
Effect of Moisture Content on the Processing and Mechanical Properties of a Biodegradable Polyester



1
Department of Engineering, University of Palermo, Viale delle Scienze, 90128 Palermo, Italy
2
INSTM Consortium for Materials Science and Technology, Via Giusti 9, 50125 Florence, Italy
3
Joeplast S.p.A., Zona Industriale S.S. 189, 92025 Casteltermini, Italy
*
Authors to whom correspondence should be addressed.
Polymers 2021, 13(10), 1616; https://doi.org/10.3390/polym13101616
Submission received: 27 April 2021
/
Revised: 12 May 2021
/
Accepted: 13 May 2021
/
Published: 17 May 2021
(This article belongs to the Special Issue Mechanical Performance of Sustainable Bio-Based Compounds)
Abstract
:This work is focused on the influence of moisture content on the processing and mechanical properties of a biodegradable polyester used for applications in injection molding. The pellets of the biodegradable polyester were exposed under different relative humidity conditions at a constant temperature before being compression molded. The compression-molded specimens were again placed under the above conditions before the mechanical testing. With all these samples, it is possible to determine the effect of moisture content on the processing and mechanical properties separately, as well as the combined effect of moisture content on the mechanical properties. The results obtained showed that the amount of absorbed water—both before processing and before mechanical testing—causes an increase in elongation at break and a slight reduction of the elastic modulus and tensile strength. These changes have been associated with possible hydrolytic degradation during the compression molding process and, in particular, with the plasticizing action of the moisture absorbed by the specimens.
1. Introduction
The increasing use of plastics in agriculture and the growing amount of land and sea debris have led to the design and development of new polymer materials more “friendly” to the environment [1,2,3].
Generally, these biodegradable polymers are more expensive than traditional ones but are more environmentally friendly and more suitable for several specific applications, such as food packaging, agricultural mulching films, etc. [4,5,6,7,8]. In particular, biodegradable and compostable polymers are very appealing when used for some applications in agriculture such as films for mulching and plastic pots because these products can be left in the ground where they are transformed into water, CO2, and biomass. This biomass is useful as a soil improver.
Most parts of the biodegradable polymer systems are made of polyesters; it is well known that the polyesters absorb humidity, and the presence of moisture gives rise to dangerous degradation phenomena. The degradation phenomena are mainly due to the hydrolysis of the macromolecular chains with a severe decrease of molecular weight [9,10,11]. In addition, the presence of moisture strongly modifies the mechanical properties [11,12,13].
Although the influence of temperature was widely studied in the literature [14,15,16,17,18,19], the influence of relative humidity on the processing and mechanical properties is still an open field of research.
Harris and Lee [11] investigated the hydrolytic degradation of PLA and a PLA/polycarbonate blend exposed at high temperature and humidity, finding a significant moisture absorption and hydrolysis, resulting in degradation of properties. Similarly, Muthuraj et al. [12] reported studies on the hydrolytic degradation of poly(butylene succinate), PBS, poly(butylene adipate-co-terephthalate), PBAT, and PBS/PBAT blend, finding that, as a result of chain scission because of the hydrolysis mechanism, mechanical performance was significantly affected after conditioning.
In our previous work [13], we demonstrated how the presence of moisture significantly affects the mechanical properties of biodegradable polyesters subjected to UV irradiation.
Of course, the application of fully amorphous biodegradable polymers is limited by the fact that the glass transition temperature (Tg) of the polymer is strongly influenced by the relative humidity, especially for hydrophilic polymers.
The aim of this study was to investigate the influence of moisture on the processing and mechanical properties of a biodegradable polyester used for injection molding. In particular, the effect of moisture has been investigated on both the pellets before processing and on the specimens before the mechanical testing. In particular, pellets of a biodegradable polyester were exposed at different relative humidity values and fixed temperatures before compression molding to investigate the effect of this treatment on the rheological behavior of this polymer. The compression-molded specimens were again treated under the same conditions before the mechanical testing in order to investigate the effect of the presence of different moisture contents both before and after processing on the mechanical properties.
