
Thermomechanical Modeling of Material Flow and Weld Quality in the Friction Stir Welding of High-Density Polyethylene

Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Work
2.2. Numerical Modeling
2.2.1. Model Description
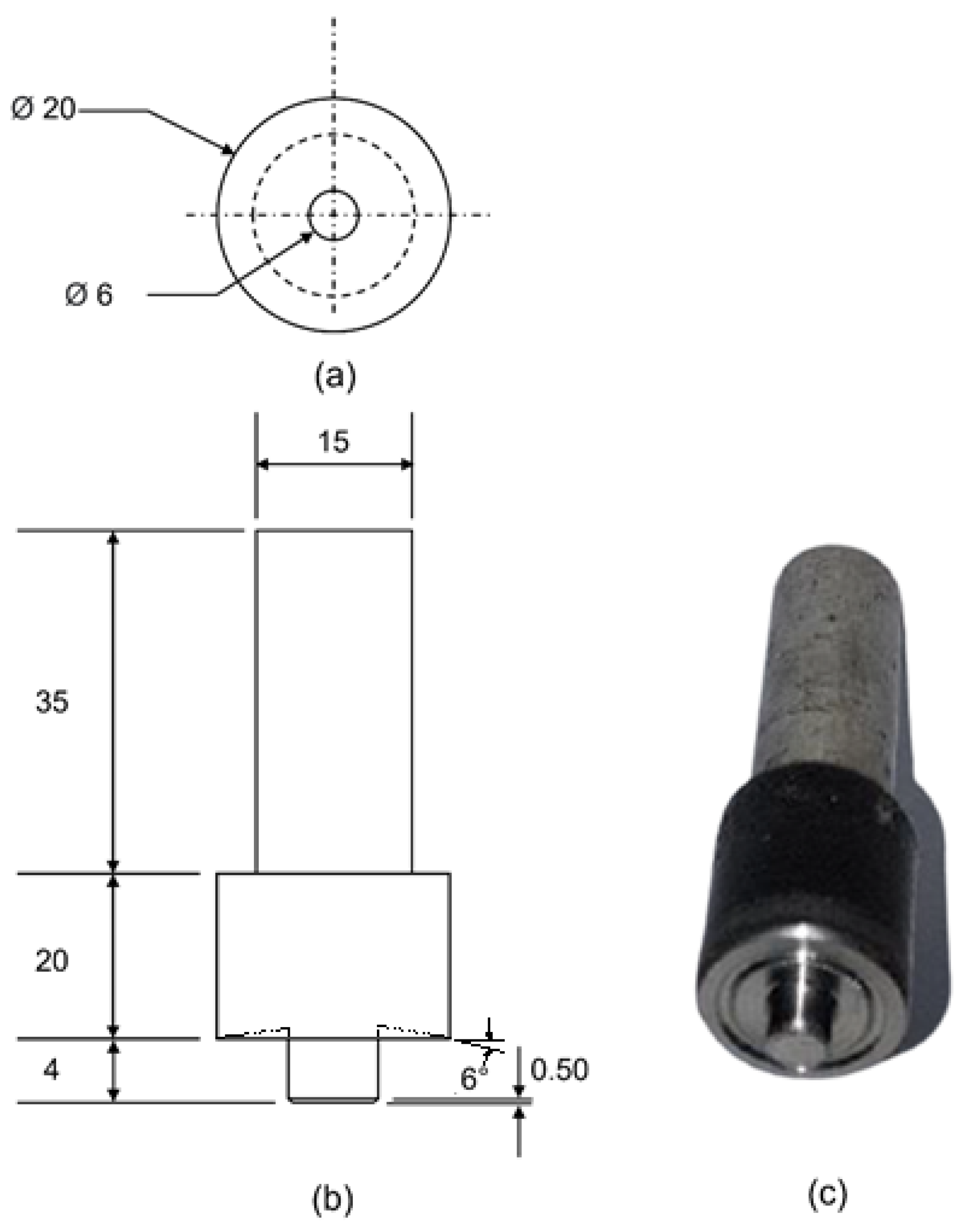
2.2.2. Model Geometry
2.2.3. Material Properties
2.2.4. Boundary Conditions
3. Results and Discussion
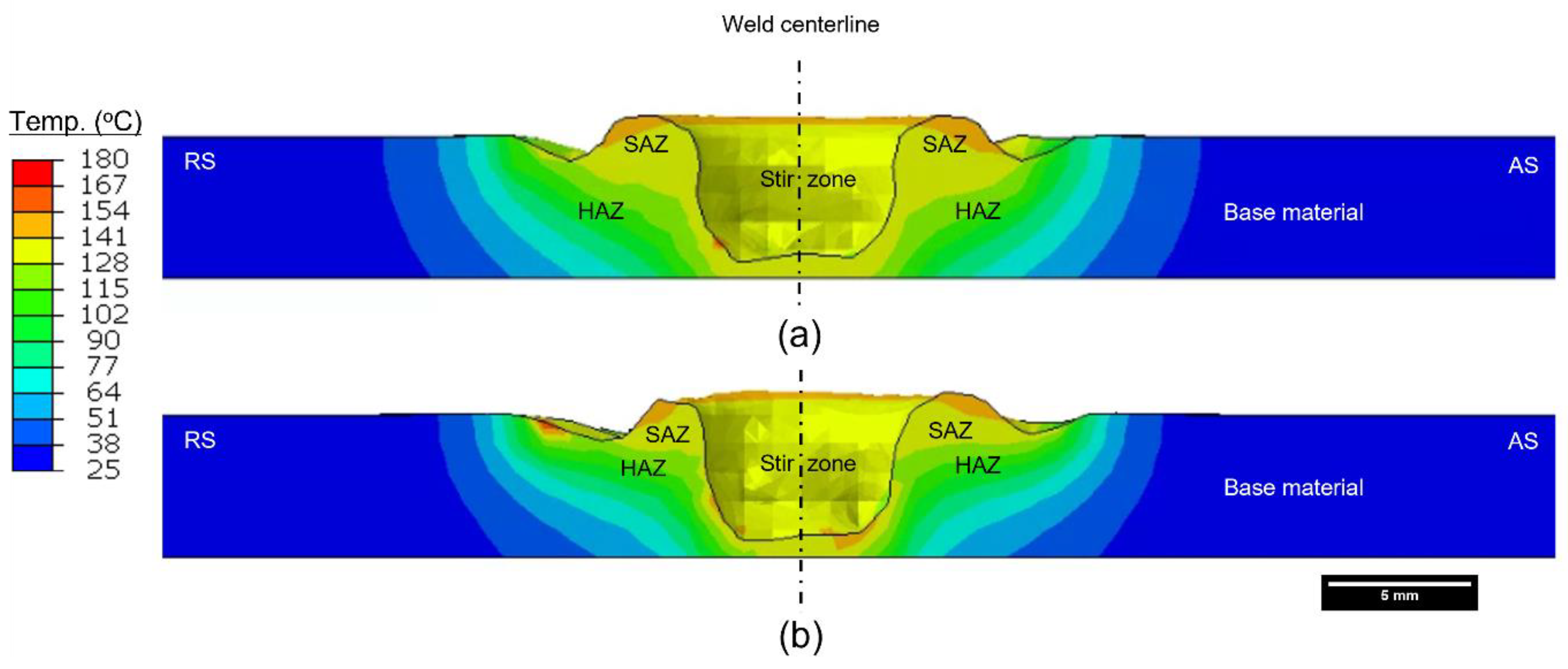
3.1. Temperature Distribution
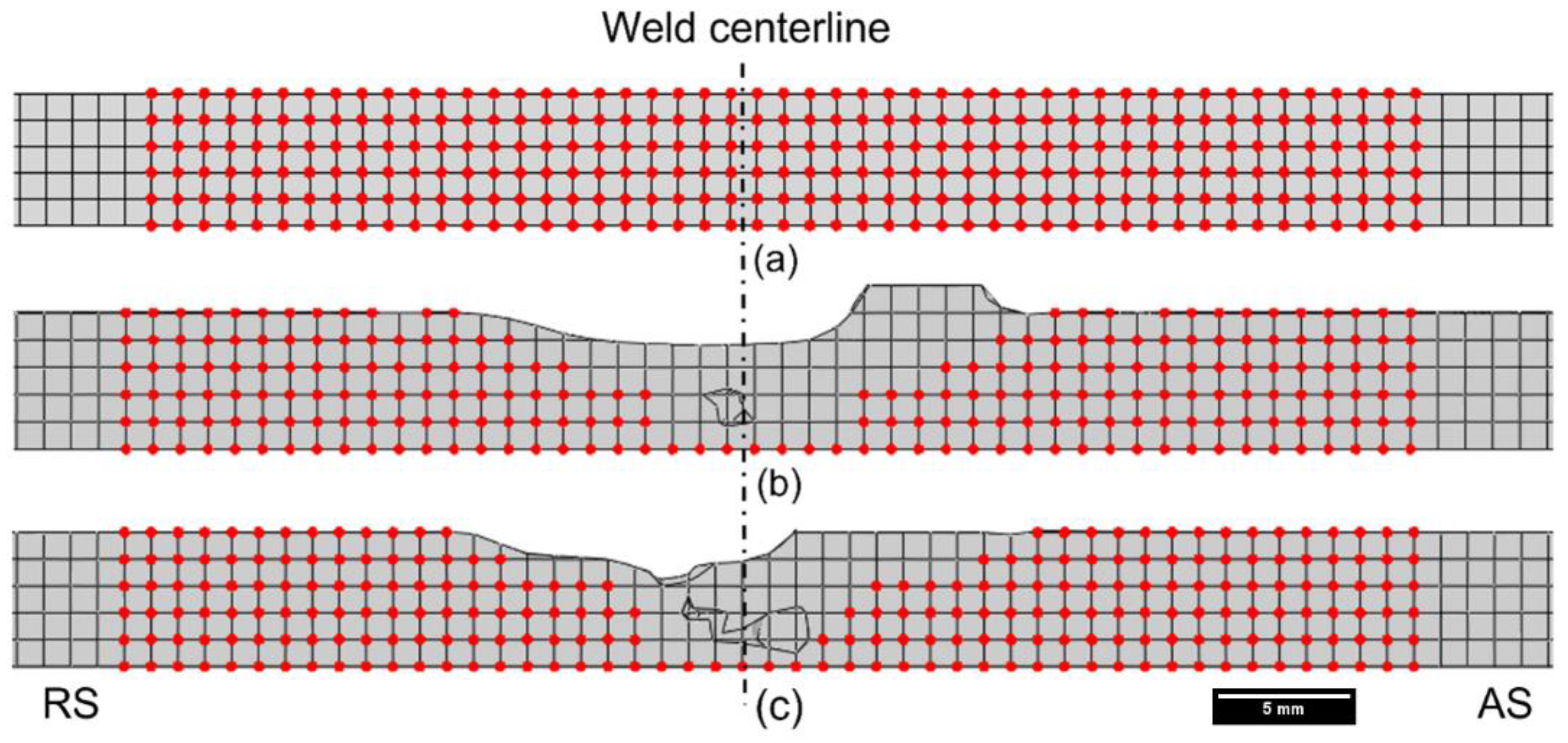
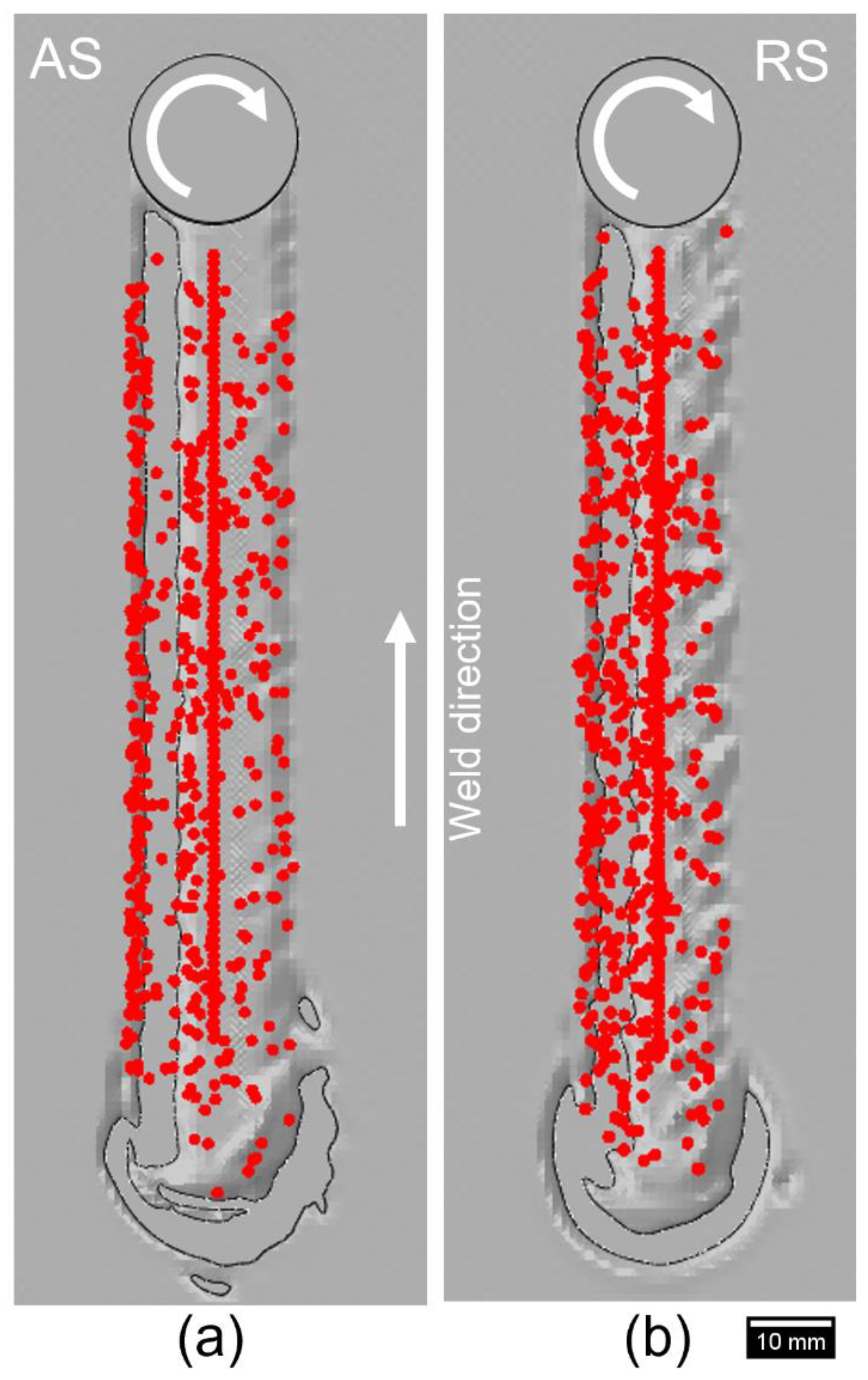
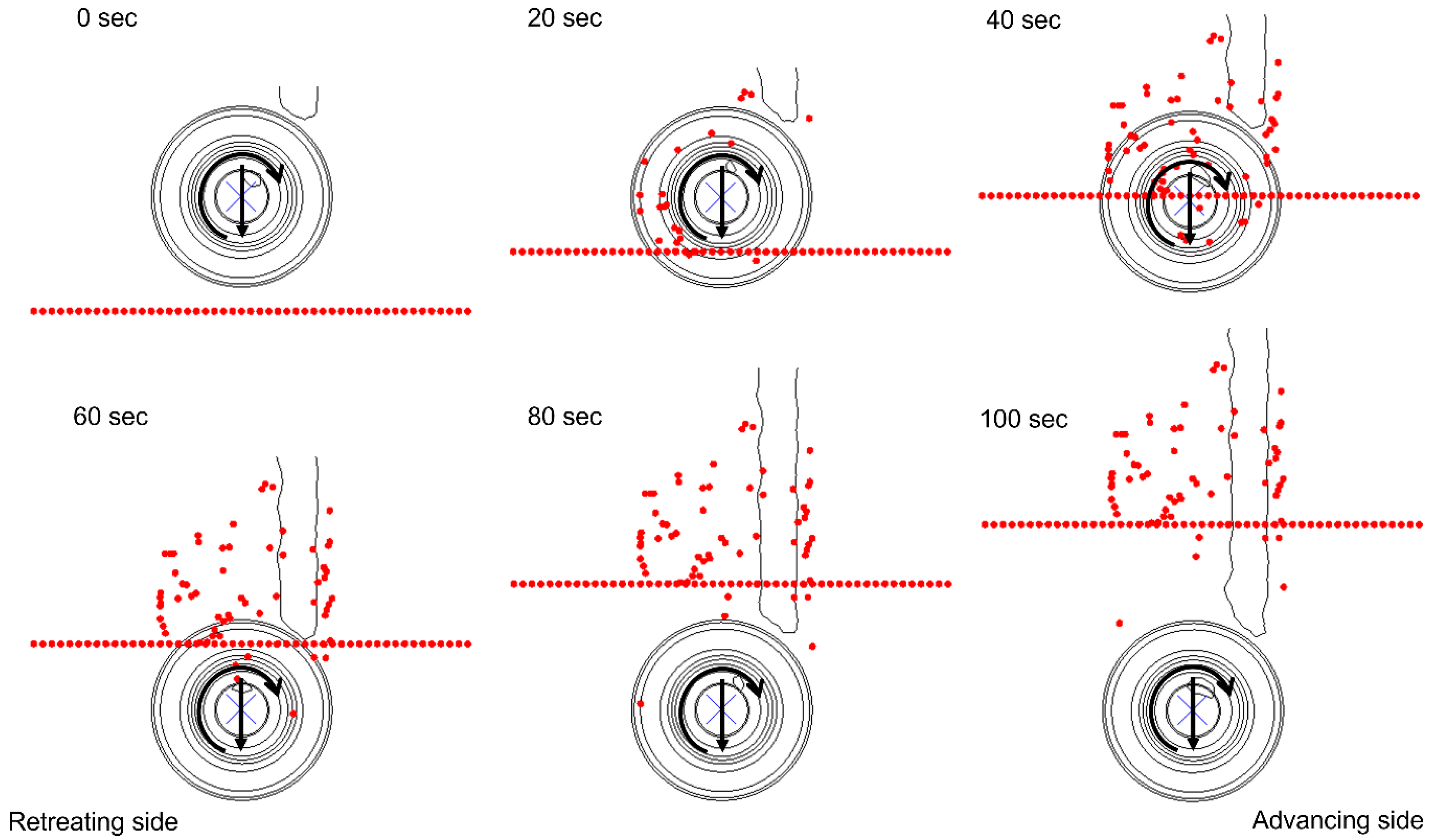
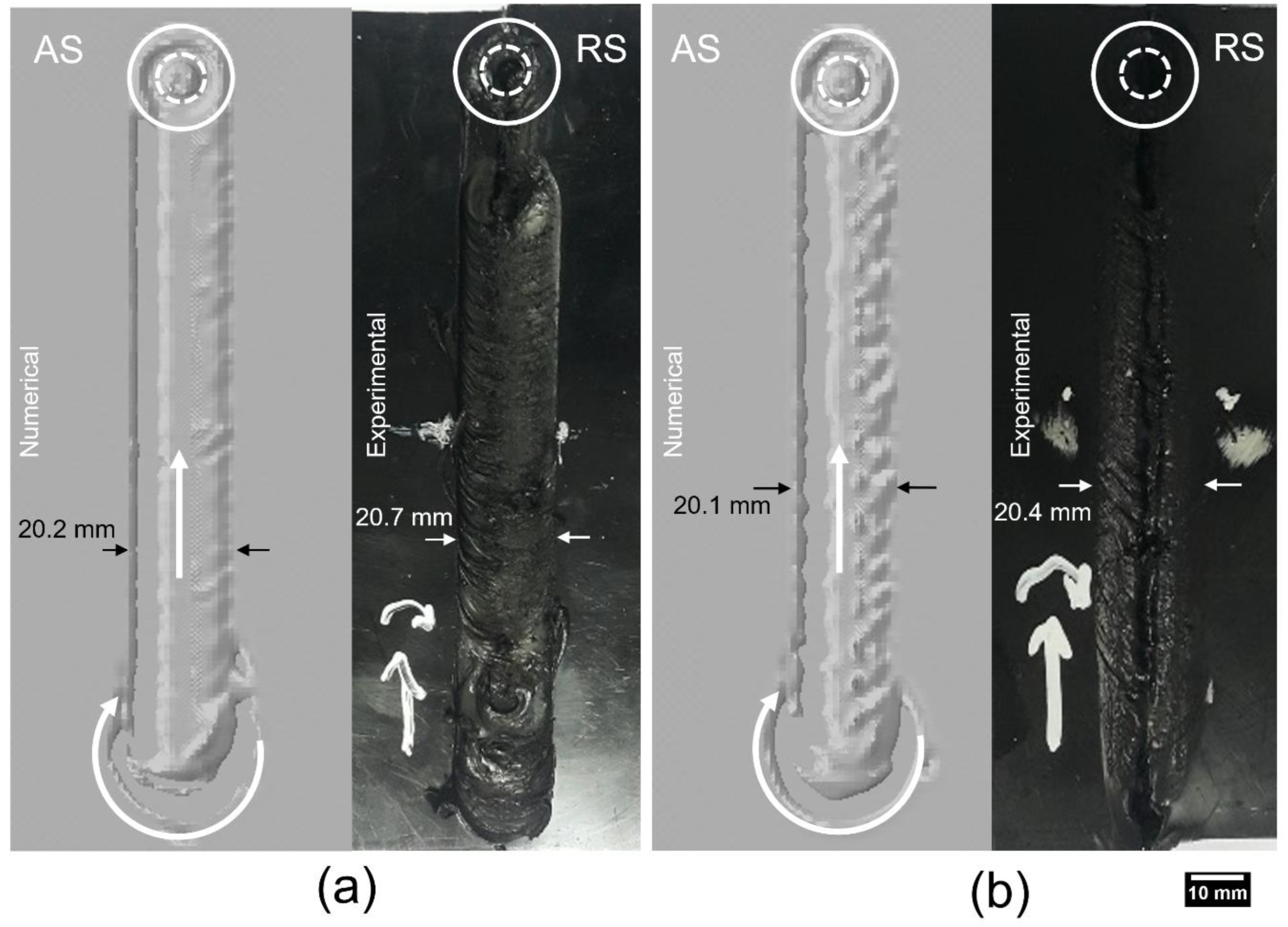
3.2. Material Flow
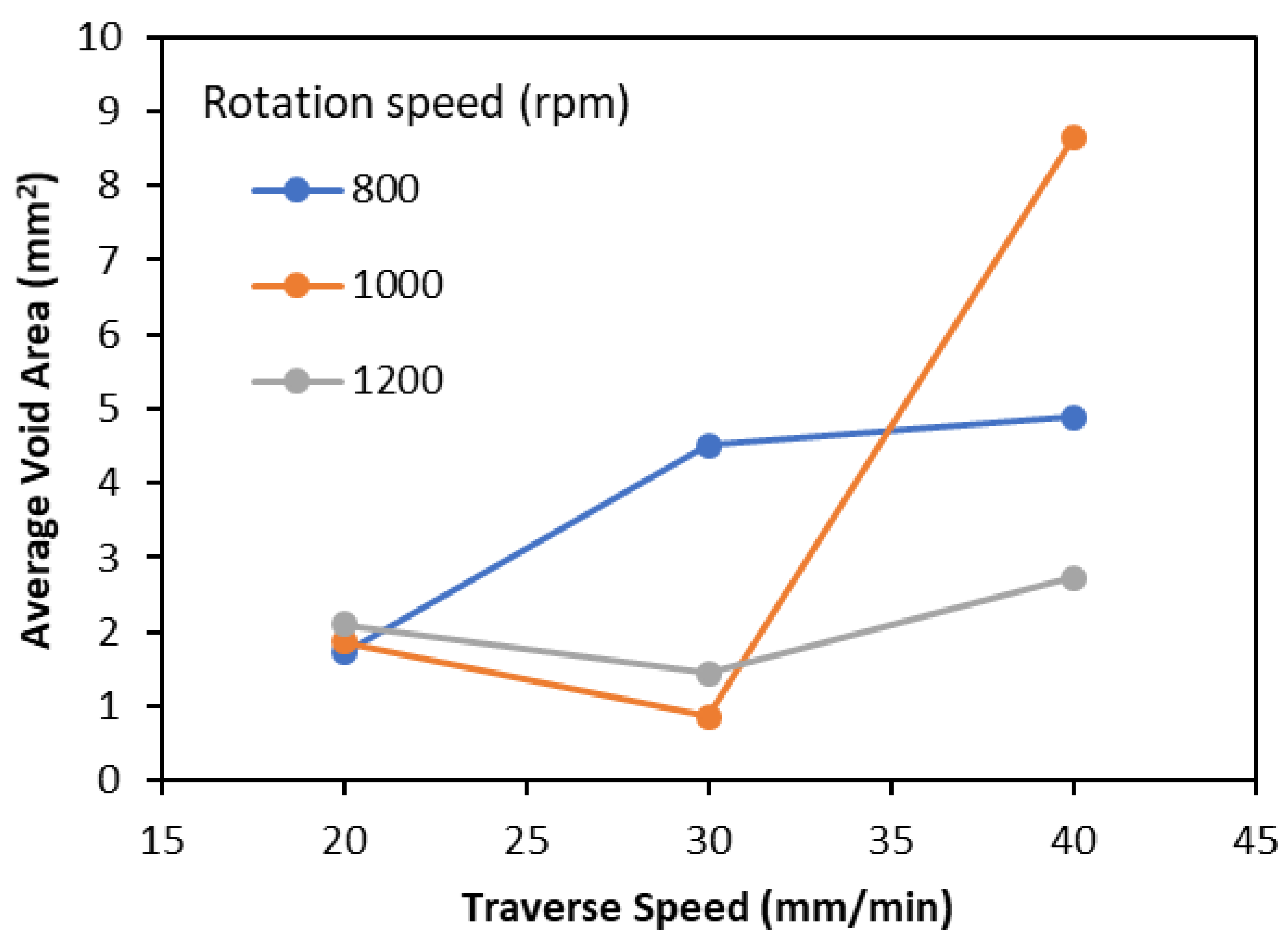
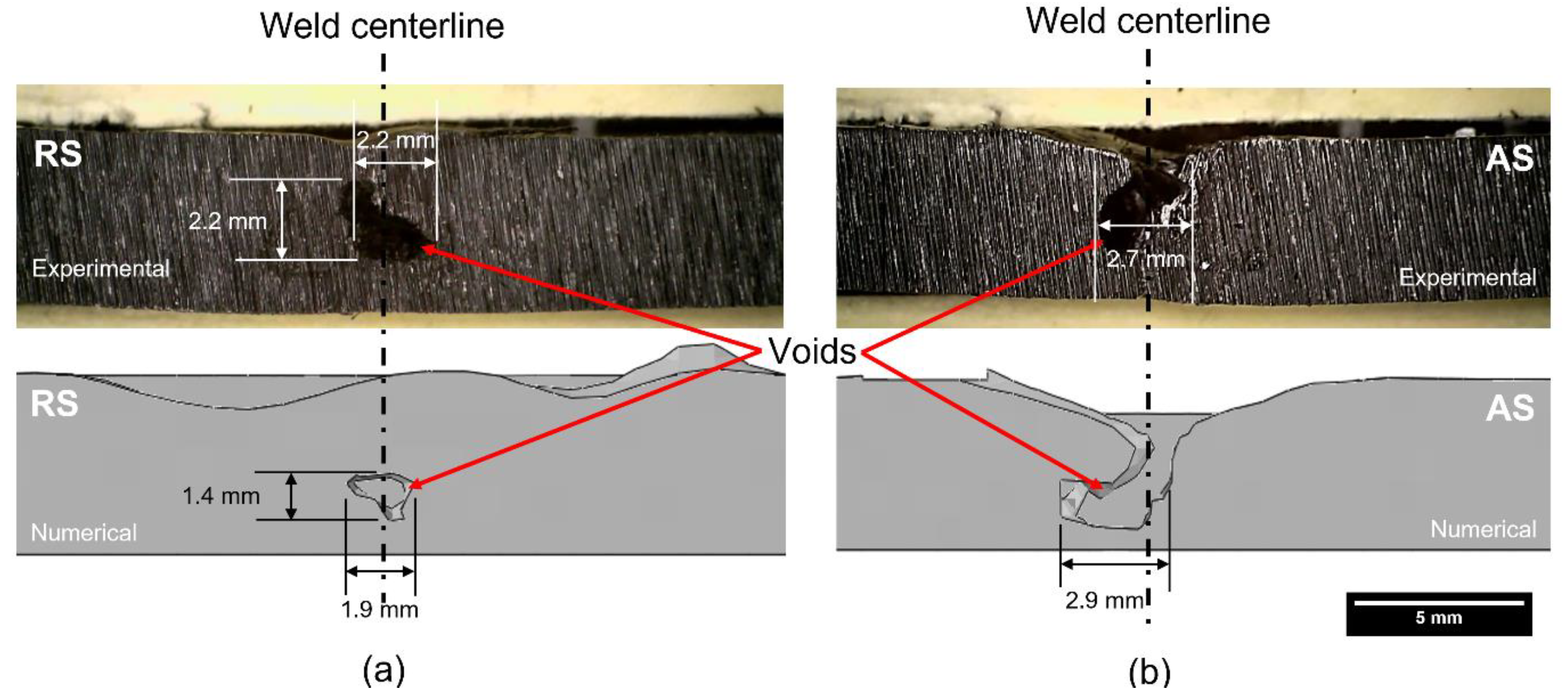
3.3. Flash and Potential Defect Generation
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Nandan, R.; DebRoy, T.; Bhadeshia, H.K.D.H. Recent Advances in Friction-Stir Welding—Process, Weldment Structure and Properties. Prog. Mater. Sci. 2008, 53, 980–1023. [Google Scholar] [CrossRef] [Green Version]
- Toumpis, A.; Galloway, A.; Cater, S.; Micallef, D.; Poletz, N.; Arbaoui, L. Advances in Friction Stir Welding of Steel—Project HILDA. In Proceedings of the Transport Research Arena 2014, Paris, France, 14–17 April 2014. [Google Scholar]
- Toumpis, A.; Galloway, A.; Cater, S.; McPherson, N. Development of a Process Envelope for Friction Stir Welding of DH36 Steel—A Step Change. Mater. Des. 2014, 62, 64–75. [Google Scholar] [CrossRef] [Green Version]
