Progress towards Sustainable Production: Environmental, Economic, and Social Assessments of the Cellulose Nanofiber Production Process

Abstract
:1. Introduction
2. Methodology
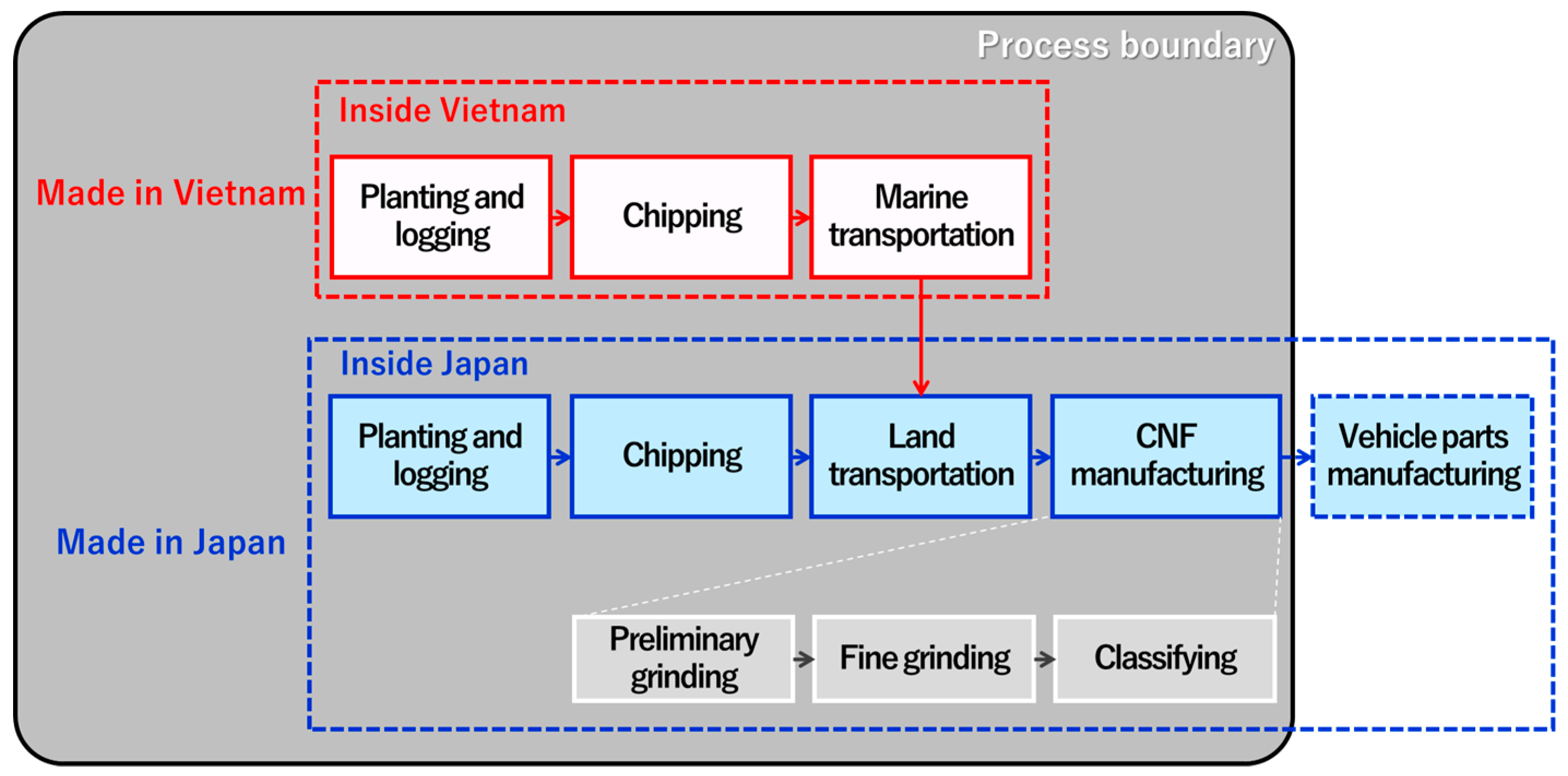
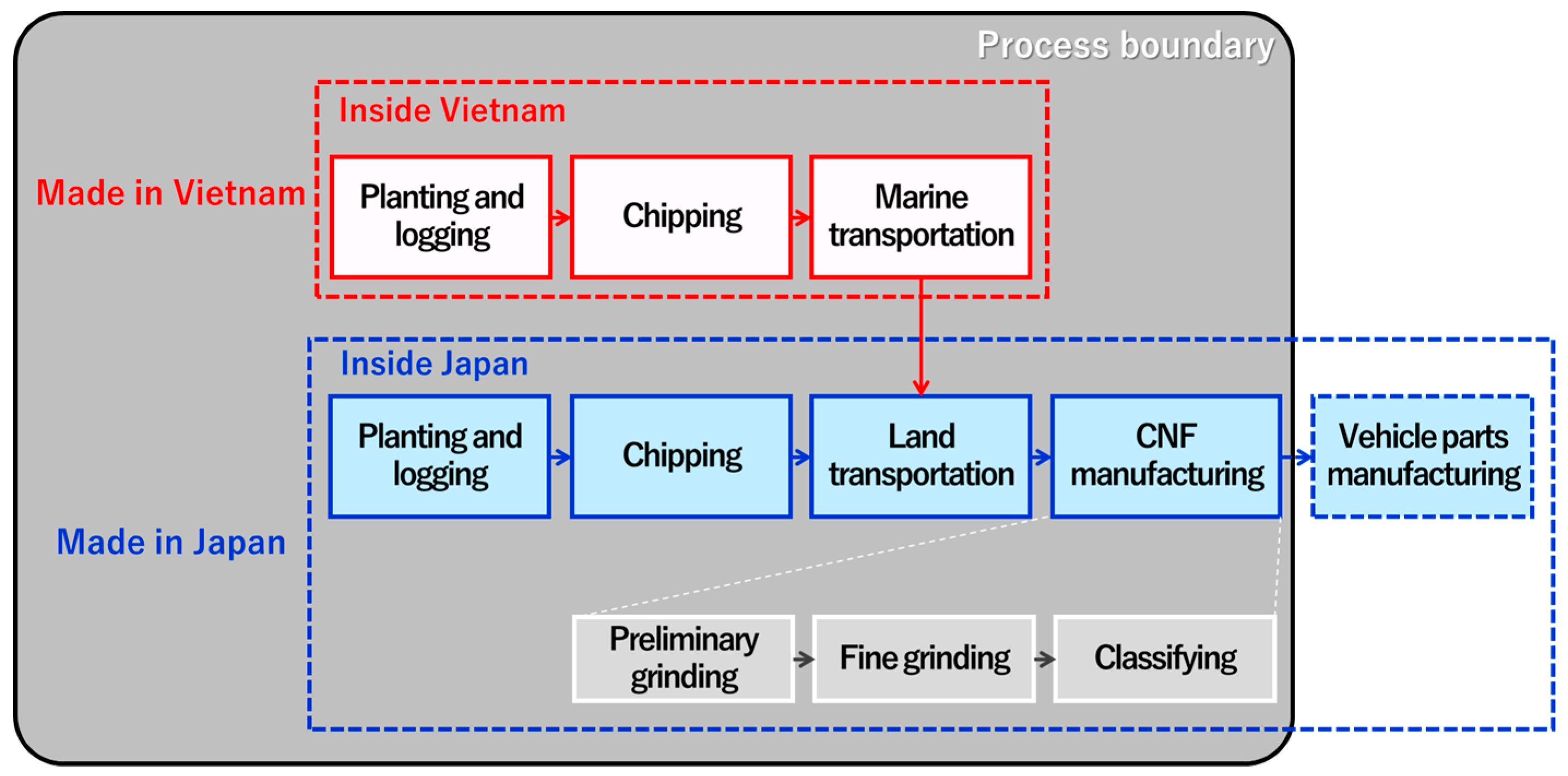
2.1. Process Boundaries
2.2. Preconditions
2.3. Estimating GHG Emissions
2.4. Calculating Manufacturing Cost
2.5. Assessing Potential Social Impact
3. Results and Discussion
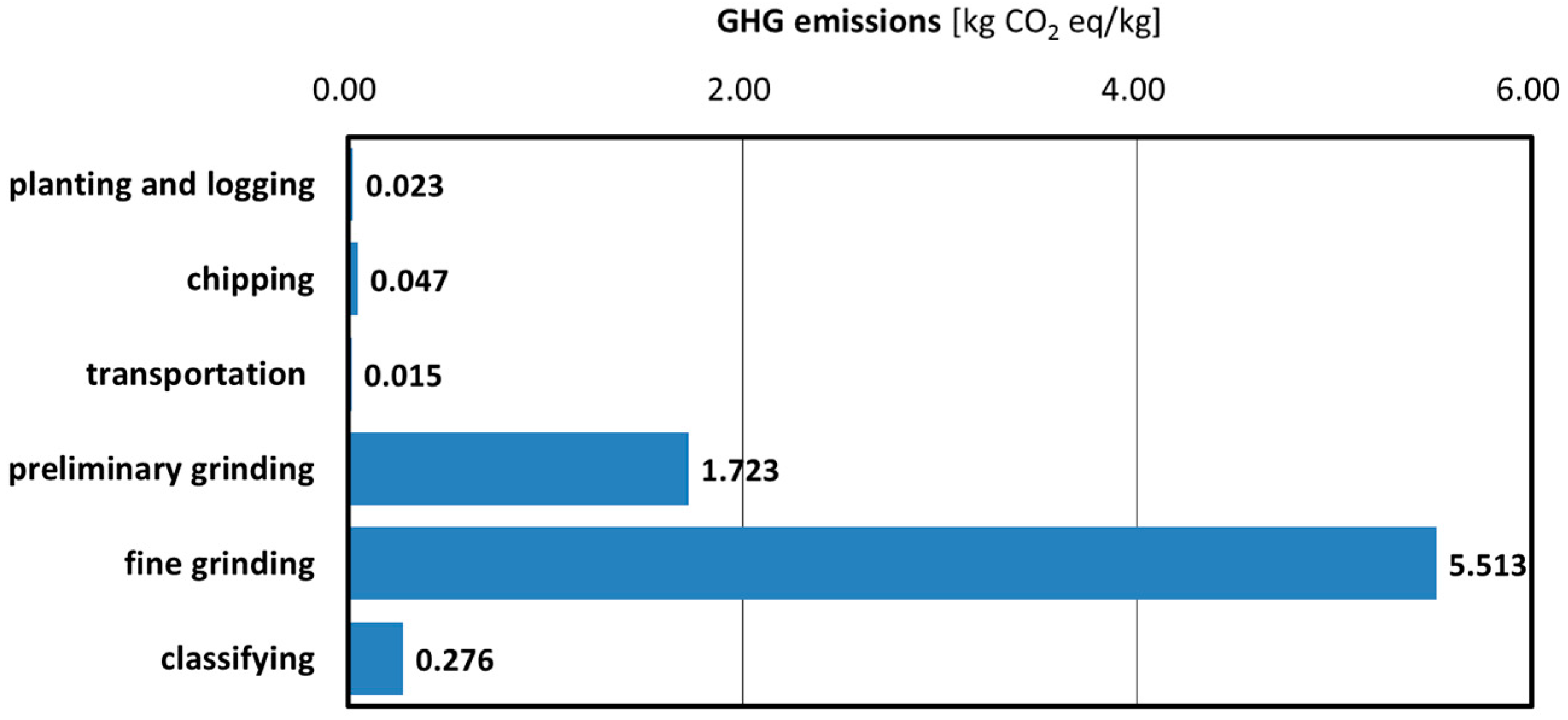
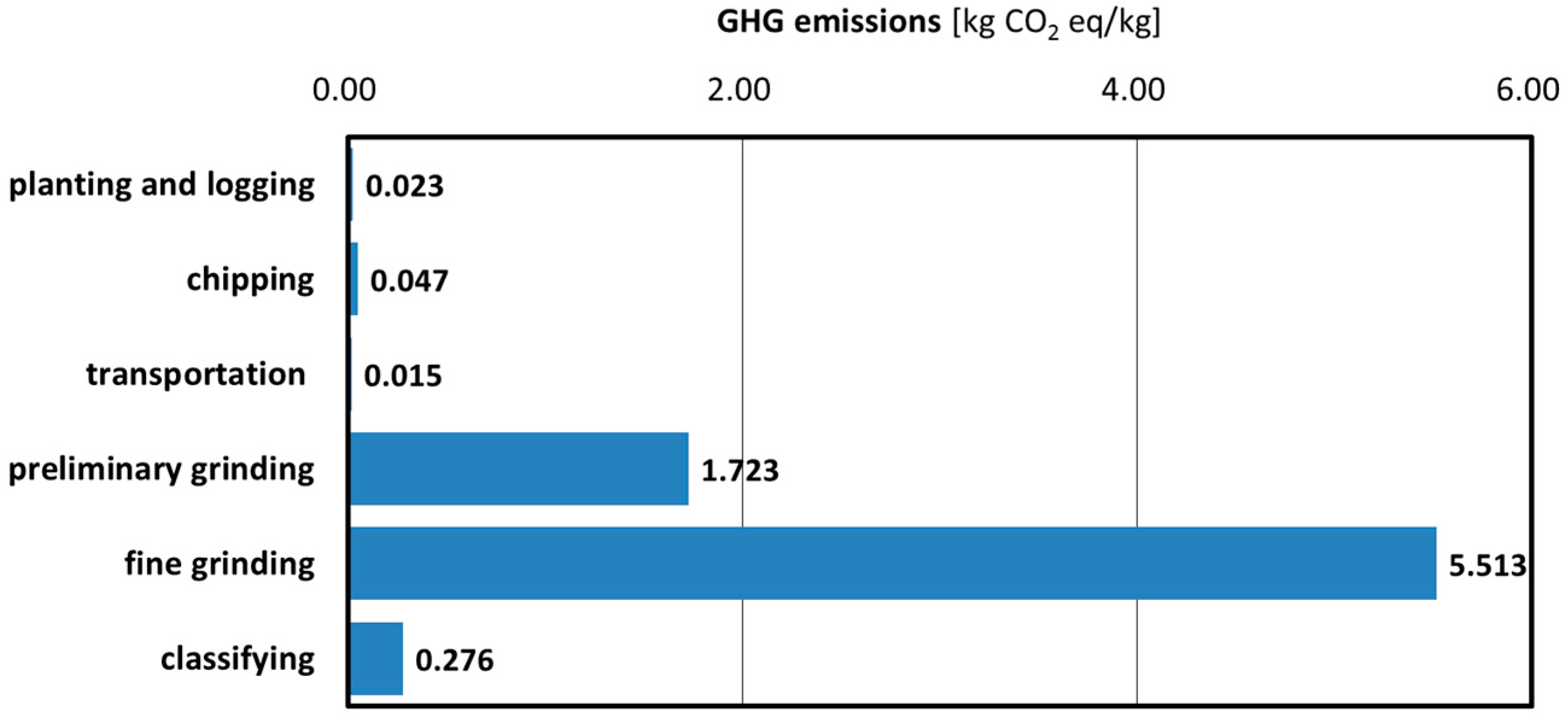
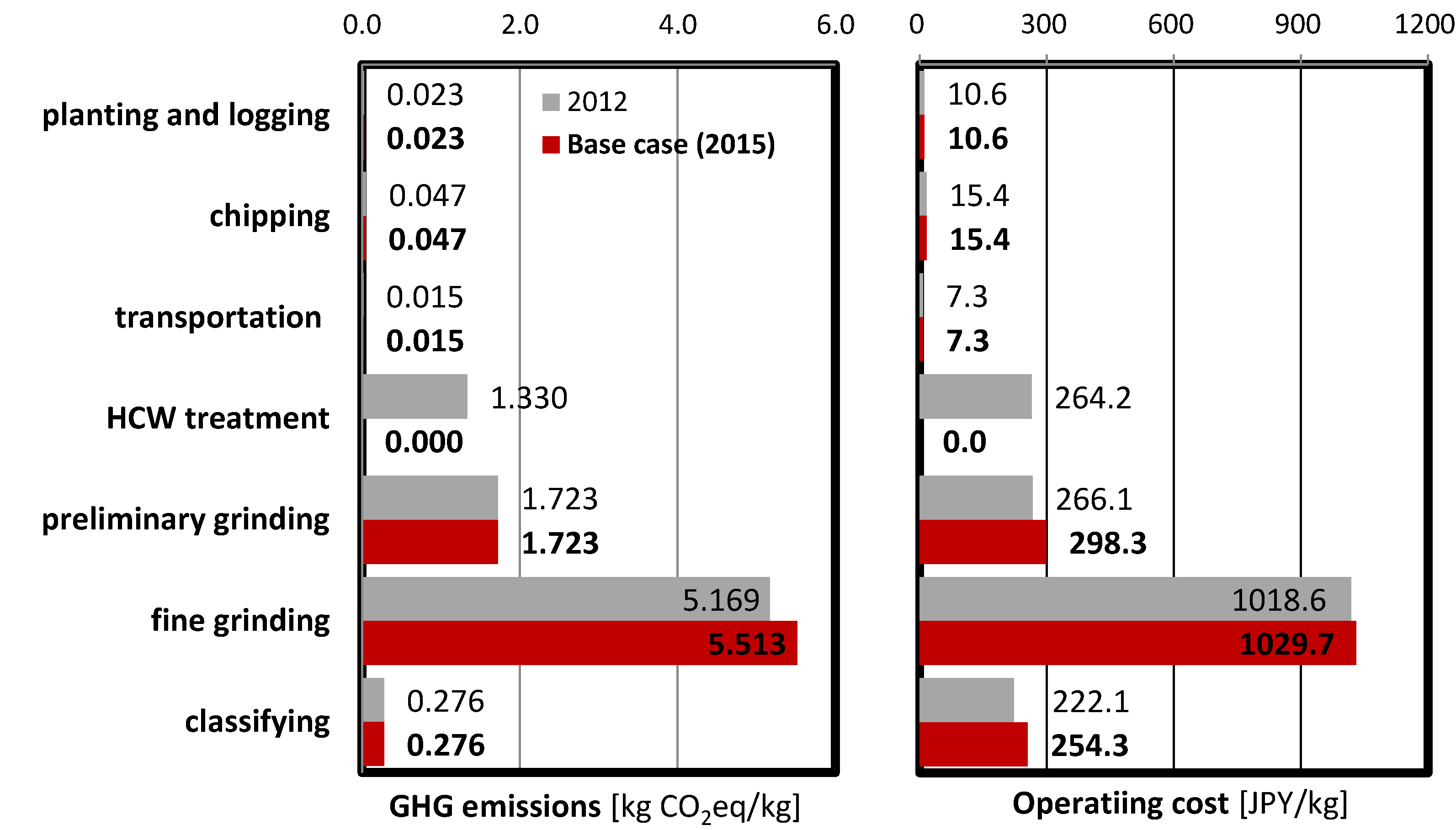
