1. Introduction
Rising interest in the intermetallide phases of Fe–Al system is connected with their high strength per unit weight, corrosive and wear durability and low price of their manufacturing [
1,
2]. High-temperature applications for the iron aluminides include the pipeline of heat exchangers, turbine blades and the valves of complex shape for the engines, the substrates for catalytic converters [
3,
4,
5]. The conventional fabrication method for solid articles through the Fe–Al intermetallic compounds is casting, which result in a partial oxidation and grain-growth due to a high-temperature aging for a long time. The direct manufacturing of 3D articles of these materials is difficult due to the brittleness at low temperatures inherent in intermetallics. Furthermore, the subsequent sample machining from the Fe–Al intermetallic compounds leads to a harder wear of the cutting tool than for the usual Fe–C alloys.
Therefore, attempts are made to obtain the Fe–Al intermetallic samples and coating by alternative methods, such as a thermal spraying and magnetron sputtering [
6,
7,
8], Self-propagated High-temperature Synthesis (SHS) [
9,
10] and laser additive manufacturing (LAM) (3D laser cladding, direct metal deposition (DMD), laser engineered net shaping (LENS), selective laser melting (SLM) processes) [
11,
12,
13,
14,
15,
16,
17,
18]. Nevertheless, these methods also have a number of negative factors, such as porosity and high connection strength due to the difference in the temperature expansion coefficients of the coating and base layer, which decrease the effectiveness of these approaches.
Of particular interest is the fabrication of the metal—the matrix composites (MMC), when the reinforcing Fe
xAl
y intermetallic compounds are added to the matrix of the base metal (for example, Fe or Al). This process can be realized by several methods. Within the first approach, the preliminary addition of the strengthening pre-alloying intermetallic particles in the powder mixture occurs before the LAM process [
12]. We experimentally approved [
19,
20,
21,
22,
23] and theoretically substantiated [
24] another approach for the selective laser sintering and the cladding in the Ti–Ni, Ti–NiTi, Ti–Al, Ni–Al, Fe–Ti systems where the strengthened intermetallide are created directly within the LAM process in the metallic matrix due to the synthesis reaction. The laser beam (LB) initiates a chemical reaction between the particles into the powder mixture of stoichiometric composition, thus leading to intermetallic phase creation, and excess substance (deviation from the stoichiometry) aggregate in the material matrix. The synthesis reaction realization is advantageous due to the finer and more uniform distribution of the inclusions in the crystalline structure, its internal stability, and the additional release of the exothermic reaction energy under the structural-phase transformations.
The LB does not only activate the synthesis reaction, it also contributes to crystallization acceleration and governs the properties of intermetallide microstructures. By controlling the poured layer thicknesses (i.e., the volume of reaction zone) it can influence the motion of exothermic synthesis reaction and the solidification process (due to the change of the thermal conditions), and also the microstructure sizes and shapes.
Finally, the laser power and scanning speed also affect to the melting-crystallization conditions. In other words, our approach gives a new degree of freedom for the design and the additive manufacturing, making it possible to create, for example in the single-step process, a sample of the previously computer aid designed (CAD) configuration, as well as internal structure and by composition, including favorable physical and mechanical properties.
In the Fe–Al system, this approach was approved in the papers [
11,
25], where the Al/Fe
2O
3 mixture was combined during the SLM process for the direct creation of articles through the aluminum matrix with the strengthening inclusions. It was shown that the SLM can ensure the homogeneous distribution of the alumina and Al–Fe(–O) particles. In study [
12], the SLM conditions for the pre-alloying Fe–Al intermetallic compounds were determined.
Another interesting direction is the laser welding of dissimilar materials,
i.e., Fe and Al alloys, which is important for the aerospace and automobile industries where serious difficulties are caused by the high brittleness of the intermetallide phases generated in the melting pool [
26,
27,
28,
29,
30,
31]. On knowing the succession of the phase-structural transformations in the laser weld joint, it is possible to attain the fabrication creation of such a barrier layer of the alloying elements [
26,
27,
30], that is capable of wetting the joining alloys on the basis of iron and aluminum, which protects them from the contact during the melting and prevents the formation of undesirable phases. Different methods of the plasticity improvement of such welded joints exist, such as crystallographic structure modification, boundary strengthening, grain size decrease, columnar structure creation, micro- and macro-alloying. All these methods can be completely realizable by LAM methods.
This research was aimed at studying the phase-structural transformations in the Fe–Al system under the layerwise laser cladding, estimation of physical-mechanical properties and tendency to the crack formation in these layers after the LB, fulfilled with the aid of the optical and scanning electron microscopy (SEM), X-ray diffraction (XRD) patterning and the microhardness measuring.
2. Experimental Section
The following powders enumerated below were used for the experiments. The iron powder had 99.76 wt % of Fe (TLS Technik GmbH & Co., Bitterfeld, Germany). The alloy 2024 (Alcoa Mill Products Inc., Bettendorf, IA, USA) was used as the Al powder (which we will call Al-powder in further), which had the following chemical composition: Cu 3.8–4.9 wt %; Mg 1.2–1.8 wt %; Mn 0.30–0.9 wt %; Si 0.50 wt %, Fe 0.50 wt %; Zn 0.25 wt %; Ti 0.15 wt %; Cr 0.10 wt %, Balance–Al. The powder particles were mainly spherical with the size of ~80–100 μm for 95% of them. The steel substrates of a square shape with the 50 mm width and 5 mm height were used. The powder size distribution was studied by means of the ALPAGA 500NANO (OCCHIO) granulomorphometer.
All the experiments were carried out with the aid of the HAAS 2006D (Nd
3+:YAG, 4000 W, cw) with the laser beam delivery system, powder feeding system, coaxial nozzle, and numerically controlled 5-axes table. Some features of the equipment are reported below:
Powder feeder: 2-channel MEDICOAT, the powder feeding rate can be adjusted separately for each channel. Argon and nitrogen are applied as the carrying gases.
Coaxial nozzle: the advantage of the coaxial injection consists in a small heat affected zone (HAZ) and possibility of multidirectional cladding due to the radial symmetry between the laser beam and powder flux. The shielding gases (Ar, N
2) are surrounding, focusing and protecting the powder flow and the melting pool from oxidation or,
vice versa, causing the nitridation initiation [
22].
CNC center LASMA 1054 is applied for the displacement of the sample and nozzle relative to each other with the positioning accuracy up to 1 μm.
