Mechanical and Physical Properties of Oriented Strand Lumber (OSL): The Effect of Fortification Level of Nanowollastonite on UF Resin


Abstract
:1. Introduction
2. Materials and Methods
2.1. Panel Production
2.2. Nanowollastonite Application
2.3. Thermal Conductivity Measurement
- k = Coefficient of thermal conductivity (W.m−1.K−1)
- Q = Heat transfer (W)
- L = Specimen thickness (m)
- A = Cross section area of specimens (m2)
- ΔT = Temperature difference (T1–T2) (°k)
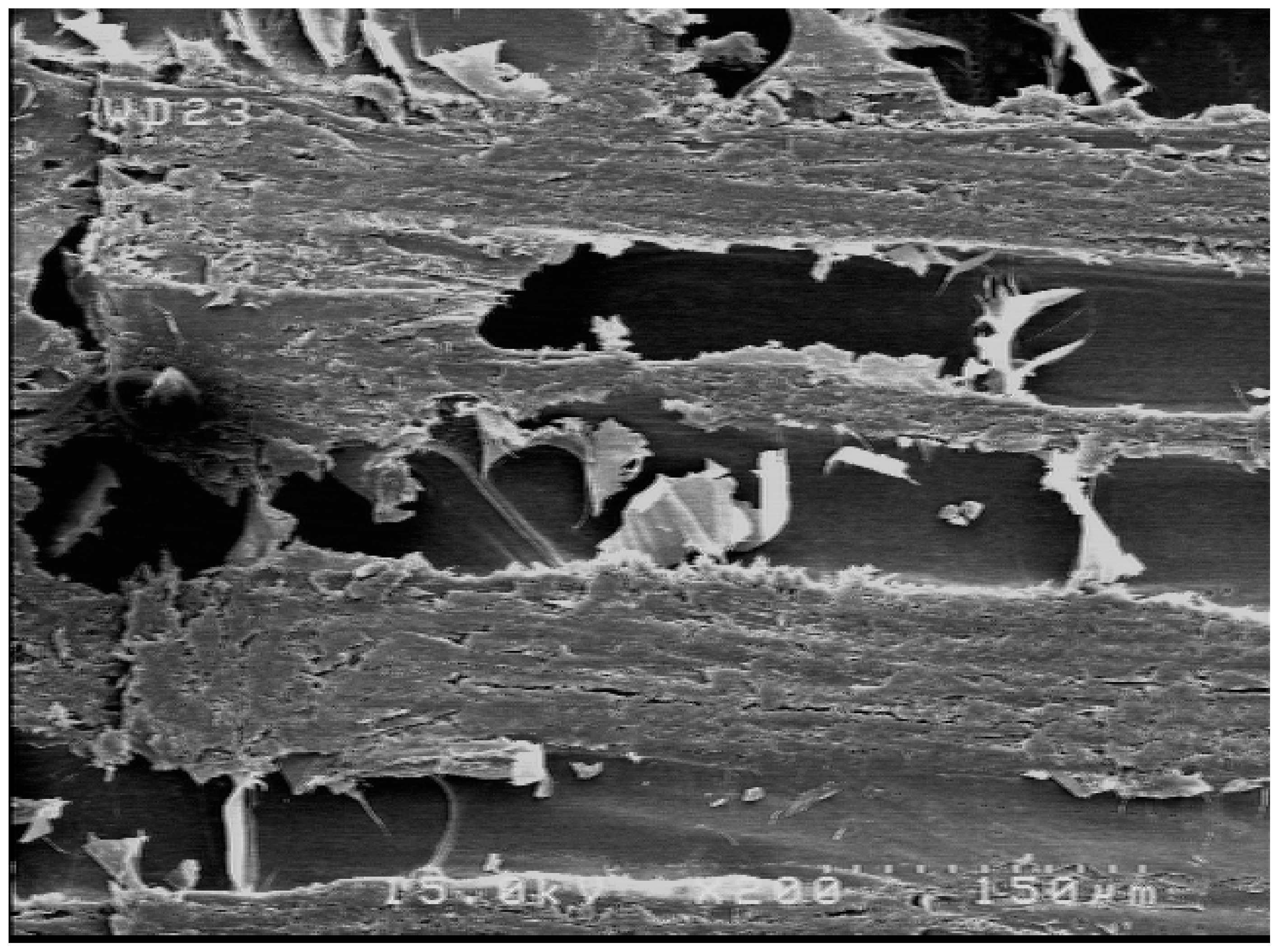
2.4. SEM Imaging
2.5. Statistical Analysis
3. Results and Discussion
3.1. Physical Properties
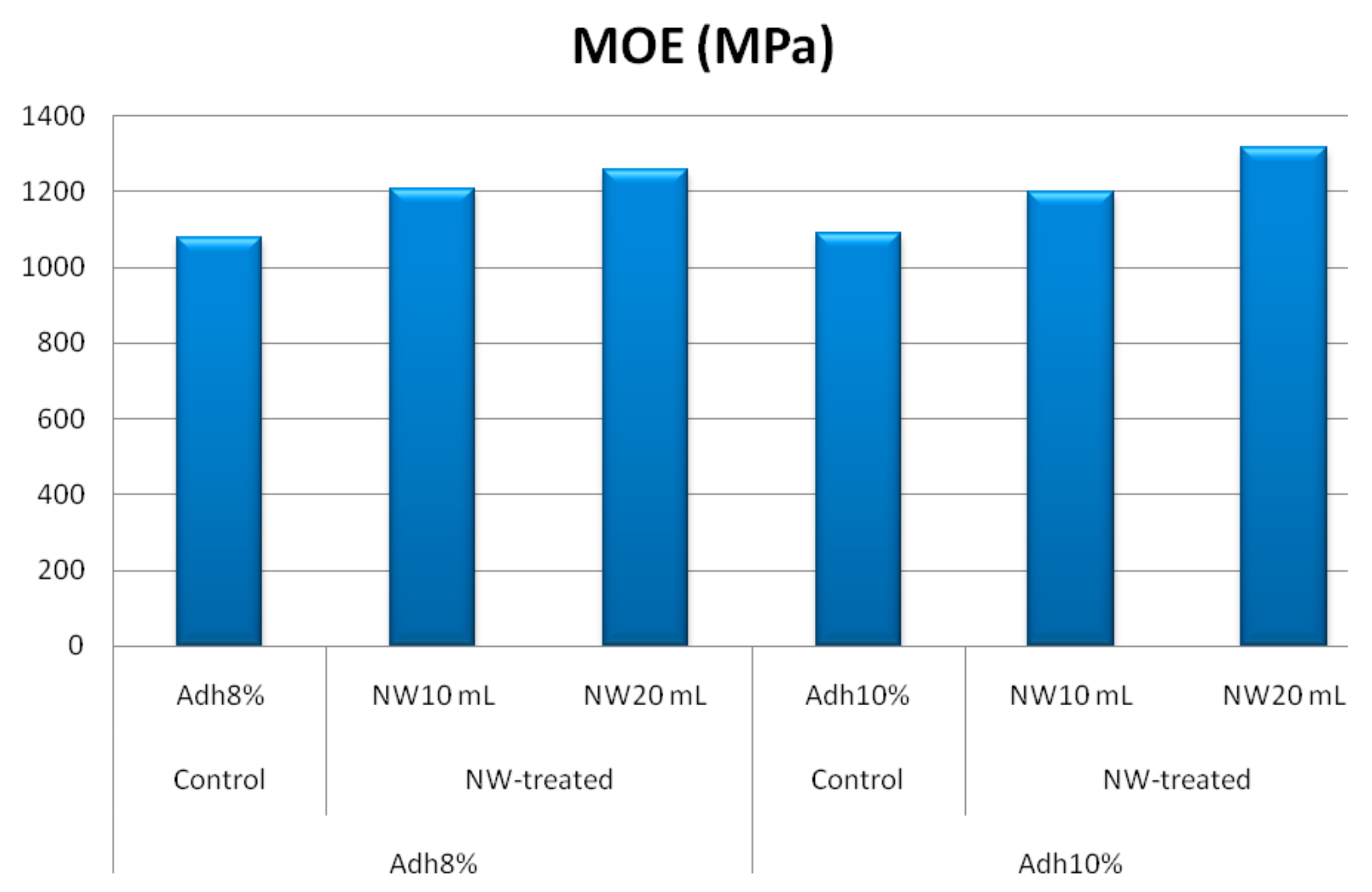
3.2. Mechanical Properties
3.3. Thermal Conductivity Coefficients
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Barbu, M.C.; Réh, R.; Irle, M. Wood–Based Composites. In Research Developments in Wood Engineering and Technology; Alfredo, A., Paulo, D., Eds.; IGI Global: Hershey, PA, USA, 2014. [Google Scholar]
- Kelly, M.W. Critical Literature Review of Relationships between Processing Parameters and Physical Properties of Particleboard; General Technical Report; Forest Products Laboratory: Madison, WI, USA, 1977. [Google Scholar]
- Hill, C.A.S. Wood Modification—Chemical, Thermal and Other Processes; John Wiley and Sons Ltd.: West Sussex, UK, 2006. [Google Scholar]
- Rowell, R.M. Acetylation of Wood—A review. Int. J. Lignocellul. Prod. 2014, 1, 1–27. [Google Scholar]
- Hon, D.N.S. Chemical Modification of Lignocellulosics; Marcel Dekker: New York, NY, USA, 2006. [Google Scholar]
- Papadopoulos, A.N. Chemical modification of solid wood and wood raw materials for composites production with linear chain carboxylic acid anhydrides: A brief Review. BioResources 2010, 5, 499–506. [Google Scholar]
- Mantanis, G.I. Chemical modification of wood by acetylation or furfurylation: A review of the present scaled-up technologies. BioResources 2017, 12, 4478–4489. [Google Scholar] [CrossRef]