3.1. Environmental Impact: GHG Emissions
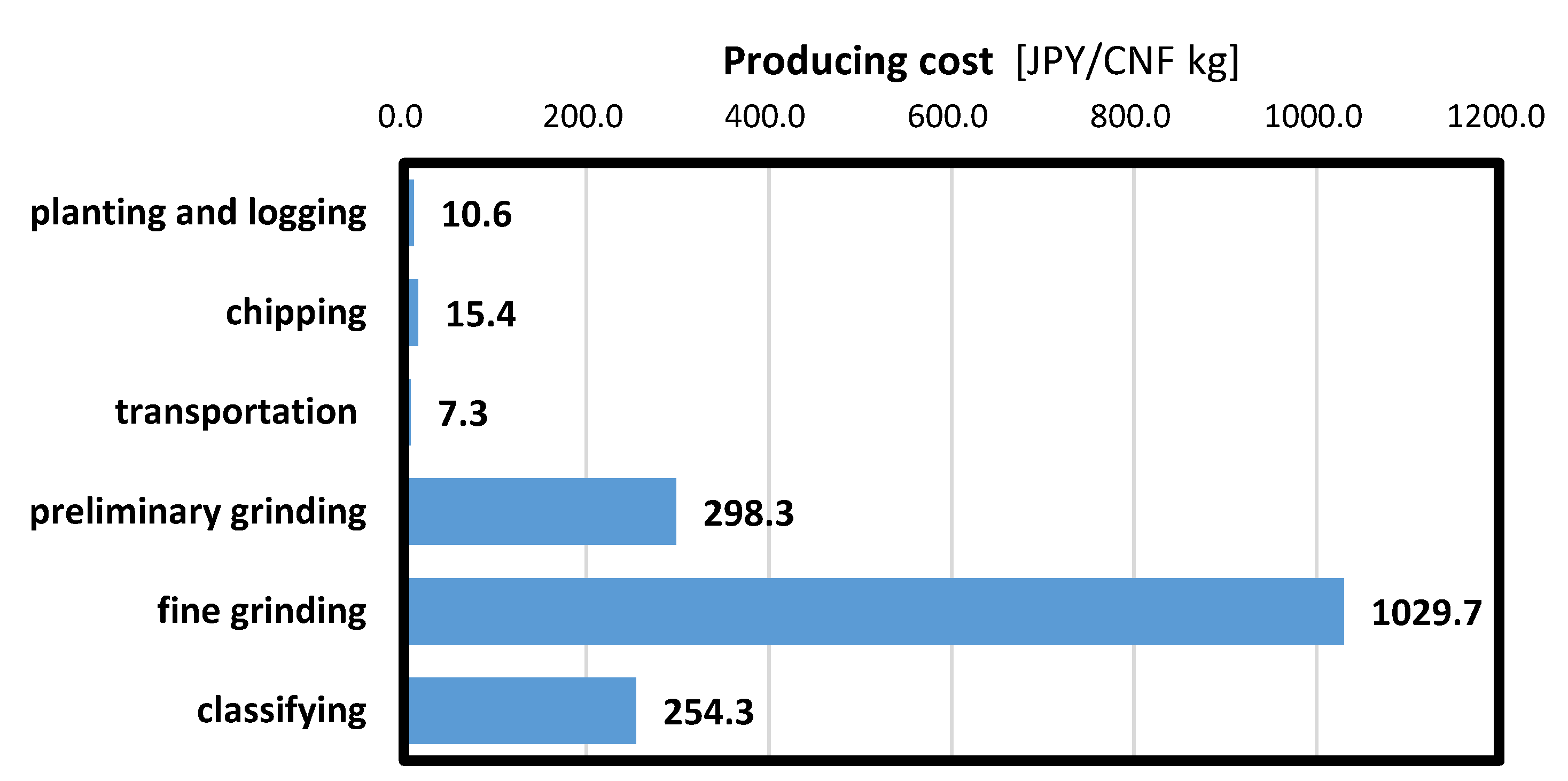
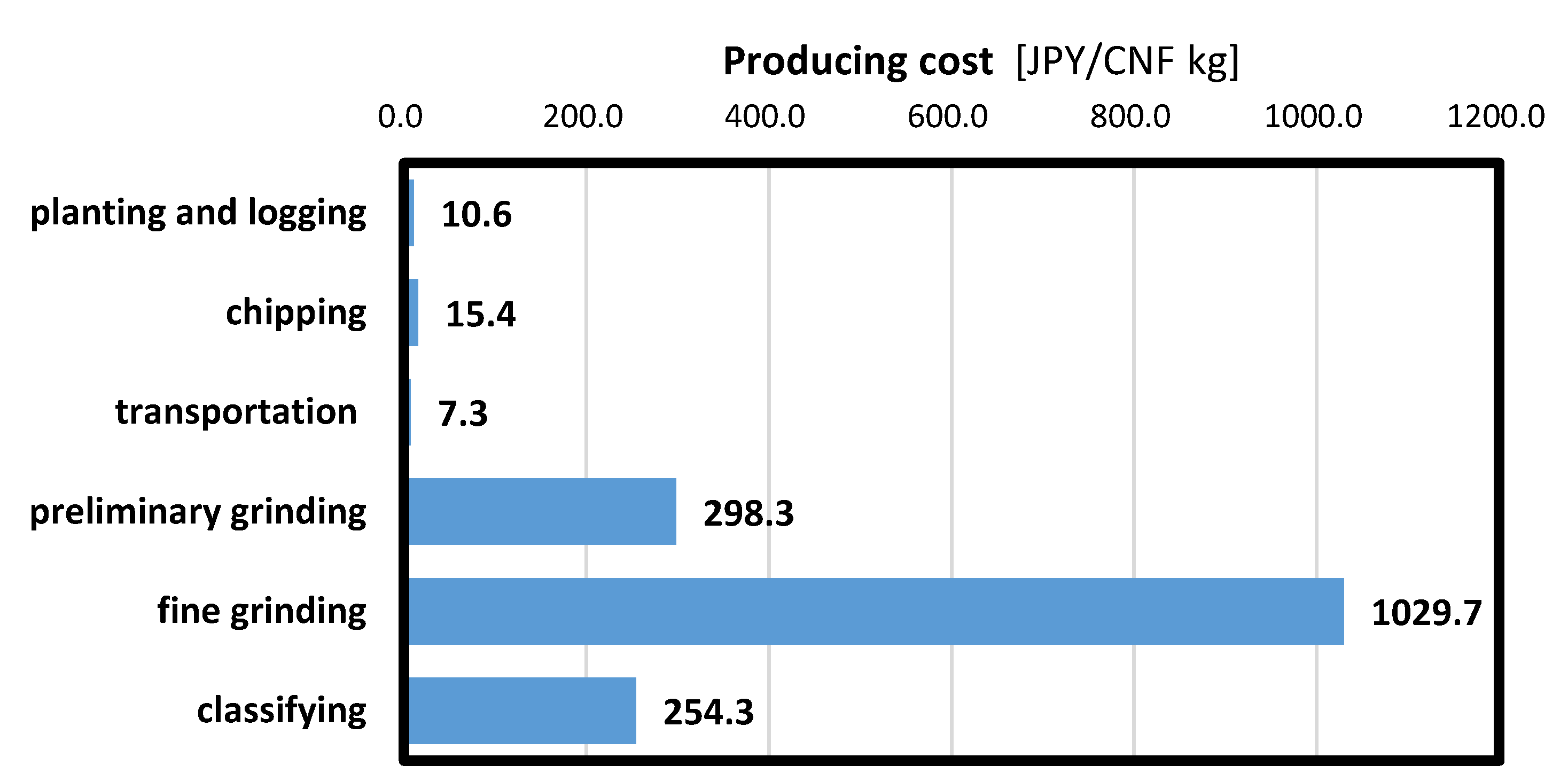
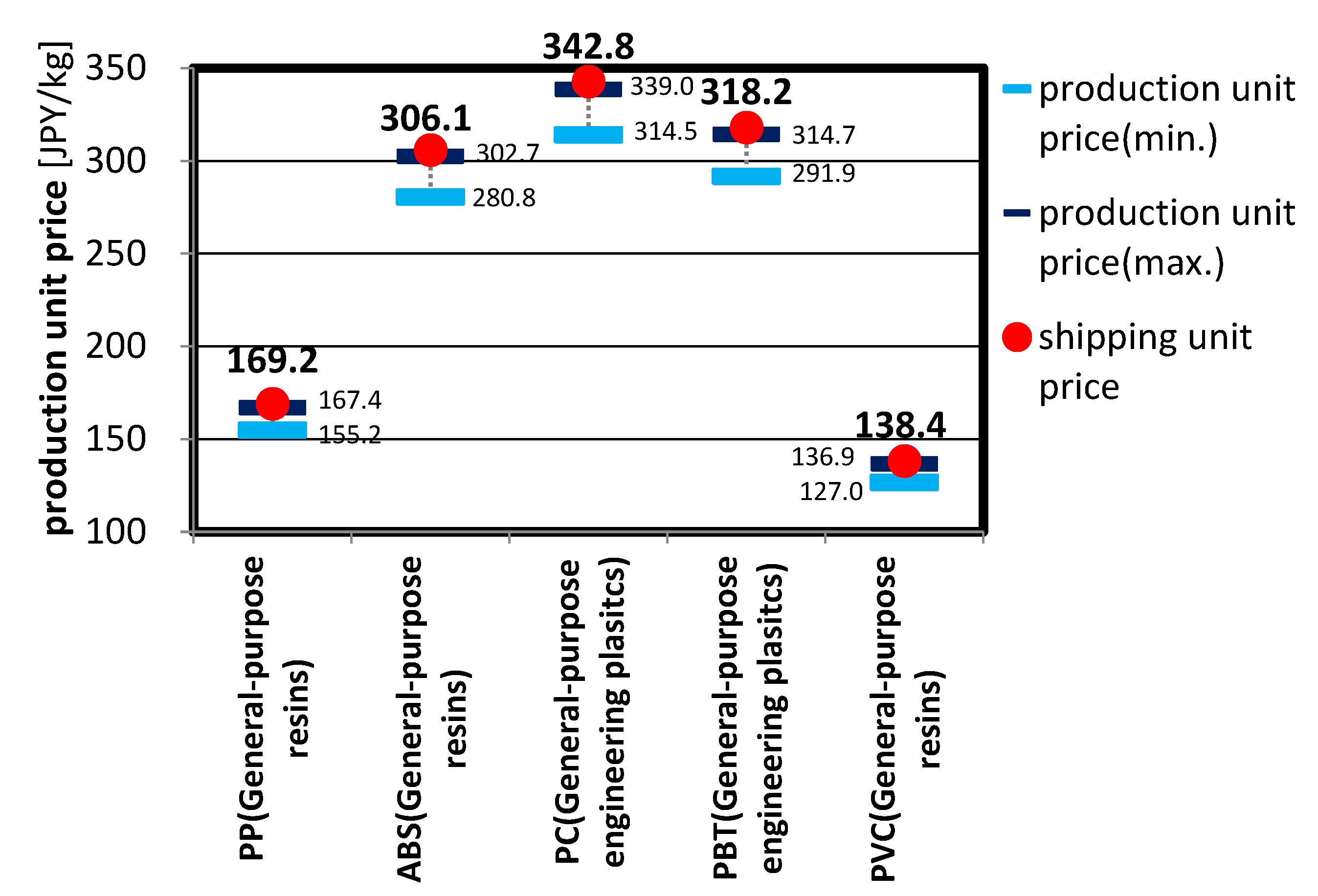
3.2. Economic Impact: Manufacturing Cost
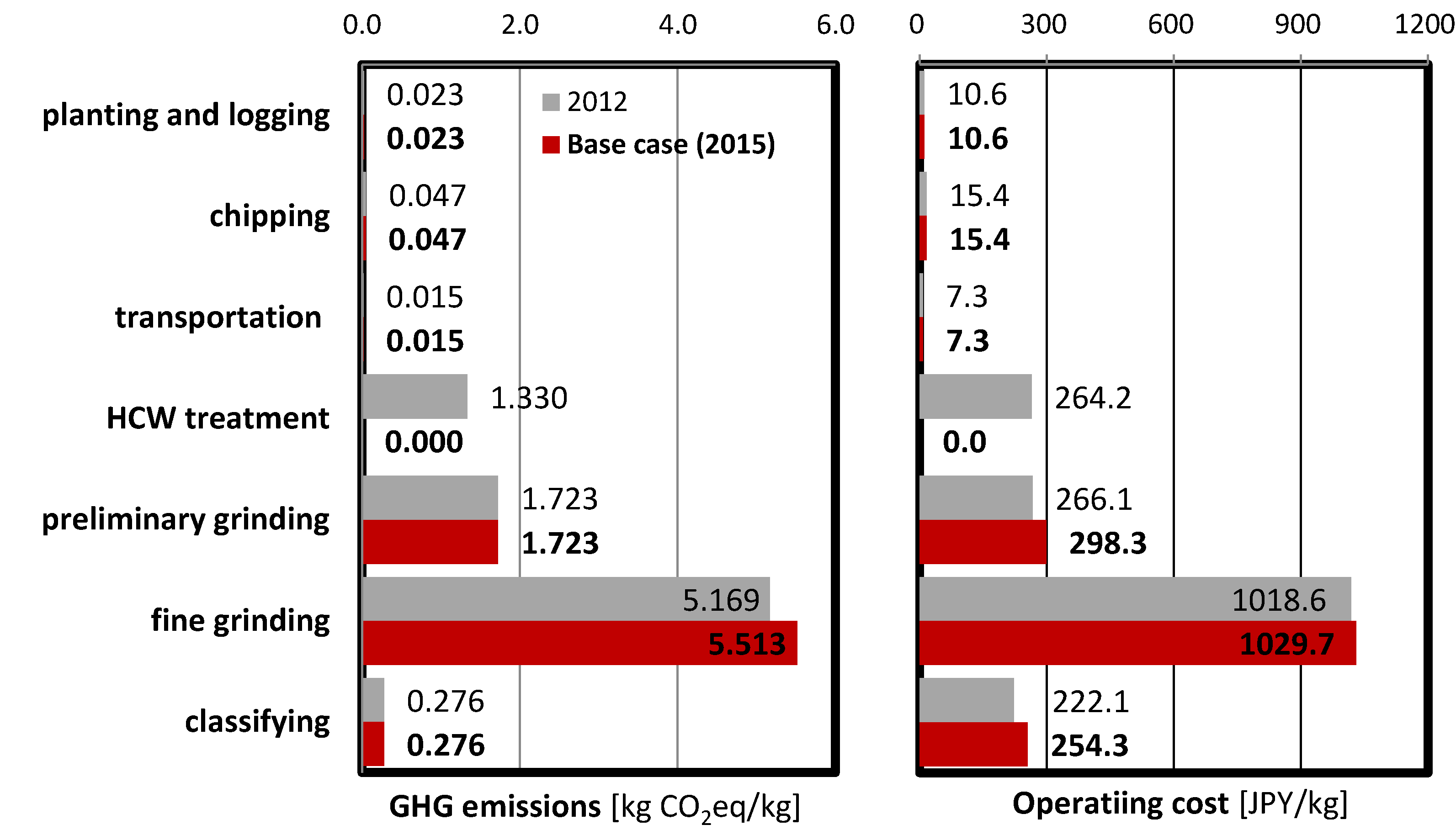
3.3. Sensitivity Analysis: Potential Improvements in Environmental and Economic Efficiency
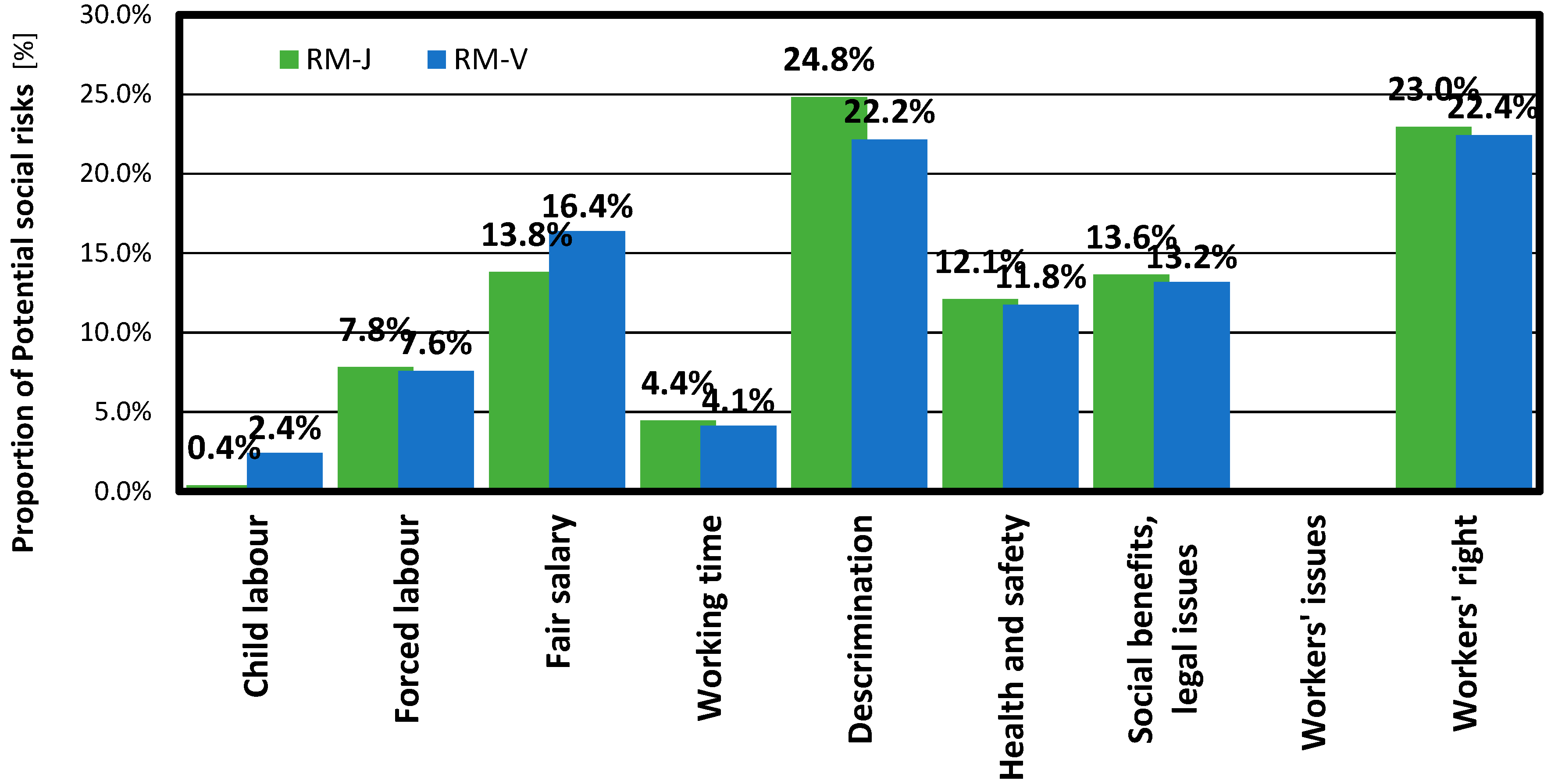
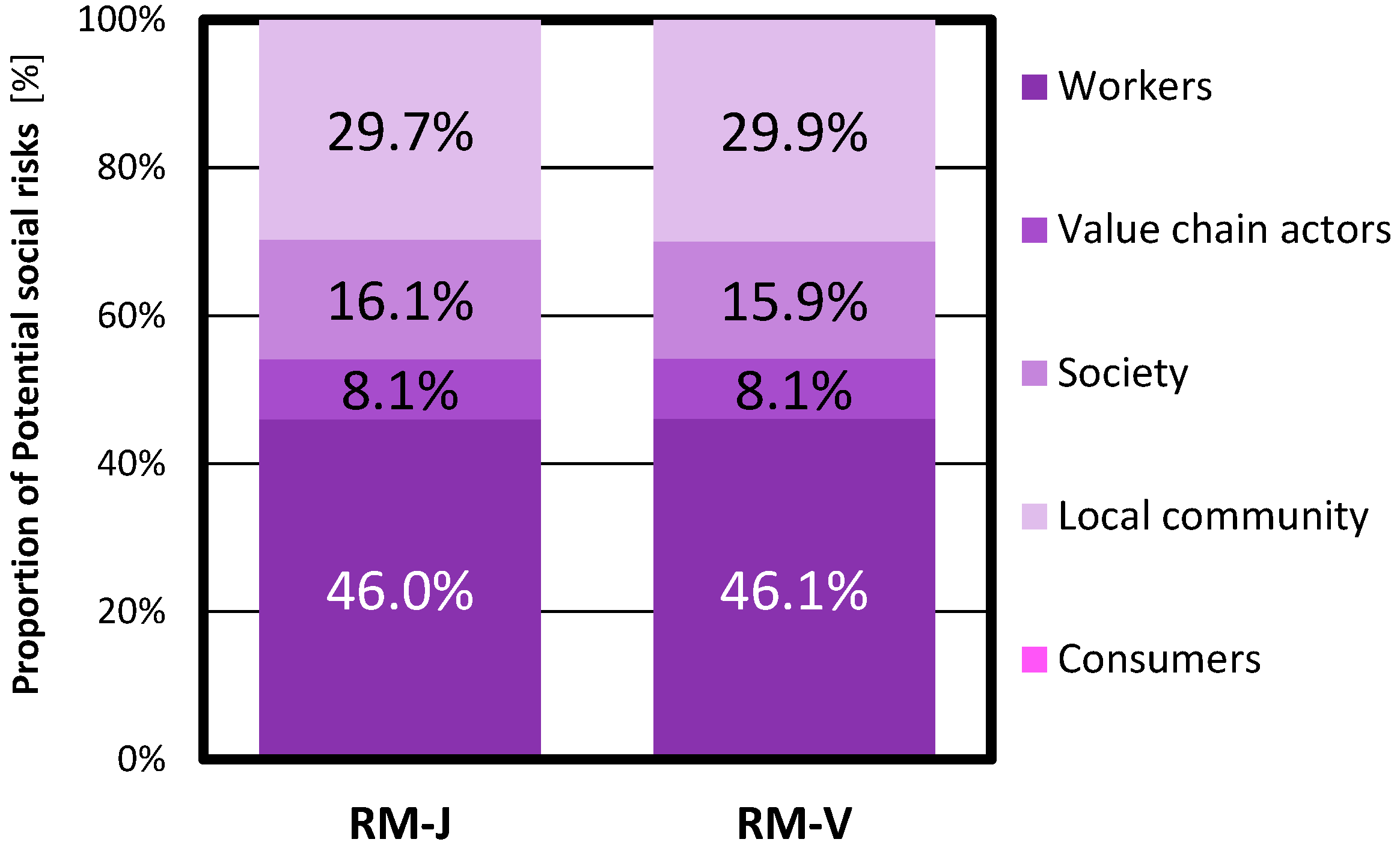
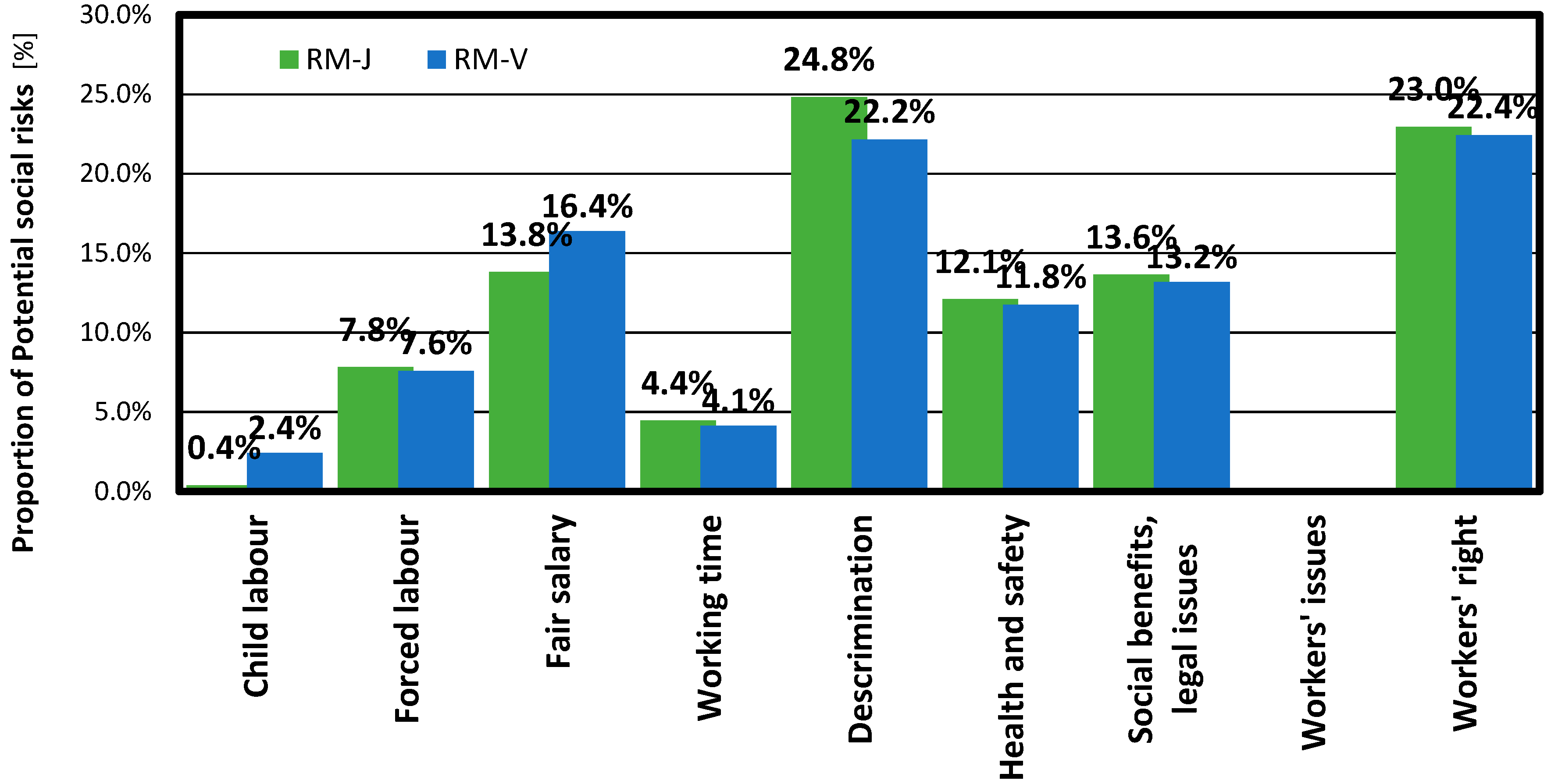
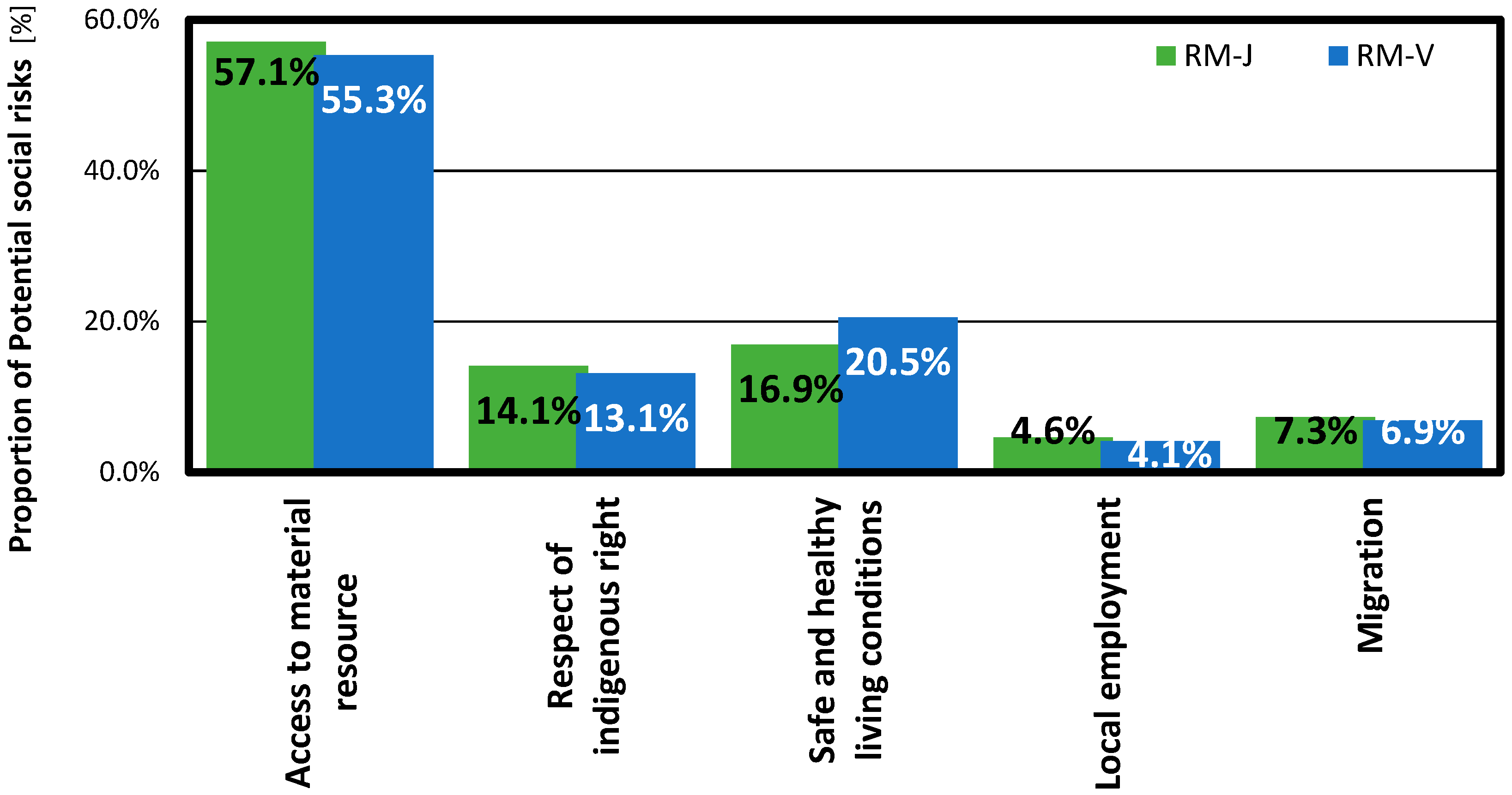
3.4. Social Impact: Potential Social Risk
4. Conclusions and Next Steps
