
Research Progress in Fuel Oil Production by Catalytic Pyrolysis Technologies of Waste Plastics

1
Institute of Catalysis for Energy and Environment, College of Chemistry and Chemical Engineering, Shenyang Normal University, Shenyang 110034, China
2
State Key Laboratory of Heavy Oil Processing, China University of Petroleum, Beijing 102249, China
*
Authors to whom correspondence should be addressed.
Catalysts 2024, 14(3), 212; https://doi.org/10.3390/catal14030212
Submission received: 6 March 2024
/
Revised: 18 March 2024
/
Accepted: 19 March 2024
/
Published: 21 March 2024
(This article belongs to the Special Issue Surface Microstructure Design for Advanced Catalysts)
Abstract
:Improper disposal of waste plastic has caused serious ecological and environmental pollution problems. Transforming plastics into high value-added chemicals can not only achieve efficient recycling of waste plastics, but is also an effective way to control white pollution. The catalyst selectively breaks the C–C bond of polyolefin plastic under heat treatment and converts it into liquid fuel, thus realizing sustainable recycling of plastics and has a good development prospect. This review provides a detailed overview of the current development of catalytic pyrolysis, catalytic hydrolysis, solvent decomposition, and supercritical hydrothermal liquefaction for cracking plastics to make fuel oil. The reaction mechanism, influencing factors, and promoting effects of catalysts in various degradation technologies are analyzed and summarized, and the latest proposed tandem reaction for degrading plastics is briefly introduced. Finally, some optimization paths of waste plastic pyrolysis to fuel oil technology are proposed: synergies between mixed raw materials, in-depth exploration of catalysts, design and manufacture of reactors that match the pyrolysis technology. All these are important research directions for promoting the industrialization of plastic pyrolysis to fuel oil.
1. Introduction
Plastics plays an important role in food packaging, transportation, and storage, as well as for ensuring the safety of medical equipment. The most plastics are intended to be used only once, statistics indicate that global plastic production reached 360 million tons in 2018 [1]. Currently, the estimate for the total global generation of plastic waste is approximately 400 million tons per year [2]. Worldwide plastic production is estimated to be around 1.1 billion tons by 2050. The Environmental Protection Agency reported that out of tons of plastic waste generated, only 7% is recycled annually. The records demonstrated that only 8% of the plastic is incinerated, and the remaining is landfilled [3]. The discarded plastics pose a serious threat to the environment and human health. Additionally, the plastics that are buried in the ground or ends up in the ocean place a substantial strain on the natural ecosystems. Natural deterioration alone is not sufficient to resolve the issue, hence waste plastic treatment and reuse are imminent.
There are four recycling methods for waste plastics: primary recycling (closed-loop recycling), secondary recycling (mechanical recycling), tertiary recycling (chemical recycling), and quaternary recycling (energy recovery) [4]. Closed-loop recycling refers to the process of directly reusing uncontaminated plastic to create new products. However, this method has a strict quality standards on waste plastics, resulting in prohibitive categorization costs. Mechanical recycling involves cleaning, crushing, granulating, modifying, and regenerating discarded polymers. This method is constrained by pollutant separation technology, and it has a narrow scope in waste plastics that may be utilized. The repeated recycling process will diminish the physical characteristics and reduce the feasibility. Chemical recycling converts polymers into valuable compounds. For example, pyrolysis plastics make fuel oil; catalytic gasification of polypropylene to produce hydrogen [5]; hydrogen and carbon nanomaterials were prepared from waste plastics [6]; polyethylene terephthalate (PET) is converted into terephthalic acid (TPA) monomer for further recycling to make plastics [7]. Energy recycling is the incineration of waste plastics, which generates heat but also emits a large amount of toxic gas. Considering the cost of recovery, practical implementation, and ecological compatibility, closed-loop, mechanical, and energy recovery are not appropriate solutions for addressing plastic pollution issues.
Plastic is composed of hydrocarbon elements. Chemical recycling is a strategy to maximize the benefits of its carbon resources, which can obtain value-added products. Researchers have consistently focused on studying and optimizing chemical recycling technology to efficiently convert wastes plastic. Utilizing electric, bioenergy [8,9], light [10,11], or microwave energy [12,13] is a novel approach to chemical recovery, but their energy sources and practical applications need to be further studied. Although plastics pyrolysis need to optimize the whole value chain from waste to products, the efficiency of collection, monitoring, and sorting to produce more suitable feeds to target products needs to be improved and have clear legislation [14]. Thermal cracking has been acknowledged and implemented as a widely developed and established degradation technology.
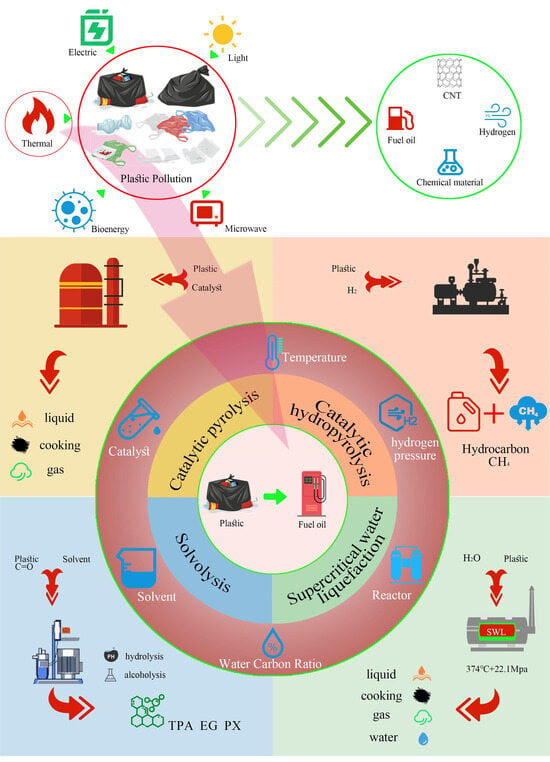
The thermal cracking of plastic mainly includes catalytic pyrolysis, catalytic hydropyrolysis, solvolysis, supercritical water liquefaction, and so on. The challenge about this recycling method is the limited thermal conductivity of plastics, the presence of harmful compounds such as halogen flame retardants and stabilizers within the polymers, and the presence of highly viscous molten liquid products during the reaction will impact the reaction process. Pyrolysis is the earliest proposed recovery technology, which has strict reaction conditions, low product selectivity, and instability. Catalytic cracking is the most extensively researched technique at the moment. Adding catalyst in the thermal cracking process reduces the temperature and reaction time required for the reaction. Two potential recovery methods that have been optimized based on thermal cracking are hydropyrolysis and supercritical water liquefaction. The most common types of plastics include polyethylene (PE), polypropylene (PP), polyvinyl chloride (PVC), polystyrene (PS), which has both C–C bonds and C–H bonds, and terephthalate (PET), polycarbonate (PC) containing C–O bonds, and polyamide (PA) and polyurethane (PU) with C–N bonds. Both the degradation conditions in the degradation process and the products are specific to the different plastics. The pyrolysis and liquefaction of polyethylene and polypropylene produced mainly an oil product and a gas composed largely of methane, ethane, propane, and butane. Polyvinyl chloride produced significant concentrations of hydrogen chloride gas and mostly a solid residue. Pyrolysis and liquefaction of polyethylene terephthalate produced mainly carbon dioxide and carbon monoxide and mostly a solid residue [15]. Most cracking methods are suitable for polyolefin, but the pyrolysis method has limitations when it comes to PET, PC, and so on. Solvolysis is a preferable method for oxygen-containing polymers. This paper will provide a detailed introduction to four degradation techniques and their respective progress and make a brief discussion of the current industrialization level and several optimization paths of degradation procedures. This serves as a reference for the development of waste plastic pyrolysis to fuel oil.
2. Plastic Pyrolysis Method for Oil Production
2.1. Thermal Pyrolysis
The C–C bond cleavage of polymer requires an enormous quantity of energy. Pyrolysis, catalytic pyrolysis, and catalytic reforming which all require high temperature to produce high calorific value gas, liquid hydrocarbons, and solid carbon. The gas primarily consists of light olefins, which can release energy by combusting. The liquid is hydrocarbon with a carbon number more than C5, which can be transformed into fuel. Solid carbon occurs as a result of the secondary reaction of aromatic compounds in the reactor, which is caused by limitations in heat transport and uneven contact.
2.1.1. Pyrolysis
Pyrolysis is at high temperatures (400–800 °C) in an oxygen-free or hypoxic atmosphere, and causes the polymer’s C–C bond cleavage to short-chain molecules of various carbon numbers and boiling points. The degradation mechanism of the pyrolysis mostly involves the free radical route and random scission, it is also accompanied by isomerization and aromatization. The products are wax, light olefins, and light aromatic [16]. In the pyrolysis of polyethylene, Zhao et al. found that the product of ethylene and propylene increased significantly when the temperature rose from 650 °C to 700 °C, indicated that the C2–C3 free radical generation by β band cleavage was higher than the C2–C3 free radical generation by hydrogen capture through its own chain or adjacent molecules [17]. It showed that in addition to the free radical mechanism, pyrolysis is also accompanied by hydrogen transfer and β bond cleavage reactions under high temperature conditions.
The reaction is primarily influenced by temperature and residence time. High temperatures promote complete degradation of plastics, resulting in lighter hydrocarbon. Similarly, raising the residence time also promotes full cracking of plastics. Wong et al. obtained conversation of 71% at 400 °C in the pyrolysis of Low-Density Polyethylene (LDPE), with this yield being drastically rise to 93% when temperature was increased to 500 °C [18]. In the experiment, Elordi, G et al. [19] raised the temperature from 650 °C to 780 °C, resulting in a drop in the yield of hydrocarbon product C19+ from 59.1% to 0%. At a temperature of 650 °C, increasing the residence time from 0.8 s to 1.5 s results in a 17.8% decrease in the yield of C19+ hydrocarbon products and an 11.2% rise in the yield of gas [19]. The aromatics are the products of the highly active olefin produced by the Diels Alder condensation reaction, high reaction temperature will result in secondary reaction of aromatics to form char, excessive cracking will increase gas and educe the production of liquid hydrocarbons. Calero et al. [20] Obtains an optimum value maximizing the oil yield at 500 °C. A raise of the temperature lightly decreased the oil production over 525 °C as observed in the case of PE, PP and PS [20]. Hence, it is imperative to prevent excessively high temperatures and prolonged residence times during the reaction, as they can result in the production of polycyclic aromatic hydrocarbons react to form coke, and the catalyst is easily deactivated. It requires additional treatment for the liquid product obtained from direct cracking to satisfy the fuel oil standard.