The experimental results clearly indicate that the processing of humid samples led to a decrease in molecular weight and consequent decrease in viscosity. The mechanical properties are, of course, influenced by the presence of moisture absorbed both before and/or after the compression molding. In the conditions adopted in this work, the more important effect on the mechanical properties is the plasticizing effect of the moisture.
2. Materials and Methods
The material used in this study was a biodegradable polyester Mater-Bi TF01U supplied by Novamont (Novamont, Novara, Italy). It is a bioplastic based on an aliphatic polyester with a melting point of 72–75 °C and a glass transition temperature between −40 and −35 °C, used for injection molding.
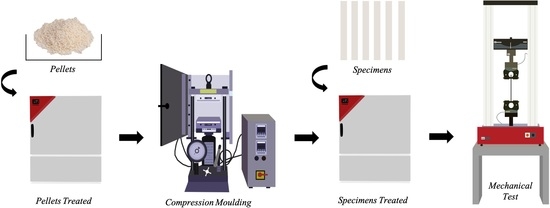
The specimens for the rheological and mechanical characterization were prepared by compression molding in a Carver (Carver, Wabash, IN, USA) laboratory hydraulic press at the temperature of 180 °C under a mold pressure of 300 psi and for about 3 min. Before compression molding, the pellets were subjected to three different pretreatments in the environmental conditions reported in Table 1.
Condition 1 means, of course, a treatment in the dry state, while condition 3 is relative to treatment in an almost water-saturated condition. The temperature has been chosen to accelerate the sorption of the humidity.
Before testing the mechanical properties, the specimens were subjected to the same environmental conditions reported in Table 1.
Figure 1 depicts the processing undergone by the pellets and by the compression-molded specimens.
The conditioning of the pellets and of the compression-molded samples was carried out in a climate chamber KBF 115–Binder (Binder, Tuttlingen, Germany).
Samples conditioned in nine different conditions (Table 2) were then investigated.
The first subscript indicates under which conditions (Table 1) the pellets have been conditioned before processing and the second subscript indicates under which conditions the compression-molded specimens have been treated. For example, for the sample code MC11, the pellets have been treated under condition 1 before compression molding, and the compression-molded specimens were treated again under condition 1 before testing the mechanical properties, while, for the sample MC23, the pellets have been treated under condition 2 before compression molding and the compression-molded specimens were treated under condition 3 before testing the mechanical properties. With all these samples it is then possible to determine separately the effect of moisture content on the processing and mechanical properties, as well as the combined effect—processing and environmental exposure—on the mechanical properties of moisture content.
Moisture content was calculated according to ASTM D570-98 [20], using Equation (1).
where WW and Wd are the weight of the sample after and before moisture exposure, respectively.
The rheological characterization was performed on disk-shaped samples, using an ARES G2 (TA Instruments, New Castle, DE, USA). The experiments were carried out in parallel plates with a gap of about 1.5 mm and a diameter of 25 mm. The shear viscosity values of the samples were measured at 180 °C and in a frequency range from 0.1 and 100 rad/s.
Tensile properties tests were carried out using an Instron (Instron, High Wycombe, UK) universal testing machine mod. 3365 equipped with a 1 kN load cell and 30 mm gauge length extensimeter. The tensile strength specimens were rectangular sheets according to ASTM D638-14 [21] (length: 90 mm, width: 10 mm, thickness: ≃0.4 mm). The mechanical tests were carried out on the conditioned specimens immediately after the end of the conditioning in order to avoid any significant change in the value of the moisture.
Elastic modulus, E, tensile strength, TS, and elongation at break, EB, were measured, and the reported data were determined as an average of 12 samples. The elastic modulus was measured at a deformation speed of 1 mm/min. When the deformation achieved 10%, the crosshead speed was increased to 100 mm/min until final breaking.
3. Results and Discussion
In Table 3, the values of moisture content at equilibrium for all three conditioning treatments are reported. As expected, the amount of moisture increases with increasing the relative humidity.
Stress–strain curves obtained from the tensile tests of all the specimens are reported in Figure 2, Figure 3 and Figure 4.
