
Manufacturing Process, Tensile-Compressive, and Impact Properties of Tungsten (W)-Particle-Reinforced SLA Methacrylate
 , ,
, , {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. W-Particle-Reinforced Methacrylate Composite Preparation
2.2. Specimens’ Specifications and Manufacturing
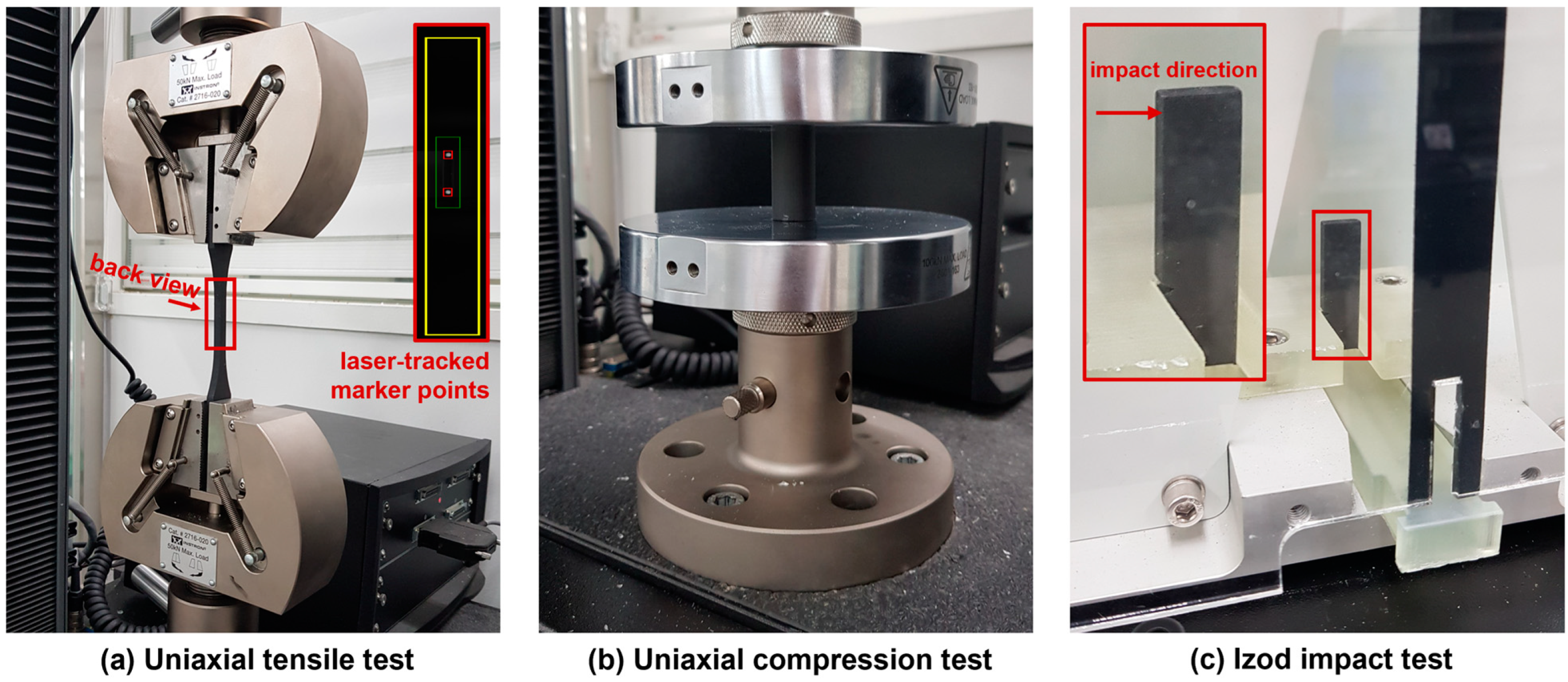
2.3. Specimens’ Testing Procedures
3. Results and Discussion
3.1. Tensile Properties
3.2. Compressive Properties
3.3. Impact Properties
3.4. Failure and Fracture Surface SEM Analysis