- Deng, C.; Gao, R.; Gong, B.; Yin, T.; Liu, Y. Correlation between Micro-Mechanical Property and Very High Cycle Fatigue (VHCF) Crack Initiation in Friction Stir Welds of 7050 Aluminum Alloy. Int. J. Fatigue 2017, 104, 283–292. [Google Scholar] [CrossRef]
- Ma, Z.Y. Friction Stir Processing Technology: A Review. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2008, 39, 642–658. [Google Scholar] [CrossRef]
- Zhang, J.; Shen, Y.; Li, B.; Xu, H.; Yao, X.; Kuang, B.; Gao, J. Numerical Simulation and Experimental Investigation on Friction Stir Welding of 6061-T6 Aluminum Alloy. Mater. Des. 2014, 60, 94–101. [Google Scholar] [CrossRef]
- Rai, R.; De, A.; Bhadeshia, H.K.D.H.; DebRoy, T. Review: Friction Stir Welding Tools. Sci. Technol. Weld. Join. 2011, 16, 325–342. [Google Scholar] [CrossRef]
- Eslami, S. Friction Stir Welding of Polymers: An Innovative Technological Approach. Ph.D. Thesis, Universidade do Porto, Porto, Portugal, 2019; pp. 1–200. [Google Scholar]
- Haghshenas, M.; Khodabakhshi, F. Dissimilar Friction-Stir Welding of Aluminum and Polymer: A Review. Int. J. Adv. Manuf. Technol. 2019, 104, 333–358. [Google Scholar] [CrossRef]
- Zafar, A.; Awang, M.; Khan, S.R. Friction Stir Welding of Polymers: An Overview. In Lecture Notes in Mechanical Engineering; Springer: Singapore, 2017; pp. 19–36. [Google Scholar] [CrossRef]