All the curves show a ductile behavior, but the values of elastic modulus, E, tensile strength, TS, and elongation at break, EB are different according to the pretreatment, as evident in Table 4, in which the values of these mechanical properties for all the investigated samples are reported.
The elastic modulus is only slightly dependent on the pretreatment conditions both before the processing and before the mechanical testing. Tensile strength, on the contrary, depends significantly on the pretreatment before processing and before the mechanical testing. In particular, the tensile strength decreases with increasing the content of absorbed moisture in both the pretreatments. The elongation at break is strongly dependent on both the pretreatments, but, in this case, the elongation at break increases with increasing the amount of the absorbed moisture on both the pretreatments. In fact, the elongation at break is the mechanical property more dependent on the modifications of the molecular structure, on the modification of the morphology, and on the possible presence of water. The elongation at break increases, as expected, with increasing the amount of water in the specimen being the same as the pretreatment of the pellets before processing (from 65% for MC11 to 147% for MC12, to 301% for MC13), as well as with increasing the moisture absorbed before compression molding, being the same the pretreatment before testing (from 65% for MC11 to 82% for MC21, to 105% for MC31). The increase of the elongation at break is, however, larger when the moisture is absorbed before processing. The mechanical properties depend, therefore, on both the conditioning of the pellets before processing and on the conditioning of the specimens before mechanical testing. The effect of moisture content during the compression molding is to be attributed to the hydrolytic degradation with reduction of the molecular weight. The presence of moisture in the solid state gives rise to a plasticizing effect of the polymer.
In Figure 5, the flow curves of the dry specimens MC11, MC21, MC31, and of the sample MC13 are reported in order to verify a possible degradation of the polymer during processing as a consequence of the preliminary treatment of the pellets in different humidity conditions. The sample MC13 is reported for comparison and in order to verify a possible hydrolytic degradation when the moisture is absorbed after the processing. For the sake of simplicity, the flow curves of all the other specimens are not reported. The flow curves show that the viscosity decreases with increasing moisture content absorbed by the pellets before the processing. On the contrary, no significant effect on the viscosity is observed for the specimen conditioned after processing. This means that no significant effect of the conditioning before the measurement is observed on the viscosity.
As is well known, the Newtonian viscosity is strongly dependent on the molecular weight (see Equation (2)).
and, then, the reduction of the Newtonian viscosity means a reduction of the molecular weight, which can be calculated using Equation (3) [22] as follows:
where i represents the condition of the pretreatment of the pellet and j represents the condition of the pretreatment of the specimens. This means that the decrease of the molecular weight for MC21 and MC31 is about 6.2% and 9.3%, respectively. The decrease of the molecular weight can be attributed to the hydrolysis undergone by the macromolecular chains due to the presence of water. As for the sample MC13, the flow curve is almost superimposable to that of the sample MC11, and this means that the humidity absorbed on the molded sample MC13 does not change the molecular structure of the polymer.
η0 = K Mw3.4
(η0(MCij)/η0 (MC11))1/3.4 = Mw(MC11)/Mw(MCij)
As already said, the increase of the elongation at break and the decrease of the rigidity observed for the humid specimens could be attributed to the presence of moisture in the specimens which acts as a plasticizer [23].
In order to verify better the effect of the pretreatment—before processing or after processing—the dimensionless values of the elongation at break were considered for all the samples. As previously mentioned, the elongation at break is the mechanical property more sensible to the change of molecular structure and morphology and to the presence of the water acting as a plasticizer.
In Figure 6, the dimensionless values of EB are plotted for all the samples. The dimensionless values have been calculated as the elongation at break for each sample divided that of the sample MC11, i.e., the sample processed and characterized in a dry state.
It is possible to put in evidence three “blocks.” The largest increase of the elongation at break is observed for the samples treated in condition 3, i.e., samples exposed to the humidity after processing and before the testing. The lowest values of the dimensionless elongation at break are shown by the specimen conditioned in dry conditions. This, of course, means that in the investigated pretreatment conditions, the plasticizing effect of the water is more important than the decrease of the molecular weight as a consequence of the hydrolytic degradation.
