
The Effect of SEBS/Halloysite Masterbatch Obtained in Different Extrusion Conditions on the Properties of Hybrid Polypropylene/Glass Fiber Composites for Auto Parts

 , , ,
, , ,
Abstract
:
1. Introduction
Significance of the Analysis
2. Materials and Methods
2.1. Materials
2.2. Preparation of SEBS/HNT-QM Masterbatches
2.3. Preparation of PP Hybrid Composites
2.4. Characterization
2.4.1. Thermo-Gravimetric Analysis (TGA)
2.4.2. Attenuated Total Reflectance–Fourier Transform Infrared (ATR-FTIR) Spectroscopy
2.4.3. Dynamic Mechanical Analysis (DMA)
2.4.4. Scanning Electron Microscopy (SEM)
2.4.5. Mechanical Tests on Masterbatches and PP Hybrid Composites
Conventional Tensile and Impact Tests
Nanomechanical Characterization
2.4.6. Differential Scanning Calorimetry (DSC)
2.4.7. XRD Analysis
3. Results
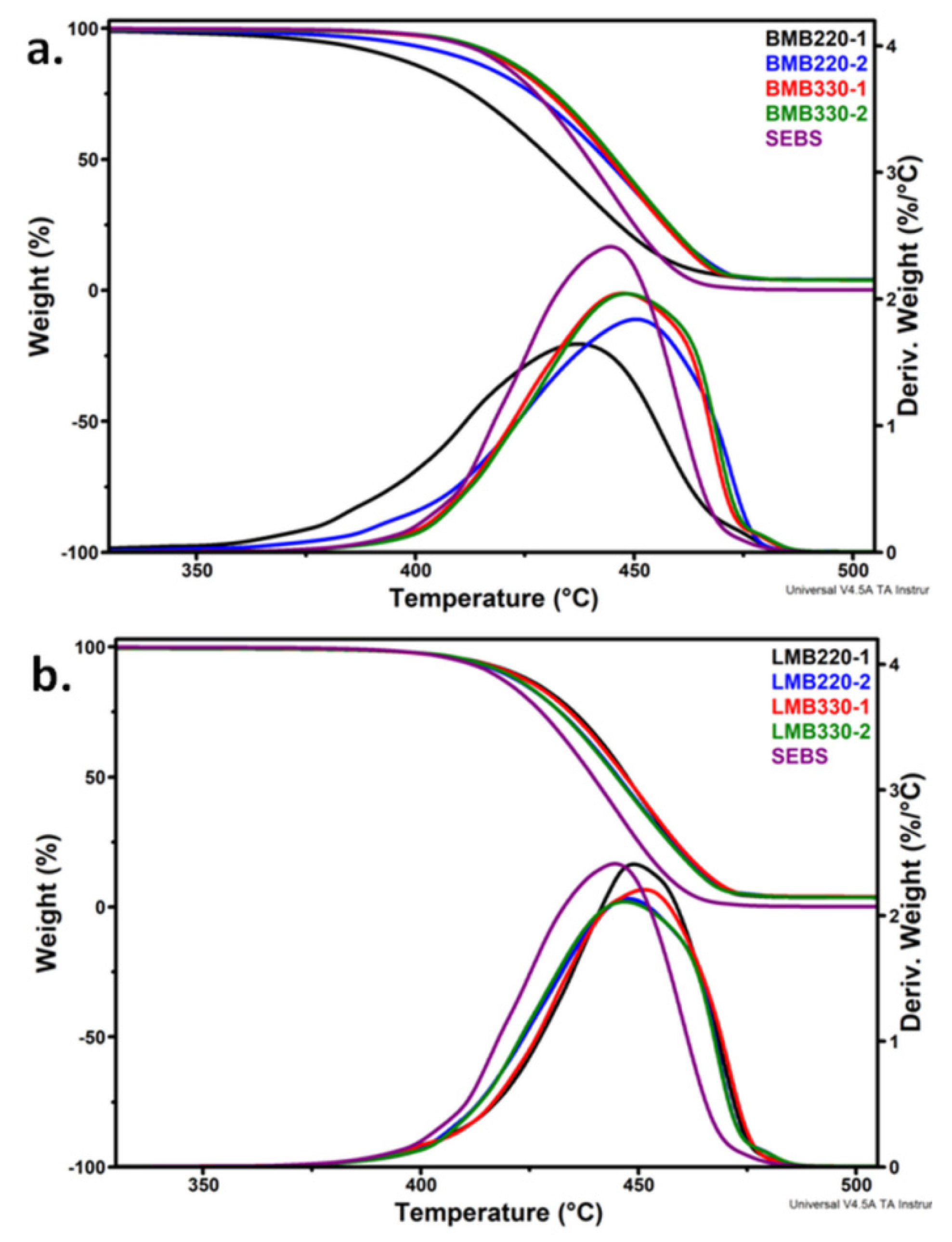
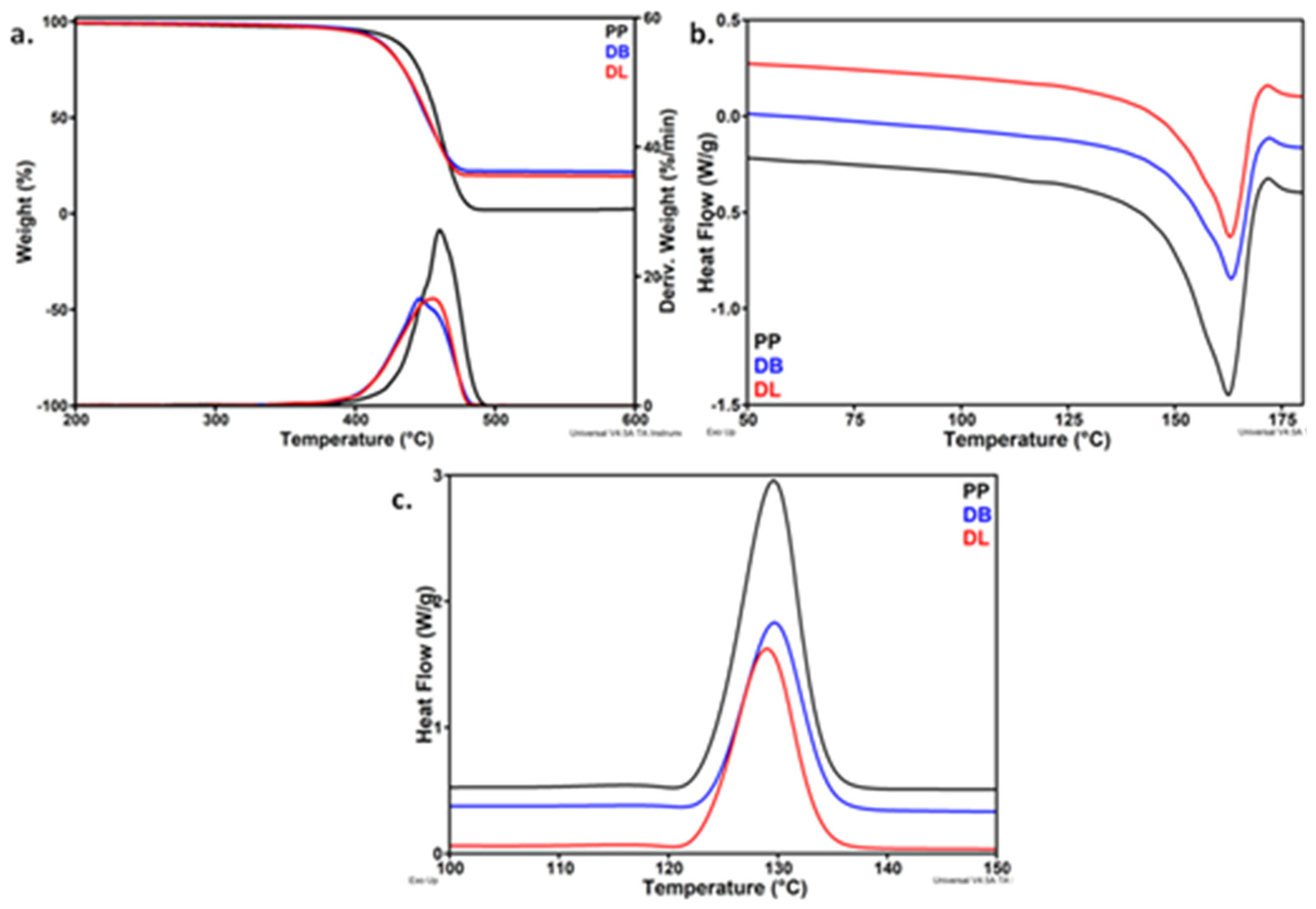