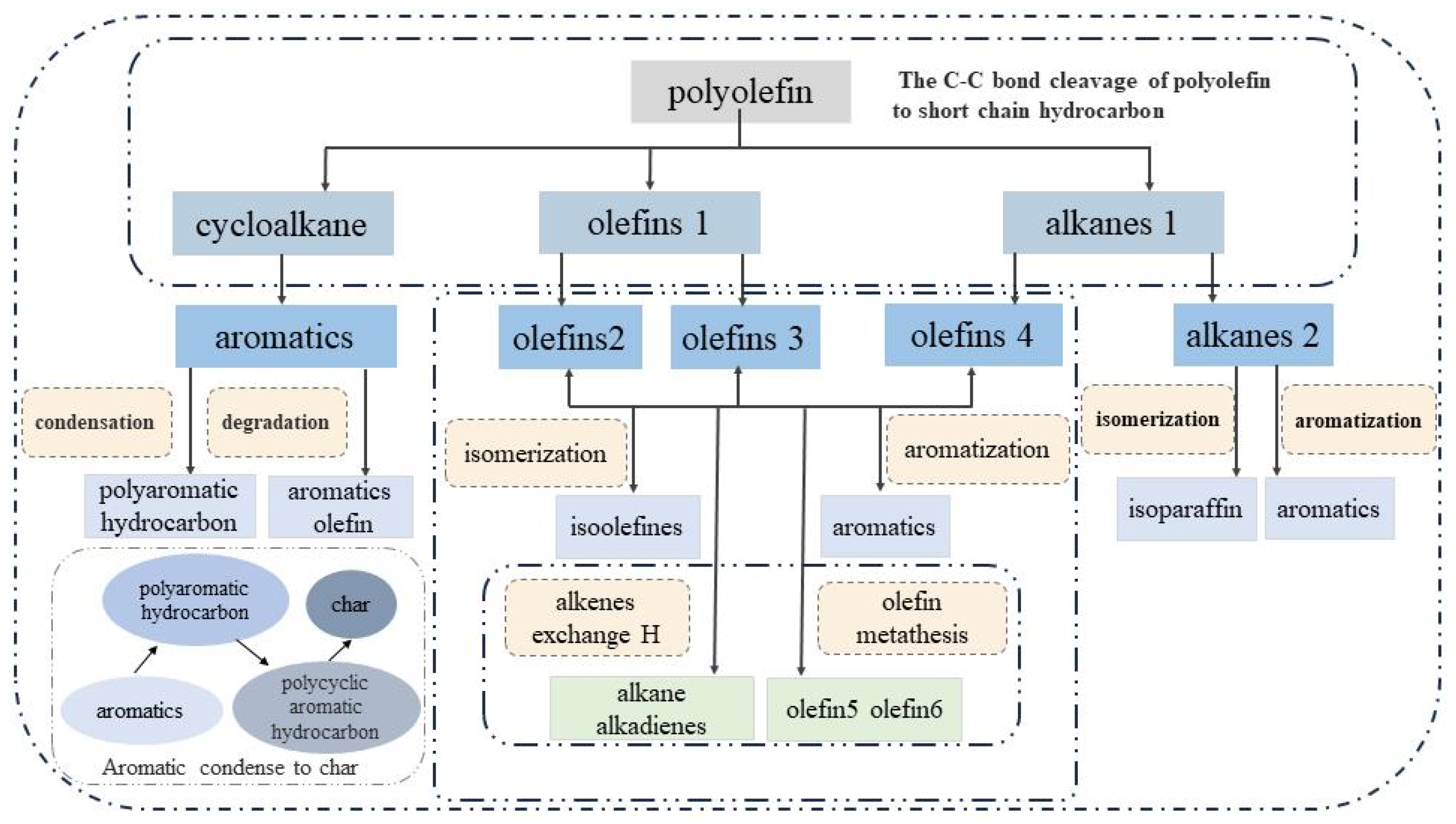
2.1.2. Catalytic Pyrolysis
The catalyst is mixed with plastic and then introduced into the thermal cracking device, which is the catalytic cracking of plastic. Researchers began developing polyolefin catalysts cracking in the 1990s, using TiCl3 to realize catalytic pyrolysis of HDPE in a high-pressure reactor, the liquid yield was 88.7% at 430 °C, which was higher than direct cracking [21]. Introducing catalyst decreases the activation energy required to cleavage the bond, accelerates the rate of the reaction, decreases the time and temperature needed for the reaction, and enhances the selectivity of gas and liquid products. Catalytic pyrolysis primarily operates through the carbocation mechanism and is accompanied by isomerization and aromatization. Figure 1 illustrates the reaction that occurs during the catalytic cracking process. Catalytic cracking makes more complex hydrocarbon mixture compared with direct cracking [17]. Catalytic cracking uses different catalysts to promote unique reactions. When Vasile et al. [22] conducted an experiment using HZSM-5 and phosphorous modified PZSM-5 molecular to catalytic pyrolysis mixed plastics, they discovered that the PZSM-5 catalyst encouraged the creation of α-alkyl substitution and condensation of aromatic hydrocarbons in the reaction. and the HZSM-5 facilitated the isomerization of aromatic hydrocarbons. Choosing the right catalyst might enhance the production of various components in the final product [22].
Molecular sieves and metal oxides are common catalysts for catalytic cracking. The activity of a molecular sieve catalyst is primarily determined by its acidity, pore structure, and specific surface area [23]. The acidity of the catalyst controls the reaction time and the range of hydrocarbon chains in the result. Artetxe et al. [24] changed the acidity of the molecular sieve by changing the SiO2/Al2O3 ratio of HZSM-5. When the HZSM-5 zeolites with a SiO2/Al2O3 ratio was reduced from 280 to 30, the catalyst acidity was enhanced, which increased the yield of light olefin in the pyrolysis products of HDPE from 35.5% to 58.0%, and the content of aromatics and benzene also increased, and calcined the catalyst to eliminate the strong acid sites (hydrothermally unstable) of the HZSM-5 zeolite by dehydroxylation. This catalyst equilibration moderates acid strength, thereby minimizing the secondary reactions of hydrogen transfer involving olefins to yield paraffins, aromatics and coke, and therefore reducing catalyst deactivation. Neves et al. [25] conducted an ion exchange approach to prepare HY and NaY molecular sieves with different degrees of acidity. They found that the acidity increases when the sodium-type Y zeolites (NaY) are transformed into proton-type zeolites Na(H)Y, and the degradation rate of HY was higher than NaY. Dwivedi et al. [26] used modified catalyst Fe-HZSM-5 to crack plastics, and the liquid yield was 20% higher than unmodified HZSM-5, which was attributed to the surface acidity of modified HZSM-5 and Fe2O3 improved the dehydrogenation activity of the catalyst and increased product yield. However, excessive acid of the catalyst may lead to increase of gas component, and the reaction cooking causes catalyst poisoning.
The pore structure of the catalyst also important for the catalytic cracking of polyolefin. Cracking occurs on the outer surface and pores of the catalyst, because polymers are too large to enter the micropores. Choi et al. [27] treated MFI zeolite with NaOH solution and generated mesoporous pores on the surface of zeolite, increasing catalytic activity by 20 times. Lee et al. [28] reported two kinds of mesoporous catalysts, AMF and DeBeta, revealed the decomposition temperatures of all plastics were decreased by the use of both catalysts. Owing to the proper pore size and high acidity of DeBeta, the catalytic pyrolysis of plastics over DeBeta produced a much larger amount of light hydrocarbons and aromatic hydrocarbons, than those over AMF. Santos et al. [29] desilicized the ZSM-5 molecular sieve to improve its mesoporous structure, so that the created intermediate molecules reach the acid site in the pore structure, and the yield of cracked plastics increased to 88%. Matching the pore structure of the catalyst with the structure of the polyolefin can also promote the cracking of the plastic. Lee et al. [30] significantly improved the degradation of HDPE after introducing mesoporous in MFI zeolite. Zhou et al. [31] conducted a study on the modified ZSM-5 molecular sieve for catalytic cracking of LDPE and PP. They discovered that the degradation activity of LDPE was better compared with that of PP. LDPE exhibited a faster degradation rate, higher conversion rate, and narrower carbon number distribution. These findings indicate the shape selectivity of the molecular sieve in catalytically degrading plastics. Increasing the surface area of catalyst can promote the reaction. Murata et al. [32] used two SiO2/Al2O3 catalysts with different specific surface areas to degrade PS, and the SiO2/Al2O3 catalyst with a larger specific surface area accelerated the reaction rate of chain end fracture. Contrary, smaller surface area had severe steric hindrance thus less facile to be accessed by PS, resulting in a decrease in liquid products of light hydrocarbons.
Metal-based catalysts are essential in the catalytic pyrolysis of some types of waste plastics. Nwankwor et al. [33] investigated the effects of titanium oxide and zeolite catalysts on pyrolysis. Both the two catalysts have a large specific surface area. while zeolite with more acid sites shows stronger catalytic cracking activity of C–C bond. The acid of metal oxide catalyst is not as good as molecular sieve, but it has the ability to resist poisoning of PVC plastic cracking. Singh et al. [34,35] utilized CoCO3 and CuCO3 as catalysts. Although the products produced by cracking waste HDPE were primarily long-chain hydrocarbons C10–C25, such as paraffin, olefin, ring, branched chain, and aromatic hydrocarbons, they demonstrated a good dechlorination impact in the degrading PVC plastics. Habyarimana et al. [36] investigated the effects of various metal oxides on product distribution by using CaCO3, MgCO3, MgO, and Al2O3 as catalysts to participate in the thermal degradation reaction of PP, it demonstrated that using CaCO3 as a catalyst could result in liquid yield of up to 90%. MgCO3 acts as a catalyst to produce solid and gas products is higher, Al2O3 has the lowest activation energy to begin cracking, but it also has the lowest yield.
Scholars have studied the effect of activated carbon for catalytic pyrolysis of plastics. It is found that activated carbon can effectively reduce the sulfur content and increase the yield of aromatics in the liquid products [37]. Although its irregular pore structure and low specific surface area make its ion adsorption performance lower than zeolite catalyst, its low cost and controllable pore structure make it a potential polyolefin cracking catalyst.
A lot of work has been done on the catalytic cracking process of waste plastics and the development of catalysts, and some outcomes have been achieved. During the cracking process of plastics, the low efficiency of mass and heat transfer in the high-viscosity melt hinders the polymer molecules to reach the catalytic site for the subsequent reaction step. This also increases the risk of catalyst deactivation. The study and development of catalysts for the process of catalytic cracking of polyolefin remains a problem. Continuing to explore how to increase the activity, stability, and economy of pyrolysis catalysts is going to remain significant on waste plastic treatment technology in future.
2.1.3. Catalytic Reforming
The products obtained by thermal cracking are widely distributed. Catalytic cracking can accelerate the reaction process and increase the yield of specific oil products. Catalytic cracking enhances the rate of the reaction and increases the production of targeted component. Catalytic reforming can obtain purified fuels. Lovas et al. [38] mixed the heavy wax obtained from the thermal cracking of HDPE and PP with vacuum gasoline (HVGO), and then catalyzed reforming in an FCC catalytic unit, which obtained the product of propylene and other components, with conversion rate 90%.
Artetxe et al. [39] stayed continuously pyrolysis catalytic conversion of HDPE in a conical jet bed reactor and a fixed bed reactor. Due to the good performance of the conical jet bed reactor, the total yield of volatile products in the first step can reach 90%, and the components mainly include C12–C20 and wax. The HZSM-5 molecular sieve catalyst was used to modify in the second stage, resulting in a significant decrease in the amount of wax. The pyrolysis catalytic activity of zeolites at temperatures is shown in Table 1. Some studies show that the first stage pyrolysis of the two-stage process will have a pre-activation function in the two-stage transformation. Park et al. [40] coupled an auger to a fluidized bed reactor for PP catalytic cracking, the olefin yield grew dramatically as the spiral reactor’s temperature increased. The authors believe that the activation in the first stage decreased the binding strength of PP molecules and promoted bond cleavage of PP polymers.
According to the national gasoline standard, the alkane content in gasoline is 60–90%, and the olefin content is 5–20%, but most of the hydrocarbon components in the fuel oil obtained from plastic thermal cracking are olefin. Consequently, the liquid oil obtained is not suitable for direct use as fuel and must undergo hydrogenation to decrease the olefin concentration. Catalytic reforming is a technique used to enhance the efficiency of converting plastics and raise the amount of alkane produced during the pyrolysis process. Rodriguez et al. [51] reported that HDPE pyrolysis oil was reformed at 500–560 °C and residence time of 6 s in a simulated riser reactor. The products obtained were mainly n-chain alkanes, iso-chain alkanes, olefins, cycloalkanes and aromatics, and the hydrocarbon components were more matched with gasoline standards [51].