4. Conclusions
The presence of moisture in the biodegradable polyesters both before processing and during their lifetime can strongly modify the rheological and mechanical properties of the polymers. In this work, the effect of moisture during the processing and the effect of different level of moisture in molded samples has been investigated. During processing, the presence of moisture decreases the molecular weight of the polymer and then the viscosity of the melt. As expected, the reduction of the molecular weight is higher with increasing the level of moisture because of the hydrolysis cleavage of the macromolecular chains. The presence of moisture in solid state slightly reduces the rigidity of the polymer and remarkably increases the deformability. This behavior has been attributed to the plasticizing effect of moisture. As for the effect of moisture on the mechanical behavior and, in particular, on the elongation at break, the effect of the presence of moisture in the samples seems to be predominant over the effect of the hydrolytic degradation during processing.
Author Contributions
Conceptualization, F.P.L.M.; methodology, F.P.L.M.; validation, A.C. and V.T.; formal analysis, V.T. and A.C.; investigation, V.T. and A.C.; data curation, V.T., A.C., and F.P.L.M.; writing—original draft preparation, V.T., A.C., and F.P.L.M.; writing—review and editing, F.P.L.M. and V.T.; supervision, F.P.L.M. All authors have read and agreed to the published version of the manuscript.
Funding
This work has been financially supported by INSTM under the contract: INSTMPA004.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Acknowledgments
Thanks are due to Novamont for supplying the polymer. Thanks are due to Ing. A. Rallis (Novamont) for valuable discussions.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Agarwal, S. Biodegradable Polymers: Present Opportunities and Challenges in Providing a Microplastic-Free Environment. Macromol. Chem. Phys. 2020, 221. [Google Scholar] [CrossRef] [Green Version]
- Zhao, L.; Rong, L.; Zhao, L.; Yang, J.; Wang, L.; Sun, H. Plastics of the Future? The Impact of Biodegradable Polymers on the Environment. Microplast. Terrestr. Environ. 2020, 95, 423–445. [Google Scholar]
- Ahmed, T.; Shahid, M.; Azeem, F.; Rasul, I.; Shah, A.A.; Noman, M.; Hameed, A.; Manzoor, N.; Manzoor, I.; Muhammad, S. Biodegradation of Plastics: Current Scenario and Future Prospects for Environmental Safety. Environ. Sci. Pollut. Res. Int. 2018, 25, 7287–7298. [Google Scholar] [CrossRef] [PubMed]
- Mangaraj, S.; Yadav, A.; Bal, L.M.; Dash, S.K.; Mahanti, N.K. Application of Biodegradable Polymers in Food Packaging Industry: A Comprehensive Review. J. Packag. Technol. 2019, 3, 77–96. [Google Scholar] [CrossRef]
- Touchaleaume, F.; Martin-Closa, L.; Angellier-Coussy, H.; Chevillard, A.; Cesar, G.; Gontard, N.; Gastaldi, E. Performance and Environmental Impact of Biodegradable Polymers as Agricultural Mulching Films. Chemosphere 2016, 144, 433–439. [Google Scholar] [CrossRef] [PubMed]
- Zhong, Y.; Godwin, P.; Jin, Y.; Xiao, H. Biodegradable Polymers and Green-Based Antimicrobial packaging Material: A Mini-Review. Adv. Ind. Eng. Polym. 2020, 3, 27–35. [Google Scholar] [CrossRef]
- Kapanen, A.; Schettini, E.; Vox, G.; Itävaara, M. Performance and Environmental Impact of Biodegradable Films in Agriculture: A Field Study on Protected Cultivation. J. Polym. Environ. 2008, 16, 109–122. [Google Scholar] [CrossRef]
