
Life Cycle Assessment and Life Cycle Cost Analysis of Magnesia Spinel Brick Production

 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Life Cycle Assessment
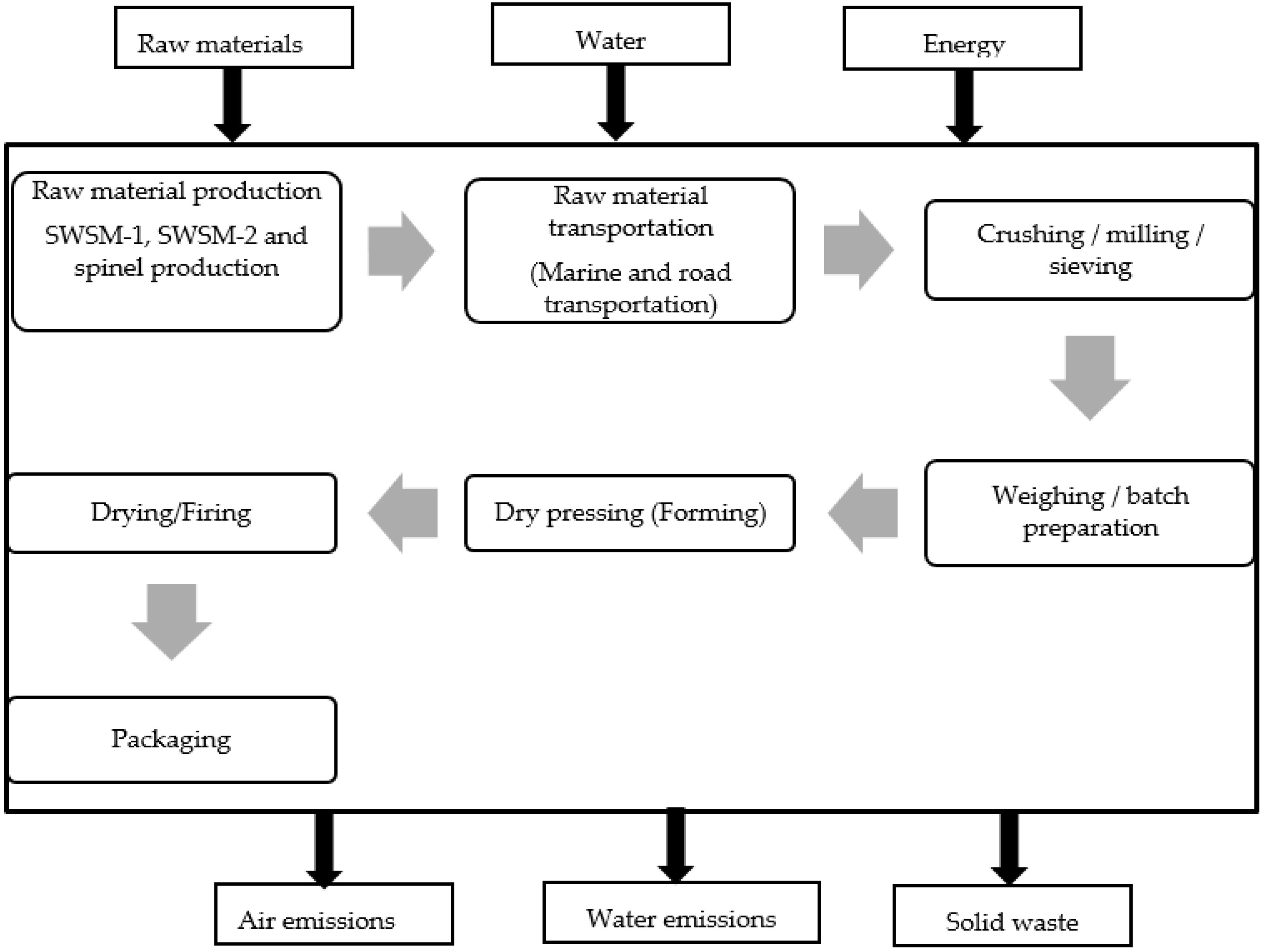
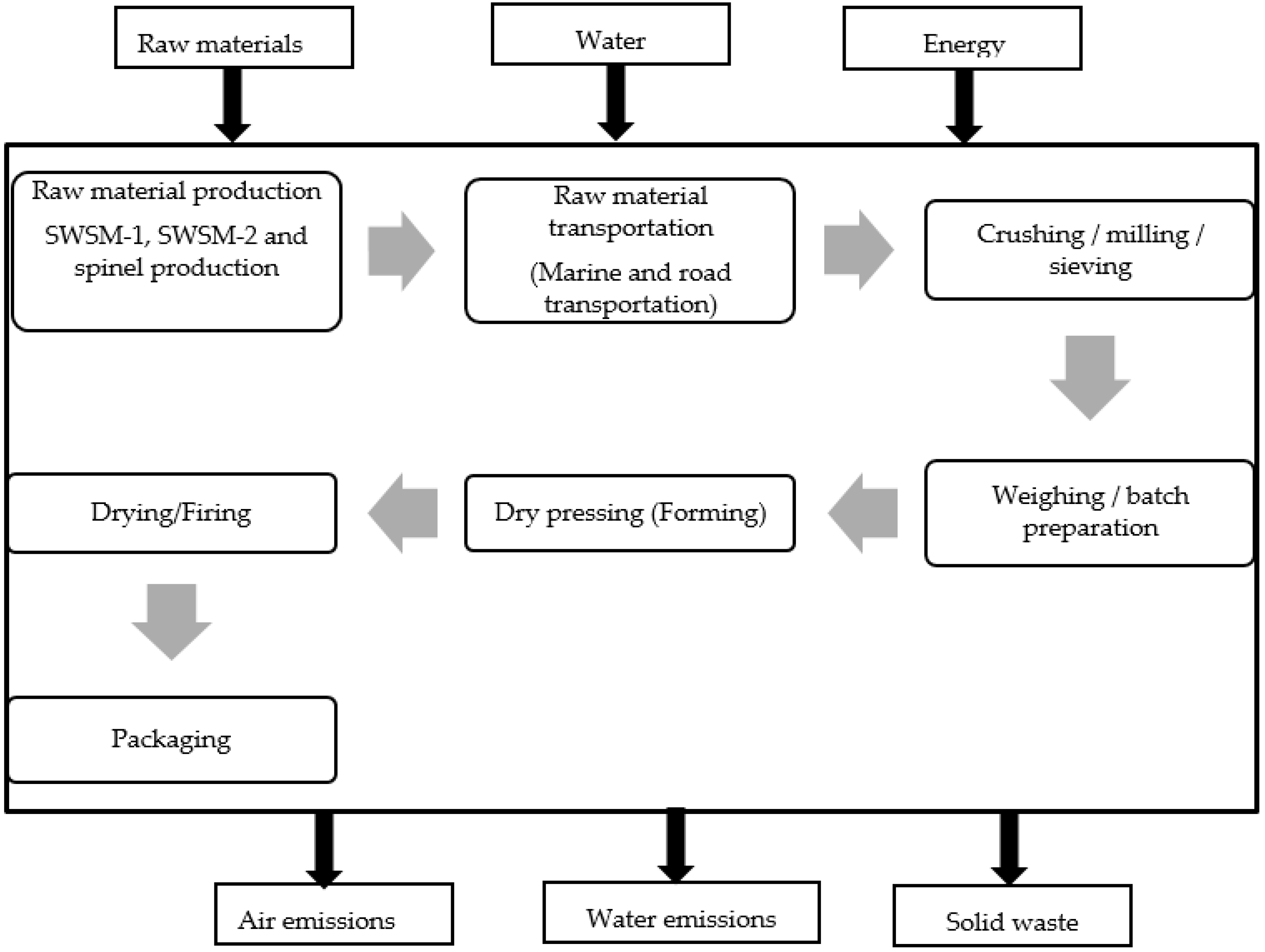
2.1.1. Goal and Scope Definition
2.1.2. Life Cycle Inventory Analysis
Raw Material Production
Experimental
2.1.3. Life Cycle Impact Assessment
2.2. Life Cycle Cost (LCC) Analysis
3. Results
3.1. LCA Results
3.2. LCC Results
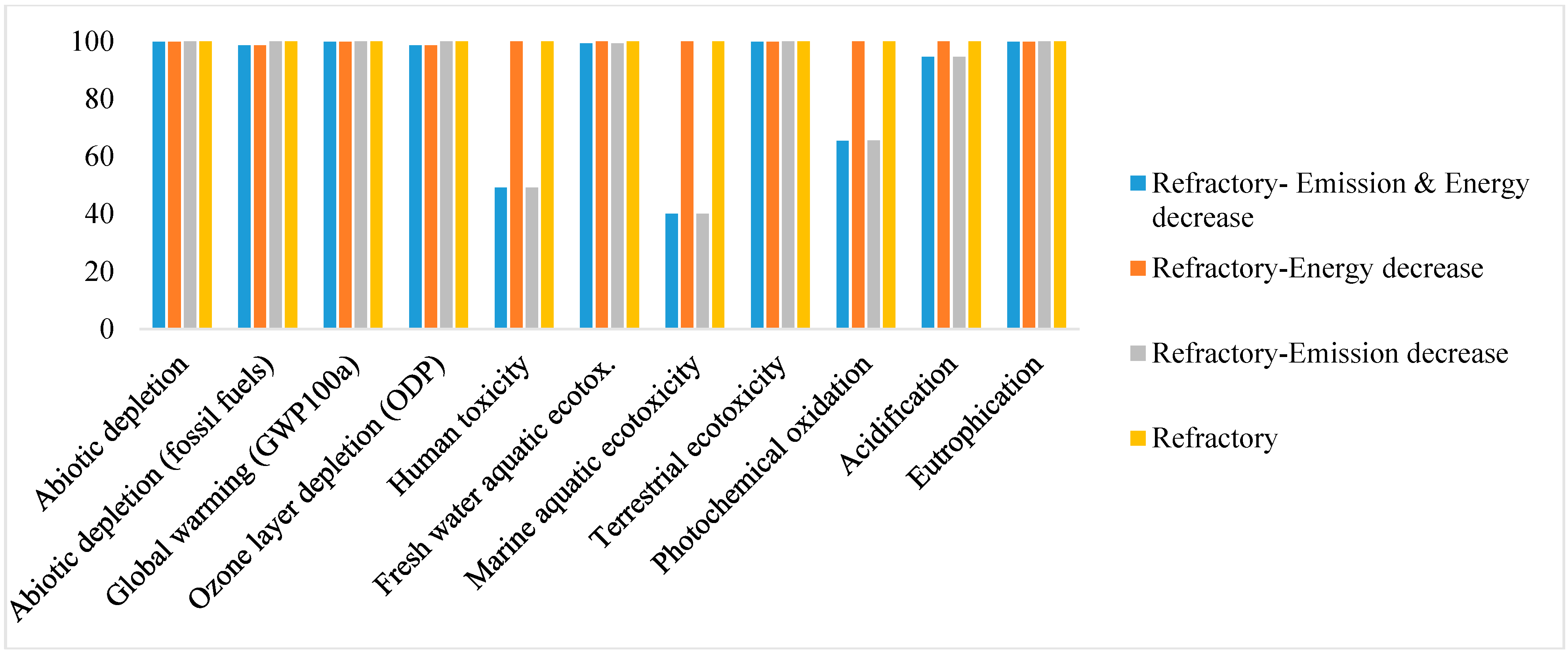
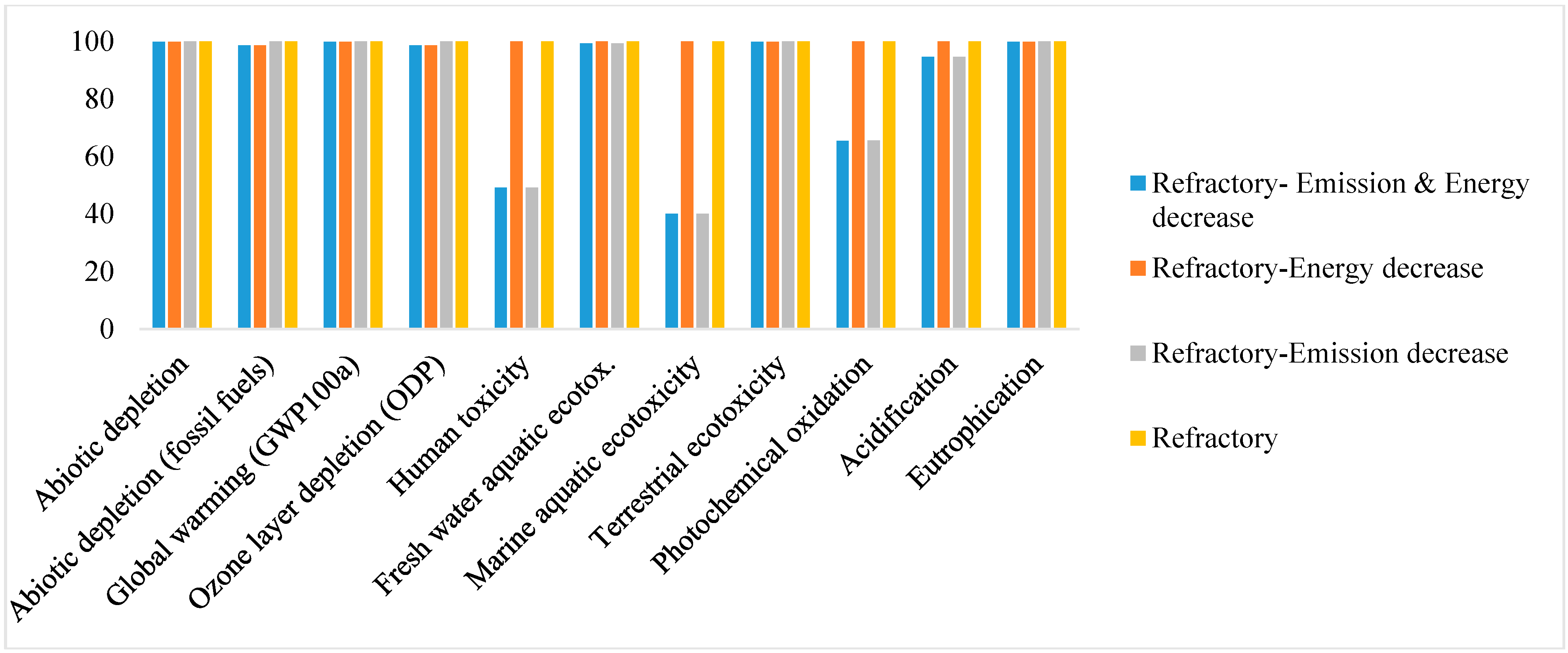
3.3. Sensitivity Analysis
4. Discussion
5. Conclusions
Supplementary Materials
Acknowledgments
Author Contributions
Conflicts of Interest
References
- EIPPCB (European Integration Pollution Prevention Control Bureau). Reference Document on Best Available Techniques in the Ceramic Manufacturing Industry; European Commission: Brussels, Belgium, 2007. [Google Scholar]