2.2. Catalytic Hydropyrolysis
The oil obtained through catalytic pyrolysis is dark in color, heavy in odor, has a wide distribution of hydrocarbon products, and inevitably undergoes carbonization and cooking, which requires further purification to improve the quality of the pyrolysis fuel oil. Introducing hydrogen into catalytic cracking can reduce cooking and catalyst carbon deposition while increasing the yield and selectivity of gasoline and diesel components. In recent years, hydrocracking of plastics has gained widespread interest. Hydrocracking reacts at 200–400 °C and 15–30 MPa H2, which follows the random bond cleavage mechanism, and the free radicals generated by C–C bond cleavage are saturated with hydrogen. The distribution range of hydrocracking products is relatively narrow, consisting mostly of short-chain saturated hydrocarbons, with a tiny amount of olefins, aromatic hydrocarbons, and coke. Moreover, the addition of hydrogen has an effect on the removal of sulfur, chlorine, bromine, and other heteroatoms contained in plastics.
High temperatures and hydrogen pressures can accomplish hydrocracking, but a catalyst facilitates the reaction’s efficiency. Plastic hydrocracking catalysts usually have two functions: cracking and hydrogenation-dehydrogenation. A typical hydrocracking catalyst has an acidic support with metal impregnated over it [52]. The metal functions as hydrogenation/dehydrogenation in the hydrogenolysis reaction. Hydrogenating olefinic intermediates that have been released from the acid sites and dehydrogenating saturated reactant molecules into olefins. The acidic support is responsible for the cracking and isomerization reaction. In the process of carbon–carbon bond cleavage and rearrangement, the heat release of hydrogenation and heat absorption of cracking are the key factors for the mild reaction conditions of hydrocracking. The metal catalyst hydrogenates the intermediates and prevents catalyst coking, and the carrier has an effect on the product comparable to catalytic cracking.
Lee et al. [53] plotted the different catalysts in a coordinate system, with the horizontal and vertical coordinates indicating the activity of the acid sites and metal sites. As illustrated in Figure 2, comparing the activity of different catalysts can quickly estimate the product distribution of depolymerization. The figure clearly demonstrates that Ru-based metal catalysts have much higher hydrogenolysis activity compared with other metal-based catalysts. Kots et al. [54] reported the conversion of PP waste plastics to lubricating oils using a Ru/TiO2 catalyst at a low temperature of 250 °C under moderate H2 pressure with yields up to 80%. Ru catalysts have significant hydrolytic activity on carbon–carbon bonds. Significant yields of C1–C4 hydrocarbon gases were produced with Ru catalysts loaded on various carriers for PP cracking tests. Ru/C > Ru/CeO2 > Ru/SiO2 > Ru/Al2O3 produced the highest methane yield, which reached 83%. Further investigations tuned the catalyst’s electronic properties while holding the Ru particle size and physical characteristics constant by modifying the synthesis using ammonia. Ammonia dehydroxylates the TiO2 surface, reducing the density of Ti–OH groups. This, in turn, increases the Lewis acid strength of Ti4+ sites. For the NH3 treated sample, spillover reduces TiO2 more extensively and forms delocalized ē in the titania conduction band in addition to the shallow traps. Ru particles bind more hydrogen, not only covalently but also through weak interactions involving Ru conduction electrons. This accelerates the rate of hydrogenolysis and consequently leads to a higher gas output when there is a significant amount of hydrogen [55]. Subsequently, Rorrer et al. [56] reported a Ru/C catalyst for hydrocracking of polyethylene at low temperature of 200 °C and 20 bar H2. At a reaction time of 16 h, the product is mostly gas up to 55%, and the remaining 45% is composed of liquid n-alkanes.
Hydrocracking also makes extensive use of metal Pt in addition to Ru-based catalysts. Celik et al. [57] developed a Pt/SrTiO3 nano cube catalyst with supported Pt nanoparticles to catalyze polyethylene. They observed that Pt exhibits excellent adsorption capability for polyethylene, and Pt/SrTiO3 selectively binds to longer hydrocarbon chains at the catalytic sites of Pt for hydrolysis reaction. The process converted polyethylene into lubricants and waxes at 1.17 MPa H2 and 300 °C for 96 h. A Pt-loaded ordered mesoporous SiO2 catalyst that packs Pt nanoparticles as active sites at the bottom of a SiO2 mesoporous shell layer was described by Tennakoon et al. [58]. Mesoporous SiO2 can cause polyethylene chains to adopt a lengthy sawtooth structure, making it challenging for the long chains to leave until they connect with the Pt active site at the bottom of the pore and the large molecules are cut into micromolecules. The cracking process is shown in Figure 3. mSiO2/Pt/SiO2, compared with Pt/SiO2, can decompose polyethylene into small molecular alkanes with a concentrated carbon number distribution at 300 °C for 24 h and 1.72 MPa H2 pressure condition. This regular-spaced and selective cleavage from the end produces a controlled product distribution, which points to a solution to the problem of macromolecules’ limited access to the microporous structure and catalyst deactivation due to pore plugging.
Metal-loaded zeolites are also used as catalysts for hydrocracking. It facilitates the production of an isomerization reaction, hence improving the octane number of the gasoline. Table 2 compares the performance of molecular sieves’ load with different metals for the hydrocracking of plastics. Bin Jumah et al. [59] used PT-impregnated USY and beta zeolites to hydrocrack LDPE and squalane. Because the pore shape and the catalyst’s proper acidity, it provides good selectivity for C4–C6 alkane isomers. Liu et al. [60] compared HY-zeolite cracking plastics with Pt-loaded WO3/ZrO3 and HY-shared hydrogenated cracking plastics. The conversion rate of Pt-loaded WO3/ZrO3 and HY can reach 93% in 2 h, predominantly yielding light olefins. A synergistic catalytic effect occurs when a metal-supported catalyst and zeolite work together. Furthermore, the acidity of HY in catalysis significantly influences the efficacy and selectivity of the reaction. Decreasing the acidity leads to reducing light olefins and alkanes in the liquid product.
Catalytic hydrocracking is typically performed in a fixed-bed reactor. The process is influenced by temperature, hydrogen pressure, and reaction time. Rising the reaction temperature tends to increase the conversion rate of plastics. The temperature range for plastic hydrocracking generally does not exceed 400 °C, excessive temperatures can result in increased gas and coke. The H2 pressure must be controlled within the appropriate range during the reaction, as hydrogen pressure has an impact on product selectivity. Increasing the hydrogen pressure leads to increasing in the light hydrocarbons. This suggests that the pressure increase facilitates hydrogen blended in molten polymer and rearranged the alkanes to get short chain hydrocarbons. Growing up for applications in industry is hindered by the extreme pressure conditions, which must reach tens of Bar for the hydrocracking reaction to take place. Hydrogen is very expensive as a non-renewable fossil fuel resource. High hydrogen pressure also necessitates increased hydrogen consumption, which raises the cost of this method and poses a significant obstacle to the hydrocracking of polymers.
2.3. Solvolysis
Solvolysis is extensively employed for the degradation of oxygenated plastics. This approach breakdown the plastics into individual monomers through nucleophilic assault on the C=O link. Furthermore, studies have demonstrated that solvents can serve as hydrogen during the breakdown of polymers, and may also serve as a uniform medium for heat transfer in the pyrolysis process [4].
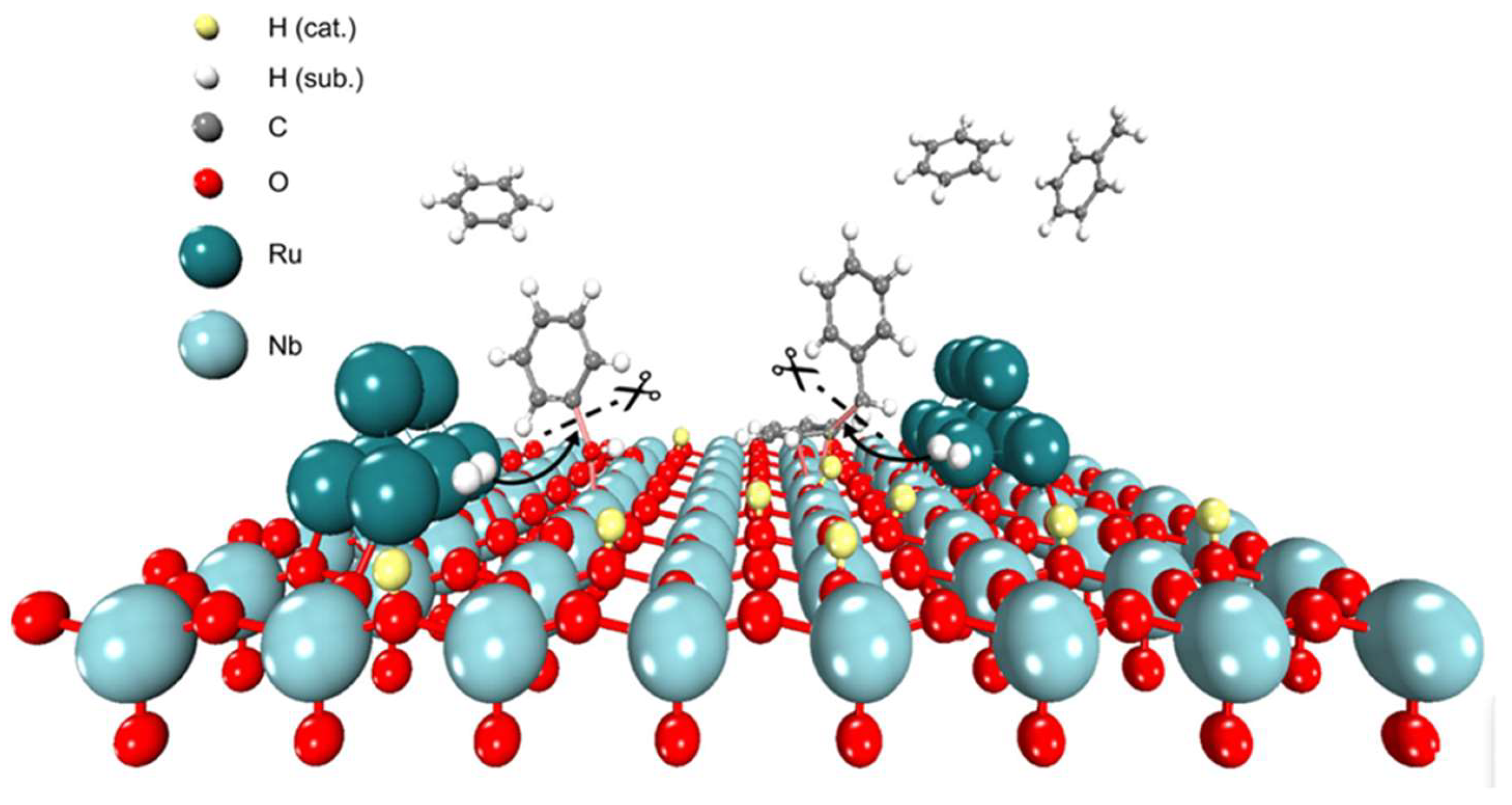
Solvolysis often involves hydrolysis and alcoholysis. Hydrolysis can be categorized as acidic hydrolysis, neutral hydrolysis, and alkaline hydrolysis based on the acidity level of the aqueous solution. PET plastic may be broken down into high purity terephthalic acid (TPA) and ethylene glycol (EG) in tests by hydrolyzing ester groups at 200–300 °C and 1–4 MPa [64]. Solvent hydrolysis of PET also requires metal centers with high hydrogenation properties and acidic carriers with strong C–O and C–C bond activation capabilities. Both Jing and Lu reported the hydrolysis of PET with Ru/Nb2O5 catalyst. Jing Y et al. [65] used Ru/Nb2O5 catalysts for the degradation of PET. The major Ru species on Nb2O5 are those with low coordination numbers (C.N. = 5~6), and the small Ru clusters restrain the co-adsorption of H2 and aromatic rings due to the increased barrier for aromatic ring adsorption on metal clusters compared to flat surfaces. Meanwhile, the adsorption of H2 is less affected by the particle size effect, and therefore Ru sub-nano particles maintain sufficient capability of H2 dissociation to assist C–O/C–C cleavage. The cooperative effects of different components of catalyst are highlighted in Figure 4. The carrier of Nb2O5 has a low coordination number of sub-nanoparticles, which prevents the benzene ring from hydrogenating. The poor performance of the Pd and Pt catalysts is due to the rapid hydrogenation of the aryl ring, resulting in a stronger chemical bond in C–O, which makes the monomer yields of both Pd/Nb2O5 and Pt/Nb2O5 in the process lower than Ru/Nb2O5 [65]. Lu et al. [66] also believe that decarboxylation and hydrolysis are the decisive steps for the conversion of PET to BTX. In the experiment, it was found that the use of Ru/Nb2O5, which is conducive to hydrolysis, can obtain better depolymerization than that of Ru/NiAl2O4, which tend to decarboxylate. Kang et al. [67] conducted a study where he used modified ZSM-5 to hydrolyze PET into aromatic hydrocarbons. He found that the quantity of B acid sites and the acidity level of ZSM-5 are crucial factors in the breakdown of PET in water-based solvents. Water and hydrogen ions cause the carbonyl group of PET to be transformed into a hydroxyl group when B acid is present. This transformation reduces the thermodynamic activation energy and facilitates the hydrolysis process of esters.
