

Development of an Electrically Conductive MDF Panel—Evaluation of Carbon Content and Resin Type

Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. Wood Fibres
2.1.2. Resin
2.1.3. Carbon Fibres
2.2. Methods
2.2.1. Mixing of Wood Fibres with Carbon Fibres (Wet Process Mixing)
Mixing of Wood Fibres with Carbon Fibres (Dry Process Mixing)
2.2.2. Manufacturing of MDF panels
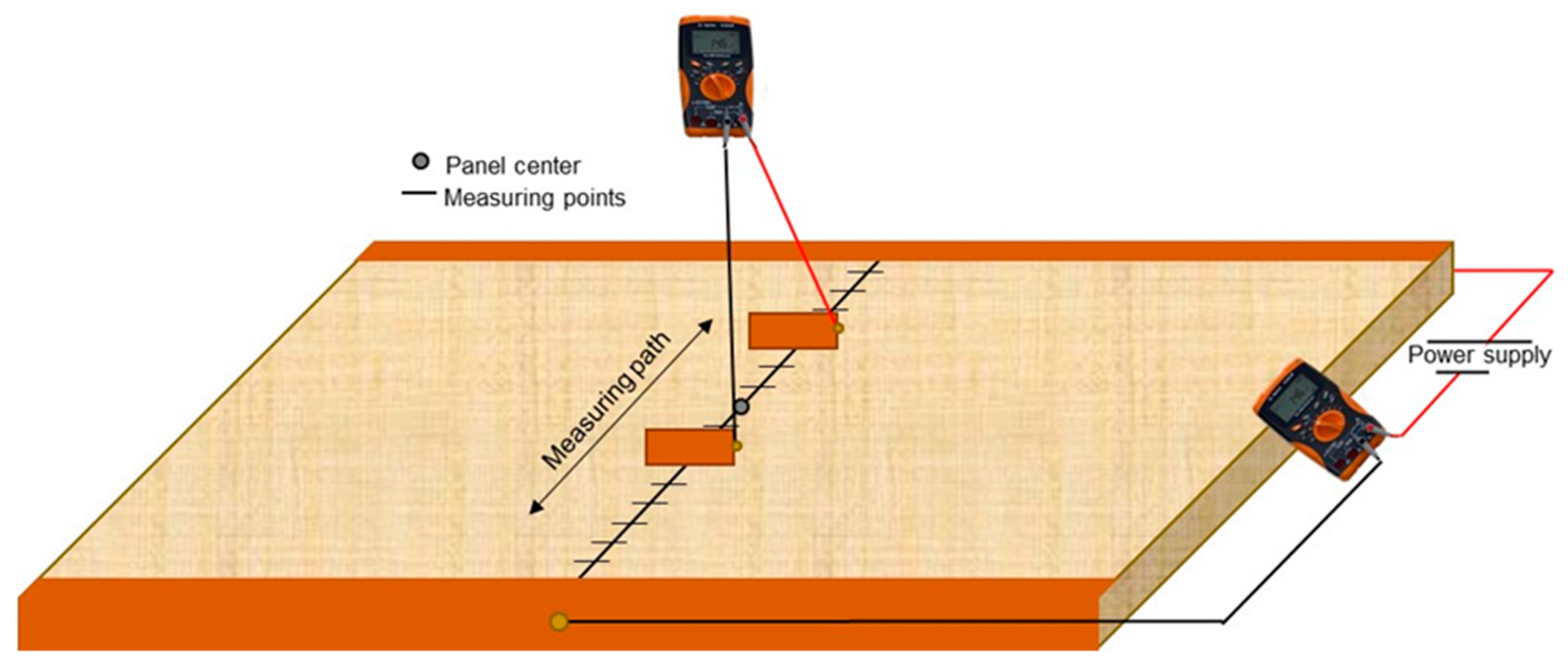
2.2.3. Electrical Properties of MDF panels
2.2.4. Mechanical and Physical Properties of MDF panels
2.2.5. Microscopy (Scanning Electron Microscopy)
2.2.6. Optical Assessment of Wood/Carbon Fibre Mixture
2.2.7. Furniture Manufacturing
3. Results and Discussion
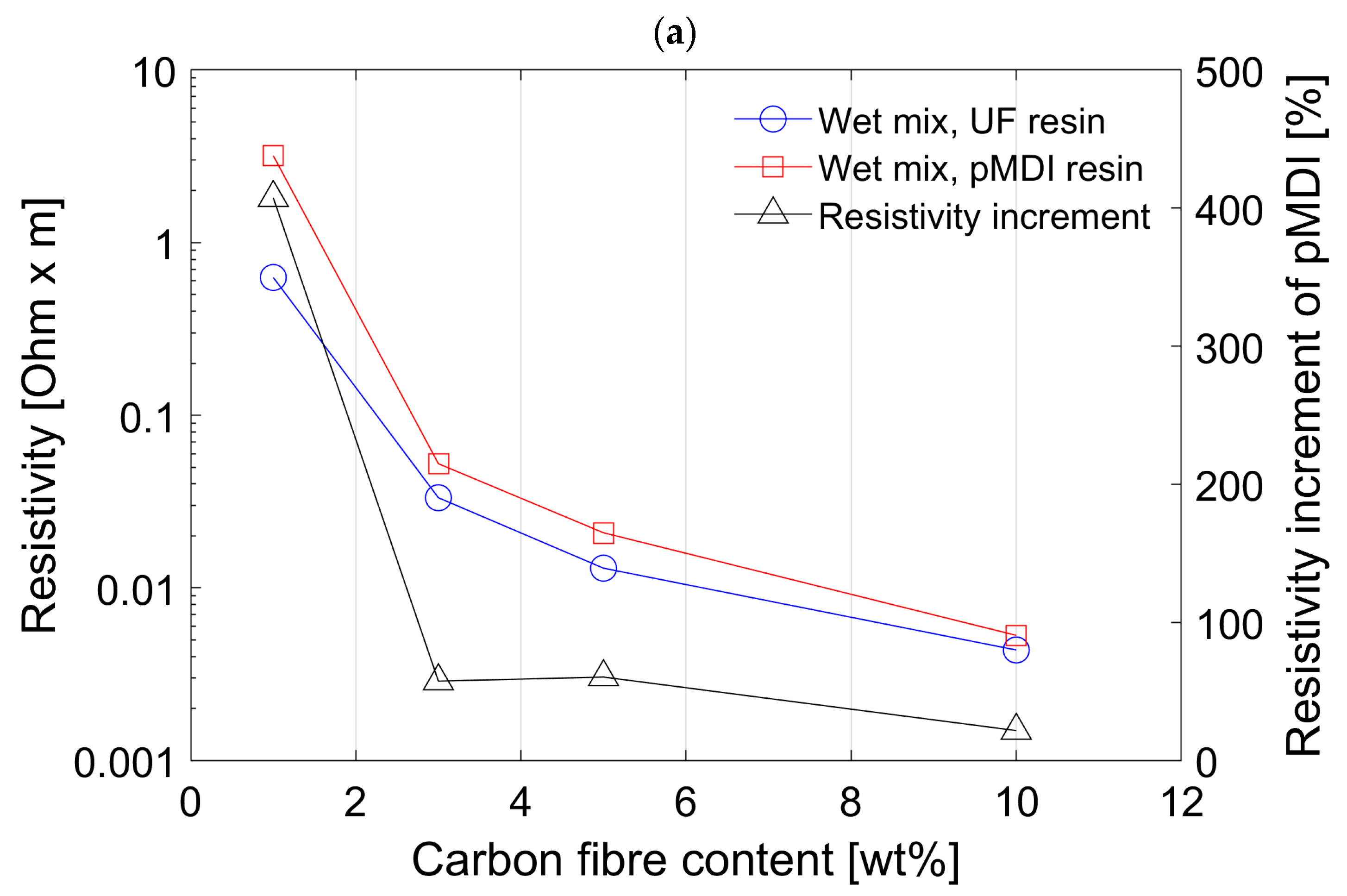
3.1. Electrical Properties
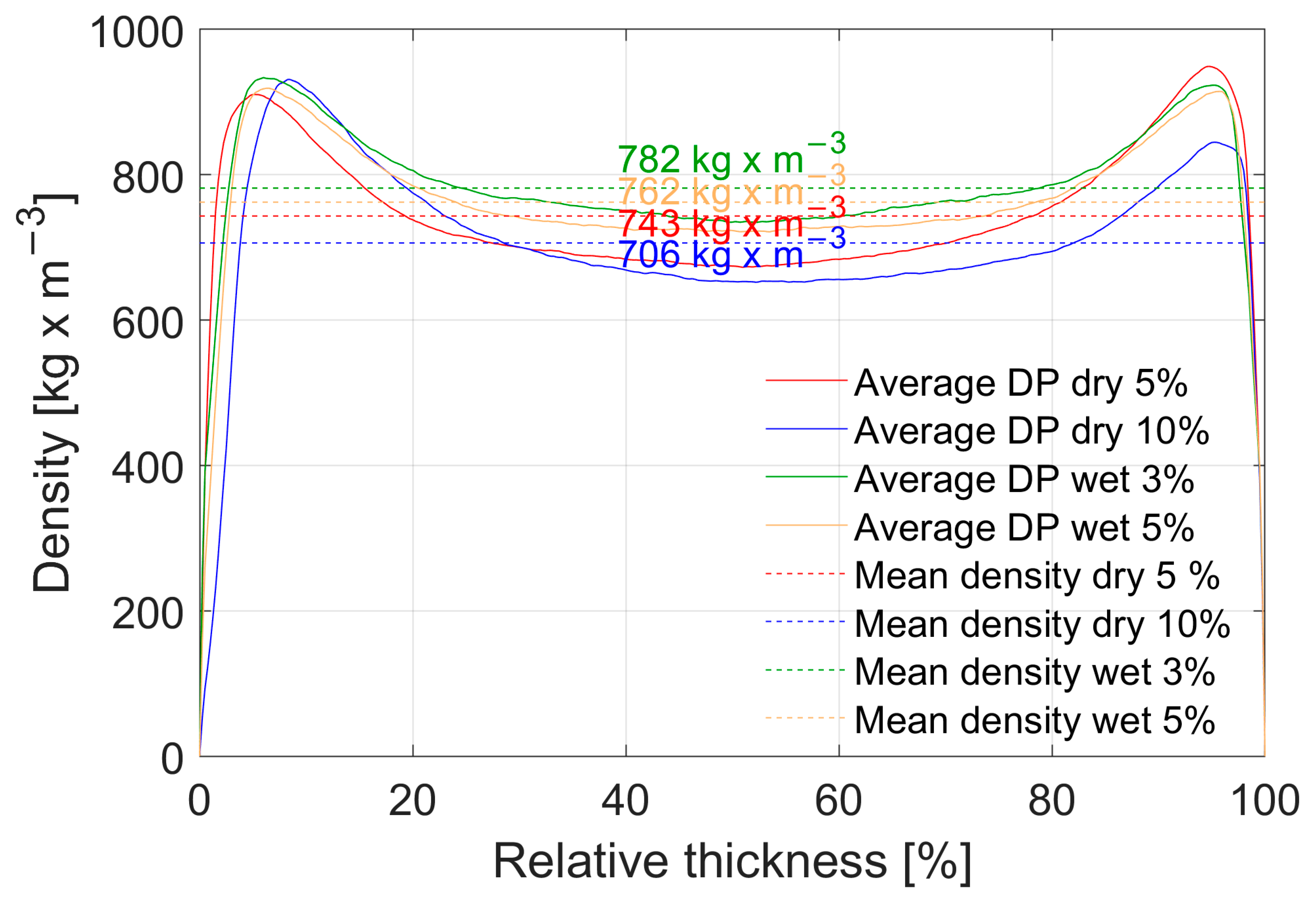
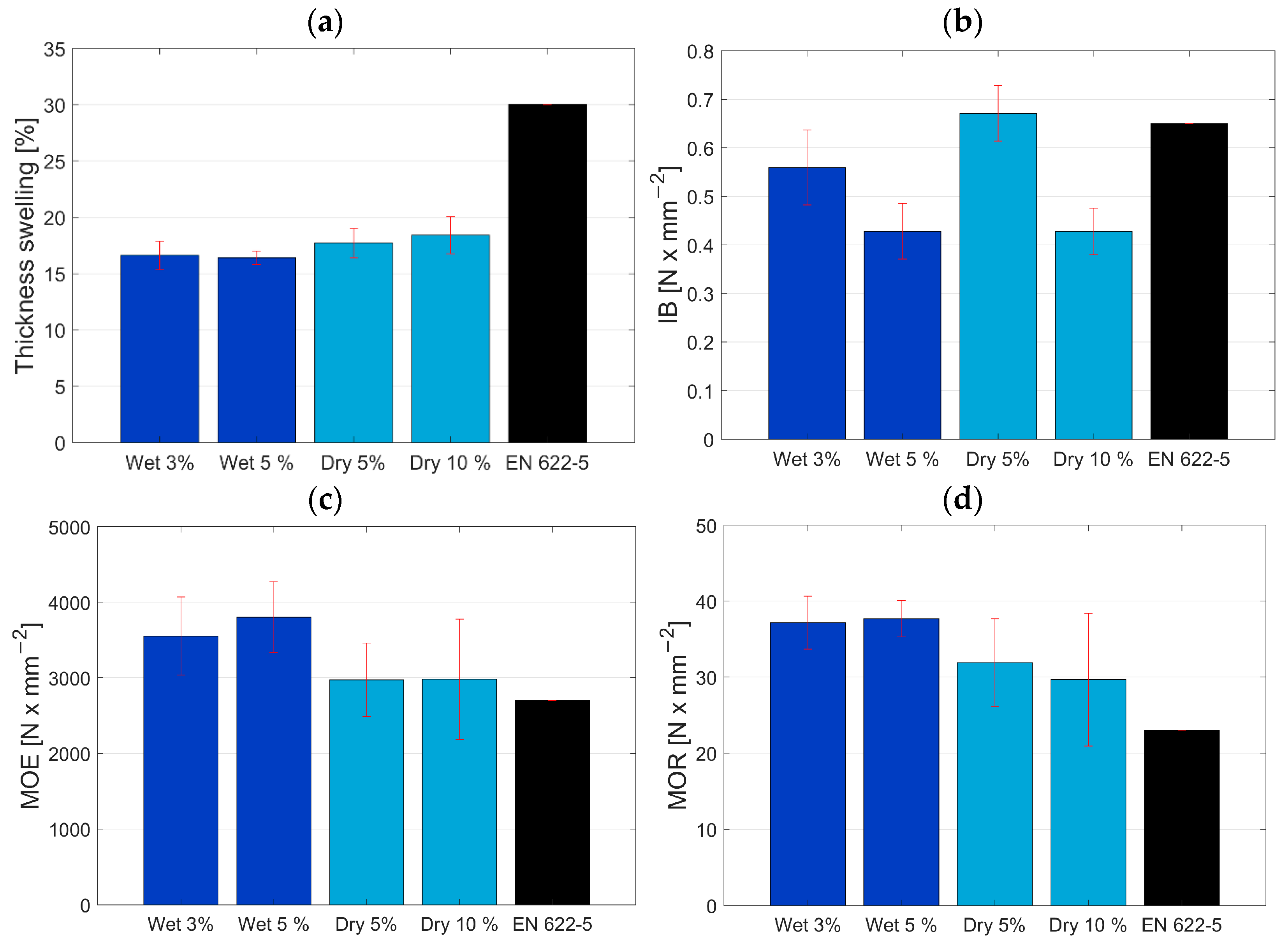
3.2. Mechanical and Physical Properties of MDF panels
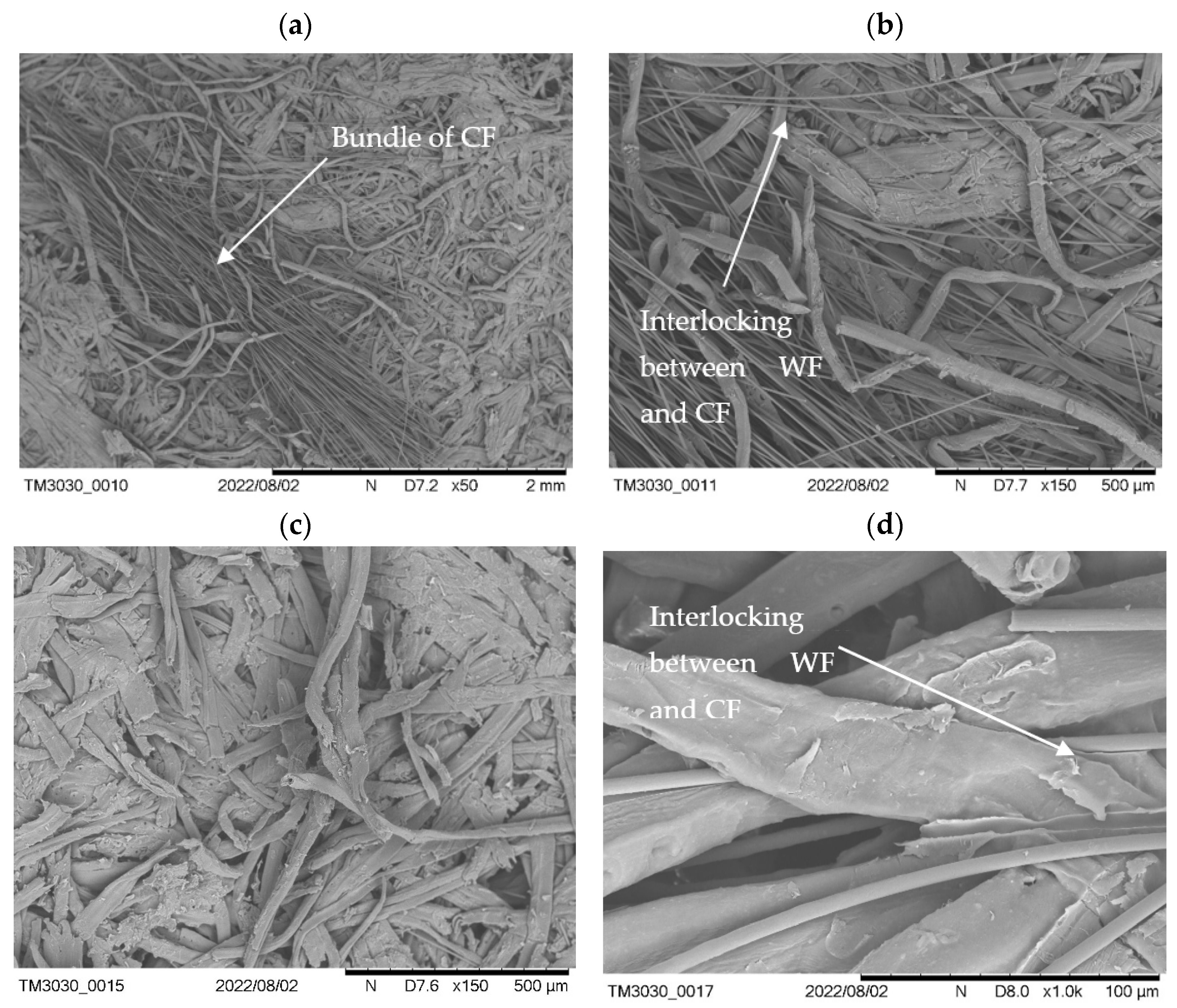
3.3. Microscopy and Optical Assessment of Wood/Carbon Fibre Mixture
3.4. Conductive Furniture Panel and Application
4. Conclusions
5. Patents
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Krejcar, O.; Maresova, P.; Selamat, A.; Melero, F.J.; Barakovic, S.; Husic, J.B.; Herrera-Viedma, E.; Frischer, R.; Kuča, K. Smart furniture as a component of a smart City—Definition based on key technologies specification. IEEE Access 2019, 7, 94822–94839. [Google Scholar] [CrossRef]
