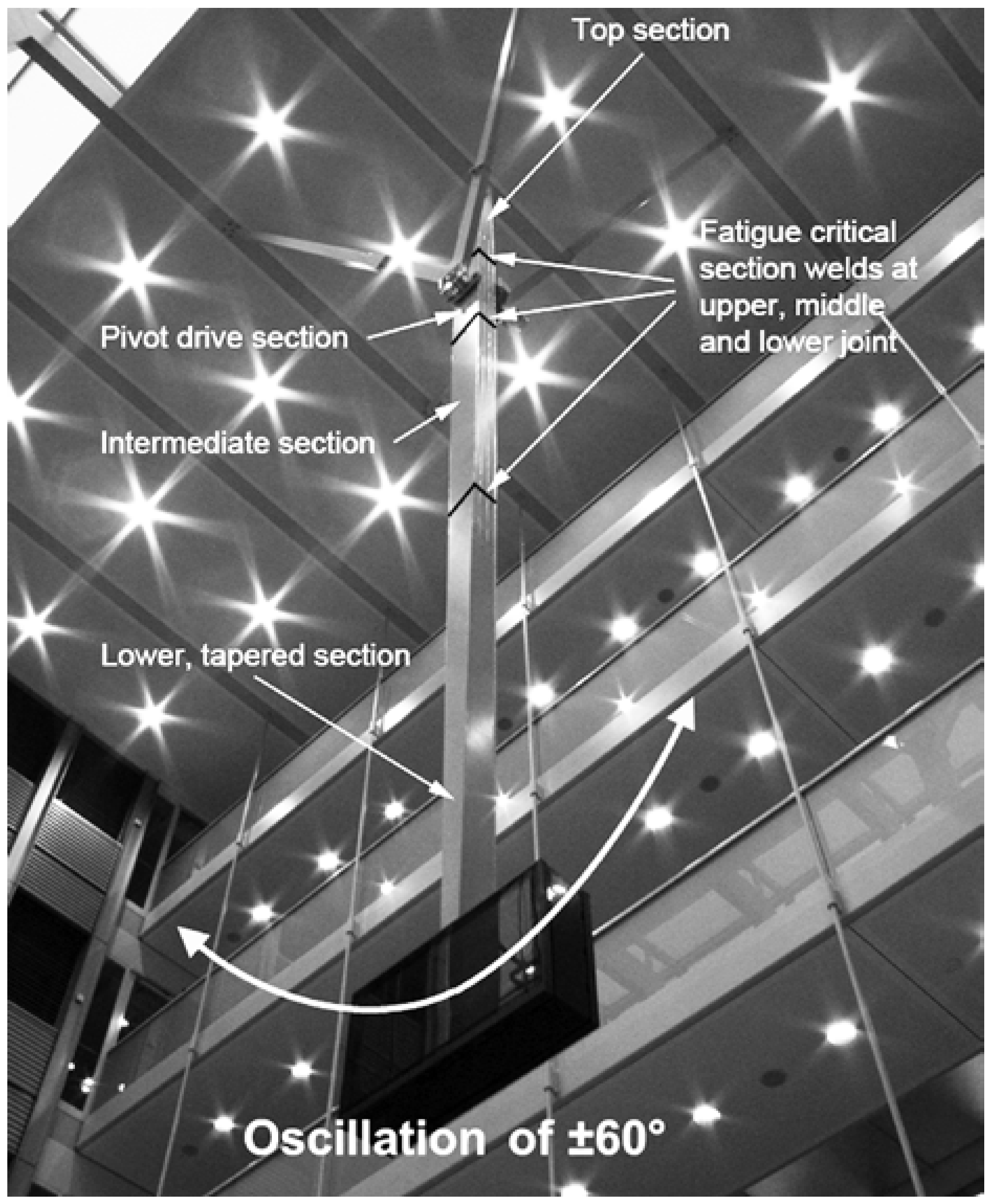
5.3. Strengthening and Monitoring the Artwork Pendulum
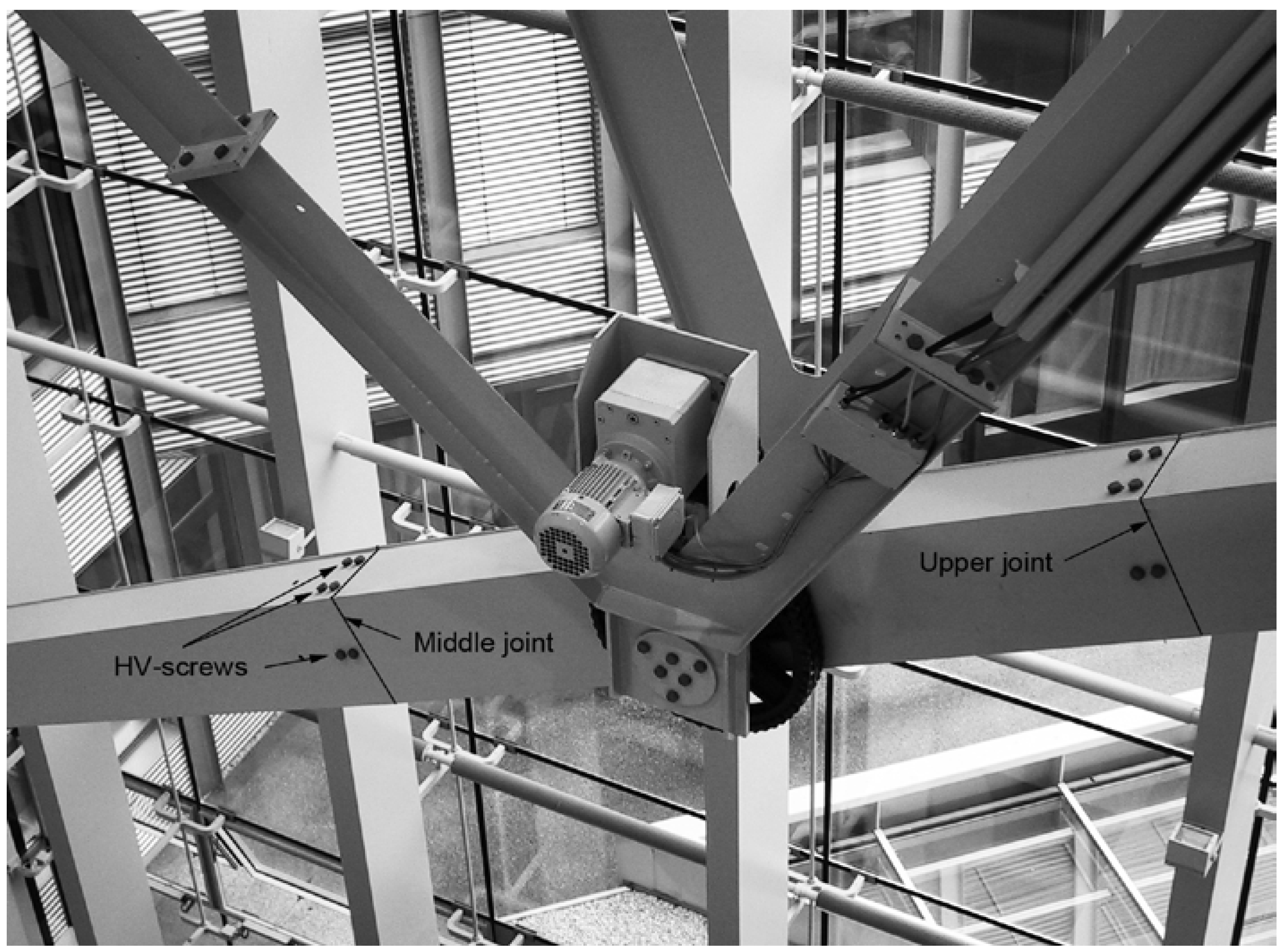
- Grinding of all transverse butt welds of upper, middle and lower joint.
- Renewing of the butt welds of all joints along the circumference by inert MAG welding using a S235 welding rod (D = 5 mm).
- Removal of all screws at the upper and middle joints.
- Removal of the coating on each flange in the range from the upper to the lower joint.
