
A 3D-Printed Scaffold for Repairing Bone Defects


Guangxi Engineering Research Center of Digital Medicine and Clinical Translation, School of Intelligent Medicine and Biotechnology, Guilin Medical University, Guilin 541199, China
*
Author to whom correspondence should be addressed.
†
These authors contributed equally to this work.
Polymers 2024, 16(5), 706; https://doi.org/10.3390/polym16050706
Submission received: 9 March 2023
/
Revised: 4 November 2023
/
Accepted: 30 January 2024
/
Published: 5 March 2024
(This article belongs to the Special Issue Biomaterials for Bone/Teeth Regeneration Applications)
Abstract
:The treatment of bone defects has always posed challenges in the field of orthopedics. Scaffolds, as a vital component of bone tissue engineering, offer significant advantages in the research and treatment of clinical bone defects. This study aims to provide an overview of how 3D printing technology is applied in the production of bone repair scaffolds. Depending on the materials used, the 3D-printed scaffolds can be classified into two types: single-component scaffolds and composite scaffolds. We have conducted a comprehensive analysis of material composition, the characteristics of 3D printing, performance, advantages, disadvantages, and applications for each scaffold type. Furthermore, based on the current research status and progress, we offer suggestions for future research in this area. In conclusion, this review acts as a valuable reference for advancing the research in the field of bone repair scaffolds.
1. Introduction
Tumor removal, deformities, sports injuries, and infections can lead to bone defects [1]. There are more than 6.5 million cases of bone defects in the United States each year [1,2]. Bone grafting is the most common method to treat bone defects [3]. Globally, there are two million bone grafts performed annually [4]. The “gold standard” for treating bone defects is autologous bone transplantation in the clinic [5]. However, the source of bone grafts is limited, and the second operation may cause additional pain for patients. Moreover, allogeneic bone transplantation can produce an immune response [6,7,8]. Allogeneic bone graft substitutes possess different osteoinductive and osteoconductive properties and a lower osteogenic potential than do autologous bone grafts [9]. Repairing large, severe bone defects is challenging due to the high risk of delayed healing or even non-healing [10].
The development of bone tissue engineering has opened up new avenues for treating bone defects [11,12]. Bone tissue engineering scaffolds can fill the defect, restore the anatomical structure, promote the formation of new blood vessels and bone tissue, and ultimately achieve the regenerative repair of diseased bone tissue [13,14,15]. The three elements of bone tissue engineering are seed cells, growth factors, and scaffold materials [16], among which scaffold materials play a role in mimicking the extracellular matrix and providing a suitable microenvironment for cell growth and differentiation. A good bone tissue engineering scaffold exhibits biocompatibility, osteoconductivity, osteoinductivity, degradability, and mechanical properties similar to those of the defective bone [17]. In repairing critical-size bones, bone scaffolds can support the formation of new tissue cells [18]. Bone scaffolds with appropriate degradability can effectively promote the healing of critical-size bones.
The traditional methods to fabricate tissue culture scaffolds include solvent casting, particulate leaching [19], CO2 gas-foaming [20], phase separation [21], freeze-drying methods, etc. [22]. However, using these methods, it is not easy to adjust the porosity, pore size, pore distribution, and interconnectivity. In addition, bone scaffolds should possess good osteoconductivity, osteoinductivity, biocompatibility, and sufficient mechanical properties to provide osteoblasts or direct osteogenesis and form a good material–bone tissue interface. Since it is difficult for a single-component bone repair material to simultaneously meet the above requirements, in recent years, research has mainly focused on the 3D printing of composite bone scaffolds for repairing bone defects. This technique can rapidly lay down continuous layers of material to create 3D solids using precise 3D stacking under computer control [23].
In this review, we begin by providing an overview of 3D printing technology for 3D-printed scaffolds in the context of repairing bone defects. Next, we delve into a comprehensive review of both single-component and composite scaffolds, produced through 3D printing. Finally, we conclude by highlighting the challenges encountered in current studies and offering recommendations for future research endeavors.
2. 3D Printing Technology for 3D-Printed Scaffolds
The 3D printing technology for bio-scaffolds can be divided into several key techniques: single 3D printing technology, multi-printing technology, multi-nozzle printing, and hybrid systems. Single 3D printing technology is simple to use, cost-effective, and suitable for printing bio-scaffolds that do not require multiple materials or complex structures. Currently, single 3D printing technologies widely used in tissue engineering include selective laser sintering (SLS), the stereolithography apparatus (SLA) process, fused deposition modeling (FDM), direct ink writing (DIW), direct energy deposition (DED) [24,25], and others [26,27]. The technologies for 3D printing composite materials mainly include inkjet, FDM, SLA, SLS, multi-printing technology, multi-nozzle device printing, hybrid systems, etc. [28].
SLS technology offers a fast processing speed and does not require the use of supporting materials. However, the surface of the printed product is rough and requires post-processing. Additionally, dust and toxic gases may be produced during the processing, and the continuous high temperature can cause polymer material degradation, deformation of bioactive molecules, or cell apoptosis [29]. SLA technology provides stable performance, high mechanical strength, high precision, and good surface quality. It can manufacture tissue engineering scaffolds with complex and intricate shapes. Its limitation is that it is only suitable for liquid photocuring resin materials, restricting the application of most biological materials. The FDM forming machine offers the advantages of a simple structure, no environmental pollution, no chemical change in the forming process, and small warpage deformation of the parts [30,31]. Nevertheless, the printing accuracy is limited, and the surface exhibits noticeable stripes. Moreover, the vertical direction strength is lower, necessitating the design and fabrication of support structures. DIW technology offers versatility in terms of ink types, including conductive elastomers or hydrogels. However, similar to FDM, it is constrained by the extrusion nozzle and has limitations regarding fiber diameter and accuracy. Multi-printing technology allows for the precise printing of different materials or cells at specific locations, enabling the fabrication of complex scaffold structures [32,33]. It offers advantages such as multi-material printing, high efficiency and speed, precise control, and high accuracy.
The multi-nozzle device enables the simultaneous deposition of multiple materials and cells, providing flexibility in regards to printing parameters and high efficiency [32,34]. However, it also exhibits challenges such as high equipment costs, requirements for rheological properties, and issues related to clogging and positioning [35]. The development of a multi-nozzle 3D bioprinting system for the fabrication of biological structures has been reported. This system can simultaneously print multiple types of cells and biological materials to construct complex tissue structures. Its advantages include high scalability, simultaneous deposition of multiple materials and cells, and increased printing speed. However, its disadvantages include increased complexity of the equipment and challenges in coordinating the movements of multiple nozzles.
Hybrid systems combine multiple technologies to overcome the limitations of single techniques [36]. They enable more diverse and personalized designs for bio-scaffolds, allowing for the blending of multiple bio-materials and improved structural controllability [37]. Hybrid systems can generate innovative composite materials with better biological compatibility and mechanical performance. However, they also come with limitations such as complex equipment and difficulties in operation and debugging [38].
In the 3D printing process, most structures require the establishment of functions and working equipment in the post-printing process. The four main post-treatment steps are: (1) removal of the support structure and the implementation of secondary curing steps [39], (2) surface coating for functional and/or protective purposes [40], (3) improvement by polishing and eliminating surface roughness [41], and (4) modification of material properties and structural shapes [42,43]. Most 3D printing systems require the removal of support structures, as well as cleaning and secondary curing steps.
3. The 3D-Printed Single-Component Scaffolds
In the past decades, various materials have been used to study the influence of scaffolds on osteogenesis and osseointegration, including metals [44], bioceramics [45], bioactive glasses [46], and biopolymers [47]. These scaffolds are mainly derived from natural and synthetic bioceramics, biopolymers, metallic biomaterial or their alloys, and composite biomaterials. Table 1 provides a comprehensive overview of the composition, mechanical and biological properties, 3D printing technology, advantages, and applications of different single-component scaffolds used for repairing bone defects through 3D printing.
3.1. Metallic Biomaterial Scaffolds
Metallic biomaterials mainly include stainless steel, cobalt-based alloys, and titanium and titanium alloys. Table 1 presents the mechanical and biological properties of metallic biomaterials and the advantages and disadvantages of their use for 3D printing. Stainless steel is the earliest and most successfully applied metal biomaterial. Although stainless steel is considered bioinert and biocompatible, it can induce tissue response, leading to osteonecrosis, foreign body granuloma, and acute and chronic inflammation [44]. Porous 316L stainless steel scaffolds were printed using the selective laser melting (SLM) technique, with 87% porosity, a 0.75 mm pore size, and a maximum compressive strength of 10.6 ± 0.6 MPa [48]. A high-power SLM laser printed 316L stainless steel scaffolds with good elongation and corrosion resistance. However, 316L scaffolds prepared at low power exhibited poor performance [49].
Cobalt-based alloys are used as medical implants because of their excellent mechanical properties and biocompatibility. Porous CoCr scaffolds were fabricated using SLM technology [50]. The printed porosity is 81.03%, the pore size is 0.625 mm, and the strength is 1279.52 MPa. The printed scaffolds exhibited a porosity of 81.03%, with a pore size of 0.625 mm and a strength of 1279.52 MPa. Furthermore, porous cobalt-chromium-molybdenum (CoCrMo) bone substitutes, with porosity, were 3D-printed using the electrophoretic deposition (EPD) technique. A Co-Cr-Mo scaffold with an 86% pore size was loaded with gentamicin and filamentous protein [51]. Nevertheless, the additive on the surface of the complex feature is ideal for knee implants due to its exceptionally high mechanical strengths, which are comparable to those of forged metal [24,52,53]. In 2019, Ryu et al. conducted in vitro and in vivo studies and found that DED technology with Ti-coated cobalt chromium (CoCr) alloys did not provoke chronic inflammatory reactions. This indicates that the technology exhibits biocompatibility.
However, the release of Co and Cr ions from this Co-Cr-Mo alloy scaffold is known to have cytotoxic effects. Additionally, the use of porous bone substitutes increases the risk of post-operative infection, mechanical mismatch, and biological neutrality. As a result, the application of cobalt-based alloys in vivo is limited [54].
On the other hand, titanium and titanium alloys have emerged as relatively new and widely used metal biomaterials [55]. Zhang et al. conducted a study in which they utilized selective laser melting (SLM) to fabricate titanium scaffolds with varying porosities and mechanical properties. These scaffolds were then transplanted into an animal model of Beagle dogs [56]. The scaffolds exhibited a porosity range of 66.1% to 79.5%, with a pore size of 0 ± 20 µm, and a compressive strength of 104.26 MPa. Beagle dogs implanted with these scaffolds showed no signs of inflammation, foreign body reaction, or any other adverse reactions at the implantation site.
Titanium possesses high strength and rigidity, and additionally, its surface oxide layer offers excellent corrosion resistance [57,58,59]. However, it is important to note that titanium and titanium alloy scaffolds have limited degradability. Consequently, they can release metal ions, which pose a potential risk to the human body after wear [60]. Despite the exceptional performance demonstrated by titanium alloys in medical repair procedures, they still release trace amounts of aluminum, vanadium, and nickel into the plasma during surface wear. This poses potential threats to the human skin, central nervous system, and kidney function [60].
The 3D printing of metal materials overcomes the adverse effects of high cost [61], complex processes [23], low material utilization [62], and difficulty in subsequent processing inherent in traditional manufacturing processes. However, when using this technology to form metal parts, the workpiece is prone to defects such as spheroidization, cracks, porosity, and warpage deformation due to the special processing properties of powder/wire or improper selection of process parameters [63,64,65]. These defects severely affect the mechanical properties of the metal and can lead to stress shielding after bone grafting. Moreover, the printing of metal scaffolds should be carried out under high-temperature conditions, and it is not possible to synchronize the coating of biologically active molecules or the mixed printing of cells during 3D printing [66]. As a result, future research will focus on modifying metal surfaces or adding other biomaterials to improve their performance for bone regeneration [24,67].
3.2. Ceramic Material Scaffolds
Bioceramic materials exhibit good bioactivity and can promote bone tissue regeneration and neovascularization [45]. Based on their activity, bioceramic materials can be classified as either bioinert and bioactive ceramics. Bioactive ceramics have more applications than inert ceramics due to their ability to chemically bond with tissues [68]. The customized 3D printing of ceramic materials for bioprostheses allows for the small batch manufacturing of complex components at low cost to meet patients’ needs for bone replacement. Some bioactive ceramics commonly used for 3D printing include hydroxyapatite (HA) [69] and β-tricalcium phosphate (β-TCP) [70].
HA is more stable than other calcium phosphate materials [71,72,73,74]. In the bone regeneration field, HA has been systematically used as a filling material for bone defects, an artificial bone graft, and a scaffolding material in prosthetic procedures [75]. HA is used in bone regeneration because it induces bone ingrowth and prevents osteolysis [76]. HA scaffolds can be obtained through many 3D printing methods. Among them, digital optical processing (DLP), which mixes HA with photosensitive materials and removes the organic material after molding using a photopolymerization reaction, is one of the effective methods for molding HA materials. In 2001, a resin mold prepared using DLP was developed for manufacturing HA scaffolds with designed internal structures [77]. The hole size of the HA scaffold was 366~968 μm, and the porosity was 26~52%. Porous HA scaffolds with engineered internal channels induced more new bone generation than porous HA scaffolds without channels [78]. Similarly, porous HA structures with interpenetrating pores were fabricated using light-cured processing molds for bone replacement [79]. Chengwei Feng cultured MC3T3-E1 cells for four weeks, which resulted in strong osteocalcin signal generation. HA scaffolds were directly fabricated with DLP, and porous HA bioceramics proved somewhat degradable [69]. In addition, in 2021, Yao et al. further explored the DLP printing of HA scaffolds with p-unit triple-cycle minimal surface structures [80]. After performing an in vitro culture of MSCs for seven days, scaffolds with p-cell structures exhibited higher cell density. The 3D-printed HA facilitated osteoblast adhesion and proliferation because of its laminar structure and its material rich in hydroxyl groups [81]. However, HA itself possesses insufficient fracture toughness and is susceptible to fatigue damage [82].
In conclusion, β-TCP exhibits excellent biocompatibility, biodegradability, and osteoinductivity. Since 1989, β-TCP has been used as a bone graft material for bone repair [83]. β-TCP has become a commonly used bone replacement biomaterial because of its good osteoinductive potential [84]. Furthermore, β-TCP implantation will not cause rejection, inflammation, or toxic side effects, making it conducive to the growth of new tissues [83,85]. In 2008, Vorndran et al. reported modifying a porous β-TCP scaffold with 5 wt% hydroxypropyl methylcellulose as the matrix material and a dry powder binder spray method to prepare porous β-TCP scaffolds, using water as the binder [86]. The final scaffolds prepared using this method exhibited low resolution, small specific surface area, and a maximum compressive strength of only 1.2 ± 0.2 Mpa, making their use as a repair material for bone defects difficult. In 2013, Tarafder et al. prepared porous β-TCP scaffolds using a binder spraying technique and investigated the effects of microwave sintering and pore size on the mechanical and biological properties of the scaffolds [87]. Microwave sintering enhanced the compressive strength by 46–69%. Scaffolds with a 0.5-mm pore size exhibited significantly higher cell density after culturing human embryonic osteoblasts (hFOB). The scaffold was implanted into male Sprague Dawley rats with femoral defects, and new bone generation was observed after two weeks. DLP technology, with high resolution, can also be used to print β-TCP material. Schmidleithner et al. evaluated the biological performance of DLP-printed β-TCP scaffolds [88] using the Mc3t3-e1 cell culture. The results showed a significant increase in alkaline phosphatase activity. However, one of the most significant drawbacks of β-TCP ceramic materials is their low mechanical strength. They cannot withstand large impact forces; therefore, they cannot be used as a replacement for load-bearing bones [89].
3.3. Bioactive Glass (BAG) Scaffolds
Bioactive glass is a ceramic material containing varying proportions of P2O5, SiO2, CaO, Na2O, Al2O3, ZrO2, and CaO. Some commercially available bioglass compositions include 45S5 bioglass, which binds to bone and soft tissues, and 5S4.3 bioglass (a high-calcium bioglass), which binds only to bone tissue. The main advantage of bioglass is its good bioactivity, and 45S5 is a widely used commercial bioglass for bone tissue engineering that facilitates osteogenesis, both in vitro and in vivo [90,91]. However, it is not suitable for load-bearing applications because of its poor mechanical properties.
A porous 45S5 glass material was fabricated using a direct 3D printing technique [90,91], with a porosity of 60.4%, a pore size of 1.001 ± 48 mm, and a compressive strength of 16.01 ± 1.53 MP, to simulate body fluid experiments. Culture experiments with human bone marrow stromal cells (hBMSCs) have shown that 45S5 scaffolds exhibit apatite mineralization capacity and good bioactivity. Lusquinos et al. [92] printed 45S5 and S520 bioglass scaffolds using selective laser sintering technology. Due to the lower melting point, printing bioglass materials using the powder fusion technology is much easier than it is with CaP ceramics. Tesavibul et al. [93] used 45S5 bioglass and acrylate-based photopolymer slurry, with a solid content of 43 wt%, to prepare a porous cell structure using light-curing technology. Baino et al. [94] prepared 45S5 bioactive glass and measured its compressive strength at 1.2 ± 0.2 MPa using the foam replication method, which was lower than the standard reference range of human trabecular bone of 2–12 MPa [95]. Kang et al. [96] prepared 45S5 bioglass by stereolithography and found that the maximum bending strength reached 37.9 ± 5 MPa when the volume fraction was 32–40 vol%. Although its mechanical properties have improved through 3D printing technology, BAG still faces the disadvantages of a high SiO2 content, a slow degradation rate, the mismatch with the rate of new bone formation, and the crystallization process of product particle components. Therefore, it is difficult to prepare scaffolds with a 3D network structure using the thermal sintering method for load-bearing bone repair.
Directional laser deposition (DLD), also known as laser engineered net shaping (LENS), is a laser-assisted direct additive manufacturing technology categorized under DED technology [97]. This technology is highly suitable for the manufacturing of BAG ceramic materials, offering several advantages such as a simple process, short production cycles, and low costs. These features make it particularly appealing for the fabrication of molten oxide ceramic materials. For instance, Balla et al. [98] successfully utilized the DLD method to produce crack-free alumina ceramics. The resulting samples exhibit anisotropy, which is determined by the honeycomb structure of aligned alumina along the deposition direction. Specifically, the compressive strength along the deposition direction measures 123 MPa, whereas the compressive strength perpendicular to the deposition direction is 229 MPa. Wu et al. [99], Li et al. [100], and Pappas et al. [101] employed this technique to investigate the impact of initial composition on Al2O3/ZrO2 melt-grown composites. Their research revealed that adjusting the composition ratio of zirconia effectively inhibits crack formation, optimizes the microstructure, and improves the mechanical properties.