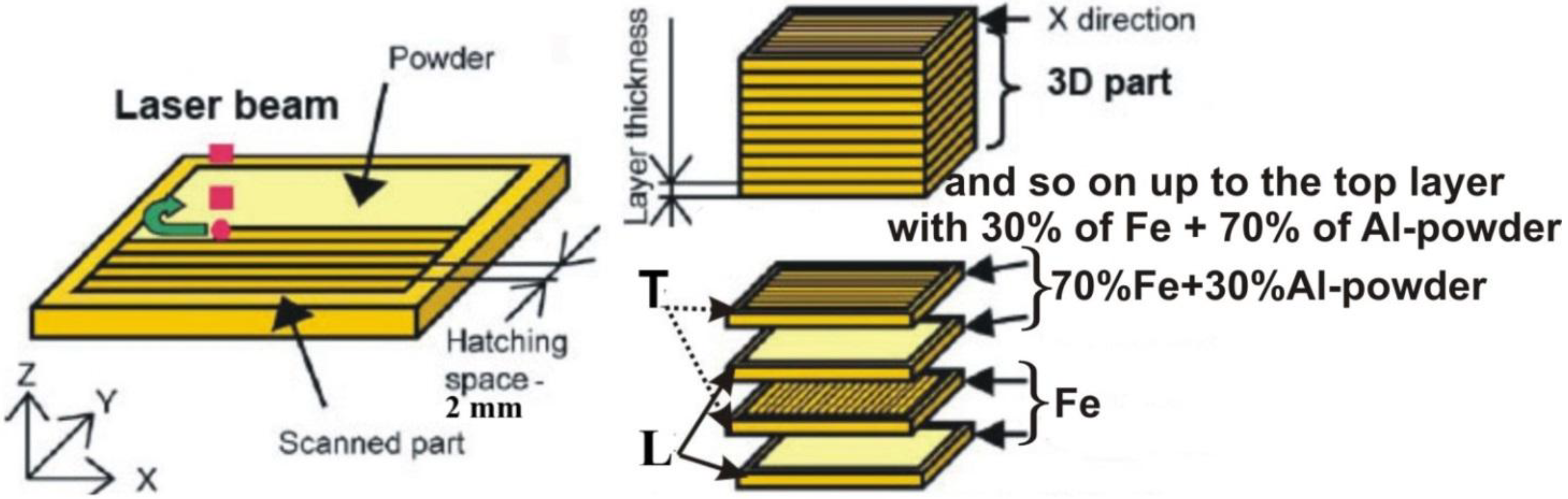
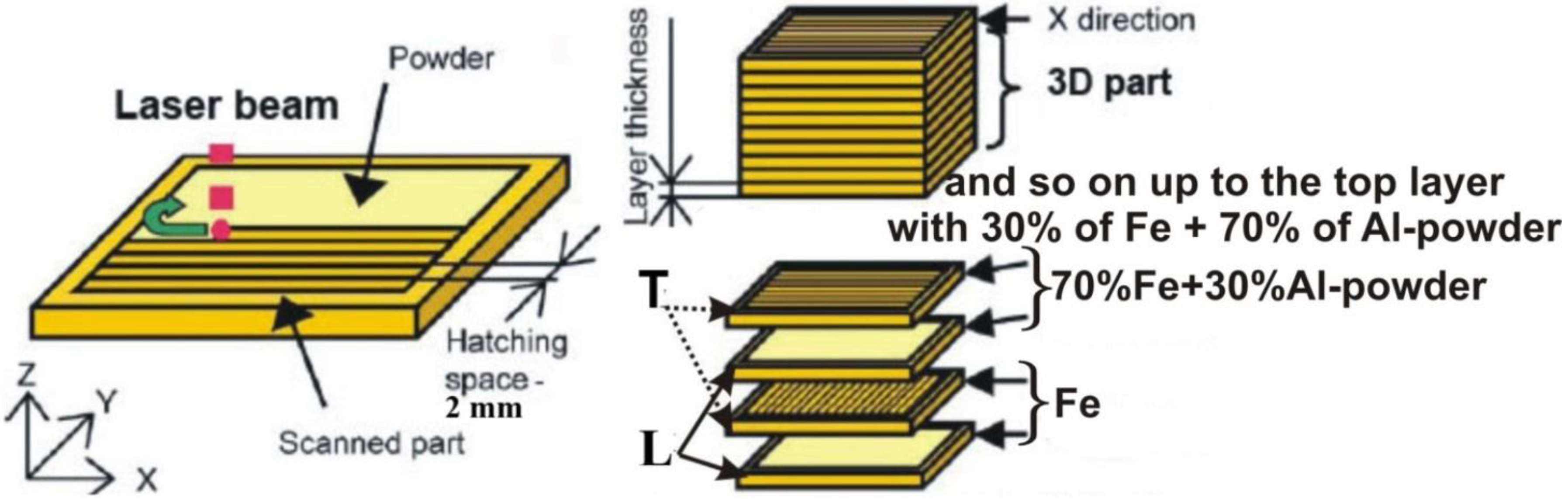
The method of functional graded structures (FGS) fabrication used in the present study is schematically presented in
Figure 1. The hatching distance was 2 mm, the layer depth was ~1 mm, and the powder feeding rate was ~10 g/min. The layers were made out of Fe and Al powders on a steel substrate by the following strategy: the first two layers were of pure iron, the two next consisted of 70% Fe + 30% Al-power, the third couple of layers—of 50% Fe
+ + 50% Al-powder power, and at last upper 7th and 8th layers had the ratio of 30% of Fe + 70% of Al-powder. Each second layer was formed on the bottom layer after turning it by 90°. Argon was the carrying gas. The laser scanning speed was 500 mm/min, laser power varied within the range of 800–1200 W, and LB spot diameter was 3 mm. The first channel of the feeder with the Fe powder had the gas flow rate of approximately 20 L/min while the second one with the Al-powder ~10 L/min.
Figure 1.
Schematic of the multi component graded structure fabrication by direct metal deposition (DMD): (L—longitudinal and T—transversal direction of laser beam movement).
Figure 1.
Schematic of the multi component graded structure fabrication by direct metal deposition (DMD): (L—longitudinal and T—transversal direction of laser beam movement).
The macrostructure of 3D samples was examined with the Neophot 30M optical microscope with a digital camera and PMT-3M (OKB SPECTR Ltd., St. Petersburg, Russia) microhardness tester. The phase composition of the cladded parts was determined by XRD with the use of a DRON-3 (Bourevestnik Inc., St. Petersburg, Russia) diffractometer in Cu-Kα radiation. The morphology of the laser cladded layers was studied with the aid of a LEO-1450 scanning electron microscope (Carl Zeiss Microscopy GmbH, Jena, Germany) equipped with an energy-dispersive X-ray analyzer (INCA Energy 300, Oxford Instruments Analytical, High Wycombe, UK).
3. Results and Discussion
3.1. Phase Transformations in Fe–Al System and 3D Laser Cladability
The melting and exothermal reaction starts at the boundary between Al and Fe, and probably with participation of its oxides (Fe
2O
3, Fe
3O
4), and then this reaction is called a termite one. The yield of this reaction consists of Fe
xAl
y intermetallic compounds, and probably the alumna formed during the synthesis reaction, while the Al–Fe percentage diminishes [
11]. The exothermic heat emission facilitates an accelerated melting. The reaction mechanism involves not only the decrease of Fe, passage of Fe
2O
3 to Fe
3O
4 and FeO and the oxygen release, but also aluminum oxidation, interaction of Al with the iron oxides, the formation of the complex Al–Fe–O, Al
2O
3 oxide phases and Al–Fe intermetallic compounds proper depending on the reaction temperature and Fe/Al ratio in the mixture.
In our opinion, for the laser cladding in the Fe–Al system it is fundamentally significant which of the metals is selected as the matrix, which of the components is added for the intermetallic phase synthesis and in what ratio it is added. Since the LB is well reflected by aluminum, Fe must be the matrix material, and in accordance with the Fe–Al phase diagram, the obtainment of the following stable intermetallide phases of iron aluminides should be expected in the exothermic reaction of the type: xFe + yAl → FexAly + Q, where Q is the reaction thermal effect: Fe3Al, FeAl, FeAl3 and metastable phases—FeAl2, Fe3Al5. In the case when Al is selected as the matrix basis, in addition to problems with the energy transfer from the LB to the material, another negative factor will appear. Aluminum has a low melting point in comparison with the iron melting point (660 against 1537 °C), and it will more effectively remove a heat due to the higher thermal conductivity, which finally will require a larger laser energy input.
During the high-speed laser cooling, the alloys with the aluminum content up to 34 at % from the high to room temperatures they acquire the structure of α-solid solution. In the alloys with the Al content ranging from 34 to 52 at %, the FeAl2 structure is exclusively observed. Under the higher aluminum percentage, the different intermetallide compounds (FeAl2, Fe2Al5, FeAl3) are formed. The ordered structure of the Fe3Al type is formed in the alloys containing from 25% to 34% of the Al, after a slow cooling. After the quenching of these alloys at the temperature of 600 °C and above, the FeAl2 structure appears. The ordering process is characterized by a change in the number of physical properties, in particular, by a lower of the Curie point value, by a change in the crystal lattice spacing at room temperature depending of the content of Al. With its content up to 10 wt %, the crystal lattice spacing increases linearly with the increasing in the content of the alloying element. In the ordered state, the alloys with the Al content ranging from 10 to 20 wt %, are characterized by an almost constant lattice spacing.
