
Evaluation of the Mechanical and Tribological Behavior of Polyether Ether Ketone Fiber-Reinforced Resin-Based Friction Materials Fabricated by Wet Granulation

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Fabrication of Specimen
2.3. Testing Methods and Equipment
3. Results and Discussion
3.1. Thermogravimetric Analysis
3.2. Density and Hardness
3.3. Impact Strength
3.4. Tribological Properties
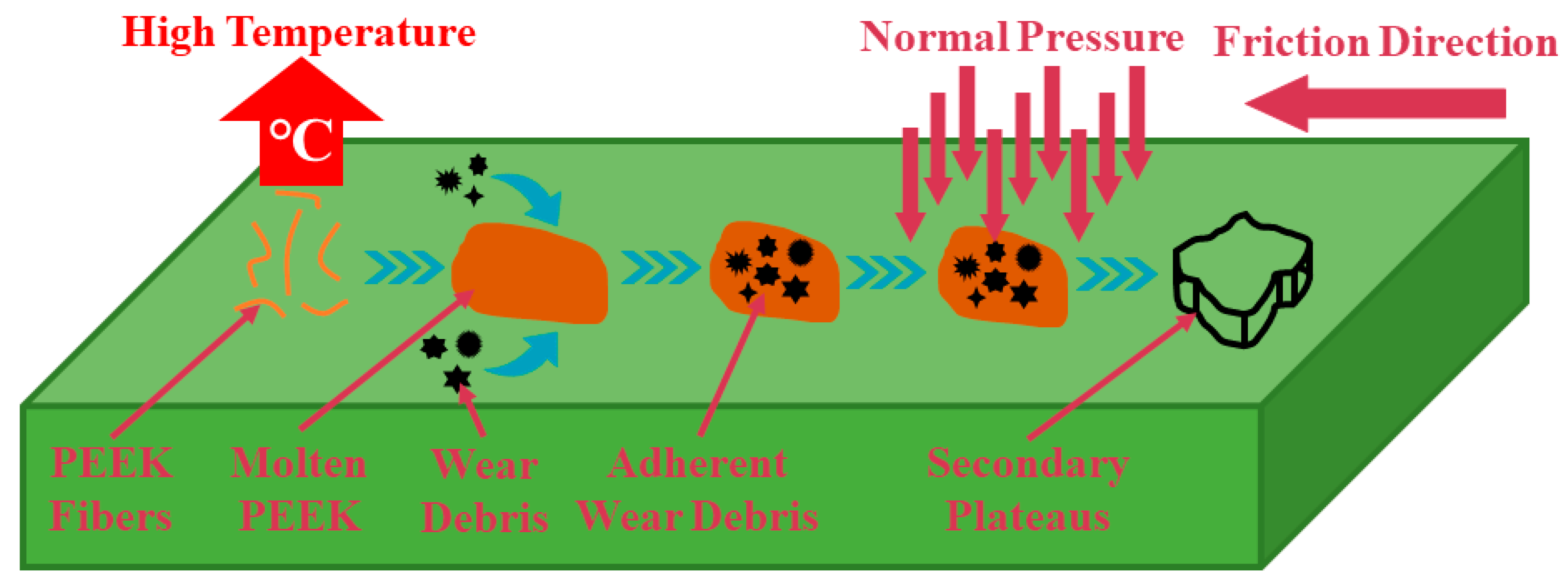
3.5. Wear Mechanisms
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Sathyamoorthy, G.; Vijay, R.; Singaravelu, D.L. Brake friction composite materials: A review on classifications and influences of friction materials in braking performance with characterizations. Proc. Inst. Mech. Eng. Part J-J. Eng. Tribol. 2022, 236, 1674–1706. [Google Scholar] [CrossRef]
- Hong, U.S.; Jung, S.L.; Cho, K.H.; Cho, M.H.; Kim, S.J.; Jang, H. Wear mechanism of multiphase friction materials with different phenolic resin matrices. Wear 2009, 266, 739–744. [Google Scholar] [CrossRef]
- Ma, Y.; Liu, Y.; Menon, C.; Tong, J. Evaluation of Wear Resistance of Friction Materials Prepared by Granulation. ACS Appl. Mater. Interfaces 2015, 7, 22814–22820. [Google Scholar] [CrossRef] [PubMed]
- Huang, S.; Bao, J.; Yin, Y.; Ge, S.; Liu, T. A Review of Brake Friction Materials: Development, Tribological Performance and Failure Prediction. Sci. Adv. Mater. 2019, 11, 613–628. [Google Scholar] [CrossRef]
- Li, L.; Zhuang, J.; Tong, T.; Tong, J.; Zhao, X.; Cao, F.; Song, W.; Wang, D.; Tian, Y.; Ma, Y.; et al. Effect of Wet Granulation on Tribological Behaviors of Cu-Based Friction Materials. Materials 2023, 16, 1075. [Google Scholar] [CrossRef]
- Shi, S.C.; Peng, Y.Q. Hydrophobicity and Macroscale Tribology Behavior of Stearic Acid/Hydroxypropyl Methylcellulose Dual-Layer Composite. Materials 2021, 14, 7707. [Google Scholar] [CrossRef] [PubMed]
- Zhao, X.; Ouyang, J.; Yang, H.; Tan, Q. Effect of Basalt Fibers for Reinforcing Resin-Based Brake Composites. Minerals 2020, 10, 490. [Google Scholar] [CrossRef]
- Liu, S.; Dong, C.; Yuan, C.; Bai, X. Study of the synergistic effects of fiber orientation, fiber phase and resin phase in a fiber-reinforced composite material on its tribological properties. Wear 2019, 426–427, 1047–1055. [Google Scholar] [CrossRef]
- Oskouei, A.V.; Taleie, S.M. Experimental Investigation of Relaxation of Fiber-reinforced Polymer Composites. J. Reinf. Plast. Compos. 2016, 29, 2705–2718. [Google Scholar] [CrossRef]
- Eriksson, M.; Jacobson, S. Tribological Surfaces of Organic Brake Pads. Tribol. Int. 2000, 33, 817–827. [Google Scholar] [CrossRef]
- Maulana, I.T.; Surojo, E.; Muhayat, N.; Raharjo, W.W. Frictional Characteristics of Friction Brake Material Using Cantala Fibers as Reinforcement. Tribol. Online 2018, 13, 188–194. [Google Scholar] [CrossRef]
