3.1. Lignocellulosic Characterization and Density of in Natura and Treated Fibers
The chemical and physical characterizations of plant fibers are crucial in understanding these materials’ relationship with the thermal and mechanical properties of polymer composites.
Table 2 shows the values for cellulose, hemicellulose, lignin, extractives, and ashes found in the CHFW after treatments, as well as their density.
The NLFs do not have a fixed composition: their chemical components and corresponding content can vary according to the species, soil conditions, and regional climate [
25]. In this study, 20,43% of fresh CHFW extractives were found as 20.43%. Setter et al. [
26], Carvalho et al. [
27], and Collazo-Bigliardi at al. [
28] used fibers from coffee husks in their studies. They obtained 20.53, 6.70, and 17.80% for that very same component, respectively, which validates the present result.
Hemicellulose and lignin play an equally important role in vegetable fibers. Lignin molecules provide resistance, impermeability, and rigidity to cells. Hemicelluloses, however, act as an intermediary between cellulose and lignin bonds, being responsible for the growth and development of fibers [
3,
4,
5]. The percentages identified for cellulose, hemicellulose, and lignin for the in natura CHFW were 30.4, 28.5, and 22.2%, respectively. Similar lignin values were reported by Setter et al. [
26] (27.14%) and Huang et al. [
11] (20.70%), as well as for cellulose by Collazo-Bigliardi et al. [
28] (35.40%).
The beneftis of cellulose’s high degree of polymerization and semicrystalline structure for increasing composites’ stiffness and mechanical strength when added to the polymer matrix are well known [
1,
2,
3,
4]. However, access to these molecules is difficult, mainly owing to the hemicelluloses, lignin, and extractives. The treatments were previously applied to degrade the CHFWs as a way to facilitate the exposure of their molecules [
4,
13]. The increase in cellulose contents shown in
Table 1 confirm that all performed treatments achieved this purpose, indicating that structural or chemical changes have occurred and that the fiber/matrix compatibility can be improved [
3].
During mercerization, vegetable fibers are ionized by converting the hydroxyl groups into alkoxides [
14]. Among all the treatments performed, the NaOH 20 treatment shows the highest percentage of cellulose exposure, 52.8%. Other authors have also obtained a high cellulose molecule exposure rate in fibers treated with NaOH, using natural fiber wastes to incorporate into the polypropylene matrix. Oliveira and Gonçalves [
29] reached 66.39% with 2.5% NaOH at 120 °C for 10 min. Bartos et al. [
30] reported a cellulose increase higher than 50% when sugarcane bagasse was treated with 15% NaOH for 1 h. Pillai et al. [
31] functionalized the banana tree penducles with 5% NaOH at RT (25 °C) for 1 h and obtained an incidence of 79.13% in cellulose.
Among all hydrothermal treatments, HYD 30 exhibited the highest percentage of cellulose exposure (35.1%). Aguilar et al. [
32] and Nitsos et al. [
33] conducted experiments under different temperature and time conditions, reporting exposures of 65.87 and 32.58% for agave bagasse fibers and almond shell, respectively. Given the longer exposure time of CHFWs during the HYD 60 and 120 treatments, the cellulose molecules may have been degraded, which would explain their decreased content.
On evaluating the contact time of the
P. chrysosporium fungus with the CHFW, a maximum exposure of cellulose molecules of 38.8% was observed on the second day (BIO 48). Jayapriya and Vigneswaran [
34] reported a degradation of jute fiber molecules using the same fungal activity in 30 days. Youssef et al. [
35] showed 79% exposure in citrus tree shaving fibers treated for 7 days with
Aspergillus flavus. Increased tensile strength and hardness of high-density polyethylene (HDPE) composites were observed for 20% incorporation of these fibers into the HDPE matrix.
In all treatments performed, the lower extractives and ash content can be explained by their low molecular weight, which eases their elimination [
4]. Increasing lignin and hemicellulose contents for HYD’s and BIO’s treatments were related to such reduction. A lower hemicellulose percentage was observed in all chemical treatment conditions, indicating that the alkaline medium potentiates the removal of HDPE [
23].