3.4. Polymer Scaffolds
Commonly used biopolymer materials in 3D-printed bone composite scaffolds include natural and synthetic polymers [47]. Naturally degradable polymer materials mainly include collagen [102,103], gelatin [104], chitosan [105], alginate, hyaluronic acid, etc. The advantages of this material are non-toxicity, good hydrophilicity, and excellent biocompatibility [47]. In the bone regeneration field, collagen [106], gelatin [107], and chitosan [105] are more researched and applied.
Collagen, one of the most commonly used scaffold materials in bone tissue engineering, exhibits good degradability, but its mechanical properties are poor, its osteoinductivity is poor, and it is not easy to manipulate during surgery [102,103]. Gelatin is a product of the partial degradation of collagen; it has good biocompatibility and degradability, shows no adverse effects on humans, is widely available, and is inexpensive. Gelatin molecules contain a variety of functional groups with high reactivity, and they can be easily modified and cross-linked for specific functions [104]. In addition, Gelatin can be dissolved in hot water above 45 °C. After cooling, the gelation of gelatin occurs. Because of these characteristics, gelatin is widely used in the bone regeneration field. Choi et al. [108] used 3D printing technology to prepare a gelatin scaffold with aperture diameters of 400–800 μm, the mechanical properties of which increased with increased gelatin solution concentration. Experiments showed that the cells adhered to and proliferated well in the gelatin scaffold. Dong et al. investigated the effect of different pore sizes on the proliferation of osteoblastic fibroblasts on gelatin scaffolds [108], reporting that fibroblast growth could be accelerated when the pore size was >580 μm and the porosity was >83%. As a scaffold material, gelatin exhibits the main disadvantages of poorer mechanical properties and a faster degradation rate. Cross-linking, chemical grafting, and blending with synthetic polymer materials in regards to gelatin materials can further improve the mechanical properties of the gelatin scaffold and prolong the degradation time. Chitosan, which is the product of the deacetylation of chitin, is an essential natural biomaterial. Chitosan possesses good antibacterial properties, hydrophilicity, biodegradability, and biocompatibility; thus, it can improve the adhesion, proliferation, and differentiation of osteoblasts [109]. Therefore, chitosan is widely used as a bone tissue engineering scaffold. The main disadvantages of chitosan are its solubility in only acidic aqueous solutions, along with its poor strength, and its toughness.
The main synthetic polymers include polylactic acid (PLA), polyglycolic acid (PGA), and copolymers of both (Poly(D,L-lactic-co-glycolic acid), PLGA), along with polycaprolactone (PCL), polyhydroxy butyrate (PHB), etc. [110]. Among them, PLA is the most commonly used, belonging to the category of α-polyester, which is an important biomaterial. It is non-toxic, non-irritating, and easily processed. The final degradation products are CO2 and H2O, which can be metabolized or excreted by the human body through normal pathways [111]. The levorotatory isomer of PLA is called levorotatory polylactic acid (PLLA), which possesses good mechanical properties. Its degradation product, levulinic acid, can be absorbed by the body through metabolism. PLLA is mainly used in bone tissue engineering scaffolds [112,113,114]. Ju et al. utilized supercritical carbon dioxide (Sc-CO2) foaming technology to prepare the PLLA scaffold. Based on a previous experiment, its porosity was measured at 90.3%, and its mechanical strength was 11.9 MPa [115]. However, when used for the preparation of bone tissue engineering scaffolds, the PLLA scaffold has certain performance deficiencies. The three main aspects are as follows: (1) PLLA is a hydrophobic polyester,, with poor hydrophilicity. Therefore, it is difficult for the cell culture fluid to fully wet the surface of the scaffold’s pore wall, which affects the adhesion and proliferation of cells on the scaffold surface. (2) Although PLLA is degradable, its degradation rate is slow, and the accumulation of its degradation product, lactic acid, in the body can easily lead to complications such as inflammation and swelling. (3) PLLA is a linear structural polymer, with poor heat resistance and toughness, a lack of flexibility and elasticity, and insufficient mechanical strength [116,117,118].
PLA (polylactic acid) is a commonly used material in 3D printing [119]. It is frequently utilized for applications in bone fixation repair and tissue engineering scaffolds [120,121,122,123,124,125,126]. PLA’s high thermoplasticity and biodegradability make it an excellent choice for such purposes. It is worth noting that PLA has been approved by the US Food and Drug Administration (FDA) for implantation in humans [127]. In a specific study, preheated 3D-printed structures were shaped into porous cylindrical scaffolds to promote the osteogenesis and mineralization of human fetal osteoblasts (hFOB) [128]. The porous scaffold had a porosity of 69.3 ± 7.4% and a pore size of 1 ± 0.1 mm. Its maximum compressive stress was measured at 41.38 MPa. After 28 days of hFOB culture, significant osteogenic differentiation was observed in the hFOB cells.
PCL (polycaprolactone) is a biodegradable polyester known for its non-toxicity and histocompatibility [129]. It can withstand harsh physical and chemical conditions due to its adjustable chemical, biological, and mechanical properties [130]. Mehraein et al. studied the mechanical properties of PCL scaffolds under different fused deposition manufacturing (FDM) process parameters and reported a tensile strength of 16.086 ± 0.247 MPa under optimal conditions [131]. Williams et al. designed six cylindrical porous PCL scaffolds using selective laser sintering (SLS) [132]. Primary human gingival fibroblasts (HGF) were seeded on the scaffolds and implanted into immunodeficient mice, aged 5–8 weeks. After 4 weeks, a significant amount of bone growth was observed on the external surface of the scaffold and inside the scaffold holes. The slow degradation rate of PCL has been acknowledged by the US FDA, resulting in its approval for tissue engineering applications in the human body [133,134]. Therefore, PCL scaffolds play an active role in bone repair and regeneration.
3.5. Nanofiber Scaffolds
Nanocellulose materials as natural polymers, exhibiting high strength, high specific surface area, high hydrophilicity [135], biodegradability, histocompatibility, and low toxicity, have stimulated extensive research interest in the biomedical field in recent years, especially in regards to bone tissue engineering. Incorporating nanocellulose into scaffolds can enhance biocompatibility and facilitate cell adhesion and proliferation [136]. Moreover, the incorporation of nanocellulose enhances the crystallinity of the composite scaffold and slows down the depolymerization rate, decreasing the overall degradation rate of the scaffold [137,138].
The materials used to produce nanofibers include natural macromolecules and synthetic polymers. The natural macromolecules include collagen, hyaluronic acid, gelatin, chitosan, elastin, etc. [139]. Synthetic polymers mainly include polylactic acid (PLA), polyglycolic acid (PGA), PCL, polylactic acid-hydroxyacetic acid copolymer (PLGA) and its copolymers, and polyurethane (PU).
Among them, hydroxybutyric acid and hydroxyvaleric acid (PHBV) have attracted increasing attention due to their good biodegradability, non-immunogenicity, and biocompatibility. PHBV is a copolymer of polyhydroxy butyric acid (PHB) and polyhydroxyvaleric acid (PHV). Sevastianov et al. [140] reported that PHBV coming in contact with blood did not affect the hemostasis system at the cell response level. Furthermore, cells mounted no inflammatory response to the material. In addition, fibroblasts, endothelial cells, and hepatic parenchymal cells cultured on the PHBV membrane showed good cell adhesion. The study also proved that PHBV can be used as an extracellular matrix to design simulations [141].
Yao et al. combined thermally induced phase separation and porogen leaching technology (TIPS&P) to prepare gelatin nanofiber scaffolds. These functional scaffolds were cross-linked to BMP-binding peptides (Figure 1A) [142]. BBP modification greatly enhanced the BMP2 binding and retention capacity of the nanofibrous scaffolds without affecting their macro/microstructure and mechanical properties. Importantly, BBP-functionalized gelatin scaffolds were able to significantly promote BMP2-induced osteogenic differentiation. Jing et al. developed a 3D PLA scaffold using electrospinning technology combined with CO2 overflow foaming technology (Figure 1B) [142]. This 3D scaffold’s continuous nanofiber structure provides a large specific surface area and porosity, allowing cells to display higher cell viability and faster proliferation rates. Similarly, Brown et al. used a newly optimized wet electrostatic spinning technique to prepare type I collagen-modified nanofibrous PLGA scaffolds (Figure 1C) to mimic the in vivo extracellular matrix (ECM) structure. Electrostatically spun composite nanofibers of PHBV and HA can better mimic the micro/nanostructure of natural bone [143]. Biazar et al. used an electrostatic spinning device to prepare PHBV/nano-Ha/USSCs nanofiber scaffolds (Figure 1D), which were implanted into the cranial defect site of male Wistar rats, significantly increasing the ossification rate [144].
Figure 1.
Nanofiber scaffolds for a bone defect. (A). BBP functionalized gelatin scaffold [142]. (B). A 3D PLA nanofibrous scaffold obtained using a modified CO2 foaming technique [145]. (C). PLGA wet electrospun nanofiber scaffold [143]. (D). Nanofibrous PHBV/nano-HAp scaffolds filled with USSCs [144].
Figure 1.
Nanofiber scaffolds for a bone defect. (A). BBP functionalized gelatin scaffold [142]. (B). A 3D PLA nanofibrous scaffold obtained using a modified CO2 foaming technique [145]. (C). PLGA wet electrospun nanofiber scaffold [143]. (D). Nanofibrous PHBV/nano-HAp scaffolds filled with USSCs [144].


Table 1.
The 3D printed single-material scaffolds.
| Category | Material | Material Mechanical Strength (MP) | Scaffold Mechanical Characteristics | Biological Performance | The 3D Printing Technology | Advantages | Disadvantages | Application | Ref. | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Hole Size (mm) | Porosity(%) | Strength (MP) | Degradability | Osteoinductivity | Biocompatibility | ||||||||
| Me tallic biomaterial | Ti-6Al-4V alloy | Ultimate tensile strength: 240–860 | - | - | Ultimate tensile strength: 860 | Corrosion resistance | Stimulating the growth of bone tissue in the weight-bearing area | Low toxicity | - | Low shear strength and low wear resistance | A possible toxic effect resulting from released vanadium and aluminum | Orthopedic and dental implants | [55] |
| Ti-6Al-4V alloy | Ultimate tensile strength: 240–860 | 0.65 ± 0.02 | 66.1–79.5 | Compressive strength: 36.45–140.26 | Difficult degradation, surface corrosion resistance | Stimulating the growth of bone tissue in the weight-bearing area | No inflammation in vivo | SLM | Personalized customization, low processing cost | Surface wear releases aluminum, vanadium, and nickel, which are toxic | The transplantation of a Beagle’s right posterior femoral head | [56] | |
| 316Lstainless steel | Ultimate compressive strength:c981 | 0.75 | 87 | Compressive strength: 10.6 ± 0.6 | Difficult degradation | - | Negative effect on interactions with cells | SLM | No negative influence on material biocompatibility | Negative effect on interactions with cells | Tool for bone defects repair | [48] | |
| 316Lstainless steel | Yield strength: 299–295 | - | 0.05–1.31 | Yield strength: 470–480 | - | - | Poor immersion | SLM | Reasonable cost, sufficient corrosion and fatigue resistance, and ease of welding and fabrication | Poor immersion, prone to instability and fracture | Surgical implants | [49] | |
| Co-Cr-Mo | Compressive strength: 600–800 | 0.625–0.875 | 60–82 | Compressive strength: 271.53–1279.52 | High corrosion resistance, difficult degradation | Cell Proliferation | Supporting cell adhesion | SLM | Personalized customization | - | Model use for cortical and trabecular bones | [50] | |
| Co-Cr-Mo | Compressive strength: 600–800 | 0.625 ±0.054 | - | Tensile strength 3.43 ± 0.38 | - | The higher the laser power, the better the bone cell growth | Harmful effects of cobalt and chromium ions on osteoblast production | EPD | Good cell spreading, proliferation, and cytotoxicity | The released Co and Cr ions have cytotoxic effects | Coated gentamicin-loaded silk fibroin | [51] | |
| Ceramic material | HA material | Compressive strength: 462–509 | 1.15–1.21 | 49.32–54.52 | Compressive strength: 9.3–21.4 | Excellent degradation | - | - | DLP | Good mechanical properties and biocompatibility | Lack of in vivo and in vitro tests | Bone tissue engineering | [69] |
| HA material | Compressive strength: 462–509 | - | 74% | Compressive strength: 4.09 | - | - | Non toxicity to rBMSC cells | DLP | High repeatability and accuracy. | Poor mechanical properties, high brittleness | rBMSCs cultured in vitro | [80] | |
| β-TCP material | Compressive strength: 5.1–10.87 | 0.5–1 | 27–41 | Compressive strength: 6.62–10.95 | Fast degradation | Both micropores and macropores promote osteogenesis in a rat model | Significantly high density of living cells | Direct 3DP | Similar to bone mineral composition. the scaffold is made directly from CaP. powder. | Poor mechanical properties | Femoral defect model of the Sprague Dawley rat | [87] | |
| 45S5 bioglass | Compressive strength: 500 | The flexural strength: 37.9 ± 5 | High content of SiO2, the rate of degradation does not match the rate of new bone formation | The surface of MBG has newly formed apatite, with excellent biocompatibility | - | Direct ink writing | The 3D printed MBG scaffold has apatite mineralization ability and long-lasting drug delivery properties | High brittleness, crystallization trend | hBMSCs cultured in vitro | [96] | |||
| Mesoporous bioactive glass | Compressive strength: 0.06 | 0.624 ± 0.04 | 60.4% | Compressive strength: 16 MPa | Fast degradation | - | Excellent apatite mineralization ability | Direct 3DP | Excellent biocompatibility | Uncontrollable pore architecture, low strength, high brittleness, and the requirement for a second sintering | Excellent candidate for bone regeneration | [46,96] | |
| Polymer Materials | Gelatin | Compressive strength: 0.92 | 0.20 | 75 | Compression modulus: 0.38 | Fast degradation | Promoting chondrocyte differentiation | Excellent bio-compatibility | DLP | Excellent biocompatibility, desirable osteoinductivity | Poor mechanical properties, fast degradation | hADSC cultured in vitro | [104,108,146] |
| Gelatin | Compressive strength: 0.92 | 0.436–0.777 | >82 | 0.0090–0.0418 | Fast degradation | - | HDFs cell proliferation | Low-temperature freezing system | Controlled porosity | Poor mechanical properties, gelatin has a poor printability | HDFs cultured in vitro | [104,108,146] | |
| Gelatin | Compressive strength: 0.92 | - | 70–75 | Compressive strength: 0.023–0.115 | Fast degradation | Accelerate bone regeneration, maintaining a stable mechanical environment | hADSC cell proliferation | Extrusion-based low-temperature 3D printing | Promotes articular cartilage regeneration | Poor mechanical properties | hADSC cultured in vitro | [104,108,146] | |
| Poly (L) Lactic Acid | Strength: 32.79 | - | - | Strength at break point: 25.43–29.5 | Good degradation property | - | Promoting adhesion of human fibroblasts | - | Good wettability characteristics, biocompatibility and biodegradability in a pH value | Poor hydrophilicity, poor mechanical properties | Antitumor therapy, gene transfer agents, targeted drug delivery systems, light harvesting materials | [117,128,147] | |
| Polylactic acid | Compressive strength: 76.1 | - | 3.4–69.3% | Spiral of 41.38, porous spiral of 29.13, porous cylinder of 16.04 | Slow degradation rate | Promoting hFOB cell adhesion, proliferation, and mineralization | High activity of hFOB cells | Direct 3DP | Provide complex structures and growth areas to capture and induce cell ingrowth | Weak cell affinity | hFOB cultured in vitro | [117,128,147] | |
| Polycaprolactone | Ultimate tensile strength: 24 | - | - | Tensile strength: 16.086 ± 0.247 | Hydrophobicity, slow degradation | - | - | FDM | Geometric flexibility in the design | - | - | [129,131,148] | |
| Polycaprolactone | Compressive strength: 11.9 | 0.515 | 70–80 | Compressive strength: 6.38 ± 0.82 | Slow degradation | Guiding bone regeneration through its honeycomb-like microarchitecture | Inducing recruitment of natural bone progenitor cells and promoting cell retention | - | Accelerate healing of the segmental defect | Poor mechanical properties | Rabbit ulna transplantation experiment | [129,131,148] | |
4. The Composite Scaffolds for Repairing Bone Defects
Bone tissue engineering composite scaffolds are produced by combining two or more biomaterials in a specific ratio to synthesize the advantages of various materials, offering biocompatibility, mechanical strength, and a bionic structure similar to natural bone [28]. In addition, 3D-printed composite scaffolds can control the scaffold structure and scaffold pore structure and continuously improve the internal connectivity performance. Bone repair composite scaffolds are generally divided into two categories: bioceramic bone cement composite scaffolds and polymeric composite scaffolds. Table 2 presents a comprehensive summary of the composition, 3D printing technology and printing equipment utilized, advantages, and applications of diverse composite scaffolds fabricated through 3D printing for the purpose of repairing bone defects.
4.1. Bioceramic Bone Cement Composite Scaffolds
There are many types of bone cement materials, including calcium sulfate (CSC), CPC, and polymethyl methacrylate (PMMA), each of which have undergone many basic research and clinical applications [149,150]. In addition, several bone cements with different characteristics have been mixed to prepare composite bone cements, such as PMMA and β-TCP [151], PMMA and HA [152], PMMA and CPC [153], etc. Currently, CPC and PMMA injectable bone cement have many clinical applications [154].
4.1.1. PMMA Bone Cement Scaffolds
PMMA bone cements are characterized by high compressive strength, workability, biocompatibility, and visualization; they can effectively relieve patients’ pain and stabilize vertebral fracture ends [155,156,157]. However, PMMA bone cement has some shortcomings, such as non-biological activity, non-absorbability, MMA monomer toxicity, a high setting temperature caused by the exothermic reaction, monomer leakage, etc. [158,159]. In particular, PMMA bone cement polymerization can create microgaps at the bone–cement interface due to volume shrinkage [160,161,162], leading to aseptic loosening or reduced local mechanical strength. This aseptic loosening of the bone–cement interface has attracted increasing attention in recent years [163]. Secondly, PMMA bone cement has an excessive elastic modulus [164], easily leading to secondary fractures in the adjacent vertebrae. Therefore, PMMA is rarely used as a separate material to create bone repair scaffolds. Currently, for repairing bone, PMMA can only be used as a filler material in percutaneous vertebroplasty (PVP) and percutaneous kyphoplasty (PKP) after repairing osteoporotic vertebral compression fractures.