- Lule-Gonzalez, R.G.; Lopez-Acosta, F.; Rodriguez, R. Recycling MgO-C Refractory in the EAF of Mittal Steel Lazaro Cardenas. AIST Iron Steel Technol. 2006, 1, 76–84. [Google Scholar]
- Nakamura, Y.; Hirai, N.; Tsutsui, Y.; Uchinokura, K.; Tamura, S.I. Recycling of refractories in the steel industry. Indian Ceram. 1999, 19, 111–114. [Google Scholar]
- Valoref, A.O. Recovery and recycling of scrap refractories. World Ceram. Refract. 1998, 9, 13–16. [Google Scholar]
- Republic of Turkey Ministry of Environment and Urbanization. Turkish Regulation on Monitoring of Greenhouse Gas (GHG), No. 29003, 17 May 2014. Available online: http://www.mevzuat.gov.tr (accessed on 11 July 2016). (In Turkish)
- The Construction Products Directive (89/106/EEC). 1989. Available online: http://eurocodes.jrc.ec.europa.eu/doc/construction_products_directive.pdf (accessed on 11 July 2016).
- Khasreen, M.M.; Banfill, P.; Menzies, G.F. Life-Cycle Assessment and the Environmental Impact of Buildings: A Review. Sustainability 2009, 1, 674–701. [Google Scholar] [CrossRef]
- Almeida, M.I.; Dias, A.C.; Demertzi, M.; Arroja, L. Contribution to the development of product category rules for ceramic bricks. J. Clean. Prod. 2015, 92, 206–215. [Google Scholar] [CrossRef]
- Han, B.; Wang, R.; Yao, L.; Liu, H.; Wang, Z. Life cycle assessment of ceramic façade material and its comparative analysis with three other common façade materials. J. Clean. Prod. 2015, 99, 86–93. [Google Scholar] [CrossRef]
- Kim, K.H. A comparative life cycle assessment of a transparent composite façade system and a glass curtain wall system. Energy Build. 2011, 43, 3436–3445. [Google Scholar] [CrossRef]
- Souza, D.M.; Lafontaine, M.; Charron-Doucet, F.; Bengoa, X.; Chappert, B.; Duarte, F.; Lima, L. Comparative Life Cycle Assessment of ceramic versus concrete roof tiles in the Brazilian context. J. Clean. Prod. 2015, 89, 165–173. [Google Scholar] [CrossRef]
- Cabeza, L.F.; Rincon, L.; Vilarino, V.; Perez, G.; Castell, A. Life cycle assessment (LCA) and life cycle energy analysis (LCEA) of buildings and the building sector: A review. Renew. Sust. Energy Rev. 2014, 29, 394–416. [Google Scholar] [CrossRef]
- Almeida, M.; Dias, A.C.; Arroja, L. Environmental product declaration in Portuguese ceramic tile. In Proceedings of the SIM 2011 International Conference on Sustainable Intelligent Manufacturing, Leiria, Portugal, 29 June–1 July 2011.