- Del Menezzi, C.H.S.; Tomaselli, J. Contact thermal post-treatment of oriented strandboard to improve dimensional stability: A preliminary study. Holz Roh Werkst. 2006, 64, 212–217. [Google Scholar] [CrossRef]
- Okino, E.Y.A.; Teixeira, D.E.; Del Menezzi, C.H.S. Post-thermal treatment of oriented strandboard made from cypress. Cienc. Tecnol. 2007, 9, 199–210. [Google Scholar]
- Bohm, M. The influence of moisture content on thickness swelling and modulus of elasticity in oriented strand board bending. Wood Res. 2009, 54, 79–90. [Google Scholar]
- Carll, C.; Wiedenhoeft, A. Moisture-Related Properties of Wood and the Effects of Moisture on Wood and Wood Products. In Moisture Control in Buildings: The key Factor in Mold Preventions; Trechsel, H.R., Bomberg, M.T., Eds.; ASTM International: West Conshohocken, PA, USA, 2009. [Google Scholar]
- Mirski, R.; Derkowski, A.; Dziurka, D. Influence of strand size, board density and adhesive type on characteristics of oriented strand lumber boards from pine strands. Bioresources 2019, 14, 6686–6696. [Google Scholar]
- Réh, R.; Igaz, R.; Krišt’ák, Ľ.; Ružiak, I.; Gajtanska, M.; Božíá, M.; Kučerka, M. Functionality of Beech Bark in Adhesive Mixtures Used in Plywood and Its Effect on the Stability Associated with Material Systems. Materials 2019, 12, 1298. [Google Scholar]
- Timsuk, P.C. An Investigation of the Moisture Sorption and Permeability Properties of Mill Fabricated Oriented Strand Board. Ph.D. Thesis, University of Toronto, Toronto, ON, Canada, 2008. [Google Scholar]
- Leichtil, R.J.; Falk, R.H.; Laufenberg, T.L. Prefabricated wood composite I beams: A literature review. Wood Fiber Sci. 1990, 22, 62–79. [Google Scholar]
- Saracoglou, E. Finite Element Simulations of the Influence of Cracks on the Strength of Glulam Beams. Master’s Thesis, Blekinge Institute of Technology, Karlskrona, Sweden, 2011. [Google Scholar]
- Reinprecht, L.; Svoradova, M.; Reh, R. Decay resistance of laminated veneer lumbers from European oaks. Wood Res. 2010, 55, 79–90. [Google Scholar]