To compensate for the shortcomings of PMMA, some researchers have focused on modifying and improving PMMA bone cement. Mixing PMMA with other biological materials to increase porosity is an effective method for achieving this goal. Deering et al. coated PMMA-Al2O3 layers on porous stainless steel implants printed using SLM technology [165], effectively enhancing the internal pores of the scaffolds. The Saos-2 osteosarcoma cells adhering to the coating exhibited high activity. In addition, bone cements with good mechanical strength were obtained using relatively low-strength calcium phosphate bone cement compounded with PMMA bone cement [166]. De Santis et al. prepared copper-doped tricalcium phosphate (Cu-TCP) particles combined with PCL/PMMA scaffolds to repair cranial defects [167]. The introduction of Cu-TCP enhanced the mechanical properties of the scaffolds. However, this method was only analyzed by virtual and physical models, and no relevant cellular and animal experiments were performed. In addition, Esmi et al. prepared PMMA/CNT/HAp nanocomposites using the FDM technique. By 3D printing this HAp nanocomposite, good interlayer adhesion was achieved. The introduction of CNT particles could improve the viability and growth of L929 mouse fibroblasts.
4.1.2. CPC Bone Cement Scaffolds
CPC is a new type of bone defect repair material developed by Brown and Chow in 1985 [168]. CPC has many advantages over conventional sintered ceramics. CPC forms weak crystalline HA through a hydration reaction and can easily simulate osteoporosis by adding trace elements, thus showing excellent biocompatibility and bone conductivity. CPC also exhibits good plasticity and can fill complex bone defects. Moreover, the weakly crystalline HA formed by the hydration reaction of CPC has better degradability than the sintered HA. However, CPC still has some disadvantages, such as poor mechanical properties and slow degradation. The strength of CPC can only reach the strength of cancellous bone, which differs significantly from that of dense bone. Moreover, CPC is a brittle material with low fracture resistance and reliability, which limits its application in load-bearing areas. Since the pores in CPC-cured bodies are mostly in the submicron and nanoscale ranges, the lack of connected macropores above 100 μm is not conducive to its growth into the material’s interior and the early formation of blood vessels, resulting in the slow degradation of CPC.
In order to overcome the disadvantages of slow degradation and poor toughness of CPC, studies have been undertaken to incorporate PLGA microspheres and fibers into CPC [169,170,171]. For example, in 2013, Hoekstra et al. prepared bone substitutes with PLGA microspheres loaded with calcium phosphate [172]. However, due to the degradation of the PLGA microspheres, the fibers could not generate three-dimensionally connected macropores in CPC. The use of 3D printing technology enables the preparation of 3D polymer networks and the precise control of the shape and size of pores, fiber size, connectivity, and porosity in the polymer networks. In 2020, an electrospun PLGA fiber/CPC scaffold was fabricated by extrusion-based 3D printing technology (Figure 2A), which significantly improved the toughness, biocompatibility, and osteogenic differentiation of the CaP scaffold [173]. In addition, one study incorporated wollastonite (WS) and CPC into PLGA scaffolds prepared through 3D printing. This approach was effective in enhancing the scaffold degradation properties and flexibility. Moreover, the adhesion and proliferation of mBMSCs were significantly improved because of incorporating WS [174]. Furthermore, CPC can be combined with organic materials to improve its properties. In 2013, Luo et al. printed a biphasic CaP/alginate composite scaffold using multichannel 3D plotting (Figure 2B). The high concentration of sodium alginate improved the scaffold’s mechanical strength and toughness. hMSCs cell culture experiments confirmed the cytocompatibility of the scaffold [175]. Polymer compounds have also been combined with CPC to form composite scaffolds. Mondrinos et al. printed PCL/CaP scaffolds using the drop-on-demand (DDP) 3D printing system, with an interconnected porous structure and a pore size of up to 600 μm for PCL/CaP composite scaffolds (Figure 2D) [176]. Human embryonic pallial mesenchymal stem cells (HEPM) were cultured on the PCL/CaP scaffold, and the number of cells increased after five days.
Incorporating growth factors into the CPC scaffold enhanced osteoinductivity. A study used 3D plotting to prepare CPC-bound vascular endothelial growth factor (VEGF)-rich alginate hydrogels for bone scaffolds (Figure 2C), resulting in a higher strain at break compared to that of pure CPC scaffolds [177]. In addition, incorporating VEGF into CPC during scaffold printing significantly increased the proliferation rate of endothelial cells. Similarly, incorporating bone morphogenetic protein-2 (BMP-2) could accelerate bone reconstruction [178]. Fenelon et al. prepared CPC/BMP-2 scaffolds using 3D bioprinting and human amniotic membrane using a two-step Masquelet’s induced membrane (MIM) technique. Li et al. prepared RhBMP-2/mesoporous silica (MS)/CPC scaffolds [179]. The incorporation of the appropriate MS facilitated the mediation of scaffold angiogenesis and osteogenesis. hBMSCs cells in culture and a male New Zealand rabbit bone defect model confirmed the biocompatibility and the osteogenic nature of the scaffold.
4.2. Polymer Composite Scaffolds
For many years, attempts have been made to mimic natural bone by preparing inorganic–organic complexes. Organic polymeric materials are usually used to prepare the organic components of inorganic–organic complexes [180]. The organic polymeric materials used to prepare organic compounds usually include chitosan, gelatin, polylactic acid (PLA), poly(lactide) (PCL), and poly (lactide-polyhydroxyacetic acid) (PLGA).
4.2.1. Chitosan Hydrogel Composite Scaffolds
Chitosan is a natural polysaccharide polymer obtained by the deacetylation of chitin. Chitosan has unique physical, chemical, and biological properties, including cationic polyelectrolytes, multifunctional base reactivity, good biocompatibility, etc., due to the amino groups in the molecular chain. In addition, the monomer has many hydroxyl groups, resulting in good biocompatibility and biodegradability. Chitosan is degradable in the body, and the body can absorb its degraded low-molecular-weight glucose without immunogenicity. Meanwhile, chitosan exhibits a variety of biological activities, such as blood coagulation, antibacterial activity, anti-tumor activity, immune regulation function, etc. [181]. However, chitosan has low solubility in water and other organic solvents, limiting its application in tissue repair and reconstruction [182,183]. In addition, chitosan is prone to deformation due to its poor mechanical properties and high swelling rate. To compensate for its shortcomings, chitosan is often mixed with other materials such as alginate [184], gelatin [185], sericin protein [186], and hydroxyapatite during the preparation of chitosan scaffolds. Each of these retains osteogenic activity and provides good mechanical properties for the composite. One study used 3D printing for composite graphene, gelatin, chitosan, and tricalcium phosphate. The compressive strength and Young’s modulus of the scaffold improved significantly [187]. Zafeiris et al. printed hydroxyapatite–chitosan–kynylpin scaffolds using the direct ink writing (DIW) technique. This study combined 3D printing with a lyophilization process (Figure 3C) to ensure the formation of independent structures and simulated the nanoscale porosity and interconnectivity of bone [188].
Hydrogels have a hydrophilic network structure [189]. Incorporating chitosan into this structure can mimic the extracellular matrix (ECM) and provide a microenvironment for cell proliferation [190,191]. Combining PHBV/calcium sulfate hemihydrate (CaSH) scaffolds with chitosan hydrogels has been reported [192]. CaSH could increase the scaffold’s compressive strength up to 16 MPa at 20% CaSH, while incorporating PHBV promoted the growth and adhesion of rat bone marrow stromal cells (rBMSCs). Another study used 3D printing to fabricate a hydroxyapatite/chitosan/polyvinyl alcohol (PVA)-based scaffold, which exhibited an elastic modulus similar to that of natural bone. The scaffold showed good biocompatibility and an enhanced attachment and proliferation of MSCs [193] after being loaded with BMP-2 (Figure 3B).
Nanofibrous materials are widely used in bone tissue engineering because their physical properties are similar to those of ECM [194]. Nanofibrous materials can be added to chitosan scaffolds. Tamo et al. used micro-extrusion (EBB) technology to print a chitosan hydrogel filled with cellulose nanofibers (Figure 3A). Natural cellulose nanofibers provided unique mechanical properties for the composite hydrogel, ensuring good printing ability and resolution of the printing structure [195]. Cellulose nanofiber-filled chitosan hydrogels contain more living NIH/3T3 fibroblasts than individually prepared chitosan scaffolds. Maturavongsadit et al. fabricated scaffolds based on 3D extrusion printing technology using nanocellulose (CNCs)/chitosan-based bio-ink (Figure 3D). CNCs significantly improved the viscosity of the bio-ink and the mechanical properties of the chitosan scaffold [196]. Also, the presence of CNCs promoted the osteogenesis of MC3T3-E1 cells in chitosan scaffolds, as evidenced by the upregulation of alkaline phosphatase activity, calcium mineralization, and extracellular matrix formation.
Figure 3.
The 3D-printed chitosan composite scaffolds. (A). The 3D hydrogel structure of chitosan/cellulose nanofibers [195]. (B). The device used for the 3D-printed HA/Chitosan/PVA scaffolds [193]. (C). The 3D-printed HA/chitosan/genipin composite scaffolds [188]. (D). the extrusion-bioprinted CNCs/chitosan bio-ink for bone defect scaffolds [196].
Figure 3.
The 3D-printed chitosan composite scaffolds. (A). The 3D hydrogel structure of chitosan/cellulose nanofibers [195]. (B). The device used for the 3D-printed HA/Chitosan/PVA scaffolds [193]. (C). The 3D-printed HA/chitosan/genipin composite scaffolds [188]. (D). the extrusion-bioprinted CNCs/chitosan bio-ink for bone defect scaffolds [196].

4.2.2. Gelatin Composite Scaffolds
Gelatin is a partially degraded product of collagen which is widely used in bone repair. It is biodegradable and can be used as a scaffold material for regenerative bone tissue regeneration. Using gelatin as a scaffold for bone tissue repair offers the advantages of good water solubility, low immunogenicity, good histocompatibility, and low price [197]. However, gelatin materials have significant limitations, such as easy degradation and poor mechanical properties. Gelatin methacrylate (GelMA) is often used to improve various properties of gelatin. GelMA is derived from denatured collagen, which consists of methacrylamide and methacrylate groups [198]. Under UV light, it can crosslink to form hydrogels with various adjustable mechanical and physicochemical properties. However, GelMA, with its photoinitiated crosslinking characteristics, also presents significant challenges as a printing ink [199]. GelMA cannot be successfully extruded at concentrations below 7%, and high-concentration printing limits cell hybrid printing; it is also prone to clogging and unsmooth, cracked scaffold fiber lines. Therefore, other polymers should be used in combination with GelMA to improve printing performance.
Often, nHA, bioglass, and medical polymers such as PCL, PLA, and PEG are combined with gelatin [200,201,202]. Ye et al. incorporated bioglass into gelatin/sodium alginate, improving the mechanical strength and surface mineralization of the composite scaffold [203]. The Si and Ca2+ released from the bioglass facilitated the adhesion and proliferation of cells. The scaffold significantly promoted the proliferation and differentiation of mBMSCs cells. An increase in CNCS similarly enhanced the composite scaffold’s compressive strength and surface wettability [204]. Liu et al. further prepared a three-layer gradient GelMA/nHA scaffold [205]. The results showed that with a three-layer scaffold, the new tissue in the defect was better integrated with the surrounding tissue, the articular surface of the defect was smoother, and an increased amount of cartilage-specific extracellular matrix and type II collagen were observed.
4.2.3. PLA Composite Scaffolds
Monolithic PLA scaffolds are brittle and have poor ductility, show slow degradation rates, and are not easily surface-modified. Concerning these drawbacks, the two main strategies to improve the performance of PLA are chemical modification and physical blending [206]. For chemical modification, a large amount of organic solvent is usually required, the reaction process is not easily controlled, and the production efficiency is low. Concerning physical blending, ceramics such as HAp or other biodegradable polymer materials, such as poly(lactone) (PCL) [207] and poly(ethylene glycol) (PEG) [208], are usually used, which are then blended with PLA.
PLA is most commonly used as an HA/synthetic polymer composite [209,210]. In early studies on HA/PLA composites, PLA acted as an excipient, enabling HA particles to be compounded with it and processed into a rigid material of the desired shape. The reported tensile strength of high molecular weight PLA complexes with the inclusion of HA is about 10–30 Mpa, the flexural strength is about 44–280 Mpa, the compressive strength is about 78–137 MPa, and the Young’s modulus reaches 5–12 GPa [211]. Zhang et al. successfully prepared PLLA/nHA porous bone repair scaffolds using the FDM technique (Figure 4A), reporting that the compressive strength of the composite decreased from 45 to 15 MPa as the concentration of nHA in the composite increased from 0% to 50%. The higher the nHA content, the faster the loss rate of the scaffold. During degradation, CaP whiskers were found on the surface of 50% nHA scaffolds, demonstrating their good bioactivity [212]. Alksne et al. compared the effect of 3D-printed porous PLA + HA (10%) and the PLA + BG (10%) composites on rat dental pulp stem cells in vitro (Figure 4C). The PLA/BG composite scaffolds exhibited better biocompatibility and osteoinductive properties than did the pure PLA and PLA/HA scaffolds [213].
PCL exhibits good toughness and thermal properties, and its thermal stability is higher than that of PLA. Chen et al. prepared a PLA/PCL/TiO2 composite scaffold using FDM printing to enhance the mechanical properties of PCL [214]. Incorporating TiO2 improved the composite scaffold’s stability, tensile strength, and fracture strain. After culture experiments with MC3T3-E1 preosteoblasts, good cell adhesion on the composite surface was demonstrated. Li et al. prepared a PLA/PEG/nHA/dexamethasone composite scaffold using 3D printing technology [208]. Although incorporating Dex was detrimental to the proliferation and development of MC3T3-E1 cells in the early stage, it could promote osteogenic differentiation and in vitro mineralization in the later stage [215].
Loading small amounts of BMP-2 in PLA scaffolds can significantly affect the amount and repair of regenerated bone. Bouyer et al. designed a bionic polyelectrolyte membrane scaffold made of FDM3 coated with loaded BMP-2. High doses of BMP-2 released from the polyelectrolyte membrane resulted in the formation of well-mineralized and vascularized bone. Preparing 3D-printed polymer composites with high mechanical properties and excellent functionality by adding particle or fiber fillers to polymers is also a promising approach. Matsuzaki et al. printed continuous carbon fiber-reinforced PLA composites using a 3D printing method based on a fused deposition model (Figure 4B), which resulted in a tensile strength and modulus of 185.2 MPa and 19.5 GPa, respectively [216].
Figure 4.
The 3D-printed PLA composite scaffolds. (A). The FDM-printed PLLA/nHA composite scaffold [212], (B). the FDM-printed cross-section of fiber-reinforced thermoplastic composites (FRTPs) [216], (C). a comparison of differentiation process induced by FDM-printed PLA + HA and PLA + BG scaffolds [213].
Figure 4.
The 3D-printed PLA composite scaffolds. (A). The FDM-printed PLLA/nHA composite scaffold [212], (B). the FDM-printed cross-section of fiber-reinforced thermoplastic composites (FRTPs) [216], (C). a comparison of differentiation process induced by FDM-printed PLA + HA and PLA + BG scaffolds [213].

4.2.4. Poly(lactide) (PCL) Composite Scaffolds
Polycaprolactone (PCL) is a synthetic polymeric organic compound with good biocompatibility and biodegradability, suitable for use as the main material in bone tissue engineering scaffolds. However, it is not biologically active, has a smooth surface, is hydrophobic, is not suitable for osteoblast adhesion and bone tissue regeneration, has poor mechanical strength, and degrades too slowly. Therefore, the modification and optimization of PCL have been the focus of tissue engineering researchers. Recent studies [217,218] have confirmed that changes in surface morphology directly affect the proliferation and differentiation behavior of cells growing on the scaffold, and that porous scaffolds with rough surfaces facilitate cellular osteogenic differentiation. In addition to focusing on improving PCL itself, its use in combination with one or more other biomaterials to enhance the induced osteogenic properties or biomechanical strength is also a promising avenue [219]. For example, combining PLC with ceramic calcium inorganic materials such as hydroxyapatite or tricalcium phosphate can improve its mechanical strength and osteogenic properties. Park et al. added β-TCP to 3D-printed PCL scaffolds for dental applications (Figure 5A). Incorporating a high β-TCP content into the composite scaffold increased the scaffold’s surface roughness, porosity, and wettability, promoting osteogenic differentiation and proliferation of mouse MSC lines [220]. Qu et al. [221] combined electrostatic spinning and additive manufacturing to fabricate PCL–nano–HA scaffolds. The scaffolds have precise micro-scale fiber orientation and alignment to better mimic the collagen fiber and HA crystal composites found in natural bone. This printing technique, called electrohydrodynamic printing, provides very organized high-performance scaffolds, with good biocompatibility, that promote cell proliferation and the alignment of MC3T3-E1 cells.
Kim et al. prepared a BGS-7/PCL bioglass composite scaffold using a 3D fusion process for printing (Figure 5B). The composite scaffold consisted of different mass fractions (20, 40, and 60 wt%) of bioglass with a well-aligned pore structure. The bioactivity and toughness of the composites were significantly enhanced with a BGS-7 concentration of 40%. In addition, the composite scaffolds showed significantly higher toughness compared to that of pure bioglass scaffolds with similar porosity [222].
Kolan et al. developed a PCL/bioactive borate glass composite scaffold using Pluronic F127 hydrogel as a cell suspension medium (Figure 5C). Pluronic is a poly(ethylene oxide)-poly(propylene oxide)-poly(ethylene oxide) (PEO-PPO-PEO) triblock copolymer in which the sol-gel transition occurs when the temperature is elevated to 20 °C (the lower critical gel temperature) or higher [223]. Therefore, Pluronic hydrogels are used as support materials in the fabrication of complex-shaped sections or porous structures. Optical microscopy evaluations showed high macro- and microporosities of this support, as well as its fast glass dissolution. In addition, the formation of a hydroxyapatite-like layer on the surface showed the bioactivity of the scaffold. Fathi et al. prepared PCL/BG-SrCo composite scaffolds using the FDM process [224]. The prepared composite scaffolds exhibited improved mechanical properties. In vitro MG-63 cell attachment assessments demonstrated that the solid scaffold had no adverse effects on osteoblast growth and proliferation. Bouyer et al. prepared PCL/graphene 3D-printed composite scaffolds using the FDM process [225]. The high concentration of graphene improved the mechanical properties of the scaffolds. However, graphene had an inhibitory effect on Saos-2 cells.