- Michael, J. Troughton Friction Stir Welding. In Handbook of Plastics Joining; William Andrew Publishing: New York, NY, USA, 2009; pp. 131–134. [Google Scholar]
- Sheikh-Ahmad, J.Y.; Deveci, S.; Almaskari, F.; Rehman, R.U. Effect of Process Temperatures on Material Flow and Weld Quality in the Friction Stir Welding of High Density Polyethylene. J. Mater. Res. Technol. 2022, 18, 1692–1703. [Google Scholar] [CrossRef]
- Sheikh-Ahmad, J.Y.; Ali, D.S.; Deveci, S.; Almaskari, F.; Jarrar, F. Friction Stir Welding of High Density Polyethylene—Carbon Black Composite. J. Mater. Process. Technol. 2019, 264, 402–413. [Google Scholar] [CrossRef]
- Elyasi, M.; Derazkola, H.A. Experimental and Thermomechanical Study on FSW of PMMA Polymer T-Joint. Int. J. Adv. Manuf. Technol. 2018, 97, 1445–1456. [Google Scholar] [CrossRef]
- Derazkola, H.A.; Eyvazian, A.; Simchi, A. Modeling and Experimental Validation of Material Flow during FSW of Polycarbonate. Mater. Today Commun. 2020, 22, 100796. [Google Scholar] [CrossRef]
- Shete, M.T.; Yarasu, R.B. Experimental Investigation and Finite Element Simulation of Friction Stir Spot Welding (FSSW) of High-Density Polyethylene Joints. Mater. Today Proc. 2021, 47, 4274–4280. [Google Scholar] [CrossRef]
- Naseri, M.; Alipour, M.; Ghasemi, A.; Davari, E. Finite Element Studies on Friction Stir Welding Processes of Polyethylene Plates. Iran. J. Mater. Sci. Eng. 2018, 15, 40–52. [Google Scholar]
