Epoxy Enhanced by Recycled Milled Carbon Fibres in Adhesively-Bonded CFRP for Structural Strengthening



Abstract
:1. Introduction
2. Experimental Investigations
2.1. Materials
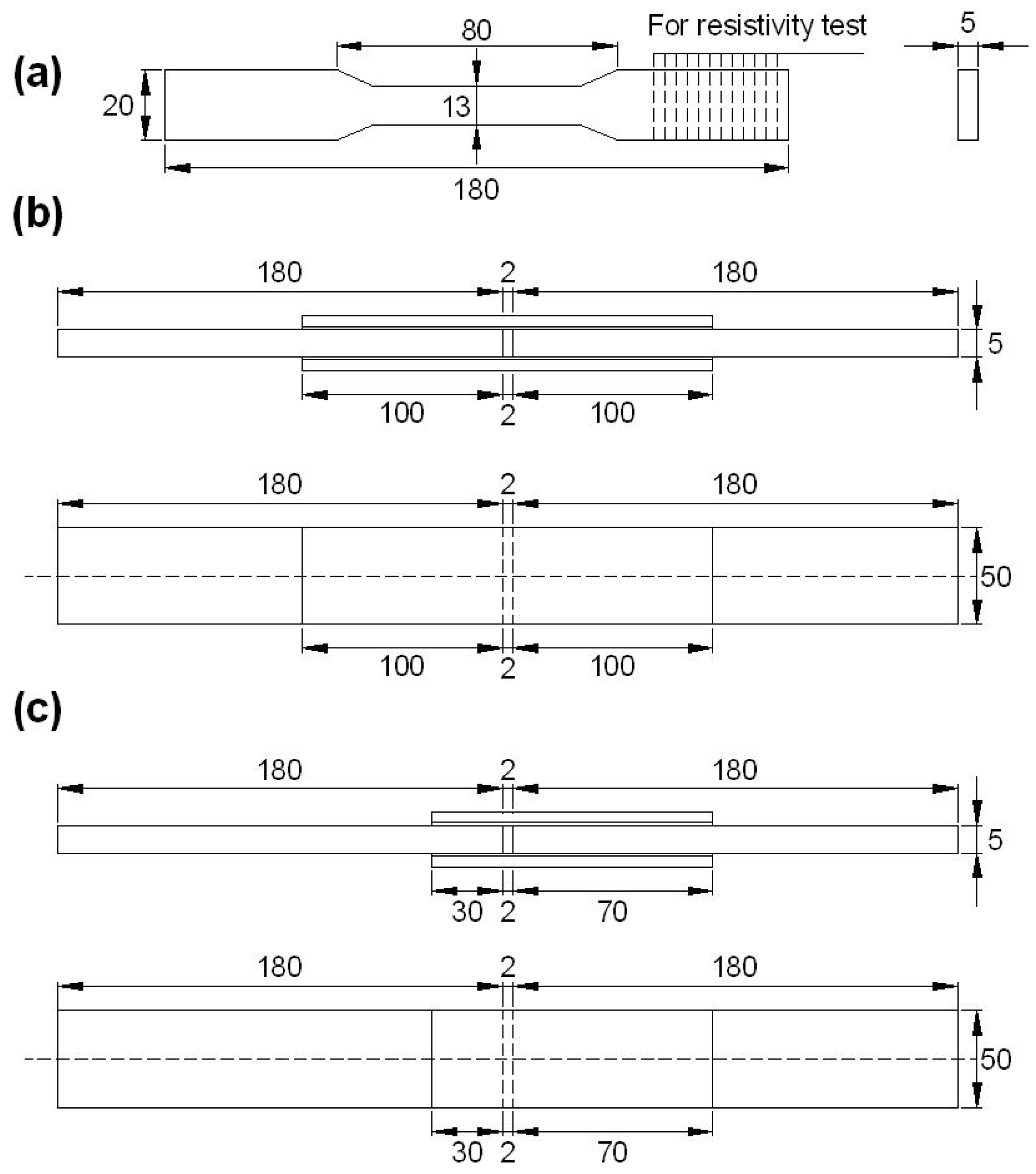
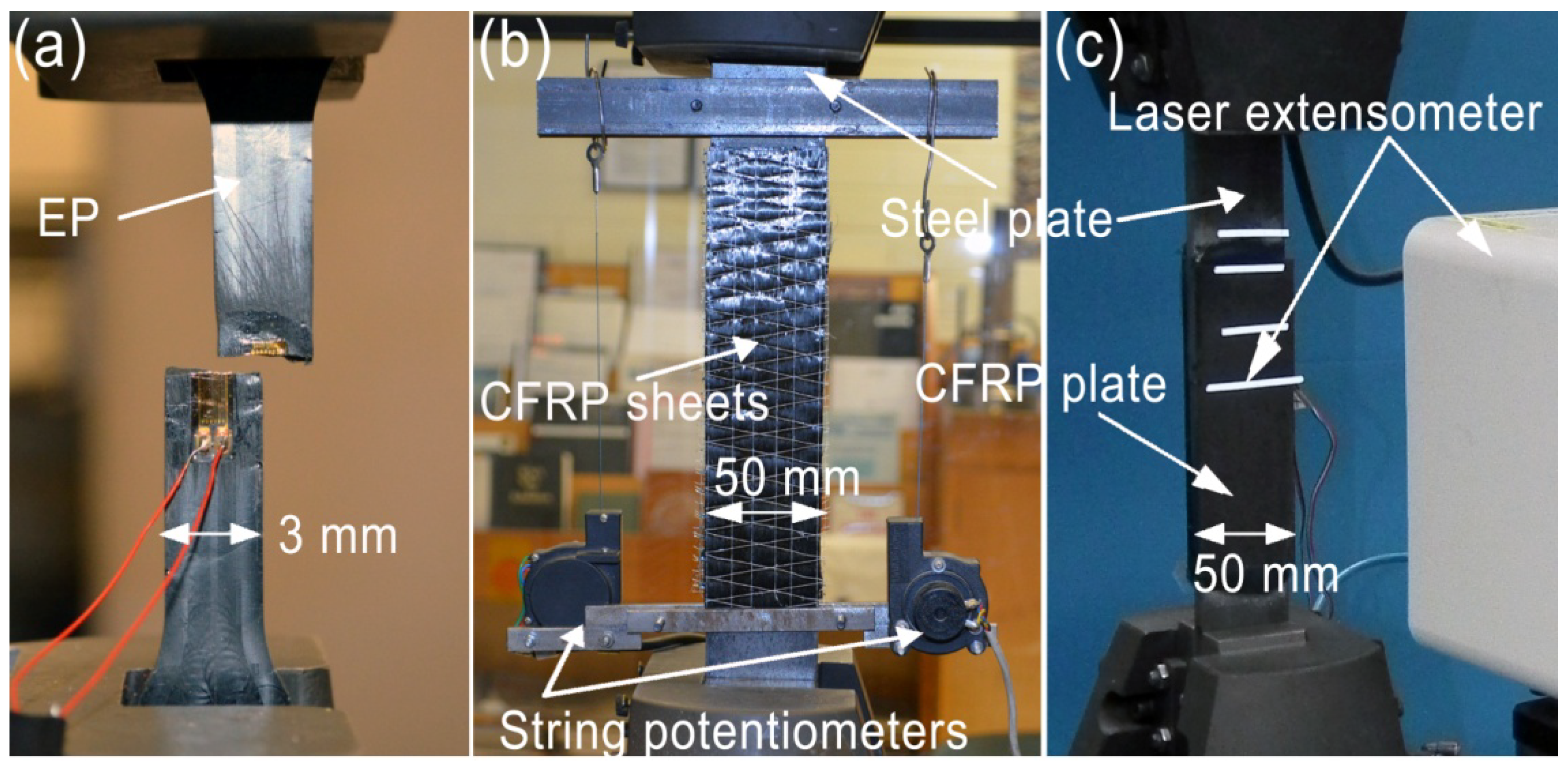
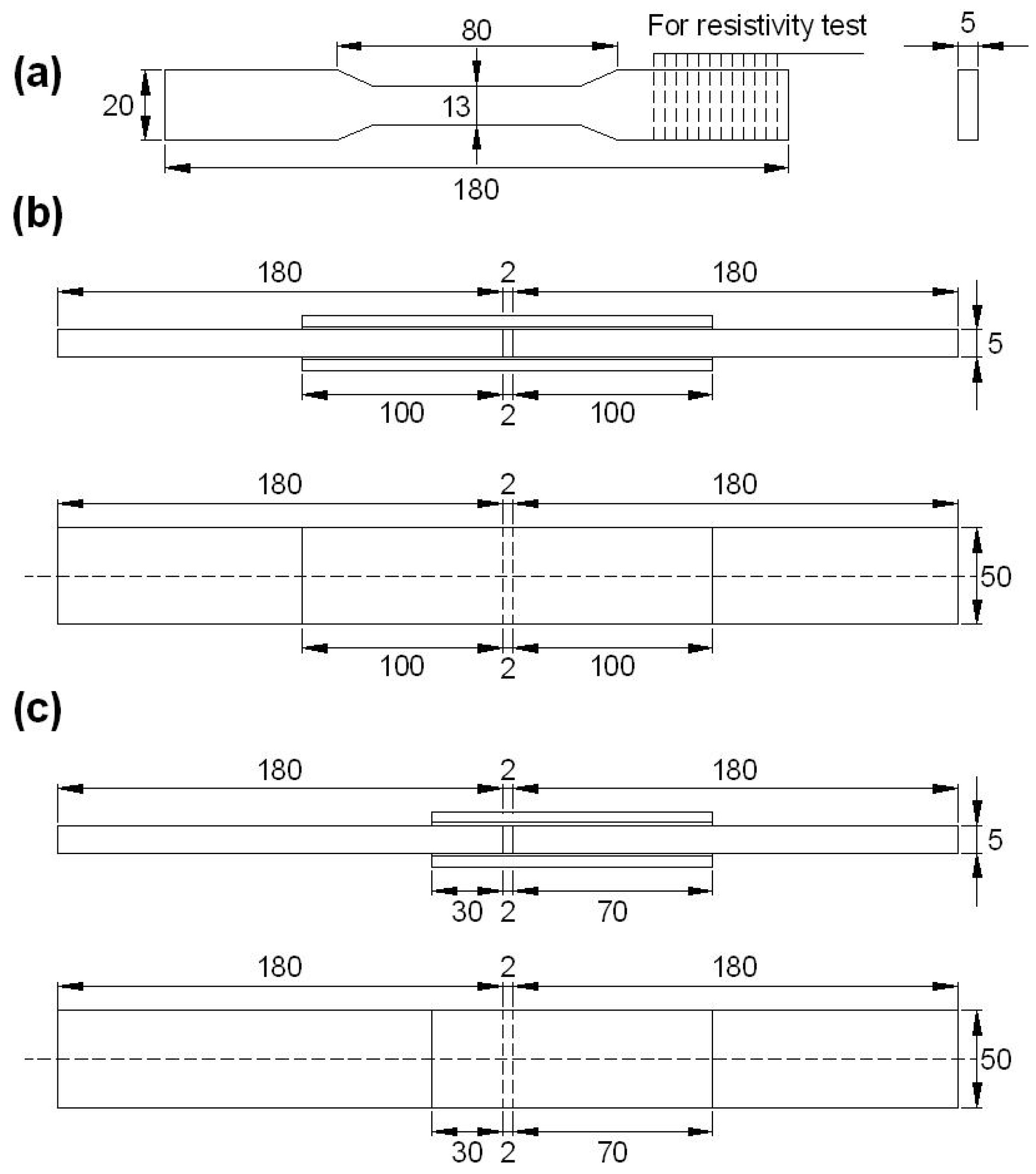
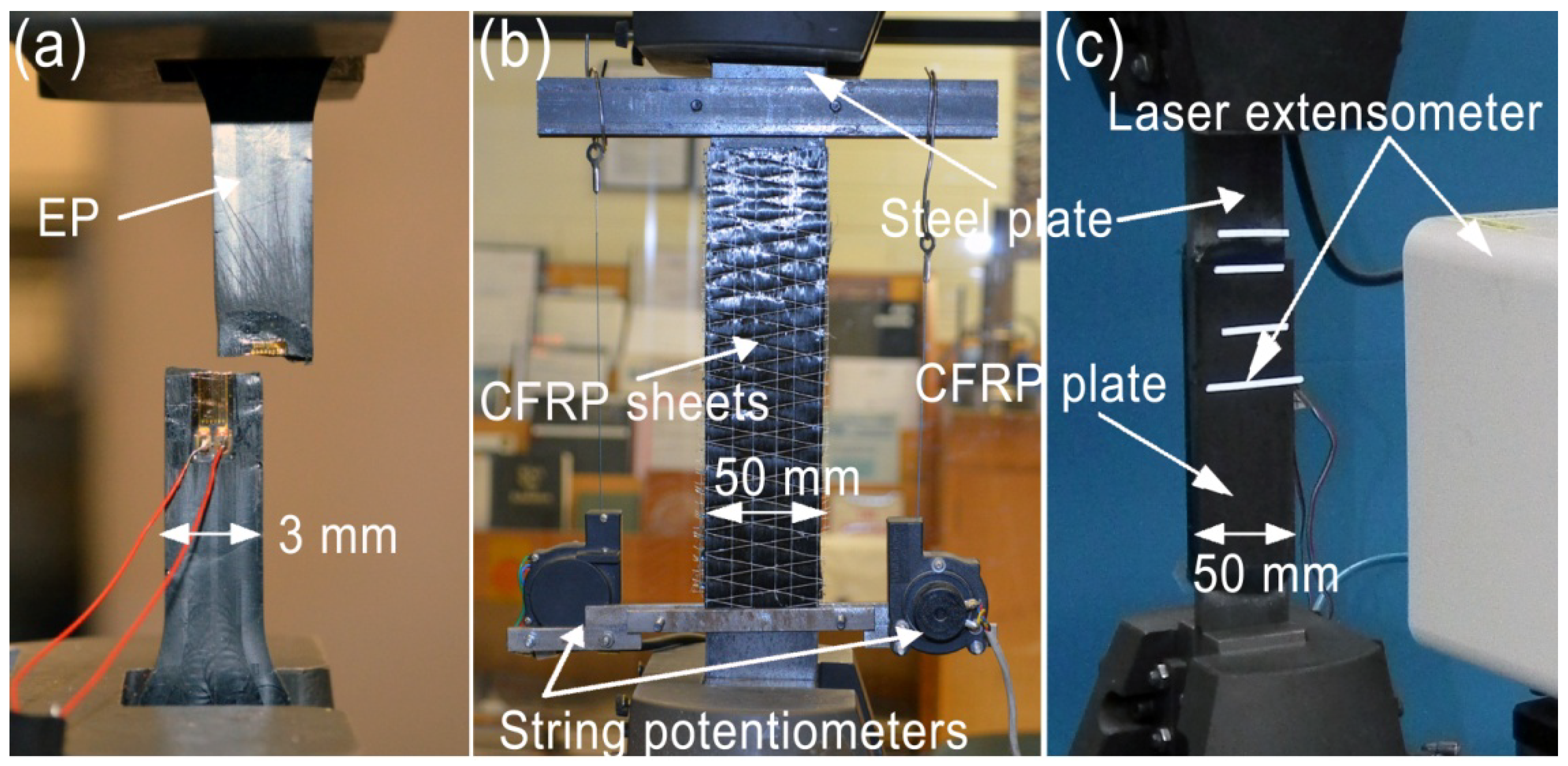
2.2. Mechanical Experiments

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Scenarios | Materials | Specimens | Weight ratio of milled carbon fibre | Carbon fibre sheet or laminate layers |