- Reichert, C.L.; Bugnicourt, E.; Coltelli, M.B.; Cinelli, P.; Lazzeri, A.; Canesi, I.; Braca, F.; Martínez, B.M.; Alonso, R.; Agostinis, L.; et al. Bio-Based Packaging: Materials, Modifications, Industrial Applications and Sustainability. Polymers 2020, 12, 1558. [Google Scholar] [CrossRef]
- Bonartsev, A.P.; Boskhomodgiev, A.P.; Iordanskii, A.L.; Bonartseva, G.A.; Rebrov, A.V.; Makhina, T.K.; Myshkina, V.L.; Yakovlev, S.A.; Filatova, E.A.; Ivanov, E.A.; et al. Hydrolytic Degradation of Poly(3-hydroxybutyrate), Polylactide and their Derivatives: Kinetics, Crystallinity, and Surface Morphology. Mol. Cryst. Liq. Cryst. 2012, 556, 288–300. [Google Scholar] [CrossRef]
- Gorrasi, G.; Pantani, R. Hydrolysis and biodegradation of Poly(lactic acid). Adv. Polym. Sci. 2017, 117, 1–33. [Google Scholar]
- Harris, A.M.; Lee, E.C. Durability of Polylactide-Based Polymer Blends for Injection-Molded Applications. J. Appl. Polym. Sci. 2012, 128. [Google Scholar] [CrossRef]
- Muthuraj, R.; Misra, M.; Mohanty, A.K. Hydrolytic Degradation of Biodegradable Polyesters Under Simulated Environmental Conditions. J. Appl. Polym. Sci. 2015, 132. [Google Scholar] [CrossRef]
- Mistretta, M.C.; la Mantia, F.P.; Titone, V.; Botta, L.; Pedeferri, M.; Morreale, M. Effect of ultraviolet and moisture action on biodegradable polymers and their blend. J. Appl. Bio. Funct. Mater. 2020, 18. [Google Scholar] [CrossRef]
- Mistretta, M.C.; la Mantia, F.P.; Titone, V.; Megna, B.; Botta, L.; Morreale, M. Durability of Biodegradable Polymers for the Conservation of Cultural Heritage. Front. Mater. 2019, 6. [Google Scholar] [CrossRef]
- Rizzarelli, P.; Carroccio, S. Thermo-oxidative processes in biodegradable poly(butylene succinate). Polym. Degrad. Stab. 2009, 94, 1825–1838. [Google Scholar] [CrossRef]
- Cuadri, A.A.; Martín-Alfonso, J.E. Thermal, thermo-oxidative and thermomechanical degradation of PLA: A comparative study based on rheological, chemical and thermal properties. Polym. Degrad. Stab. 2018, 150, 37–45. [Google Scholar] [CrossRef]
- Tsuji, H.; Echizen, Y.; Nishimura, Y. Photodegradation of biodegradable polyesters: A comprehensive study on poly(L-lactide) and poly(3-caprolactone). Polym. Degrad. Stab. 2006, 91, 1128–1137. [Google Scholar] [CrossRef]
- Carroccio, S.; Rizzarelli, P.; Scaltro, G.; Puglisi, C. Comparative investigation of photo- and thermal-oxidation processes in poly(butylene terephthalate). Polymer 2008, 49, 3371–3381. [Google Scholar] [CrossRef]
- Titone, V.; la Mantia, F.P.; Mistretta, M.C. The Effect of Calcium Carbonate on the Photo-Oxidative Behavior of Poly(butylene adipate- co -terephthalate). Macromol. Mater. Eng. 2020, 305. [Google Scholar] [CrossRef]
- ASTM D570-98. Standard Test Method for Water Absorption of Plastics; ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar]
- ASTM D638-14. Standard Test Method for Tensile Properties of Plastics; ASTM International: West Conshohocken, PA, USA, 2014. [Google Scholar]
- La Mantia, F.P.; Mistretta, M.C.; Titone, V. An Additive Model to Predict the Rheological and Mechanical Properties of Polypropylene Blends Made by Virgin and Reprocessed Components. Recycling 2021, 6, 2. [Google Scholar] [CrossRef]
- Levine, H.; Slade, L. Water as a plasticizer: Physico-chemical aspects of low-moisture polymeric systems. In Water Science Reviews; Franks, F., Ed.; Cambridge University Press: Cambridge, UK, 1988; Volume 3, p. 79. [Google Scholar]
Figure 1.