3.5. Dimensional Accuracy
4. Conclusions
- i
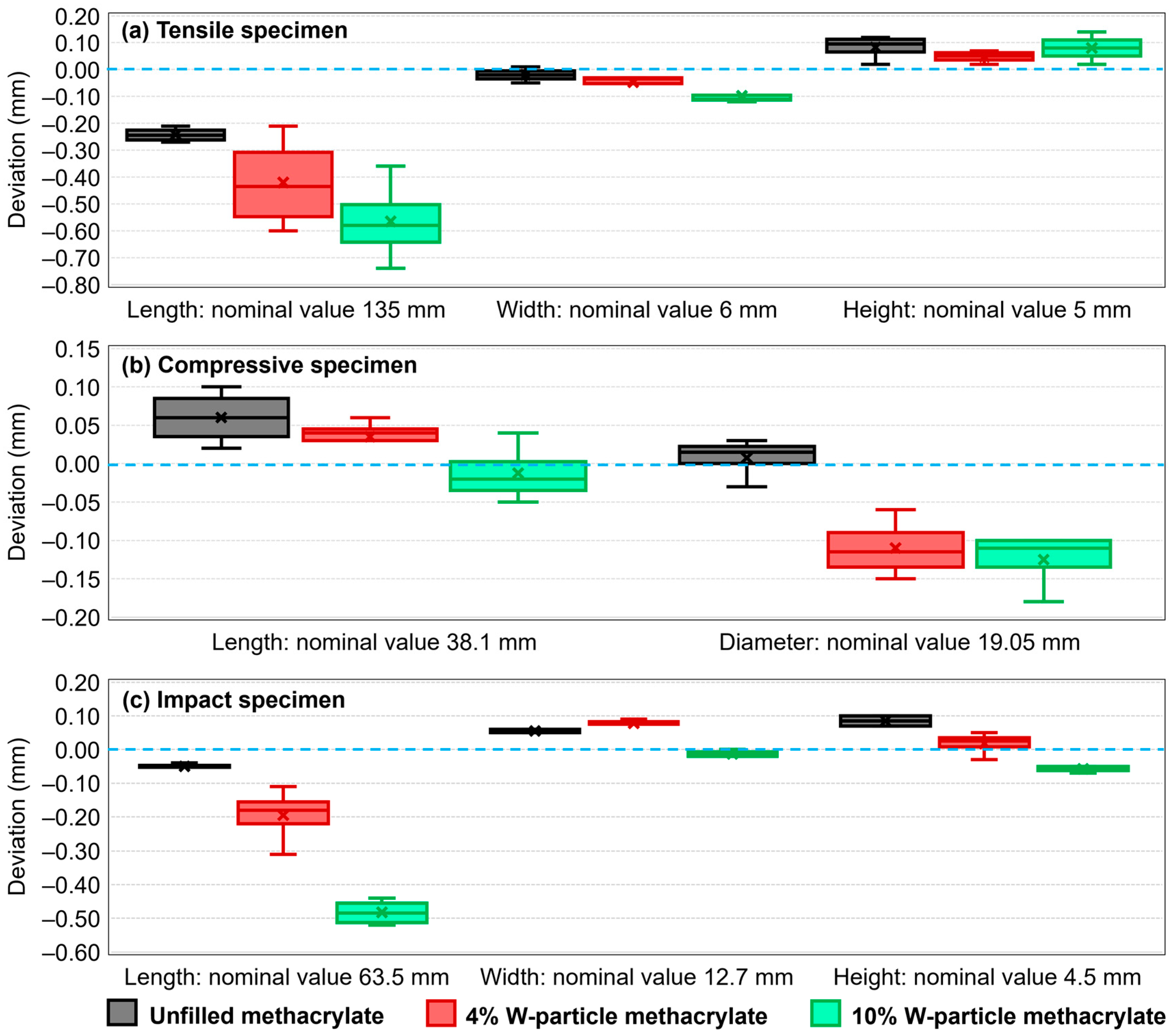
- The manufacturing process developed successfully achieved the production of specimens with two different percentages of tungsten micro-size particle reinforcements (4% and 10%). Three different samples have been produced in different steps, assuring the repeatability of the process.
- ii
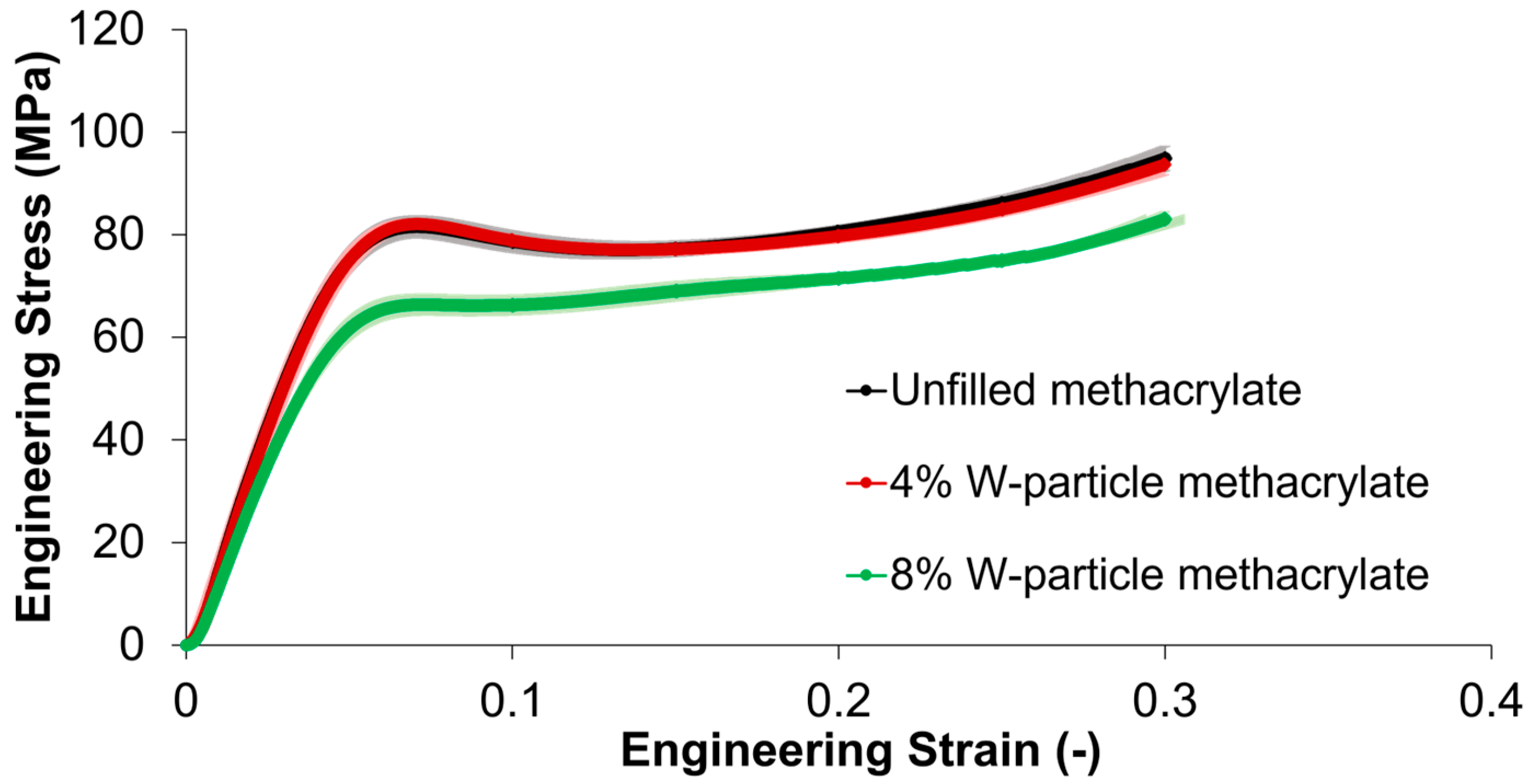