The observed density variations are also associated with the elimination of substances such as ash and extractives. An inherent characteristic of vegetable fibers is their low density, which affords energy savings when used in automotive parts. For example, abaca fiber with an average 1.5 g·cm
−3 density proved innovative when used in Daimler–Benz automobile polypropylene-based floors. In fact, its high tensile strength, bending and degradation properties make them comparable to glass fibers. Other automotive companies, such as Audi, BMW, Volkswagen, Toyota, and Ford, use various vegetable fibers in their seat backs, interior doors, and in noise-insulating panels, instrument panel support, and even as engine insulation and internal cover [
36].
3.2. Fourier Transformed Infrared (FTIR) Spectroscopy
A more detailed analysis of the CHFW composition was obtained using FTIR analysis.
Figure 3 shows the obtained spectra. The spectrum presented in
Figure 3a provides information about the in natura CHFW. The intense absorption detected at 3293 cm
−1 indicates hydroxyl groups (OH) associated with the lignocellulosic material, as well as of extractives in the fibers. The second band of absorption, between 2916 and 2358 cm
−1, represents the aliphatic and alkyl groups of cellulose and the methyl in hemicellulose and in lignin methoxy. The aromatic compounds in lignin were identified by stretching the C=C double bond by 1608 cm
−1. The band detected at 1370 cm
−1 is characteristic of the C–OH bond elongation attributed to crystalline cellulose. The absorption bands between 1318 and 1239 cm
−1 can be attributed to carboxylic acids, acetyl groups, and esters of the material. The intense absorption band at 1030 cm
−1 is caused by CO bonds stretching and by the deformation of alkoxide groups present in cellulose and ester groups present in lignin [
11,
16,
26].
The analysis of the FTIR spectra generated after all treatments (
Figure 3b–d) revealed changes in some wavelengths. Generally, for all tested treatments, the extractive compounds’ removal and dissolution of hemicellulose are reflected by changes in the second 2928 cm
−1 and third 2358 cm
−1 absorption bands. Mercerization treatments in
Figure 3b show no absorbance for values converging to 2358 cm
−1, thereby proving the effectiveness of the method for removing hemicelluloses, as noticed in
Table 1 [
23,
27,
35,
37,
38].
Changes observed in the fourth absorption band of 1608 cm
−1 are related to an increased lignin content in all materials after the treatments [
39]. In all treatments there was a greater exposure of cellulose molecules associate with the increased values of the first band, and the small change in the sixth absorbance band values are assigned to the CO and OH bonds stretching in the coffee husk’s cellulose [
11].
3.3. X-ray Diffraction (XRD)
It is known that cellulose, unlike hemicellulose and lignin, has a semicrystalline structure due to the interactions of hydrogen bonds and van der Waals forces between its constituent molecules [
40]. Specifically for this study, it would be possible to recognize naturally occurring type I pulps as well as type II pulps obtained by mercerization or solubilization treatments [
41].
The in natura CHFW diffractogram (
Figure 4) shows two well-defined peaks. The first of lower intensity at 2θ = 15.02° refers to the crystallographic plane (1 1 0) [
28]. A second peak of higher intensity at 2θ = 22.02° (2 0 0) [
28,
42] identifies a larger fraction of crystalline material for this position. A third, almost imperceptible, peak was observed at 2θ = 34.74° (0 4 0) [
43]. The analysis of this peak indicates an ordered structure similar to type I cellulose with an Ic of 33.04% [
43,
44].
Collazo-Bigliardi at al. [
28] and Sung et al. [
5] reported similar angles for the same crystallographic planes when analyzing coffee husks and endocarp wet processing residues, with Ics of 38 and 49%, respectively.
Table 3 shows the increased Ics after fiber treatments. These results are in accordance with the lower extractives and hemicellulose values presented for the CHFW lignocellulosic composition (
Table 2). NaOH 10 with 45.09%, BIO 48 with 47.55%, and BIO 72 with 46.82% presented the highest rates. The XRD analysis presents some variations, and therefore, the results attributed to NaOH 10 and NaOH 20 can be considered equal. The long exposure time of fibers to the fungus may have degraded the cellulose with lignin, thus decreasing the degree of crystallinity in the BIO 96 treatment.