- Minnaert, B.; Stevens, N. The feasibility of wireless power transfer integration in contemporary furniture. In Proceedings of the 2016 IEEE International Conference on Emerging Technologies and Innovative Business Practices for the Transformation of Societies (EmergiTech), Balaclava, Mauritius, 3–6 August 2016; pp. 241–244. [Google Scholar]
- Vaida, C.; Gherman, B.; Dragomir, M.; Iamandi, O.; Banyai, D. Smart Furniture-Quo Vadis. In Proceedings of the 2014 International Conference on Production Research–3rd International Conference on Quality and Innovation in Engineering and Management, Cluj-Napoca, Romania, 1–5 July 2014. [Google Scholar]
- Frischer, R.; Krejcar, O.; Maresova, P.; Fadeyi, O.; Selamat, A.; Kuca, K.; Tomsone, S.; Teixeira, J.P.; Madureira, J.; Melero, F.J. Commercial ICT smart solutions for the elderly: State of the art and future challenges in the smart furniture sector. Electronics 2020, 9, 149. [Google Scholar] [CrossRef]
- Smardzewski, J. Furniture Design; Springer International Publishing: Cham, Switzerland, 2015; ISBN 978-3-319-19532-2. [Google Scholar]
- Ratnasingam, J. Furniture Manufacturing; Design Science and Innovation; Springer: Singapore, 2022; ISBN 978-981-16-9411-0. [Google Scholar]