- Hsu, W.E.; Melanson, R.J.; Kozak, P.J. The effect of wax type and content on waferboard properties. In Proceedings of the 24th International Particleboard Composites Symposium, Pullman, WA, USA, 3–5 April 1990; pp. 85–96. [Google Scholar]
- Hager, R.; Mayer, H. Waterborne Silicones for Wood Protection; 26th Annual Meeting; International Research Group on Wood Preservation: Elsinore, Denmark, 1995; IRG WP 30062. [Google Scholar]
- Jusoh, E.B.; Nzokou, B.; Kamden, P. The effect of silicone on some properties of flakeboard. Holz Roh Werkst. 2005, 63, 266–271. [Google Scholar] [CrossRef]
- Papadopoulos, A.N.; Bikiaris, D.N.; Mitropoulos, A.C.; Kyzas, G.Z. Nanomaterials and chemical modification technologies for enhanced wood properties: A review. Nanomaterials 2019, 9, 607. [Google Scholar] [CrossRef] [PubMed]
- Roco, M. Nanotechnology’s Future. Sci. Am. 2006, 13, 427–445. [Google Scholar] [CrossRef] [PubMed]
- Taghiyari, H.R.; Schimdt, O. Nanotachnology in wood based composite panels. Int. J. Bioinorg. Hybrid Nanomater. 2014, 3, 65–73. [Google Scholar]
- Goffredo, G.B.; Accoroni, S.; Totti, T.; Romagnoli, T.; Valentini, L.; Munafò, P. Titanium dioxide based nanotreatments to inhibit microalgal fouling on building stone surfaces. Build. Environ. 2017, 112, 209–222. [Google Scholar] [CrossRef]
- De Filpo, G.; Palermo, A.M.; Rachiele, F.; Nicoletta, F.P. Preventing fungal growth in wood by titanium dioxide nanoparticles. Int. Biodeterior. Biodegrad. 2014, 85, 217–222. [Google Scholar] [CrossRef]
- Civardi, C.; Schwarze, F.; Wick, P. Micronized copper wood protection: An efficiency and potential health and risk assessment for copper based nanoparticles. Environ. Pollut. 2015, 200, 20–32. [Google Scholar] [CrossRef]
- Moya, R.; Zuniga, A.; Berrocal, A.; Vega, J. Effect of silver nanoparticles synthesized with NPsAg-ethylene glycol on brown decay and white decay fungi of nine tropical woods. J. Nanosci. Nanotechnol. 2017, 17, 1–8. [Google Scholar] [CrossRef]
