
Study on the High-Temperature Deformation and Dynamic Recrystallization Behavior near the Interface of Stainless Steel Cladding


Abstract
:1. Introduction
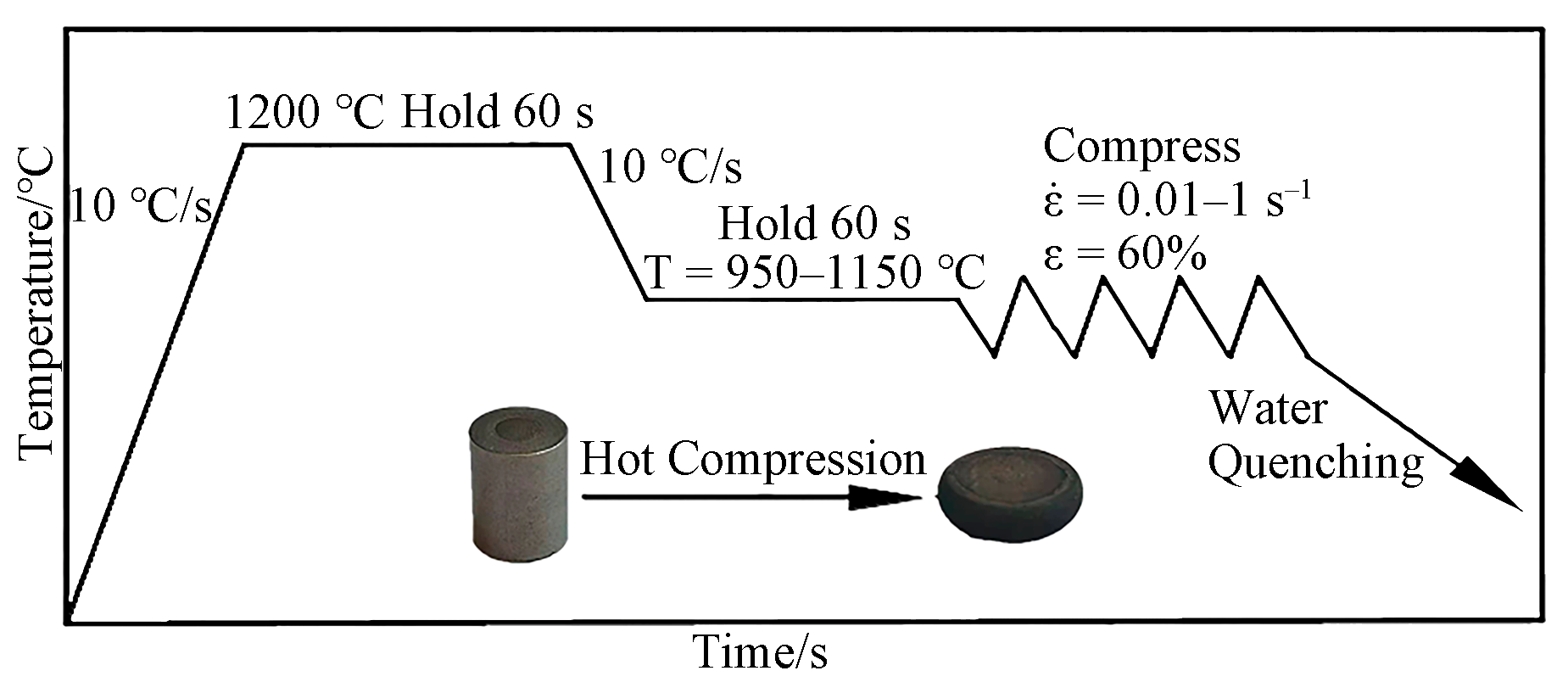
2. Materials and Experiments
3. Results and Discussion
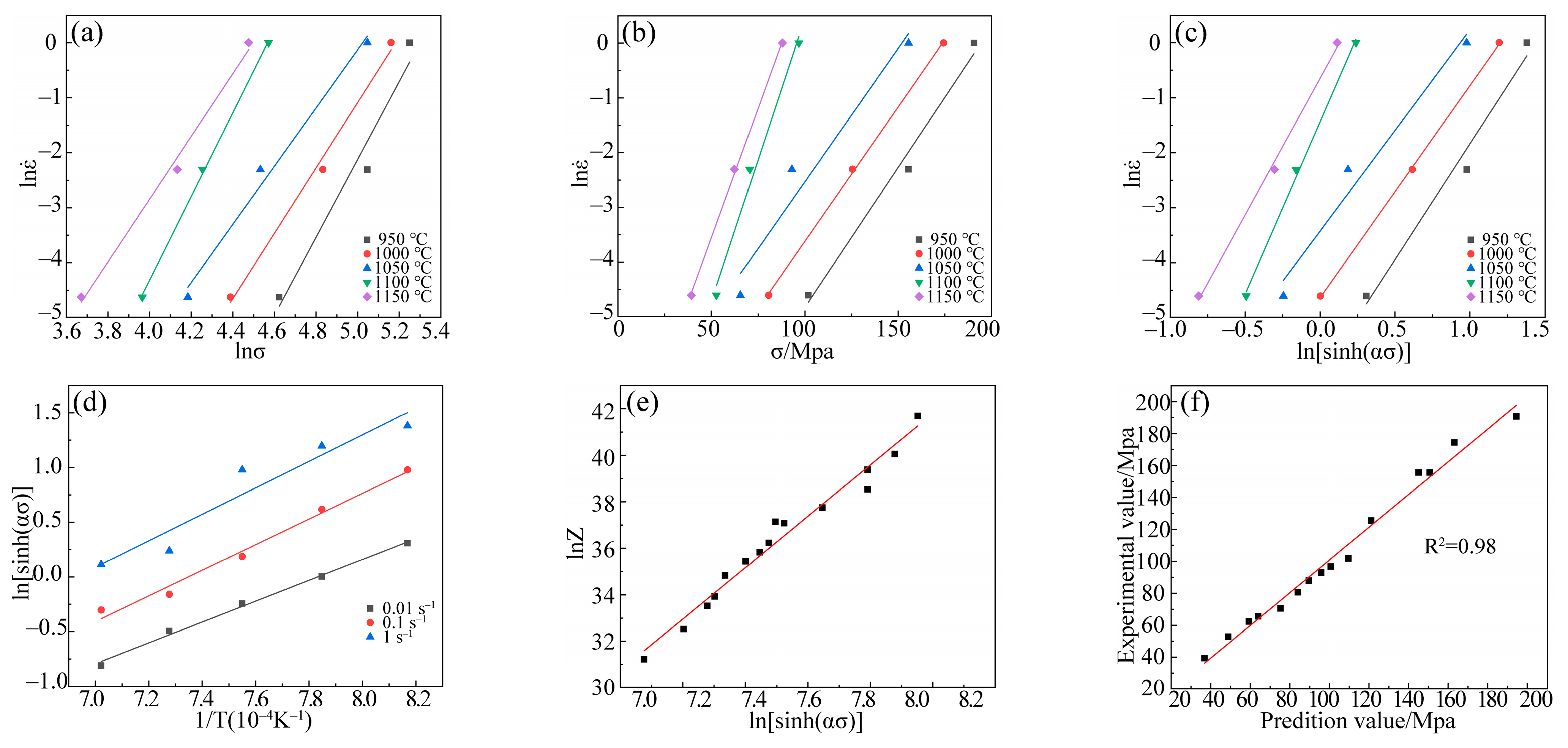
3.1. Analysis of Thermodynamic Behavior
3.2. The Establishment of Constitutive Model
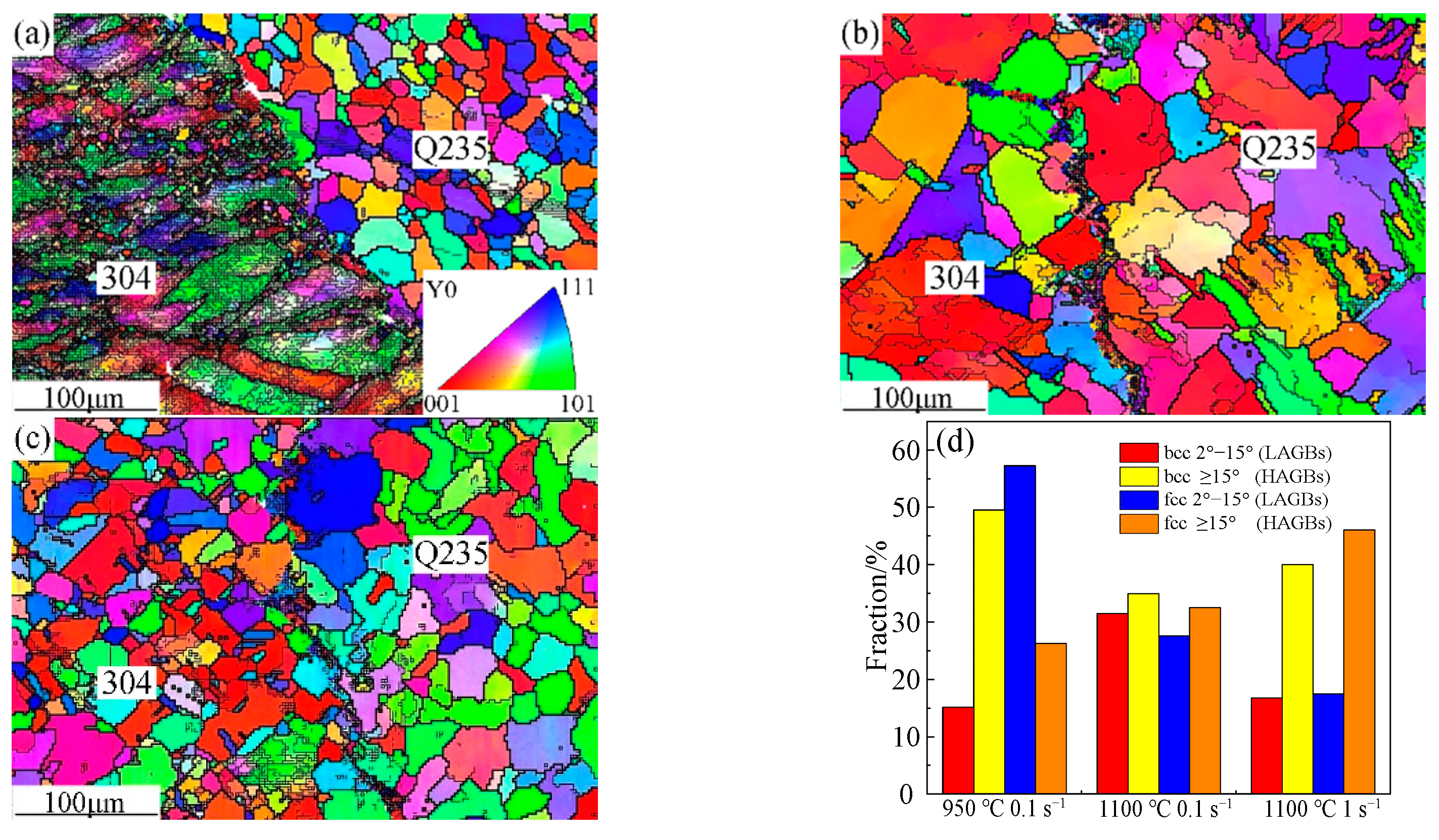
3.3. Microstructure Evolution near Interface
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mehta, P.K.; Burrows, R.W. Building durable structures in the 21st century. Indian Concr. J. 2001, 75, 437–443. [Google Scholar]
- García-Alonso, M.C.; Escudero, M.L.; Miranda, J.M.; Vega, M.I.; Capilla, F.; Correia, M.J.; Salta, M.; Bennani, A.; González, J.A. Corrosion behaviour of new stainless steels reinforcing bars embedded in concrete. Cem. Concr. Res. 2007, 37, 1463–1471. [Google Scholar] [CrossRef] [Green Version]
- Gu, X.L.; Guo, H.Y.; Zhou, B.B.; Zhang, W.P.; Jiang, C. Corrosion non-uniformity of steel bars and reliability of corroded RC beams. Eng. Struct. 2018, 167, 188–202. [Google Scholar] [CrossRef]
- Li, K.F.; Li, L. Crack-altered durability properties and performance of structural concretes. Cem. Concr. Res. 2019, 124, 105811. [Google Scholar] [CrossRef]
- Karabulut, B.; Ferraz, G.; Rossi, B. Cost assessment of high strength carbon and stainless steel. J. Environ. Manag. 2021, 277, 111460. [Google Scholar] [CrossRef]