- Bribian, I.Z.; Capilla, A.V.; Uson, A.A. Life cycle assessment of building materials: comparative analysis of energy and environmental impacts and evaluation of the eco-efficiency improvement potential. Build. Environ. 2011, 46, 1133–1140. [Google Scholar] [CrossRef]
- Banar, M.; Çokaygil, Z. Environmental Evaluation of Ceramic Floor Tiles through Life Cycle Analysis Method. In Proceedings of the Solid Waste Management Symposium in Turkey (TÜRKAY 2009), Istanbul, Turkey, 15–17 June 2009.
- Bovea, M.D.; Saura, U.; Ferrero, J.L.; Giner, J. Cradle to gate study of red clay for use in the ceramic industry. Intl. J. Life Cycle Assess. 2007, 12, 439–447. [Google Scholar] [CrossRef]
- Koroneos, C.; Dompros, A. Environmental assessment of brick production in Greece. Build. Environ. 2007, 42, 2114–2123. [Google Scholar] [CrossRef]
- Nicoletti, G.M.; Notarnicola, B.; Tassielli, G. Comparative Life Cycle Assessment of flooring materials: Ceramic versus marble tiles. J. Clean. Prod. 2002, 10, 283–296. [Google Scholar] [CrossRef]
- Rouwette, R. LCA of Brick Products: Life Cycle Assessment Report E Final Report after Critical Review; Think Brick Australia J/N 107884; Energetics: Melbourne, Australia, 2010. [Google Scholar]
- Boesch, M.E.; Hellweg, S. Identifying improvement potentials in cement production with life cycle assessment. Environ. Sci. Technol. 2010, 44, 9143–9149. [Google Scholar] [CrossRef] [PubMed]
- Chen, C.; Habert, G.; Bouzidi, Y.; Jullien, A. Environmental impact of cement production: Detail of the different processes and cement plant variability evaluation. J. Clean. Prod. 2010, 18, 478–485. [Google Scholar] [CrossRef]
- Feiz, R.; Ammenberg, J.; Baas, L.; Eklund, M.; Helgstrand, A.; Marshall, R. Improving the CO2 performance of cement, part II: Framework for assessing CO2 improvement measures in cement industry. J. Clean. Prod. 2015, 98, 282–291. [Google Scholar] [CrossRef]
- Güeraca, L.P.; Torres, N.; Juarez-Lopez, C.R. The co-processing of municipal waste in a cement kiln in Mexico. A life-cycle assessment approach. J. Clean. Prod. 2015, 107, 741–748. [Google Scholar] [CrossRef]
- Valderrama, C.; Granados, R.; Cortina, J.L.; Gasol, C.M.; Guillem, M.; Josa, A. Implementation of best available techniques in cement manufacturing: A lifecycle assessment study. J. Clean. Prod. 2012, 25, 60–67. [Google Scholar] [CrossRef]
- Huntzinger, D.N.; Eatmon, T.D. A life-cycle assessment of Portland cement manufacturing: Comparing the traditional process with alternative technologies. J. Clean. Prod. 2009, 17, 668–675. [Google Scholar] [CrossRef]
- Vares, S.; Hakkinen, T. LCA Tool for Cement Manufacturers for System Optimization and for Environmental Reporting; Koukkari, H., Nors, M., Eds.; Life Cycle Assessment of Products and Technologies: Espoo, Finland, 2009; pp. 122–133. [Google Scholar]
- Simoes, C.L.; Costa Pinto, L.M.; Bernardo, C.A. Environmental and economic assessment of a road safety product made with virgin and recycled HDPE: A comparative study. J. Environ. Manag. 2013, 114, 209–215. [Google Scholar] [CrossRef] [PubMed]
- Asiedu, Y.; Gu, P. Product life cycle cost analysis: State of the art review. Intl. J. Prod. Res. 1998, 36, 883–908. [Google Scholar] [CrossRef]