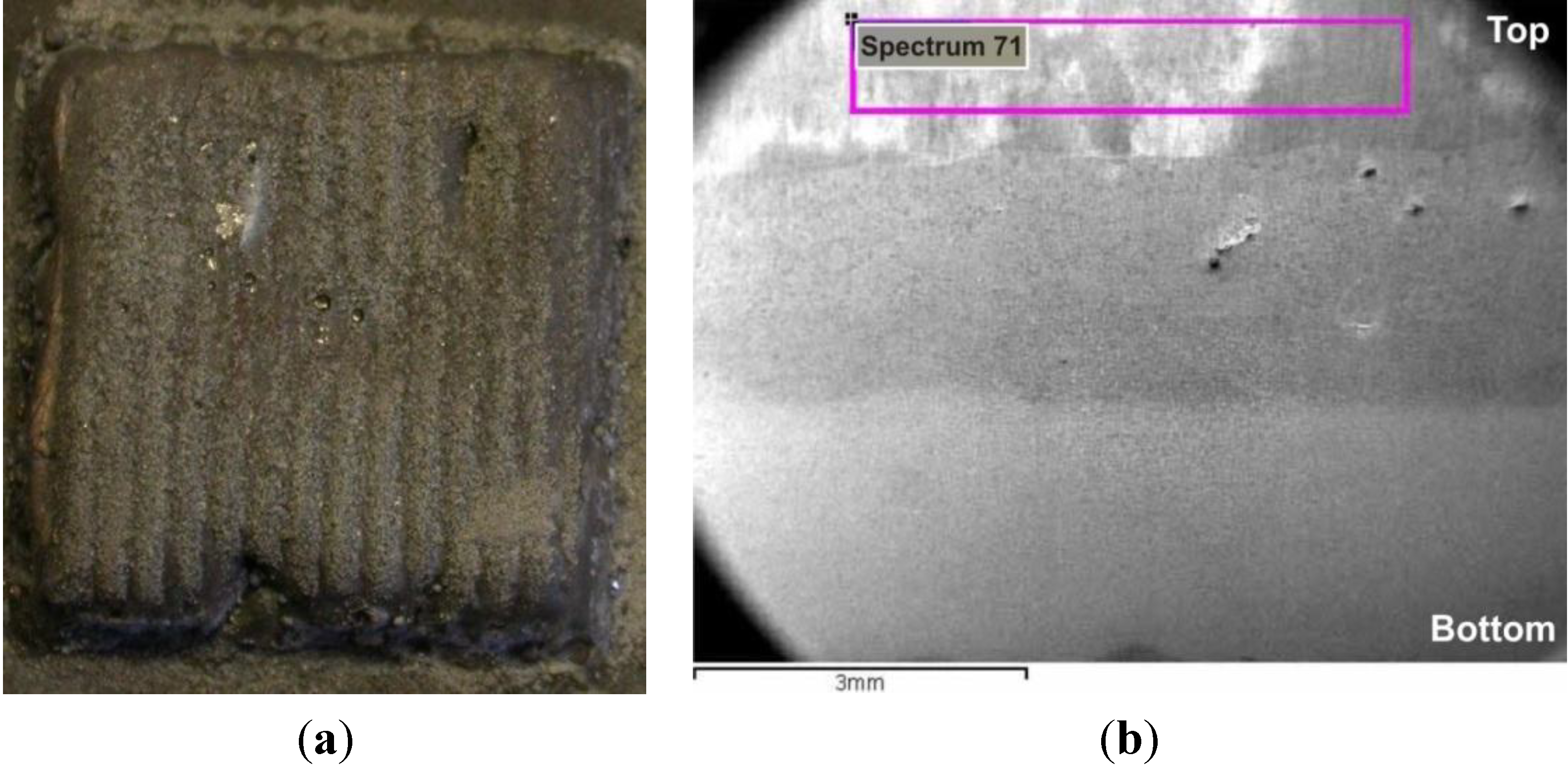
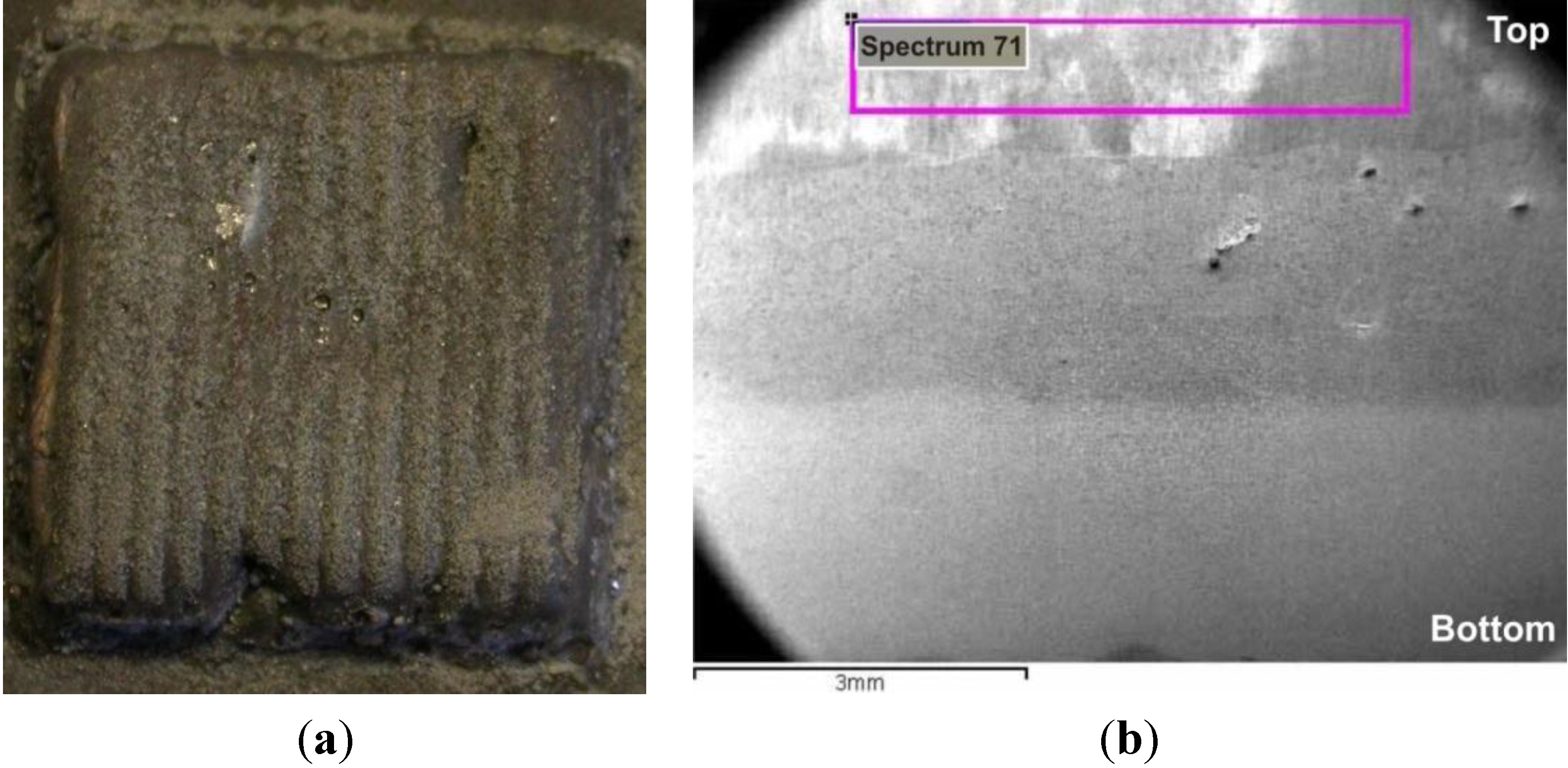
In
Figure 2a showing the results of the layerwise 3D syntheses in the argon protective medium, the LB passages are clearly visible. In the areas where the LB starts and turns from one passage to another, the laser beam speed is slowed down, and the heat dissipation speed is substantially less than in the central areas, thus leading to the cladded boundary obstruction and degradation of physical and mechanical properties of the structures being synthesized.
Figure 2b presents a common view of the cross section prepared for the SEM observation.
Figure 2.
Top view (a) and the SEM cross section image (b) of the sample after laser cladding in the Fe–Al system. The Regime of the laser influence had the following parameters laser power P = 1000 W, the laser scanning speed of V—500 mm/min and beam diameter D = 3 mm.
Figure 2.
Top view (a) and the SEM cross section image (b) of the sample after laser cladding in the Fe–Al system. The Regime of the laser influence had the following parameters laser power P = 1000 W, the laser scanning speed of V—500 mm/min and beam diameter D = 3 mm.