3.1. Thermo-Gravimetric Analysis (TGA) of Masterbatches
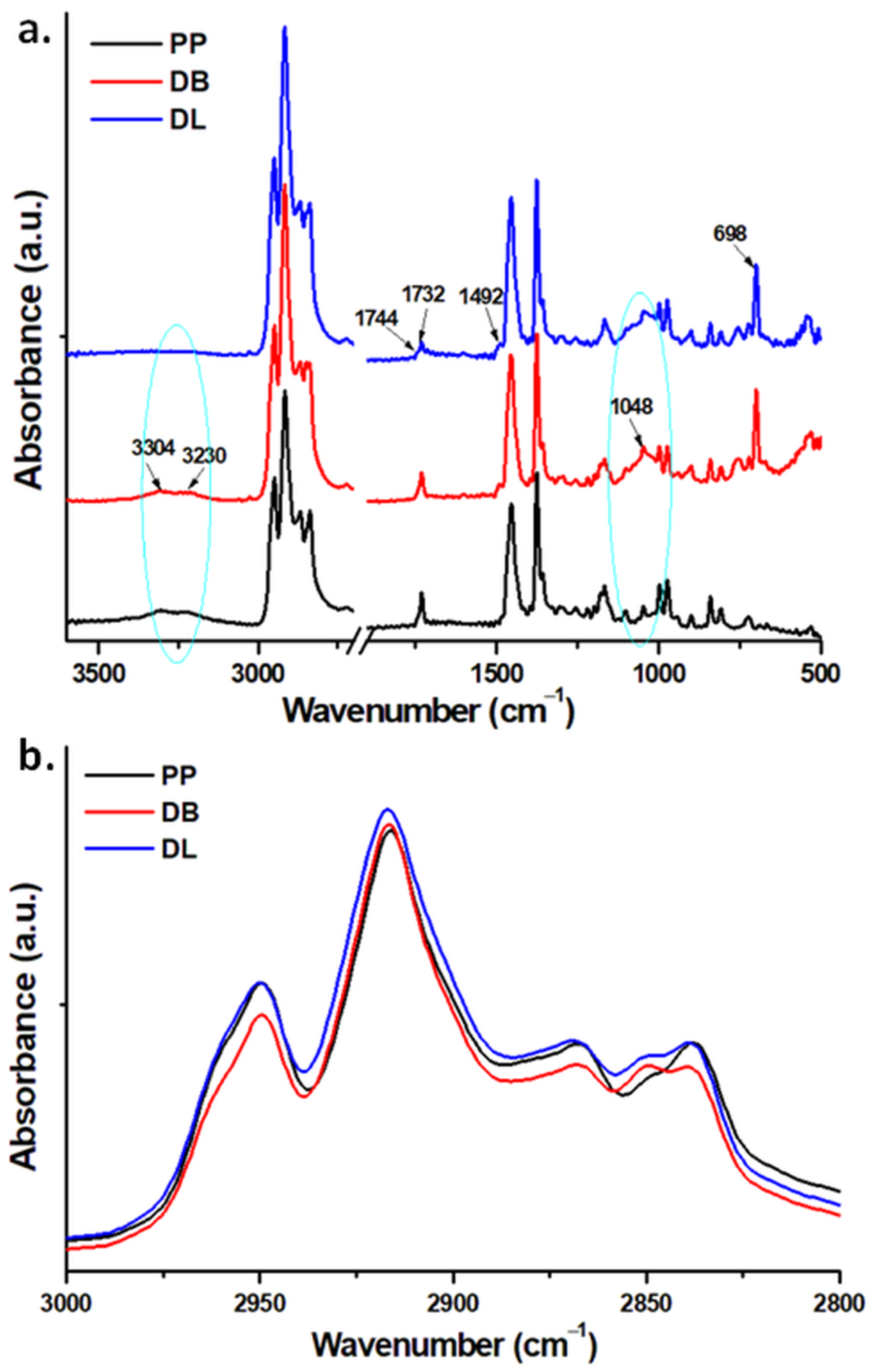
3.2. FTIR Spectroscopy on Masterbatches
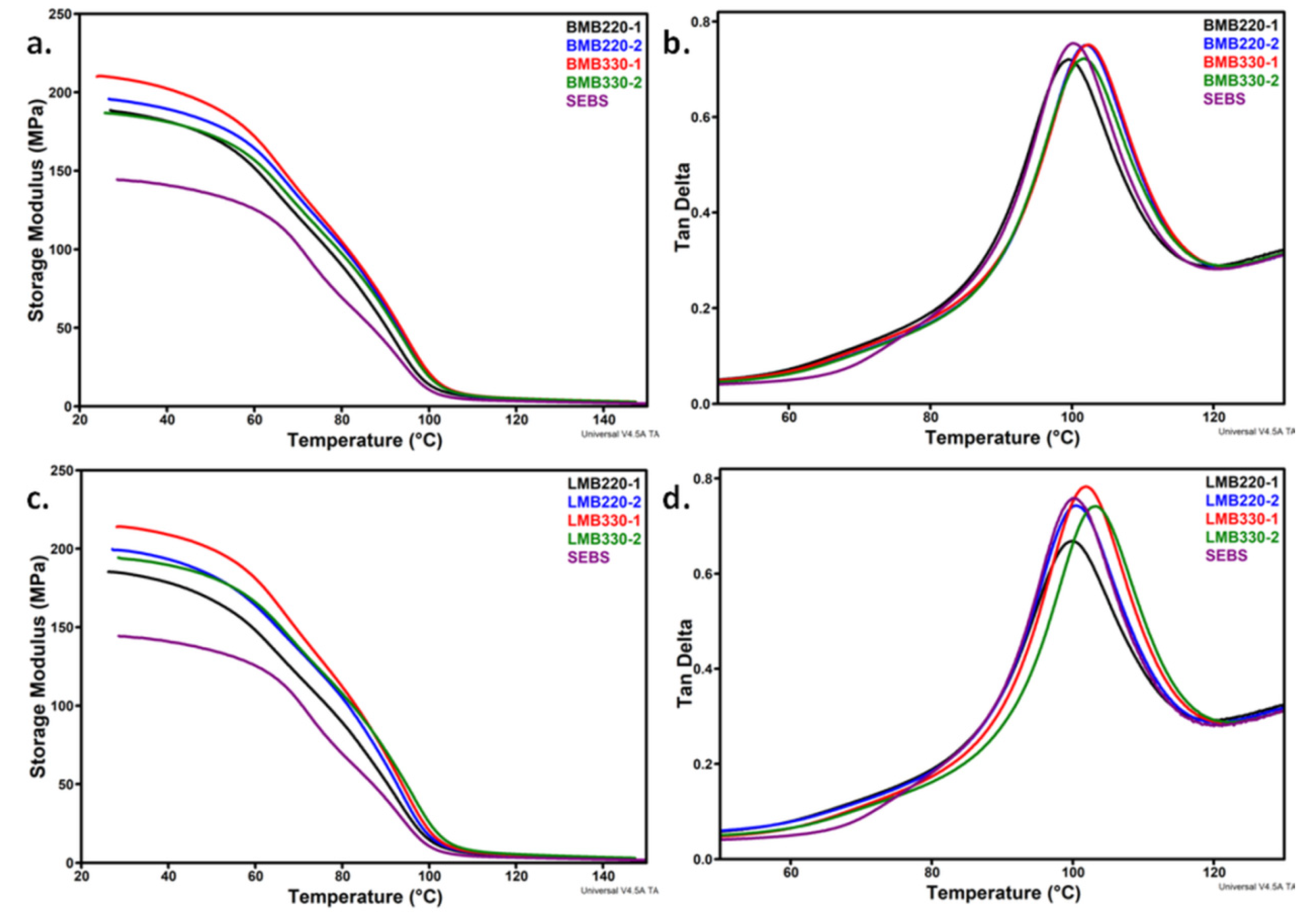
3.3. Dynamic Mechanical Analysis (DMA) of Masterbatches
3.4. Tensile Properties of SEBS/HNT-QM Masterbatches
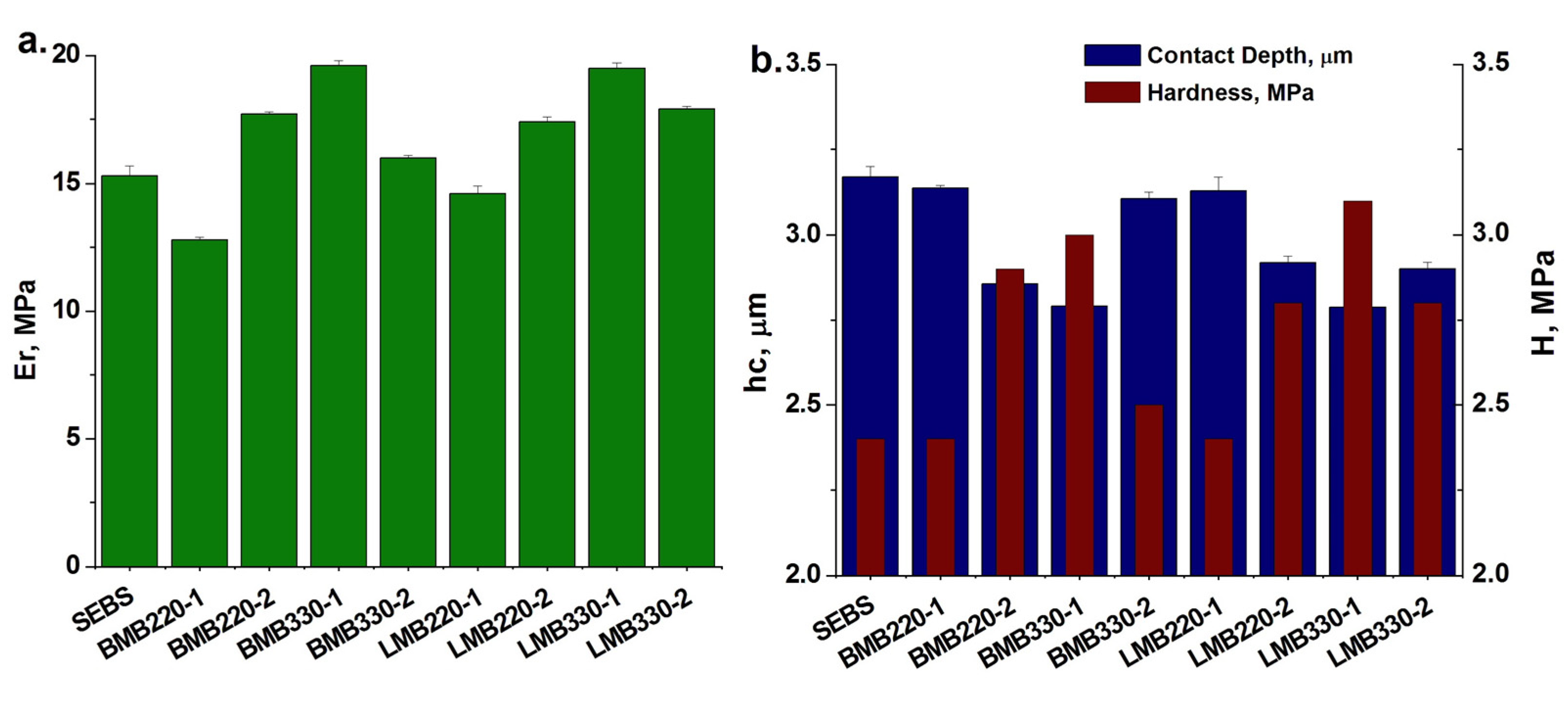
3.5. Nanoindentation Tests on Masterbatches
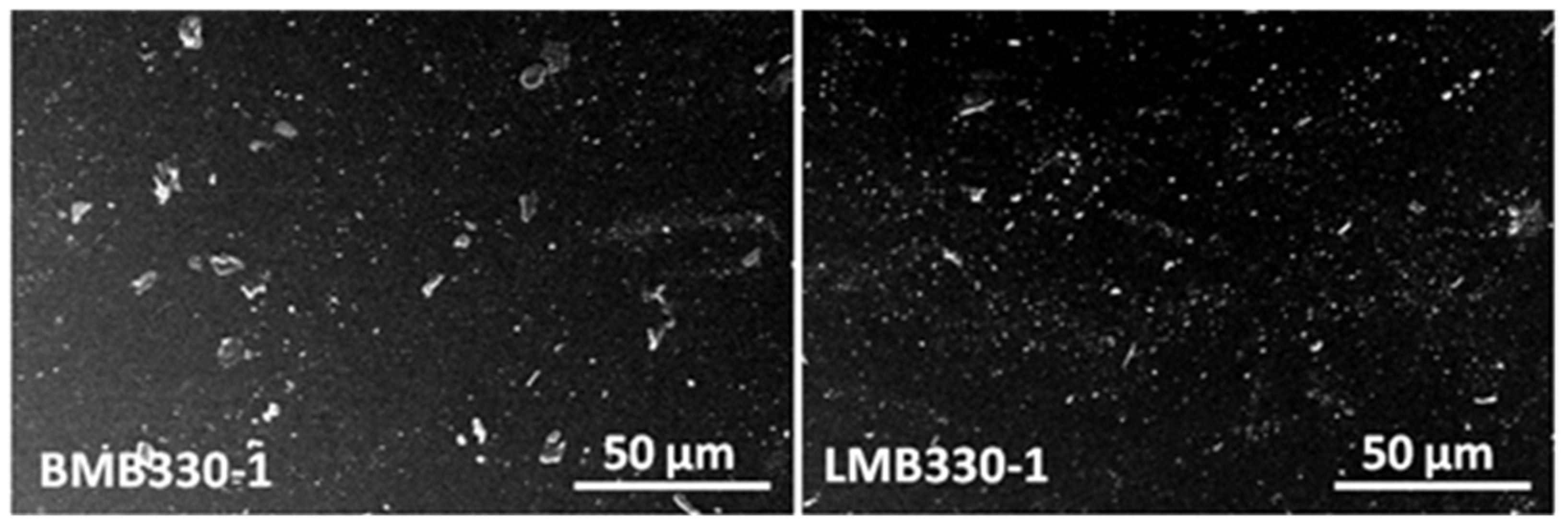
3.6. SEM Analysis of Masterbatches