- Norris, G.A. Integrating Life Cycle Cost Analysis and LCA. Intl. J. LCA 2001, 6, 118–120. [Google Scholar]
- Banar, M.; Özdemir, A. An evaluation of railway passenger transport in Turkey using life cycle assessment and life cycle cost methods. Transp. Res. D 2015, 41, 88–105. [Google Scholar] [CrossRef]
- Chou, J.S.; Yeh, K.C. Life cycle carbon dioxide emissions simulation and environmental cost analysis for building construction. J. Clean. Prod. 2015, 101, 137–147. [Google Scholar] [CrossRef]
- Abdul-Wahab, S.A.; Al-Rawas, G.A.; Ali, S.; Al-Dhamri, H. Impact of the addition of oil-based mud on carbon dioxide emissions in a cement plant. J. Clean. Prod. 2015, 112, 4214–4225. [Google Scholar] [CrossRef]
- Curran, M.A. Life Cycle Assessment Handbook: A Guide for Environmentally Sustainable Products; Wiley: Hoboken, NJ, USA, 2012. [Google Scholar]
- Baumann, H.; Tillman, A. The Hitch Hiker’s Guide to LCA: An Orientation in Life Cycle Assessment Methodology and Applications; Studentlitteratur AB: Lund, Sweden, 2004. [Google Scholar]
- International Organization for Standardization. Environmental Management—Life Cycle Assessment—Principles and Framework; International Standard ISO 14040:2006; International Organization for Standardization: Geneva, Switzerland, 2006. [Google Scholar]
- International Organization for Standardization. Environmental Management—Life Cycle Assessment—Requirements and Guidelines; International Standard ISO 14044:2006; International Organization for Standardization: Geneva, Switzerland, 2006. [Google Scholar]
- EIPPCB. Reference Document on Best Available Techniques in Large Volume Inorganic Chemicals—Solids and the Others Industry; European Commission: Brussels, Belgium, 2007. [Google Scholar]
- Guinée, J.B.; Gorrée, M.; Heijungs, R.; Huppes, G.; Kleijn, R.; de Koning, A.; van Oers, L.; Wegener Sleeswijk, A.; Suh, S.; Udo de Haes, H.A.; et al. Handbook on Life cycle Assessment. Operational Guide to the ISO Standards. Part III: Scientific Background; Kluwer Academic Publishers: Dordrecht, The Netherlands, 2002; p. 692. [Google Scholar]
- Tok, G. Evaluation of Refractory Brick Production through Life Cycle Assessment and Life Cycle Cost Methods. Master’s Thesis, Anadolu University, Eskisehir, Turkey, 2015. [Google Scholar]
- BOTAS. Available online: http://www.botas.gov.tr (accessed on 1 June 2015). (In Turkish)
- TEDAS. Available online: http://www.tedas.gov.tr (accessed on 1 June 2015). (In Turkish)


{kind=link}
{kind=link}
{kind=link}
| Control Properties | Values |
|---|---|
| Bulk density (g/cm3) | 2.95 |
| Apparent porosity (%) | 16 |
| Cold crushing strength (N/mm2) | 75 |
| Chemical analysis (wt %) | |
| MgO | 89.0 |
| Al2O3 | 9.0 |
| SiO2 | 0.3 |
| CaO | 0.8 |
| Fe2O3 | 0.5 |
| Design properties | |
| Refractoriness under load, °C | >1750 |
| Thermal expansion (1000 °C, %) | 1.5 |
| Natural Resources | Unit | Amount | Emissions | Unit | Amount |
|---|---|---|---|---|---|
| MgCl2 | kg | 1200 | SO2 | kg | 7–0.6 |
| Water | m3 | 20 | CO2 | kg | 570 |
| Materials and energy | NOx | kg | 2.32–3.25 | ||
| Natural gas | GJ | 11.04 | CO | kg | 3.35–9 |