3.2. Optical Metallography and Microhardness Examination
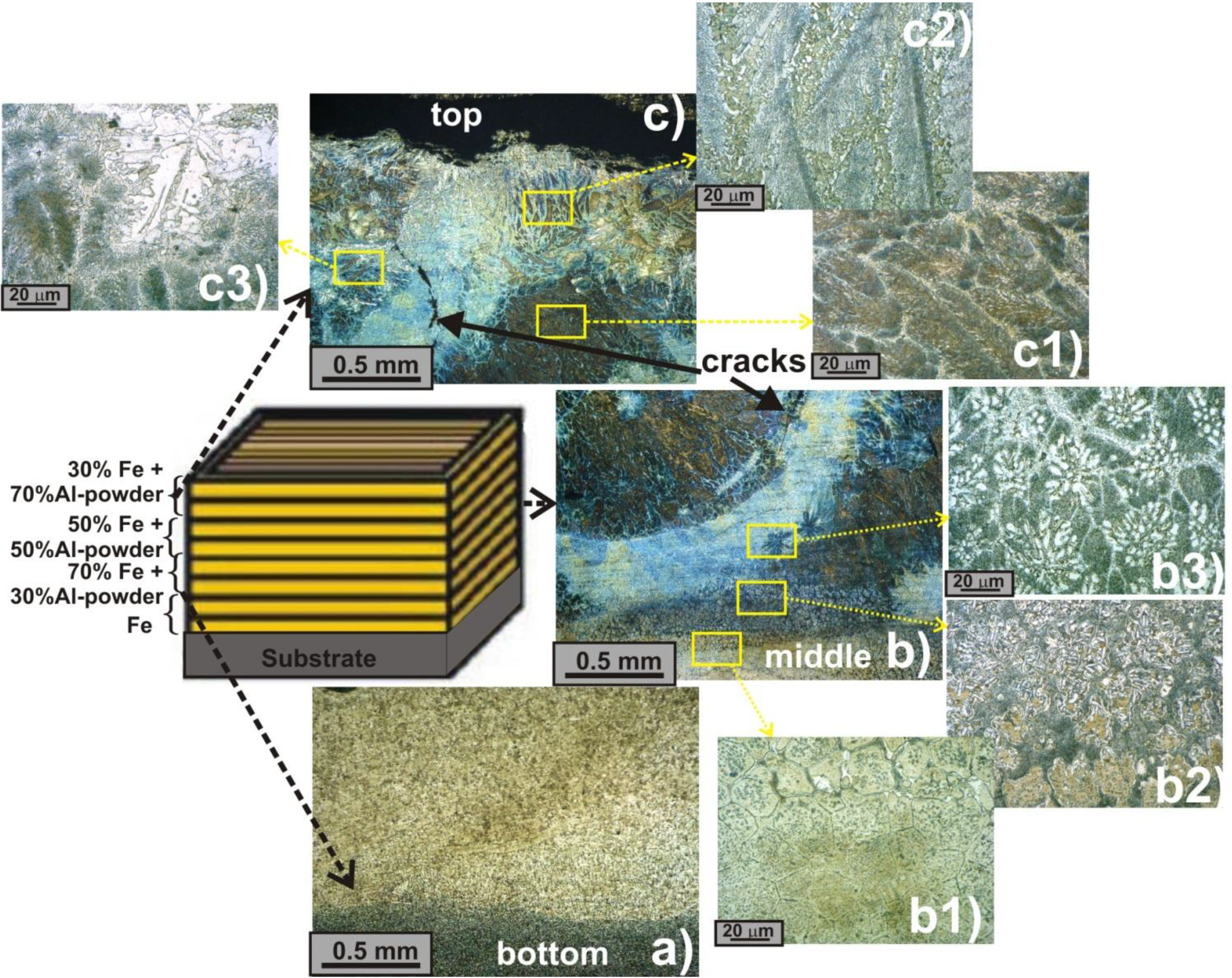
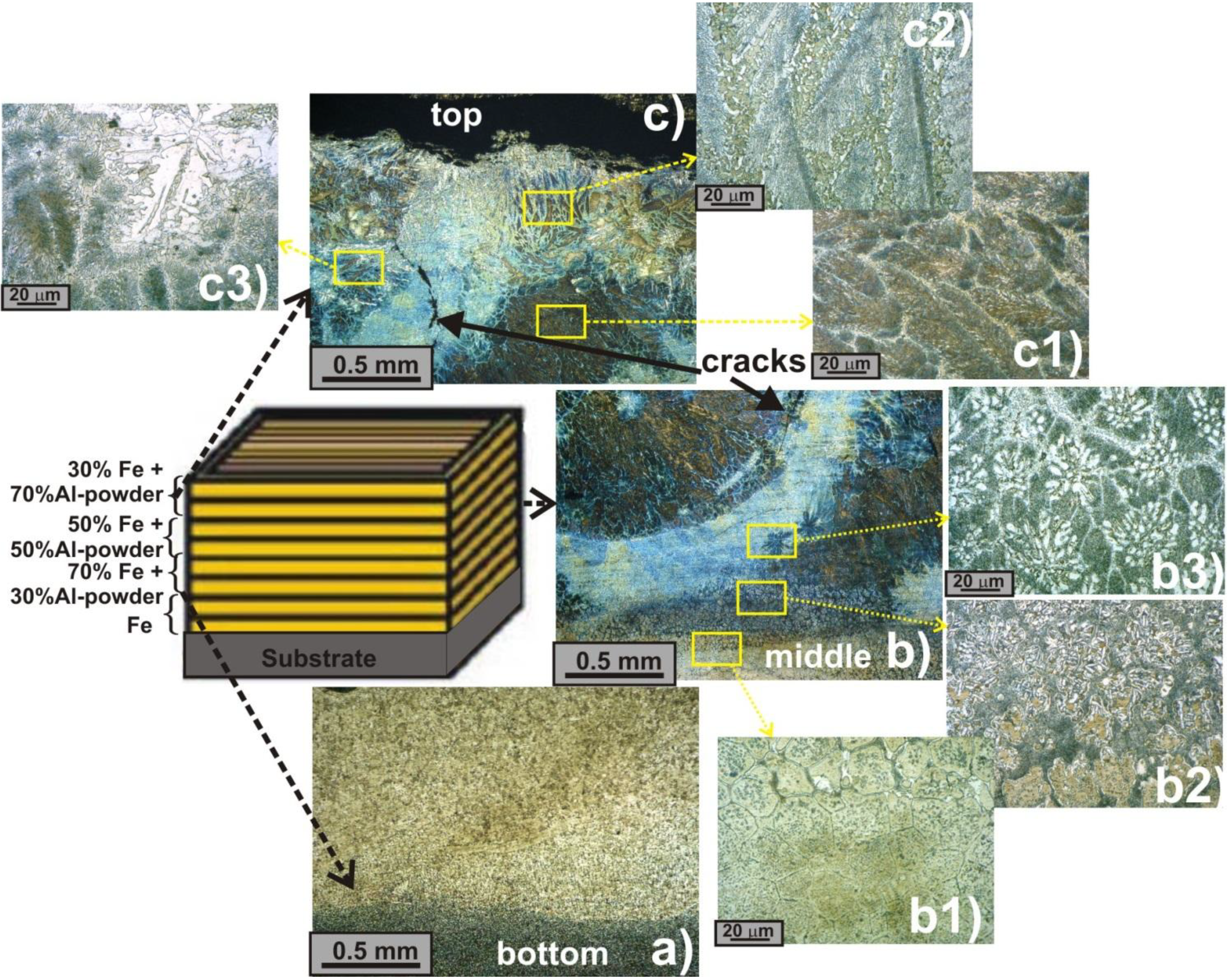
Figure 3a–c is representing the results of optical metallography. The photo series are selected in such a way that they exhibit characteristic microstructures from the bottom—(a); middle—(b); and top—(c) parts of the cladded layers,
i.e., the parts where the weight ratios Fe–Al in the powder were ≈ 3:1; 1:1; 1:3 respectively.
Figure 3.
Optical metallography micrographs showing the typical microstructures of 3D laser clad coating of Fe–Al multilayer system: (a) bottom layers ~2–4 mm from substrate; (b) middle layers ~4–6 mm from substrate; (c) top layers ~6–8 mm from substrate. The conditions below the LB regime were: P = 800 W, V = 500 mm/min.
Figure 3.
Optical metallography micrographs showing the typical microstructures of 3D laser clad coating of Fe–Al multilayer system: (a) bottom layers ~2–4 mm from substrate; (b) middle layers ~4–6 mm from substrate; (c) top layers ~6–8 mm from substrate. The conditions below the LB regime were: P = 800 W, V = 500 mm/min.
The bottom cladding layers (
Figure 3a) have the fine-crystalline structure with almost a uniform morphology mainly typical of single-phase iron alloys. In the middle layers (
Figure 3b) the structure becomes more developed (see the supplementary inserts to
Figure 3b—b1–b3). While in the lower layers (
Figure 3b1) the transition from the fine-crystalline to the grain structure is observed. Further on, this grain structure (with typical grain size of ~20 μm) transforms into the dendrite type structure (
Figure 3b3). Finally, in the upper layers (
Figure 3c1–c3) an extremely heterogeneous metal-matrix structure clearly visible, with the boundary intermetallic phases being precipitated (
Figure 3c2). The dendrite nature of the Fe matrix structure testifies about the intensive overheating and the subsequent high-speed super cooling of the material in the laser cladding process. In
Figure 3b,c, arrows show the cracks, going in the layer growth direction and the direction of the main heat removal to the substrate base. Obviously, the observed structure heterogeneity is connected with the inhomogeneous intermetallic phases (Fe
3Al) alloying and the laser super cooling regime during the melt crystallization.
The formed intermetallic phases are really hardening the iron matrix, but being low-plastic they cause the crack development by the grain boundaries (see
Figure 3b,c).