|---|---|---|---|---|
| EP (epoxy) | milled carbon fibre, epoxy | dog-bone coupons | 0%, 1.5%, 3% and 5% | NA |
| DJS (double strap joints with CFRP sheets) | milled carbon fibre, epoxy, CFRP sheet, steel plate | double strap joints | 0%, 1.5%, 3% and 5% | 1 and 3 |
| DJL (double strap joints with CFRP laminates) | milled carbon fibre, epoxy, CFRP laminate, steel plate | double strap joints | 0% and 5% | 1 |
2.3. Scanning Electron Microscopy
2.4. Electrical Resistivity
3. Results and Discussion
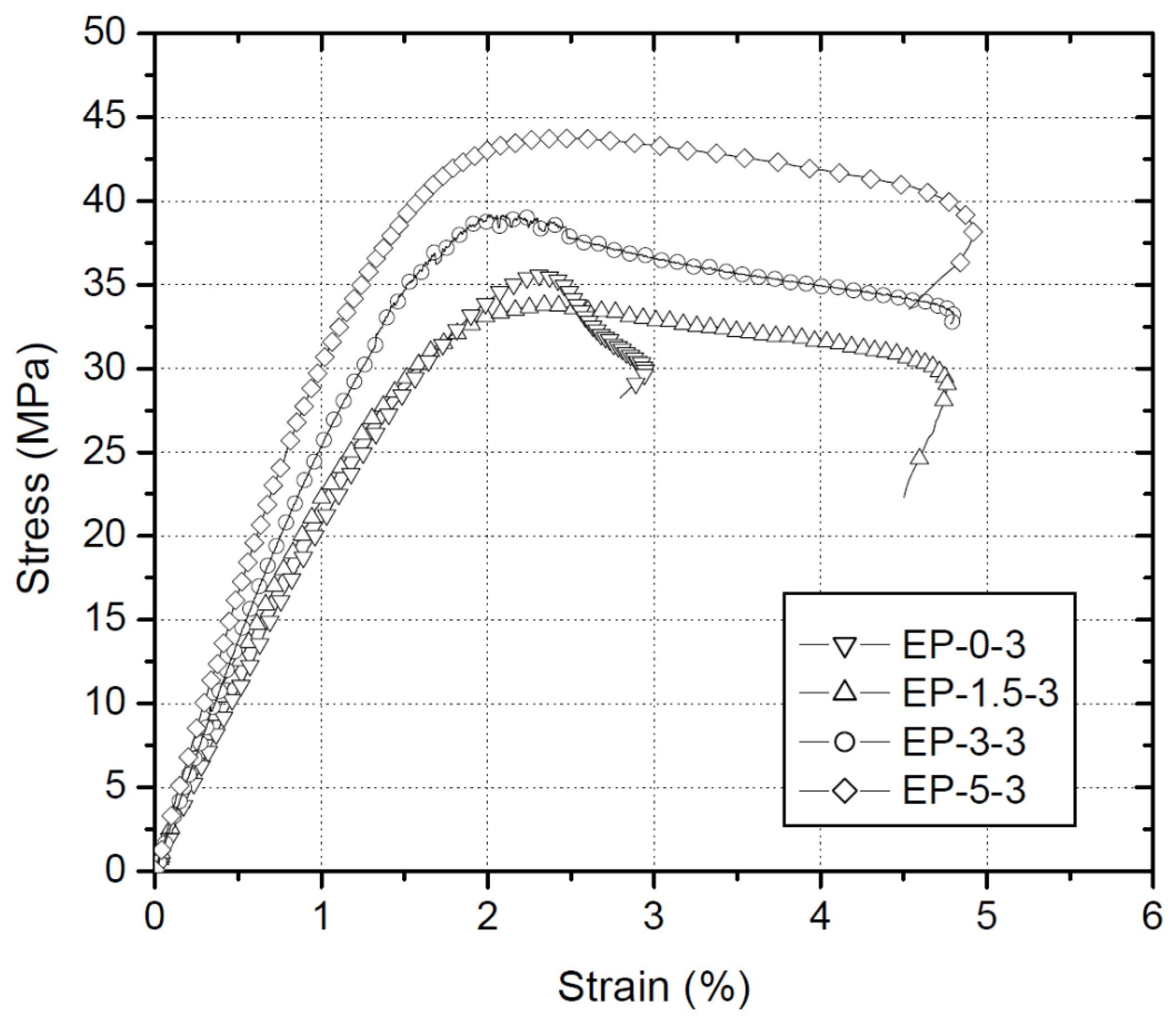
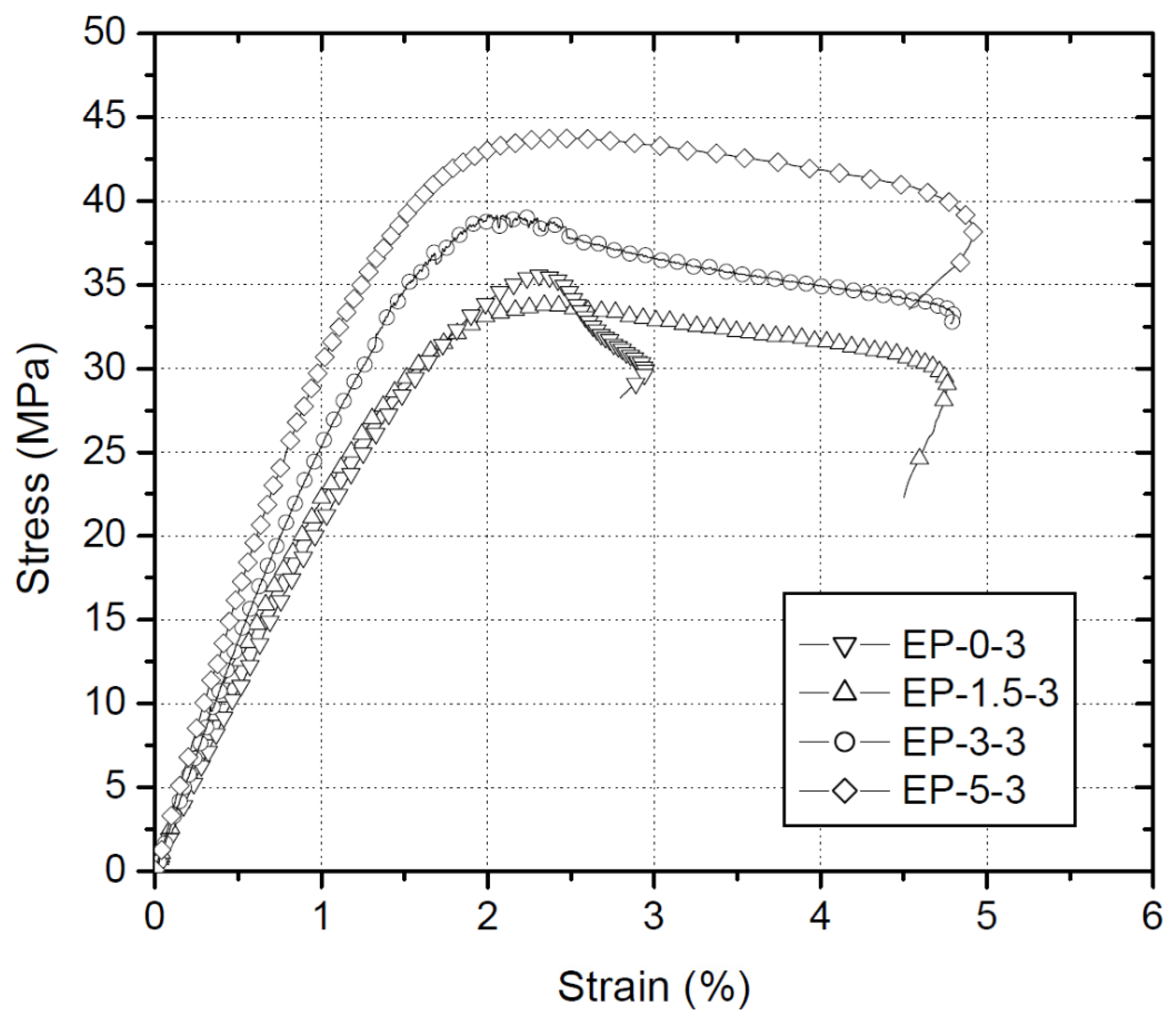
3.1. Results from EP Specimens
| Specimen | Weight ratio | E-modulus (MPa) | Strength (MPa) |
|---|---|---|---|
| EP0-y | 0% | 2.06 ± 0.06 (100%) | 34.8 ± 1.1 (100%) |
| EP1.5-y | 1.5% | 2.20 ± 0.10 (106.8%) | 32.8 ± 1.4 (94.3%) |
| EP3-y | 3% | 2.70 ± 0.17 (131.1%) | 37.3 ± 1.7 (107.2%) |
| EP5-y | 5% | 3.10 ± 0.37 (150.5%) | 40.1 ± 3.3 (115.2%) |