3.7. Thermal, Mechanical and Structural Properties of PP Hybrid Composites
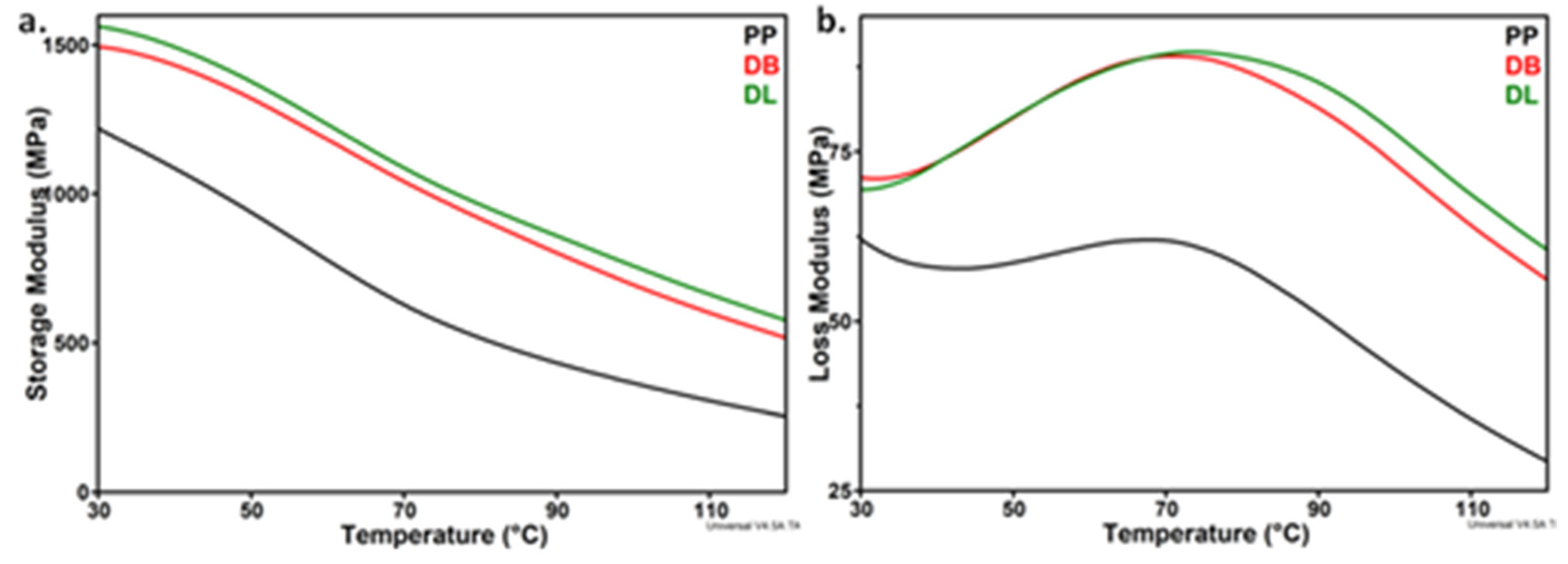
3.8. Dynamic Mechanical Properties of PP Hybrid Composites
3.9. Nanomechanical Properties of PP Hybrid Composites
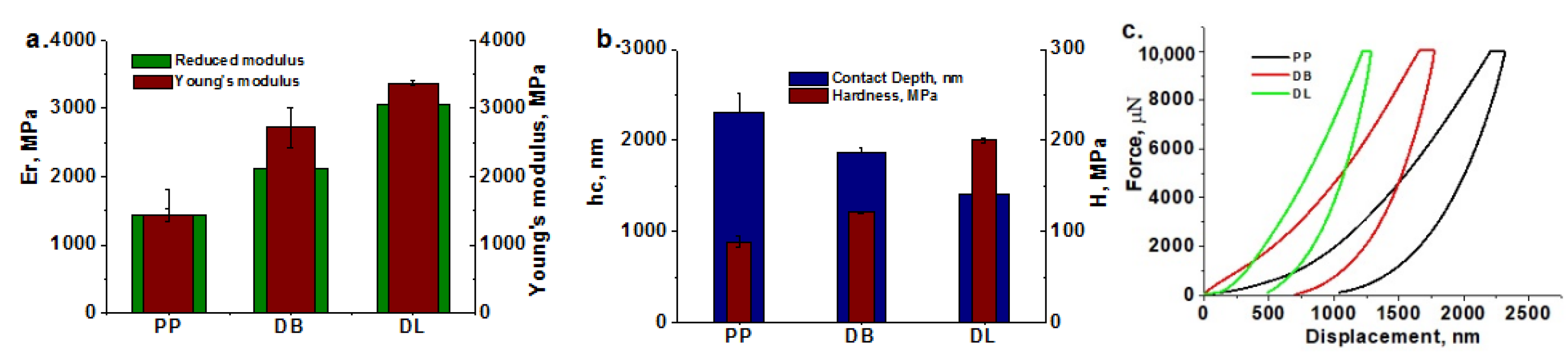
3.9.1. Nanoindentation Test Results
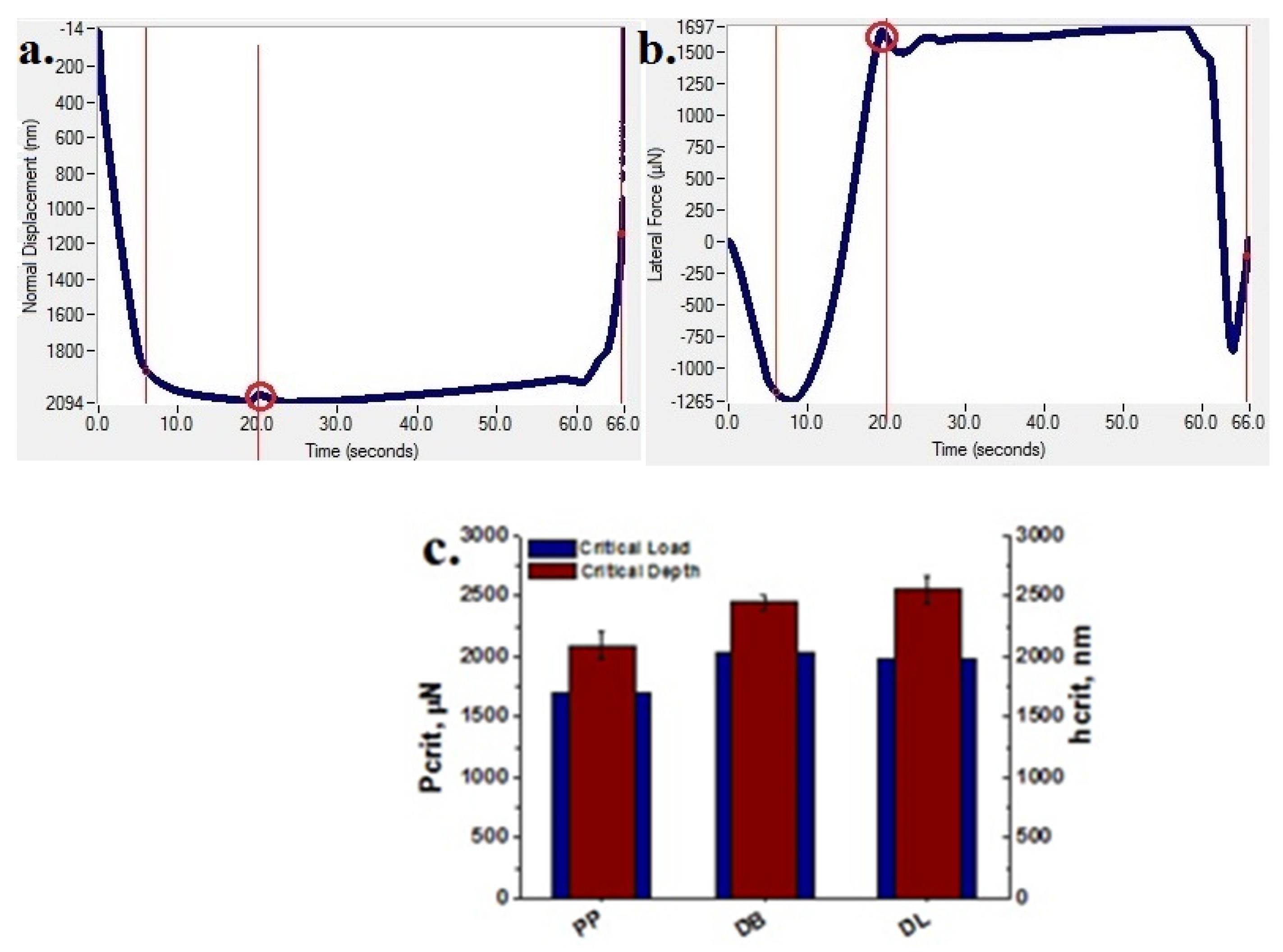
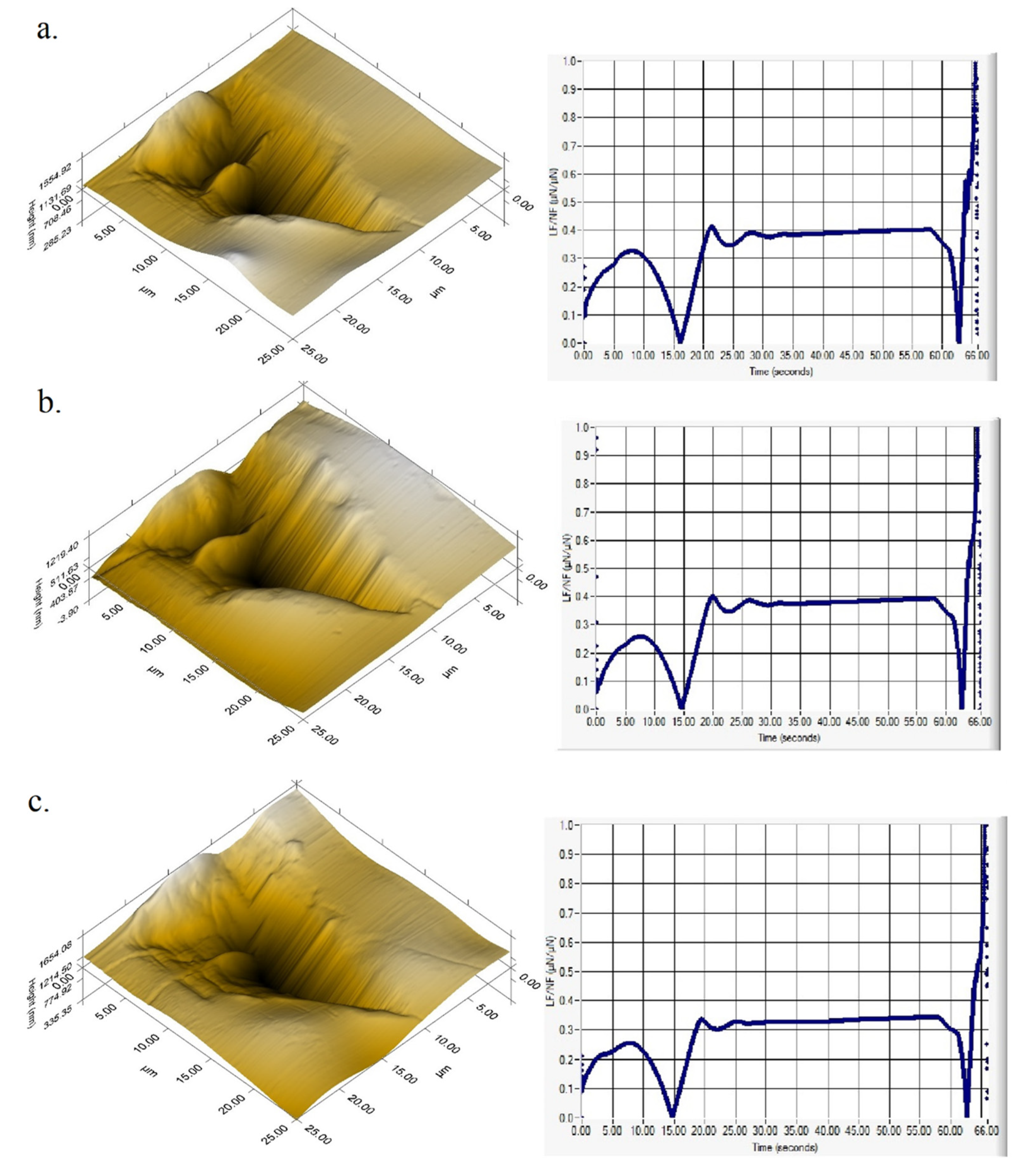
3.9.2. Nanoscratch Test Results
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Polypropylene Market by Type (Homopolymer, Copolymer), Application (Injection Molding, Fiber & Raffia, Film & Sheet, and Blow Molding), End-Use Industry (Packaging, Automotive, Building & Construction, Medical), and Region-Global Forecast to 2022, Markets and Markets. Available online: https://www.marketsandmarkets.com/Market-Reports/polypropylene-market-64103589.html (accessed on 7 February 2020).