- Sawicki, S.; Dyja, H. Theoretical and Experimental Analysis of The Bimetallic Ribbed Bars Steel-steel Resistant to Corrosion Rolling Process. Arch. Metall. Mater. 2012, 57, 61–69. [Google Scholar] [CrossRef] [Green Version]
- Ban, H.Y.; Zhu, J.C.; Shi, G.; Zhang, Y. Tests and modelling on cyclic behaviour of stainless-clad bimetallic steel. J. Constr. Steel Res. 2020, 166, 105944. [Google Scholar] [CrossRef]
- Sun, C.Y.; Li, L.; Fu, M.W.; Zhou, Q.J. Element diffusion model of bimetallic hot deformation in metallurgical bonding process. Mater. Des. 2016, 94, 433–443. [Google Scholar] [CrossRef]
- Mudhaffar, M.A.; Saleh, N.A.; Aassy, A. influence of hot clad rolling process parameters on life cycle of reinforced bar of stainless steel carbon steel bars. Procedia Manuf. 2017, 8, 353–360. [Google Scholar] [CrossRef]
- Wang, S.; Liu, B.X.; Chen, C.X.; Feng, J.H.; Yin, F.X. Microstructure, Mechanical Properties and Interface Bonding Mechanism of Hot-rolled Stainless Steel Clad Plates at Different Rolling Reduction Ratios. J. Alloys Compd. 2018, 766, 517–526. [Google Scholar] [CrossRef]
- Ban, H.Y.; Bai, R.S.; Yang, L.; Bai, Y. Mechanical properties of stainless-clad bimetallic steel at elevated temperatures. J. Constr. Steel Res. 2019, 162, 105704. [Google Scholar] [CrossRef]
- Tsuchida, N.; Harjo, S.; Ohnuki, T.; Tomota, Y. TI Stress-strain curves of steels. Tetsu-to-Hagane 2014, 100, 1191–1206. [Google Scholar] [CrossRef] [Green Version]