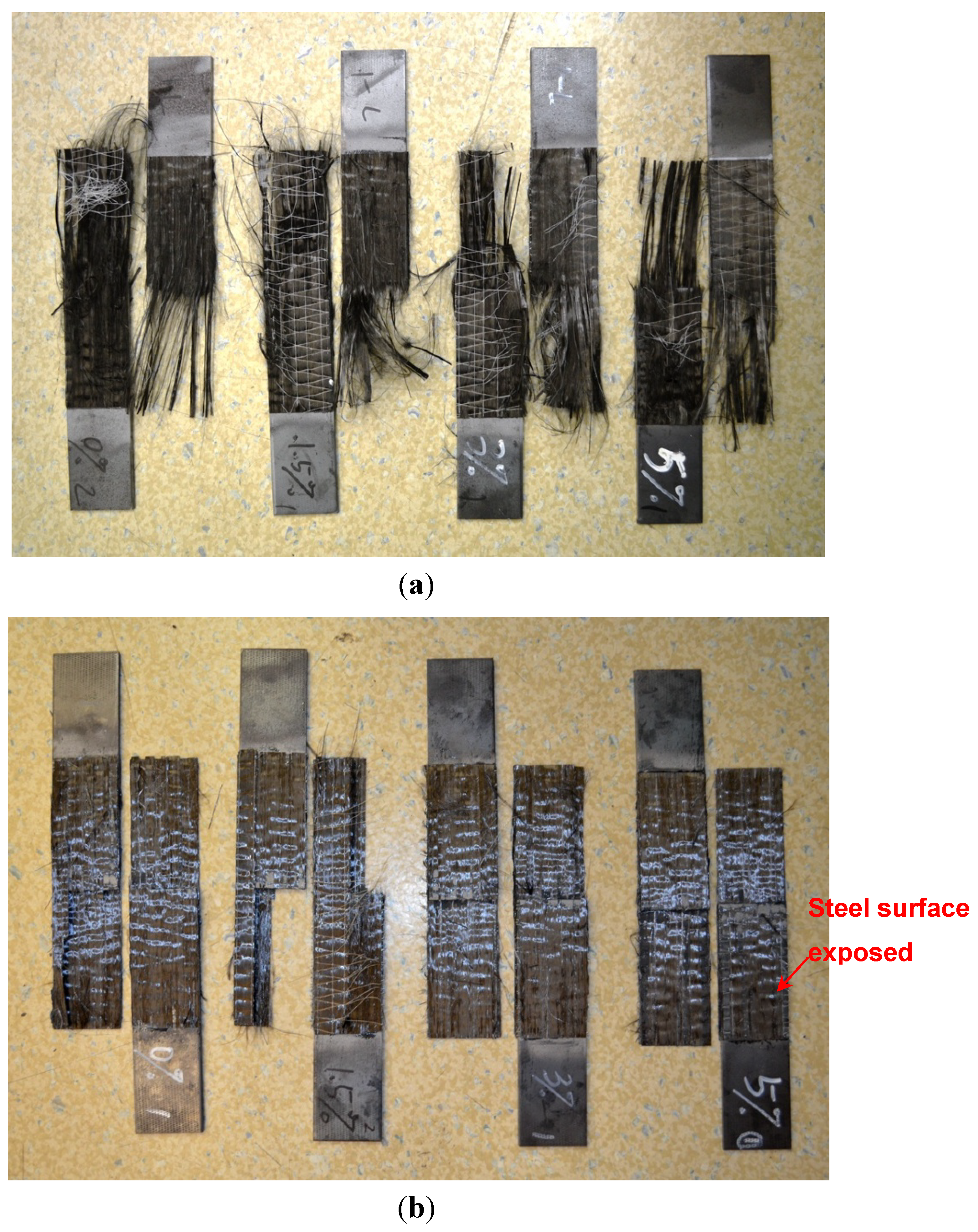
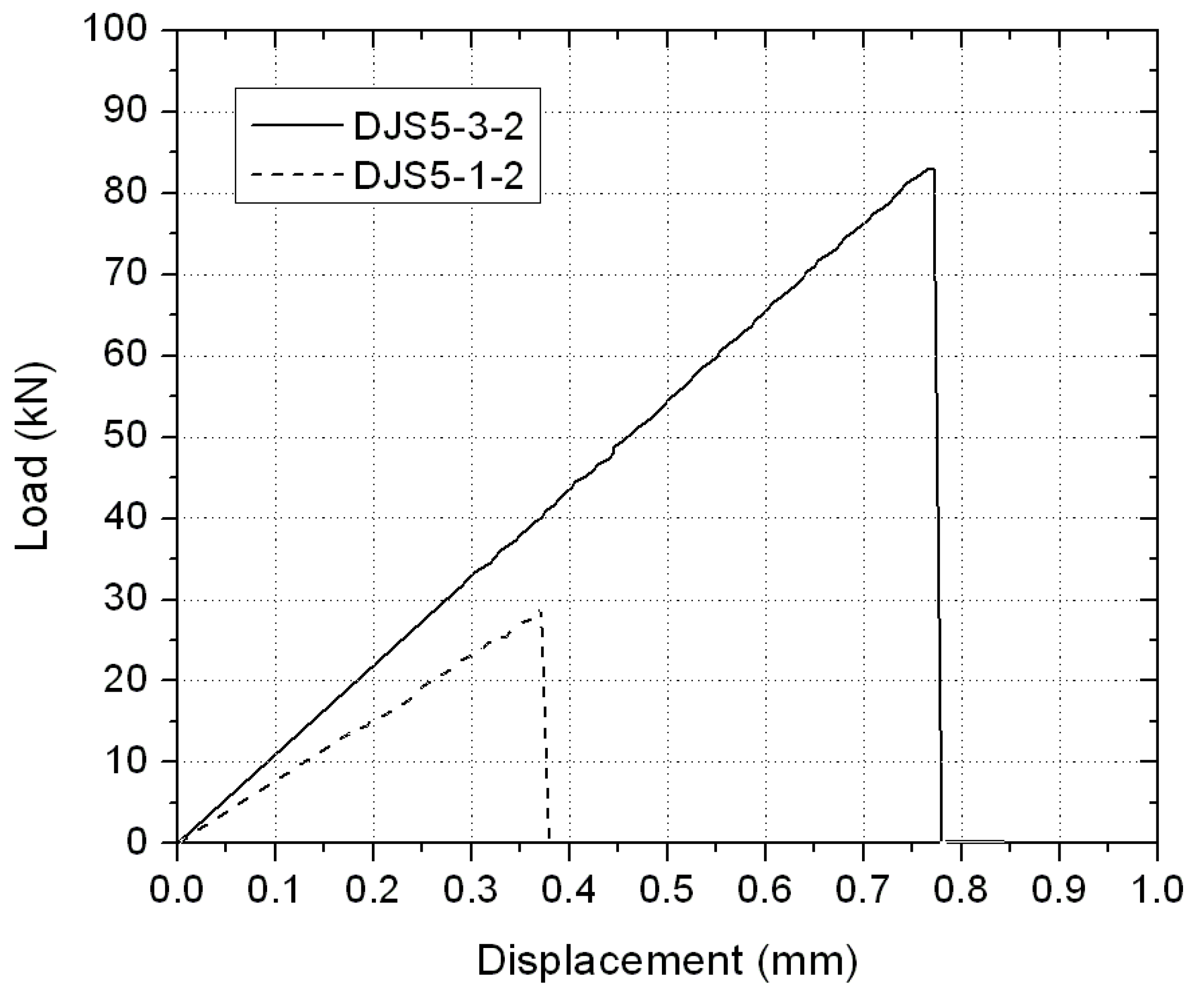
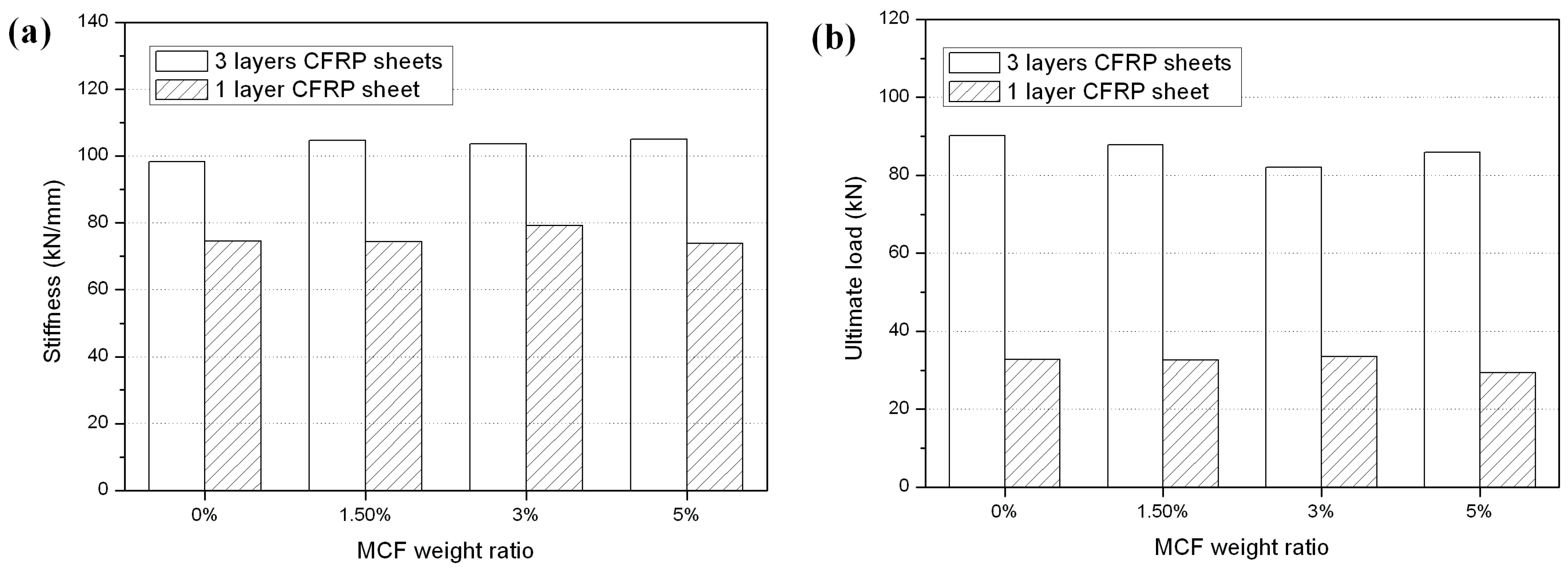
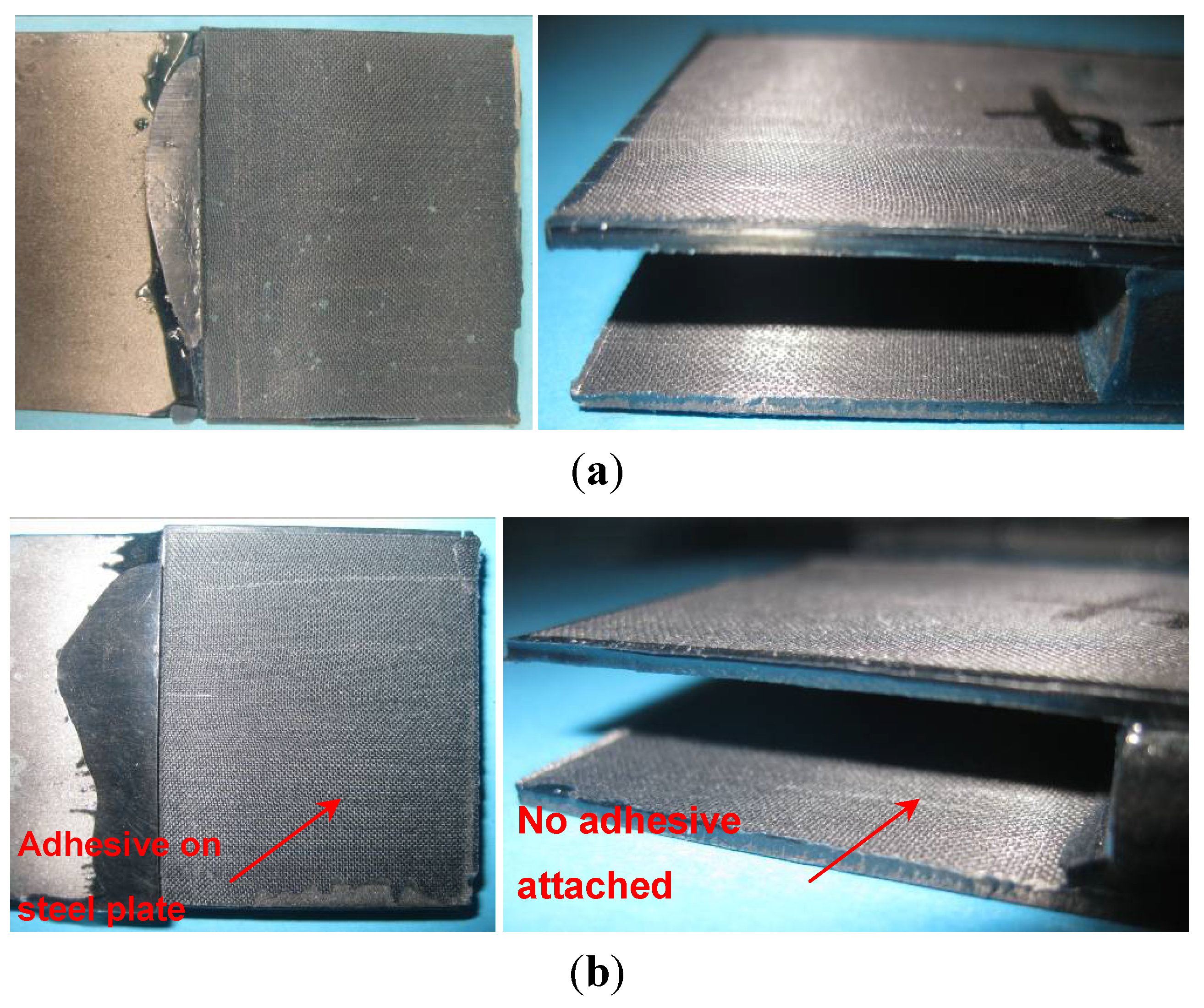
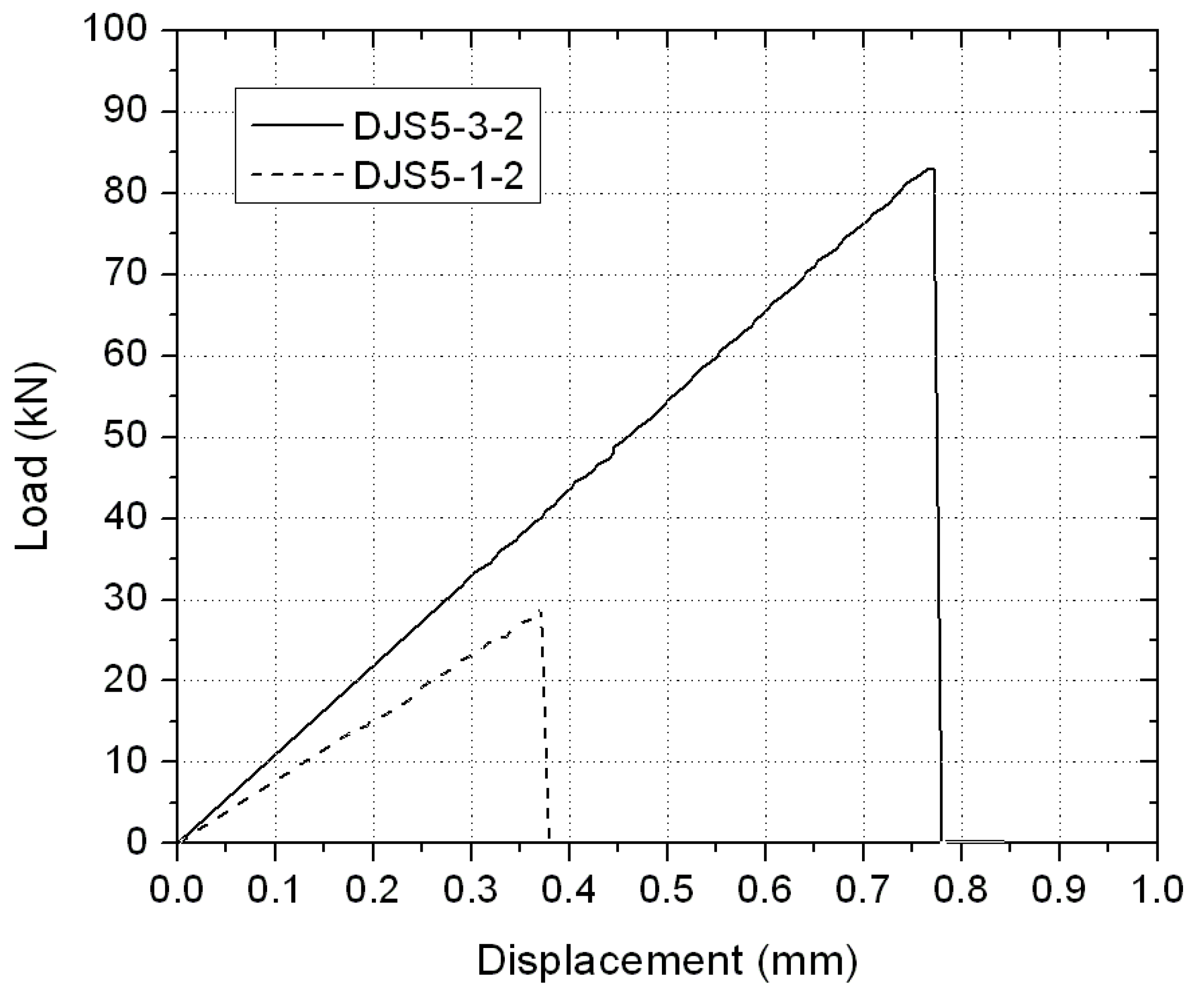
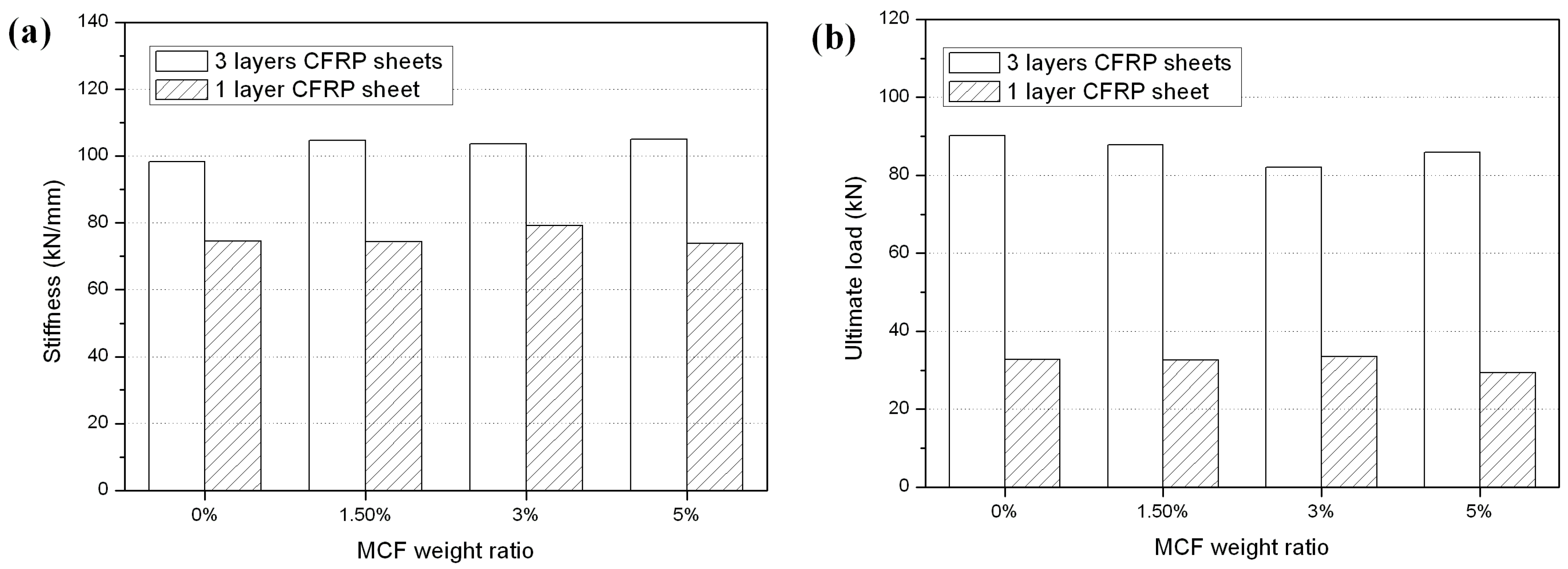
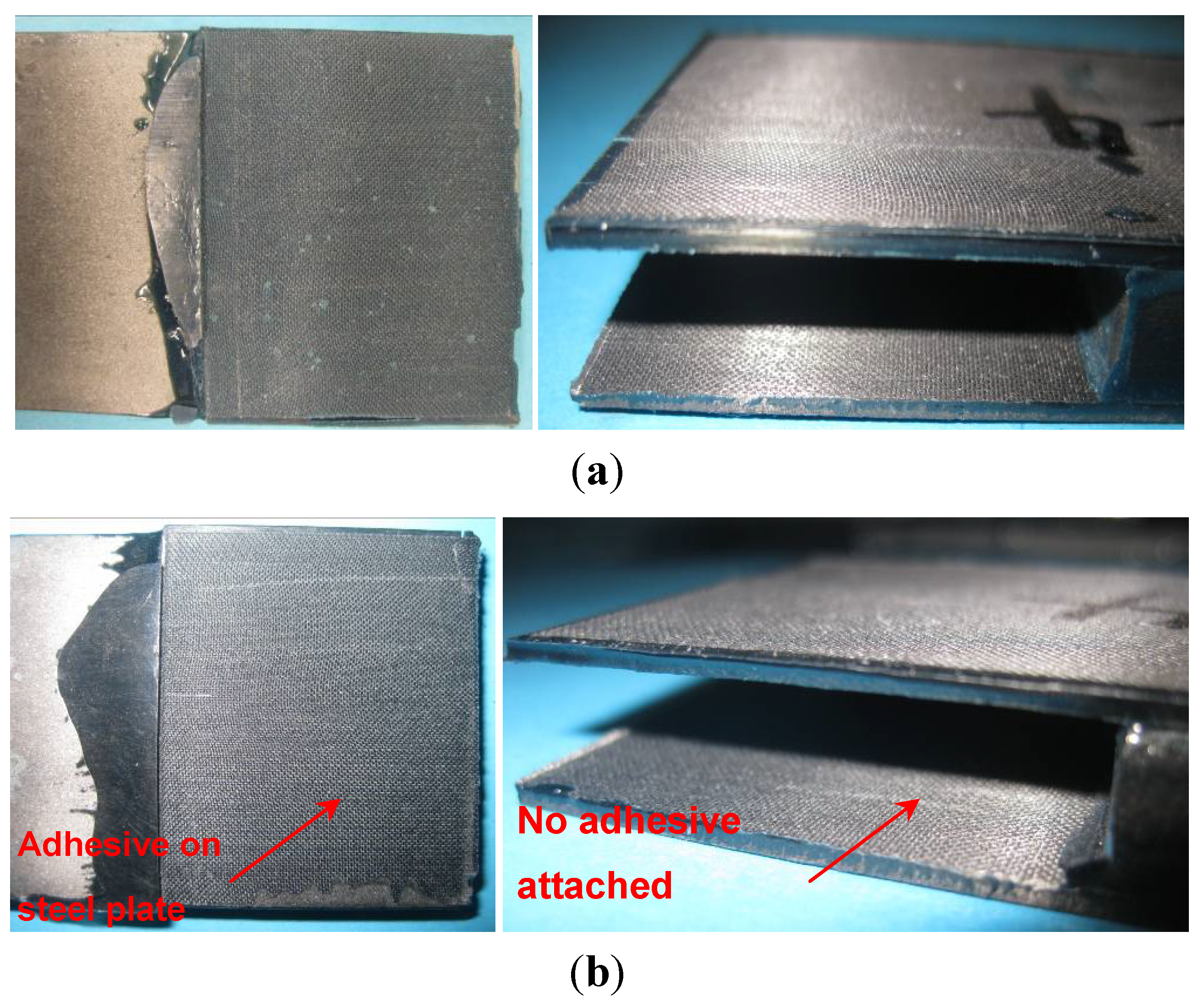
3.2. Results from DJS Specimens
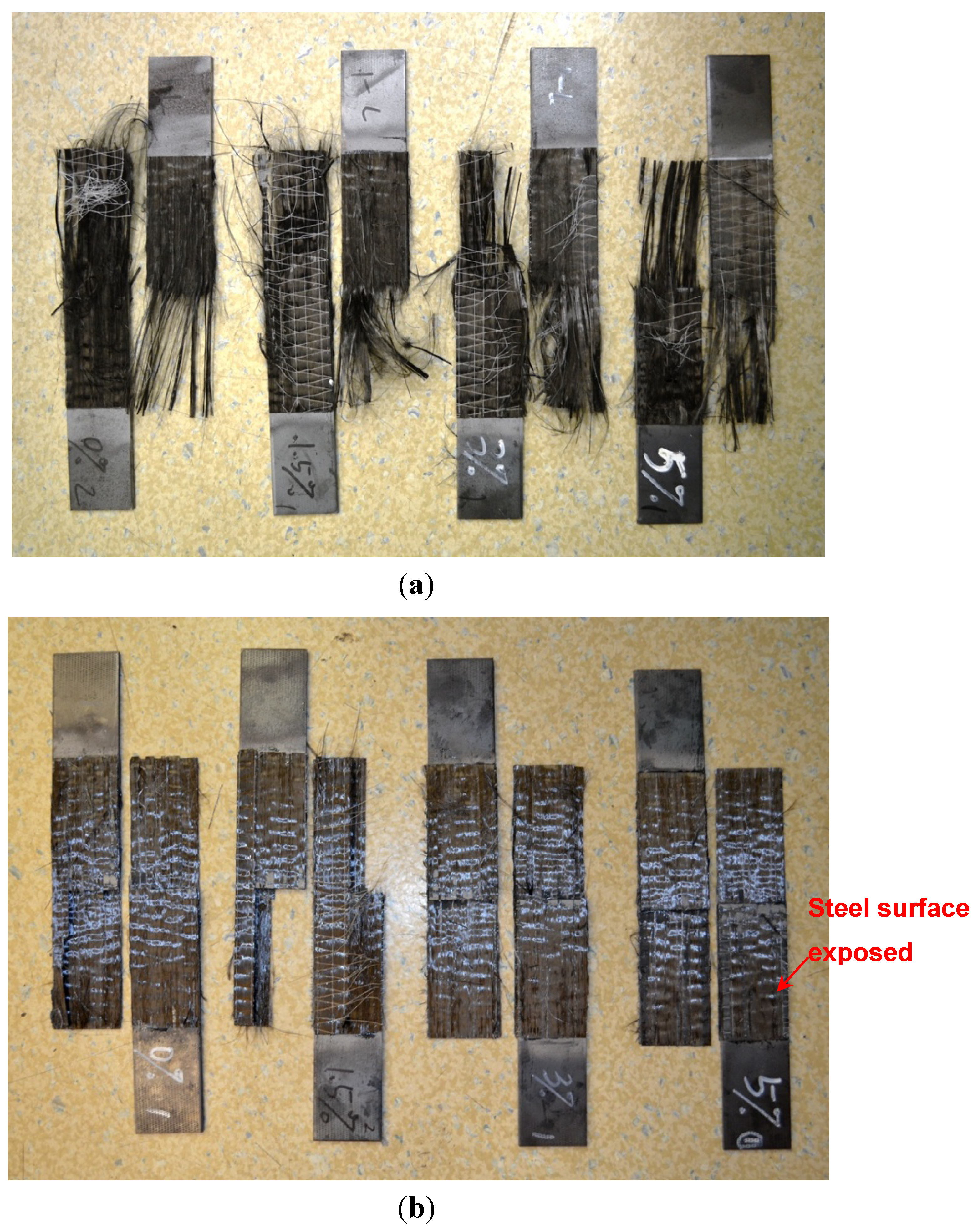
3.3. Results from DJL Specimens
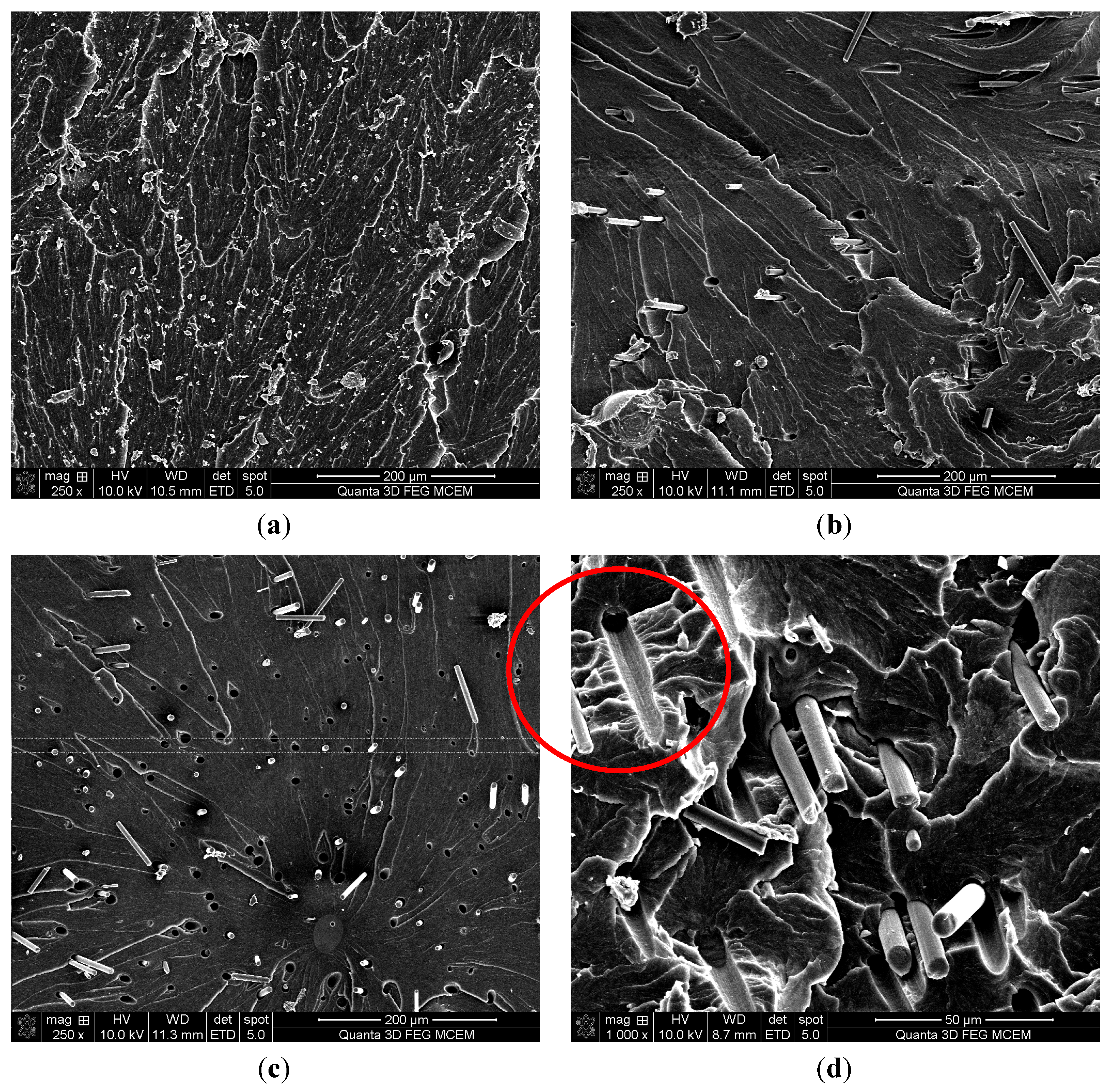
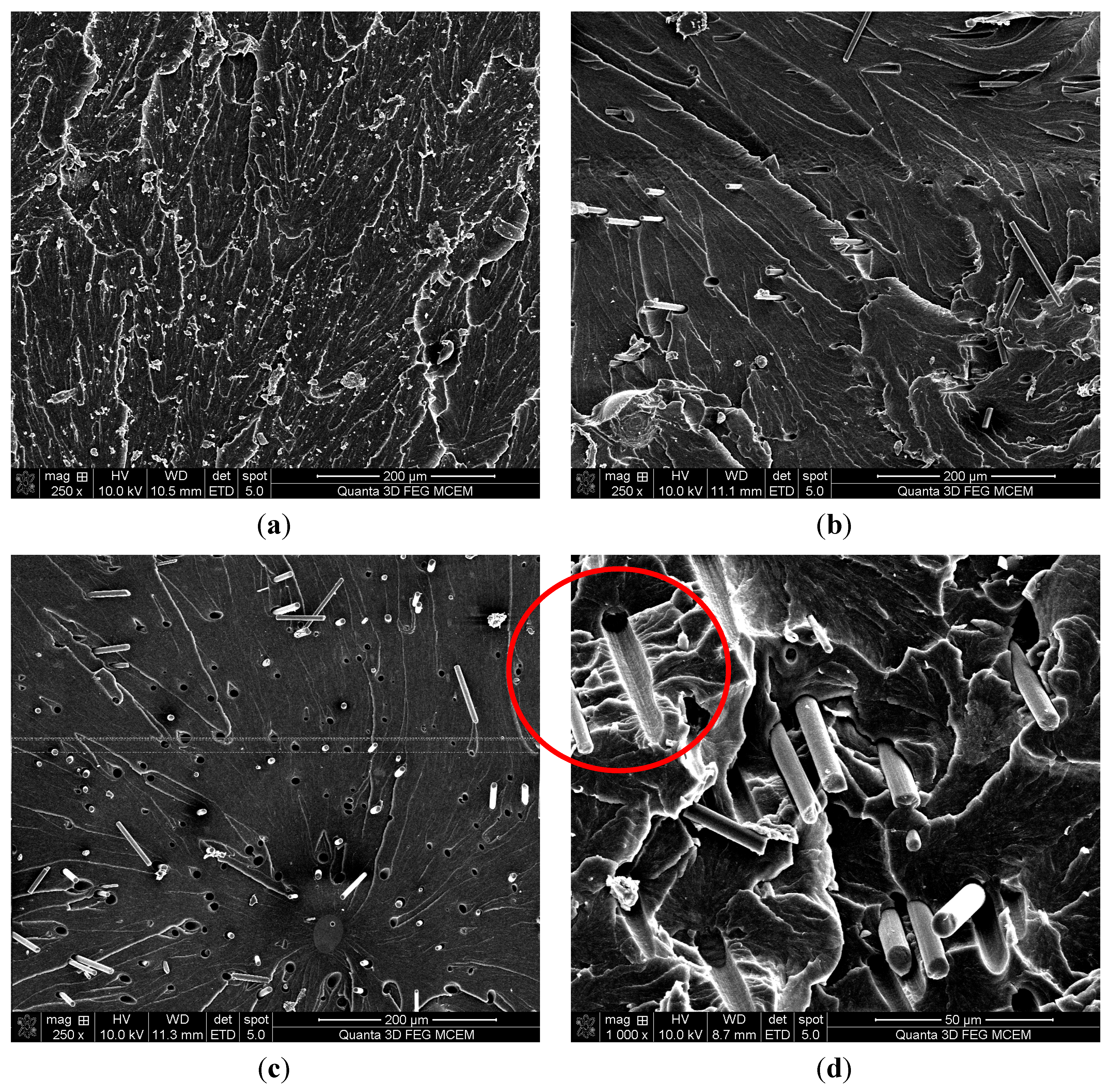