The removal efficiency of extractive compounds and the greater exposure of cellulose molecules through mercerization treatments were reported by other authors for different types of natural fibers wastes such as banana stalk [
31], garlic straw [
43], coconut shell [
44], parchment in coffee [
42], and sugarcane bagasse [
30]. Only a few studies performed XRD analyses for fibers treated hydrothermally and with fungi. However, Ajouguim et al. [
23] observed Ic changes in relation to the treatment times, reaching 86.69% in 1 h, when treating the Moroccan alpha stem fibers through a hydrothermal process. Youssef et al. [
35] reported 70% Ic in fibers from citrus trees when treated with
Aspergillus flavus fungi. In another study, Ilyas et al. [
45] obtained a 76% crystallinity index in sugar palm fiber treated with NaOH. In that work, the fibers were pre-treated with acetic acid and sodium chlorite, then subjected to treatment with NaOH for 7 h.
Table 3 compares the diffraction angles of all treatments performed and shows no changes in the cellulose type of CHFW after treatments. Indeed, type I cellulose remains predominant. Generally, all applied treatments removed part of the amorphous compounds of the CHFW, thereby increasing the fibers’ crystallinity. This positive result is expected to improve the strength and stiffness of the polymer composites produced [
30]. Maradini et al. [
46] reported increases in the flexural modulus and toughness of polyester resin composites and 2% of cellulose nanocrystals. Sung et al. [
5] observed an increase in the crystallinity of biodegradable lactic polyacid films when 3% of cellulose nanocrystals extracted from the endocarp of coffee husks were added, thereby improving mechanical and barrier properties.
3.4. SEM
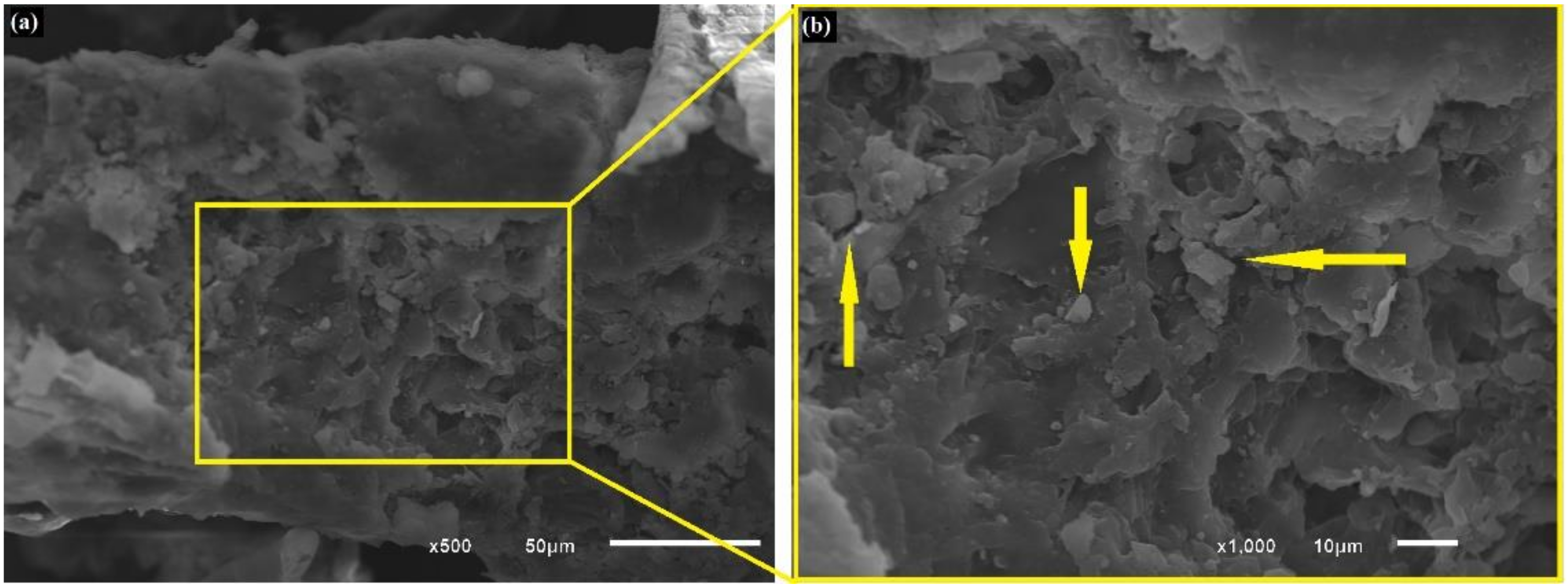
The SEM photomicrographs in
Figure 5 reveal a material appearance characteristic of lignocellulosic particles with an irregular multilayer surface. Collazo-Bigliardi et al. [
28] also made similar observations, indicating that the fibers are CHF particles. In
Figure 5, these particles are pointed by arrows and partially covered by the extractive materials.