- Teng, T.; Arip, M.; Sudesh, K.; Lee, H. Conventional technology and nanotechnology in wood preservation: A review. BioResources 2018, 13, 9220–9252. [Google Scholar] [CrossRef]
- Taghiyari, H.R.; Majidi, R.; Jahangiri, A. Adsorption of nanowollastonite on cellulose surface: Effects on physical and mechanical properties of medium-density fiberboard (MDF). Cerne 2016, 22, 215–222. [Google Scholar] [CrossRef]
- Esmailpour, A.; Taghiyari, H.R.; Majidi, R.; Morrell, J.J.; Mohammad-Panah, B. Nano-wollastonite to improve fire retardancy in medium-density fiberboard (MDF) made from wood fibers and camel-thorn. Wood Mater. Sci. Eng. 2019. [Google Scholar] [CrossRef]
- Majidi, R.; Taghiyari, H.R.; Abdolmaleki, D. Molecular dynamics simulation evaluating the hydrophilicity of nanowollastonite on cellulose. J. Struct. Chem. 2019, 6, 1562–1569. [Google Scholar] [CrossRef]
- Taghiyari, H.R.; Nouri, P. Effects of nano-wollastonite on physical and mechanical properties of medium-density fiberboard. Maderas Cienc. Y Tecnol. 2015, 17, 833–842. [Google Scholar] [CrossRef]
- Esmailpour, A.; Taghiyari, H.R.; Hosseinpourpia, R.; Adamopoulos, S.; Zereshki, K. Shear strength of heat-treated solid wood bonded with polyvinyl-acetate reinforced by nanowollastonite. Wood Res. 2020, in press. [Google Scholar]
- Cheng, X.; Zhang, S.Y.; Deng, J.; Wang, S. Urea—Formaldehyde-Resin Gel Time as Affected by the pH Value, Solid Content, and Catalyst. J. Appl. Polym. Sci. 2007, 103, 1566–1569. [Google Scholar]
- Uner, B.; Olgun, C. The effect of hardener on adhesive and fiber properties. Wood Res. 2017, 62, 27–36. [Google Scholar]
- ANSI. Particleboard; American National Standard; ANSI A208.1-1998; National Particleboard Association: Corvallis, OR, USA, 1998. [Google Scholar]
- CEN. Particleboards and Fibreboards-Determination of Swelling in Thickness after Immersion in Water; European Standard EN 317; CEN European Committee for Standardisation: Brussel, Belgium, 1993. [Google Scholar]