- Ahmadijokani, F.; Shojaei, A.; Dordanihaghighi, S.; Jafarpour, E.; Mohammadi, S.; Arjmand, M. Effects of hybrid carbon-aramid fiber on performance of non-asbestos organic brake friction composites. Wear 2020, 452–453, 203280. [Google Scholar] [CrossRef]
- Kumar, S.; Singh, K.K. Tribological behaviour of fibre-reinforced thermoset polymer composites: A review. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2020, 234, 1439–1449. [Google Scholar] [CrossRef]
- Cui, G.; Liu, H.; Shi, R.; Li, S.; Han, J. Dry-braking properties of resin based friction materials by different fibres. Lubr. Sci. 2019, 32, 21–29. [Google Scholar] [CrossRef]
- Ahmadijokani, F.; Shojaei, A.; Arjmand, M.; Alaei, Y.; Yan, N. Effect of short carbon fiber on thermal, mechanical and tribological behavior of phenolic-based brake friction materials. Compos. Part B Eng. 2019, 168, 98–105. [Google Scholar] [CrossRef]
- Ahmadijokani, F.; Alaei, Y.; Shojaei, A.; Arjmand, M.; Yan, N. Frictional behavior of resin-based brake composites: Effect of carbon fibre reinforcement. Wear 2019, 420–421, 108–115. [Google Scholar] [CrossRef]
- Park, S.B.; Cho, K.H.; Jung, S.; Jang, H. Tribological properties of brake friction materials with steel fibers. Met. Mater. Int. 2009, 15, 27–32. [Google Scholar] [CrossRef]
- Jang, H.; Ko, K.; Kim, S.J.; Basch, R.H.; Fash, J.W. The effect of metal fibers on the friction performance of automotive brake friction materials. Wear 2004, 256, 406–414. [Google Scholar] [CrossRef]
- Xian, J.; Xiaomei, L. Friction and Wear Characteristics of Polymer-Matrix Friction Materials Reinforced by Brass Fibers. J. Mater. Eng. Perform. 2004, 13, 642–646. [Google Scholar] [CrossRef]
- Yang, Y.; Hong, W.; Bo-wei, L.; Hui, W.; Yong, L. Effect of copper fiber on performance of automotive friction materials. J. Mater. Eng. 2021, 49, 96–103. [Google Scholar]
- Liu, Y.; Wang, L.; Liu, D.; Ma, Y.; Tian, Y.; Tong, J.; Senthamaraikannan, P.; Saravanakumar, S. Evaluation of wear resistance of corn stalk fiber reinforced brake friction materials prepared by wet granulation. Wear 2019, 432–433, 102918. [Google Scholar] [CrossRef]
- Wu, C.M.; Cheng, Y.C.; Lai, W.Y.; Chen, P.H.; Way, T.D. Friction and Wear Performance of Staple Carbon Fabric-Reinforced Composites: Effects of Surface Topography. Polymers 2020, 12, 141. [Google Scholar] [CrossRef] [PubMed]
- Eid Alajmi, A.; Alotaibi, J.G.; Yousif, B.F.; Nirmal, U. Tribological Studies of Bamboo Fibre Reinforced Epoxy Composites Using a BOD Technique. Polymers 2021, 13, 2444. [Google Scholar] [CrossRef] [PubMed]
- Song, J.; Liao, Z.; Wang, S.; Liu, Y.; Liu, W.; Tyagi, R. Study on the Tribological Behaviors of Different PEEK Composite Coatings for Use as Artificial Cervical Disk Materials. J. Mater. Eng. Perform. 2015, 25, 116–129. [Google Scholar] [CrossRef]