- The tensile material properties of 4% and 10% tungsten-particle-reinforced specimens showed a decrease in the elastic modulus (−11.1% and −34.8%, respectively) and ultimate tensile strength (−13.7% and −40.8%, respectively), while a slight increase in the failure strain (+1.1% and 6.1%, respectively) compared to the unfilled material properties. On the other hand, 4% tungsten reinforcement shows a similar behavior to the unfilled specimens under compression load, with an elastic modulus of 1.5 GPa and 122 MPa of UTS. The 10% tungsten-reinforced composite showed a decrease in the compressive elastic modulus (−16.3%) and UTS (−1.4%) compared to the unfilled material.
- iii
- Concerning the impact tests, an increment in the tungsten particles inside the resin matrix led to a strong increment in the impact strength. Compared to the unfilled material samples, the 4% tungsten-particle-reinforced specimens show an average increment of 28.3% in the impact strength, while 55.1% for the 10% tungsten-particle-reinforced material.
- iv
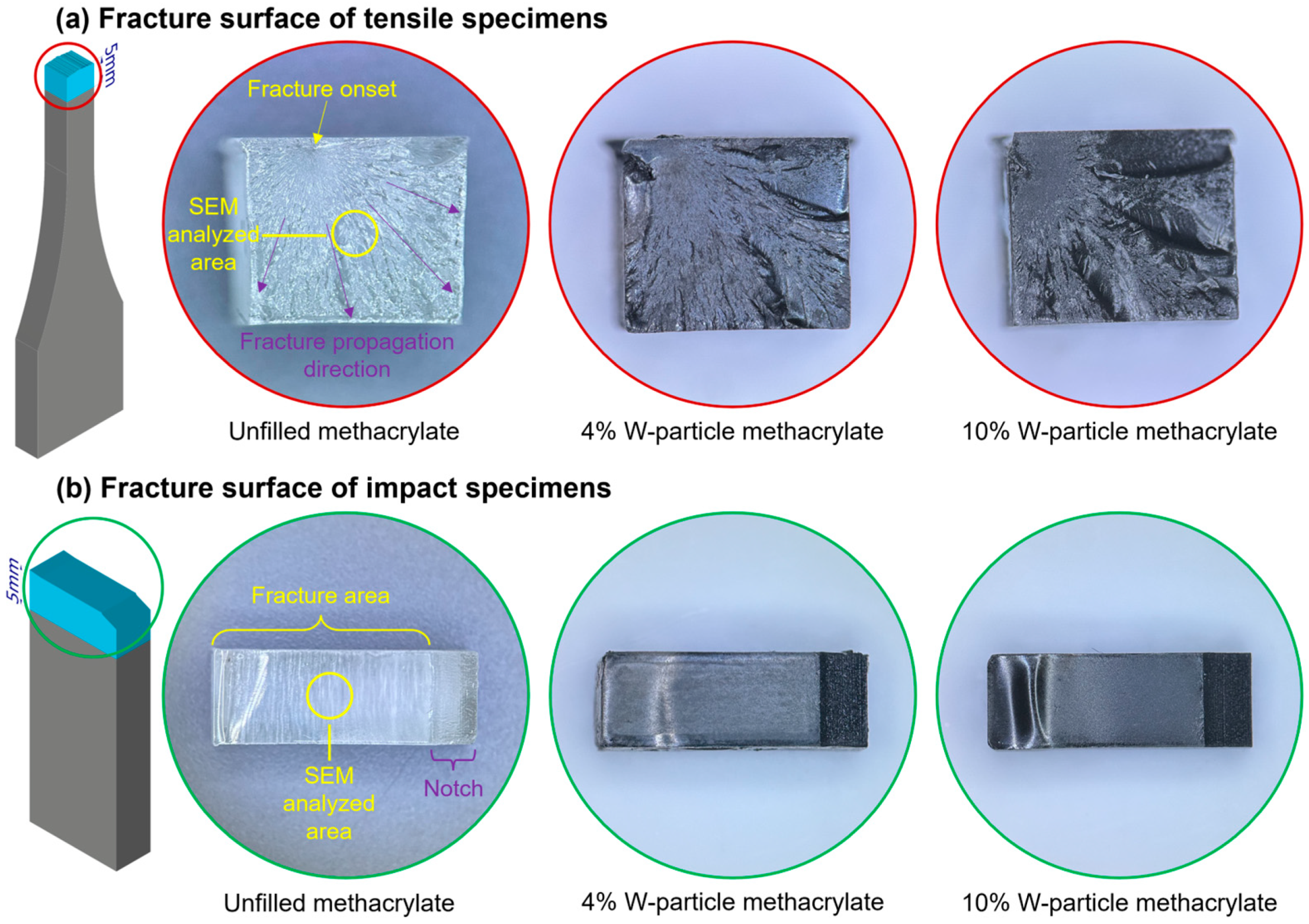