- Peng, J.L.; Du, T.; Zhao, T.S.; Song, X.Q.; Tang, J.J. Stress-strain relationship model of recycled concrete based on strength and replacement rate of recycled coarse aggregate. J. Mater. Civ. Eng. 2019, 31, 04019189. [Google Scholar] [CrossRef]
- Sun, C.C.; Liu, K.; Wang, Z.H.; Li, S.B.; Du, X.; Du, W.B. Hot deformation behaviors and processing maps of Mg-Zn-Er alloys based on Gleeble-1500 hot compression simulation. Trans. Nonferrous Met. Soc. China 2016, 26, 3123–3134. [Google Scholar] [CrossRef]
- Zhou, H.T.; Kong, F.T.; Wang, X.P.; Chen, Y.Y. Hot deformation behavior and microstructural evolution of As-forged Ti-44Al-8Nb-(W, B, Y) alloy with nearly lamellar microstructure. Intermetallics 2017, 81, 62–72. [Google Scholar] [CrossRef]
- Slooff, F.A.; Zhou, J.; Duszczyk, J.; Katgerman, L. Constitutive analysis of wrought magnesium alloy Mg-Al4-Zn1. Scrip. Mater. 2007, 57, 759–762. [Google Scholar] [CrossRef]
- Li, L.; Zhou, J.; Duszczyk, J. Determination of a constitutive relationship for AZ31B magnesium alloy and validation through comparison between simulated and real extrusion. J. Mater. Process. Technol. 2006, 172, 372–380. [Google Scholar] [CrossRef]
- Sellars, C.M.; McTegart, W.J. On the mechanism of hot deformation. Acta Metall. 1966, 14, 1136–1138. [Google Scholar] [CrossRef]
- Zener, C.; Hollomon, J.H. Effect of strain-rate upon the plastic flow of steel. J. Appl. Phys. 1944, 15, 22–32. [Google Scholar] [CrossRef]
- Dehghan-Manshadi, A.; Barnett, M.R.; Hodgson, P.D. Recrystallization in AISI 304 Austenitic Stainless Steel during and after hot deformation. Mater. Sci. Eng. 2008, 485A, 664. [Google Scholar] [CrossRef]