- Li, L.; Ma, Z.; Liu, G.; Tong, J.; Song, W.; Ren, L.; Tong, T.; Ma, Y. Effect of Polymer Ether Ketone Fibers on the Tribological Properties of Resin-Based Friction Materials. Materials 2023, 16, 2094. [Google Scholar] [CrossRef]
- Akagaki, T. Tribological properties and applications of PEEK material. J. Jpn. Soc. Tribol. 2007, 52, 126–131. [Google Scholar]
- Chen, K.; Lu, Z.; Wei, P.; Liu, H.; Wei, D.; Xie, H. Study of Friction and Wear Characteristics of PEEK by Reciprocating Sliding Experiment and Temperature Dependences Simulation. Tribol. Lett. 2022, 70, 99. [Google Scholar] [CrossRef]
- Xiong, D.; Xiong, L.; Liu, L. Preparation and tribological properties of polyetheretherketone composites. J. Biomed. Mater. Res. B Appl. Biomater. 2010, 93, 492–496. [Google Scholar] [CrossRef]
- Bijwe, J. Composites as friction materials: Recent developments in non-asbestos fiber reinforced friction materials-A review. Polym. Compos. 1997, 18, 378–396. [Google Scholar] [CrossRef]
- Blau, P.; Mclaughlin, J. Effects of water films and sliding speed on the frictional behavior of truck disc brake materials. Tribol. Int. 2003, 36, 709–715. [Google Scholar] [CrossRef]
- Lertwassana, W.; Parnklang, T.; Mora, P.; Jubsilp, C.; Rimdusit, S. High performance aramid pulp/carbon fiber-reinforced polybenzoxazine composites as friction materials. Compos. Part B Eng. 2019, 177, 107280. [Google Scholar] [CrossRef]
- Asim, M.; Jawaid, M.; Paridah, M.T.; Saba, N.; Nasir, M.; Shahroze, R.M. Dynamic and thermo-mechanical properties of hybridized kenaf/PALF reinforced phenolic composites. Polym. Compos. 2019, 40, 3814–3822. [Google Scholar] [CrossRef]
- Pei, X.-Q.; Bennewitz, R.; Schlarb, A.K. Mechanisms of Friction and Wear Reduction by Carbon Fiber Reinforcement of PEEK. Tribol. Lett. 2015, 58, 42. [Google Scholar] [CrossRef]
- Cai, P.; Li, Z.; Wang, T.; Wang, Q. Effect of aspect ratios of aramid fiber on mechanical and tribological behaviors of friction materials. Tribol. Int. 2015, 92, 109–116. [Google Scholar] [CrossRef]
- Patnaik, A.; Kumar, M.; Satapathy, B.K.; Tomar, B.S. Performance sensitivity of hybrid phenolic composites in friction braking: Effect of ceramic and aramid fibre combination. Wear 2010, 269, 891–899. [Google Scholar] [CrossRef]
- Hwang, H.J.; Jung, S.L.; Cho, K.H.; Kim, Y.J.; Jang, H. Tribological performance of brake friction materials containing carbon nanotubes. Wear 2010, 268, 519–525. [Google Scholar] [CrossRef]
- Öztürk, B.; Arslan, F.; Öztürk, S. Effects of Different Kinds of Fibers on Mechanical and Tribological Properties of Brake Friction Materials. Tribol. Trans. 2013, 56, 536–545. [Google Scholar] [CrossRef]
- Cheng, D.-Q.; Wang, X.-T.; Zhu, J.; Qiu, D.-H.; Cheng, X.-W.; Guan, Q.-F. Friction and wear behavior of carbon fiber reinforced brake materials. Front. Mater. Sci. China 2009, 3, 56–60. [Google Scholar] [CrossRef]
- Gweon, J.H.; Joo, B.S.; Jang, H. The effect of short glass fiber dispersion on the friction and vibration of brake friction materials. Wear 2016, 362–363, 61–67. [Google Scholar] [CrossRef]