- Mennicken, S.; Brush, A.J.B.; Roseway, A.; Scott, J. Exploring interactive furniture with EmotoCouch. In Proceedings of the 2014 ACM International Joint Conference on Pervasive and Ubiquitous Computing: Adjunct Publication, New York, NY, USA, 13 September 2014; pp. 307–310. [Google Scholar]
- Bleda, A.L.; Fernandez-Luque, F.J.; Rosa, A.; Zapata, J.; Maestre, R. Smart sensory furniture based on WSN for ambient assisted living. IEEE Sens. J. 2017, 17, 5626–5636. [Google Scholar] [CrossRef]
- Dreimol, C.H.; Guo, H.; Ritter, M.; Keplinger, T.; Ding, Y.; Günther, R.; Poloni, E.; Burgert, I.; Panzarasa, G. Sustainable wood electronics by iron-catalyzed laser-induced graphitization for large-scale applications. Nat. Commun. 2022, 13, 3680. [Google Scholar] [CrossRef] [PubMed]
- Tschannen, C.; Thoemen, H. Development of a concept for electrically conductive furniture panels. In Renewable Re-sources for a Sustainable and Healthy Future, Proceedings of the 2020 Society of Wood Science and Technology International Convention, Primorska, Slovenia, 12–15 July 2020; LeVan-Green, S., Ed.; InnoRenew CoE and University of Primorska: Primorska, Slovenia, 2020; pp. 242–252. [Google Scholar]
- Thoemen, H.; Tschannen, C. Structural Element with Electrically Conductive Properties and Method for the Use Thereof. Patent WO2020244953A1, 4 June 2019. [Google Scholar]