- Wang, S.; Zhang, M.X.; Wu, H.C.; Yang, B. Study on the dynamic recrystallization model and mechanism of nuclear grade 316LN austenitic stainless steel. Mater. Charact. 2016, 118, 92–101. [Google Scholar] [CrossRef]
- Humphreys, F.J. Grain and subgrain characterisation by electron backscatter diffraction. J. Mater. Sci. 2001, 36, 3833–3854. [Google Scholar] [CrossRef]
- Naghizadeh, M.; Mirzadeh, H. Effects of Grain Size on Mechanical Properties and Work-Hardening Behavior of AISI 304 Austenitic Stainless Steel. Steel Res. Intern. 2019, 90, 1900153. [Google Scholar] [CrossRef]
- Canadinc, D.; Biyikli, E.; Niendorf, T.; Maier, H.J. Experimental and numerical investigation of the role of grain boundary misorientation angle on the dislocation-grain boundary interactions. Adv. Eng. Mater. 2011, 13, 281–287. [Google Scholar] [CrossRef]
- Lambert-Perlade, A.; Gourgues, A.F.; Pineau, A. Austenite to bainite phase transformation in the heat-affected zone of a high strength low alloy steel. Acta Mater. 2004, 52, 2337–2348. [Google Scholar] [CrossRef]
- Liu, Z.G.; Li, P.J.; Geng, L.L.; Liu, T.Y.; Gao, H.T. Microstructure and texture evolution of TA32 titanium alloy during superplastic deformation. Mater. Sci. Eng. A 2017, 699, 71–88. [Google Scholar] [CrossRef]
- Zhao, H.T.; Palmiere, E.J. Influence of cooling rate on the grain-refining effect of austenite deformation in a HSLA steel. Mater. Charact. 2019, 158, 109990. [Google Scholar] [CrossRef]