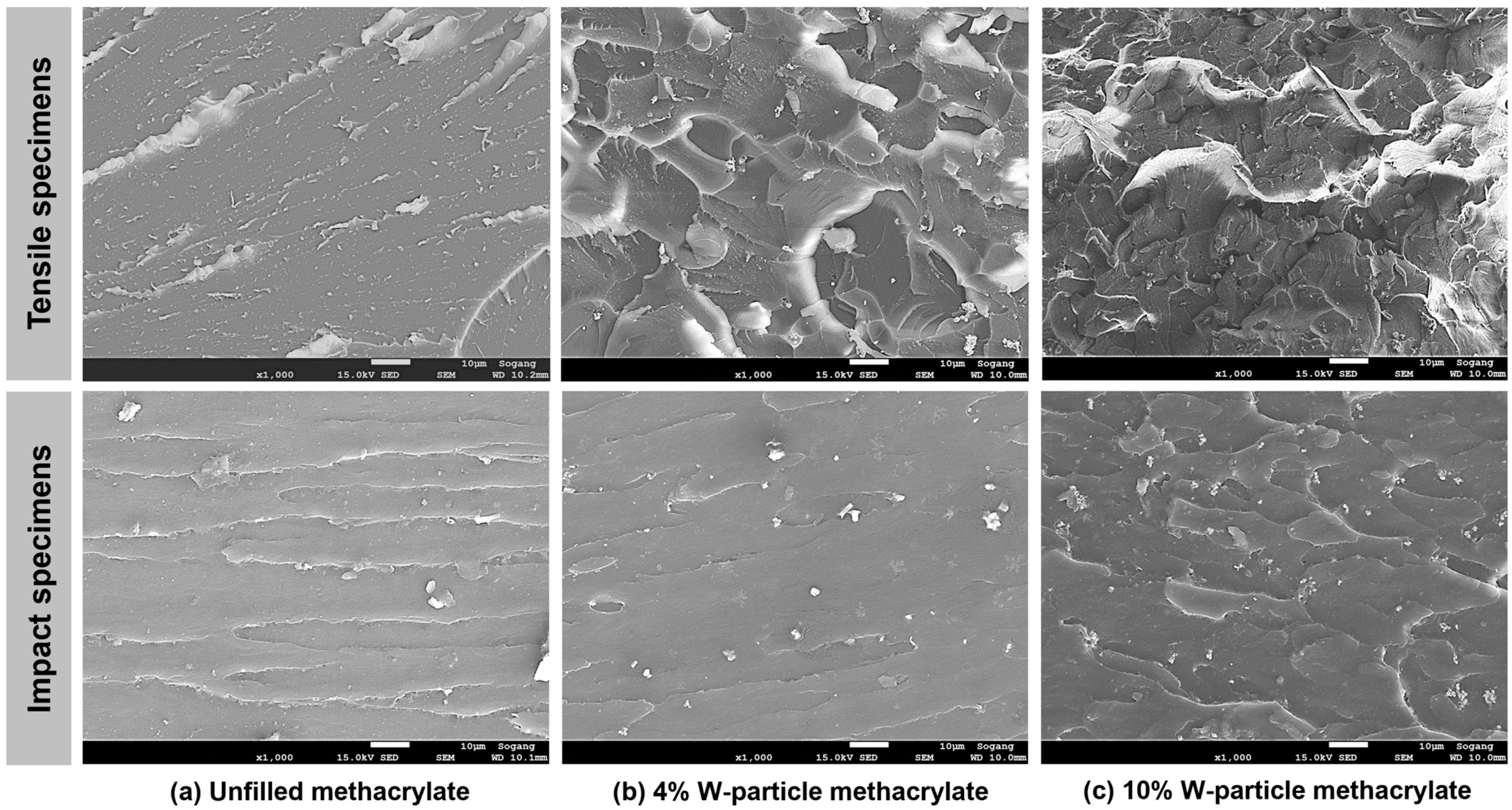
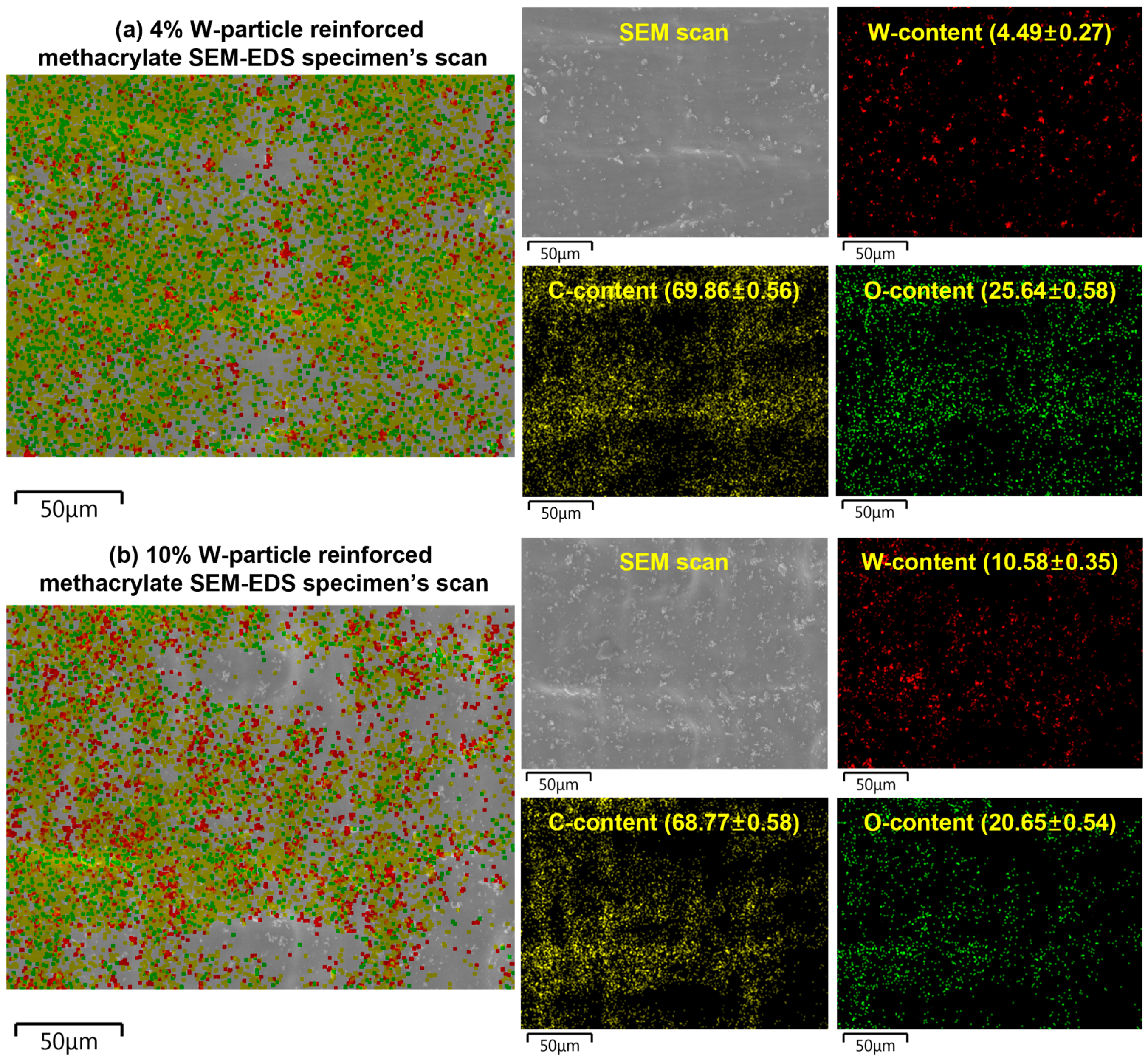
- The SEM revealed the interaction between the microparticle and the resin matrix, showing an average particle size of 1.2 µm and a cluster maximum envelope of 5.3 µm. The polymer matrix is well distributed throughout the failure and fracture surfaces, while the tungsten particles shows partial debonding and low adhesion strength with methacrylate matric, justifying the decrease in the tensile elastic modulus and UTS.