- Tjong, S.C. Structural and mechanical properties of polymer nanocomposites. Mat. Sci. Eng. R Rep. 2006, 53, 73–197. [Google Scholar] [CrossRef]
- Kotal, M.; Bhowmick, A.K. Polymer nanocomposites from modified clays: Recent advances and challenges. Prog. Polym. Sci. 2015, 51, 127–187. [Google Scholar] [CrossRef] [Green Version]
- Raji, M.; Mekhzoum, M.E.M.; Rodrigue, D.; Qaiss, A.E.K.; Bouhfid, R. Effect of silane functionalization on properties of polypropylene/clay nanocomposites. Compos. Part B Eng. 2018, 146, 106–115. [Google Scholar] [CrossRef]
- Yuan, P.; Southon, P.D.; Liu, Z.; Green, M.E.R.; Hook, J.M.; Antill, S.J.; Kepert, C.J. Functionalization of halloysite clay nanotubes by grafting with γ-aminopropyltriethoxysilane. J. Phys. Chem. C 2008, 112, 15742–15751. [Google Scholar] [CrossRef]
- Albach, B.; Vianna dos Santos, P.H.; Rampon, D.D.S.; Barbosa, R.S. An evaluation of modified Kaolinite surface on the crystalline and mechanical behavior of polypropylene. Polym. Test. 2019, 75, 237–245. [Google Scholar] [CrossRef]
- Panaitescu, D.M.; Vuluga, Z.; Radovici, C.; Nicolae, C. Morphological investigation of PP/nanosilica composites containing SEBS. Polym. Test. 2012, 31, 355–365. [Google Scholar] [CrossRef]
- Martin, Z.; Jimenez, I.; Gomez, M.A.; Ade, H.; Kilcoyne, D.A. Interfacial interactions in PP/MMT/SEBS Nanocomposites. Macromolecules 2010, 43, 448–453. [Google Scholar] [CrossRef]
- Vuluga, Z.; Panaitescu, D.M.; Radovici, C.; Nicolae, C.; Iorga, M.D. Effect of SEBS on morphology, thermal, and mechanical properties of PP/organoclay nanocomposites. Polym. Bull. 2012, 69, 1073–1091. [Google Scholar] [CrossRef]
- Sanporean, C.G.; Vuluga, Z.; Radovici, C.; Panaitescu, D.M.; Iorga, M.; deClaville Christiansen, J.; Mosca, A. Polypropylene/organoclay/SEBS nanocomposites with toughness–stiffness properties. RSC Adv. 2014, 4, 6573–6579. [Google Scholar] [CrossRef] [Green Version]
- Rueda, M.M.; Fulchiron, R.; Martin, G.; Cassagnau, P. Rheology of polypropylene filled with short-glass fibers: From low to concentrated filled composites. Eur. Polym. J. 2017, 93, 167–181. [Google Scholar] [CrossRef]
- Wang, J.; Geng, C.; Luo, F.; Liu, Y.; Wang, K.; Fu, Q.; He, B. Shear induced fiber orientation, fiber breakage and matrix molecular orientation in long glass fiber reinforced polypropylene composites. Mat. Sci. Eng. 2011, A528, 3169–3176. [Google Scholar] [CrossRef]
- Mohan, T.P.; Kanny, K. Influence of nanoclay on rheological and mechanical properties of short glass fiber-reinforced polypropylene composites. J. Reinf. Plast. Compos. 2011, 30, 152–160. [Google Scholar] [CrossRef]
- Rahman, N.A.; Hassan, A.; Yahya, R.; Lafia-Araga, R.A.; Hornsby, P.R. Polypropylene/glass fiber/nanoclay hybrid composites: Morphological, thermal, dynamic mechanical and impact behaviors. J. Reinf. Plast. Compos. 2012, 31, 1247–1257. [Google Scholar] [CrossRef]
- Jenifer, A.; Rasana, N.; Jayanarayanan, K. Synergistic effect of the inclusion of glass fibers and halloysite nanotubes on the static and dynamic mechanical, thermal and flame retardant properties of polypropylene. Mater. Res. Express 2018, 5, 065308. [Google Scholar] [CrossRef]
- Tjong, S.C.; Xu, S.A.; Li, R.K.Y.; Mai, Y.W. Preparation and Performance Characteristics of Short-Glass-Fiber/Maleated Styrene–Ethylene–Butylene–Styrene/ Polypropylene Hybrid Composites. J. Appl. Polym. Sci. 2002, 86, 1303–1311. [Google Scholar] [CrossRef]
- Garakani Mohseni, M.; Arefazar, A.; Nazockdast, H. Study on morphological, rheological, and mechanical properties of PP/SEBS-MA/SGF hybrid composites. J. Appl. Polym. Sci. 2007, 104, 2704–2710. [Google Scholar] [CrossRef]
- Li, X.; Yang, J.; Zhou, X.; Wei, Q.; Li, J.; Qiu, B.; Wunderlich, K.; Wang, X. Effect of compatibilizer on morphology, rheology and properties of SEBS/clay nanocomposites. Polym. Test. 2018, 67, 435–440. [Google Scholar] [CrossRef]
- Ganß, M.; Staudinger, U.; Bhabani, K.; Satapathy, A.L.; Weidisch, R. Mechanism of strengthening and toughening of a nanostructured styrene-butadiene based block copolymer by oligostyrene-modified montmorillonites. Polymer 2021, 213, 123328. [Google Scholar] [CrossRef]
- Prashantha, K.; Lacrampe, M.F.; Krawczak, P. Processing and characterization of halloysite nanotubes filled polypropylene nanocomposites based on a masterbatch route: Effect of halloysites treatment on structural and mechanical properties. Express Polym. Lett. 2011, 5, 295–307. [Google Scholar] [CrossRef]
- Treece, M.A.; Zhang, W.; Moffitt, R.D.; Oberhauser, J.P. Twin-screw extrusion of polypropylene-clay nanocomposites: Influence of masterbatch processing, screw rotation mode, and sequence. Polym. Eng. Sci. 2007, 47, 898–911. [Google Scholar] [CrossRef]
- Domenech, T.; Peuvrel-Disdier, E.; Vergnes, B. The importance of specific mechanical energy during twin screw extrusion of organoclay based polypropylene nanocomposites. Comp. Sci. Tech. 2013, 75, 7–14. [Google Scholar] [CrossRef] [Green Version]
- Zhu, L.; Xanthos, M. Effects of process conditions and mixing protocols on structure of extruded polypropylene nanocomposites. J. Appl. Polym. Sci. 2004, 93, 1891–1899. [Google Scholar] [CrossRef]
- Lertwimolnun, W.; Vergnes, B. Influence of screw profile and extrusion conditions on the microstructure of polypropylene/organoclay nanocomposites. Polym. Eng. Sci. 2007, 47, 2100–2109. [Google Scholar] [CrossRef]