- Aghajani Derazkola, H.; Simchi, A. Experimental and Thermomechanical Analysis of Friction Stir Welding of Poly(Methyl Methacrylate) Sheets. Sci. Technol. Weld. Join. 2018, 23, 209–218. [Google Scholar] [CrossRef]
- Aghajani Derazkola, H.; Simchi, A. Experimental and Thermomechanical Analysis of the Effect of Tool Pin Profile on the Friction Stir Welding of Poly(Methyl Methacrylate) Sheets. J. Manuf. Process. 2018, 34, 412–423. [Google Scholar] [CrossRef]
- Al-Sabur, R.; Khalaf, H.I.; Świerczyńska, A.; Rogalski, G.; Derazkola, H.A. Effects of Noncontact Shoulder Tool Velocities on Friction Stir Joining of Polyamide 6 (PA6). Materials 2022, 15, 4214. [Google Scholar] [CrossRef]
- Dusunceli, N.; Colak, O.U. High Density Polyethylene (HDPE): Experiments and Modeling. Mech. Time-Depend. Mater. 2006, 10, 331–345. [Google Scholar] [CrossRef]
- Kwon, H.J.; Jar, P.Y.B. On the Application of FEM to Deformation of High-Density Polyethylene. Int. J. Solids Struct. 2008, 45, 3521–3543. [Google Scholar] [CrossRef] [Green Version]
- Clausen, A.H.; Polanco-loria, M.; Berstad, T.; Hopperstad, O.S. A Constitutive Model for Thermoplastics with Some Applications. In Proceedings of the 8th European LS-DYNA Users Conference, Strasbourg, France, 23–24 May 2011; pp. 1–11. [Google Scholar]
- Li, Y.; Luo, W.; Li, M.; Yang, B.; Liu, X. Strain Rate-Dependent Hyperbolic Constitutive Model for Tensile Behavior of PE100 Pipe Material. Polymers 2022, 14, 1357. [Google Scholar] [CrossRef]