Scheme of the procedure adopted in this work.

Figure 2.
Stress–strain curve of samples coming from pellets conditioned under the three conditions and specimens for mechanical testing conditioned at RH = 0%.
Figure 2.
Stress–strain curve of samples coming from pellets conditioned under the three conditions and specimens for mechanical testing conditioned at RH = 0%.

Figure 3.
Stress–strain curve of samples coming from pellets conditioned under the three conditions and specimens for mechanical testing conditioned at RH = 50%.
Figure 3.
Stress–strain curve of samples coming from pellets conditioned under the three conditions and specimens for mechanical testing conditioned at RH = 50%.

Figure 4.
Stress–strain curve of samples coming from pellets conditioned under the three conditions and specimens for mechanical testing conditioned at RH = 90%.
Figure 4.
Stress–strain curve of samples coming from pellets conditioned under the three conditions and specimens for mechanical testing conditioned at RH = 90%.

Figure 5.
Flow curves of the samples from pellets conditioned under the three humidity conditions and specimen conditioned at RH = 0 and 90% after processing.
Figure 5.
Flow curves of the samples from pellets conditioned under the three humidity conditions and specimen conditioned at RH = 0 and 90% after processing.

Figure 6.
Histogram of the EB dimensionless values of all samples.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Environmental conditions used for conditioning the pellets and the compression-molded specimens.
Table 1.
Environmental conditions used for conditioning the pellets and the compression-molded specimens.
| Condition 1 | Condition 2 | Condition 3 |
|---|---|---|
| T = 38 °C | T = 38 °C | T = 38 °C |
| RH = 0% | RH = 50% | RH = 90% |
Table 2.
Specimens for rheological and mechanical characterization.
| Specimens Code | ||
|---|---|---|
| MC11 | MC21 | MC31 |
| MC12 | MC22 | MC32 |
| MC13 | MC23 | MC33 |
Table 3.
Moisture content of the polymer conditioned under different relative humidity.
| Relative Humidity, % | Moisture Content, % |
|---|---|
| 0 | 0.00 |
| 50 | 0.35 |
| 90 | 0.42 |
Table 4.
Elastic modulus, E, tensile strength, TS, elongation at break, EB, of all the specimens.
| Specimens Code | E, MPa | TS, MPa | EB, % |
|---|---|---|---|
| MC11 | 336 ± 18 | 13.0 ± 0.8 | 65 ± 6 |
| MC21 | 334 ± 13 | 13.0 ± 0.7 | 82 ± 4 |
| MC31 | 333 ± 13 | 12.0 ± 0.6 | 103 ± 10 |
| MC12 | 329 ± 22 | 11.0 ± 0.8 | 147 ± 24 |
| MC22 | 328 ± 17 | 11.5 ± 0.6 | 143 ± 15 |
| MC32 | 323 ± 11 | 11.0 ± 0.8 | 182 ± 12 |
| MC13 | 318 ± 10 | 10.5 ± 0.9 | 301± 29 |
| MC23 | 314 ± 13 | 10.1 ± 1.1 | 395 ± 34 |
| MC33 | 313 ± 18 | 9.0 ± 0.3 | 381 ± 16 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Titone, V.; Correnti, A.; La Mantia, F.P. Effect of Moisture Content on the Processing and Mechanical Properties of a Biodegradable Polyester. Polymers 2021, 13, 1616. https://doi.org/10.3390/polym13101616
AMA Style
Titone V, Correnti A, La Mantia FP. Effect of Moisture Content on the Processing and Mechanical Properties of a Biodegradable Polyester. Polymers. 2021; 13(10):1616. https://doi.org/10.3390/polym13101616
Chicago/Turabian StyleTitone, Vincenzo, Antonio Correnti, and Francesco Paolo La Mantia. 2021. "Effect of Moisture Content on the Processing and Mechanical Properties of a Biodegradable Polyester" Polymers 13, no. 10: 1616. https://doi.org/10.3390/polym13101616
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.