- Ma, Y.H.; Jia, S.Q.; Wang, B.G.; Ye, W.; Tong, J.; Jia, H.L.; Wen, S. Properties of Jute Fibers Reinforced Friction Materials. Adv. Mater. Res. 2011, 399–401, 474–477. [Google Scholar] [CrossRef]
- Fei, J.; Luo, D.; Zhang, C.; Li, H.; Cui, Y.; Huang, J. Friction and wear behavior of SiC particles deposited onto paper-based friction material via electrophoretic deposition. Tribol. Int. 2018, 119, 230–238. [Google Scholar] [CrossRef]
- Sun, X.; Yu, C.; Zhang, L.; Cao, J.; Kaleli, E.H.; Xie, G. Tribological and Antibacterial Properties of Polyetheretherketone Composites with Black Phosphorus Nanosheets. Polymers 2022, 14, 1242. [Google Scholar] [CrossRef] [PubMed]
- Verma, P.C.; Ciudin, R.; Bonfanti, A.; Aswath, P.; Straffelini, G.; Gialanella, S. Role of the friction layer in the high-temperature pin-on-disc study of a brake material. Wear 2016, 346–347, 56–65. [Google Scholar] [CrossRef]
- Österle, W.; Prietzel, C.; Kloß, H.; Dmitriev, A.I. On the role of copper in brake friction materials. Tribol. Int. 2010, 43, 2317–2326. [Google Scholar] [CrossRef]
- Saffar, A.; Shojaei, A. Effect of rubber component on the performance of brake friction materials. Wear 2012, 274–275, 286–297. [Google Scholar] [CrossRef]
- Menapace, C.; Leonardi, M.; Perricone, G.; Bortolotti, M.; Straffelini, G.; Gialanella, S. Pin-on-disc study of brake friction materials with ball-milled nanostructured components. Mater. Des. 2017, 115, 287–298. [Google Scholar] [CrossRef]
- Sugozu, I.; Mutlu, I.; Sugozu, K.B. The effect of ulexite to the tribological properties of brake lining materials. Polym. Compos. 2016, 39, 55–62. [Google Scholar] [CrossRef]
- Huang, W.; Ju, T.; Li, R.; Duan, Y.; Duan, Y.; Wei, J.; Zhu, L. High-κ and High-Temperature Dipolar Glass Polymers Based on Sulfonylated and Cyanolated Poly(Arylene Ether)s for Capacitive Energy Storage. Adv. Electron. Mater. 2022, 9, 2200414. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Raw Materials (by wt.%) and Size (by Mesh) | Specimens | ||||
|---|---|---|---|---|---|
| PFS-0 | PFS-2 | PFS-4 | PFS-6 | PFS-8 | |
| PEEK fiber (0.1 mm× 3 mm) | 0 | 2.00 | 4.00 | 6.00 | 8.00 |
| Sepiolite fiber (0.15 mm × 2.5 mm) | 5.00 | 5.00 | 5.00 | 5.00 | 5.00 |
| Compound mineral fibers (0.2 mm × 3 mm) | 20.00 | 20.00 | 20.00 | 20.00 | 20.00 |
| Phenolic powder (200) | 9.00 | 9.00 | 9.00 | 9.00 | 9.00 |
| Graphite (100) | 8.00 | 8.00 | 8.00 | 8.00 | 8.00 |
| Petroleum coke (400) | 7.00 | 7.00 | 7.00 | 7.00 | 7.00 |
| Aluminum oxide (325) | 6.00 | 6.00 | 6.00 | 6.00 | 6.00 |
| Friction dust (cashew nut shell oil, 100) | 2.00 | 2.00 | 2.00 | 2.00 | 2.00 |
| Calcium carbonate (1250) | 13.00 | 13.00 | 13.00 | 13.00 | 13.00 |
| Vermiculite powder (30) | 5.00 | 5.00 | 5.00 | 5.00 | 5.00 |
| Barium sulfate (325) | 24.00 | 22.00 | 20.00 | 18.00 | 16.00 |