- Zhang, K.; Li, W.; Zheng, Y.; Yao, W.; Zhao, C. Compressive Properties and Constitutive Model of Semicrystalline Polyethylene. Polymers 2021, 13, 2895. [Google Scholar] [CrossRef]
- Lamri, A.; Shirinbayan, M.; Pereira, M.; Truffault, L.; Fitoussi, J.; Lamouri, S.; Bakir, F.; Tcharkhtchi, A. Effects of Strain Rate and Temperature on the Mechanical Behavior of High-Density Polyethylene. J. Appl. Polym. Sci. 2020, 137, 48778. [Google Scholar] [CrossRef]
- McKelvey, D.; Menary, G.H.; Martin, P.J.; Yan, S. Large Strain, High Rate Semi-Solid Deformation of High Density Polyethylene at Elevated Temperatures. Polym. Eng. Sci. 2018, 58, 1516–1522. [Google Scholar] [CrossRef] [Green Version]
- Amjadi, M.; Fatemi, A. Tensile Behavior of High-Density Polyethylene Including the Effects of Processing Technique. Polymers 2020, 12, 1857. [Google Scholar] [CrossRef] [PubMed]
- Rajasekaran, N. A Nonlinear Constitutive Model for High-Density Polyethylene at High Temperature. Ph.D. Thesis, University of Cincinnati, Cincinnati, OH, USA, 2011. [Google Scholar]
- Torres, J.P.; Frontini, P.M.; Machado, M.; Major, Z. Deformation and Failure of Semicrystalline Polymers under Dynamic Tensile and Biaxial Impact Loading. Int. J. Impact Eng. 2016, 98, 52–61. [Google Scholar] [CrossRef]