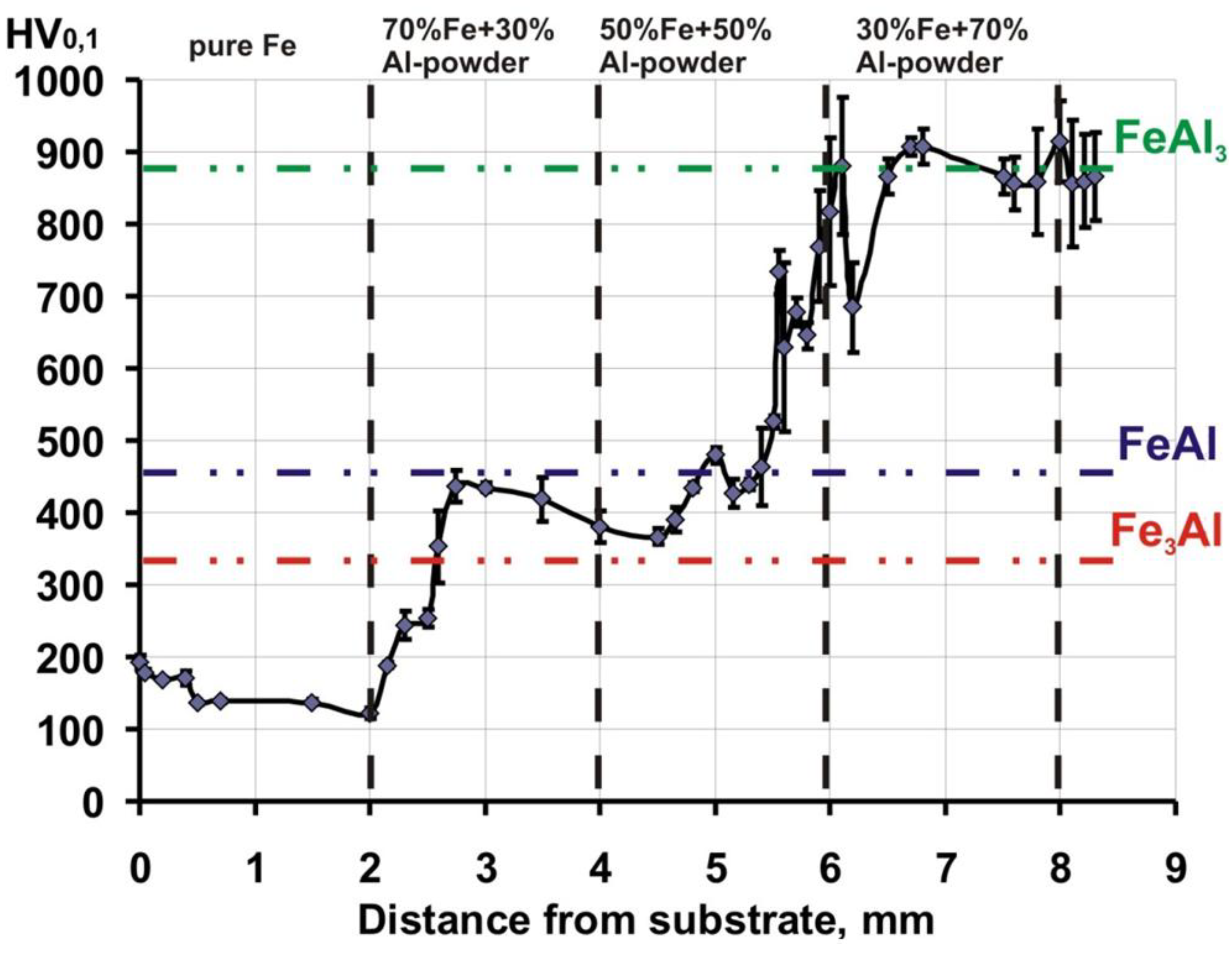
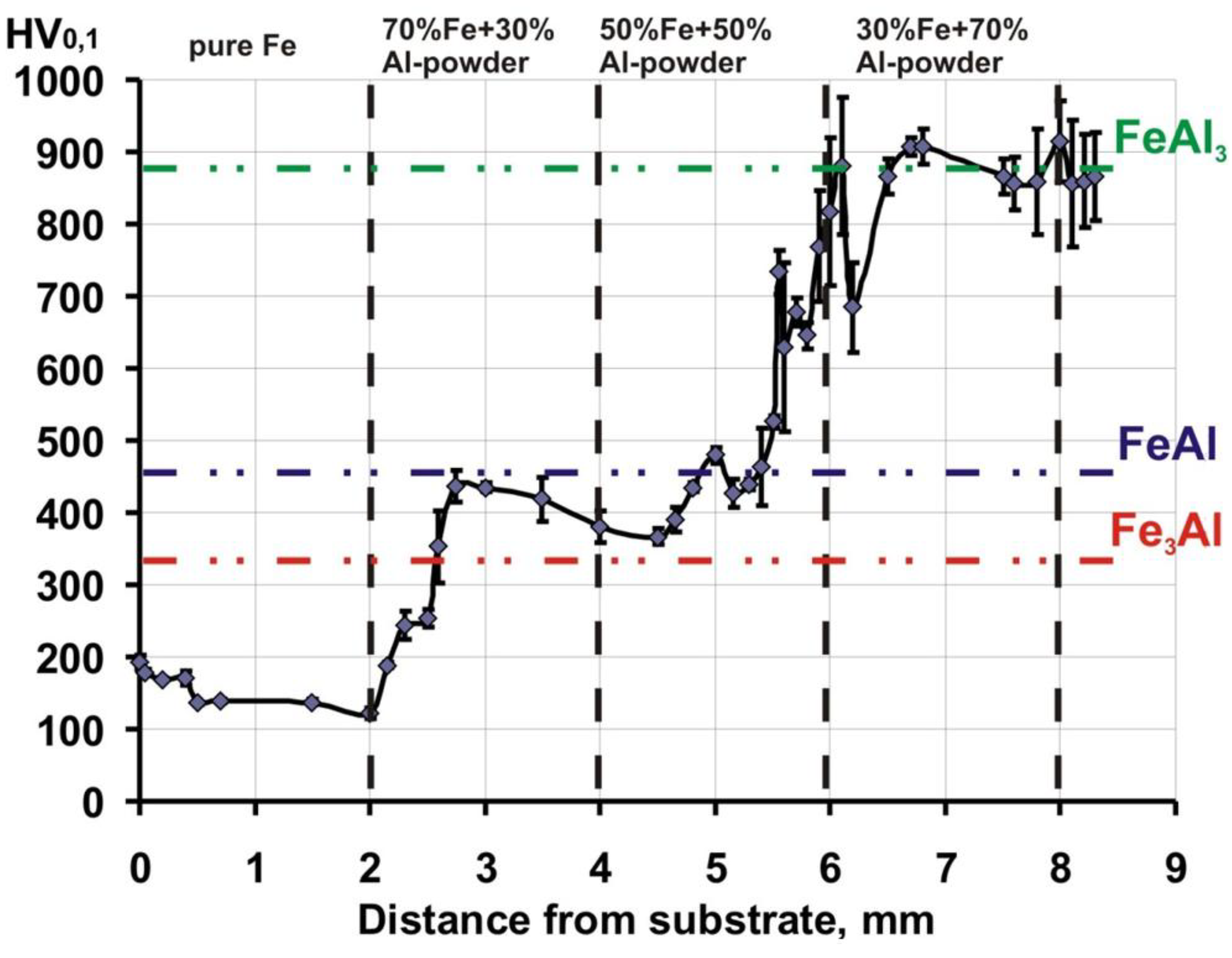
The measured layer microhardness (
Figure 4) grows from the substrate to the top irregularly. We consider this to be due to the local hardness increase in the locations of intermetallide phases. In
Figure 4, vertical dotted lines indicate the zones from the substrate surface, where the relationship of Fe and Al-powder changed and their ratio. Horizontal dot-and-dash lines designate the average microhardness level, characteristic of the Fe–Al intermetallic phases [
32]. As it follows from
Figure 4, the microhardness remains equal to 200 HV
0.1 within layers from the substrate up to the 2 mm level.
In the range from 2 to 6 mm it grows up to 300–500 HV0.1 level and corresponds to the hardness of the Fe3Al and FeAl intermetallide phases. Finally, in the last section from 6 to 8 mm the microhardness grows up to 700–900 HV0.1, which is characteristic of the FeAl3 phase.
Figure 4.
Microhardness distributions of Fe–Al FG multilayer system.
Figure 4.
Microhardness distributions of Fe–Al FG multilayer system.
It is known from the literature [
32] that the Al
2Fe and Al
5Fe
2 metastable phases can have microhardness of up to 1058–1700 and 1000–1150 HV
0.1, respectively. We connect the microhardness dips with the presence of cracks on the grain boundaries. On the whole, the microhardness values correspond to similar measured values for the iron aluminides after the laser welding.