- Skaar, C. Electrical Properties of Wood. In Wood-Water Relations; Springer: Berlin/Heidelberg, Germany, 1988; pp. 207–262. [Google Scholar] [CrossRef]
- Konopka, A.; Barański, J.; Orłowski, K.; Szymanowski, K. The Effect of full-cell impregnation of pine wood (Pinus sylvestris L.) on changes in electrical resistance and on the accuracy of moisture content measurement using resistance meters. Bioresources 2017, 13, 1360–1371. [Google Scholar] [CrossRef]
- Trey, S.; Jafarzadeh, S.; Johansson, M. In situ polymerization of polyaniline in wood veneers. ACS Appl. Mater. Interfaces 2012, 4, 1760–1769. [Google Scholar] [CrossRef]
- Agarwal, M.; Xing, Q.; Shim, B.S.; Kotov, N.; Varahramyan, K.; Lvov, Y. Conductive paper from lignocellulose wood microfibers coated with a nanocomposite of carbon nanotubes and conductive polymers. Nanotechnology 2009, 20, 215602. [Google Scholar] [CrossRef] [PubMed]
- Agarwal, M.; Lvov, Y.; Varahramyan, K. Conductive wood microfibres for smart paper through layer-by-layer nanocoating. Nanotechnology 2006, 17, 5319–5325. [Google Scholar] [CrossRef]
- Guo, H.; Büchel, M.; Li, X.; Wäckerlin, A.; Chen, Q.; Burgert, I. Dictating anisotropic electric conductivity of a transparent copper nanowire coating by the surface structure of wood. J. R. Soc. Interface 2018, 15, 20170864. [Google Scholar] [CrossRef]