| MgO | kg | 502 | Particulate matter | kg | 1.32–0.3 |
| CaO | kg | 698 | B | g | 50 |
| Electricity | kWh | 72.22 | Cr | g | 1.28 |
| Marine transportation | t·km | 6993–14,297 | Zn | g | 0.64 |
| Road transport | t·km | 144 | Mg | kg | 6.6 |
| Water emissions | Ca | kg | 422.2 | ||
| Mg+2 | kg | 6.6 | K | kg | 10.8 |
| Ca+2 | kg | 422 | Na | kg | 44.2 |
| K+ | kg | 10.8 | Cl | kg | 839.8 |
| Na+ | kg | 44.2 | |||
| Cl− | kg | 840 | |||
| B+3 | g | 50 | |||
| Cr | g | 1.28 | |||
| Zn | g | 0.64 |
| Natural Resources | Unit | Amount |
|---|---|---|
| MgCO3 | kg | 688 |
| Materials and energy | ||
| Heavy fuel oil | GJ | 3.52 |
| Al2O3 | kg | 653 |
| Electricity | kWh | 72.22 |
| Marine transportation | t·km | 17,946 |
| Land transport | t·km | 141.552 |
| Emissions | ||
| SO2 | g | 165.4 |
| CO | g | 232.3 |
| NOx | kg | 1.81 |
| CO2 | kg | 619 |
| PM < 10 | g | 70.4 |
| PM < 2.5 | g | 70.4 |
| Non methanogenic volatile organic matter (NMVOC) | g | 88 |
| Materials and Energy | Unit | Amount |
|---|---|---|
| SWSM-1 | kg | 425 |
| SWSM-2 | kg | 425 |
| Sintered spinel | kg | 150 |
| Water | m3 | 25 |
| Electricity | ||
| Crushing/milling and sieving | kWh | 100 |
| Weighing/batch preparation | kWh | 40 |
| Dry pressing | kWh | 100 |
| Natural gas | kcal | 782,025 |
| Packaging (carton, plastic) | kg | 3.5 |
| Emission | Amount (g) | Emission | Amount (g) |
|---|---|---|---|
| CO | 3237 | O-xylene | 0.954 |
| CO2 | 425.785 | Isopropyl benzene | 0.083 |
| SO2 | 2465 | n-propyl benzene | 0.215 |
| NOx | 183 | Trimethyl benzene | 0.895 |
| Particulate matter | 30.2 | Butylbenzenes | 0.936 |
| Hydrogen fluoride | 38.25 | 4-Isopropyltoluen | 0.264 |
| Hydrogen chloride | 23.44 | Naphthalene | 0.123 |
| 4-chlorotoluene | 0.921 | Formaldehyde | 1.99 |
| 2-chlorotoluene | 0.914 | Arsenic | 0.0729 |
| 1,1,2,2-tetrachloroethane | 20.370 | Chromium | 0.1102 |
| Benzene | 5.149 | Cadmium | 0.0044 |
| Toluene | 7.916 | Copper | 0.1248 |
| p+m xylene | 1.504 | Manganese | 0.0189 |
| Ethylbenzene | 1.496 | Nickel | 0.0038 |
| Styrene | 0.698 | Lead | 0.0970 |
| Titanium | 0.2011 |
| LCC Cost | LCC Component | LCC Subcomponent |
|---|---|---|
| Internal | Raw materials | Raw materials and transportation cost |
| Production | Energy cost | |
| Labor cost | ||
| Maintenance cost | ||
| Packaging cost | ||
| External | Pollutant costs | Eutrophication |
| Acidification | ||
| Photochemical oxidation | ||
| Ozone layer depletion | ||
| Global warming | ||
| Toxicity (Human toxicity, ecotoxicity) |
| Cost Items | Unit | Amount | Unit Cost | Cost ($) | Source |
|---|---|---|---|---|---|
| Natural gas | m3 | 75 | 0.32 $/m3 | 24 | [40] |
| Crushing-Milling-Sieving | kWh | 100 | 0.095 $/kWh | 9.50 | [41] |
| Forming | kWh | 100 | 0.095 $/kWh | 9.50 | [41] |
| Weighing-Batch Preparation | kWh | 40 | 0.095 $/kWh | 3.80 | [41] |
| Labor | $ | 62.74 | 1 $/$ | 62.74 | The plant |
| Maintenance | kg | 1000 | 0.03 $/kg | 30 | The plant |
| Packaging | kg | 11.3 | 3.2 $/kg | 36.16 | The plant |
| Environmental Indicators | Amount | Unit Cost ($/kg) | Cost ($) |
|---|---|---|---|
| Acidification (kg SO2 eq.) | 38.62 | 9.2 | 355.304 |
| Photochemical oxidation (kg C2H4 eq.) | 2.81 | 2.4 | 6.744 |