3.3. Phase-Structural X-ray and SEM with EDX Analysis
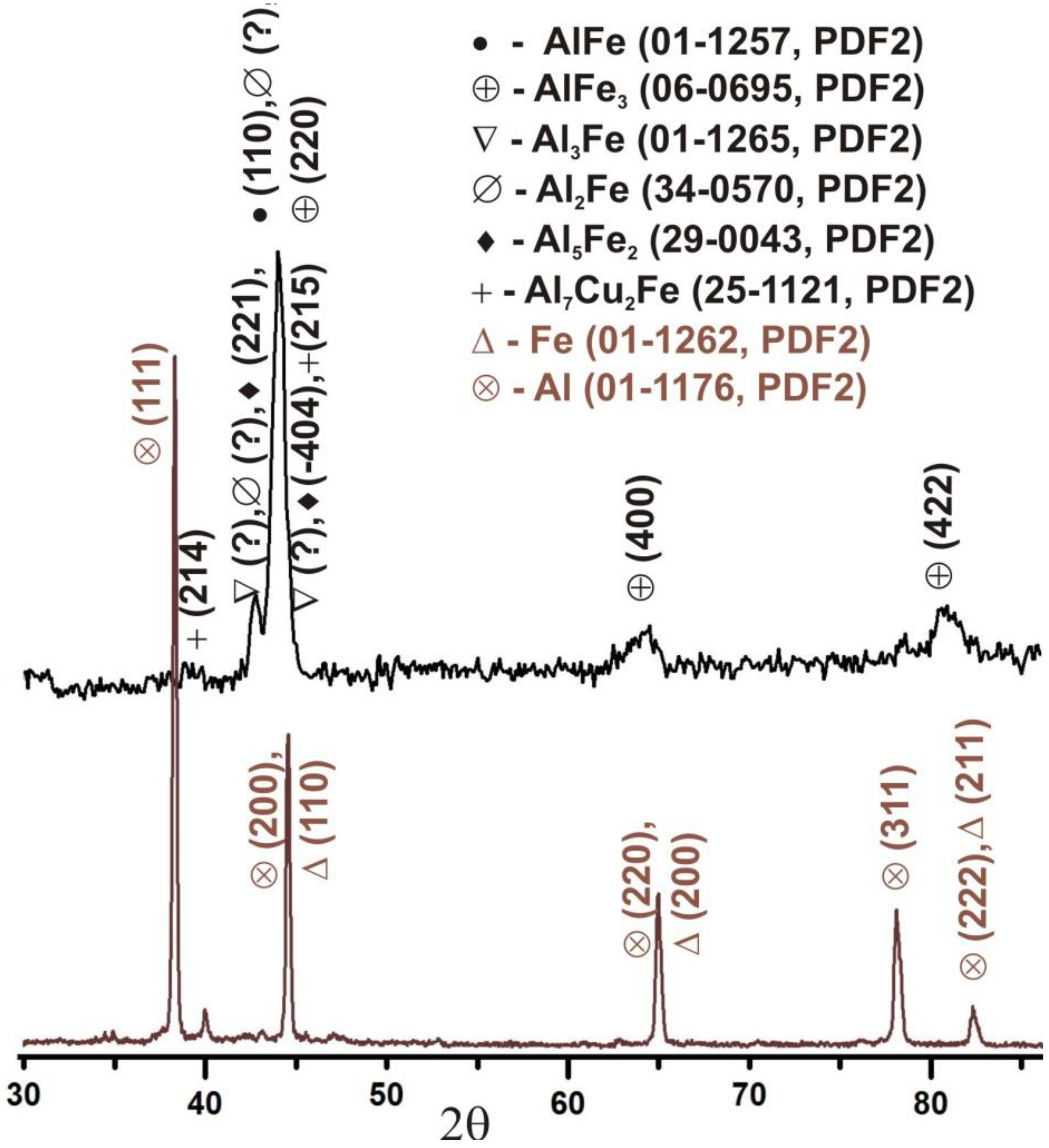
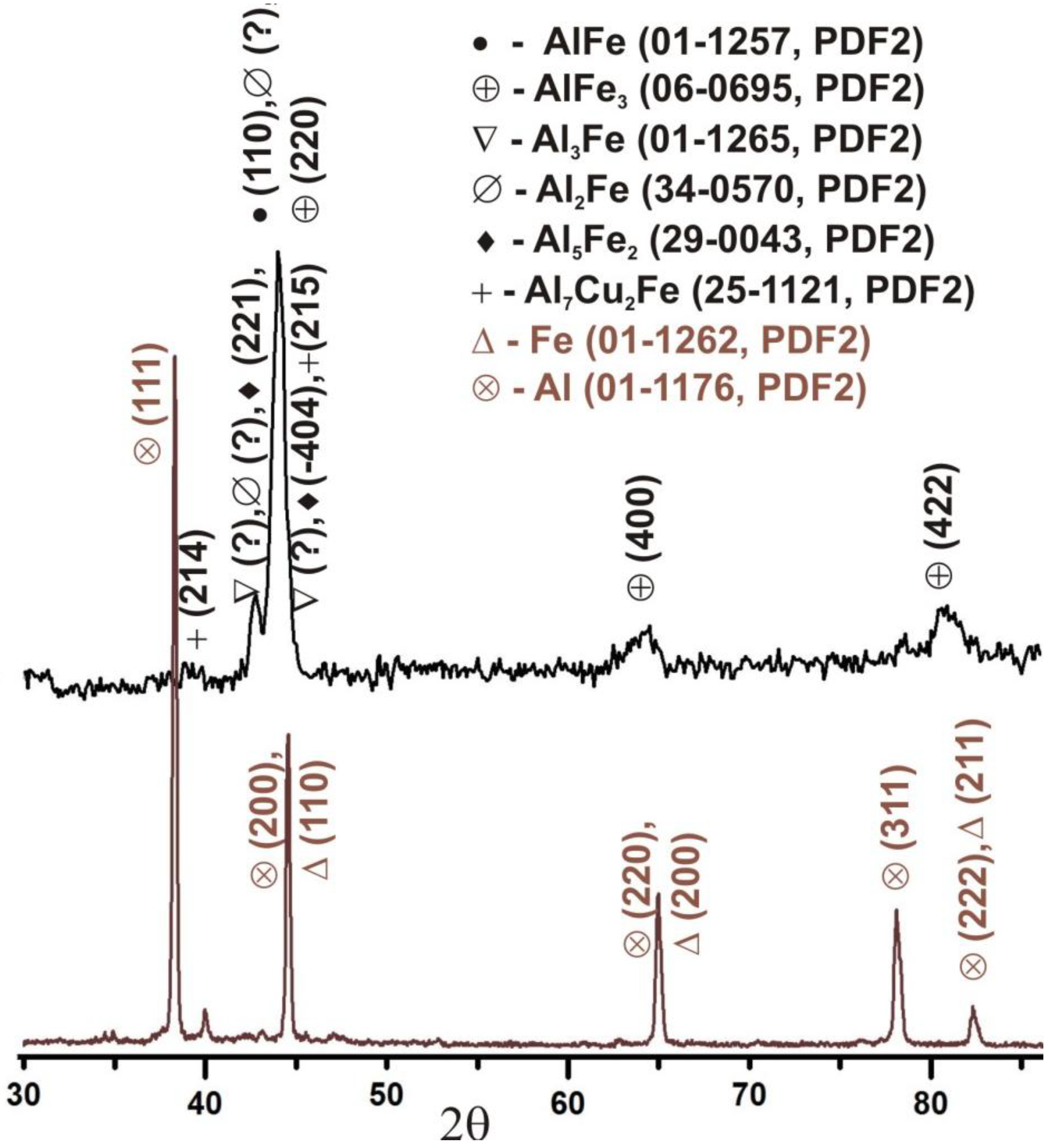
Figure 5 shows the results of the X-ray analysis. The lower curve in
Figure 5 corresponds to the diffractogram of the initial 1:1 ratio Fe + Al powder mixture that has not undergone any treatment. As it is evident from this curve (brown color), the most intensive lines belong to (111) α-Al and (110) α-Fe, although a weak line (200) of β-phase is also visible for the iron. After laser cladding, the intensive lines of Al disappear completely, while the Fe lines are probably “hidden” behind the intermetallic compound lines at the angles of 44.6° and 64.7°. This testifies to the fact that, after the laser cladding, the total amount of Al has completely reacted into the exothermic reactions of the intermetallic compounds synthesis. After the layered cladding, the strongest lines are located at the angles of 2θ ≈ 43°–45°, which in our opinion could correspond to the whole collection set of the intermetallide phases. These can be both the metastable phases, (222) Al
5Fe
2 and Al
2Fe, and stable phases (110) AlFe and (220) AlFe
3. The existence of the AlFe
3 phase is confirmed by the presence of weaker reflexes (400) and (422) at larger angles.
Figure 5.
X-ray diffraction patterns of Fe–Al DMD multilayer system.