- Hanif, M.P.M.; Rozyanty, A.R.; Kahar, A.W.M.; Tan, S.J.; Supri, A.G. Effect of carbonized wood fiber and carbon black loading on density, tensile properties, electrical conductivity and swelling of ethylene vinyl acetate copolymer composites. Mater. Today: Proc. 2019, 16, 2016–2022. [Google Scholar] [CrossRef]
- Gindl-Altmutter, W.; Czabany, I.; Unterweger, C.; Gierlinger, N.; Xiao, N.; Bodner, S.C.; Keckes, J. Structure and electrical resistivity of individual carbonized natural and man-made cellulose fibres. J. Mater. Sci. 2020, 55, 10271–10280. [Google Scholar] [CrossRef]
- Kercher, A.K.; Nagle, D.C. Evaluation of carbonized medium-density fiberboard for electrical applications. Carbon 2002, 40, 1321–1330. [Google Scholar] [CrossRef]
- Kwon, J.H.; Park, S.B.; Ayrilmis, N.; Oh, S.W.; Kim, N.H. Effect of carbonization temperature on electrical resistivity and physical properties of wood and wood-based composites. Compos. Part B Eng. 2012, 46, 102–107. [Google Scholar] [CrossRef]
- Treusch, O. Carbon Materials and SiC-Ceramics Made from Wood-Based Panels. In Wood-Based Panels of An Introduction for Specialists; Thoemen, H., Irle, M., Sernek, M., Eds.; Brunel University Press: London, UK, 2010; pp. 251–264. ISBN 9781902316826. [Google Scholar]
- Zhu, X.; Sun, L. Multiscale analysis on electrical properties of carbon fiber-reinforced wood composites. Bioresources 2015, 10, 2392–2405. [Google Scholar] [CrossRef]