- Taghiyari, H.R.; Norton, J.; Tajvidi, M. Effects of Nano-Materials on Different Properties of Wood-Composite Materials. In Bio-Based Wood Adhesives: Preparation, Characterization, and Testing; CRC Press/Taylor & Francis Group: Boca Raton, FL, USA, 2017; pp. 310–339. [Google Scholar]
- Taghiyari, H.R.; Ghorbanali, M.; Tahir, P.M.D. Effects of improvement in thermal conductivity coefficient by nano-wollastonite on physical and mechanical properties in medium-density fiberboard (MDF). BioResources 2014, 9, 4138–4149. [Google Scholar] [CrossRef]
- Taghiyari, H.R.; Maleki, S.; Hassani, V. Effects of nano-silane on physical and mechanical properties of oriented strand lumber (OSL). Bois For. Trop. 2016, 330, 49–55. [Google Scholar] [CrossRef]
- Taghiyari, H.R.; Mobini, K.; Sarvari-Samadi, Y.; Doosti, Z.; Karimi, F.; Asghari, M.; Jahangiri, A.; Nouri, P. Effects of nano-wollastonite on thermal conductivity coefficient of medium-density fiberboard. J. Nanomater. Mol. Nanotechnol. 2013, 2. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hassani, V.; Taghiyari, H.R.; Schmidt, O.; Maleki, S.; Papadopoulos, A.N. Mechanical and Physical Properties of Oriented Strand Lumber (OSL): The Effect of Fortification Level of Nanowollastonite on UF Resin. Polymers 2019, 11, 1884. https://doi.org/10.3390/polym11111884
Hassani V, Taghiyari HR, Schmidt O, Maleki S, Papadopoulos AN. Mechanical and Physical Properties of Oriented Strand Lumber (OSL): The Effect of Fortification Level of Nanowollastonite on UF Resin. Polymers. 2019; 11(11):1884. https://doi.org/10.3390/polym11111884
Chicago/Turabian StyleHassani, Vahid, Hamid R. Taghiyari, Olaf Schmidt, Sadegh Maleki, and Antonios N. Papadopoulos. 2019. "Mechanical and Physical Properties of Oriented Strand Lumber (OSL): The Effect of Fortification Level of Nanowollastonite on UF Resin" Polymers 11, no. 11: 1884. https://doi.org/10.3390/polym11111884