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Agency for Natural Resources and Energy. FIT for Renewable Energy Is Going to Change from the Date of 1 April 2017. Available online: http://www.enecho.meti.go.jp/category/saving_and_new/saiene/kaitori/dl/fit_2017/2017_fit.pdf (accessed on 29 October 2016).
- MAFF (Ministry of Agriculture, Forestry and Fisheries). The List for the New Power Generation Facilities for Energy Utilization by Woody Biomass. 2016. Available online: http://www.rinya.maff.go.jp/chubu/nagoya/mokuzai/pdf/homupejimokusitubaiomasu270108kiji3.pdf#search=′2015+%E6%9C%A8%E8%B3%AA%E3%83%90%E3%82%A4%E3%82%AA%E3%83%9E%E3%82%B9+%E7%99%BA%E9%9B%BB%E6%89%80 (accessed on 21 September 2017).
- Isogai, A.; Saito, T.; Fukuzumi, H. TEMPO-oxidized cellulose nanofibers. Nanoscale 2011, 3, 71–85. [Google Scholar] [CrossRef] [PubMed]
- Kondo, T. New aspects of cellulose nanofibers. Jpn. Wood Res. Soc. 2008, 54, 107–115. (In Japanese) [Google Scholar] [CrossRef]
- Moon, D.; Genchi, Y. Regional impact by business creation of high value-added products from woody biomass with case study in Maniwa, Japan. J. Environ. Inf. Sci. 2015, 43, 73–80. [Google Scholar]