4.2.5. PLGA Composite Scaffolds
Poly(lactic-co-glycolic acid) copolymer (poly(lactic-co-glycolicacid), PLGA) is a biodegradable polymeric organic compound created by the random polymerization of two monomers, lactic acid and hydroxyacetic acid. PLGA has been approved by the US FDA since 1986 [226]. Poly(lactic-co-glycolic acid) copolymer (PLGA), also known as poly(lactic-co-glycolicacid), is a biodegradable organic compound composed of two monomers, lactic acid and glycolic acid, which undergo random polymerization. PLGA is widely used as an ideal sustained-release carrier due to its excellent biocompatibility and biodegradability. By adjusting the polymerization ratios and controlling the polymer length and speed, the release rate of PLGA can be tailored. Currently, PLGA is extensively utilized as a drug carrier and biological scaffold [227]. However, one limitation of synthesized PLGAs is their insufficient hydrophilicity, resulting in poor cell adhesion and the generation of acidic byproducts during degradation [228]. To overcome these challenges, PLGA is often combined with tricalcium phosphate (TCP) and collagen to fabricate composite scaffold materials that possess optimal acidity and biocompatibility for tissue growth and cell adhesion. Lin et al. employed low-temperature 3D printing to merge salvianolic acid B (SB) with PLGA/β-TCP (Figure 6A). Previous research has demonstrated that SB mitigates glucocorticoid-induced osteoporosis in rats by promoting osteogenesis and angiogenesis [229]. Moreover, it stimulates the metabolic activity of osteoblasts and alkaline phosphatase activity through the ERK signaling pathway [230]. However, SB’s chemical structure is susceptible to instability and oxidation. Incorporating SB into PLGA/β-TCP has been shown to enhance the osteogenesis and angiogenesis of the composite scaffold, thereby facilitating osseointegration [229].
Recent studies have demonstrated that PLGA/TCP and alginate/PLGA composite scaffolds, when loaded with BMP-2 and TGF-β1, exhibit promising capabilities for repairing osteochondral defects [232,233]. In the pursuit of further advancements, researchers have developed a novel bioactive PLGA/β-TCP composite scaffold using an innovative cryogenic 3D printing technique (Figure 6B), where graphene oxide (GO) and bone morphogenetic protein (BMP)-2-like peptide are incorporated in situ. This integration of graphene oxide not only enhances the compressive strength but also improves the surface wettability of the scaffolds. Moreover, the in situ loading strategy and the high adsorption capacity of graphene oxide nanosheets facilitate the sustained release of BMP-2, which proves advantageous for promoting bone growth, as well as facilitating the proliferation and adhesion of rMSCs [231].
Table 2.
The 3D printed composite scaffolds for repairing bone defects.
| Category | Disadvantages of a Single Material | Composite Materials | 3D Printing Technology | 3D Printing Equipment | Advantages | Application | Ref. | |
|---|---|---|---|---|---|---|---|---|
| Bioceramic composite bone scaffolds | PMMA bone cement scaffold | Non-biological activity and hard to degrade, toxicity of MMA monomer, high modulus of elasticity | Chitosan/β-TCP/PMMA | 3D laser drilling | 100-W carbon dioxide (CO2) laser | Enhanced printability, heightened biological activity, non-toxic degradation byproducts, and favorable for osteoblast-like cell proliferation | Saos-2 cell culture | [234] |
| TiO2/polyetheretherketone(PEEK)/PMMA | DLP | DLP Photocuring 3DP system | TiO2 enhanced antibacterial performance, while PEEK augmented mechanical strength and mitigated cytotoxicity | L929 cell culture | [235] | |||
| CPC bone cement scaffold | Poor mechanical properties, slow degradation, not conducive to bone ingrowth | PLGA fiber/CPC | Extrusion-based 3DP | Custom-built extrusion-based 3D printer | PLGA fiber shortened the setting time of the CaP slurry, thereby enhancing the formability and shape fidelity of the CaP scaffold. | MG-63 cell culture | [173] | |
| CPC/VEGF hydrogel | 3D plotting | InnoTERE GmbH | Improved control over the porosity and shape of CPC scaffolds | HDMEC cell culture | [177] | |||
| Cap/alginic acid | Multi-channel 3D plotting | Fraunhofer IWS | Enhanced printability, improved mechanical properties and toughness, controlled release of proteins. | hMSCs cell culture | [175] | |||
| PCL/CaP | Drop-on-demand printing (DDP) | A commercial DDP machine | Consistent printing with interconnected porous structure, high printing efficiency | HEPM cell culture | [176] | |||
| Polymer composite scaffolds | Chitosan hydrogel composite scaffolds | Poor mechanical properties, high swelling rate, and low solubility | Chitosan/cellulose nanofibers hydrogels | Extrusion-based printing (EBB) | An extrusion bioprinter with a 20 G nozzle | Superior printing ability with high-resolution printing structure, unique mechanical properties | NIH/3T3 cell culture | [195] |
| HA/Chitosan/PVA hydrogels | EBB | Extrusion-based 3D printer | Elastic modulus similar to natural bone, excellent biocompatibility. | MSCs cell culture | [193] | |||
| HA/Chitosan/Genipin | DIW | the Regemat V1 Hybrid printer | Improved rheology of bio-ink, enhanced mechanical properties | MG-63 cell culture | [188] | |||
| Nanocellulose/chitosan | EBB | a BioAssemblyBot fitted with a 20 G nozzle | Promoted osteogenic effects of MC3T3-E1 cells by CNCs | MC3T3-E1 cell culture | [196] | |||
| PLA composite scaffolds | High brittleness, poor toughness, slow degradation rate, and difficult surface modification | PLLA/nHA | FDM | FDM printer for 3DP | Low brittleness, reliable printing suitability, and accurate printing, high compressive strength | rMSCs cell culture | [212] | |
| FRTPs/PLA | FDM | a modified FlashForge printer | Excellent Young’s modulus and strength. | - | [216] | |||
| PLA/BG | FDM | FDM 3D printer 2 | PLA/BG composite scaffolds exhibited better biocompatibility and osteogenic properties compared to pure PLA and PLA/HA scaffolds | DPSCs cell culture | [213] | |||
| PCL composite scaffolds | Non-biological activity, smooth surface, strong hydrophobicity, not suitable for osteoblast adhesion and bone tissue regeneration, poor mechanical strength, slow degradation | PCL/β-TCP | FDM | Lab-made 3D bioprinting system | The increase in β-TCP content led to increased surface roughness, porosity and wettability, and promoted cell growth and osteogenic differentiation of the non-cytotoxic D1 mouse mesenchymal stem cell line in vitro | D1-MSCs cell culture | [220] | |
| BGS-7/PCL | FDM | DASA-Robot system | PBGS-40 (40 wt% bioglass) composite scaffold had good toughness and reasonable cell viability | MC3T3-E1 cell culture | [222] | |||
| PCL/bioactive borate glass | FDM | Assembled DIY 3D printer | High porosity, fast degradation rate | - | [223] | |||
| PLGA composite scaffolds | Insufficient hydrophilicity, poor cell adhesion, acid degradation products | Salvianolic acid B/PLGA/β-TCP | Low-temperature rapid phrototyping (RP) | Low-temperature rapid-prototyping instrument | SB activates the ERK signaling pathway, thereby promoting osteogenesis and angiogenesis | Female SD rats in vivo | [229] | |
| Peptide/GO/β-TCP/PLGA | Cryogenic 3DP | Cryogenic 3DP machine | Enhanced compressive strength and surface wettability; continuous peptide release facilitates the proliferation and adhesion of rMSCs | Male Wistar rats in vivo | [231] | |||
5. Conclusions and Perspective
This review presents an introductory exploration of the utilization of 3D printing technology in the production of bone repair scaffolds. In contrast to comparable articles of its kind, our review commences with a meticulous examination of scaffold material composition, centering on the intricacies of 3D printing techniques, 3D printing equipment for 3D-printed scaffolds, and efficacy pertaining to both single-material scaffolds and composite materials scaffolds.
The 3D fabricated scaffolds can be categorized into two distinct types, according to the materials employed: single-component scaffolds and composite scaffolds. The single-component scaffolds comprise five classifications: metallic biomaterial scaffolds, ceramic material scaffolds, BAG scaffolds, polymer scaffolds, and nanofiber scaffolds. Conversely, the composite scaffolds can be further segregated into seven divisions: PMMA bone cement scaffolds, CPC bone cement scaffolds, polymer scaffolds, gelatin scaffolds, PLA scaffolds, PCL scaffolds, and PLGA scaffolds. We have undertaken an extensive recapitulation and analysis of the material composition, 3D printing attributes, performance characteristics, advantages, disadvantages, and applications for each scaffold type. Additionally, predicated upon the present research status and progression, we have set forth recommendations for future investigations within this domain. In summary, this review serves as an invaluable point of reference for the advancement of research endeavors concerning bone repair scaffolds.
Based on the previous summary of the current status of 3D printed scaffolds for bone repair, it is not difficult to conclude that the future development directions for 3D printed bio-scaffolds for bone repair should be investigated, as follows:
- (1)
- Material optimization and innovation
One of the important future research directions would be to further innovate and improve bone repair materials by exploring new biocompatible materials, such as biodegradable materials, natural polymers, and biomimetic materials, to enhance the biocompatibility and mechanical properties of scaffolds.
- (2)
- Addressing tissue stability issues
In the process of bone repair, the stability of scaffolds is crucial. Future research should explore different forms of scaffold structures, such as porous structures, mesh structures, or layered structures, to promote cell growth and vascular regeneration and to improve the bonding strength and stability between the scaffold and surrounding tissues.
- (3)
- Controlled drug release strategies and integration of bioactive substances
Firstly, controlled drug release is a key factor in bone repair. Developing precise and controllable drug delivery systems to achieve specific timing and dosage of drug delivery is vital. Nanomaterials, multilevel structures, or micropores can be used to control drug release and meet individualized treatment needs. Secondly, integrating bioactive substances (such as growth factors, drugs, and bioceramics) into scaffold materials, developing synergistic mechanisms between scaffold materials and bioactive substances, and optimizing their delivery and release methods should also be of prime importance.
- (4)
- Bioprinting technology
Future research should explore higher precision and more complex bioprinting technologies to achieve fine bone tissue structures and morphologies. Researchers can use bioprinting technology to selectively print cells, growth factors, and other bioactive substances within the scaffold to promote faster bone regeneration and repair processes.
- (5)
- Cell fusion and customization
Future research should explore methods to facilitate the fusion of scaffolds with cells and develop personalized design and fabrication methods based on individualized medical imaging and computational simulations. These methods can be used to develop customized scaffold designs and manufacturing techniques for each patient.
Author Contributions
Conceptualization, J.D. and L.W.; writing—original draft preparation, J.D., H.D. and Q.W.; writing—review and editing, L.W.; supervision, L.W.; project administration, J.D. All authors have read and agreed to the published version of the manuscript.
Funding
This work was supported by National Natural Science Foundation of China (52265042, 62061012), Guangxi Natural Science Foundation (2021AC19246), Guangxi Scholar Grant (30501020001), Guangxi National Health Commission Program (Z20210381 and Z20210735), and the Open Project Program of the Guangxi Key Laboratory of Brain and Cognitive Neuroscience (GKLBCN-202301-01). National Natural Science Foundation of China (32060139); Guangxi Natural Science Foundation (2020GXNSFBA297026).
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Schemitsch, E.H. Size matters: Defining critical in bone defect size! J. Orthop. Trauma 2017, 31, S20–S22. [Google Scholar] [CrossRef]
- Deng, M.; James, R.; Laurencin, C.T.; Kumbar, S.G. Nanostructured polymeric scaffolds for orthopaedic regenerative engineering. IEEE Trans. Nanobiosci. 2012, 11, 3–14. [Google Scholar] [CrossRef]
- Dimitriou, R.; Jones, E.; McGonagle, D.; Giannoudis, P.V. Bone regeneration: Current concepts and future directions. BMC Med. 2011, 9, 66. [Google Scholar] [CrossRef]
- Campana, V.; Milano, G.; Pagano, E.; Barba, M.; Cicione, C.; Salonna, G.; Lattanzi, W.; Logroscino, G. Bone substitutes in orthopaedic surgery: From basic science to clinical practice. J. Mater. Sci. Mater. Med. 2014, 25, 2445–2461. [Google Scholar] [CrossRef]
- Cossío, P.; Pérez, J.; Lagares, D.T.; García, A.G.-P.; Padilla, J. Relleno de cavidades óseas en cirugía maxilofacial con materiales autólogos. Rev. Esp. Cir. Oral Maxilofac. 2007, 29, 7–19. [Google Scholar]
- Vail, T.P.; Urbaniak, J.R. Donor-site morbidity with use of vascularized autogenous fibular grafts. J. Bone Jt. Surg. Am. Vol. 1996, 78, 204. [Google Scholar] [CrossRef]
- Bloemers, F.W.; Blokhuis, T.J.; Patka, P.; Bakker, F.C.; Haarman, H. Autologous bone versus calcium-phosphate ceramics in treatment of experimental bone defects. J. Biomed. Mater. Res. B Appl. Biomater. 2010, 66B, 526–531. [Google Scholar] [CrossRef]
- Arrington, E.D.; Smith, W.J.; Chambers, H.G.; Bucknell, A.L.; Davino, N.A. Complications of iliac crest bone graft harvesting. Clin. Orthop. Relat. Res. 1996, 329, 300–309. [Google Scholar] [CrossRef]
- Coquelin, L.; Fialaire-Legendre, A.; Roux, S.; Poignard, A.; Bierling, P.; Hernigou, P.; Chevallier, N.; Rouard, H. In vivo and in vitro comparison of three different allografts vitalized with human mesenchymal stromal cells. Tissue Eng. Part A 2012, 18, 1921–1931. [Google Scholar] [CrossRef]