Alcoholysis is generally a transesterification reaction carried out under the condition of organometallic catalyst. The solvents commonly used for alcoholysis are methanol, ethylene glycol, propylene glycol, etc. Studies on catalysts for alcoholysis have focused on alcohol dehydrogenation catalysts and hydrodeoxygenated catalysts. Using methanol as a solvent and hydrogen source, Gao et al. [68] proposed a low-cost method for the one-step quantitative conversion of PET to paraxylene (PX) and EG at 210 °C with modified Cu/SiO2 catalysts. The generation of PX occurs through the tandemed methanolysis of PET and the selective hydrodeoxygenation (HDO) of DMT, and then CuNa/SiO2 catalyzed transformed the 100% yield of dimethyl terephthalate (DMT) into 93.6% PX. Tang et al. [69] divided the alcoholysis of PET into three steps, starting with the dissolution of PET and methanol at 200 °C. Subsequently, the dissolved product DMT was hydrogenated to obtain cyclohexane-1,4-dicarboxylic acid diol ester (DMCD) under the action of Pt/C as a catalyst and 5 MPa H2. Finally, the final product was obtained with hydrogen deoxygenation (HDO) catalyzed by DMCD under solvent-free conditions with Ru-Cu/SiO2. The mechanism of three-step alcoholysis is similar to the one-step reaction. Although the process is cumbersome, it obtained a large proportion of C7–C8 cycloalkanes and aromas that can be used as gasoline or additives to improve the densities and sealabilities of current bio-jet fuels.
The utilization of solvent decomposition techniques incurs higher costs, mostly attributable to their longer reaction times and the constraints faced with catalysts based on precious metals. In order to achieve widespread use, it is imperative to discover a more cost-effective catalysts. Additionally, the decomposition of solvents poses a significant obstacle for particular kinds of plastics. It is crucial to conduct screening for inexpensive solvents that have the ability to dissolve various polymers while also eliminating colorants and other additives.
2.4. Supercritical Water Liquefaction
Supercritical fluid means the state of a substance when it is under conditions that exceed both its critical pressure and critical temperature. Supercritical fluids exhibit characteristics that both gases and liquids, such as dielectric constants, ionic strengths, and material densities, use to undergo fast changes. It displays increases in solubility, molecular diffusion capacity, viscosity, and other molecular properties, resulting in a significant enhancement of heat and mass transfer efficiency in chemical reactions.
When plastics are dissolved in solvents for pyrolysis, the efficiency of solvent dissolution is enhanced when the system is in a supercritical state. This leads to a decrease in the reaction time and reaction temperature, and increases the conversion rate of waste plastics pyrolysis [70]. In the early stages of researching supercritical liquefaction of plastics, scientists utilized solvents like methanol and ethanol to breakdown plastics such as PET and PC into chemical monomers [71]. Recently, it has been shown that degradation of PS in a mixture of supercritical water and CO2 yields the products hydrogen, methane, and carbon dioxide [72]. Achieving a supercritical state is the main goal of the supercritical water thermal liquefaction process, and water as a solvent is an ideal plastic cycle path. The development of supercritical water technology stemmed from disposing sewage treatment requirements, and now its application has expanded to fossil fuels as well. Because supercritical water has the common characteristics of gases and liquids, it can provide a homogeneous reaction medium and high reaction rate for the decomposition of hydrocarbons. Supercritical water is also suitable for free radical reaction, which can effectively inhibit the condensation reaction and coking reaction in the experiment of plastic oil production to prevent excessive by-products, and finally obtain efficient and clean fuel.
There are two methods for breakdown waste plastics in supercritical water. One is to convert plastic water into gas fuel, primarily consisting of hydrogen and methane gas [73,74], and the other is to liquify plastic water into liquid fuel, specifically short-chain hydrocarbons. The hydrothermal liquefaction degradation process includes reactions, such as depolymerization, gasification, aromatization, and others. The difference in reaction conditions between the two techniques refers to temperature and pressure, with hydrothermal gasification requiring a higher experimental temperature.
The hydrothermal liquefaction degradation process includes reactions, such as depolymerization, gasification, aromatization, and others. The difference in reaction conditions between the two techniques refers to temperature and pressure, with hydrothermal gasification requiring a higher experimental temperature [75]. Onwudili et al. [76] employed RuO2/Al2O3 as a catalyst for supercritical hydrothermal gasification of plastics under conditions of 45 MPa, 450 °C, and 1 h. The plastic achieved a carbon gasification efficiency of 95%, while the hydrogen gasification efficiency surpassed 100%, suggesting that water contributed hydrogen during the experiment. Simultaneously, the generation of carbon monoxide (CO) and carbon dioxide (CO2) in the oxygen-free low-density polyethylene (LDPE) also confirmed the participation of water in the reaction. When Chen et al. [77] reacted it in supercritical water at 425 °C for 2–4 h, PP was converted into oil up to 91%, and therefore Chen et al. [77] proposed that supercritical water serves as both an efficient reaction media and a catalyst.
The supercritical water liquefaction is applicable to a wide range of polymers, including PP and PE. And high-density plastics which are not suitable for pyrolysis, such as PC and PET can be decomposed into useable monomers and high-value compounds. Xu et al. [78] conducted comparative experiments on supercritical hydrothermal liquefaction products of different kinds of plastics. Generally, the calorific value of oil produced by oxygenated plastics is low. PC can produce the oil production rate of 50% under mild conditions.
The ability of supercritical hydrothermal liquefaction is influenced by several parameters, with temperature, residence time, and water–carbon ratio. Higher temperatures promote the gasification rather than liquefaction in the reaction. Consequently, a greater amount of gas is obtained when the temperature is high [62]. The isomerization of PP and PS and the dehydration reaction of PET and PC were promoted by increasing the temperature in the supercritical water plastic degradation experiment [79]. Residence time refers to the time elapsed after the reactor temperature reaches a set temperature. With prolonging reaction time, the yield of gases and solids will increase [80]. The composition and product yield are both impacted by the water–carbon ratio, while the gasoline distillate production will decline as the water/PE ratio increases. On the contrary, the water/PE ratio increase will result in an increase in diesel and heavy oil distillate production. Bai, B. Suggested that surpassing the hydrolysis capacity, increasing the water-carbon ratio will decrease the carbon conversion rate [81]. The findings demonstrated that an appropriate water–carbon ratio could enhance the efficiency of plastic liquefaction. Additionally, optimizing the amount of plastic added to match the carbon required for the reaction of H+ ions in the solution produce the most favorable outcome in terms of plastic conversion.
The concept of supercritical water convert plastics to fuel was introduced in the previous century. Many of the studies were conducted on the degradation and recycling of high-density polymers, such as PC and PET. The plastic recycling process faces significant obstacles in dealing with the mixture of plastic components which contain organic materials. The exceptional solubility of supercritical water proves advantageous in addressing this issue. Supercritical extraction shows promise in the manufacture of waste plastic oil due to its high extraction efficiency, sustainable consumption, and environmental protection advantages.
2.5. Tandem Technology of Degradation
The industrialization of plastic pyrolysis technology has consistently encountered the reaction conditions that require high temperature and high pressure. Hydropyrolysis and solvolysis lower the temperature which plastic convert into fuel oil. However, the approach is expensive. Zhang et al. [82] proposed tandem cracking-alkylation method, which degrades PE and PP plastics into C6–C10 liquid iso-alkanes at a low temperature of less than 100 °C and in a highly ionized reaction environment without adding hydrogen and solvents. Figure 5 depicts the reaction process. This reaction involves the sequential coupling of endothermic polymer cracking with exothermic alkylation. Ionic liquids containing metal salts have a polar environment, which can stabilize carbocation transition states by increasing the reactivity and standard chemical potential of non-ionic reactants and allows the degradation of waste polymers at low temperatures and a lower free energy barrier.
To broaden the scope of solvolysis applications, Jia et al. [83] reported a series alkane metathesis (CAM) method for the degradation of PE plastics with C–C bonds. The method uses light alkanes as solvent and two catalysts for the dehydrogenation of alkanes and the cross olefins metathesis in the degradation process, respectively. The reaction employs iridium complex as catalyst for alkane dehydrogenation, aiming to remove the hydrogen from PE and light alkane (petroleum ether). This process results in the formation of unsaturated molecules and Ir–H2, and the Re2O7/r-Al2O3 is employed to facilitate disruption of the olefin and the cleavage of the PE chain. Subsequently, the final olefin is hydrogenated with Ir–H2 to produce saturated alkanes. The polyolefin was completely transformed to low molecular weight oil and wax at 175 °C for 24 h. Light alkanes in this process dissolve PE as a solvent, create a diluted solution with low viscosity, and serve as a source of hydrogen for further hydrogenation. Another advantage of this strategy is that the oil and wax in the product can be controlled by the reaction time, which allows the PE to be eventually converted to short hydrocarbons.