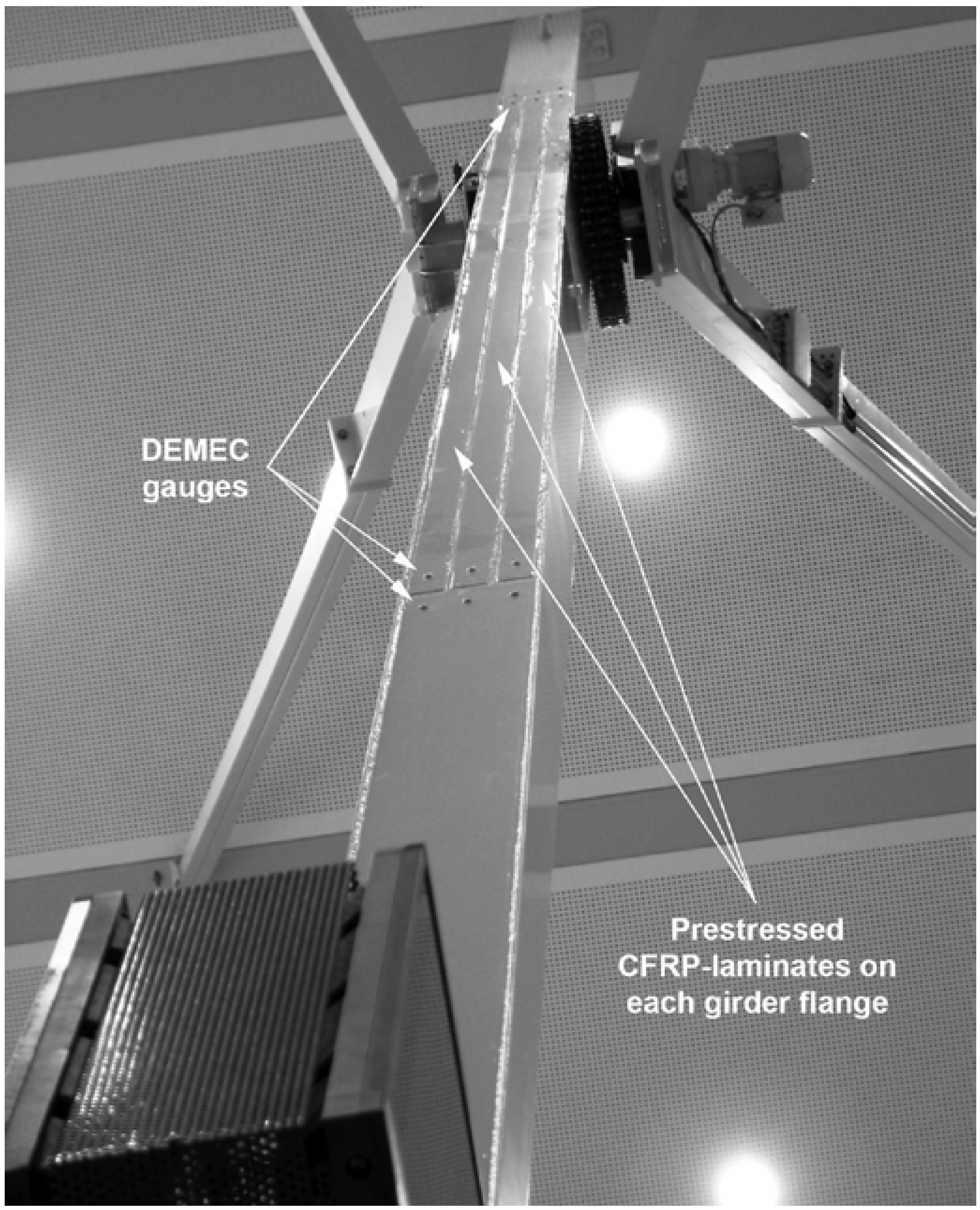
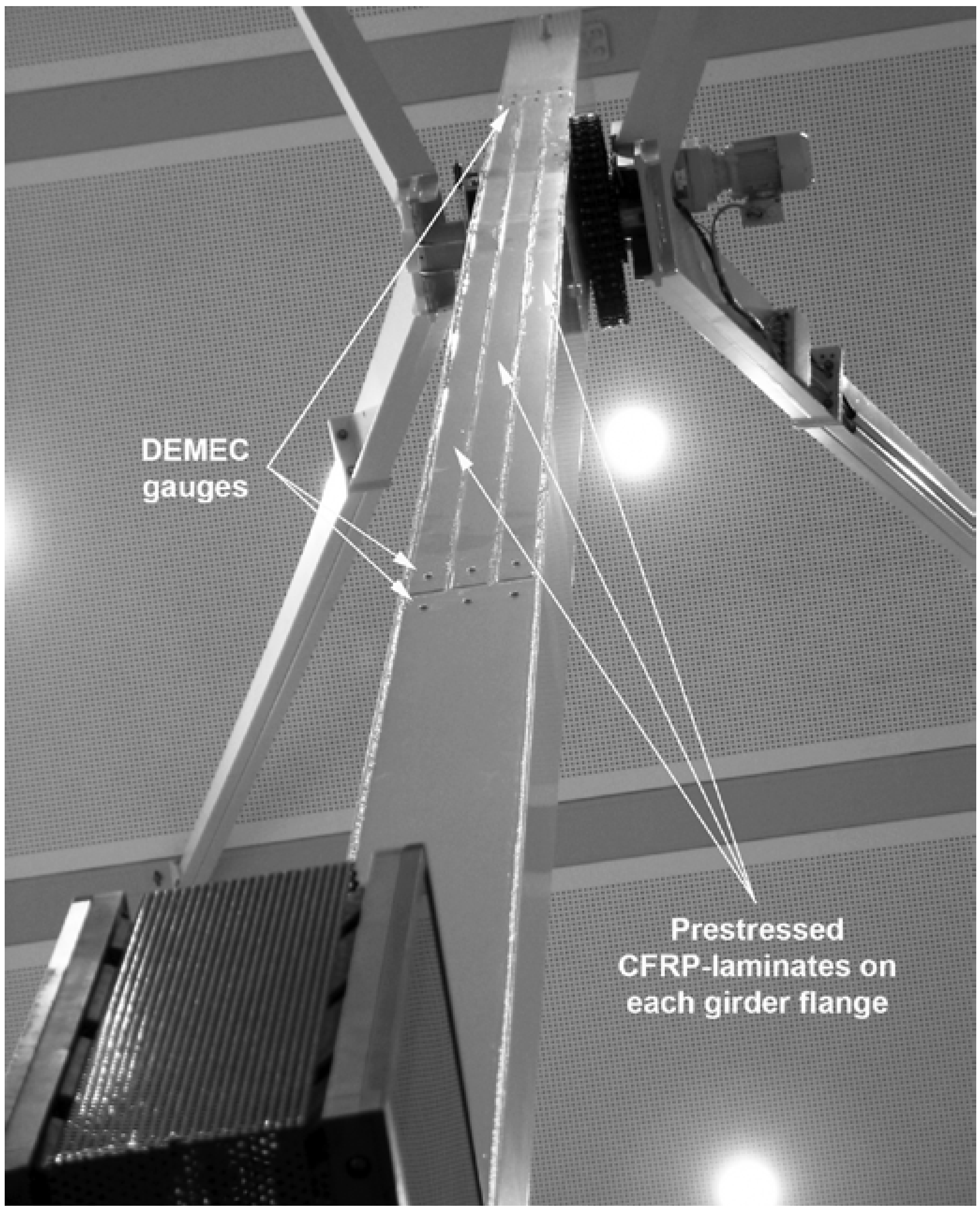
- Application of three prestressed CFRP laminates (Carbodur S512 grinded on both sides, Fpt = 45 kN, w = 50 mm, s = 1 mm, E11 = 165,000 MPa) on each girder flange following the application procedure described in Meier et al. [5]. A glass fiber fabric (thickness tf = 0.22 mm, specific weight ρ = 225 g/m2) was put between steel girder and CFRP laminates in order to have an electrically insulating layer as well as to define the adhesive layer's thickness. Scotch-Weld epoxy adhesive 9323 B/A [34] was used to bond the prestressed CFRP laminates onto the steel box girder. The application of the prestressed CFRP laminates followed the same procedure used for strengthening the laboratory girder specimen.
- Application of a new color coating.
- Transporting the reinforced pendulum to the owner.
- Mounting of the artwork pendulum.
- Recommissioning of the artwork pendulum on 14 June 2004 (Figure 13).
6. Conclusions
- The long-term behavior of adhesively bonded joints is influenced by humidity and/or liquid water resulting in a time-dependent deterioration [35]. Cohesive or adhesive-type failures may result. The artwork pendulum is mounted in an entrance hall. Compared to outdoor service, limited temperature variations (16 °C ≤ T ≤ 32 °C) as well as moisture variations (30% ≤ rH ≤ 60%) occur during service of the pendulum. Large variations of environmental conditions may cause increased aging of the bonding layer over time and therefore may have negative influences on the strengthening (debonding and/or prestress loss) which were not observed in the present application. Beside the more or less stable environmental conditions of the entrance hall, the applied color coating after strengthening acts as a supplementary protection.