- Lai, W.-Y.; Chen, Y.-J.; Lee, A.K.-X.; Lin, Y.-H.; Liu, Y.-W.; Shie, M.-Y. Therapeutic Effects of the Addition of Fibroblast Growth Factor-2 to Biodegradable Gelatin/Magnesium-Doped Calcium Silicate Hybrid 3D-Printed Scaffold with Enhanced Osteogenic Capabilities for Critical Bone Defect Restoration. Biomedicines 2021, 9, 712. [Google Scholar] [CrossRef]
- Almubarak, S.; Nethercott, H.; Freeberg, M.; Beaudon, C.; Jha, A.; Jackson, W.; Marcucio, R.; Miclau, T.; Healy, K.; Bahney, C. Tissue engineering strategies for promoting vascularized bone regeneration. Bone 2016, 83, 197–209. [Google Scholar] [CrossRef]
- Kim, J.A.; Lim, J.; Naren, R.; Yun, H.S.; Park, E.K. Effect of the biodegradation rate controlled by pore structures in magnesium phosphate ceramic scaffolds on bone tissue regeneration in vivo. Acta Biomater. 2016, 44, 155–167. [Google Scholar] [CrossRef]
- Adachi, T.; Osako, Y.; Tanaka, M.; Hojo, M.; Hollister, S.J. Framework for optimal design of porous scaffold microstructure by computational simulation of bone regeneration. Biomaterials 2006, 27, 3964–3972. [Google Scholar] [CrossRef]
- Chen, Y.; Zhou, S.; Li, Q. Microstructure design of biodegradable scaffold and its effect on tissue regeneration. Biomaterials 2011, 32, 5003–5014. [Google Scholar] [CrossRef]
- Hollister, S.J.; Maddox, R.D.; Taboas, J.M. Optimal design and fabrication of scaffolds to mimic tissue properties and satisfy biological constraints. Biomaterials 2002, 23, 4095–4103. [Google Scholar] [CrossRef]
- Haleem, A.; Javaid, M.; Khan, R.H.; Suman, R. 3D printing applications in bone tissue engineering. J. Clin. Orthop. Trauma 2020, 11, S118–S124. [Google Scholar] [CrossRef]
- El-Rashidy, A.A.; Roether, J.A.; Harhaus, L.; Kneser, U.; Boccaccini, A.R. Regenerating bone with bioactive glass scaffolds: A review of in vivo studies in bone defect models. Acta Biomater. 2017, 62, 1–28. [Google Scholar] [CrossRef]
- Rogowska-Tylman, J.; Locs, J.; Salma, I.; Woźniak, B.; Pilmane, M.; Zalite, V.; Wojnarowicz, J.; Kędzierska-Sar, A.; Chudoba, T.; Szlązak, K.; et al. In vivo and in vitro study of a novel nanohydroxyapatite sonocoated scaffolds for enhanced bone regeneration. Mater. Sci. Eng. C 2019, 99, 669–684. [Google Scholar] [CrossRef]
- Güney, E.; Emir, C.; Altan, D.; Yücel, S. Development of biocomposite tissue scaffolds of collagen/gelatin/boron-doped bioactive glass prepared through solvent casting/particulate leaching method for bone tissue engineering. J. Indian Chem. Soc. 2020, 97, 2006–2012. [Google Scholar]
- Santos-Rosales, V.; Magariños, B.; Starbird, R.; Suárez-González, J.; Fariña, J.B.; Alvarez-Lorenzo, C.; García-González, C.A. Supercritical CO2 technology for one-pot foaming and sterilization of polymeric scaffolds for bone regeneration. Int. J. Pharm. 2021, 605, 120801. [Google Scholar] [CrossRef]
- Sabzi, E.; Abbasi, F.; Ghaleh, H. Interconnected porous nanofibrous gelatin scaffolds prepared via a combined thermally induced phase separation/particulate leaching method. J. Biomater. Sci. 2020, 32, 488–503. [Google Scholar] [CrossRef]
- Grenier, J.; Duval, H.; Barou, F.; Lv, P.; David, B.; Letourneur, D. Mechanisms of pore formation in hydrogel scaffolds textured by freeze-drying. Acta Biomater. 2019, 94, 195–203. [Google Scholar] [CrossRef]
- Nyika, J.; Mwema, F.M.; Mahamood, R.M.; Akinlabi, E.T.; Jen, T.C. Advances in 3D printing materials processing-environmental impacts and alleviation measures. Adv. Mater. Process. Technol. 2021, 8, 1275–1285. [Google Scholar] [CrossRef]
- Kim, S.C.; Jo, W.L.; Kim, Y.S.; Kwon, S.Y.; Cho, Y.S.; Lim, Y.W. Titanium powder coating using metal 3D printing: A novel coating technology for cobalt–chromium alloy implants. Tissue Eng. Regen. Med. 2019, 16, 11–18. [Google Scholar] [CrossRef]
- Shah, F.A.; Omar, O.; Suska, F.; Snis, A.; Matic, A.; Emanuelsson, L.; Norlindh, B.; Lausmaa, J.; Thomsen, P.; Palmquist, A. Long-term osseointegration of 3D printed CoCr constructs with an interconnected open-pore architecture prepared by electron beam melting. Acta Biomater. 2016, 36, 296–309. [Google Scholar] [CrossRef]
- Peltola, S.M.; Melchels, F.; Grijpma, D.W.; Kellomäki, M. A review of rapid prototyping techniques for tissue engineering purposes. Ann. Med. 2008, 40, 268–280. [Google Scholar] [CrossRef]
- Truby, R.L.; Lewis, J.A. Printing soft matter in three dimensions. Nature 2016, 540, 371. [Google Scholar] [CrossRef]
- Kalsoom, U.; Nesterenko, P.N.; Paull, B. Recent developments in 3D printable composite materials. RSC Adv. 2016, 6, 60355–60371. [Google Scholar] [CrossRef]
- Gittard, S.D.; Narayan, R.J. Laser direct writing of micro- and nano-scale medical devices. Expert Rev. Med. Devices 2010, 7, 343. [Google Scholar] [CrossRef]
- Korpela, J.; Kokkari, A.; Korhonen, H.; Malin, M.; Närhi, T.; Seppälä, J. Biodegradable and bioactive porous scaffold structures prepared using fused deposition modeling. J. Biomed. Mater. Res. Part B Appl. Biomater. 2013, 101, 610–619. [Google Scholar] [CrossRef]
- Gronet, P.M.; Waskewicz, G.A.; Richardson, C. Preformed acrylic cranial implants using fused deposition modeling: A clinical report. J. Prosthet. Dent. 2003, 90, 429–433. [Google Scholar] [CrossRef]
- Morya, S.; Kumari, J.; Kumar, D.; Syed, A.; Awuchi, C.G. Three-Dimensional (3D) Printing Technology: 3D Printers, Technologies, and Application Insights in the Food Diligence. In Food Printing: 3D Printing in Food Industry; Springer: Berlin/Heidelberg, Germany, 2022; pp. 81–100. [Google Scholar]
- Singh, A.K.; Jen, T.-C. Introduction to Nanomaterials and Their Applications in Optoelectronics. In Nanomaterials for Optoelectronic Applications; Apple Academic Press: Palm Bay, FL, USA, 2021; pp. 1–75. [Google Scholar]
- Arefin, A.M.; Khatri, N.R.; Kulkarni, N.; Egan, P.F. Polymer 3D printing review: Materials, process, and design strategies for medical applications. Polymers 2021, 13, 1499. [Google Scholar] [CrossRef]
- Patel, A.; Taufik, M. Extrusion-Based Technology in Additive Manufacturing: A Comprehensive Review. Arab. J. Sci. Eng. 2024, 49, 1309–1342. [Google Scholar] [CrossRef]
- Agarwal, T.; Fortunato, G.M.; Hann, S.Y.; Ayan, B.; Vajanthri, K.Y.; Presutti, D.; Cui, H.; Chan, A.H.; Costantini, M.; Onesto, V. Recent advances in bioprinting technologies for engineering cardiac tissue. Mater. Sci. Eng. C 2021, 124, 112057. [Google Scholar] [CrossRef]
- Chia, H.N.; Wu, B.M. Recent advances in 3D printing of biomaterials. J. Biol. Eng. 2015, 9, 4. [Google Scholar] [CrossRef]
- Wu, Y.; Zhou, L.; Zheng, P.; Sun, Y.; Zhang, K. A digital twin-based multidisciplinary collaborative design approach for complex engineering product development. Adv. Eng. Inform. 2022, 52, 101635. [Google Scholar] [CrossRef]
- Yap, H.K.; Ng, H.Y.; Yeow, C.-H. High-Force Soft Printable Pneumatics for Soft Robotic Applications. Soft Robot. 2016, 3, 144–158. [Google Scholar] [CrossRef]
- Sydney Gladman, A.; Matsumoto, E.A.; Nuzzo, R.G.; Mahadevan, L.; Lewis, J.A. Biomimetic 4D printing. Nat. Mater. 2016, 15, 413–418. [Google Scholar] [CrossRef]
- Gamzina, D.; Kozina, M.; Mehta, A.; Nanni, E.A.; Tantawi, S.; Welander, P.B.; Horn, T.; Ledford, C. Copper reconsidered: Material innovations to transform vacuum electronics. In Proceedings of the 2019 International Vacuum Electronics Conference (IVEC), Busan, Republic of Korea, 29 April–1 May 2019; pp. 1–2. [Google Scholar]
- Haque, R.I.; Chandran, O.; Lani, S.; Briand, D. Self-powered triboelectric touch sensor made of 3D printed materials. Nano Energy 2018, 52, 54–62. [Google Scholar] [CrossRef]
- Murr, L.E.; Martinez, E.; Amato, K.N.; Gaytan, S.M.; Hernandez, J.; Ramirez, D.A.; Shindo, P.W.; Medina, F.; Wicker, R.B. Fabrication of Metal and Alloy Components by Additive Manufacturing: Examples of 3D Materials Science. J. Mater. Res. Technol. 2012, 1, 42–54. [Google Scholar] [CrossRef]
- Santhosh, K.; Jacob, P.; Thomas, M.A. Local effects of stainless steel plates on post fracture bone remodelling and bone mass. J. Evid. Based Med. Healthc. 2018, 5, 2477–2481. [Google Scholar]
- Feng, B.; Jinkang, Z.; Zhen, W.; Jianxi, L.; Jiang, C.; Jian, L.; Guolin, M.; Xin, D. The effect of pore size on tissue ingrowth and neovascularization in porous bioceramics of controlled architecture in vivo. Biomed. Mater. 2011, 6, 015007. [Google Scholar] [CrossRef]
- Wu, C.; Luo, Y.; Cuniberti, G.; Yin, X.; Gelinsky, M. Three-dimensional printing of hierarchical and tough mesoporous bioactive glass scaffolds with a controllable pore architecture, excellent mechanical strength and mineralization ability. Acta Biomater. 2011, 7, 2644–2650. [Google Scholar] [CrossRef]
- Prasad, A.; Sankar, M.R.; Katiyar, V. State of Art on Solvent Casting Particulate Leaching Method for Orthopedic ScaffoldsFabrication. Mater. Today Proc. 2017, 4, 898–907. [Google Scholar] [CrossRef]
- Fousová, M.; Kubásek, J.; Vojtěch, D.; Fojt, J.; Čapek, J. 3D printed porous stainless steel for potential use in medicine. Proc. IOP Conf. Ser. Mater. Sci. Eng. 2017, 179, 012025. [Google Scholar] [CrossRef]
- Kong, D.; Ni, X.; Dong, C.; Lei, X.; Zhang, L.; Man, C.; Yao, J.; Cheng, X.; Li, X. Bio-functional and anti-corrosive 3D printing 316L stainless steel fabricated by selective laser melting. Mater. Des. 2018, 152, 88–101. [Google Scholar] [CrossRef]
- Han, C.; Yan, C.; Wen, S.; Xu, T.; Li, S.; Liu, J.; Wei, Q.; Shi, Y. Effects of the unit cell topology on the compression properties of porous Co-Cr scaffolds fabricated via selective laser melting. Rapid Prototyp. J. 2017, 23, 16–27. [Google Scholar] [CrossRef]
- Han, C.; Yao, Y.; Cheng, X.; Luo, J.; Luo, P.; Wang, Q.; Yang, F.; Wei, Q.; Zhang, Z. Electrophoretic deposition of gentamicin-loaded silk fibroin coatings on 3D-printed porous cobalt–chromium–molybdenum bone substitutes to prevent orthopedic implant infections. Biomacromolecules 2017, 18, 3776–3787. [Google Scholar] [CrossRef]
- Murr, L.E.; Gaytan, S.M.; Martinez, E.; Medina, F.; Wicker, R.B. Next generation orthopaedic implants by additive manufacturing using electron beam melting. Int. J. Biomater. 2012, 2012, 245727. [Google Scholar] [CrossRef]
- Popov, V.V.; Muller-Kamskii, G.; Kovalevsky, A.; Dzhenzhera, G.; Strokin, E.; Kolomiets, A.; Ramon, J. Design and 3D-printing of titanium bone implants: Brief review of approach and clinical cases. Biomed. Eng. Lett. 2018, 8, 337–344. [Google Scholar] [CrossRef]
- Haftbaradaran-Esfahani, M.; Ahmadian, M.; Nassajpour-Esfahani, A.H. Fabrication and characterization of porous biomedical Vitallium alloy with 58S bioglass coating prepared by sol-gel method. Appl. Surf. Sci. 2020, 506, 144959. [Google Scholar] [CrossRef]
- Elias, C.N.; Lima, J.; Valiev, R.; Meyers, M.A. Biomedical applications of titanium and its alloys. JOM 2008, 60, 46–49. [Google Scholar] [CrossRef]
- Zhang, B.; Pei, X.; Zhou, C.; Fan, Y.; Jiang, Q.; Ronca, A.; D’Amora, U.; Chen, Y.; Li, H.; Sun, Y.; et al. The biomimetic design and 3D printing of customized mechanical properties porous Ti6Al4V scaffold for load-bearing bone reconstruction. Mater. Des. 2018, 152, 30–39. [Google Scholar] [CrossRef]
- Zhu, C.; Lv, Y.; Qian, C.; Qian, H.; Jiao, T.; Wang, L.; Zhang, F. Proliferation and osteogenic differentiation of rat BMSCs on a novel Ti/SiC metal matrix nanocomposite modified by friction stir processing. Sci. Rep. 2016, 6, 38875. [Google Scholar] [CrossRef]
- Pan, C.; Hu, Y.; Gong, Z.; Yang, Y.; Ye, W. Improved Blood Compatibility and Endothelialization of Titanium Oxide Nanotube Arrays on Titanium Surface by Zinc Doping. ACS Biomater. Sci. Eng. 2020, 6, 2072–2083. [Google Scholar] [CrossRef]
- Alves, A.C.; Wenger, F.; Ponthiaux, P.; Celis, J.P.; Pinto, A.M.; Rocha, L.A.; Fernandes, J.C.S. Corrosion mechanisms in titanium oxide-based films produced by anodic treatment. Electrochim. Acta 2017, 234, 16–27. [Google Scholar] [CrossRef]
- Daniel, J.; Ziaee, H.; Salama, A.; Pradhan, C.; McMinn, D. The effect of the diameter of metal-on-metal bearings on systemic exposure to cobalt and chromium. J. Bone Jt. Surg. 2006, 88, 443–448. [Google Scholar] [CrossRef]
- Attaran, M. The rise of 3-D printing: The advantages of additive manufacturing over traditional manufacturing. Bus. Horiz. 2017, 60, 677–688. [Google Scholar] [CrossRef]
- Xu, C.; Wu, Q.; L’Espérance, G.; Lebel, L.L.; Therriault, D. Environment-friendly and reusable ink for 3D printing of metallic structures. Mater. Des. 2018, 160, 262–269. [Google Scholar] [CrossRef]
- Ruidi, L.; Qingsong, W.; Jinhui, L.; Yusheng, S.; Tiechui, Y. Research Progress on Key Basic Problems of selective laser melting. Aeronaut. Manuf. Technol. 2012, 5, 26–31. [Google Scholar]
- Gong, H.; Rafi, K.; Gu, H.; Starr, T.; Stucker, B. Analysis of defect generation in Ti–6Al–4V parts made using powder bed fusion additive manufacturing processes. Addit. Manuf. 2014, 1, 87–98. [Google Scholar] [CrossRef]
- Wei, K.; Lv, M.; Zeng, X.; Xiao, Z.; Huang, G.; Liu, M.; Deng, J. Effect of laser remelting on deposition quality, residual stress, microstructure, and mechanical property of selective laser melting processed Ti-5Al-2.5Sn alloy. Mater. Charact. 2019, 150, 67–77. [Google Scholar] [CrossRef]
- Gibson, M.A.; Mykulowycz, N.M.; Shim, J.; Fontana, R.; Schmitt, P.; Roberts, A.; Ketkaew, J.; Shao, L.; Chen, W.; Bordeenithikasem, P.; et al. 3D printing metals like thermoplastics: Fused filament fabrication of metallic glasses. Mater. Today 2018, 21, 697–702. [Google Scholar] [CrossRef]
- Fu, Y.; Xu, G.; Chen, Z.; Liu, C.; Wang, D.; Lao, C. Multiple metals doped polymer-derived SiOC ceramics for 3D printing. Ceram. Int. 2018, 44, 11030–11038. [Google Scholar] [CrossRef]
- Du, X.; Fu, S.; Zhu, Y. 3D printing of ceramic-based scaffolds for bone tissue engineering: An overview. J. Mater. Chem. B 2018, 6, 4397–4412. [Google Scholar] [CrossRef]
- Feng, C.; Zhang, K.; He, R.; Ding, G.; Xie, C. Additive manufacturing of hydroxyapatite bioceramic scaffolds: Dispersion, digital light processing, sintering, mechanical properties, and biocompatibility. J. Adv. Ceram. 2020, 9, 360–373. [Google Scholar] [CrossRef]