- Sun, X.Z.; Moon, D.; Yagishita, T.; Minowa, T. Evaluation of energy consumption and greenhouse gas emissions in preparation of cellulose nanofibers from woody biomass. Am. Soc. Agric. Biol. Eng. (ASABE) 2013, 56, 1061–1067. [Google Scholar]
- Yano, H.; Nakahara, S. High-Strength Material Using Cellulose Microfibrils. U.S. Patent No. 7378149, 2008. [Google Scholar]
- Mitsubishi Chemical Techno-Research Corporation. A Study on the Research Development, the Use-Development, the Commercialization, and the Patent Application of Cellulose Nanofiber: Support Research for the Small and Medium Enterprise in 2012; Mitsubishi Chemical Techno-Research Corporation: Tokyo, Japan, 2013. (In Japanese) [Google Scholar]
- Moon, D.; Kitagawa, N.; Sagisaka, M.; Genchi, Y. Economic impact of utilizing woody biomass to manufacture high value-added material products: A study of cellulose nanofiber and high standard chip-dust production in Maniwa, Japan. J. Jpn. Inst. Energy 2015, 94, 582–587. [Google Scholar] [CrossRef]
- Moon, D.; Tsukahara, K.; Sagisaka, M.; Tahara, K. Effect of cellulose nanofibers composites in automotive components on Greenhouse Gas emissions. J. Jpn. Inst. Energy 2016, 95, 648–652. [Google Scholar] [CrossRef]
- MAFF (Ministry of Agriculture, Forestry and Fisheries). National Basic Plan for the Promotion of Biomass Utilization 2010. Available online: http://www.maff.go.jp/j/shokusan/biomass/attach/pdf/index-7.pdf (accessed on 29 October 2016). (In Japanese)
- JEMAI (The Japan Environmental Management Association for Industry). Multiple Interface Life Cycle Assessment (MILCA). 2010. Available online: http://www.milca-milca.net/english/index.php (accessed on 29 September 2014). (In Japanese).