- v
- The obtained mechanical characteristics of the tungsten-particle-reinforced composite, namely higher impact strength with some compromise in the UTS and elastic modulus can be helpful in various automotive, sports equipment, and protective gear devices where impact resistance is directly linked to the functionality of the manufacturing component.
- vi
- Future work should be oriented toward optimizing the production process with customized process settings to further reduce cluster dimensions and enhance cohesion between the tungsten particles and the resin material.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- De Pastre, M.-A.; Quinsat, Y.; Lartigue, C. Effects of Additive Manufacturing Processes on Part Defects and Properties: A Classification Review. Int. J. Interact. Des. Manuf. 2022, 16, 1471–1496. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.; Stucker, B.; Khorasani, M. Additive Manufacturing Technologies; Springer International Publishing: Cham, Switzerland, 2021; ISBN 978-3-030-56126-0. [Google Scholar]
- Srivastava, M.; Rathee, S.; Patel, V.; Kumar, A.; Koppad, P.G. A Review of Various Materials for Additive Manufacturing: Recent Trends and Processing Issues. J. Mater. Res. Technol. 2022, 21, 2612–2641. [Google Scholar] [CrossRef]
- Tamez, M.B.A.; Taha, I. A Review of Additive Manufacturing Technologies and Markets for Thermosetting Resins and Their Potential for Carbon Fiber Integration. Addit. Manuf. 2021, 37, 101748. [Google Scholar] [CrossRef]
- Memarzadeh, A.; Safaei, B.; Tabak, A.; Sahmani, S.; Kizilors, C. Advancements in Additive Manufacturing of Polymer Matrix Composites: A Systematic Review of Techniques and Properties. Mater. Today Commun. 2023, 36, 106449. [Google Scholar] [CrossRef]
- Liu, G.; Zhang, X.; Chen, X.; He, Y.; Cheng, L.; Huo, M.; Yin, J.; Hao, F.; Chen, S.; Wang, P.; et al. Additive Manufacturing of Structural Materials. Mater. Sci. Eng. R Rep. 2021, 145, 100596. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Michailidis, N.; Kechagias, J.D.; Mountakis, N.; Argyros, A.; Boura, O.; Grammatikos, S. High-Performance Medical-Grade Resin Radically Reinforced with Cellulose Nanofibers for 3D Printing. J. Mech. Behav. Biomed. Mater. 2022, 134, 105408. [Google Scholar] [CrossRef]
- Vyas, A.; Garg, V.; Ghosh, S.B.; Bandyopadhyay-Ghosh, S. Photopolymerizable Resin-Based 3D Printed Biomedical Composites: Factors Affecting Resin Viscosity. Mater. Today Proc. 2022, 62, 1435–1439. [Google Scholar] [CrossRef]
- An, X.; Mu, Y.; Liang, J.; Li, J.; Zhou, Y.; Sun, X. Stereolithography 3D Printing of Ceramic Cores for Hollow Aeroengine Turbine Blades. J. Mater. Sci. Technol. 2022, 127, 177–182. [Google Scholar] [CrossRef]
- Wang, G.; Wang, S.; Dong, X.; Zhang, Y.; Shen, W. Recent Progress in Additive Manufacturing of Ceramic Dental Restorations. J. Mater. Res. Technol. 2023, 26, 1028–1049. [Google Scholar] [CrossRef]
- Khosravani, M.R.; Frohn-Sörensen, P.; Engel, B.; Reinicke, T. Mixed Mode Brittle Fracture of Stereolithographic 3D-Printed Parts. J. Mater. Res. Technol. 2023, 25, 3177–3188. [Google Scholar] [CrossRef]
- Ligon, S.C.; Liska, R.; Stampfl, J.; Gurr, M.; Mülhaupt, R. Polymers for 3D Printing and Customized Additive Manufacturing. Chem. Rev. 2017, 117, 10212–10290. [Google Scholar] [CrossRef] [PubMed]
- Martín-Montal, J.; Pernas-Sánchez, J.; Varas, D. Experimental Characterization Framework for SLA Additive Manufacturing Materials. Polymers 2021, 13, 1147. [Google Scholar] [CrossRef] [PubMed]
- Miedzińska, D.; Gieleta, R.; Małek, E. Experimental Study of Strength Properties of SLA Resins under Low and High Strain Rates. Mech. Mater. 2020, 141, 103245. [Google Scholar] [CrossRef]