3.4. SEM Results
3.5. Electrical Resistivity Results
| Samples | Length a (mm) | Width b (mm) | Thickness t (mm) | Resistivity ρ (Ohm.m) | |
|---|---|---|---|---|---|
| Epoxy with 0% MCF weight ratio | E1 | 20.0 | 5.77 | 0.69 | >1.67 × 107 |
| E2 | 19.96 | 5.81 | 0.69 | >1.68 × 107 | |
| E3 | 19.99 | 5.82 | 0.93 | >1.25 × 107 | |
| E4 | 19.99 | 5.82 | 1.23 | >9.46 × 106 | |
| Epoxy with 5% MCF weight ratio | EM1 | 19.94 | 5.95 | 1.46 | >8.13 × 106 |
| EM2 | 19.94 | 5.94 | 1.33 | >8.91 × 106 | |
| EM3 | 20.0 | 5.96 | 1.52 | >7.84 × 106 | |
| EM4 | 19.96 | 5.95 | 1.17 | 8.44 × 101 | |
| EM5 | 20.04 | 5.97 | 1.35 | >8.86 × 106 | |
| EM6 | 19.95 | 5.90 | 1.05 | 2.23 × 102 | |
| EM7 | 19.96 | 5.88 | 1.28 | 4.00 × 102 | |
| EM8 | 19.96 | 5.93 | 1.23 | 1.10 × 102 |
4. Conclusions
Acknowledgments
Conflicts of Interest
References
- Myhre, S.H.; Beck, C.E. Repair concepts for advanced composite structures. J. Aircr. 1979, 16, 720–728. [Google Scholar] [CrossRef]
- Hollaway, L.C. A review of the present and future utilisation of FRP composites in the civil infrastructure with reference to their important in-service properties. Constr. Build. Mater. 2010, 24, 2419–2445. [Google Scholar] [CrossRef]
- Shaat, A.; Schnerch, D.; Fam, A.; Rizkalla, S. Retrofit of Steel Structures Using Fibre-Reinforced Polymers: State-of-the-Art. In Proceedings of the 83rd Transportation Research Board Annual Meeting, Washington, DC, USA, 11–15 January 2004.
