
Combined Effect of Particle Reinforcement and T6 Heat Treatment on the Compressive Deformation Behavior of an A357 Aluminum Alloy at Room Temperature and at 350 °C

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Processing
2.2. Mechanical Testing
2.3. Microstructural Analysis
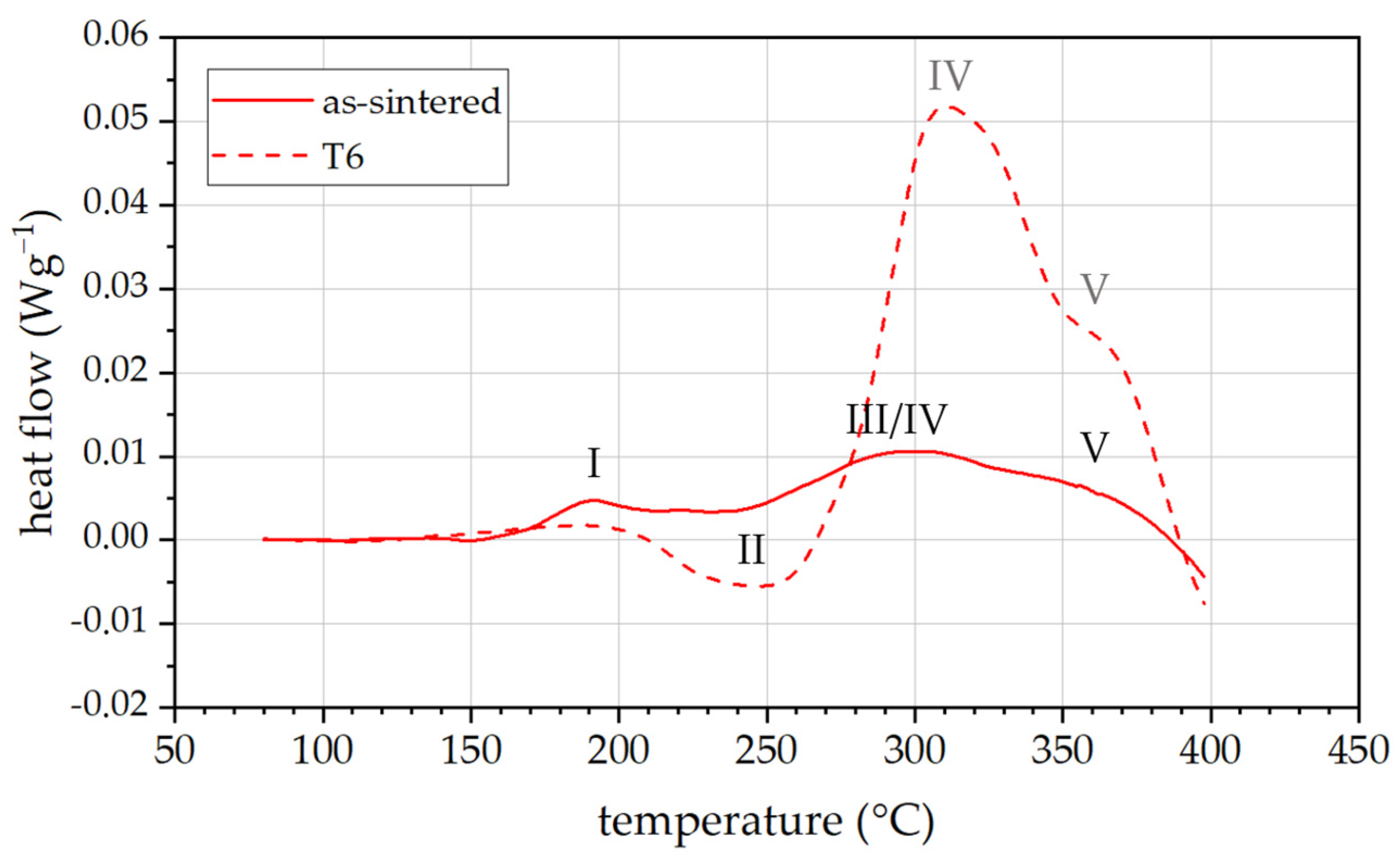
2.4. Differential Scanning Calorimetry
3. Results and Discussion
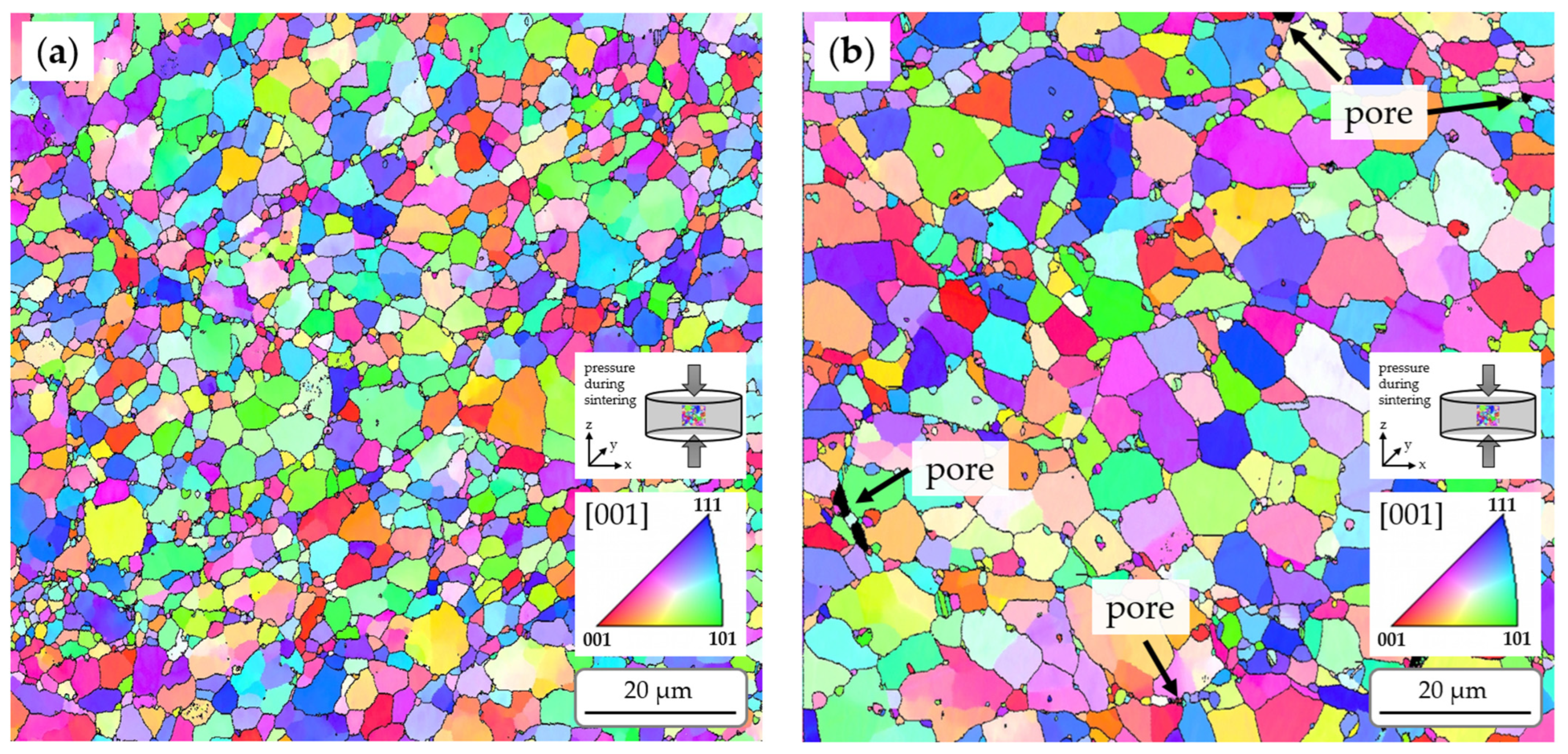
3.1. Microstructural Characterization of the Sample Conditions before Compression Test
3.2. Compressive Behavior at RT
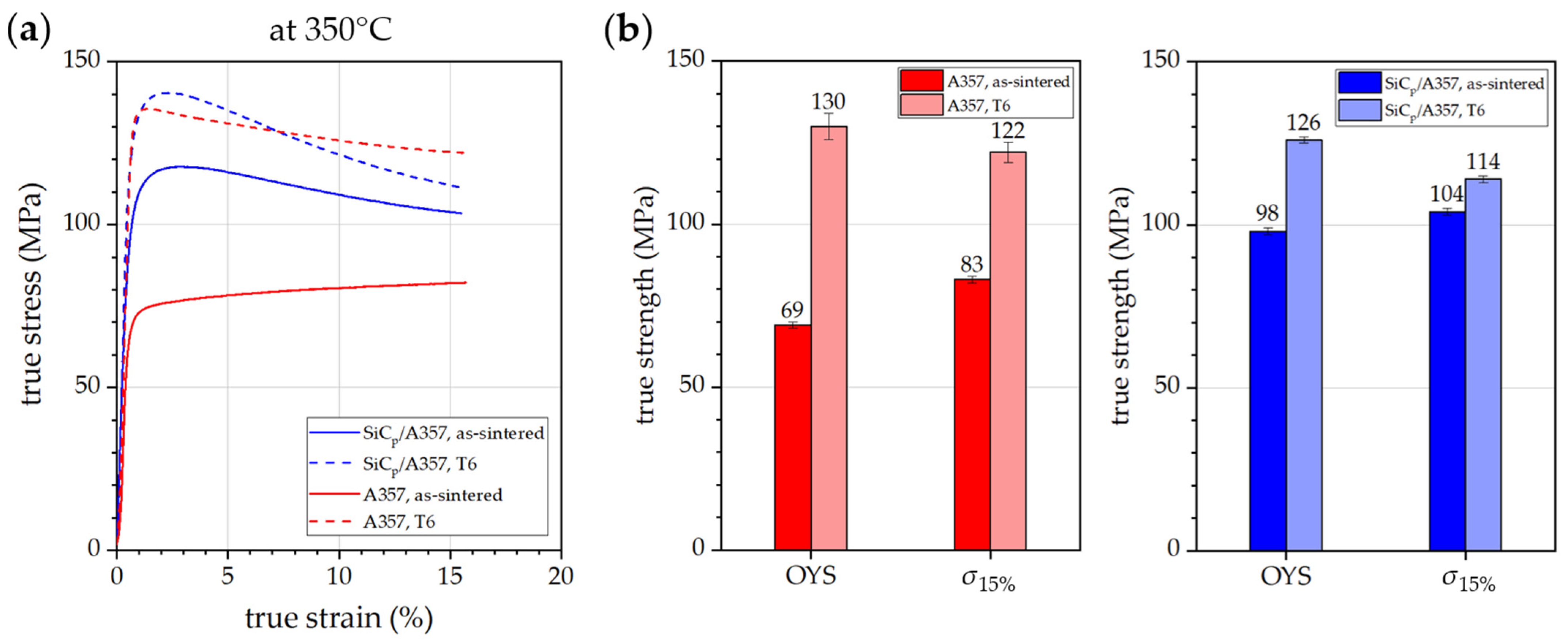
3.3. Compressive Behavior at 350 °C
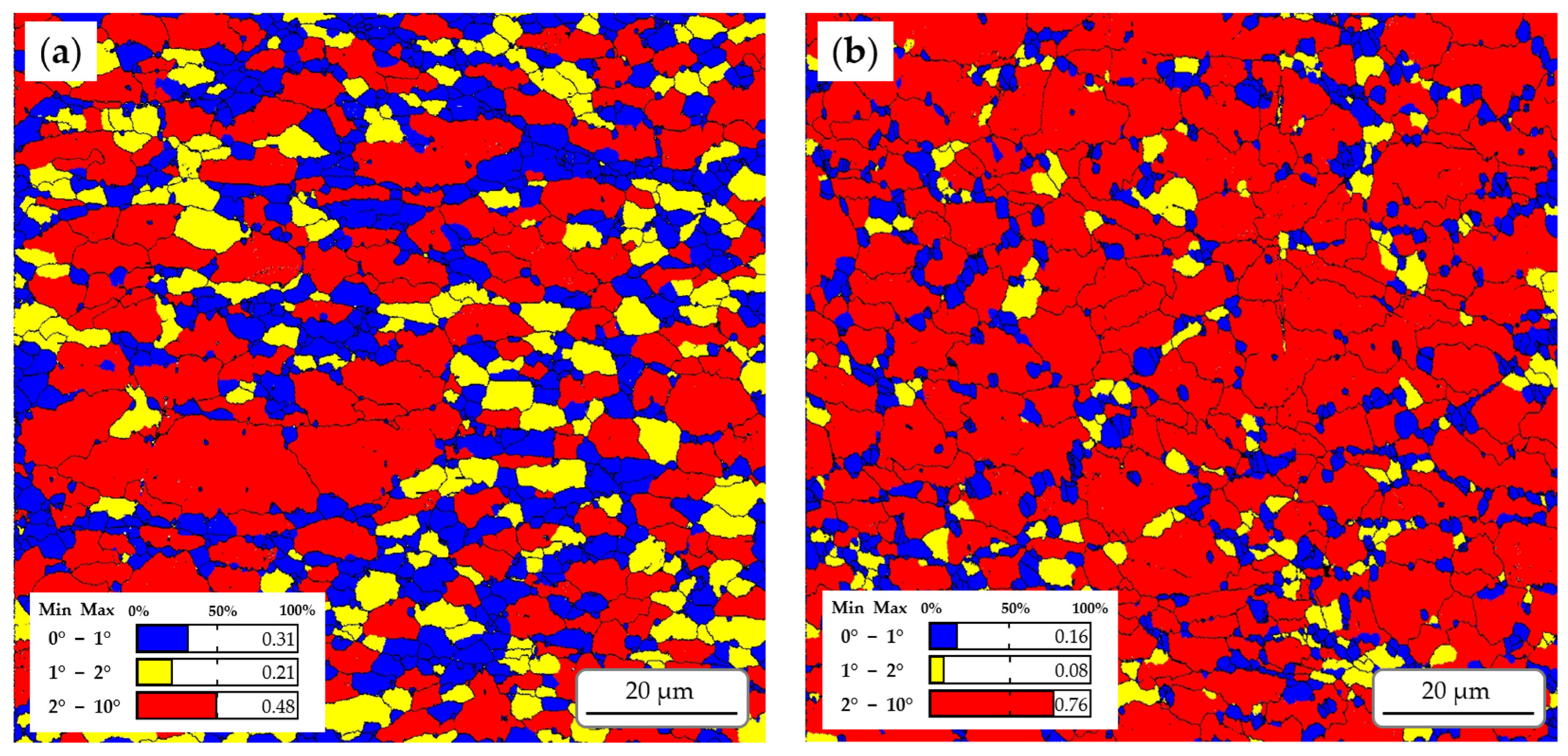
3.4. Microstructural Evolution of AMCs during Compression
4. Summary
- Testing at RT:
- Testing at 350 °C:
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lakshmikanthan, A.; Prabhu, T.R.; Udayagiri, S.B.; Koppad, P.G.; Gupta, M.; Munishamaiah, K.; Bontha, S. The