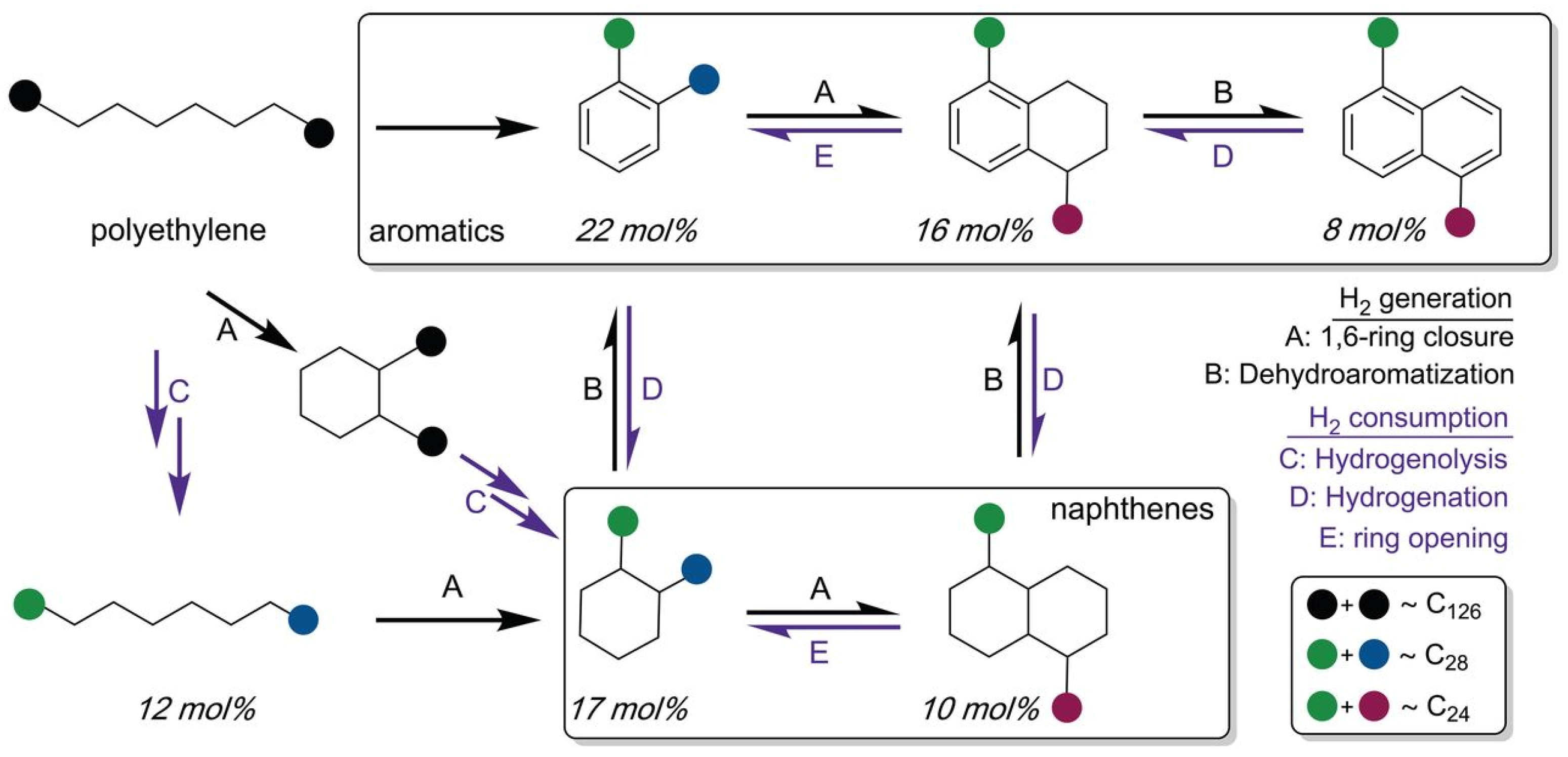
Tandem hydrogenolysis/aromatization, which is a low temperature and pressure, was proposed by Zhang et al. [84] Figure 6 illustrates the chemical pathway, and polymers degrade without solvent and hydrogen. This approach combines an exothermic hydrogenation reaction and an endothermic aromatization reaction. PE was degraded to linear alkyl aromatics mixture using Pt-supported alumina as catalyst at a low temperature of 280 °C, and the conversion rate reached 80%.
3. Optimization Paths of Technological Conditions for the Production of Fuel Oil
3.1. Co-Pyrolysis
The majority of research has concentrated on single polyolefin. Various types of plastics yield distinct pyrolysis products. Polymer electrolyte (PE) will provide secondary hydrogen, resulting in the development of cycloalkanes, straight-chain alkanes, and alkenes. The PP structure has methyl branch chains, which generate free radicals during the cracking process and contribute to a greater quantity of isomers. Pyrolyzing mixed polymers that comprise polypropylene (PP) will contribute to the production of RON in pyrolysis fuel oil. Then, when PP and LDPE are combined in the feed, their synergistic impact will strengthen the chain cleavage and hydrogen transfer reaction in the plastic cracking process. As a result, the reaction temperature decreases and the quality of the product improves [85].
In addition to co-pyrolysis between plastics, there is also a synergistic effect between plastics and other raw materials. Wang et al. [86] reported the co-feeding of biomass and plastics by supercritical water liquefaction. The results indicate that blending the ratio of lignite, wheat straw and plastic waste, liquefaction temperature, initial pressure and additives all could influence the product distributions during hydrothermal liquefaction. When the blending ratio of lignite, wheat straw, and plastic waste is 5:4:1, there exists a synergism effect for oil yield, and the oil yield and the gas yield are all the highest at this ratio. Park et al. [87] reported the thermal decomposition temperature of cork oak and waste plastic films shifted to a lower temperature than their individual catalytic fast pyrolysis reactions due to the effective interaction between the pyrolysis intermediates, and the use of HBeta having strong acidity and appropriate pore size. Sergeyev et al. [88] co-cracked PET with AR, observed an increase in the formation of light fraction. It has been shown that PET influences not only the formation of liquid and gaseous products, but also the weight quantity and structure of formed condensation products. Kasar et al. [89] reported the co-cracking of residual fuel oil (RFO) with plastic waste, and have characterized the products in liquid using nuclear magnetic resonance (1HNMR and 13C NMR), Fourier transforms infrared spectroscopy (FTIR), gel permeation chromatography (GPC), bomb calorimetry, and ultimate analyzer. The characteristics of the liquid reveal a synergistic effect of co-cracking. As a result of co-cracking, the liquid exhibits a significant decline in the overall molecular weight and an increase in the content of saturated aliphatic carbon, and a decrease in the protonated aromatic carbons with aliphatic compounds as the primary constituent were observed from the spectra.
Studies have demonstrated that the co-feeding of plastics and biomass can accelerate the reaction rate and improve the selectivity of reaction products. During the reaction, the pyrolysis reaction temperature shift towards low temperature, and this contributes to reduce energy consumption during pyrolysis. In summary, co-pyrolysis of raw materials can reduce the cost of waste classification and improve the comprehensive utilization efficiency of waste plastics.
3.2. Catalysts
Although plastic pyrolysis oil production catalysts made significant advancements in recent years, there are still problems such as difficult to control product selectivity, difficult to selectively adsorb long chain polymer macromolecules, steric hindrance, and diffusion resistance. To effectively degrade plastic, it must comprehend the correlation between the catalyst’s activity and its inherent features such as acidity and pore structure. Ultimately, the catalyst and polymer structure are properly matched in order to enhance the production of valuable products. Mesoporous materials and nano-zeolite are the earliest and most widely used catalysts in the field of catalytic pyrolysis of polyolefin [90]. Continuing to explore pore structures suitable for plastic degradation is critical to improving catalyst performance. Homogeneous catalysis is a main choice for degrading thermosetting resins and fiber-reinforced composites. About the solvolysis of plastics waste, swelling with solvents is conducive to the entry of catalysts into the thermosetting resin matrix for the solvolysis. As discussed, the bond breaking mechanism of plastics using different homogeneous catalysts and the relationship between catalyst active sites and catalytic performance are systematically and developmentally inexpensive, stable, and highly catalytically efficient catalysts is crucial for advancing the widespread use of chemical depolymerization of plastic waste [91].
The pyrolysis oil contains unsaturated hydrocarbons and saturated hydrocarbons with long carbon chains. When put into use, there will be a rise in both the in-cylinder pressure and heat release rate values. Consequently, it is necessary to decrease the level of unsaturation hydrocarbon. The development of the catalyst also needs to consider the issue of recycling, since the pores of catalyst are at risk for blockage due to the high viscosity of the plastic solution in the reaction. The cost and cyclic regeneration of the catalyst still need to be optimized.
3.3. Reactors
The extreme temperature and pressure conditions experienced during plastic pyrolysis, combined with the complex reaction process, pose major challenges for reactor design. The batch reactor, fluidized bed reactor, and tube reactor are the predominant reactors employed in pyrolysis reactions. Batch reactors are characterized by simple operation, but they suffer from the issue of uneven heating. The addition of stirring equipment can mitigate this problem, and when dealing with large volumes of plastic feed, the reaction also will be constrained. The rapid heat and mass transfer rate is benefit of fluidized bed reactors, but they are complicated in design and operation, and they require a lot of catalyst, which easily causes particle agglomeration and defluidization during reactions. The tubular reactor offers convenience in managing and modifying reaction scale and temperature, and is suitable for catalytic cracking and catalytic reforming of multi-temperature stage reactions. It has low requirement for pretreatment and can be used for pyrolysis of mixed plastics, but the complex structure results in high investment costs.
Various reactors have been proposed in studies to address the issue of uneven heating during the pyrolysis polymers, such as the conical spouted bed reactor having a brief duration of stay, a rapid rate of heating, and an effective capacity to handle thick solid [92]. A screw conveyor-equipped tubular reactor facilitates the continuous delivery and breakdown of polymers [93]. Other types of reactors include bed reactors and circulating ball reactors, and so on. An effective approach to enhance pyrolysis efficiency is to address issues related to uneven heating and to accurately control the temperature and residence time during the reaction process. Consequently, the design and production of reactors that are compatible with the pyrolysis method are crucial for optimizing the process conditions of plastic oil production.
4. Conclusions
Generally, plastic products originated from fossil fuels are a non-renewable resource. However, catalytic cracking plastics into fuel oil is not only the reuse of waste, but also can alleviate the depletion of petroleum, thus realizing the renewability of resources. The advancement of the plastics field has led to the upgrading of plastic thermal cracking technologies. This article provides a summary of the pyrolysis method for converting waste plastics into fuel oil, and proposes optimized path. Pyrolysis is the simplest and most basic plastic cracking method. Catalytic pyrolysis is a development approach that is more applicable under current technological circumstances, and research into more efficient, environmentally friendly, and cost-effective catalyst is the key. Catalytic hydropyrolysis and supercritical water liquefaction have the ability to generate liquid fuels with a more focused range of products. These methods show promise for further advancement, while their demanding reaction conditions impose constraints on the scalability of production. Solvolysis is an appropriate method for breakdown oxygen-containing polymers. The recently introduced series technique has the capability to decompose waste polymers at low temperature and low pressure. Facing with issues such as catalyst carbon deposition inactivation, high melt viscosity, low product selectivity, and low heat conductivity of waste polymers. From feedstock composition (co-pyrolysis), structure-activity relationship of pore structure and activity, reactor, and other processes, we can optimize the oil production technology.
Only by amplifying the excellent results of plastic pyrolysis at laboratory level can the sustainable utilization of waste plastics be realized. Advancing the already well-established catalytic cracking technique is a crucial approach to address the disposal of enormous quantities of waste plastics. It is believed that with the continuous efforts of scientific researchers, the strategy of turning waste into treasure will be better.
Author Contributions
Conceptualization, L.A.; validation, Z.Z. and R.L.; writing—original draft preparation, L.A.; writing—review and editing, R.L., L.A., Z.Z. and Z.K.; project administration, R.L. and Z.Z.; funding acquisition, Z.Z. and R.L. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the National Key R&D Program of China (2022YFB3504100); the National Natural Science Foundation of China (Grant No. 22302130); and the Scientific Research Funding Project of Liaoning Province (JYTQN2023423).