Figure 5.
X-ray diffraction patterns of Fe–Al DMD multilayer system.
The microelement analysis data (
Figure 6 and
Figure 7) confirm our conclusions. A possibility of presence of complex intermetallide compounds with copper—(215) Al
7Cu
2Fe should also be noted. This is connected with the copper presence in the initial composition of Al alloy. So, on taking into account all the set of peaks, it can be concluded that the lines system (
Figure 5) matches best with the line system of the Fe
3Al and FeAl intermetallic compounds.
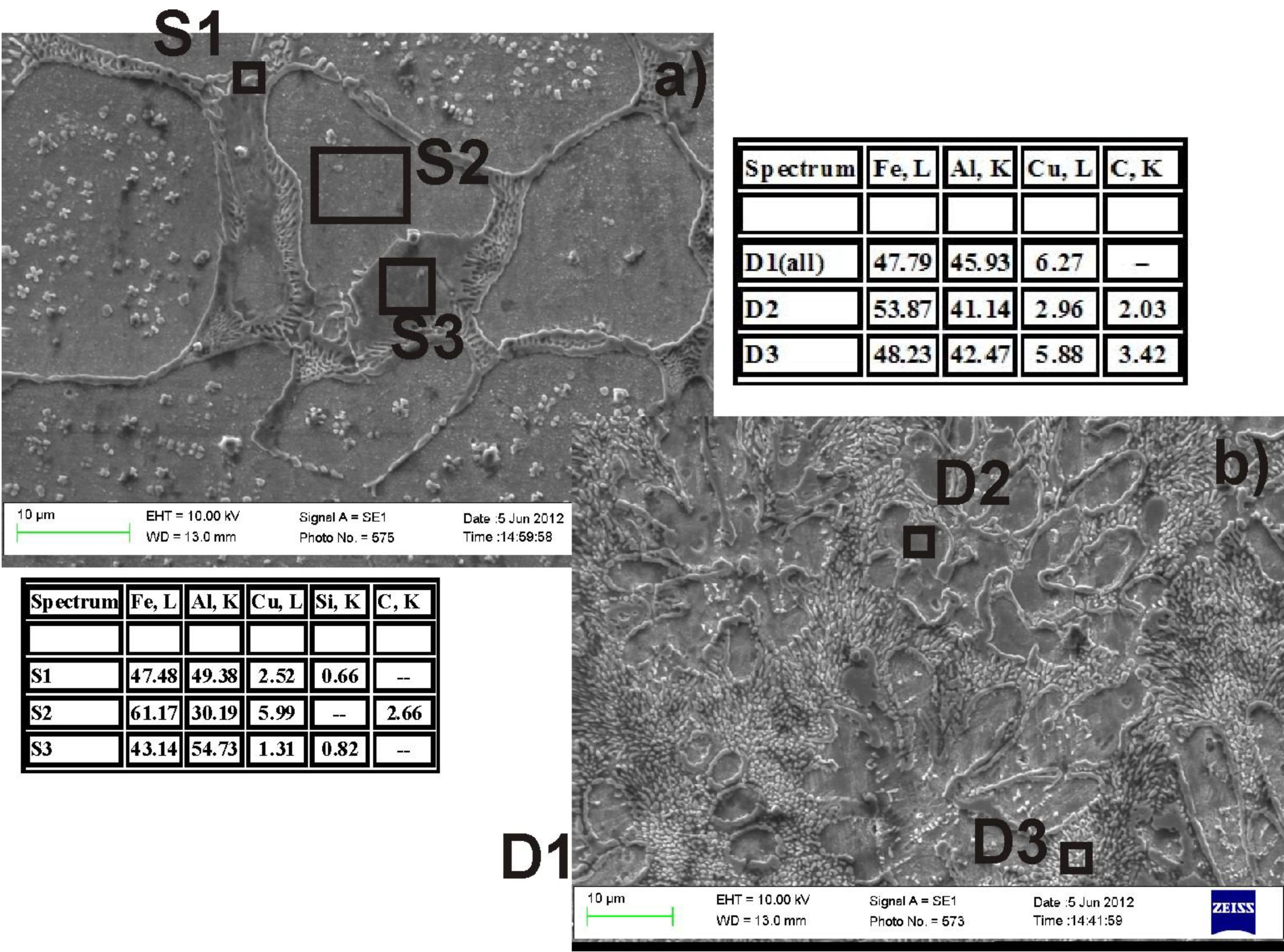
Figure 6.
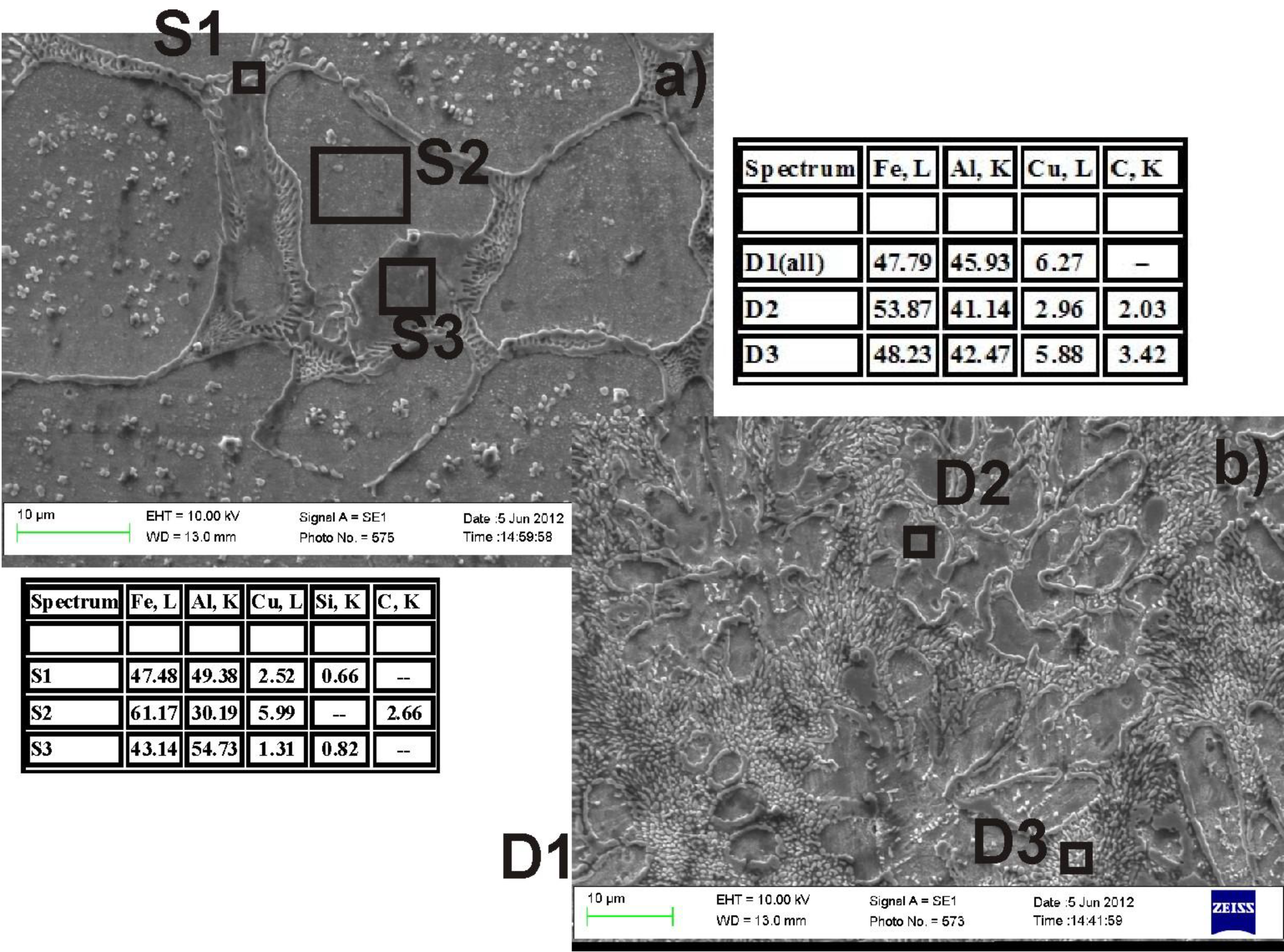
SEM micrographs showing typical solidification microstructures of the middle clad coatings with energy dispersive X-ray spectroscopy (EDS) result of Fe–Al multilayer system.
Figure 6.
SEM micrographs showing typical solidification microstructures of the middle clad coatings with energy dispersive X-ray spectroscopy (EDS) result of Fe–Al multilayer system.