Effect of Heat Treatment on the Mechanical and Tribological Properties of Dual Size SiC Reinforced A357 Matrix Composites. J. Mater. Res. Technol. 2020, 9, 6434–6452. [Google Scholar] [CrossRef]
- Hirsch, S.J.; Winter, L.; Grund, T.; Lampke, T. Heat Treatment Influencing Porosity and Tensile Properties of Field Assisted Sintered AlSi7Mg0.6. Materials 2022, 15, 2503. [Google Scholar] [CrossRef] [PubMed]
- Wang, Q.G. Microstructural Effects on the Tensile and Fracture Behavior of Aluminum Casting Alloys A356/357. Met. Mater. Trans. A 2003, 34, 2887–2899. [Google Scholar] [CrossRef]
- Aversa, A.; Lorusso, M.; Trevisan, F.; Ambrosio, E.P.; Calignano, F.; Manfredi, D.; Biamino, S.; Fino, P.; Lombardi, M.; Pavese, M. Effect of Process and Post-Process Conditions on the Mechanical Properties of an A357 Alloy Produced via Laser Powder Bed Fusion. Metals 2017, 7, 68. [Google Scholar] [CrossRef]
- Zhang, D.; Sun, S.; Qiu, D.; Gibson, M.A.; Dargusch, M.S.; Brandt, M.; Qian, M.; Easton, M. Metal Alloys for Fusion-Based Additive Manufacturing. Adv. Eng. Mater. 2018, 20, 1700952. [Google Scholar] [CrossRef]
- Lathabai, S. Chapter 2—Additive Manufacturing of Aluminium-Based Alloys and Composites. In Fundamentals of Aluminium Metallurgy; Lumley, R.N., Ed.; Woodhead Publishing Series in Metals and Surface Engineering; Woodhead Publishing: Duxford, UK, 2018; pp. 47–92. ISBN 978-0-08-102063-0. [Google Scholar]
- Zandbergen, M.W.; Cerezo, A.; Smith, G.D.W. Study of Precipitation in Al–Mg–Si Alloys by Atom Probe Tomography II. Influence of Cu Additions. Acta Mater. 2015, 101, 149–158. [Google Scholar] [CrossRef]
- Pogatscher, S.; Antrekowitsch, H.; Leitner, H.; Ebner, T.; Uggowitzer, P.J. Mechanisms Controlling the Artificial Aging of Al–Mg–Si Alloys. Acta Mater. 2011, 59, 3352–3363. [Google Scholar] [CrossRef]