- Łukawski, D.; Dudkowiak, A.; Janczak, D.; Lekawa-Raus, A. Preparation and applications of electrically conductive wood layered composites. Compos. Part A Appl. Sci. Manuf. 2019, 127, 105656. [Google Scholar] [CrossRef]
- Hou, J.; Fu, F.; Lu, K.; Chen, L. Highly conductive fiberboards made with carbon and wood fibers. Bioresources 2015, 10, 6348–6362. [Google Scholar] [CrossRef]
- Pourjafar, M.; Behrooz, R.; Nayyeri, V.; Shalbafan, A. Medium density fiberboard (MDF) with efficient electromagnetic shielding: Preparation and evaluation. Bioresources 2022, 17, 1518–1532. [Google Scholar] [CrossRef]
- North, N.A.; MacLeod, I.D. Corrosion of Metals. In Conservation of Marine Archaeological Objects; Elsevier: Amsterdam, The Netherlands, 1987; pp. 68–98. [Google Scholar]
- Philbin, P.; Gordon, S.; Pretorius, N. Wear Characteristics of PCD When Machining Wood Based Composites. In Proceedings of the 34th International MATADOR Conference; Springer: London, UK, 2004; pp. 133–138. [Google Scholar]
- Minus, M.L.; Kumar, S. The processing, properties, and structure of carbon fibers. JOM 2005, 57, 52–58. [Google Scholar] [CrossRef]
- Tiwari, S.; Bijwe, J. Surface treatment of carbon fibers—A review. Procedia Technol. 2014, 14, 505–512. [Google Scholar] [CrossRef] [Green Version]