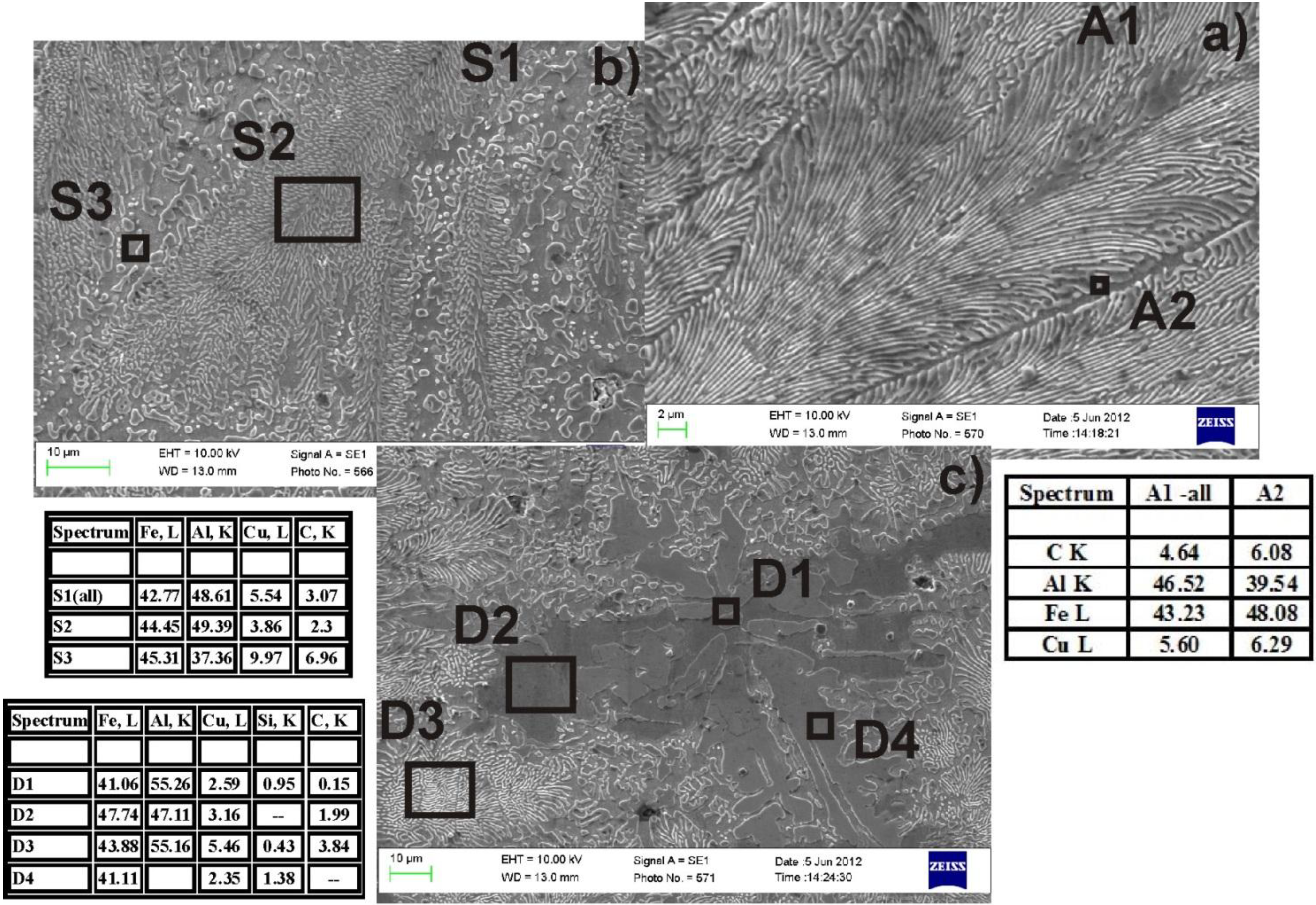
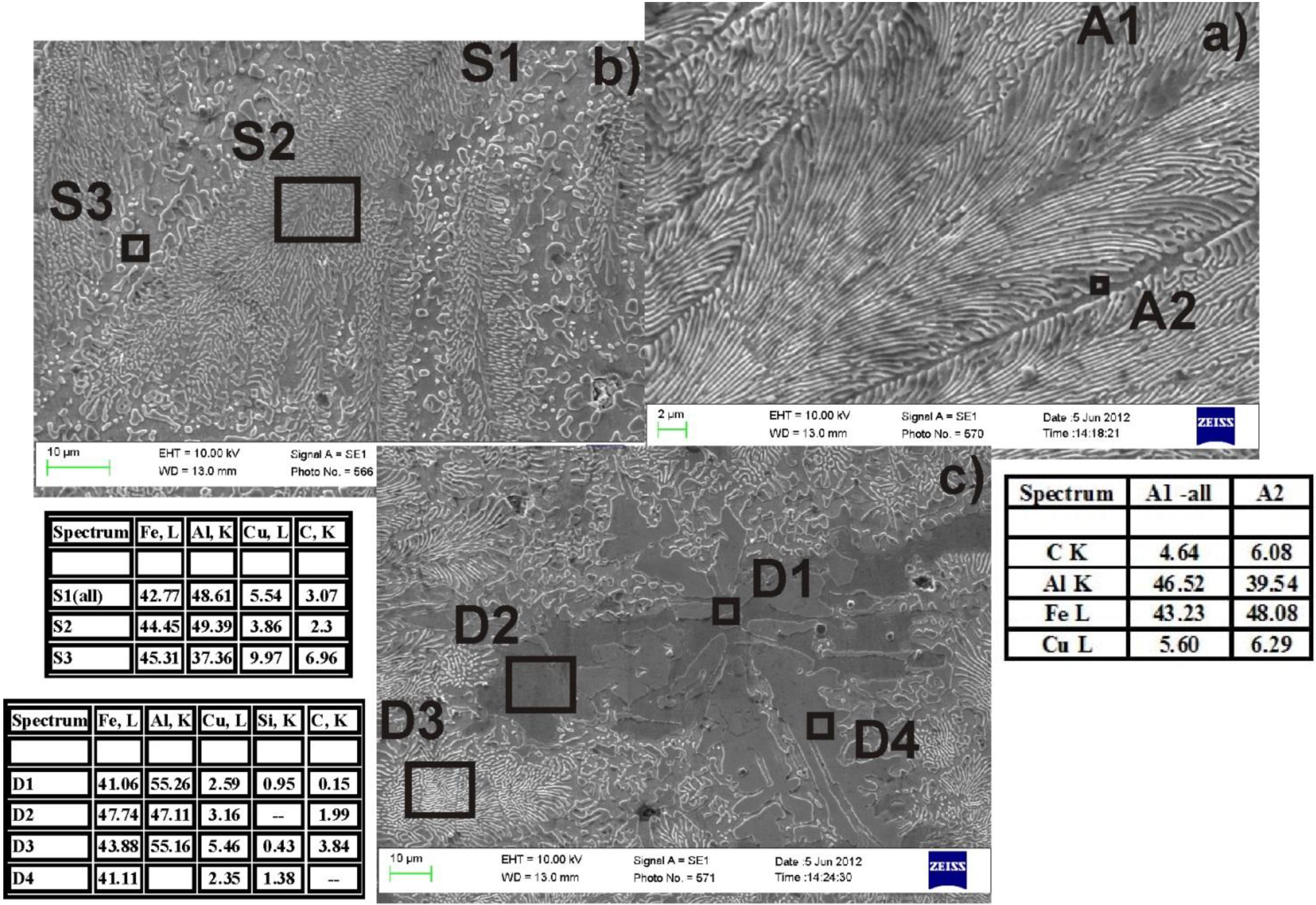
On the whole, their structures correspond to the above data for optical metallography. However, the most interesting results are those of element analysis. Relying on these data we can assert that the preferred intermetallic yielding of FeAl crystals in the middle layers from 4 to 6 mm and of Fe3Al phase takes place in the layers from 2 to 4 mm, while, in the top cladding layers, the phases of FeAl, FeAl2, Fe2Al5 are also generated.
Since the hard but brittle FeAl2, Fe2Al5 intermetallide phases identified by the authors are the second phase inclusions for the iron cladded matrix, though they strengthen this matrix, they simultaneously cause it to crack. An insignificant addition of Cu can smooth over this effect.
The element analysis also reveals the carbon (up to 2%–5%) and silicon (up to 1.5%) presence, although neither should in the initial mixture (see the XRD pattern results—
Figure 4). Meanwhile, in our opinion, the residual oxygen presence is completely probable.
Figure 7.
SEM micrographs showing typical solidification microstructures of the top clad coatings with EDS results of Fe–Al multilayer system.
Figure 7.
SEM micrographs showing typical solidification microstructures of the top clad coatings with EDS results of Fe–Al multilayer system.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}