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Chen, Y.; Awasthi, A.K.; Wei, F.; Tan, Q.; Li, J. Single-use plastics: Production, usage, disposal, and adverse impacts. Sci. Total Environ. 2020, 752, 141772. [Google Scholar] [CrossRef] [PubMed]
- Baca, D.; Monroy, R.; Castillo, M.; Elkhazraji, A.; Farooq, A.; Ahmad, R. Dioxins and plastic waste: A scientometric analysis and systematic literature review of the detection methods. Environ. Adv. 2023, 13, 100439. [Google Scholar] [CrossRef]
- Kalali, E.N.; Lotfian, S.; Shabestari, M.E.; Khayatzadeh, S.; Zhao, C.; Nezhad, H.Y. A critical review of the current progress of plastic waste recycling technology in structural materials. Curr. Opin. Green Sustain. Chem. 2023, 40, 100763. [Google Scholar] [CrossRef]
- Chen, H.; Wan, K.; Zhang, Y.; Wang, Y. Waste to Wealth: Chemical Recycling and Chemical Upcycling of Waste Plastics for a Great Future. ChemSusChem 2021, 14, 4123–4136. [Google Scholar] [CrossRef]
- Zhuo, C.; Levendis, Y.A. Upcycling waste plastics into carbon nanomaterials: A review. J. Appl. Polym. Sci. 2013, 131, 1001–1007. [Google Scholar] [CrossRef]
- Yao, D.; Zhang, Y.; Williams, P.T.; Yang, H.; Chen, H. Co-production of hydrogen and carbon nanotubes from real-world waste plastics: Influence of catalyst composition and operational parameters. Appl. Catal. B Environ. 2018, 221, 584–597. [Google Scholar] [CrossRef]
- Zhou, H.; Ren, Y.; Li, Z.; Xu, M.; Wang, Y.; Ge, R.; Duan, H. Electrocatalytic upcycling of polyethylene terephthalate to commodity chemicals and H2 fuel. Nat. Commun. 2021, 12, 4679. [Google Scholar] [CrossRef] [PubMed]
- Wei, R.; Tiso, T.; Bertling, J.; O’Connor, K.; Blank, L.M.; Bornscheuer, U.T. Possibilities and limitations of biotechnological plastic degradation and recycling. Nat. Catal. 2020, 3, 867–871. [Google Scholar] [CrossRef]
- Sullivan, K.P.; Werner, A.Z.; Ramirez, K.J.; Ellis, L.D.; Bussard, J.R.; Black, B.A.; Brandner, D.G.; Bratti, F.; Buss, B.L.; Dong, X.; et al. Mixed plastics waste valorization through tandem chemical oxidation and biological funneling. Science 2022, 378, 207–211. [Google Scholar] [CrossRef]
- Huang, Z.; Shanmugam, M.; Liu, Z.; Brookfield, A.; Bennett, E.L.; Guan, R.; Herrera, D.E.V.; Lopez-Sanchez, J.A.; Slater, A.G.; McInnes, E.J.L.; et al. Chemical Recycling of Polystyrene to Valuable Chemicals via Selective Acid-Catalyzed Aerobic Oxidation under Visible Light. J. Am. Chem. Soc. 2022, 144, 6532–6542. [Google Scholar] [CrossRef]
- Cao, R.; Zhang, M.-Q.; Hu, C.; Xiao, D.; Wang, M.; Ma, D. Catalytic oxidation of polystyrene to aromatic oxygenates over a graphitic carbon nitride catalyst. Nat. Commun. 2022, 13, 4809. [Google Scholar] [CrossRef] [PubMed]
- Uekert, T.; Kuehnel, M.F.; Wakerley, D.W.; Reisner, E. Plastic waste as a feedstock for solar-driven H2 generation. Energy Environ. Sci. 2018, 11, 2853–2857. [Google Scholar] [CrossRef]
- Ding, K.; Liu, S.; Huang, Y.; Liu, S.; Zhou, N.; Peng, P.; Ruan, R. Catalytic microwave-assisted pyrolysis of plastic waste over NiO and HY for gasoline-range hydrocarbons production. Energy Convers. Manag. 2019, 196, 1316–1325. [Google Scholar] [CrossRef]
- Qureshi, M.S.; Oasmaa, A.; Pihkola, H.; Deviatkin, I.; Tenhunen, A.; Mannila, J.; Minkkinen, H.; Pohjakallio, M.; Laine-Ylijoki, J. Pyrolysis of plastic waste: Opportunities and challenges. J. Anal. Appl. Pyrolysis 2020, 152, 104804. [Google Scholar] [CrossRef]
- Williams, P.T.; Slaney, E. Analysis of products from the pyrolysis and liquefaction of single plastics and waste plastic mixtures. Resour. Conserv. Recycl. 2007, 51, 754–769. [Google Scholar] [CrossRef]
- Ali, S.S.; Elsamahy, T.; Koutra, E.; Kornaros, M.; El-Sheekh, M.; Abdelkarim, E.A.; Sun, J. Degradation of conventional plastic wastes in the environment: A review on current status of knowledge and future perspectives of disposal. Sci. Total Environ. 2021, 771, 144719. [Google Scholar] [CrossRef] [PubMed]
- Zhao, D.; Wang, X.; Miller, J.B.; Huber, G.W. The Chemistry and Kinetics of Polyethylene Pyrolysis: A Process to Produce Fuels and Chemicals. ChemSusChem 2020, 13, 1764–1774. [Google Scholar] [CrossRef]
- Wong, S.L.; Ngadi, N.; Abdullah, T.A.T.; Inuwa, I.M. Conversion of low density polyethylene (LDPE) over ZSM-5 zeolite to liquid fuel. Fuel 2017, 192, 71–82. [Google Scholar] [CrossRef]
- Elordi, G.; Olazar, M.; Lopez, G.; Amutio, M.; Artetxe, M.; Aguado, R.; Bilbao, J. Catalytic pyrolysis of HDPE in continuous mode over zeolite catalysts in a conical spouted bed reactor. J. Anal. Appl. Pyrolysis 2009, 85, 345–351. [Google Scholar] [CrossRef]
- Calero, M.; Solís, R.R.; Muñoz-Batista, M.J.; Pérez, A.; Blázquez, G.; Martín-Lara, M. Oil and gas production from the pyrolytic transformation of recycled plastic waste: An integral study by polymer families. Chem. Eng. Sci. 2023, 271, 118569. [Google Scholar] [CrossRef]
- Ding, W.; Liang, J.; Anderson, L.L. Thermal and catalytic degradation of high density polyethylene and commingled post-consumer plastic waste. Fuel Process. Technol. 1997, 51, 47–62. [Google Scholar] [CrossRef]
- Vasile, C.; Pakdel, H.; Mihai, B.; Onu, P.; Darie, H.; Ciocâlteu, S. Thermal and catalytic decomposition of mixed plastics. J. Anal. Appl. Pyrolysis 2001, 57, 287–303. [Google Scholar] [CrossRef]
- Lerici, L.C.; Renzini, M.S.; Pierella, L.B. Chemical Catalyzed Recycling of Polymers: Catalytic Conversion of PE, PP and PS into Fuels and Chemicals over H-Y. Procedia Mater. Sci. 2015, 8, 297–303. [Google Scholar] [CrossRef]
- Artetxe, M.; Lopez, G.; Amutio, M.; Elordi, G.; Bilbao, J.; Olazar, M. Cracking of High Density Polyethylene Pyrolysis Waxes on HZSM-5 Catalysts of Different Acidity. Ind. Eng. Chem. Res. 2013, 52, 10637–10645. [Google Scholar] [CrossRef]
- Neves, I.C.; Botelho, G.; Machado, A.V.; Rebelo, P. The effect of acidity behaviour of Y zeolites on the catalytic degradation of polyethylene. Eur. Polym. J. 2006, 42, 1541–1547. [Google Scholar] [CrossRef]
- Dwivedi, U.; Naik, S.N.; Pant, K.K. High quality liquid fuel production from waste plastics via two-step cracking route in a bottom-up approach using bi-functional Fe/HZSM-5 catalyst. Waste Manag. 2021, 132, 151–161. [Google Scholar] [CrossRef] [PubMed]
- Choi, D.H.; Park, J.W.; Kim, J.-H.; Sugi, Y.; Seo, G. Liquid-phase degradation of HDPE over alkali-treated MFI zeolites with mesopores. Polym. Degrad. Stab. 2006, 91, 2860–2866. [Google Scholar] [CrossRef]
- Lee, H.; Park, Y.-K. Catalytic Pyrolysis of Polyethylene and Polypropylene over Desilicated Beta and Al-MSU-F. Catalysts 2018, 8, 501. [Google Scholar] [CrossRef]
- Santos, B.P.S.; Almeida, D.; Marques, M.d.F.V.; Henriques, C.A. Petrochemical feedstock from pyrolysis of waste polyethylene and polypropylene using different catalysts. Fuel 2018, 215, 515–521. [Google Scholar] [CrossRef]
- Lee, J.Y.; Park, S.M.; Saha, S.K.; Cho, S.J.; Seo, G. Liquid-phase degradation of polyethylene (PE) over MFI zeolites with mesopores: Effects of the structure of PE and the characteristics of mesopores. Appl. Catal. B 2011, 108–109, 61–71. [Google Scholar] [CrossRef]
- Zhou, Q.; Zheng, L.; Wang, Y.-Z.; Zhao, G.-M.; Wang, B. Catalytic degradation of low-density polyethylene and polypropylene using modified ZSM-5 zeolites. Polym. Degrad. Stab. 2004, 84, 493–497. [Google Scholar] [CrossRef]
- Murata, K.; Brebu, M.; Sakata, Y. The effect of silica–alumina catalysts on degradation of polyolefins by a continuous flow reactor. J. Anal. Appl. Pyrolysis 2010, 89, 30–38. [Google Scholar] [CrossRef]
- Nwankwor, P.E.; Onuigbo, I.O.; Chukwuneke, C.E.; Yahaya, M.F.; Agboola, B.O.; Jahng, W.J. Synthesis of gasoline range fuels by the catalytic cracking of waste plastics using titanium dioxide and zeolite. Int. J. Energy Environ. Eng. 2020, 12, 77–86. [Google Scholar] [CrossRef]
- Singh, M.V. Waste and virgin high-density poly(ethylene) into renewable hydrocarbons fuel by pyrolysis-catalytic cracking with a CoCO3 catalyst. J. Anal. Appl. Pyrolysis 2018, 134, 150–161. [Google Scholar] [CrossRef]
- Singh, M.V.; Kumar, S.; Sarker, M. Waste HD-PE plastic, deformation into liquid hydrocarbon fuel using pyrolysis-catalytic cracking with a CuCO3 catalyst. Sustain. Energy Fuels 2018, 2, 1057–1068. [Google Scholar] [CrossRef]
- Habyarimana, J.B.; Njiemon, M.; Abdulnasir, R.; Neksumi, M.; Yahaya, M.; Sylvester, O.D.; Jahng, W.J. Synthesis of Hydrocarbon Fuel by Thermal Catalytic Cracking of Polypropylene. Int. J. Sci. Eng. Res. 2017, 8, 1193–1202. [Google Scholar] [CrossRef]
- Sun, K.; Huang, Q.; Ali, M.; Chi, Y.; Yan, J. Producing Aromatic-Enriched Oil from Mixed Plastics Using Activated Biochar as Catalyst. Energy Fuels 2018, 32, 5471–5479. [Google Scholar] [CrossRef]
- Lovás, P.; Hudec, P.; Jambor, B.; Hájeková, E.; Horňáček, M. Catalytic cracking of heavy fractions from the pyrolysis of waste HDPE and PP. Fuel 2017, 203, 244–252. [Google Scholar] [CrossRef]