- Plastics—Compression Moulding of Test Specimens of Thermoplastic Materials. Available online: https://www.iso.org/standard/83779.html (accessed on 28 April 2023).
- Noh, W.F. CEL: A Time-Dependent, Two Space Dimensional, Coupled Eulerian–Lagrange Code. Methods Comput. Phys. 1964, 3, 117. [Google Scholar]
- Ahmad, B.; Galloway, A.; Toumpis, A. Advanced Numerical Modelling of Friction Stir Welded Low Alloy Steel. J. Manuf. Process. 2018, 34, 625–636. [Google Scholar] [CrossRef] [Green Version]
- Ahmad, B.; Galloway, A.; Toumpis, A. Numerical Optimisation of Laser Assisted Friction Stir Welding of Structural Steel. Sci. Technol. Weld. Join. 2019, 24, 548–558. [Google Scholar] [CrossRef] [Green Version]
- Al-Badour, F.; Merah, N.; Shuaib, A.; Bazoune, A. Coupled Eulerian Lagrangian Finite Element Modeling of Friction Stir Welding Processes. J. Mater. Process. Technol. 2013, 213, 1433–1439. [Google Scholar] [CrossRef]
- Hossfeld, M. A Fully Coupled Thermomechanical 3D Model for All Phases of Friction Stir Welding. In Proceedings of the 11th International Symposium on Friction Stir Welding, Cambridge, UK, 17–19 May 2016. [Google Scholar] [CrossRef]
- Lakshmi, A.A.; Rao, C.S.; Buddi, T. Fractography Analysis and Constitutive Modeling for Dynamic Plasticity of Austenite Stainless Steel (ASS 304) at Hot-Working Temperatures. In Modern Manufacturing Processes; Woodhead Publishing: Cambridge, UK, 2020; pp. 97–129. [Google Scholar] [CrossRef]