- Tekay, E.; Nugay, N.; Nugay, T.; Sen, S. Revolution/rotation-type mixing-assisted masterbatch process for polypropylene-based high-impact ternary nanocomposites. Polym. Compos. 2019, 40, 24–36. [Google Scholar] [CrossRef] [Green Version]
- Tekay, E.; Nugay, N.; Nugay, T.; Sen, S. Tuning of nanotube/elastomer ratio for high damping/tough and creep resistant polypropylene/SEBS-g-MA/HNT blend nanocomposites. J. Compos. Mater. 2018, 53, 1005–1022. [Google Scholar] [CrossRef]
- Torrecillas, H.V.; Costa, L.C.; Souza, A.M.C. Influence of mixing protocol on the morphology and mechanical properties of PP/SEBS/MMT and PP/SEBS/PPgMA/MMT blends. Polym. Test. 2018, 72, 322–329. [Google Scholar] [CrossRef]
- Wang, D.; Nakajima, K.; Fujinami, S.; Shibasaki, Y.; Wang, J.Q.; Nishi, T. Characterization of morphology and mechanical properties of block copolymers using atomic force microscopy: Effects of processing conditions. Polymer 2012, 53, 1960–1965. [Google Scholar] [CrossRef]
- Wang, Y. Compounding in Co-Rotating Twin-Screw Extruders; Rapra Technology Limited: Shawbury, UK, 2000. [Google Scholar]
- Vuluga, Z.; Sânporean, C.G.; Iorga, M.; Panaitescu, D.M.; Corobea, M.C.; Florea, D.; Iancu, S.; Duldner, M. Concentrate for Improving the Shock-Resistance of Polypropylene with Fiberglass and Process for Preparing the Same, RO131445 B1; State Office for Inventions and Trademarks (OSIM): Bucharest, Romanian, 2019. [Google Scholar]
- Bu, H.S.; Cheng, S.Z.D.; Wunderlich, B. Addendum to the thermal properties of polypropylene. Makromol. Chem. Rapid Comm. 1988, 9, 75–77. [Google Scholar] [CrossRef]
- Wang, B.; Huang, H.X. Effects of halloysite nanotube orientation on crystallization and thermal stability of polypropylene nanocomposites. Polym. Degrad. Stab. 2013, 98, 1601–1608. [Google Scholar] [CrossRef]
- Liu, Y.; Zhou, T.; Zhang, A. Generation mechanism of oxidation products during the air atmosphere oxidation of SEBS/PP Blends: Tracked by 2D correlation infrared spectroscopy. Macromol. Chem. Phys. 2016, 217, 2501–2516. [Google Scholar] [CrossRef]
- Todros, S.; Venturato, C.; Natali, A.N.; Pace, G.; Di Noto, V. Effect of steam on structure and mechanical properties of biomedical block copolymers. J. Polym. Sci. Part B Polym. Phys. 2014, 52, 1337–1346. [Google Scholar] [CrossRef]
- Chi, W.S.; Hwang, S.; Lee, S.J.; Park, S.; Bae, Y.-S.; Ryu, D.Y.; Kim, J.H.; Kim, J. Mixed matrix membranes consisting of SEBS block copolymers and size-controlled ZIF-8 nanoparticles for CO2 capture. J. Membr. Sci. 2015, 495, 479–488. [Google Scholar] [CrossRef]
- Du, M.; Guo, B.; Lei, Y.; Liu, M.; Jia, D. Carboxylated butadiene–styrene rubber/halloysite nanotube nanocomposites: Interfacial interaction and performance. Polymer 2008, 49, 4871–4876. [Google Scholar] [CrossRef]
- White, C.C.; Tan, K.T.; Hunston, D.L.; Nguyen, T.; Benatti, D.J.; Stanley, D.; Chin, J.W. Laboratory accelerated and natural weathering of styrene-ethylene-butylene-styrene (SEBS) block copolymer. Polym. Degrad. Stab. 2011, 96, 1104–1110. [Google Scholar] [CrossRef]
- Kohlgrüber, K. Co-Rotating Twin-Screw Extruder: Fundamentals, Technology, and Applications; Carl HanserVerlag GmbH & Co. KG: Carl Hanser Publishers: Munich, Germany; Hanser Gardner Publications: Cincinnati, OH, USA, 2007. [Google Scholar]
- Rek, V.; Grguric, T.H.; Jelcic, Z.; Hace, D. Effect of styrene/ethylene/butylene/styrene block copolymer on the dynamic mechanical behaviour and processability of high-impact polystyrene. e-Polymers 2004, 034, 1–13. [Google Scholar] [CrossRef] [Green Version]
- Mauritz, K.A.; Blackwell, R.I.; Beyer, F.L. Viscoelastic properties and morphology of sulfonated poly (styrene-b-ethylene/butylene-b-styrene) block copolymers (sBCP), and sBCP/ [silicate] nanostructured materials. Polymer 2004, 45, 3001–3016. [Google Scholar] [CrossRef]
- Panaitescu, D.M.; Gabor, R.A.; Nicolae, C.A.; Ghiurea, M.; Mihailescu, M.; Grigorescu, R.M. Influence of melt processing induced orientation on the morphology and mechanical properties of poly(styrene-b-ethylene/butylene-b-styrene) block copolymers and their composites with graphite. Mater. Des. 2014, 64, 694–705. [Google Scholar] [CrossRef]
- Furlan, L.G.; Ferreira, C.I.; Dal Castel, C.; Santos, K.S.; Mello, A.C.E.; Libermanc, S.A.; Oviedo, M.A.S.; Mauler, R.S. Effect of processing conditions on the mechanical and thermal properties of high-impact polypropylene nanocomposites. Mat. Sci. Eng. A 2011, 528, 6715–6718. [Google Scholar] [CrossRef]
- Farahanchi, A.; Malloy, R.A.; Sobkowicz, M.J. Extreme shear processing for exfoliating organoclay in nanocomposites with incompatible polymers. Polymer 2018, 145, 117–126. [Google Scholar] [CrossRef]
- Barbas, J.M.; Machado, A.V.; Covas, J.A. Evolution of dispersion along the extruder during the manufacture of polymer–organoclay nanocomposites. Chem. Eng. Sci. 2013, 98, 77–87. [Google Scholar] [CrossRef]
- Samal, S.K.; Mohanty, S.; Nayak, S.K. Polypropylene-bamboo/glass fiber hybrid composites: Fabrication and analysis of mechanical, morphological, thermal, and dynamic mechanical behavior. J. Reinf. Plast. Compos. 2009, 28, 2729–2747. [Google Scholar] [CrossRef]
- Jiang, X.; Zhang, Y.; Zhang, Y. Crystallization behavior of dynamically cured polypropylene/epoxy blends. J. Polym. Sci. B Polym. Phys. 2004, 42, 1181–1191. [Google Scholar] [CrossRef]