- Berger, U. Rapid Manufacturing of Mechatronic Components—Applications of Stereolithography. In Proceedings of the 9th France-Japan & 7th Europe-Asia Congress on Mechatronics (MECATRONICS)/13th International Workshop on Research and Education in Mechatronics (REM), Paris, France, 21–23 November 2012; IEEE: Piscataway, NJ, USA, 2012; pp. 128–134. [Google Scholar]
- Zhao, J.; Yang, Y.; Li, L. A Comprehensive Evaluation for Different Post-Curing Methods Used in Stereolithography Additive Manufacturing. J. Manuf. Process. 2020, 56, 867–877. [Google Scholar] [CrossRef]
- Quagliato, L.; Yeon Kim, S.; Ryu, S.C. Quasi-Ductile to Brittle Transitional Behavior and Material Properties Gradient for Additively Manufactured SLA Acrylate. Mater. Lett. 2022, 329, 133121. [Google Scholar] [CrossRef]
- Kim, R.J.Y.; Kim, D.-H.; Seo, D.-G. Post-Polymerization of Three-Dimensional Printing Resin Using a Dental Light Curing Unit. J. Dent. Sci. 2023; in press. [Google Scholar] [CrossRef]
- Mahshid, R.; Isfahani, M.N.; Heidari-Rarani, M.; Mirkhalaf, M. Recent Advances in Development of Additively Manufactured Thermosets and Fiber Reinforced Thermosetting Composites: Technologies, Materials, and Mechanical Properties. Compos. Part A Appl. Sci. Manuf. 2023, 171, 107584. [Google Scholar] [CrossRef]
- Almushaikeh, A.M.; Alaswad, S.O.; Alsuhybani, M.S.; AlOtaibi, B.M.; Alarifi, I.M.; Alqahtani, N.B.; Aldosari, S.M.; Alsaleh, S.S.; Haidyrah, A.S.; Alolyan, A.A.; et al. Manufacturing of Carbon Fiber Reinforced Thermoplastics and Its Recovery of Carbon Fiber: A Review. Polym. Test. 2023, 122, 108029. [Google Scholar] [CrossRef]
- Quagliato, L.; Kim, Y.; Fonseca, J.H.; Han, D.; Yun, S.; Lee, H.; Park, N.; Lee, H.; Kim, N. The Influence of Fiber Orientation and Geometry-Induced Strain Concentration on the Fatigue Life of Short Carbon Fibers Reinforced Polyamide-6. Mater. Des. 2020, 190, 108569. [Google Scholar] [CrossRef]
- Quagliato, L.; Lee, J.; Fonseca, J.H.; Han, D.; Lee, H.; Kim, N. Influences of Stress Triaxiality and Local Fiber Orientation on the Failure Strain for Injection-Molded Carbon Fiber Reinforced Polyamide-6. Eng. Fract. Mech. 2021, 250, 107784. [Google Scholar] [CrossRef]
- Quagliato, L.; Ricotta, M.; Zappalorto, M.; Ryu, S.C.; Kim, N. Notch Effect in 20% Short Carbon Fibre-PA Reinforced Composites under Quasi-Static Tensile Loads. Theor. Appl. Fract. Mech. 2022, 122, 103649. [Google Scholar] [CrossRef]
- Tang, L.-C.; Wang, X.; Wan, Y.-J.; Wu, L.-B.; Jiang, J.-X.; Lai, G.-Q. Mechanical Properties and Fracture Behaviors of Epoxy Composites with Multi-Scale Rubber Particles. Mater. Chem. Phys. 2013, 141, 333–342. [Google Scholar] [CrossRef]
- Zuiderduin, W.C.J.; Westzaan, C.; Huétink, J.; Gaymans, R.J. Toughening of Polypropylene with Calcium Carbonate Particles. Polymer 2003, 44, 261–275. [Google Scholar] [CrossRef]
- Chen, J.; Gao, X. Thermal and Electrical Anisotropy of Polymer Matrix Composite Materials Reinforced with Graphene Nanoplatelets and Aluminum-Based Particles. Diam. Relat. Mater. 2019, 100, 107571. [Google Scholar] [CrossRef]
- Rawat, M.K.; Kukreja, N.; Gupta, S.K. Effect of Reinforcing Micro Sized Aluminium Oxide Particles on Mechanical Properties of Polymer Based Composite. Mater. Today Proc. 2020, 26, 1306–1309. [Google Scholar] [CrossRef]
- Shin, G.J.; Kim, D.H.; Kim, J.-W.; Kim, S.H.; Lee, J.H. Enhancing Vertical Thermal Conductivity of Carbon Fiber Reinforced Polymer Composites Using Cauliflower-Shaped Copper Particles. Mater. Today Commun. 2023, 35, 105792. [Google Scholar] [CrossRef]
- Nagarajan, B.; Mertiny, P.; Qureshi, A.J. Magnetically Loaded Polymer Composites Using Stereolithography—Material Processing and Characterization. Mater. Today Commun. 2020, 25, 101520. [Google Scholar] [CrossRef]
- Zhang, S.; Bhagia, S.; Li, M.; Meng, X.; Ragauskas, A.J. Wood-Reinforced Composites by Stereolithography with the Stress Whitening Behavior. Mater. Des. 2021, 206, 109773. [Google Scholar] [CrossRef]