- Wen, Y.; Xun, S.; Haoye, M.; Baichuan, S.; Peng, C.; Xuejian, L.; Kaihong, Z.; Xuan, Y.; Jiang, P.; Shibi, L. 3D printed porous ceramic scaffolds for bone tissue engineering: A review. Biomater. Sci. 2017, 5, 1690–1698. [Google Scholar] [CrossRef]
- Uskoković, V.; Uskoković, D.P. Nanosized hydroxyapatite and other calcium phosphates: Chemistry of formation and application as drug and gene delivery agents. J. Biomed. Mater. Res. Part B Appl. Biomater. 2011, 96, 152–191. [Google Scholar] [CrossRef]
- Dong, J.; Jhu, R.-J.; Wang, L.; Jiang, C.-P.; Xian, C.J. A hybrid platform for three-dimensional printing of bone scaffold by combining thermal-extrusion and electrospinning methods. Microsyst. Technol. 2019, 26, 1847–1861. [Google Scholar] [CrossRef]
- Dong, J.; Yang, Y.-D.; Wang, L.; Jiang, C.-P. Fabrication of three-dimensional mPEG-PCL-mPEG scaffolds combined with cell-laden gelatin methacrylate (GelMA) hydrogels using thermal extrusion coupled with photo curable technique. Microsyst. Technol. 2019, 25, 3339–3355. [Google Scholar] [CrossRef]
- Wang, C.; Chen, Y.; Wang, L.; Wang, D.; Gu, C.; Lin, X.; Liu, H.; Chen, J.; Wen, X.; Liu, Y. Three-dimensional printing of patient-specific plates for the treatment of acetabular fractures involving quadrilateral plate disruption. BMC Musculoskelet. Disord. 2020, 21, 451. [Google Scholar] [CrossRef]
- Mondal, S.; Pal, U. 3D hydroxyapatite scaffold for bone regeneration and local drug delivery applications. J. Drug Deliv. Sci. Technol. 2019, 53, 101131. [Google Scholar] [CrossRef]
- Jazayeri, H.E.; Rodriguez-Romero, M.; Razavi, M.; Tahriri, M.; Ganjawalla, K.; Rasoulianboroujeni, M.; Malekoshoaraie, M.H.; Khoshroo, K.; Tayebi, L. The cross-disciplinary emergence of 3D printed bioceramic scaffolds in orthopedic bioengineering. Ceram. Int. 2018, 44, 1–9. [Google Scholar] [CrossRef]
- Chu, T.; Halloran, J.W.; Hollister, S.J.; Feinberg, S.E. Hydroxyapatite Implants with Designed Internal Architecture. J. Mater. Sci. Mater. Med. 2001, 12, 471–478. [Google Scholar] [CrossRef]
- Dutta Roy, T.; Simon, J.L.; Ricci, J.L.; Rekow, E.D.; Thompson, V.P.; Parsons, J.R. Performance of hydroxyapatite bone repair scaffolds created via three-dimensional fabrication techniques. J. Biomed. Mater. Res. Part A 2003, 67, 1228–1237. [Google Scholar] [CrossRef]
- Woesz, A.; Rumpler, M.; Stampfl, J.; Varga, F.; Fratzl-Zelman, N.; Roschger, P.; Klaushofer, K.; Fratzl, P. Towards bone replacement materials from calcium phosphates via rapid prototyping and ceramic gelcasting. Mater. Sci. Eng. C 2005, 25, 181–186. [Google Scholar] [CrossRef]
- Yao, Y.; Qin, W.; Xing, B.; Sha, N.; Jiao, T.; Zhao, Z. High performance hydroxyapatite ceramics and a triply periodic minimum surface structure fabricated by digital light processing 3D printing. J. Adv. Ceram. 2021, 10, 39–48. [Google Scholar] [CrossRef]
- Gaharwar, A.K.; Mihaila, S.M.; Swami, A.; Patel, A.; Sant, S.; Reis, R.L.; Marques, A.P.; Gomes, M.E.; Khademhosseini, A. Bioactive silicate nanoplatelets for osteogenic differentiation of human mesenchymal stem cells. Adv. Mater. 2013, 25, 3329–3336. [Google Scholar] [CrossRef]
- Ghiasi, B.; Sefidbakht, Y.; Mozaffari-Jovin, S.; Gharehcheloo, B.; Mehrarya, M.; Khodadadi, A.; Rezaei, M.; Ranaei Siadat, S.O.; Uskoković, V. Hydroxyapatite as a biomaterial–a gift that keeps on giving. Drug Dev. Ind. Pharm. 2020, 46, 1035–1062. [Google Scholar] [CrossRef]
- Tanaka, T.; Komaki, H.; Chazono, M.; Kitasato, S.; Kakuta, A.; Akiyama, S.; Marumo, K. Basic research and clinical application of beta-tricalcium phosphate (β-TCP). Morphologie 2017, 101, 164–172. [Google Scholar] [CrossRef]
- Bohner, M.; Santoni, B.L.G.; Döbelin, N. β-tricalcium phosphate for bone substitution: Synthesis and properties. Acta Biomater. 2020, 113, 23–41. [Google Scholar] [CrossRef]
- Chen, X.; Wang, M.; Chen, F.; Wang, J.; Li, X.; Liang, J.; Fan, Y.; Xiao, Y.; Zhang, X. Correlations between macrophage polarization and osteoinduction of porous calcium phosphate ceramics. Acta Biomater. 2020, 103, 318–332. [Google Scholar] [CrossRef]
- Vorndran, E.; Klarner, M.; Klammert, U.; Grover, L.M.; Patel, S.; Barralet, J.E.; Gbureck, U. 3D powder printing of β-tricalcium phosphate ceramics using different strategies. Adv. Eng. Mater. 2008, 10, B67–B71. [Google Scholar] [CrossRef]
- Tarafder, S.; Balla, V.K.; Davies, N.M.; Bandyopadhyay, A.; Bose, S. Microwave-sintered 3D printed tricalcium phosphate scaffolds for bone tissue engineering. J. Tissue Eng. Regen. Med. 2013, 7, 631–641. [Google Scholar] [CrossRef]
- Schmidleithner, C.; Malferrari, S.; Palgrave, R.; Bomze, D.; Schwentenwein, M.; Kalaskar, D.M. Application of high resolution DLP stereolithography for fabrication of tricalcium phosphate scaffolds for bone regeneration. Biomed. Mater. 2019, 14, 045018. [Google Scholar] [CrossRef]
- Perera, F.H.; Martínez-Vázquez, F.; Miranda, P.; Ortiz, A.L.; Pajares, A. Clarifying the effect of sintering conditions on the microstructure and mechanical properties of β-tricalcium phosphate. Ceram. Int. 2010, 36, 1929–1935. [Google Scholar] [CrossRef]
- Oonishi, H.; Kushitani, S.; Yasukawa, E.; Iwaki, H.; Hench, L.L.; Wilson, J.; Tsuji, E.; Sugihara, T. Particulate Bioglass Compared With Hydroxyapatite as a Bone Graft Substitute. Clin. Orthop. Relat. Res. 1997, 334, 316. [Google Scholar] [CrossRef]
- Xynos, I.D.; Edgar, A.J.; Buttery, L.D.; Hench, L.L.; Polak, J.M. Gene-expression profiling of human osteoblasts following treatment with the ionic products of Bioglass 45S5 dissolution. J. Biomed. Mater. Res. 2015, 55, 151–157. [Google Scholar]
- Lusquiños, F.; del Val, J.; Arias-González, F.; Comesaña, R.; Quintero, F.; Riveiro, A.; Boutinguiza, M.; Jones, J.R.; Hill, R.G.; Pou, J. Bioceramic 3D Implants Produced by Laser Assisted Additive Manufacturing. Phys. Procedia 2014, 56, 309–316. [Google Scholar] [CrossRef]
- Tesavibul, P.; Felzmann, R.; Gruber, S.; Liska, R.; Thompson, I.; Accini, B.C. Processing of 45S5 Bioglass(R) by lithography-based additive manufacturing. Mater. Lett. 2012, 74, 81–84. [Google Scholar] [CrossRef]
- Baino, F.; Fiume, E. Mechanical characterization of 45S5 bioactive glass-derived scaffolds. Mater. Lett. 2019, 245, 14–17. [Google Scholar] [CrossRef]
- Hench, L.L. Bioceramics: From concept to clinic. J. Am. Ceram. Soc. 1991, 74, 1487–1510. [Google Scholar] [CrossRef]
- Kang, J.-H.; Jang, K.-J.; Sakthiabirami, K.; Oh, G.-J.; Jang, J.-G.; Park, C.; Lim, H.-P.; Yun, K.-D.; Park, S.-W. Mechanical properties and optical evaluation of scaffolds produced from 45S5 bioactive glass suspensions via stereolithography. Ceram. Int. 2020, 46, 2481–2488. [Google Scholar] [CrossRef]
- Hu, Y.; Wang, H.; Cong, W.; Zhao, B. Directed energy deposition of zirconia-toughened alumina ceramic: Novel microstructure formation and mechanical performance. J. Manuf. Sci. Eng. 2020, 142, 021005. [Google Scholar] [CrossRef]
- Balla, V.K.; Bose, S.; Bandyopadhyay, A. Processing of bulk alumina ceramics using laser engineered net shaping. Int. J. Appl. Ceram. Technol. 2008, 5, 234–242. [Google Scholar] [CrossRef]
- Wu, D.; San, J.; Niu, F.; Zhao, D.; Huang, Y.; Ma, G. Directed laser deposition of Al2O3–ZrO2 melt-grown composite ceramics with multiple composition ratios. J. Mater. Sci. 2020, 55, 6794–6809. [Google Scholar] [CrossRef]
- Li, F.; Zhang, X.; Sui, C.; Wu, J.; Wei, H.; Zhang, Y. Microstructure and mechanical properties of Al2O3-ZrO2 ceramic deposited by laser direct material deposition. Ceram. Int. 2018, 44, 18960–18968. [Google Scholar] [CrossRef]
- Pappas, J.M.; Thakur, A.R.; Dong, X. Effects of zirconia doping on additively manufactured alumina ceramics by laser direct deposition. Mater. Des. 2020, 192, 108711. [Google Scholar] [CrossRef]
- Li, Z.; Du, T.; Ruan, C.; Niu, X. Bioinspired mineralized collagen scaffolds for bone tissue engineering. Bioact. Mater. 2021, 6, 1491–1511. [Google Scholar] [CrossRef]
- Dong, C.; Lv, Y. Application of collagen scaffold in tissue engineering: Recent advances and new perspectives. Polymers 2016, 8, 42. [Google Scholar] [CrossRef]
- Aldana, A.A.; Abraham, G.A. Current advances in electrospun gelatin-based scaffolds for tissue engineering applications. Int. J. Pharm. 2016, 260, 117768. [Google Scholar] [CrossRef]
- Rajabi, M.; McConnell, M.; Cabral, J.; Ali, M.A. Chitosan hydrogels in 3D printing for biomedical applications. Carbohydr. Polym. 2021, 260, 117768. [Google Scholar] [CrossRef]
- Ferreira, A.M.; Gentile, P.; Chiono, V.; Ciardelli, G. Collagen for bone tissue regeneration. Acta Biomater. 2012, 8, 3191–3200. [Google Scholar] [CrossRef]
- Echave, C.M.; Burgo, S.L.; Pedraz, L.J.; Orive, G. Gelatin as biomaterial for tissue engineering. Curr. Pharm. Des. 2017, 23, 3567–3584. [Google Scholar] [CrossRef]
- Choi, D.J.; Park, S.J.; Gu, B.K.; Kim, Y.-J.; Chung, S.; Kim, C.-H. Effect of the pore size in a 3D bioprinted gelatin scaffold on fibroblast proliferation. J. Ind. Eng. Chem. 2018, 67, 388–395. [Google Scholar] [CrossRef]
- Ahmed, S.; Annu; Ali, A.; Sheikh, J. A review on chitosan centred scaffolds and their applications in tissue engineering. Int. J. Biol. Macromol. 2018, 116, 849–862. [Google Scholar] [CrossRef]
- Gil-Castell, O.; Badia, J.D.; Ontoria-Oviedo, I.; Castellano, D.; Marco, B. In vitro validation of biomedical polyester-based scaffolds: Poly(lactide-co-glycolide) as model-case. Polym. Test. 2018, 66, 256–267. [Google Scholar] [CrossRef]
- Jordá-Vilaplana, A.; Fombuena, V.; García-García, D.; Samper, M.D.; Sánchez-Nácher, L. Surface modification of polylactic acid (PLA) by air atmospheric plasma treatment. Eur. Polym. J. 2014, 58, 23–33. [Google Scholar] [CrossRef]
- Stratton, S.; Shelke, N.B.; Hoshino, K.; Rudraiah, S.; Kumbar, S.G. Bioactive polymeric scaffolds for tissue engineering. Bioact. Mater. 2016, 1, 93–108. [Google Scholar] [CrossRef]
- Tsuji, H. Poly(lactic acid) stereocomplexes: A decade of progress. Adv. Drug Deliv. Rev. 2016, 107, 97–135. [Google Scholar] [CrossRef]
- Sean, M.M.; Nicky, B.; Cearbhaill, O.; Jochen, S.; Luca, P.; Patrick, D.; Thomas, D.; Bi, V.; Wang, W. Bio-resorbable polymer stents: A review of material progress and prospects. Prog. Polym. Sci. 2018, 83, 79–96. [Google Scholar]
- Ju, J.; Peng, X.; Huang, K.; Li, L.; Liu, X.; Chitrakar, C.; Chang, L.; Gu, Z.; Kuang, T. High-performance porous PLLA-based scaffolds for bone tissue engineering: Preparation, characterization, and in vitro and in vivo evaluation. Polymer 2019, 180, 121707. [Google Scholar] [CrossRef]
- Bolbasov, E.N.; Maryin, P.V.; Stankevich, K.S.; Kozelskaya, A.I.; Shesterikov, E.V.; Khodyrevskaya, Y.I.; Nasonova, M.V.; Shishkova, D.K.; Kudryavtseva, Y.A.; Anissimov, Y.G. Surface modification of electrospun poly-(l-lactic) acid scaffolds by reactive magnetron sputtering. Colloids Surf. B Biointerfaces 2017, 162, 43–51. [Google Scholar] [CrossRef]
- Ganjalinia, A.; Akbari, S.; Solouk, A. PLLA scaffolds surface-engineered via poly (propylene imine) dendrimers for improvement on its biocompatibility/controlled pH biodegradability. Appl. Surf. Sci. 2017, 394, 446–456. [Google Scholar] [CrossRef]
- Jaiswal, A.K.; Kadam, S.S.; Soni, V.P.; Bellare, J.R. Improved functionalization of electrospun PLLA/gelatin scaffold by alternate soaking method for bone tissue engineering. Appl. Surf. Sci. 2013, 268, 477–488. [Google Scholar] [CrossRef]
- Ferreira, R.L.; Amatte, I.C.; Dutra, T.A.; Burger, D. Experimental characterization and micrography of 3D printed PLA and PLA reinforced with short carbon fibers. Compos. Part B Eng. 2017, 124, 88–100. [Google Scholar] [CrossRef]
- Macha, I.J.; Muna, M.M.; Magere, J.L. In vitro study and characterization of cotton fabric PLA composite as a slow antibiotic delivery device for biomedical applications. J. Drug Deliv. Sci. Technol. 2017, 43, 172–177. [Google Scholar] [CrossRef]
- Pal, N.; Banerjee, S.; Roy, P.; Pal, K. Melt-blending of unmodified and modified cellulose nanocrystals with reduced graphene oxide into PLA matrix for biomedical application. Polym. Adv. Technol. 2019, 30, 3049–3060. [Google Scholar] [CrossRef]
- Ghalia, M.A.; Dahman, Y. Biodegradable poly(lactic acid)-based scaffolds: Synthesis and biomedical applications. J. Polym. Res. 2017, 24, 74. [Google Scholar] [CrossRef]
- Pisani, S.; Dorati, R.; Conti, B.; Modena, T.; Bruni, G.; Genta, I. Design of copolymer PLA-PCL electrospun matrix for biomedical applications. React. Funct. Polym. 2018, 124, 77–89. [Google Scholar] [CrossRef]
- Saini, P.; Arora, M.; Kumar, M. Poly(lactic acid) blends in biomedical applications. Adv. Drug Deliv. Rev. 2016, 107, 47–59. [Google Scholar] [CrossRef]
- Tyler, B.; Gullotti, D.; Mangraviti, A.; Utsuki, T.; Brem, H. Polylactic acid (PLA) controlled delivery carriers for biomedical applications. Adv. Drug Deliv. Rev. 2016, 107, 163–175. [Google Scholar] [CrossRef]
- Valente, T.; Silva, D.M.; Gomes, P.S.; Fernandes, M.H.; Santos, J.D.; Sencadas, V. Effect of sterilization methods on electrospun poly(lactic acid) (PLA) fiber alignment for biomedical applications. ACS Appl. Mater. Interfaces 2016, 8, 3241–3249. [Google Scholar] [CrossRef]
- Berenson, G.S.; Patel, D.A.; Wang, H.; Srinivasan, S.R.; Chen, W. Pressure–heart rate product changes from childhood to adulthood in a biracial population—A crossover phenomenon: The Bogalusa Heart Study. J. Am. Soc. Hypertens. 2008, 2, 80–87. [Google Scholar] [CrossRef]
- Zhou, X.; Zhou, G.; Junka, R.; Chang, N.; Anwar, A.; Wang, H.; Yu, X. Fabrication of polylactic acid (PLA)-based porous scaffold through the combination of traditional bio-fabrication and 3D printing technology for bone regeneration. Colloids Surf. B Biointerfaces 2021, 197, 111420. [Google Scholar] [CrossRef]
- Dwivedi, R.; Kumar, S.; Pandey, R.; Mahajan, A.; Nandana, D.; Katti, D.S.; Mehrotra, D. Polycaprolactone as biomaterial for bone scaffolds: Review of literature. J. Oral Biol. Craniofacial Res. 2020, 10, 381–388. [Google Scholar] [CrossRef]
- Malikmammadov, E.; Tanir, T.E.; Kiziltay, A.; Hasirci, V.; Hasirci, N. PCL and PCL-based materials in biomedical applications. J. Biomater. Sci. 2018, 29, 863–893. [Google Scholar] [CrossRef]