- Winter, L.; Hockauf, K.; Scholze, M.; Hellmig, R.J.; Lampke, T. Influence of Pre-Aging on the Artificial Aging Behavior of a 6056 Aluminum Alloy after Conventional Extrusion. Metals 2021, 11, 385. [Google Scholar] [CrossRef]
- Adebisi, A.A.; Maleque, M.A.; Rahman, M.M. Metal Matrix Composite Brake Rotor: Historical Development and Product Life Cycle Analysis. Int. J. Automot. Mech. Eng. 2011, 4, 471–480. [Google Scholar] [CrossRef]
- Natarajan, N.; Vijayarangan, S.; Rajendran, I. Wear Behaviour of A356/25SiCp Aluminium Matrix Composites Sliding against Automobile Friction Material. Wear 2006, 261, 812–822. [Google Scholar] [CrossRef]
- Daoud, A.; Abou El-khair, M.T. Wear and Friction Behavior of Sand Cast Brake Rotor Made of A359-20vol% SiC Particle Composites Sliding against Automobile Friction Material. Tribol. Int. 2010, 43, 544–553. [Google Scholar] [CrossRef]
- Joshi, Y.G.; Gupta, A.R.; Shingarwade, R.U. Scrutinization of A356/25sicp AMC and Gray Cast Iron as Brake Rotor Material. Int. J. Res. Advent Technol. 2014, 2, 88–93. [Google Scholar]
- Baig, M.M.A.; Al-Qutub, A.M.; Allam, I.M.; Patel, F.; Mohammed, A.S. Tribological Performance of Sub-Micron Al2O3-Reinforced Aluminum Composite Brake Rotor Material. Arab. J. Sci. Eng. 2021, 46, 2691–2700. [Google Scholar] [CrossRef]
- Idusuyi, N.; Babajide, I.; Ajayi, O.; Olugasa, T. A Computational Study on the Use of an Aluminium Metal Matrix Composite and Aramid as Alternative Brake Disc and Brake Pad Material. J. Eng. 2014, 2014, 494697. [Google Scholar] [CrossRef]
- Nakanishi, H.; Kakihara, K.; Nakayama, A.; Murayama, T. Development of Aluminum Metal Matrix Composites (Al-MMC) Brake Rotor and Pad. JSAE Rev. 2002, 23, 365–370. [Google Scholar] [CrossRef]
- Chawla, N.; Chawla, K.K. Metal Matrix Composites; Springer New York, US, 2006; ISBN 978-0-387-28567-2.