- Schmidt, H.; Hattel, J. A Local Model for the Thermomechanical Conditions in Friction Stir Welding. Model. Simul. Mater. Sci. Eng. 2005, 13, 77–93. [Google Scholar] [CrossRef]
- Almomani, A.; Deveci, S.; Mourad, A.H.I.; Barsoum, I. Constitutive Model Calibration for the Thermal Viscoelastic-Viscoplastic Behavior of High Density Polyethylene under Monotonic and Cyclic Loading. Polym. Test. 2023, 118, 107911. [Google Scholar] [CrossRef]
- Lin, Y.; Qin, J.; Lu, F.; Chen, R.; Li, X. Dynamic Friction Coefficient of Two Plastics against Aluminum under Impact Loading. Tribol. Int. 2014, 79, 26–31. [Google Scholar] [CrossRef]
- Kinsella, M.E.; Lilly, B.; Gardner, B.E.; Jacobs, N.J. Experimental Determination of Friction Coefficients between Thermoplastics and Rapid Tooled Injection Mold Materials. Rapid Prototyp. J. 2005, 11, 167–173. [Google Scholar] [CrossRef]
- Neustadt, W.; Doppelreiter, D. Increasing Lifetime of Oil Production Tubings. Ph.D. Thesis, University of Leoben, Leoben, Austria, 2007. [Google Scholar]
- Benabdallah, H.S. Static Friction Coefficient of Some Plastics against Steel and Aluminum under Different Contact Conditions. Tribol. Int. 2007, 40, 64–73. [Google Scholar] [CrossRef]
- Simulia 6.14. Abaqus Documentation. 36.4.1 Defining General Contact Interactions. Available online: http://130.149.89.49:2080/v6.14/books/usb/default.htm?startat=pt09ch36s02aus139.html (accessed on 28 April 2023).