- Several investigations reported on the presence of peel-off stresses normal to the adherend at the laminate ends (e.g., [26,30] or [35]). Some authors (e.g., [20]) proposed the need of clamping systems to reduce out-of-plane “peel-off” stresses when applying prestressed CFRP laminates to steel members. Peel-off stresses turned out as not critical after application of the CFRP laminate on the pendulum girder, since prestressing was only about 32% of the ultimate strength of the laminate. The pendulum girder did not show any indications of delamination at the laminate ends after nine years of service. It is considered important, that the ends of the applied CFRP laminates with a length of 6 m each are located at low fatigue stressed regions, near the ends of the steel box girder. Since the bending moment vanishes at the pendulum ends, the fatigue load transfer from the steel flanges into the CFRP laminates is also low. Hence the shear stress maxima in the bonding layer at the laminates’ ends have an almost static character, which is very beneficial with respect to the strength of the bonding layer. In an additional investigation by Ebnöter [28] it was observed that oscillating shear stress maxima lead to early debonding of applied prestressed CFRP laminates.
- As already mentioned, welds are supposed to contain welding defects, which act as stress concentrators and fatigue crack starters respectively. Welds also contain residual stresses in the heat-affected zones that may reach the height of the yield stress of the steel material. These residual stresses were not taken into account, when determining the needed prestress force of the CFRP laminates. A higher prestress than 32% of the laminate's ultimate strength would have been needed to shift the maximum tension stress (superposition of tensile fatigue stresses and residual stresses) into the compression region.
Abbreviations
| CFRP | carbon fiber reinforced polymer |
| CTE | coefficient of thermal expansion |
| DEMEC | welding additive from Böhler Schweißtechnik Austria GmbH |
| DMO-IG | welding additive from Böhler Schweißtechnik Austria GmbH |
| Er | epoxy resin |
| FRP | fibre reinforced polymer |
| FKM | ForschungsKuratorium Maschinenbau |
| HV-screw | high strength screw used in pretensioned condition |
| Ma | methacrylate |
| MAG | metal activ gas welding |
| Phr | phenolic resin |
| Pu | polyurethane |
| TIG | tungsten inert gas welding |
Symbols
| A | strain at failure (metallic material) | [-] |
| D | diameter of welding rod | [mm] |
| E11 | Young’s modulus in longitudinal direction | [N/mm2] |
| Fpt | pretension force for CFRP laminates | [kN] |
| f | test frequency | [Hz] |
| R = σlow/σup | stress ratio | [-] |
| Rm | ultimate tensile strength | [N/mm2] |
| Rp | yield strength | [N/mm2] |
| Rp0.2 | yield stress at 0.2% plastic strain | [N/mm2] |
| rH | relative humidity | [%] |
| s | thickness of CFRP laminates | [mm] |
| T | temperature | [°C] |
| Tg | glass transition temperature | [°C] |
| t | thickness of adhesive film | [mm] |
| tf | thickness of glass fiber fabric | [mm] |
| Vf | fiber volume | [%] |
| w | width of CFRP laminates | [mm] |
| αCFRP | coefficient of thermal expansion for fibre reinforced composite | [K−1] |
| αSt | coefficient of thermal expansion for steel | [K−1] |
| εf | strain at failure (composite material) | [-] |
| ρ | specific weight of glass fiber fabric | [g/m2] |
| σlow | minimum stress | [MPa] |
| σres | residual compressive stress | [MPa] |
| σup | maximum stress | [MPa] |
| τm | shear mean stress | [MPa] |
Acknowledgments
Conflicts of Interest
References
- FKM-Guideline. Analytical Strength Assessment of Components in Mechanical Engineering; VDMA Verlag GmbH: Frankfurt, Germany, 2003. [Google Scholar]
- Weman, K. Welding Processes Handbook; CRC Press: Boca Raton, FL, USA, 2003. [Google Scholar]
- Loher, U.; Mueller, B.; Leutwiler, R.; Esslinger, V. CFRP-strengthened aluminum structures. In Proceedings of the 17th int SAMPE Europe Conference on Success of Materials by Combination, Basel, Switzerland, 28–30 May 1996; pp. 37–54.
- Duering, M. “Bemessung von mit CFK-Lamellen verstärkten Stahlbetonträgern”, Nachträgliche Verstärkung von Bauwerken mit CFK-Lamellen (Design of reinforced concrete beams strengthened with adhesively bonded CFRP laminates). In Proceedings of the EMPA/SIA Conference, Zurich, Switzerland, 21 September 1995.