- METI (Ministry of Economy, Trade, and Industry) and MLIT (Ministry of Land, Infrastructure, Transport, and Tourism). Guideline for Calculating the Amount of CO2 Emissions in Transportation and Logistics Field. 2006. Available online: http://www.greenpartnership.jp/pdf/co2/co2brochure.pdf (accessed on 21 September 2016). (In Japanese)
- NEDO (New Energy and Industrial Technology Development Organization). 2005–2009 NEDO Progress Report: Experimental Project for Regional Energy Circulation System Using by Woody Biomass in Maniwa City; NEDO: Kanagawa, Japan, 2010; pp. 5–33. (In Japanese)
- EFTC (Home Electric Appliances Fair Trade Conference). The List of Unit Price for Electric Light and a Price for Model Demand of 2014.5. 2014. Available online: https://www.eftc.or.jp/qa/qa_pdf.pdf (accessed on 29 October 2016). (In Japanese).
- UNEP (United Nations Environment Programme). Guidelines for Social Life Cycle Assessment of Products. 2009. Available online: http://www.unep.fr/shared/publications/pdf/DTIx1164xPA-guidelines_sLCA.pdf (accessed on 21 September 2016).
- Norris, C.B.; Norris, G.A.; Aulisio, D. Efficient assessment of social hotspots in the supply chains of 1—Products categories using the social hotspots database. Sustainability 2014, 6, 6973–6984. [Google Scholar] [CrossRef]
- Greendelta. A New, Comprehensive Database for Social LCA: PSILCA. 2015. Available online: http://www.greendelta.com/Databases.119.0.html?&L=1 (accessed on 29 October 2016).
- Unwin, G.L.; Kriedemann, P.E. Principles and Processes of Carbon Sequestration by Trees; Research and Development Division: State Forests of New South Wales, Australia, 2000. [Google Scholar]
- Fuji-Keizai. Current Status and Future Prospects of Plastic Market for EV, HEV in 2012; Fuji-Keizai: Tokyo, Japan, 2012. [Google Scholar]
- METI (Ministry of Economy, Trade, and Industry). METI Dynamic Statistics of Production in 2015. 2015. Available online: http://www.meti.go.jp/statistics/tyo/seidou/result/ichiran/08_seidou.html (accessed on 21 September 2016).








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Items | Amount | Required Condition | ||||
|---|---|---|---|---|---|---|
| Figure | Unit | Substance | Figure | Source | ||
| CNF | 1 * | dry kg | ||||
| Chip (dry) | 1.3 * | dry kg | Yield rate | 80 | - | |
| Chip (wet) | 2.6 * | wet kg | Moisture content | 52% | Moon et el. [9] | |
| Logging Residues | 2.9 * | wet kg | Yield rate | 89% | Moon et al. [9] | |
| Items | ||||||
|---|---|---|---|---|---|---|
| Energy | Light diesel oil | Electricity | ||||
| The unit energy consumption | 2.5 | 5 | 0.059 | 2000 | 6400 | 400 |
| Unit | L/wet ton | L diesel/ton km | kWh/dry ton | |||
| Sources | NEDO (2010) | METI and MLIT (2006) | Measured value (2015) | |||
| The GHG efficient | 3.21 | 0.69 | ||||
| Unit | kg CO2eq/L | kg CO2eq/kWh | ||||
| Sources | IDEA | |||||
| Categories and Items | Figure | Unit | Source | |
|---|---|---|---|---|
| Unit cost of production | 3625 | JPY/ton | NEDO Research report [14] | |
| Unit cost of production | 5263 | JPY/ton | ||
| Unit cost for delivery (in the case of 30km) | 2815 | JPY/ton | The average by 14 delivery companies | |
| Purchase unit cost | 20,000 | JPY/ton | Measured data in 2015 | |
| Unit cost of electric power | 22 | JPY/kWh | Unit price offered by EFTC [15] | |
| Personnel expenses | 20,000 | JPY/day | Measured data in 2015 | |
| Stakeholder Categories and Subcategories (UNEP, 2009) | SHDB | PSILCA | |
|---|---|---|---|
| Stakeholder Categories | Impact Categories | ||
| Worker | Freedom of association and collective bargaining | ◯ | ◯ |
| Child labour | ◯ | ◯ | |
| Fair salary | ◯ | ◯ | |
| Working hours | ◯ | ◯ | |
| Forced labour | ◯ | ◯ | |
| Equal opportunities/Discrimination | ◯ | ◯ | |
| Healthy and safety | ◯ | ◯ | |
| Social benefits/Social security | ◯ | ◯ | |
| Consumer | Health & safety | ◯ | ◯ |
| Feedback mechanism | |||
| Consumer privacy | |||
| Transparency | |||
| End of life responsibility | |||
| Local community | Access to material resources | ◯ | |
| Access to immaterial resources | |||
| Delocalization and migration | ◯ | ◯ | |
| Cultural heritage | |||
| Safe & healthy living conditions | ◯ | ◯ | |
| Respect of indigenous rights | ◯ | ◯ | |
| Community engagement | |||
| Local employment | ◯ | ◯ | |
| Secure living conditions | ◯ | ||
| Society | Public commitments to sustainability issues | ||
| Contribution to economic development | ◯ | ◯ | |
| Prevention & mitigation of armed conflicts | ◯ | ||
| Technology development | |||
| Corruption | ◯ | ◯ | |
| Value chain actors not including consumers | Fair competition | ◯ | ◯ |
| Promoting social responsibility | ◯ | ||
| Supplier relationships | |||
| Respect of intellectual property rights | |||
| Industrial Sector | Scenario | |
|---|---|---|
| RM-J | RM-V | |
| Wooden chips JP | 0.01057 | - |
| Forestry VN | - | 0.00531 |
| Transport VN | - | 0.00421 |
| Travel agency and other services relating to transport JP | 0.00298 | 0.00298 |
| Real estate rental service JP | 0.03386 | 0.03390 |
| Water supply JP | 0.01170 | 0.01171 |
| Other business services JP | 0.02018 | 0.02020 |
| Electric power for enterprise use JP | 0.26221 | 0.26249 |
| Manufacture of other products of wood JP | 0.65851 | 0.65921 |
| Total | 1.00000 | 1.00000 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Moon, D.; Sagisaka, M.; Tahara, K.; Tsukahara, K. Progress towards Sustainable Production: Environmental, Economic, and Social Assessments of the Cellulose Nanofiber Production Process. Sustainability 2017, 9, 2368. https://doi.org/10.3390/su9122368
Moon D, Sagisaka M, Tahara K, Tsukahara K. Progress towards Sustainable Production: Environmental, Economic, and Social Assessments of the Cellulose Nanofiber Production Process. Sustainability. 2017; 9(12):2368. https://doi.org/10.3390/su9122368
Chicago/Turabian StyleMoon, Dami, Masayuki Sagisaka, Kiyotaka Tahara, and Kenichiro Tsukahara. 2017. "Progress towards Sustainable Production: Environmental, Economic, and Social Assessments of the Cellulose Nanofiber Production Process" Sustainability 9, no. 12: 2368. https://doi.org/10.3390/su9122368