- Artetxe, M.; Lopez, G.; Elordi, G.; Amutio, M.; Bilbao, J.; Olazar, M. Production of Light Olefins from Polyethylene in a Two-Step Process: Pyrolysis in a Conical Spouted Bed and Downstream High-Temperature Thermal Cracking. Ind. Eng. Chem. Res. 2012, 51, 13915–13923. [Google Scholar] [CrossRef]
- Park, K.-B.; Jeong, Y.-S.; Kim, J.-S. Activator-assisted pyrolysis of polypropylene. Appl. Energy 2019, 253, 113558. [Google Scholar] [CrossRef]
- Miandad, R.; Nizami, A.S.; Rehan, M.; Barakat, M.A.; Khan, M.I.; Mustafa, A.; Murphy, J.D. Influence of temperature and reaction time on the conversion of polystyrene waste to pyrolysis liquid oil. Waste Manag. 2016, 58, 250–259. [Google Scholar] [CrossRef] [PubMed]
- Nisar, J.; Ali, G.; Shah, A.; Iqbal, M.; Khan, R.A.; Akhter, M.S. Fuel production from waste polystyrene via pyrolysis: Kinetics and products distribution. Waste Manag. 2019, 88, 236–247. [Google Scholar] [CrossRef]
- Ahmad, I.; Khan, M.I.; Khan, H.; Ishaq, M.; Tariq, R.; Gul, K.; Ahmad, W. Pyrolysis Study of Polypropylene and Polyethylene Into Premium Oil Products. Int. J. Green Energy 2014, 12, 663–671. [Google Scholar] [CrossRef]
- Budsaereechai, S.; Hunt, A.J.; Ngernyen, Y. Catalytic pyrolysis of plastic waste for the production of liquid fuels for engines. RSC Adv. 2019, 9, 5844–5857. [Google Scholar] [CrossRef] [PubMed]
- Auxilio, A.R.; Choo, W.-L.; Kohli, I.; Chakravartula Srivatsa, S.; Bhattacharya, S. An experimental study on thermo-catalytic pyrolysis of plastic waste using a continuous pyrolyser. Waste Manag. 2017, 67, 143–154. [Google Scholar] [CrossRef] [PubMed]
- Miandad, R.; Rehan, M.; Barakat, M.A.; Aburiazaiza, A.S.; Khan, H.; Ismail, I.M.I.; Nizami, A.-S. Catalytic Pyrolysis of Plastic Waste: Moving Toward Pyrolysis Based Biorefineries. Front. Energy Res. 2019, 7, 27. [Google Scholar] [CrossRef]
- Chaianansutcharit, S.; Katsutath, R.; Chaisuwan, A.; Bhaskar, T.; Nigo, A.; Muto, A.; Sakata, Y. Catalytic degradation of polyolefins over hexagonal mesoporous silica: Effect of aluminum addition. J. Anal. Appl. Pyrolysis 2007, 80, 360–368. [Google Scholar] [CrossRef]
- Almustapha, M.N.; Andrésen, J.M. Recovery of valuable chemicals from high density polyethylene (HDPE) polymer: A catalytic approach for plastic waste recycling. Int. J. Environ. Sci. Dev. 2012, 3, 263–267. [Google Scholar] [CrossRef]
- López, A.; de Marco, I.; Caballero, B.M.; Laresgoiti, M.F.; Adrados, A.; Aranzabal, A. Catalytic pyrolysis of plastic wastes with two different types of catalysts: ZSM-5 zeolite and Red Mud. Appl. Catal. B 2011, 104, 211–219. [Google Scholar] [CrossRef]
- Li, K.; Lei, J.; Yuan, G.; Weerachanchai, P.; Wang, J.-Y.; Zhao, J.; Yang, Y. Fe-, Ti-, Zr- and Al-pillared clays for efficient catalytic pyrolysis of mixed plastics. Chem. Eng. J. 2017, 317, 800–809. [Google Scholar] [CrossRef]
- Rodríguez, E.; Gutiérrez, A.; Palos, R.; Vela, F.J.; Arandes, J.M.; Bilbao, J. Fuel production by cracking of polyolefins pyrolysis waxes under fluid catalytic cracking (FCC) operating conditions. Waste Manag. 2019, 93, 162–172. [Google Scholar] [CrossRef] [PubMed]
- Munir, D.; Irfan, M.F.; Usman, M.R. Hydrocracking of virgin and waste plastics: A detailed review. Renew. Sustain. Energy Rev. 2018, 90, 490–515. [Google Scholar] [CrossRef]
- Lee, W.-T.; van Muyden, A.; Bobbink, F.D.; Mensi, M.D.; Carullo, J.R.; Dyson, P.J. Mechanistic classification and benchmarking of polyolefin depolymerization over silica-alumina-based catalysts. Nat. Commun. 2022, 13, 4850. [Google Scholar] [CrossRef] [PubMed]
- Kots, P.A.; Liu, S.; Vance, B.C.; Wang, C.; Sheehan, J.D.; Vlachos, D.G. Polypropylene Plastic Waste Conversion to Lubricants over Ru/TiO2 Catalysts. ACS Catal. 2021, 11, 8104–8115. [Google Scholar] [CrossRef]
- Kots, P.A.; Xie, T.; Vance, B.C.; Quinn, C.M.; de Mello, M.D.; Boscoboinik, J.A.; Vlachos, D.G. Electronic modulation of metal-support interactions improves polypropylene hydrogenolysis over ruthenium catalysts. Nat. Commun. 2022, 13, 5186. [Google Scholar] [CrossRef] [PubMed]
- Rorrer, J.E.; Beckham, G.T.; Román-Leshkov, Y. Conversion of Polyolefin Waste to Liquid Alkanes with Ru-Based Catalysts under Mild Conditions. JACS Au 2020, 1, 8–12. [Google Scholar] [CrossRef] [PubMed]
- Celik, G.; Kennedy, R.M.; Hackler, R.A.; Ferrandon, M.; Tennakoon, A.; Patnaik, S.; Delferro, M. Upcycling Single-Use Polyethylene into High-Quality Liquid Products. ACS Cent. Sci. 2019, 5, 1795–1803. [Google Scholar] [CrossRef] [PubMed]
- Tennakoon, A.; Wu, X.; Paterson, A.L.; Patnaik, S.; Pei, Y.; LaPointe, A.M.; Perras, F.A. Catalytic upcycling of high-density polyethylene via a processive mechanism. Nat. Catal. 2020, 3, 893–901. [Google Scholar] [CrossRef]
- Bin Jumah, A.; Anbumuthu, V.; Tedstone, A.A.; Garforth, A.A. Catalyzing the Hydrocracking of Low Density Polyethylene. Ind. Eng. Chem. Res. 2019, 58, 20601–20609. [Google Scholar] [CrossRef]
- Liu, S.; Kots, P.A.; Vance, B.C.; Danielson, A.; Vlachos, D.G. Plastic waste to fuels by hydrocracking at mild conditions. Sci. Adv. 2021, 7, eabf8283. [Google Scholar] [CrossRef]
- Escola, J.M.; Aguado, J.; Serrano, D.P.; Briones, L. Transportation fuel production by combination of LDPE thermal cracking and catalytic hydroreforming. Waste Manag. 2014, 34, 2176–2184. [Google Scholar] [CrossRef] [PubMed]
- Mangesh, V.L.; Perumal, T.; Subramanian, S.; Padmanabhan, S. Clean Energy from Plastic: Production of Hydroprocessed Waste Polypropylene Pyrolysis Oil Utilizing a Ni–Mo/Laponite Catalyst. Energy Fuels 2020, 34, 8824–8836. [Google Scholar] [CrossRef]
- Escola, J.M.; Aguado, J.; Serrano, D.P.; García, A.; Peral, A.; Briones, L.; Fernandez, E. Catalytic hydroreforming of the polyethylene thermal cracking oil over Ni supported hierarchical zeolites and mesostructured aluminosilicates. Appl. Catal. B 2011, 106, 405–415. [Google Scholar] [CrossRef]
- Raheem, A.B.; Noor, Z.Z.; Hassan, A.; Abd Hamid, M.K.; Samsudin, S.A.; Sabeen, A.H. Current developments in chemical recycling of post-consumer polyethylene terephthalate wastes for new materials production: A review. J. Clean. Prod. 2019, 225, 1052–1064. [Google Scholar] [CrossRef]
- Jing, Y.; Wang, Y.; Furukawa, S.; Xia, J.; Sun, C.; Hülsey, M.J.; Yan, N. Towards the Circular Economy: Converting Aromatic Plastic Waste Back to Arenes over a Ru/Nb2O5 Catalyst. Angew. Chem. Int. Ed. 2021, 60, 5527–5535. [Google Scholar] [CrossRef] [PubMed]
- Lu, S.; Feng, B.; Guo, Y.; Liu, X.; Wang, Y. H2-free Plastic Conversion: Converting PET back to BTX by Unlocking Hidden Hydrogen. ChemSusChem 2021, 14, 4242–4250. [Google Scholar] [CrossRef] [PubMed]
- Kang, M.J.; Yu, H.J.; Jegal, J.; Kim, H.S.; Cha, H.G. Depolymerization of PET into terephthalic acid in neutral media catalyzed by the ZSM-5 acidic catalyst. Chem. Eng. J. 2020, 398, 125655. [Google Scholar] [CrossRef]
- Gao, Z.; Ma, B.; Chen, S.; Tian, J.; Zhao, C. Converting waste PET plastics into automobile fuels and antifreeze components. Nat. Commun. 2022, 13, 3343. [Google Scholar] [CrossRef]
- Tang, H.; Li, N.; Li, G.; Wang, A.; Cong, Y.; Xu, G.; Wang, X.; Zhang, T. Synthesis of gasoline and jet fuel range cycloalkanes and aromatics from poly (ethylene terephthalate) waste. Green Chem. 2019, 21, 2709–2719. [Google Scholar] [CrossRef]
- Zhang, H.-F.; Su, X.-L.; Sun, D.-K.; Zhang, R.; Bi, J.-C. Investigation on degradation of polyethylene to oil in a continuous supercritical water reactor. J. Fuel Chem. Technol. 2007, 35, 487–491. [Google Scholar] [CrossRef]
- Jie, H.; Ke, H.; Qing, Z.; Lei, C.; Yongqiang, W.; Zibin, Z. Study on depolymerization of polycarbonate in supercritical ethanol. Polym. Degrad. Stab. 2006, 91, 2307–2314. [Google Scholar] [CrossRef]
- Zhao, S.; Wang, C.; Bai, B.; Jin, H.; Wei, W. Study on the polystyrene plastic degradation in supercritical water/CO2 mixed environment and carbon fixation of polystyrene plastic in CO2 environment. J. Hazard. Mater. 2022, 421, 126763. [Google Scholar] [CrossRef]
- Bai, B.; Wang, W.; Jin, H. Experimental study on gasification performance of polypropylene (PP) plastics in supercritical water. Energy 2020, 191, 116527. [Google Scholar] [CrossRef]
- Arregi, A.; Seifali Abbas-Abadi, M.; Lopez, G.; Santamaria, L.; Artetxe, M.; Bilbao, J.; Olazar, M. CeO2 and La2O3 Promoters in the Steam Reforming of Polyolefinic Waste Plastic Pyrolysis Volatiles on Ni-Based Catalysts. ACS Sustain. Chem. Eng. 2020, 8, 17307–17321. [Google Scholar] [CrossRef]
- Helmer Pedersen, T.; Conti, F. Improving the circular economy via hydrothermal processing of high-density waste plastics. Waste Manag. 2017, 68, 24–31. [Google Scholar] [CrossRef] [PubMed]