- Meier, U.; Stoecklin, I.; Terrasi, G.P. Making better use of the strength of advanced materials in structural engineering. In Proceedings of the International Conference on FRP Composites in Civil Engineering, Hong Kong, China, 12–15 December 2001. FRP Composites in Civil Engineering.
- Sen, R.; Liby, L.; Mullins, G. Strengthening steel bridge sections using CFRP laminates. Composit. B Eng. 2001, 32, 309–322. [Google Scholar] [CrossRef]
- Miller, T.; Chajes, M.; Mertz, D.; Hastings, J. Strengthening of a steel bridge girder using CFRP plates. J. Bridge Eng. 2001, 6, 514–522. [Google Scholar] [CrossRef]
- Tavakkolizadeh, M.; Saadatmanesh, H. Fatigue strength of steel girders strengthened with carbon fiber reinforced polymer patch. J. Struct. Eng. 2003, 129, 186–196. [Google Scholar] [CrossRef]
- Jones, S.C.; Civjan, S.A. Application of fiber reinforced polymer overlays to extend steel fatigue life. J. Composit. Constr. 2003, 7, 331–338. [Google Scholar]
- Deng, J.; Lee, M.M.K. Fatigue performance of metallic beam strengthened with a bonded CFRP plate. Composit. Struct. 2007, 78, 222–231. [Google Scholar]
- Liu, H.; Al-Mahaidi, R.; Zhao, X.-L. Experimental study of fatigue crack growth behaviour in adhesively reinforced steel structures. Composit. Struct. 2009, 90, 12–20. [Google Scholar]
- Colombi, P.; Poggi, C. An experimental, analytical and numerical study of the static behavior of steel beams reinforced by pultruded CFRP strips. Composit. B Eng. 2006, 37, 64–73. [Google Scholar]
- Deng, J.; Lee, M.M.K. Behaviour under static loading of metallic beams reinforced with a bonded CFRP plate. Composit. Struct. 2007, 78, 232–242. [Google Scholar] [CrossRef]
- Dawood, M. Fiber-Reinforced Polymer (FRP) Composites for Strengthening Steel Structures; Woodhead Publishing Limited: Cambridge, UK, 2013; Volume 45, pp. 382–409. [Google Scholar]
- Schnerch, D.; Dawood, M.; Rizkalla, S.; Sumner, E. Proposed design guidelines for strengthening of steel bridges with FRP materials. Constr. Build. Mater. 2007, 21, 1001–1010. [Google Scholar] [CrossRef]
- Bassetti, A. Lamelles precontraintes en fibres carbone pour le renforcement de ponts rivetes endommaees par fatigue. Ph.D. Thesis, Swiss Federal Institute of Technology, EPFL, Lausanne, Switzerland, 2001. [Google Scholar]
- Bassetti, A.; Liechti, P.; Nussbaumer, A. Fatigue resistance and repairs of riveted bridge members. In European Structural Integrity Society; Marquis, G., Solin, J., Eds.; Elsevier: Lausanne, Switzerland, 1999; Volume 23, pp. 207–218. [Google Scholar]
- Täljsten, B.; Hansen, C.S.; Schmidt, J.W. Strengthening of old metallic structures in fatigue with prestressed and non-prestressed CFRP laminates. Constr. Build. Mater. 2009, 23, 1665–1677. [Google Scholar] [CrossRef]
- Ye, H.; Christian, K.; Thomas, U.; Qiang, S.; Robin, P. Fatigue performance of tension steel plates strengthened with prestressed CFRP laminates. J. Composit. Constr. 2010, 14, 609–615. [Google Scholar] [CrossRef]
- Ghafoori, E.; Motavalli, M.; Botsis, J.; Herwig, A.; Galli, M. Fatigue strengthening of damaged metallic beams using prestressed unbonded and bonded CFRP plates. Int. J. Fatigue 2012, 44, 303–315. [Google Scholar] [CrossRef]
- Walbridge, S.; Soudki, K.; Vatandoost, F. Fatigue retrofitting of welded steel cover plates using pre-stressed carbon fibre reinforced polymer strips. Struct. Eng. Int. 2011, 21, 279–284. [Google Scholar]
- EN 10025–1:2004. Hot rolled products of structural steels—Part 1: General technical delivery conditions, CEN, 2004. Available online: http://www.cen.eu (accessed on 15 November 2013).