- Zhao, X.L.; Zhang, L. State of the art review on FRP strengthened steel structures. Eng. Struct. 2007, 29, 1808–1823. [Google Scholar] [CrossRef]
- Feng, P.; Zhang, Y.H.; Bai, Y.; Ye, L.P. Combination of bamboo filling and FRP wrapping to strengthen steel members in compression. J. Compos. Constr. 2013, 17, 347–356. [Google Scholar] [CrossRef]
- Feng, P.; Zhang, Y.H.; Bai, Y.; Ye, L.P. Strengthening of steel members in compression by mortar-filled FRP tubes. Thin Walled Struct. 2013, 64, 1–12. [Google Scholar] [CrossRef]
- Wu, C.; Zhao, X.L.; Duan, W.H.; Al-Mahaidi, R. Bond characteristics between ultra high modulus CFRP laminates and steel. Thin Walled Struct. 2012, 51, 147–157. [Google Scholar] [CrossRef]
- Wu, C.; Zhao, X.L.; Chiu, W.K.; Al-Mahaidi, R.; Duan, W.H. Effect of fatigue loading on the bond behaviour between UHM CFRP plates and steel plates. Compos. Part B Eng. 2013, 50, 344–353. [Google Scholar] [CrossRef]
- Yang, J.Q.; Smith, S.T.; Feng, P. Effect of FRP-to-metal bonded joint configuration on interfacial stresses: Finite element investigation. Thin Walled Struct. 2013, 62, 215–228. [Google Scholar] [CrossRef]
- Buyukozturk, O.; Gunes, O.; Karaca, E. Progress on understanding debonding problems in reinforced concrete and steel members strengthened using FRP composites. Constr. Build. Mater. 2004, 18, 9–19. [Google Scholar] [CrossRef]
- Chikhi, N.; Fellahi, S.; Baker, M. Modification of epoxy resins for improvement of adhesion: A critical review. J. Adhes. Sci. Technol. 2003, 17, 1655–1668. [Google Scholar] [CrossRef]
- Mizutani, K. Transparency and toughness characterization of epoxy resins modified with liquid chloroprene rubber. J. Mater. Sci. 1993, 28, 2178–2182. [Google Scholar] [CrossRef]
- Ashrafi, B.; Guan, J.; Mirjalili, V.; Zhang, Y.F.; Chun, L.; Hubert, P.; Simard, B.; Kingston, C.T.; Bourne, O.; Johnston, A. Enhancement of mechanical performance of epoxy/carbon fibre laminate composites using single-walled carbon nanotubes. Compos. Sci. Technol. 2011, 71, 1569–1578. [Google Scholar] [CrossRef]
- Zhou, Y.; Pervin, F.; Lewis, L.; Jeelani, S. Fabrication and characterization of carbon/epoxy composites mixed with multi-walled carbon nanotubes. Mater. Sci. Eng. A 2008, 475, 157–165. [Google Scholar] [CrossRef]
- Thostenson, E.T.; Li, C.; Chou, T.W. Nanocomposites in context. Compos. Sci. Technol. 2005, 65, 491–516. [Google Scholar] [CrossRef]
- Composite Recycling and Disposal—An Environmental R&D Issue. Available online: http://www.boeingsuppliers.com/environmental/TechNotes/TechNotes2003-11.pdf (accessed on 11 November 2013).
- Feraboli, P.; Kawakami, H.; Wade, B.; Gasco, F.; DeOto, L.; Masini, A. Recyclability and reutilization of carbon fibre fabric/epoxy composites. J. Compos. Mater. 2012, 46, 1459–1473. [Google Scholar] [CrossRef]
- Nishimura, Y.; Ejiri, H. Milled Carbon Fibre and Process for Producing the Same. EP0644280 B1, 23 December 1998. [Google Scholar]
- Davidson, J. Carbon Fibre Composites: Advancements in Reclamation Processes and Recycled Material Forms. In Proceedings of the Composites Innovation 2007 Conference, Barcelona, Spain, 4–5 October 2007.
- Allen, B.E. Characterization of Reclaimed Carbon Fibres and Their Integration into New Thermoset Polymer Matrices via Existing Composite Fabrication Techniques. Master’s Thesis, North Carolina State University, Raleigh, NC, USA, 2 July 2008. [Google Scholar]
- Jacob, G.C.; Starbuck, J.M.; Fellers, J.F.; Simunovic, S.; Boeman, R.G. Crashworthiness of various random chopped carbon fibre reinforced epoxy composite materials and their strain rate dependence. J. Appl. Polym. Sci. 2006, 101, 1477–1486. [Google Scholar] [CrossRef]
- Chand, N.; Nigrawal, A. Investigations on D.C. conductivity behaviour of milled carbon fibre reinforced epoxy graded composites. Bull. Mater. Sci. 2008, 31, 665–668. [Google Scholar] [CrossRef]
- Chand, N.; Naik, A.M. Development and high stress abrasive wear behavior of milled carbon fibre-reinforced epoxy gradient composites. Polym. Compos. 2008, 29, 736–744. [Google Scholar] [CrossRef]
- Fawzia, S. Bond Characteristics between Steel and Carbon Fibre Reinforced Polymer (CFRP) Composites. Ph.D. Thesis, Monash University, Clayton, Australia, September 2007. [Google Scholar]
- ELG Carbon Fibre Ltd. Material Date Sheet of Milled Carbon Fibre; ELG Carbon Fibre Ltd.: West Midlands, UK, 2012. [Google Scholar]
- BASF The Chemical Company. Product Data of MBRACE® CF130; BASF The Chemical Company: Shakopee, MN, USA, 2010. [Google Scholar]
- BASF The Chemical Company. Product Data of MBRACE® Laminate 210/3300; BASF The Chemical Company: Shakopee, MN, USA, 2010. [Google Scholar]
- Nguyen, T.C.; Bai, Y.; Zhao, X.L.; Al-Mahaidi, R. Mechanical characterization of steel/CFRP double strap joints at elevated temperatures. Compos. Struct. 2011, 93, 1604–1612. [Google Scholar] [CrossRef]
- Huntsman. Structural Adhesives Aerospace Adhesives Araldite 420A/B. Available online: http://www.silmid.com/getattachment/0fe65000-9138-4ebb-8e64-4829b5a52e13/Araldite-420Tech-Data.aspx (accessed on 27 December 2013).
- American Society for Testing and Materials. Standard Test Method for Tensile Properties of Plastics; ASTM D638-10; American Society for Testing and Materials: West Conshohocken, PA, USA, 2010. [Google Scholar]
- Korayem, A.H.; Li, C.Y.; Zhang, Q.H.; Zhao, X.L.; Duan, W.H. Investigation on the Behavior of CFRP-to-Steel Joint Using Carbon Nanotubes Modified Epoxy Adhesive. In Proceedings of the Fourth Asia-Pacific Conference on FRP in Structures, Melbourne, Australia, 11–13 December 2013.
- Zhang, D.; Ye, L.; Wang, D.; Tang, Y.; Mustapha, S.; Chen, Y. Assessment of transverse impact damage in GF/EP laminates of conductive nanoparticles using electrical resistivity tomography. Compos. Part A: Appl. Sci. Manuf. 2012, 43, 1587–1598. [Google Scholar] [CrossRef]
© 2013 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Wu, C.; Feng, P.; Bai, Y.; Lu, Y. Epoxy Enhanced by Recycled Milled Carbon Fibres in Adhesively-Bonded CFRP for Structural Strengthening. Polymers 2014, 6, 76-92. https://doi.org/10.3390/polym6010076
Wu C, Feng P, Bai Y, Lu Y. Epoxy Enhanced by Recycled Milled Carbon Fibres in Adhesively-Bonded CFRP for Structural Strengthening. Polymers. 2014; 6(1):76-92. https://doi.org/10.3390/polym6010076
Chicago/Turabian StyleWu, Chao, Peng Feng, Yu Bai, and Ye Lu. 2014. "Epoxy Enhanced by Recycled Milled Carbon Fibres in Adhesively-Bonded CFRP for Structural Strengthening" Polymers 6, no. 1: 76-92. https://doi.org/10.3390/polym6010076