- Onwudili, J.A.; Williams, P.T. Catalytic supercritical water gasification of plastics with supported RuO2: A potential solution to hydrocarbons–water pollution problem. Process Saf. Environ. Prot. 2016, 102, 140–149. [Google Scholar] [CrossRef]
- Chen, W.-T.; Jin, K.; Linda Wang, N.-H. Use of Supercritical Water for the Liquefaction of Polypropylene into Oil. ACS Sustain. Chem. Eng. 2019, 7, 3749–3758. [Google Scholar] [CrossRef]
- Xu, Z.R.; Zhu, W.; Gong, M.; Zhang, H.W. Direct gasification of dewatered sewage sludge in supercritical water. Part 1: Effects of alkali salts. Int. J. Hydrog. Energy 2013, 38, 3963–3972. [Google Scholar] [CrossRef]
- Seshasayee, M.S.; Savage, P.E. Oil from plastic via hydrothermal liquefaction: Production and characterization. Appl. Energy 2020, 278, 115673. [Google Scholar] [CrossRef]
- Su, X.; Zhao, Y.; Zhang, R.; Bi, J. Investigation on degradation of polyethylene to oils in supercritical water. Fuel Process. Technol. 2004, 85, 1249–1258. [Google Scholar] [CrossRef]
- Bai, B.; Jin, H.; Fan, C.; Cao, C.; Wei, W.; Cao, W. Experimental investigation on liquefaction of plastic waste to oil in supercritical water. Waste Manag. 2019, 89, 247–253. [Google Scholar] [CrossRef] [PubMed]
- Zhang, W.; Kim, S.; Wahl, L.; Khare, R.; Hale, L.; Hu, J.; Lercher, J.A. Low-temperature upcycling of polyolefins into liquid alkanes via tandem cracking-alkylation. Science 2023, 379, 807–811. [Google Scholar] [CrossRef] [PubMed]
- Jia, X.; Qin, C.; Friedberger, T.; Guan, Z.; Huang, Z. Efficient and selective degradation of polyethylenes into liquid fuels and waxes under mild conditions. Sci. Adv. 2016, 2, e1501591. [Google Scholar] [CrossRef] [PubMed]
- Zhang, F.; Zeng, M.; Yappert, R.D.; Sun, J.; Lee, Y.-H.; LaPointe, A.M.; Peters, B.; Abu-Omar, M.M.; Scott, S.L. Polyethylene upcycling to long-chain alkylaromatics by tandem hydrogenolysis/aromatization. Science 2020, 370, 437–441. [Google Scholar] [CrossRef] [PubMed]
- Jing, X.; Zhao, Y.; Wen, H.; Xu, Z. Interactions between Low-Density Polyethylene (LDPE) and Polypropylene (PP) during the Mild Cracking of Polyolefin Mixtures in a Closed-Batch Reactor. Energy Fuels 2013, 27, 5841–5851. [Google Scholar] [CrossRef]
- Wang, B.; Huang, Y.; Zhang, J. Hydrothermal liquefaction of lignite, wheat straw and plastic waste in sub-critical water for oil: Product distribution. J. Anal. Appl. Pyrolysis 2014, 110, 382–389. [Google Scholar] [CrossRef]
- Park, Y.-K.; Lee, B.; Watanabe, A.; Lee, H.W.; Lee, J.Y.; Kim, S.; Kim, Y.-M. Catalytic Copyrolysis of Cork Oak and Waste Plastic Films over HBeta. Catalysts 2018, 8, 318. [Google Scholar] [CrossRef]
- Sergeyev, N.S.; Sviridenko, N.N.; Urazov, K.K. Co-cracking of atmospheric residue and plastic waste. J. Anal. Appl. Pyrolysis 2024, 179, 106422. [Google Scholar] [CrossRef]
- Kasar, P.; Ahmaruzzaman, M. Characterization of liquid products obtained from catalytic binary co-cracking of residual fuel oil with various waste plastics. Sci. Rep. 2022, 12, 10987. [Google Scholar] [CrossRef]
- Serrano, D.P.; Aguado, J.; Escola, J.M. Developing Advanced Catalysts for the Conversion of Polyolefinic Waste Plastics into Fuels and Chemicals. ACS Catal. 2012, 2, 1924–1941. [Google Scholar] [CrossRef]
- Chen, X.; Cheng, L.; Gu, J.; Yuan, H.; Chen, Y. Chemical recycling of plastic wastes via homogeneous catalysis: A review. Chem. Eng. J. 2023, 479, 147853. [Google Scholar] [CrossRef]
- Arabiourrutia, M.; Elordi, G.; Lopez, G.; Borsella, E.; Bilbao, J.; Olazar, M. Characterization of the waxes obtained by the pyrolysis of polyolefin plastics in a conical spouted bed reactor. J. Anal. Appl. Pyrolysis 2012, 94, 230–237. [Google Scholar] [CrossRef]
- Kodera, Y.; Ishihara, Y.; Kuroki, T. Novel process for recycling waste plastics to fuel gas using a moving-bed reactor. Energy Fuels 2006, 20, 155–158. [Google Scholar] [CrossRef]
Figure 1.
Catalytic cracking of polyolefin.

Figure 2.
Comparison of catalytic activity of different metal supported molecular sieves [53].
Figure 2.
Comparison of catalytic activity of different metal supported molecular sieves [53].

Figure 3.
mSiO2/Pt/SiO2 catalytic cracking of polyethylene process [58]. Copyright 2020, with permission from Springer Nature.
Figure 3.
mSiO2/Pt/SiO2 catalytic cracking of polyethylene process [58]. Copyright 2020, with permission from Springer Nature.

Figure 4.
The cooperative effects of different components of Ru/Nb2O5 [64]. Copyright 2021, with permission from John Wiley and Sons.
Figure 4.
The cooperative effects of different components of Ru/Nb2O5 [64]. Copyright 2021, with permission from John Wiley and Sons.

Figure 5.
The process of tandem cracking-alkylation [82]. Copyright 2023, with permission from The American Association for the Advancement of Science.
Figure 5.
The process of tandem cracking-alkylation [82]. Copyright 2023, with permission from The American Association for the Advancement of Science.

Figure 6.
Mechanism of tandem cracking-alkylation [84]. Copyright 2020, with permission from The American Association for the Advancement of Science.
Figure 6.
Mechanism of tandem cracking-alkylation [84]. Copyright 2020, with permission from The American Association for the Advancement of Science.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Conditions and yields of pyrolysis plastics.
| Plastics | Methods | Catalysts | Conditions a | Reactors | Liquid Yield | References |
|---|---|---|---|---|---|---|
| PS | pyrolysis | — | 450 °C/75 min | batch reactor | 81% | [41] |
| PS | pyrolysis | — | 410 °C/70 min | fixed bed reactor | 85% | [42] |
| PP | pyrolysis | — | 300 °C | fixed bed reactor | 69% | [43] |
| PE | pyrolysis | — | 500 °C, | fluidized bed reactor | 81% | [11] |
| PS | catalytic reforming | pelletized bentonite | 700 °C/500 °C | fixed-bed pyrolysis stainless steel batch reactor | 88% | [44] |
| PP | catalytic reforming | pelletized bentonite | 700 °C/500 °C | fixed-bed pyrolysis stainless steel batch reactor | 91% | [40] |
| HDPE | catalytic reforming | CAT-1 | 425 °C/425 °C | continuous stirred tank reactor, reactive distillation column | 80% | [45] |
| mixed plastic | catalytic reforming | Fe/HZSM-5 | 350 °C/350 °C | batch reactor, fixed bed reactor | 76% | [22] |
| PS | catalytic pyrolysis | NZ zeolite | 450 °C/75 min | batch reactor | 70% | [46] |
| PS | catalytic pyrolysis | HY | 450 °C/44 min | batch reactor | 71% | [19] |
| PP | catalytic pyrolysis | HY | 500 °C/44 min | batch reactor | 44% | [19] |
| PP | catalytic pyrolysis | hexagonal mesoporous silica | 380 °C/1:10 b | fixed bed reactor | 65% | [47] |
| PE | catalytic pyrolysis | hexagonal mesoporous silica | 430 °C/1:10 b | fixed bed reactor | 75% | [43] |
| HDPE | catalytic pyrolysis | 7% SO3 | 400 °C | fixed bed reactor | 32% | [48] |
| HDPE | catalytic pyrolysis | HZSM-5 | 550 °C/6 h | conical spouted bed reactor | 20% | [13] |
| mixed plastic | catalytic pyrolysis | ZSM-5 zeolite and Red Mud | 440 °C/1:10 b | batch reactor | 57% | [49] |
| mixed plastic | catalytic pyrolysis | Al-pillared clays | 500 °C/30 min | tube reactor | 79.3% | [50] |
a conditions refer to reaction temperature and time. b the ratio of catalyst to raw material.
Table 2.
Comparison of properties of different catalysts for hydrocracking of plastics.
| Plastics | Catalysts | Conditions a | Yields | References |
|---|---|---|---|---|
| LDPEO | Ni/beta | 310 °C/20 bar/ 45 min | 81% gasoline fuel | [61] |
| PPO | Ni-Mo/Lap | 350 °C/70 bar | 95% diesel range of n-alkanes, isoalkanes, aromatics | [62] |
| LDPEO | Ni/beta | 310 °C/20 bar/ 45 min | 54% gasoline, 40% diesel | [63] |
| LDPE | Pt/WO3/ZrO2 and HY | 225 °C/30 bar/ 2 h | 85% diesel and jet fuel oils, gasoline range hydrocarbons | [56] |
| LDPE | Pt/USY and beta | 330 °C/20 bar/ 15 min | 95% liquid hydrocarbon | [55] |
| PP | Ru/TiO2 | 250 °C/30 bar/ | 66% liquid hydrocarbon, 25%C1-C2,4% C3-C6 | [51] |
| PE | Pt/SrTiO3 | 300 °C/11.7 bar/96 h | 100% lubricants, waxes | [53] |
| PE | Ru/C | 200 °C/20 bar/ 16 h | 45% liquid n-alkanes, C1-C6 | [52] |
| PP | Ru/TiO2 | 250 °C/40 bar/ 6 h | 74% liquid hydrocarbon | [50] |
a conditions refer to reaction temperature, hydrogen pressure, and time.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
An, L.; Kou, Z.; Li, R.; Zhao, Z. Research Progress in Fuel Oil Production by Catalytic Pyrolysis Technologies of Waste Plastics. Catalysts 2024, 14, 212. https://doi.org/10.3390/catal14030212
AMA Style
An L, Kou Z, Li R, Zhao Z. Research Progress in Fuel Oil Production by Catalytic Pyrolysis Technologies of Waste Plastics. Catalysts. 2024; 14(3):212. https://doi.org/10.3390/catal14030212
Chicago/Turabian StyleAn, Liu, Zonglan Kou, Renjie Li, and Zhen Zhao. 2024. "Research Progress in Fuel Oil Production by Catalytic Pyrolysis Technologies of Waste Plastics" Catalysts 14, no. 3: 212. https://doi.org/10.3390/catal14030212
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.