- Singh, B.; Kumar, I.; Saxena, K.K.; Mohammed, K.A.; Ijaz Khan, M.; Ben Moussa, S.; Shukhratovich Abdullaev, S. A Future Prospects and Current Scenario of Aluminium Metal Matrix Composites Characteristics. Alex. Eng. J. 2023, 76, 1–17. [Google Scholar] [CrossRef]
- Kumar, P.K.D.; Gnanaraj, S.D. Aluminium-Silicon Based Metal Matrix Composites for Brake Rotor Applications: A Review. Eng. Res. Express 2023, 5, 022002. [Google Scholar] [CrossRef]
- Mondal, D.P.; Ganesh, N.V.; Muneshwar, V.S.; Das, S.; Ramakrishnan, N. Effect of SiC Concentration and Strain Rate on the Compressive Deformation Behaviour of 2014Al-SiCp Composite. Mater. Sci. Eng. A 2006, 433, 18–31. [Google Scholar] [CrossRef]
- Ye, T.; Xu, Y.; Ren, J. Effects of SiC Particle Size on Mechanical Properties of SiC Particle Reinforced Aluminum Metal Matrix Composite. Mater. Sci. Eng. A 2019, 753, 146–155. [Google Scholar] [CrossRef]
- Sajjadi, S.A.; Ezatpour, H.R.; Beygi, H. Microstructure and Mechanical Properties of Al–Al2O3 Micro and Nano Composites Fabricated by Stir Casting. Mater. Sci. Eng. A 2011, 528, 8765–8771. [Google Scholar] [CrossRef]
- Abouelmagd, G. Hot Deformation and Wear Resistance of P/M Aluminium Metal Matrix Composites. J. Mater. Process. Technol. 2004, 155–156, 1395–1401. [Google Scholar] [CrossRef]
- Chen, S.; Teng, J.; Luo, H.; Wang, Y.; Zhang, H. Hot Deformation Characteristics and Mechanism of PM 8009Al/SiC Particle Reinforced Composites. Mater. Sci. Eng. A 2017, 697, 194–202. [Google Scholar] [CrossRef]
- Chen, X.; Fu, D.; Teng, J.; Zhang, H. Hot Deformation Behavior and Mechanism of Hybrid Aluminum-Matrix Composites Reinforced with Micro-SiC and Nano-TiB2. J. Alloys Compd. 2018, 753, 566–575. [Google Scholar] [CrossRef]
- Hao, S.; Xie, J.; Wang, A.; Wang, W.; Li, J.; Sun, H. Hot Deformation Behaviors of 35%SiCp/2024Al Metal Matrix Composites. Trans. Nonferrous Met. Soc. China 2014, 24, 2468–2474. [Google Scholar] [CrossRef]
- Hao, S.M.; Xie, J.P. Hot Deformation Behaviors of SiCp/2024 Aluminum Composites. Adv. Mater. Res. 2014, 833, 271–275. [Google Scholar] [CrossRef]
- Kai, X.; Zhao, Y.; Wang, A.; Wang, C.; Mao, Z. Hot Deformation Behavior of in Situ Nano ZrB2 Reinforced 2024Al Matrix Composite. Compos. Sci. Technol. 2015, 116, 1–8. [Google Scholar] [CrossRef]
- Khodabakhshi, F.; Gerlich, A.P.; Simchi, A.; Kokabi, A.H. Hot Deformation Behavior of an Aluminum-Matrix Hybrid Nanocomposite Fabricated by Friction Stir Processing. Mater. Sci. Eng. A 2015, 626, 458–466. [Google Scholar] [CrossRef]
- McQueen, H.J. Development of Dynamic Recrystallization Theory. Mater. Sci. Eng. A 2004, 387–389, 203–208. [Google Scholar] [CrossRef]
- Asgharzadeh, H.; Simchi, A.; Kim, H.S. High-Temperature Deformation and Structural Restoration of a Nanostructured Al Alloy. Scr. Mater. 2012, 66, 911–914. [Google Scholar] [CrossRef]
- Fan, X.H.; Li, M.; Li, D.Y.; Shao, Y.C.; Zhang, S.R.; Peng, Y.H. Dynamic Recrystallisation and Dynamic Precipitation in AA6061 Aluminium Alloy during Hot Deformation. Mater. Sci. Technol. 2014, 30, 1263–1272. [Google Scholar] [CrossRef]
- Roven, H.J.; Liu, M.; Werenskiold, J.C. Dynamic Precipitation during Severe Plastic Deformation of an Al–Mg–Si Aluminium Alloy. Mater. Sci. Eng. A 2008, 483–484, 54–58. [Google Scholar] [CrossRef]
- Teichmann, K.; Marioara, C.D.; Pedersen, K.O.; Marthinsen, K. The Effect of Simultaneous Deformation and Annealing on the Precipitation Behaviour and Mechanical Properties of an Al–Mg–Si Alloy. Mater. Sci. Eng. A 2013, 565, 228–235. [Google Scholar] [CrossRef]
- DIN EN 1706; Aluminium and Aluminium Alloys—Castings—Chemical Composition and Mechanical Properties. Deutsches Institut fur Nor-mung: Berlin, Germany, 2021.