- Ginés, R. Reinforcement of welded steel beams with prestessed CFRP laminates. B.Sc. Thesis, ETH, Zurich, Switzerland, 2006. [Google Scholar]
- ASTM D5868–01(2008). Standard Test Method for Lap Shear Adhesion for Fiber Reinforced Plastic (FRP) Bonding; ASTM: West Conshohocken, PA, USA, 1995. Available online: http://www.astm.org (accessed on 15 November 2013). [CrossRef]
- Schlagenhauf, L. Mechanische Charakterisierung von Strukturklebstoffen im Hinblick auf die Verstärkung von geschweissten Stahlträgern mit vorgespannten Kohlefaserlamelllen; Report No. 841312; Empa: Dübendorf, Switzerland, 8 June 2007. (in German) [Google Scholar]
- Stratford, T.; Cadei, J. Elastic analysis of adhesion stresses for the design of a strengthening plate bonded to a beam. Constr. Build. Mater. 2006, 20, 34–45. [Google Scholar] [CrossRef]
- Studer, J. Reinforcement of welded steel beams with adhesively bonded prestressed. B.Sc. Thesis, ETH, Zurich, Switzerland, 2007. [Google Scholar]
- Ebnöther, F. Reinforcement of welded steel beams with adhesively bonded prestressed CFRP laminates. Semester’s Thesis, ETH, Zurich, Switzerland, 2007. [Google Scholar]
- Koller, R. Fatigue Strength Assessment of a Welded Joint in the Artwork Pendulum; Test report 428643; Empa: Dübendorf, Switzerland, 2003. [Google Scholar]
- Hollaway, L.C.; Cadei, J. Progress in the technique of upgrading metallic structures with advanced polymer composites. Prog. Struct. Eng. Mater. 2002, 4, 131–148. [Google Scholar] [CrossRef]
- Koller, R.E.; Stoecklin, I.; Weisse, B.; Terrasi, G.P. Strengthening of fatigue critical welds of a steel box girder. Eng. Fail. Anal. 2012, 25, 329–345. [Google Scholar]
- Sika—Technical Data Sheet of Sika Carbodur® S512, version No. 8; Available online: http://chproducts.webdms.sika.com/fileshow.do?documentID=2263 (accessed on 15 November 2013).
- Toray—Technical Data Sheet of Toray M46J®. Available online: http://www.toraycfa.com/pdfs/M46JDataSheet.pdf (accessed on 21 November 2013).
- 3M—Technical Data Sheet of 3M Scotch Weld®9323 B/A. Available online: http://multimedia.3m.com/mws/mediawebserver?mwsId=SSSSSu7zK1fslxtU482e5Y_vev7qe17zHvTSevTSeSSSSSS--&fn=9323%2006–2002.pdf (accessed on 15 November 2013).
- Shaat, A.; Schnerch, D.; Fam, A.; Rizkalla, S. Retrofit of Steel Structures Using Fiber-Reinforced Polymers (FRP): State-of-the-Art; 04–4063 [CD-ROM]; Transportation Research Board (TRB) Annual Meeting: Washington, DC, USA, 2004. [Google Scholar]
© 2014 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Koller, R.E.; Stoecklin, I.; Valet, S.; Terrasi, G.P. CFRP-Strengthening and Long-Term Performance of Fatigue Critical Welds of a Steel Box Girder. Polymers 2014, 6, 443-463. https://doi.org/10.3390/polym6020443
Koller RE, Stoecklin I, Valet S, Terrasi GP. CFRP-Strengthening and Long-Term Performance of Fatigue Critical Welds of a Steel Box Girder. Polymers. 2014; 6(2):443-463. https://doi.org/10.3390/polym6020443
Chicago/Turabian StyleKoller, Roland E., Iwan Stoecklin, Sebastian Valet, and Giovanni P. Terrasi. 2014. "CFRP-Strengthening and Long-Term Performance of Fatigue Critical Welds of a Steel Box Girder" Polymers 6, no. 2: 443-463. https://doi.org/10.3390/polym6020443
APA StyleKoller, R. E., Stoecklin, I., Valet, S., & Terrasi, G. P. (2014). CFRP-Strengthening and Long-Term Performance of Fatigue Critical Welds of a Steel Box Girder. Polymers, 6(2), 443-463. https://doi.org/10.3390/polym6020443