- Irle, M.; Barbu, M.C. Wood-Based Panel Technology. In Wood-Based Panels of An Introduction for Specialists; Thoemen, H., Irle, M., Sernek, M., Eds.; Brunel University Press: London, UK, 2010; p. 270. ISBN 9781902316826. [Google Scholar]
- Battelle, D.M.B. Conductive polymeric compositions. Polym. Eng. Sci. 1977, 17, 842–847. [Google Scholar] [CrossRef]
- Pike, G.E.; Seager, C.H. Percolation and conductivity: A computer study. I. Phys. Rev. B 1974, 10, 1421–1434. [Google Scholar] [CrossRef]
- Hargreaves, J.K.; Millard, D. The accuracy of four-probe resistivity measurements on silicon. Br. J. Appl. Phys. 1962, 13, 231–234. [Google Scholar] [CrossRef]
- SN EN 319:1993; Particleboards and Fiberboards—Determination of Tensile Strength Perpendicular to the Plane of the Board. Schweizerischer Ingenieur- und Architekten-Verein SIA: Zürich, Switzerland, 1993. (In Germany)
- SN EN 325:2012; Wood-Based Panels—Determination of Dimensions of Test Pieces. Schweizerischer Inge-nieur- und Architekten-Verein SIA: Zürich, Switzerland, 2012. (In Germany)
- SN EN 310:1993; Wood-Based Panels—Determination of Modulus of Elasticity in Bending and of Bending Strength. Schweizerischer Ingenieur- und Architekten-Verein SIA: Zürich, Switzerland, 1993. (In Germany)
- SN EN 317:1993; Particleboards and Fiberboards—Determination of Swelling in Thickness after Immersion in Water. Schweizerischer Ingenieur- und Architekten-Verein SIA: Zürich, Switzerland, 1993.