Figure 6,
Figure 7 and
Figure 8 show the surfaces after distinct treatments. Mercerization with NaOH produced greater fiber roughness as shown in
Figure 6, as and also reported by D’Almeida et al. [
47]. Treatment with 5% NaOH solution,
Figure 6a,b, provides good exposure of cellulose microfibrils without any material cracking. Therefore, fibers treated with 5% NaOH are more likely to adhere to the matrix, thus improving the composites’ properties.
An increase in alkaline solution concentration damaged the CHFW surface, as illustrated in
Figure 6c–f. Bartos et al. [
30] and Kabir et al. [
14] also reported the deterioration of the lignocellulosic material associated with higher alkaline concentrations. In fact, higher levels of mercerization in sample NaOH 10,
Figure 6c,d, as well as NaOH 20,
Figure 6e,f disclose microcracks pointed by arrows. Thus, despite greater delignification with the increase in alkali concentration, there is an ideal concentration and immersion time for the fibers delignification without damaging their properties.
Hydrothermal treatment was also able to promote the exposure of cellulose microfibrils, as shown in
Figure 7. Although to a lesser extent, at the exposure for 30 min, HDY 30 in
Figure 7a,b disclosed microfibrils without damaging the CHFW particles, as occurred for HYD 60 and 120, reveling microcracks in
Figure 7c–f. Similar behavior was found in the biological treatment in which the short time of 24 h, BIO 24, is associated with undamaged CHFW particles,
Figure 8a, and a relatively smooth surface,
Figure 8b. Longer times, however, promote microcracks,
Figure 8c–g, in spite of rather smooth surfaces, as in
Figure 8h.
In general, apart from slight roughness, the analysis of the physical and biological treatments in
Figure 7 and
Figure 8 revealed no major surface changes, which justify the reduced levels of extractives, observed in
Table 2. A similar appearance was reported by Qian et al. [
48] and Kristensen et al. [
39] in hydrothermally treated bamboo and wheat straw fibers, as well as by Jayapriya and Vigneswaran [
34] in jute fibers treated with
P. chrysosporium fungi.
Small particles distributed on the CHFW surface were observed in the photomicrographs of
Figure 8(b,h). These may be associated with traces of extractive material or the formation of pseudolignin, which are substances formed from hemicellulose and lignin waste at low values of pH [
49]. In general, hemicellulose and lignin are materials with amorphous characteristics that, owing to increased temperature and pressure, tend to go through a stage of glass transition between 80 and 193 °C. Pretreatments conducted at higher temperatures can coalesce lignin molecules, which migrate from the cell wall and deposit on fiber surfaces [
50,
51,
52,
53]. Qian et al. [
48], Kristensen et al. [
39], and Araya et al. [
49] observed this same behavior in bamboo, wheat straw, and eucalyptus fibers, respectively.
3.5. TGA and DTG
The thermal stability of NFLs is one of the limiting factors regarding the use of these materials as fillers in polymer composites. Therefore, knowledge of their degradation properties is crucial in evaluating these materials’ ability to withstand industrial processing temperatures [
14]. The thermograms in
Figure 9 provide information on the degradation temperatures of fibers constituents in natura CHFW and after treatment.