- Hahladakis, J.N.; Velis, C.A.; Weber, R.; Iacovidou, E.; Purnell, P. An overview of chemical additives present in plastics: Migration, release, fate and environmental impact during their use, disposal and recycling. J. Hazard. Mater. 2018, 344, 179–199. [Google Scholar] [CrossRef]
- Zerbi, G.; Gussoni, M.; Ciampelli, F. Structure of liquid isotactic polypropylene from its vibrational spectrum. Spectrochim. Acta 1967, 23A, 301–311. [Google Scholar] [CrossRef]
- Panaitescu, D.M.; Vuluga, Z.; Ghiurea, M.; Iorga, M.; Nicolae, C.A.; Gabor, A.R. Influence of compatibilizing system on morphology, thermal and mechanical properties of high flow polypropylene reinforced with short hemp fibers. Compos. B Eng. 2015, 69, 286–295. [Google Scholar] [CrossRef]
- Krishnaiah, P.; Manickam, S.; Ratnam, C.T.; Raghu, M.S.; Parashuram, L.; Prashantha, K.; Jeon, B.-H. Surface-treated short sisal fibers and halloysite nanotubes for synergistically enhanced performance of polypropylene hybrid composites. J. Thermoplas. Compos. Mater. 2020. [Google Scholar] [CrossRef]
- Arora, G.; Pathak, H. Nanoindentation characterization of polymer nanocomposites for elastic and viscoelastic properties: Experimental and mathematical approach. Compos. Part. C 2021, 4, 100103. [Google Scholar]
- Hwang, S.O.; Lee, J.Y.; Lee, J.H. Effect of the silsesquioxane structure on the mechanical properties of the silsesquioxane-reinforced polymer composite films. Prog. Org. Coat. 2019, 137, 105316. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Characteristics | Brabender Extruder | Leistritz Extruder |
|---|---|---|
| Cylinder (Barrel) Length, mm | 800 | 1080 |
| The length of each heating zone, mm | 182 | 120 |
| Feeding zone length, mm | 70 | 120 |
| Number of heating zones per cylinder (barrel) | 4 | 8 |
| Total length of the extrusion head, mm | 72 | 260 |
| Extrusion dies diameter, mm | 3 | 4 |
| Residence time at 220 rpm, s | 140–150 | 60–65 |
| Residence time at 330 rpm, s | 85–90 | 40–45 |
| Sample | Ton (°C) | Tmax (°C) | R700 (%) |
|---|---|---|---|
| BMB220-1 | 402.6 | 437.5 | 3.78 |
| BMB220-2 | 416.0 | 449.2 | 3.74 |
| BMB330-1 | 420.2 | 447.6 | 3.69 |
| BMB330-2 | 421.3 | 448.3 | 3.73 |
| LMB220-1 | 424.4 | 449.0 | 3.48 |
| LMB220-2 | 422.1 | 447.5 | 3.73 |
| LMB330-1 | 424.6 | 451.2 | 3.80 |
| LMB330-2 | 421.7 | 446.8 | 3.57 |
| SEBS | 418.7 | 444.7 | 0.14 |
| HNT-QM | 310.0 | 479.3 | 83.59 |
| Sample | (E′30) (MPa) | (E′100) (MPa) | Tg (°C) |
|---|---|---|---|
| BMB220-1 | 187.2 | 14.0 | 99.5 |
| BMB220-2 | 194.6 | 19.8 | 102.0 |
| BMB330-1 | 208.5 | 21.4 | 102.0 |
| BMB330-2 | 185.7 | 19.1 | 101.4 |
| LMB220-1 | 184.3 | 14.8 | 99.6 |
| LMB220-2 | 200.1 | 17.4 | 100.2 |
| LMB330-1 | 213.8 | 20.7 | 101.7 |
| LMB330-2 | 193.6 | 25.8 | 102.9 |
| SEBS | 144.1 | 10.7 | 99.9 |
| Sample | SEBS | BMB 220-1 | BMB 220-2 | BMB 330-1 | BMB 330-2 | LMB 220-1 | LMB 220-2 | LMB 330-1 | LMB 330-2 |
|---|---|---|---|---|---|---|---|---|---|
| hmax, nm | 4812 ± 32 | 5105 ± 8 | 4412 ± 18 | 4111 ± 17 | 4666 ± 21 | 4853 ± 40 | 4460 ± 21 | 4225 ± 9 | 4386 ± 20 |
| hf, nm | 1340 ± 32 | 1104 ± 8 | 1167 ± 18 | 941 ± 17 | 1360 ± 21 | 1313 ± 40 | 1133 ± 21 | 1095 ± 9 | 1195 ± 20 |
| Sample | Ton (°C) | Tmax (°C) | WL300 (%) | R700 (%) | Tm (°C) | ∆Hm (J/g) | Tc (°C) | ∆Hc (J/g) | Xc (%) |
|---|---|---|---|---|---|---|---|---|---|
| PP | 440.3 | 460.2 | 2.1 | 2.0 | 162.5 | 98.4 | 129.6 | 98.6 | 47.5 |
| DB | 421.7 | 445.6 | 1.3 | 21.4 | 163.1 | 60.4 | 129.7 | 59.9 | 51.6 |
| DL | 423.4 | 455.4 | 1.6 | 19.1 | 162.9 | 64.0 | 129.0 | 64.0 | 54.7 |
| Sample | Tensile Strength at Break MPa | Tensile Strain at Break % | Young’s Modulus MPa | Energy at Break J | Izod Impact Strengthk J/m2 |
|---|---|---|---|---|---|
| PP | 26.3 ± 0.5 | 3.7 ± 1.0 | 1455 ± 91 | 1.4 ± 0.5 | 4.8 ± 0.4 |
| DB | 41.8 ± 1.1 | 8.0 ± 0.6 | 2727 ± 292 | 5.8 ± 0.3 | 19.0 ± 1.5 |
| DL | 41.0 ± 0.6 | 8.5 ± 0.3 | 3373 ± 32 | 6.0 ± 0.4 | 21.0 ± 1.0 |
| Sample | Rq (nm) | μ | SD (nm) | Rear Pile-Up (nm) |
|---|---|---|---|---|
| PP | 207 ± 0.01 | 0.40 ± 0.015 | 902 ± 35 | 650 ± 14 |
| DB | 218 ± 0.02 | 0.39 ± 0.014 | 690 ± 18 | 530 ± 15 |
| DL | 196 ± 0.02 | 0.32 ± 0.007 | 550 ± 25 | 270 ± 21 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vuluga, Z.; Sanporean, C.-G.; Panaitescu, D.M.; Teodorescu, G.M.; Corobea, M.C.; Nicolae, C.A.; Gabor, A.R.; Raditoiu, V. The Effect of SEBS/Halloysite Masterbatch Obtained in Different Extrusion Conditions on the Properties of Hybrid Polypropylene/Glass Fiber Composites for Auto Parts. Polymers 2021, 13, 3560. https://doi.org/10.3390/polym13203560
Vuluga Z, Sanporean C-G, Panaitescu DM, Teodorescu GM, Corobea MC, Nicolae CA, Gabor AR, Raditoiu V. The Effect of SEBS/Halloysite Masterbatch Obtained in Different Extrusion Conditions on the Properties of Hybrid Polypropylene/Glass Fiber Composites for Auto Parts. Polymers. 2021; 13(20):3560. https://doi.org/10.3390/polym13203560
Chicago/Turabian StyleVuluga, Zina, Catalina-Gabriela Sanporean, Denis Mihaela Panaitescu, George Mihail Teodorescu, Mihai Cosmin Corobea, Cristian Andi Nicolae, Augusta Raluca Gabor, and Valentin Raditoiu. 2021. "The Effect of SEBS/Halloysite Masterbatch Obtained in Different Extrusion Conditions on the Properties of Hybrid Polypropylene/Glass Fiber Composites for Auto Parts" Polymers 13, no. 20: 3560. https://doi.org/10.3390/polym13203560