- Prieto, J.; Kiene, J. Holzbeschichtung: Chemie Und Praxis; Vincentz network: Hannover, Germany, 2007; ISBN 3-87870-749-5. [Google Scholar]
- SN EN 622-5:2009; Fibreboards—Specifications—Part 5: Requirements for Dry Process Boards (MDF). Schweizerischer Ingenieur- und Architekten-Verein SIA: Zürich, Switzerland, 2009.
- Nazerian, M.; Ghalehno, M.D.; Gozali, E. Effects of wood species, particle sizes and dimensions of residue obtained from trimming of wood–cement composites on physical and mechanical properties of cement-bonded particleboard. Wood Mater. Sci. Eng. 2011, 6, 196–206. [Google Scholar] [CrossRef]
- Auriga, R.; Gumowska, A.; Szymanowski, K.; Wronka, A.; Robles, E.; Ocipka, P.; Kowaluk, G. Performance properties of plywood composites reinforced with carbon fibers. Compos. Struct. 2020, 248, 112533. [Google Scholar] [CrossRef]
- Stanzione, J., III; La Scala, J. Sustainable polymers and polymer science: Dedicated to the life and work of Richard P. Wool. J. Appl. Polym. Sci. 2016, 133, 1–13. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Code | Mixing Process | Resin Type | CF Content (%) |
|---|---|---|---|
| A | Wet mixing | UF | 1 |
| B | 3 | ||
| C | 5 | ||
| D | 10 | ||
| E | pMDI | 1 | |
| F | 3 | ||
| G | 5 | ||
| H | 10 | ||
| I | Dry mixing | UF | 5 |
| J | 10 | ||
| K (for furniture) | Wet mixing | UF | 5 |
| Conductivity (S/m) | ||||
|---|---|---|---|---|
| Carbon Fibre Content (wt%) | UF-Board (wet mix) | pMDI-Board (Wet Mix) | UF-Board (Dry Mix) | Ratio (UF-Board Wet Mix/pMDI-Board Wet Mix/UF-Board Dry Mix) |
| 1 | 1.59 | 0.31 | - | 1/5.1/- |
| 3 | 30.06 | 19.10 | - | 1/1.6/- |
| 5 | 76.93 | 47.97 | 24.85 | 1/1.6/3.1 |
| 10 | 229.20 | 188.50 | 109.53 | 1/1.2/2.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tschannen, C.; Shalbafan, A.; Thoemen, H. Development of an Electrically Conductive MDF Panel—Evaluation of Carbon Content and Resin Type. Polymers 2023, 15, 912. https://doi.org/10.3390/polym15040912
Tschannen C, Shalbafan A, Thoemen H. Development of an Electrically Conductive MDF Panel—Evaluation of Carbon Content and Resin Type. Polymers. 2023; 15(4):912. https://doi.org/10.3390/polym15040912
Chicago/Turabian StyleTschannen, Christof, Ali Shalbafan, and Heiko Thoemen. 2023. "Development of an Electrically Conductive MDF Panel—Evaluation of Carbon Content and Resin Type" Polymers 15, no. 4: 912. https://doi.org/10.3390/polym15040912