The CHFW shows some decomposition steps of its lignocellulosic because of their cell structure degradation, similar to any typical NLF. Being an amorphous material with a lower degree of polymerization and organization, hemicellulose tends to decompose first between 250 and 350 °C. It is followed by cellulose decomposition at 275–450 °C. The latter, despite its higher degree of polymerization, does not have aromatic ramifications in its structure, thereby adding greater stability to the polymer. This is why the lignin gradually decomposes from 250 to 500 °C [
26,
52].
The degradation profiles of the CHFW exhibit mass loss around 5%,
Figure 9a, at temperatures below 150 °C, which is attributed to the elimination of water molecules and volatile extractives [
54,
55]. As the mercerization treatments eliminate hemicellulose molecules, no sharp peaks in TG curves close to 244 °C are noticed, which mark its second stage of decomposition. Residual hemicellulose chains underwent depolymerization at temperatures around 180 °C [
51,
52,
53,
54]. Moreover, HYD 30 and BIO 24 treatments,
Figure 9b,c, revealed the highest thermal stability for cellulose molecules’ depolymerization, with practically the same maximum degradation temperatures of 347 °C in the DTG curves of
Figure 9d. For the chemical treatment NaOH 10, the maximum degradation rate occurred at slightly lower temperature of 337 °C. In contrast, this rate of degradation for in natura CHFW occurred at a sensibly lower 314 °C, as shown in
Figure 9d.
These results may be related to the higher Ic’s in
Table 3 of this condition when compared with other treatment conditions, where more compact and rigid structures tend to decompose at higher temperatures [
55].
For the HYD 30 treatment, the first stage of degradation started at 103 °C, a value higher than that of the in natura CHFW at 94 °C, indicating that those samples may have absorbed more moisture during treatment.
Figure 10 shows the DSC results of NaOH, HDY, and BIO treatment. In this figure, two exothermic events are observed, the first at 150–200 °C associated with cellulose and hemicellulose degradation. The other events at 300 to 370 °C are attributed to lignin degradation. For all treatments, there are no significant differences between the thermograms.
3.6. Preliminary Analysis of Composites Produced Using Treated Fibers
To evaluate the influence of the treatments used on the tensile strength of COPU matrix, biocomposites with 20% CHFW were preliminarily evaluated. Based on the results of the chemical, FTIR, and morphological analyses, one treatment was chosen to represent each of the classes, namely, NaOH 5, HYD 30, and BIO 1, as well as in natura CHFW for the control. These treatments improved the CHFW surface area, as shown in
Figure 4a,b,
Figure 5a,b and
Figure 6a,b. Here, it is worth mentioning that this parameter is important to the natural fiber/polymer matrix interface in composites. The typical natural fibers surface area is associated with the Brunauer–Emmett–Teller (BET) values of 0.4 to 0.5 m
2·g
−1 [
56].
The tensile strength results of the biocomposites are shown in
Table 4 and
Figure 11. Biocomposites with 20% of CHFW hydrothermally treated for 30 min (HYD 30) resulted in a tensile strength 60% higher than the other treated CHFW/COPU biocomposites. Moreover, there was no significant difference between the composites with fibers treated with NaOH 5 or BIO 24 in comparation with the untreated in natura CHFW. One can notice on
Table 2 that the HYD 30 treatment was not the most effective in exposing the cellulose. On the other hand, it was the most efficient relating to the reduction of extractive material. Based on
Figure 11, it is also worth noting that this treatment did not promote high degradation in the CHFW.
SEM images in
Figure 12 demonstrate the expressive increase in the tensile strength of HYD 30 composites, which can be explained by the better interfacial interaction between the fibers and the COPU matrix. By comparing the interfacial failures by decohesion (arrows) in the composites with 20% in natura, NaOH 5, and BIO 24, the results of the ANOVA and Tukey’s test, shown in
Table 5 and
Table 6, respectively, prove such a significant increase. This improvement in interfacial bonds is mainly attributed to the reduction in the extractives present in the fibers. These extractives are made of oily and resinous materials that can act as a barrier between the fibers and the polymer matrix.


 ,
, 














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}