- Hirsch, S.J.; Grund, T.; Lampke, T. Towards Closed-Loop Recycling of Ceramic Particle-Reinforced Aluminium Alloys: Comparative Study of Resistance-Heating Sintered Primary and Solid-State Recycled Secondary SiCp/AlSi7Mg Composites. Crystals 2023, 13, 830. [Google Scholar] [CrossRef]
- Pippig, R.; Hirsch, S.J.; Grund, T.; Lampke, T. Influence of Metal Matrix Powder Size on the Tensile Strength of a SiCp/AlSi7Mg0,6 Composite Produced by Field Assisted Sintering Technique. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1147, 012020. [Google Scholar] [CrossRef]
- Fan, H.; Witvrouw, A.; Wolf-Monheim, F.; Souschek, R.; Yang, S. Effects of Substrate Surface Treatments on Hybrid Manufacturing of AlSi7Mg Using Die Casting and Selective Laser Melting. J. Mater. Sci. Technol. 2023, 156, 142–156. [Google Scholar] [CrossRef]
- Yadav, P.; Rigo, O.; Arvieu, C.; Lacoste, E. Microstructural and Mechanical Aspects of AlSi7Mg0.6 Alloy Related to Scanning Strategies in L-PBF. Int. J. Adv. Manuf. Technol. 2022, 120, 6205–6223. [Google Scholar] [CrossRef]
- Ming, X.; Song, D.; Yu, A.; Tan, H.; Zhang, Q.; Zhang, Z.; Chen, J.; Lin, X. Effect of Heat Treatment on Microstructure, Mechanical and Thermal Properties of Selective Laser Melted AlSi7Mg Alloy. J. Alloys Compd. 2023, 945, 169278. [Google Scholar] [CrossRef]
- Hwang, W.J.; Bang, G.B.; Choa, S.-H. Effect of a Stress Relief Heat Treatment of AlSi7Mg and AlSi10Mg Alloys on Mechanical and Electrical Properties According to Silicon Precipitation. Met. Mater. Int. 2023, 29, 1311–1322. [Google Scholar] [CrossRef]
- Sankhla, A.M.; Patel, K.M.; Makhesana, M.A.; Giasin, K.; Pimenov, D.Y.; Wojciechowski, S.; Khanna, N. Effect of Mixing Method and Particle Size on Hardness and Compressive Strength of Aluminium Based Metal Matrix Composite Prepared through Powder Metallurgy Route. J. Mater. Res. Technol. 2022, 18, 282–292. [Google Scholar] [CrossRef]
- Sunitha, K.; Gurusami, K.; Rajeswari, N.; Kathikraja, A.; Saravanan, L. Investigation of Mechanical Properties of SiC Particle Reinforced Aluminium A356/LM25 Alloy Composite. Mater. Today Proc. 2022, 66, 1983–1987. [Google Scholar] [CrossRef]
- Shao, C.; Lo, C.; Bhagavathula, K.; McDonald, A.; Hogan, J. High Strength Particulate Aluminum Matrix Composite Design: Synergistic Strengthening Strategy. Compos. Commun. 2021, 25, 100697. [Google Scholar] [CrossRef]
- Liu, T.-S.; Dong, B.-X.; Yang, H.-Y.; Qiu, F.; Shu, S.-L.; Jiang, Q.-C. Review on Role of Intermetallic and Ceramic Particles in Recrystallization Driving Force and Microstructure of Wrought Al Alloys. J. Mater. Res. Technol. 2023, 27, 3374–3395. [Google Scholar] [CrossRef]
- She, H.; Shu, D.; Dong, A.; Wang, J.; Sun, B.; Lai, H. Relationship of Particle Stimulated Nucleation, Recrystallization and Mechanical Properties Responding to Fe and Si Contents in Hot-Extruded 7055 Aluminum Alloys. J. Mater. Sci. Technol. 2019, 35, 2570–2581. [Google Scholar] [CrossRef]
- Chen, Z.; Sun, G.A.; Wu, Y.; Mathon, M.H.; Borbely, A.; Chen, D.; Ji, G.; Wang, M.L.; Zhong, S.Y.; Wang, H.W. Multi-Scale Study of Microstructure Evolution in Hot Extruded Nano-Sized TiB2 Particle Reinforced Aluminum Composites. Mater. Des. 2017, 116, 577–590. [Google Scholar] [CrossRef]