| Ozone layer depletion (kg CFC-11 eq.) | 1.2 | 371.3 | 445.56 |
| Global warming (kg CO2 eq.) | 386.72 | 0.137 | 52.98 |
| Eutrophication (kg PO43− eq.) | 0.676 | 4.37 | 2.95 |
| Toxicity (kg 1,4 DB eq.) | |||
| Benzene | 0.07 | 0.08436 | 5.91 × 10−3 |
| Formaldehyde | 1.90 × 10−9 | 0.2442 | 4.64 × 10−10 |
| Arsenic | 7.57 × 10−5 | 387.4 | 1.85 × 10−5 |
| Cadmium | 1.24 × 10−4 | 31.9 | 3.96 × 10−3 |
| Lead | 3.20 × 10−4 | 1061.50 | 0.3397 |
| Mercury | 0.053 | 1001 | 53.053 |
| Nickel | 2.2 × 10−3 | 4.18 | 9.196 × 10−3 |
| Impact Category | Unit | Total |
|---|---|---|
| Abiotic depletion (element) | kg Sb eq. | 1.42 × 10−5 |
| Abiotic dep. (fossil fuels) | MJ | 2.42 × 104 |
| Global warming (GWP100a) | kg CO2 eq. | 8.35 × 103 |
| Ozone layer depletion (ODP) | kg CFC-11 eq. | 1.88 × 10−4 |
| Human toxicity | kg 1,4-DB eq. | 1.68 × 103 |
| Fresh water aquatic ecotoxicity | kg 1,4-DB eq. | 2.11 × 102 |
| Marine aquatic ecotoxicity | kg 1,4-DB eq. | 2.03 × 107 |
| Terrestrial ecotoxicity | kg 1,4-DB eq. | 1.87 × 100 |
| Photochem. oxidation form | kg C2H4 eq. | 3.25 × 100 |
| Acidification | kg SO2 eq. | 4.70 × 101 |
| Eutrophication | kg PO43− eq. | 1.61 × 100 |
| Cost Categories | Raw Material Production | Refractory Brick Production | Total Costs | |||
|---|---|---|---|---|---|---|
| SWSM-1 | SWSM-2 | Sinter Spinel | ||||
| Internal costs ($) | Raw material and transportation | 298 (60.6%) | 298 (61.7%) | 155 (74.9%) | - | 751 (33.0%) |
| Energy | - | - | - | 47 (4.3%) | 47 (2.1%) | |
| Labor | - | - | - | 63 (5.8%) | 63 (2.8%) | |
| Packaging | - | - | - | 36 (3.3%) | 36 (1.6%) | |
| Maintenance | - | - | - | 30 (2.7%) | 30 (1.3%) | |
| External costs ($) | Environmental costs | 194 (39.4%) | 185 (38.3%) | 52 (25.1%) | 917 (83.9%) | 1348 (59.3%) |
| Total Cost ($) | 492 (100%) | 483 (100%) | 207 (100%) | 1093 (100%) | 2275 (100%) | |
| 52% | 48% | |||||
| Process | Energy Requirement (MJ/kg) |
|---|---|
| Crushing/Milling/Sieving | 0.35–0.50 |
| Weighing/Batch Preparation | 0.045–0.070 |
| Forming | 0.13–0.20 |
| Drying, Firing | 3.0–6.3 |
| Packaging | 0.08 |
| Emission | Concentration (mg/m3) | ||
|---|---|---|---|
| Product | Magnesite | High Alumina | Silica |
| Dust | 8–35 | 5–80 | 10–25 |
| NO2 | 110–470 | 30–250 | 5–100 |
| SO2 | 90–580 | 10–430 | 20–150 |
| CO | 12–180 | 30–150 | 10–50 |
| HF | 0.5–1.5 | 5–50 | 1–3 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Özkan, A.; Günkaya, Z.; Tok, G.; Karacasulu, L.; Metesoy, M.; Banar, M.; Kara, A. Life Cycle Assessment and Life Cycle Cost Analysis of Magnesia Spinel Brick Production. Sustainability 2016, 8, 662. https://doi.org/10.3390/su8070662
Özkan A, Günkaya Z, Tok G, Karacasulu L, Metesoy M, Banar M, Kara A. Life Cycle Assessment and Life Cycle Cost Analysis of Magnesia Spinel Brick Production. Sustainability. 2016; 8(7):662. https://doi.org/10.3390/su8070662
Chicago/Turabian StyleÖzkan, Aysun, Zerrin Günkaya, Gülden Tok, Levent Karacasulu, Melike Metesoy, Müfide Banar, and Alpagut Kara. 2016. "Life Cycle Assessment and Life Cycle Cost Analysis of Magnesia Spinel Brick Production" Sustainability 8, no. 7: 662. https://doi.org/10.3390/su8070662