- Mehraein, H. Impact of Process Parameters on Mechanical Properties of 3D Printed Polycaprolactone (PCL) Parts. Ph.D. Thesis, Wichita State University, Wichita, KS, USA, 2018. [Google Scholar]
- Williams, J.M.; Adewunmi, A.; Schek, R.M.; Flanagan, C.L.; Krebsbach, P.H.; Feinberg, S.E.; Hollister, S.J.; Das, S. Bone tissue engineering using polycaprolactone scaffolds fabricated via selective laser sintering. Biomaterials 2005, 26, 4817–4827. [Google Scholar] [CrossRef]
- Zhao, J.; Guo, L.; Yang, X.; Weng, J. Preparation of bioactive porous HA/PCL composite scaffolds. Appl. Surf. Sci. 2008, 255, 2942–2946. [Google Scholar] [CrossRef]
- Roosa, S.M.M.; Kemppainen, J.M.; Moffitt, E.N.; Krebsbach, P.H.; Hollister, S.J. The pore size of polycaprolactone scaffolds has limited influence on bone regeneration in an in vivo model. J. Biomed. Mater. Res. Part A 2010, 92, 359–368. [Google Scholar] [CrossRef]
- Chen, Y.; Yanping, L.; Yonggui, L. Research on advance in nanocellulose material. New Chem. Mater. 2020, 48, 232–235. [Google Scholar] [CrossRef]
- Luo, W.; Cheng, L.; Yuan, C.; Wu, Z.; Yuan, G.; Hou, M.; Chen, J.Y.; Luo, C.; Li, W. Preparation, characterization and evaluation of cellulose nanocrystal/poly (lactic acid) in situ nanocomposite scaffolds for tissue engineering. Int. J. Biol. Macromol. 2019, 134, 469–479. [Google Scholar] [CrossRef]
- Zhou, C.; Shi, Q.; Guo, W.; Terrell, L.; Qureshi, A.T.; Hayes, D.J.; Wu, Q. Electrospun bio-nanocomposite scaffolds for bone tissue engineering by cellulose nanocrystals reinforcing maleic anhydride grafted PLA. ACS Appl. Mater. Interfaces 2013, 5, 3847–3854. [Google Scholar] [CrossRef]
- Kumar, A.; Negi, Y.S.; Choudhary, V.; Bhardwaj, N.K. Microstructural and mechanical properties of porous biocomposite scaffolds based on polyvinyl alcohol, nano-hydroxyapatite and cellulose nanocrystals. Cellulose 2014, 21, 3409–3426. [Google Scholar] [CrossRef]
- Chen, M.; Gao, S.; Wang, P.; Li, Y.; Guo, W.; Zhang, Y.; Wang, M.; Xiao, T.; Zhang, Z.; Zhang, X. The application of electrospinning used in meniscus tissue engineering. J. Biomater. Sci. 2018, 29, 461–475. [Google Scholar] [CrossRef]
- Sevastianov, V.I.; Perova, N.V.; Shishatskaya, E.I.; Kalacheva, G.S.; Volova, T.G. Production of purified polyhydroxyalkanoates (PHAs) for applications in contact with blood. J. Biomater. Sci. Polym. Ed. 2003, 14, 1029–1042. [Google Scholar] [CrossRef]
- Shishatskaya, E.I.; Volova, T.G. A comparative investigation of biodegradable polyhydroxyalkanoate films as matrices for in vitro cell cultures. J. Mater. Sci. Mater. Med. 2004, 15, 915–923. [Google Scholar] [CrossRef]
- Yao, Q.; Sandhurst, E.S.; Liu, Y.; Sun, H. BBP-functionalized biomimetic nanofibrous scaffolds can capture BMP2 and promote osteogenic differentiation. J. Mater. Chem. B Mater. Biol. Med. 2017, 5, 5196. [Google Scholar] [CrossRef]
- Brown, J.H.; Das, P.; DiVito, M.D.; Ivancic, D.; Tan, L.P.; Wertheim, J.A. Nanofibrous PLGA electrospun scaffolds modified with type I collagen influence hepatocyte function and support viability in vitro. Acta Biomater. 2018, 73, 217–227. [Google Scholar] [CrossRef]
- Biazar, E.; Keshel, S.H. Electrospun Poly hydroxybutyrate-co-hydroxyvalerate (PHBV)/Hydroxyapatite Scaffold with Unrestricted Somatic Stem Cells (USSCs) for Bone Regeneration. Asaio J. 2015, 61, 357–365. [Google Scholar] [CrossRef]
- Jing, X.; Li, H.; Mi, H.-Y.; Liu, Y.-J.; Tan, Y.-M. Fabrication of three-dimensional fluffy nanofibrous scaffolds for tissue engineering via electrospinning and CO2 escaping foaming. Ind. Eng. Chem. Res. 2019, 58, 9412–9421. [Google Scholar] [CrossRef]
- Li, Q.; Xu, S.; Feng, Q.; Dai, Q.; Yao, L.; Zhang, Y.; Gao, H.; Dong, H.; Chen, D.; Cao, X. 3D printed silk-gelatin hydrogel scaffold with different porous structure and cell seeding strategy for cartilage regeneration. Bioact. Mater. 2021, 6, 3396–3410. [Google Scholar] [CrossRef]
- Zhang, X.; Zhang, Y. Tissue Engineering Applications of Three-Dimensional Bioprinting. Cell Biochem. Biophys. 2015, 72, 777–782. [Google Scholar] [CrossRef]
- Bae, J.-H.; Song, H.-R.; Kim, H.-J.; Lim, H.-C.; Park, J.-H.; Liu, Y.; Teoh, S.-H. Discontinuous release of bone morphogenetic protein-2 loaded within interconnected pores of honeycomb-like polycaprolactone scaffold promotes bone healing in a large bone defect of rabbit ulna. Tissue Eng. Part A 2011, 17, 2389–2397. [Google Scholar] [CrossRef]
- Luo, K.; Jiang, G.; Zhu, J.; Lu, B.; Lu, J.; Zhang, K.; Wang, X.; Cui, F.-Z. Poly(methyl methacrylate) bone cement composited with mineralized collagen for osteoporotic vertebral compression fractures in extremely old patients. Regen. Biomater. 2020, 7, 29–34. [Google Scholar] [CrossRef]
- Tao, Z.-S.; Zhou, W.-S.; Zhang, R.-T.; Li, Y.; Xu, H.-G.; Wei, S.; Wang, Z.-Y.; Yang, M. Co-modification of calcium phosphate cement to achieve rapid bone regeneration in osteoporotic femoral condyle defect with lithium and aspirin. Am. J. Transl. Res. 2021, 13, 952–966. [Google Scholar]
- Mahammod, B.P.; Barua, E.; Deb, P.; Deoghare, A.B.; Pandey, K.M. Investigation of Physico-mechanical Behavior, Permeability and Wall Shear Stress of Porous HA/PMMA Composite Bone Scaffold. Arab. J. Sci. Eng. 2020, 45, 5505–5515. [Google Scholar] [CrossRef]
- Che, Y.; Min, S.; Wang, M.; Rao, M.; Quan, C. Biological activity of hydroxyapatite/poly(methylmethacrylate) bone cement with different surface morphologies and modifications for induced osteogenesis. J. Appl. Polym. Sci. 2019, 136, 48188. [Google Scholar] [CrossRef]
- Wei, Z.-L.; Yang, J.; Li, F.-M.; Peng, W.-Q.; Xie, D.; Qiu, L.-B.; Zhao, J.-M. Study of the Preparation of Calcium Phosphate Cement and Polymethyl Methacrylate with Bone Morphogenetic Protein-2 for Biological Composite Bone Cement. J. Biomater. Tissue Eng. 2017, 7, 696–707. [Google Scholar] [CrossRef]
- Ding, L.; Wang, H.; Zhang, W.; Li, J.; Liu, D.; Han, F.; Chen, S.; Li, B. Calcium phosphate bone cement with enhanced physicochemical properties via in situ formation of an interpenetrating network. J. Mater. Chem. B 2021, 9, 6802–6810. [Google Scholar] [CrossRef]
- Liebschner, M.; Rosenberg, W.S.; Keaveny, T.M. Effects of Bone Cement Volume and Distribution on Vertebral Stiffness after Vertebroplasty. Spine 2001, 26, 1547–1554. [Google Scholar] [CrossRef]
- Serra, L.; Kermani, F.M.; Panagiotopoulos, K.; De Rosa, V.; Vizioli, L. Vertebroplasty in the Treatment of Osteoporotic Vertebral Fractures: Results and Functional Outcome in a Series of 175 Consecutive Patients. Minim. Invasive Neurosurg. 2007, 50, 12–17. [Google Scholar] [CrossRef]
- Kinzl, M.; Benneker, L.M.; Boger, A.; Zysset, P.K.; Pahr, D.H. The effect of standard and low-modulus cement augmentation on the stiffness, strength, and endplate pressure distribution in vertebroplasty. Eur. Spine J. 2012, 21, 920–929. [Google Scholar] [CrossRef]
- No, Y.J.; Roohani-Esfahani, S.I.; Zreiqat, H. Nanomaterials: The next step in injectable bone cements. Nanomedicine 2014, 9, 1745–1764. [Google Scholar] [CrossRef]
- Legeros, R.Z.; Chohayeb, A.; Shulman, A. Apatitic calcium phosphates: Possible dental restorative materials. J. Dent. Res. 1982, 61, 343–347. [Google Scholar]
- Wang, J.S.; Franzén, H.; Lidgren, L. Interface gap after implantation of a cemented femoral stem in pigs. Acta Orthop. Scand. 1999, 70, 234–239. [Google Scholar] [CrossRef]
- Haas, S.S.; Brauer, G.M.; Dickson, G. A characterization of polymethylmethacrylate bone cement. J. Bone Jt. Surg. Am. Vol. 1975, 57, 380–391. [Google Scholar] [CrossRef]
- Gilbert, J.L.; Hasenwinkel, J.M.; Wixson, R.L.; Lautenschlager, E.P. A theoretical and experimental analysis of polymerization shrinkage of bone cement: A potential major source of porosity. J. Biomed. Mater. Res. 2015, 52, 210–218. [Google Scholar]
- Kwong, F.N.K.; Power, R.A. A comparison of the shrinkage of commercial bone cements when mixed under vacuum. J. Bone Jt. Surg. Br. Vol. 2006, 88, 120–122. [Google Scholar]
- Frankel, B.M.; Monroe, T.; Wang, C. Percutaneous vertebral augmentation: An elevation in adjacent-level fracture risk in kyphoplasty as compared with vertebroplasty. Spine J. 2007, 7, 575–582. [Google Scholar] [CrossRef]
- Deering, J.; Clifford, A.; D’Elia, A.; Zhitomirsky, I.; Grandfield, K. Composite dip coating improves biocompatibility of porous metallic scaffolds. Mater. Lett. 2020, 274, 128057. [Google Scholar] [CrossRef]
- Yu, B. Preparation of calcium phosphate cement and polymethyl methacrylate for biological composite bone cements. Med. Sci. Monit. Int. Med. J. Exp. Clin. Res. 2015, 21, 1162–1172. [Google Scholar] [CrossRef]
- De Santis, R.; Russo, T.; Rau, J.V.; Papallo, I.; Martorelli, M.; Gloria, A. Design of 3D Additively Manufactured Hybrid Structures for Cranioplasty. Materials 2021, 14, 181. [Google Scholar] [CrossRef]
- Brown, W.E.; Chow, L.C. A New Calcium Phosphate Setting Cement. J. Dent. Res. 1983, 62, 672–679. [Google Scholar]
- Lu, T.; He, F.; Ye, J. Physicochemical Properties, In Vitro Degradation, and Biocompatibility of Calcium Phosphate Cement Incorporating Poly(lactic-co-glycolic acid) Particles with Different Morphologies: A Comparative Study. ACS Omega 2021, 6, 8322–8331. [Google Scholar] [CrossRef]
- Kunisch, E.; Gunnella, F.; Wagner, S.; Dees, F.; Maenz, S.; Bossert, J.; Jandt, K.D.; Kinne, R.W. The poly(l-lactid-co-glycolide; PLGA) fiber component of brushite-forming calcium phosphate cement induces the osteogenic differentiation of human adipose tissue-derived stem cells. Biomed. Mater. 2019, 14, 055012. [Google Scholar] [CrossRef]
- Li, C.; Li, C.; Ma, Z.; Chen, H.; Ruan, H.; Deng, L.; Wang, J.; Cui, W. Regulated macrophage immune microenvironment in 3D printed scaffolds for bone tumor postoperative treatment. Bioact. Mater. 2023, 19, 474–485. [Google Scholar] [CrossRef]
- Hoekstra, J.W.M.; Ma, J.; Plachokova, A.S.; Bronkhorst, E.M.; Bohner, M.; Pan, J.; Meijer, G.J.; Jansen, J.A.; van den Beucken, J.J. The in vivo performance of CaP/PLGA composites with varied PLGA microsphere sizes and inorganic compositions. Acta Biomater. 2013, 9, 7518–7526. [Google Scholar] [CrossRef]
- Zhao, G.; Cui, R.; Chen, Y.; Zhou, S.; Wang, C.; Hu, Z.; Zheng, X.; Li, M.; Qu, S. 3D printing of well dispersed electrospun PLGA fiber toughened calcium phosphate scaffolds for osteoanagenesis. J. Bionic Eng. 2020, 17, 652–668. [Google Scholar] [CrossRef]
- Qian, G.; Fan, P.; He, F.; Ye, J. Novel Strategy to Accelerate Bone Regeneration of Calcium Phosphate Cement by Incorporating 3D Plotted Poly(lactic-co-glycolic acid) Network and Bioactive Wollastonite. Adv. Healthc. Mater. 2019, 8, 1801325. [Google Scholar] [CrossRef]
- Luo, Y.; Lode, A.; Sonntag, F.; Nies, B.; Gelinsky, M. Well-ordered biphasic calcium phosphate–alginate scaffolds fabricated by multi-channel 3D plotting under mild conditions. J. Mater. Chem. B 2013, 1, 4088–4098. [Google Scholar] [CrossRef]
- Mondrinos, M.J.; Dembzynski, R.; Lu, L.; Byrapogu, V.K.; Wootton, D.M.; Lelkes, P.I.; Zhou, J. Porogen-based solid freeform fabrication of polycaprolactone–calcium phosphate scaffolds for tissue engineering. Biomaterials 2006, 27, 4399–4408. [Google Scholar] [CrossRef]
- Ahlfeld, T.; Akkineni, A.R.; Förster, Y.; Köhler, T.; Knaack, S.; Gelinsky, M.; Lode, A. Design and fabrication of complex scaffolds for bone defect healing: Combined 3D plotting of a calcium phosphate cement and a growth factor-loaded hydrogel. Ann. Biomed. Eng. 2017, 45, 224–236. [Google Scholar] [CrossRef]
- Stutz, C.; Strub, M.; Clauss, F.; Huck, O.; Schulz, G.; Gegout, H.; Benkirane-Jessel, N.; Bornert, F.; Kuchler-Bopp, S. A New Polycaprolactone-Based Biomembrane Functionalized with BMP-2 and Stem Cells Improves Maxillary Bone Regeneration. Nanomaterials 2020, 10, 1774. [Google Scholar] [CrossRef]
- Li, C.; Jiang, C.; Deng, Y.; Li, T.; Li, N.; Peng, M.; Wang, J. RhBMP-2 loaded 3D-printed mesoporous silica/calcium phosphate cement porous scaffolds with enhanced vascularization and osteogenesis properties. Sci. Rep. 2017, 7, srep41331. [Google Scholar] [CrossRef]
- Zhang, Y.D.; Hong, G.U.; Xiao-Li, L.I.; Jian, L.I. Scalfold materials of bone tissue engineering. China Med. Eng. 2005. [Google Scholar]
- Dutta, P.K.; Dutta, J.; Tripathi, V.S. Chitin and chitosan: Chemistry, properties and applications. J. Sci. Ind. Res. 2004, 63, 20–31. [Google Scholar]
- Casettari, L.; Vllasaliu, D.; Castagnino, E.; Stolnik, S.; Howdle, S.; Illum, L. PEGylated chitosan derivatives: Synthesis, characterizations and pharmaceutical applications. Prog. Polym. Sci. 2012, 37, 659–685. [Google Scholar] [CrossRef]
- Mishra, D.; Bhunia, B.; Banerjee, I.; Datta, P.; Dhara, S.; Maiti, T.K. Enzymatically crosslinked carboxymethyl–chitosan/gelatin/nano-hydroxyapatite injectable gels for in situ bone tissue engineering application. Mater. Sci. Eng. C 2011, 31, 1295–1304. [Google Scholar] [CrossRef]
- You, Y.; Xie, Y.; Jiang, Z. Injectable and biocompatible chitosan-alginic acid hydrogels. Biomed. Mater. 2019, 14, 025010. [Google Scholar] [CrossRef]
- Georgopoulou, A.; Papadogiannis, F.; Batsali, A.; Marakis, J.; Alpantaki, K.; Eliopoulos, A.G.; Pontikoglou, C.; Chatzinikolaidou, M. Chitosan/gelatin scaffolds support bone regeneration. J. Mater. Sci. Mater. Med. 2018, 29, 59. [Google Scholar] [CrossRef]
- Li, D.-W.; Lei, X.; He, F.-L.; He, J.; Liu, Y.-L.; Ye, Y.-J.; Deng, X.; Duan, E.; Yin, D.-C. Silk fibroin/chitosan scaffold with tunable properties and low inflammatory response assists the differentiation of bone marrow mesenchymal stem cells. Int. J. Biol. Macromol. 2017, 105, 584–597. [Google Scholar] [CrossRef]
- Lu, H.; Pan, X.; Hu, M.; Zhang, J.; Yu, Y.; Hu, X.; Jiang, K. Fabrication of graphene/gelatin/chitosan/tricalcium phosphate 3D printed scaffolds for bone tissue regeneration applications. Appl. Nanosci. 2021, 11, 335–346. [Google Scholar] [CrossRef]
- Zafeiris, K.; Brasinika, D.; Karatza, A.; Koumoulos, E.; Karoussis, I.K.; Kyriakidou, K.; Charitidis, C.A. Additive manufacturing of hydroxyapatite–chitosan–genipin composite scaffolds for bone tissue engineering applications. Mater. Sci. Eng. C 2021, 119, 111639. [Google Scholar] [CrossRef]