- Simulia 6.14. Abaqus Documentation. 11.6.1 Mass Scaling. Available online: http://130.149.89.49:2080/v6.14/books/usb/default.htm?startat=pt09ch36s02aus139.html (accessed on 1 May 2023).
- Hammelmuller, F.; Zehetner, C. Increasing Numerical Efficiency in Coupled Eulerian-Lagrangian Metal Forming Simulations. In Proceedings of the 8th International Conference on Computational Plasticity—Fundamentals and Applications, COMPLAS, Barcelona, Spain, 1–3 September 2015; pp. 727–733. [Google Scholar]
- Koric, S.; Hibbeler, L.C.; Thomas, B.G. Explicit Coupled Thermo-Mechanical Finite Element Model of Steel Solidification. Int. J. Numer. Methods Eng. 2009, 78, 1–31. [Google Scholar] [CrossRef] [Green Version]
- Dialami, N.; Chiumenti, M.; Cervera, M.; Agelet de Saracibar, C. Challenges in Thermo-Mechanical Analysis of Friction Stir Welding Processes. Arch. Comput. Methods Eng. 2017, 24, 189–225. [Google Scholar] [CrossRef]
- Micallef, D.; Camilleri, D.; Toumpis, A.; Galloway, A.; Arbaoui, L. Local Heat Generation and Material Flow in Friction Stir Welding of Mild Steel Assemblies. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2015, 230, 586–602. [Google Scholar] [CrossRef]
- Almoussawi, M.; Smith, A.; Young, A.E.; Faraji, M.; Cater, S. An Advanced Numerical Model of Friction Stir Welding of DH36 Steel. In Proceedings of the 11th International Symposium on Friction Stir Welding, Cambridge, UK, 17–19 May 2016. [Google Scholar]
- Bilgin, M.B.; Meran, C. The Effect of Tool Rotational and Traverse Speed on Friction Stir Weldability of AISI 430 Ferritic Stainless Steels. Mater. Des. 2012, 33, 376–383. [Google Scholar] [CrossRef]
- Rana, P.K.; Narayanan, R.G.; Kailas, S.V. Effect of Rotational Speed on Friction Stir Spot Welding of AA5052-H32/HDPE/AA5052-H32 Sandwich Sheets. J. Mater. Process. Technol. 2018, 252, 511–523. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process Parameter | Units | Model 1 | Model 2 |
|---|---|---|---|
| Rotational speed | rpm | 1200 | 800 |
| Traverse speed | mm/min | 20 | 40 |
| Parameter | Symbol | Unit | Value |
|---|---|---|---|
| Reference strength | A | MPa | 4.74 |
| Strain-hardening parameter | B | MPa | 27.42 |
| Strain hardening | n | - | 0.32 |
| Strain-rate coefficient | C | - | 0.0591 |
| Room temperature | °C | 23 | |
| Melting temperature | °C | 134 | |
| Temperature exponent | m | - | 0.9439 |
| Thermal Conductivity | Yield Strength | Density | Specific Heat |
|---|---|---|---|
| W/m·°C | MPa | kg/m3 | J/kg·°C |
| 0.28 | 25 | 959 | 2250 |
| Thermal Conductivity | Thermal Expansion | Density | Modulus of Elasticity | Specific Heat |
|---|---|---|---|---|
| W/m·C | °C−1 | kg/m3 | Pa | J/(kg·°C) |
| 16.3 | 1.59 × 10−5 | 8000 | 193 × 109 | 490 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ahmad, B.; Almaskari, F.; Sheikh-Ahmad, J.; Deveci, S.; Khan, K. Thermomechanical Modeling of Material Flow and Weld Quality in the Friction Stir Welding of High-Density Polyethylene. Polymers 2023, 15, 3230. https://doi.org/10.3390/polym15153230
Ahmad B, Almaskari F, Sheikh-Ahmad J, Deveci S, Khan K. Thermomechanical Modeling of Material Flow and Weld Quality in the Friction Stir Welding of High-Density Polyethylene. Polymers. 2023; 15(15):3230. https://doi.org/10.3390/polym15153230
Chicago/Turabian StyleAhmad, Bilal, Fahad Almaskari, Jamal Sheikh-Ahmad, Suleyman Deveci, and Kamran Khan. 2023. "Thermomechanical Modeling of Material Flow and Weld Quality in the Friction Stir Welding of High-Density Polyethylene" Polymers 15, no. 15: 3230. https://doi.org/10.3390/polym15153230