- Liang, Z.; Zhang, Q. Quasi-Static Loading Responses and Constitutive Modeling of Al–Si–Mg Alloy. Metals 2018, 8, 838. [Google Scholar] [CrossRef]
- Kang, F.; Wei, S.; Zhang, J.; Wang, E.; Fan, D.; Wang, S. Hot Processing Maps and Microstructural Characteristics of A357 Alloy. J. Mater. Eng. Perform. 2020, 29, 7352–7360. [Google Scholar] [CrossRef]
- Wu, Y.; Liao, H.; Yang, J.; Zhou, K. Effect of Si Content on Dynamic Recrystallization of Al–Si–Mg Alloys During Hot Extrusion. J. Mater. Sci. Technol. 2014, 30, 1271–1277. [Google Scholar] [CrossRef]
- Wu, Y.; Liu, C.; Liao, H.; Jiang, J.; Ma, A. Joint Effect of Micro-Sized Si Particles and Nano-Sized Dispersoids on the Flow Behavior and Dynamic Recrystallization of near-Eutectic Al–Si Based Alloys during Hot Compression. J. Alloys Compd. 2021, 856, 158072. [Google Scholar] [CrossRef]
- Liu, B.; Huang, W.; Wang, H.; Wang, M.; Li, X. Compressive Behavior of High Particle Content B4C/Al Composite at Elevated Temperature. Trans. Nonferrous Met. Soc. China 2013, 23, 2826–2832. [Google Scholar] [CrossRef]
- Graf, M.; Pippig, R.; Lehnert, T.; Jedynak, A.; Härtel, S. Aluminium-Matrix-Composites (AMC) for Hot Forged Components. In Proceedings of the 14th International Conference on the Technology of Plasticity—Current Trends in the Technology of Plasticity; Mocellin, K., Bouchard, P.-O., Bigot, R., Balan, T., Eds.; Springer Nature Switzerland: Cham, Switzerland, 2024; pp. 36–47. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fraction | I | II | III | IV | V | VI | VII |
|---|---|---|---|---|---|---|---|
| from size (µm) | ≥5.0 | ≥7.5 | ≥10.0 | ≥12.5 | ≥15.0 | ≥17.5 | ≥20.0 |
| to size (µm) | <7.5 | <10.0 | <12.5 | <15.0 | <17.5 | <20.0 | <22.5 |
| Step | Polishing Cloth | Polishing Suspension | Contact Force | Duration |
|---|---|---|---|---|
| (1) | Struers 1, Sat | 3 µm, diamond | 5 N | 2 × 3 min |
| (2) | Struers 1, Plus | 1 µm, diamond | 5 N | 2 × 4 min |
| (3) | Struers 1, Chem | 0.06 µm, silica | 5 N | 1 × 3 min |
| (4) | Struers 1, Floc | 0.25 µm, diamond | 5 N | 4 × 5 min |
| (5) | Buehler, MasterTex | 0.06 µm, silica (diluted) | - | 1 × 45 min |
| Material | Difference to Theoretical Density (%) | Porosity (%) | ||
|---|---|---|---|---|
| as-Sintered | T6 | as-Sintered | T6 | |
| SiCp/A357 | 1.4 ± 0.0 | 2.1 ± 0.3 | 0.6 ± 0.3 | 1.6 ± 0.1 |
| A357 | 0.1 ± 0.0 1 | 2.0 ± 0.4 1 | 0.0 ± 0.0 | 0.4 ± 0.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hirsch, S.J.; Berndt, N.; Grund, T.; Lampke, T. Combined Effect of Particle Reinforcement and T6 Heat Treatment on the Compressive Deformation Behavior of an A357 Aluminum Alloy at Room Temperature and at 350 °C. Crystals 2024, 14, 317. https://doi.org/10.3390/cryst14040317
Hirsch SJ, Berndt N, Grund T, Lampke T. Combined Effect of Particle Reinforcement and T6 Heat Treatment on the Compressive Deformation Behavior of an A357 Aluminum Alloy at Room Temperature and at 350 °C. Crystals. 2024; 14(4):317. https://doi.org/10.3390/cryst14040317
Chicago/Turabian StyleHirsch, Sarah Johanna, Nadja Berndt, Thomas Grund, and Thomas Lampke. 2024. "Combined Effect of Particle Reinforcement and T6 Heat Treatment on the Compressive Deformation Behavior of an A357 Aluminum Alloy at Room Temperature and at 350 °C" Crystals 14, no. 4: 317. https://doi.org/10.3390/cryst14040317