- Cui, N.; Qian, J.; Liu, T.; Zhao, N.; Wang, H. Hyaluronic acid hydrogel scaffolds with a triple degradation behavior for bone tissue engineering. Carbohydr. Polym. 2015, 126, 192–198. [Google Scholar] [CrossRef]
- Vo, T.; Shah, S.; Lu, S.; Tatara, A.; Lee, E.; Roh, T.; Tabata, Y.; Mikos, A. Injectable dual-gelling cell-laden composite hydrogels for bone tissue engineering. Biomaterials 2016, 83, 1–11. [Google Scholar] [CrossRef]
- Miao, Y.; Chen, Y.; Luo, J.; Liu, X.; Yang, Q.; Shi, X.; Wang, Y. Black phosphorus nanosheets-enabled DNA hydrogel integrating 3D-printed scaffold for promoting vascularized bone regeneration. Bioact. Mater. 2023, 21, 97–109. [Google Scholar] [CrossRef]
- Ye, X.; Li, L.; Lin, Z.; Yang, W.; Duan, M.; Chen, L.; Xia, Y.; Chen, Z.; Lu, Y.; Zhang, Y. Integrating 3D-printed PHBV/Calcium sulfate hemihydrate scaffold and chitosan hydrogel for enhanced osteogenic property. Carbohydr. Polym. 2018, 202, 106–114. [Google Scholar] [CrossRef]
- Ergul, N.M.; Unal, S.; Kartal, I.; Kalkandelen, C.; Ekren, N.; Kilic, O.; Chi-Chang, L.; Gunduz, O. 3D printing of chitosan/poly(vinyl alcohol) hydrogel containing synthesized hydroxyapatite scaffolds for hard-tissue engineering. Polym. Test. 2019, 79, 106006. [Google Scholar] [CrossRef]
- Ingavle, G.C.; Leach, J.K. Advancements in electrospinning of polymeric nanofibrous scaffolds for tissue engineering. Tissue Eng. Part B Rev. 2014, 20, 277–293. [Google Scholar] [CrossRef]
- Kamdem Tamo, A.; Doench, I.; Walter, L.; Montembault, A.; Sudre, G.; David, L.; Morales-Helguera, A.; Selig, M.; Rolauffs, B.; Bernstein, A. Development of Bioinspired Functional Chitosan/Cellulose Nanofiber 3D Hydrogel Constructs by 3D Printing for Application in the Engineering of Mechanically Demanding Tissues. Polymers 2021, 13, 1663. [Google Scholar] [CrossRef]
- Maturavongsadit, P.; Narayanan, L.K.; Chansoria, P.; Shirwaiker, R.; Benhabbour, S.R. Cell-Laden Nanocellulose/Chitosan-Based Bioinks for 3D Bioprinting and Enhanced Osteogenic Cell Differentiation. ACS Appl. Bio Mater. 2021, 4, 2342–2353. [Google Scholar] [CrossRef]
- Chen, H.; Zhang, H.; Shen, Y.; Dai, X.; Wang, X.; Deng, K.; Long, X.; Liu, L.; Zhang, X.; Li, Y.; et al. Instant in-situ Tissue Repair by Biodegradable PLA/Gelatin Nanofibrous Membrane Using a 3D Printed Handheld Electrospinning Device. Front. Bioeng. Biotechnol. 2021, 9, 684105. [Google Scholar] [CrossRef]
- Yue, K.; Santiago, T.D.; Alvarez, M.M.; Tamayol, A.; Annabi, N.; Khademhosseini, A. Synthesis, properties, and biomedical applications of gelatin methacryloyl (GelMA) hydrogels. Biomaterials 2015, 73, 254–271. [Google Scholar] [CrossRef]
- Liu, W.; Heinrich, M.A.; Zhou, Y.; Akpek, A.; Hu, N.; Liu, X.; Guan, X.; Zhong, Z.; Jin, X.; Khademhosseini, A. Extrusion bioprinting of shear-thinning gelatin methacryloyl bioinks. Adv. Healthc. Mater. 2017, 6, 1601451. [Google Scholar] [CrossRef]
- Shalumon, K.; Kuo, C.-Y.; Wong, C.-B.; Chien, Y.-M.; Chen, H.-A.; Chen, J.-P. Gelatin/nanohyroxyapatite cryogel embedded poly (lactic-co-glycolic acid)/nanohydroxyapatite microsphere hybrid scaffolds for simultaneous bone regeneration and load-bearing. Polymers 2018, 10, 620. [Google Scholar] [CrossRef]
- Kim, D.; Shim, Y.-S.; An, S.-Y.; Lee, M.-J. Role of Zinc-Doped Bioactive Glass Encapsulated with Microspherical Gelatin in Localized Supplementation for Tissue Regeneration: A Contemporary Review. Molecules 2021, 26, 1823. [Google Scholar] [CrossRef]
- Piao, Y.; You, H.; Xu, T.; Bei, H.-P.; Piwko, I.Z.; Kwan, Y.Y.; Zhao, X. Biomedical applications of gelatin methacryloyl hydrogels. Eng. Regen. 2021, 2, 47–56. [Google Scholar] [CrossRef]
- Ye, Q.; Zhang, Y.; Dai, K.; Chen, X.; Read, H.M.; Zeng, L.; Hang, F. Three dimensional printed bioglass/gelatin/alginate composite scaffolds with promoted mechanical strength, biomineralization, cell responses and osteogenesis. J. Mater. Sci. Mater. Med. 2020, 31, 77. [Google Scholar] [CrossRef]
- Gao, W.; Sun, L.; Zhang, Z.; Li, Z. Cellulose nanocrystals reinforced gelatin/bioactive glass nanocomposite scaffolds for potential application in bone regeneration. J. Biomater. Sci. Polym. Ed. 2020, 31, 984–998. [Google Scholar] [CrossRef]
- Liu, J.; Li, L.; Suo, H.; Yan, M.; Yin, J.; Fu, J. 3D printing of biomimetic multi-layered GelMA/nHA scaffold for osteochondral defect repair. Mater. Des. 2019, 171, 107708. [Google Scholar] [CrossRef]
- Zhou, L.; He, H.; Li, M.-c.; Huang, S.; Mei, C.; Wu, Q. Enhancing mechanical properties of poly (lactic acid) through its in-situ crosslinking with maleic anhydride-modified cellulose nanocrystals from cottonseed hulls. Ind. Crops Prod. 2018, 112, 449–459. [Google Scholar] [CrossRef]
- Ostafinska, A.; Fortelný, I.; Hodan, J.; Krejčíková, S.; Nevoralová, M.; Kredatusová, J.; Kruliš, Z.; Kotek, J.; Šlouf, M. Strong synergistic effects in PLA/PCL blends: Impact of PLA matrix viscosity. J. Mech. Behav. Biomed. Mater. 2017, 69, 229–241. [Google Scholar] [CrossRef]
- Bhaskar, B.; Owen, R.; Bahmaee, H.; Wally, Z.; Sreenivasa Rao, P.; Reilly, G.C. Composite porous scaffold of PEG/PLA support improved bone matrix deposition in vitro compared to PLA-only scaffolds. J. Biomed. Mater. Res. A 2018, 106, 1334–1340. [Google Scholar] [CrossRef]
- Hong, Z.; Zhang, P.; He, C.; Qiu, X.; Liu, A.; Chen, L.; Chen, X.; Jing, X. Nano-composite of poly(L-lactide) and surface grafted hydroxyapatite: Mechanical properties and biocompatibility. Biomaterials 2005, 26, 6296–6304. [Google Scholar] [CrossRef]
- Reverchon, E.; Pisanti, P.; Cardea, S. Nanostructured PLLAHydroxyapatite Scaffolds Produced by a Supercritical Assisted Technique. Ind. Eng. Chem. Res 2009, 48, 5310–5316. [Google Scholar] [CrossRef]
- Suchanek, W.; Yoshimura, M. Processing and properties of hydroxyapatite-based biomaterials for use as hard tissue replacement implants. J. Mater. Res. 1998, 13, 94–117. [Google Scholar] [CrossRef]
- Zhang, B.; Wang, L.; Song, P.; Pei, X.; Sun, H.; Wu, L.; Zhou, C.; Wang, K.; Fan, Y.; Zhang, X. 3D printed bone tissue regenerative PLA/HA scaffolds with comprehensive performance optimizations. Mater. Des. 2021, 201, 109490. [Google Scholar] [CrossRef]
- Alksne, M.; Kalvaityte, M.; Simoliunas, E.; Rinkunaite, I.; Gendviliene, I.; Locs, J.; Rutkunas, V.; Bukelskiene, V. In vitro comparison of 3D printed polylactic acid/hydroxyapatite and polylactic acid/bioglass composite scaffolds: Insights into materials for bone regeneration. J. Mech. Behav. Biomed. Mater. 2020, 104, 103641. [Google Scholar] [CrossRef]
- Nájera, S.E.; Michel, M.; Kim, N.-S. 3D Printed PLA/PCL/TiO2 composite for bone replacement and grafting. MRS Adv. 2018, 3, 2373–2378. [Google Scholar] [CrossRef]
- Li, X.; Wang, Y.; Wang, Z.; Qi, Y.; Li, L.; Zhang, P.; Chen, X.; Huang, Y. Composite PLA/PEG/nHA/dexamethasone scaffold prepared by 3D printing for bone regeneration. Macromol. Biosci. 2018, 18, 1800068. [Google Scholar] [CrossRef]
- Matsuzaki, R.; Ueda, M.; Namiki, M.; Jeong, T.-K.; Asahara, H.; Horiguchi, K.; Nakamura, T.; Todoroki, A.; Hirano, Y. Three-dimensional printing of continuous-fiber composites by in-nozzle impregnation. Sci. Rep. 2016, 6, 23058. [Google Scholar] [CrossRef]
- Ratner, B.D.; Hoffman, A.S.; Schoen, F.J.; Lemons, J.E. An Introduction to Materials in Medicine; Pearson Schweiz AG: Cham, Switzerland, 2004. [Google Scholar] [CrossRef]
- Hernigou, P. Bone transplantation and tissue engineering, part I. Mythology, miracles and fantasy: From Chimera to the Miracle of the Black Leg of Saints Cosmas and Damian and the cock of John Hunter. Int. Orthop. 2014, 38, 2631–2638. [Google Scholar] [CrossRef]
- Zhu, Y.; Zhang, Y.; Zhou, Y. Application progress of modified chitosan and its composite biomaterials for bone tissue engineering. Int. J. Mol. Sci. 2022, 23, 6574. [Google Scholar] [CrossRef]
- Park, J.; Lee, S.J.; Jo, H.H.; Lee, J.H.; Kim, W.D.; Lee, J.Y.; Su, A. Fabrication and characterization of 3D-printed bone-like β-tricalcium phosphate/polycaprolactone scaffolds for dental tissue engineering. J. Ind. Eng. Chem. 2017, 46, 175–181. [Google Scholar] [CrossRef]
- Qu, X.; Xia, P.; He, J.; Li, D. Microscale electrohydrodynamic printing of biomimetic PCL/nHA composite scaffolds for bone tissue engineering. Mater. Lett. 2016, 185, 554–557. [Google Scholar] [CrossRef]
- Kim, Y.; Lim, J.Y.; Yang, G.H.; Seo, J.-H.; Ryu, H.-S.; Kim, G. 3D-printed PCL/bioglass (BGS-7) composite scaffolds with high toughness and cell-responses for bone tissue regeneration. J. Ind. Eng. Chem. 2019, 79, 163–171. [Google Scholar] [CrossRef]
- Kolan, K.; Liu, Y.; Baldridge, J.; Murphy, C.; Semon, J.; Day, D.; Leu, M. Solvent based 3D printing of biopolymer/bioactive glass composite and hydrogel for tissue engineering applications. Procedia CIRP 2017, 65, 38–43. [Google Scholar] [CrossRef]
- Fathi, A.; Kermani, F.; Behnamghader, A.; Banijamali, S.; Mozafari, M.; Baino, F.; Kargozar, S. Three-dimensionally printed polycaprolactone/multicomponent bioactive glass scaffolds for potential application in bone tissue engineering. Biomed. Glas. 2020, 6, 57–69. [Google Scholar] [CrossRef]
- Hou, Y.; Wang, W.; Bártolo, P. Novel poly (ɛ-caprolactone)/graphene scaffolds for bone cancer treatment and bone regeneration. 3d Print. Addit. Manuf. 2020, 7, 222–229. [Google Scholar] [CrossRef]
- Astete, C.E.; Sabliov, C.M. Synthesis and characterization of PLGA nanoparticles. J. Biomater. Sci. Polym. Ed. 2006, 17, 247–289. [Google Scholar] [CrossRef]
- Martins, C.; Sousa, F.; Araújo, F.; Sarmento, B. Functionalizing PLGA and PLGA Derivatives for Drug Delivery and Tissue Regeneration Applications. Adv. Healthc. Mater. 2018, 7, 1701035. [Google Scholar] [CrossRef]
- Jansen, E.; Sladek, R.; Bahar, H.; Yaffe, A.; Gijbels, M.J.; Kuijer, R.; Bulstra, S.K.; Guldemond, N.A.; Binderman, I.; Koole, L.H. Hydrophobicity as a design criterion for polymer scaffolds in bone tissue engineering. Biomaterials 2005, 26, 4423–4431. [Google Scholar] [CrossRef]
- Lin, S.; Cui, L.; Chen, G.; Huang, J.; Yang, Y.; Zou, K.; Lai, Y.; Wang, X.; Zou, L.; Wu, T. PLGA/β-TCP composite scaffold incorporating salvianolic acid B promotes bone fusion by angiogenesis and osteogenesis in a rat spinal fusion model. Biomaterials 2019, 196, 109–121. [Google Scholar] [CrossRef]
- Xu, D.; Xu, L.; Zhou, C.; Lee, W.Y.; Wu, T.; Cui, L.; Li, G. Salvianolic acid B promotes osteogenesis of human mesenchymal stem cells through activating ERK signaling pathway. Int. J. Biochem. Cell Biol. 2014, 51, 1–9. [Google Scholar] [CrossRef]
- Zhang, Y.; Wang, C.; Fu, L.; Ye, S.; Wang, M.; Zhou, Y. Fabrication and application of novel porous scaffold in situ-loaded graphene oxide and osteogenic peptide by cryogenic 3D printing for repairing critical-sized bone defect. Molecules 2019, 24, 1669. [Google Scholar] [CrossRef]
- Fan, W.; Wu, C.; Miao, X.; Liu, G.; Saifzadeh, S.; Sugiyama, S.; Afara, I.; Crawford, R.; Xiao, Y. Biomaterial scaffolds in cartilage-subchondral bone defects influencing the repair of autologous articular cartilage transplants. J. Biomater. Appl. 2013, 27, 979–989. [Google Scholar] [CrossRef]
- Reyes, R.; Delgado, A.; Sánchez, E.; Fernández, A.; Evora, C. Repair of an osteochondral defect by sustained delivery of BMP-2 or TGFβ1 from a bilayered alginate-PLGA scaffold. J. Tissue Eng. Regen. Med. 2014, 8, 521–533. [Google Scholar] [CrossRef]
- Rahmani-Monfard, K.; Fathi, A.; Rabiee, S.M. Three-dimensional laser drilling of polymethyl methacrylate (PMMA) scaffold used for bone regeneration. Int. J. Adv. Manuf. Technol. 2016, 84, 2649–2657. [Google Scholar] [CrossRef]
- Chen, S.-G.; Yang, J.; Jia, Y.-G.; Lu, B.; Ren, L. TiO2 and PEEK Reinforced 3D Printing PMMA Composite Resin for Dental Denture Base Applications. Nanomaterials 2019, 9, 1049. [Google Scholar] [CrossRef]
Figure 2.
The 3D-printed CPC bone cement composite scaffolds. (A). The 3D printing process of CaP slurry containing PLGA fibers [173]. (B). the biphasic CPC-alginate scaffold (left) and the hybrid CaP-alginate scaffold (right) [177]. (C). Scanning electron microscopy of the PCL/CaP composite scaffold with a pore size of 600 μm [175]. (D). Model of the composite scaffold loaded with VEGF and CPC [176].
Figure 2.
The 3D-printed CPC bone cement composite scaffolds. (A). The 3D printing process of CaP slurry containing PLGA fibers [173]. (B). the biphasic CPC-alginate scaffold (left) and the hybrid CaP-alginate scaffold (right) [177]. (C). Scanning electron microscopy of the PCL/CaP composite scaffold with a pore size of 600 μm [175]. (D). Model of the composite scaffold loaded with VEGF and CPC [176].

Figure 5.
The 3D-printed PCL composite scaffolds. (A). The TCP/PCL composite scaffolds with different TCP and PCL content [220]. (B). Optical images of the PBGS-40 scaffold and its radial graphs demonstrating normalized toughness and in vitro cellular responses [222]. (C). The 3D printing of the PCL + 13-93B3 glass composite and hydrogel [223].
Figure 5.
The 3D-printed PCL composite scaffolds. (A). The TCP/PCL composite scaffolds with different TCP and PCL content [220]. (B). Optical images of the PBGS-40 scaffold and its radial graphs demonstrating normalized toughness and in vitro cellular responses [222]. (C). The 3D printing of the PCL + 13-93B3 glass composite and hydrogel [223].


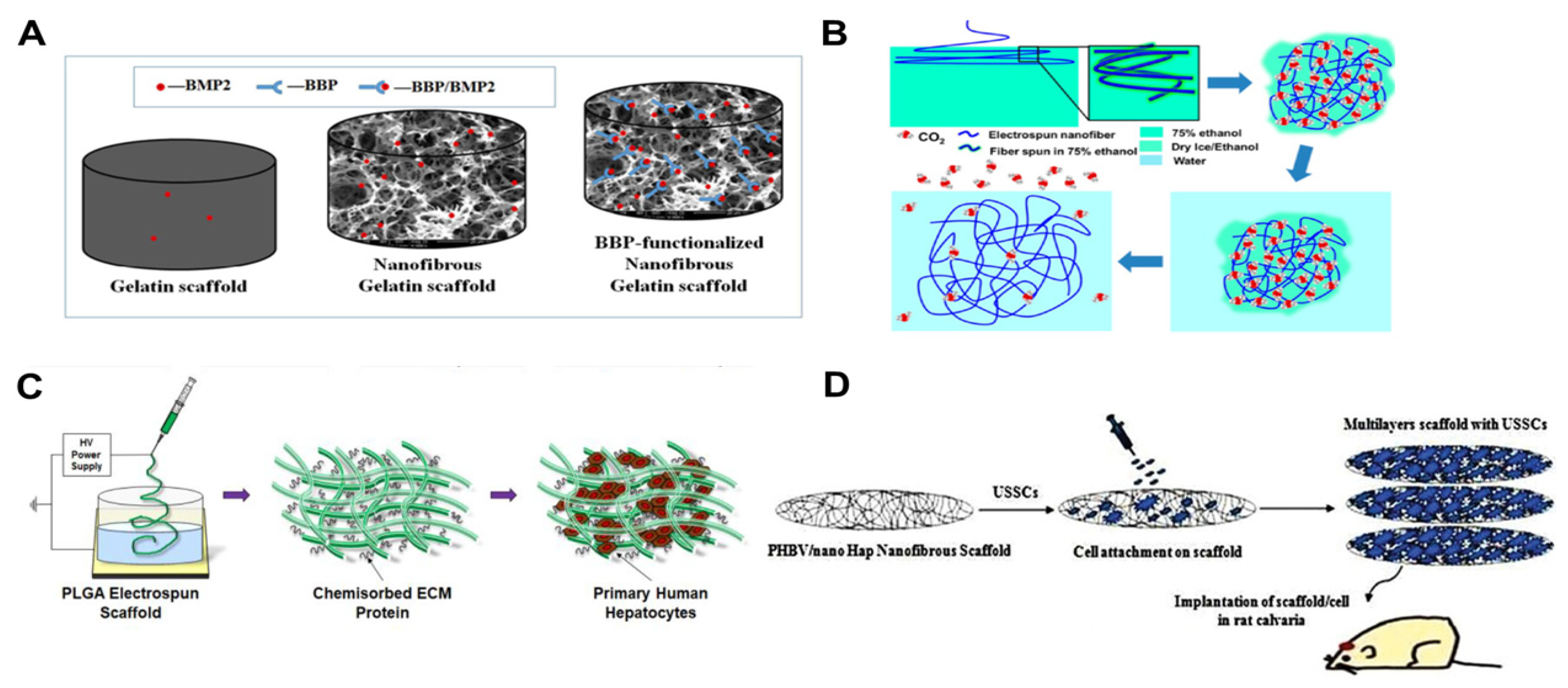{kind=link}
{kind=link}
{kind=link}
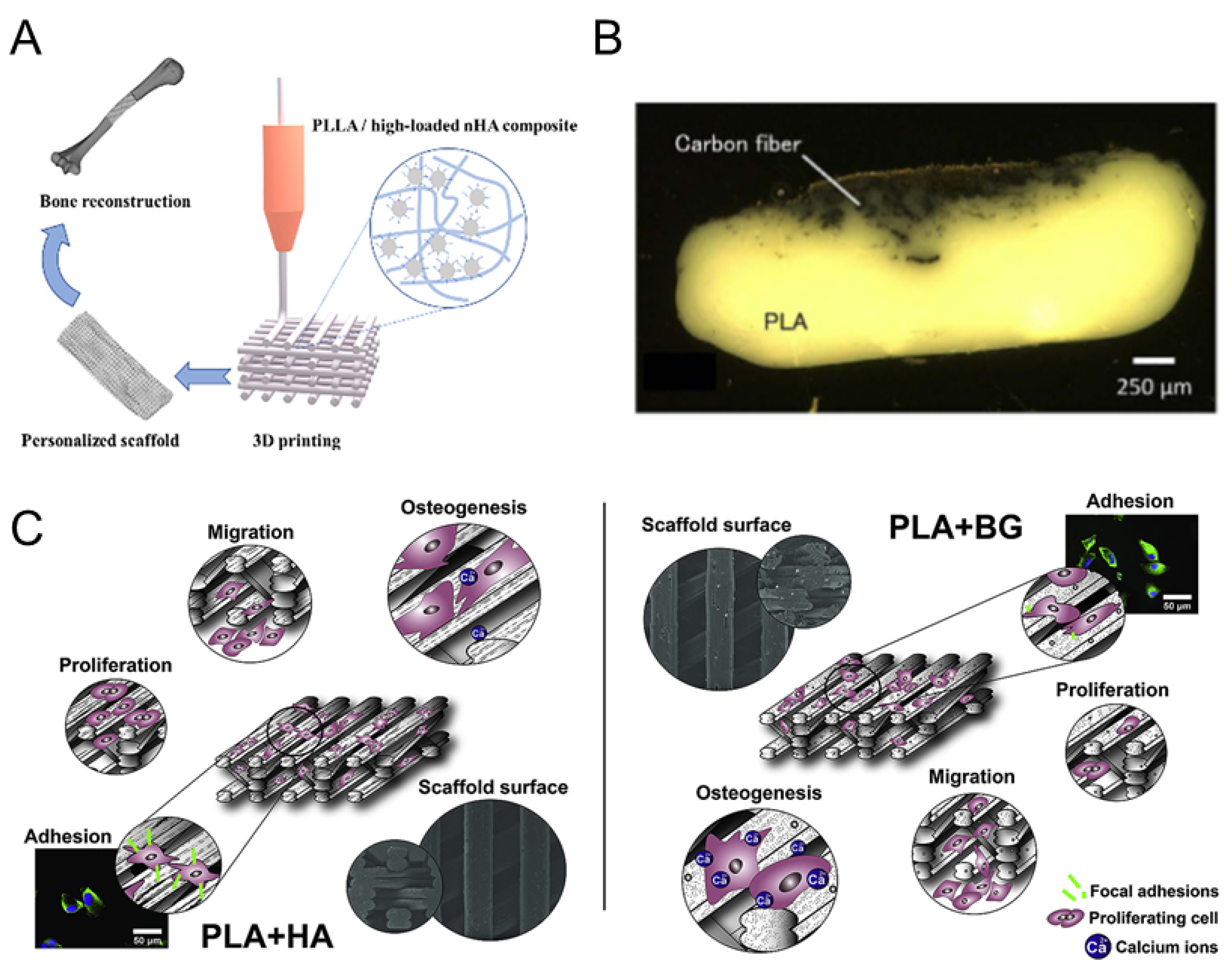{kind=link}
{kind=link}
{kind=link}
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Dong, J.; Ding, H.; Wang, Q.; Wang, L. A 3D-Printed Scaffold for Repairing Bone Defects. Polymers 2024, 16, 706. https://doi.org/10.3390/polym16050706
AMA Style
Dong J, Ding H, Wang Q, Wang L. A 3D-Printed Scaffold for Repairing Bone Defects. Polymers. 2024; 16(5):706. https://doi.org/10.3390/polym16050706
Chicago/Turabian StyleDong, Jianghui, Hangxing Ding, Qin Wang, and Liping Wang. 2024. "A 3D-Printed Scaffold for Repairing Bone Defects" Polymers 16, no. 5: 706. https://doi.org/10.3390/polym16050706
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.