- Cui, Z.Q.; Qin, Y.C. Metallography and Heat Treatment; Machinery Industry Press: Harbin, China, 2008; pp. 136–182. [Google Scholar]
- Wang, S.; Zhao, G.H.; Li, Y.G.; Li, J.; Song, Y.H. Effect of different reduction rates on the near-interfacial structure of pressed 304/Q235 composite plate. Mater. Res. Express 2020, 7, 066531. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Cr | Ni | C | Mn | Fe |
|---|---|---|---|---|---|
| 304 | 18–20 | 8–11 | ≤0.08 | ≤2 | Balance |
| Q235 | – | - | 0.1–0.22 | 0.30–0.65 | Balance |
| α | n | β | n2 | A | Q (KJ/mol) |
|---|---|---|---|---|---|
| 0.0109 | 4.5929 | 0.0693 | 4.4173 | 1.8759 × 1015 | 454.2321 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shuai, M.; Chang, B.; Zhang, M.; Chu, Z.; Li, H.; Li, L.; Zhou, L. Study on the High-Temperature Deformation and Dynamic Recrystallization Behavior near the Interface of Stainless Steel Cladding. Crystals 2022, 12, 81. https://doi.org/10.3390/cryst12010081
Shuai M, Chang B, Zhang M, Chu Z, Li H, Li L, Zhou L. Study on the High-Temperature Deformation and Dynamic Recrystallization Behavior near the Interface of Stainless Steel Cladding. Crystals. 2022; 12(1):81. https://doi.org/10.3390/cryst12010081
Chicago/Turabian StyleShuai, Meirong, Binbin Chang, Min Zhang, Zhibing Chu, Haibin Li, Liang Li, and Lu Zhou. 2022. "Study on the High-Temperature Deformation and Dynamic Recrystallization Behavior near the Interface of Stainless Steel Cladding" Crystals 12, no. 1: 81. https://doi.org/10.3390/cryst12010081