- Credi, C.; Bernasconi, R.; Levi, M.; Magagnin, L. Self-Activating Metal-Polymer Composites for the Straightforward Selective Metallization of 3D Printed Parts by Stereolithography. J. Mater. Res. Technol. 2023, 22, 1855–1867. [Google Scholar] [CrossRef]
- Safaee, S.; Schock, M.; Joyee, E.B.; Pan, Y.; Chen, R.K. Field-Assisted Additive Manufacturing of Polymeric Composites. Addit. Manuf. 2022, 51, 102642. [Google Scholar] [CrossRef]
- Nagarajan, B.; Arshad, M.; Ullah, A.; Mertiny, P.; Qureshi, A.J. Additive Manufacturing Ferromagnetic Polymers Using Stereolithography—Materials and Process Development. Manuf. Lett. 2019, 21, 12–16. [Google Scholar] [CrossRef]
- Safaee, S.; Chen, R. Investigation of a Magnetic Field-Assisted Digital-Light-Processing Stereolithography for Functionally Graded Materials. Procedia Manuf. 2019, 34, 731–737. [Google Scholar] [CrossRef]
- Safaee, S.; Otero, A.; Fei, M.; Liu, T.; Zhang, J.; Chen, R.K. Particle-Resin Systems for Additive Manufacturing of Rigid and Elastic Magnetic Polymeric Composites. Addit. Manuf. 2022, 51, 102587. [Google Scholar] [CrossRef]
- Sano, Y.; Matsuzaki, R.; Ueda, M.; Todoroki, A.; Hirano, Y. 3D Printing of Discontinuous and Continuous Fibre Composites Using Stereolithography. Addit. Manuf. 2018, 24, 521–527. [Google Scholar] [CrossRef]
- Dong, W.; Ma, H.; Liu, R.; Liu, T.; Li, S.; Bao, C.; Song, S. Fabrication by Stereolithography of Fiber-Reinforced Fused Silica Composites with Reduced Crack and Improved Mechanical Properties. Ceram. Int. 2021, 47, 24121–24129. [Google Scholar] [CrossRef]
- Al Rashid, A.; Khan, S.A.; Al-Ghamdi, S.G.; Koç, M. Additive Manufacturing of Polymer Nanocomposites: Needs and Challenges in Materials, Processes, and Applications. J. Mater. Res. Technol. 2021, 14, 910–941. [Google Scholar] [CrossRef]
- Yang, Y.; Jiao, P. Nanomaterials and Nanotechnology for Biomedical Soft Robots. Mater. Today Adv. 2023, 17, 100338. [Google Scholar] [CrossRef]
- Dos Santos, M.N.; Opelt, C.V.; Lafratta, F.H.; Lepienski, C.M.; Pezzin, S.H.; Coelho, L.A.F. Thermal and Mechanical Properties of a Nanocomposite of a Photocurable Epoxy-Acrylate Resin and Multiwalled Carbon Nanotubes. Mater. Sci. Eng. A 2011, 528, 4318–4324. [Google Scholar] [CrossRef]
- Hu, G.; Cao, Z.; Hopkins, M.; Lyons, J.G.; Brennan-Fournet, M.; Devine, D.M. Nanofillers Can Be Used to Enhance the Thermal Conductivity of Commercially Available SLA Resins. Procedia Manuf. 2019, 38, 1236–1243. [Google Scholar] [CrossRef]
- Jenson Joseph, E.; Akshayraj, V.R.; Panneerselvam, K. Surface Modification of Tungsten Fillers for Application in Polymer Matrix Composites. Mater. Today Proc. 2021, 45, 7930–7933. [Google Scholar] [CrossRef]
- ASTM D638-14; Standard Test Method for Tensile Properties of Plastics. ASTM International: West Conshohocken, PA, USA, 2014.
- ASTM Standard D695-02a; Compressive Properties of Rigid Plastics. ASTM International: West Conshohocken, PA, USA, 2002.
- ASTM D256-10; Standard Test Methods for Determining the Izod Pendulum Impact Strength of Plastics. ASTM International: West Conshohocken, PA, USA, 2018.






Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Perin, M.; Quagliato, L.; Berti, G.A.; Jang, C.; Jang, S.; Lee, T. Manufacturing Process, Tensile-Compressive, and Impact Properties of Tungsten (W)-Particle-Reinforced SLA Methacrylate. Polymers 2023, 15, 4728. https://doi.org/10.3390/polym15244728
Perin M, Quagliato L, Berti GA, Jang C, Jang S, Lee T. Manufacturing Process, Tensile-Compressive, and Impact Properties of Tungsten (W)-Particle-Reinforced SLA Methacrylate. Polymers. 2023; 15(24):4728. https://doi.org/10.3390/polym15244728
Chicago/Turabian StylePerin, Mattia, Luca Quagliato, Guido A. Berti, Changsoon Jang, Sewon Jang, and Taeyong Lee. 2023. "Manufacturing Process, Tensile-Compressive, and Impact Properties of Tungsten (W)-Particle-Reinforced SLA Methacrylate" Polymers 15, no. 24: 4728. https://doi.org/10.3390/polym15244728