| Zinc stearate (200) | 1.00 | 1.00 | 1.00 | 1.00 | 1.00 |
| Raw Materials | Raw Materials Information | |||
|---|---|---|---|---|
| Purity | Supply | Function | ||
| PEEK fiber | Changzhou Chuangying New Material Technology Co., LTD, Changzhou, China | Reinforce mechanical strength, adhering wear debris on worn surface | ||
| Sepiolite fiber | 99% | Lingshou Jiasuo Building Materials Processing Co., LTD, Shijiazhuang, China | Reinforce mechanical strength | |
| Compound mineral fibers | SiO2: 40–43%; Al2O3:16–18%; CaO: 14–16%; MgO: 5–7%; Fe2O3: 3–5%; C: 4–6% | Shijiazhuang Mayue Building Materials Co., LTD, Shijiazhuang, China | Reinforce mechanical strength | |
| Phenolic powder | Henan Borun Casting Material Co., LTD, Gongyi, China | Adhere to the other reinforcement components | ||
| Graphite | 99.5% | Henan Borun Casting Material Co., LTD, Gongyi, China | Form friction film to enhance tribological properties | |
| Petroleum coke | 85% | Shijiazhuang Yuxin Building Materials Co., LTD, Shijiazhuang, China | Reduce COF and specific wear rate | |
| Aluminum oxide | 99.9% | Henan Borun Casting Material Co., LTD, Gongyi, China | Reduce adhesive wear, enhance COF and wear resistance | |
| Friction dust (cashew nut shell oil) | Zhejiang Jiamin Plastic Co., LTD, Jiaxing, China | Improve braking stability and reduce braking noisy | ||
| Calcium carbonate | 99% | Shandong Yusuo Chemical Technology Co., LTD, Linyi, China | Filler in RBFMs | |
| Vermiculite powder | Lingshou Xuyang Mining Co., LTD, Shijiazhuang, China | Reduce braking noise and density of RBFMs | ||
| Barium sulfate | ≥98% | Shandong Yusuo Chemical Technology Co., LTD, Linyi, China | Reduce braking noise | |
| Zinc stearate | Zinc content: 11.01%; Free acid content: 0.47%; Moisture content: 0.37% | Wuxi Yatai Joint Chemical Co., LTD, Wuxi, China | Lubrication | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, L.; Ma, Z.; Liu, G.; Song, W.; Ren, L.; Yuan, S.; Yang, X.; Zhang, Q.; Ma, Y. Evaluation of the Mechanical and Tribological Behavior of Polyether Ether Ketone Fiber-Reinforced Resin-Based Friction Materials Fabricated by Wet Granulation. Polymers 2023, 15, 4732. https://doi.org/10.3390/polym15244732
Li L, Ma Z, Liu G, Song W, Ren L, Yuan S, Yang X, Zhang Q, Ma Y. Evaluation of the Mechanical and Tribological Behavior of Polyether Ether Ketone Fiber-Reinforced Resin-Based Friction Materials Fabricated by Wet Granulation. Polymers. 2023; 15(24):4732. https://doi.org/10.3390/polym15244732
Chicago/Turabian StyleLi, Lekai, Zichao Ma, Guoqin Liu, Wei Song, Lili Ren, Shengwang Yuan, Xiao Yang, Qifeng Zhang, and Yunhai Ma. 2023. "Evaluation of the Mechanical and Tribological Behavior of Polyether Ether Ketone Fiber-Reinforced Resin-Based Friction Materials Fabricated by Wet Granulation" Polymers 15, no. 24: 4732. https://doi.org/10.3390/polym15244732