Tackling the Downcycling Issue—A Revised Approach to Value-Corrected Substitution in Life Cycle Assessment of Aluminum (VCS 2.0)

Abstract
:1. Introduction
2. Critical Evaluation of the Current Approach to Value-Corrected Substitution
- Epp: environmental interventions related to primary production
- Pn: product n
- α: price ratio of input material into primary production to output material
- β: price ratio of secondary output material to primary output material
- pIM: price of input material
- pPM: price of primary material
- pOM: price of output material
- It emphasizes re-collection and re-processing.
- It supports decisions towards closing material cycles that preserve high material quality.
- It incentivizes applications that allow an efficient and value-preserving recycling.
- The two LME quotes are readily available, their ratio’s stability over time has been demonstrated, and they are easy-to-use for practitioners.
- In practice, the scrap composition does not necessarily correspond to the composition of the product under study. While scrap and product composition may have been identical in the original case study of window frames [19], the described approach is not applicable to products or components which are part of and/or recycled in conjunction with other products or components of a different and unknown composition, e.g., home appliances, consumer electronics, End-of-Life vehicles, etc., which may lead to the pollution of the aluminum fraction with undesirable elements and cause a change in the inherent properties of the material.
- The LME Al alloy quotation only represents a limited array of secondary alloys, which are very similar in composition (Al-Si-Cu according to DIN 1725-5:1986 GBD-AlSi9Cu3, AA A380.1, ASTM B179, JIS H2118-1976 D12S). These “workhorse alloys” do not necessarily represent the actual quality loss in any given situation, i.e., the product-specific pollution with undesirable elements. This rather rough and hypothetical “one-price-fits-all” approach, which addresses downcycling as a digital yes-or-no-decision, therefore lacks the granularity to account for different levels of downcycling as they may occur in practice.
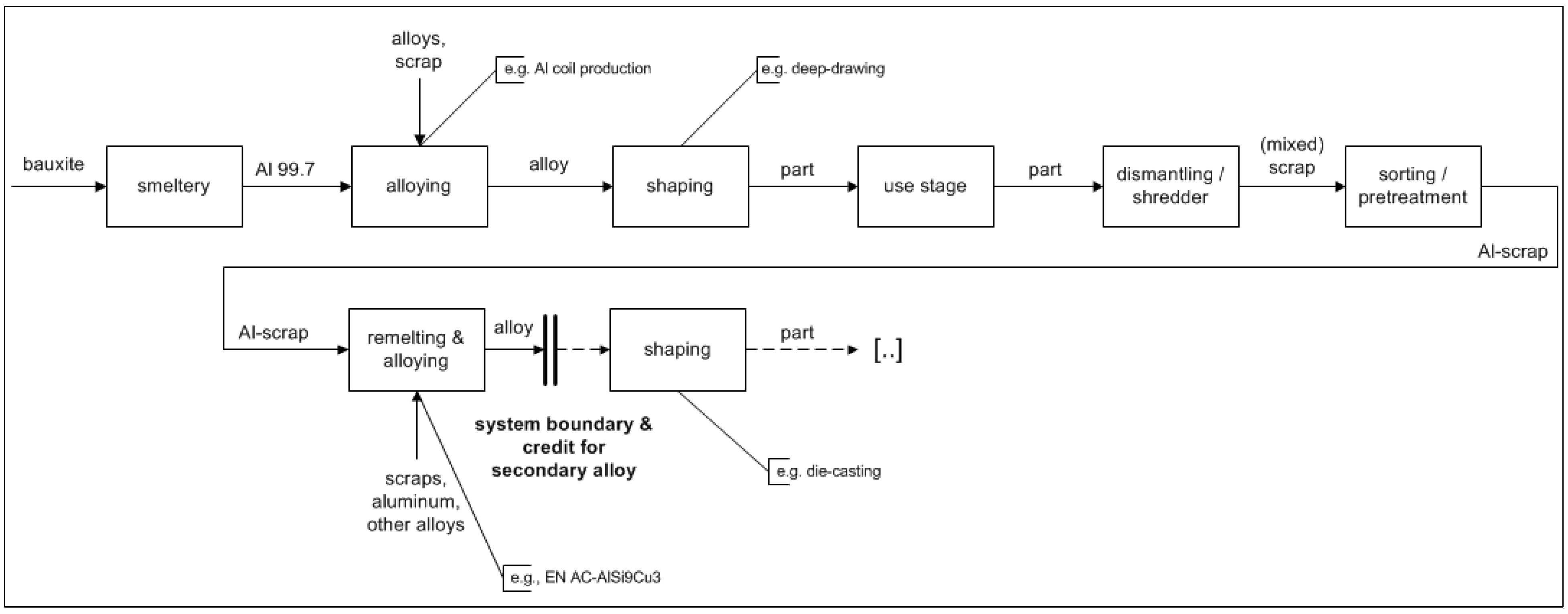
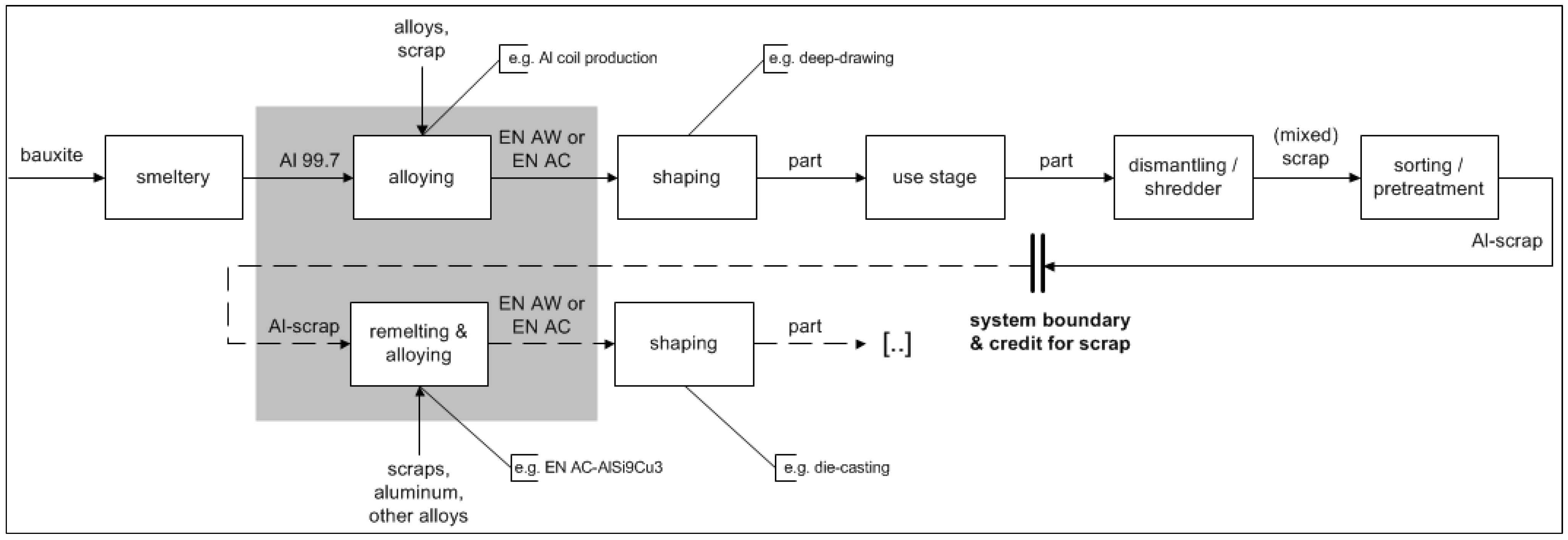
- As shown in Figure 1, the two processes of primary alloy production from unalloyed aluminum and secondary alloy production from Al scraps are directly comparable in terms of their function, i.e., they both produce a technical Al alloy from aluminum-rich raw materials. It then seems questionable to compare the price of the primary raw material input (unalloyed Al99.7) to the price of the secondary material output (technical Al alloy) if the goal is to compare market values at the point of substitution.
- Also shown in Figure 1, the value (and burden) added to the product scrap by mixing it with other scraps, primary Al or other alloying elements in the recycling process then needs to be accounted for specifically for the product scrap under study. Since most practitioners will use the readily available inventory data published by industry to model the recycling, this introduces a bias to the calculation of the product-specific degree of downcycling as these represent industry-average, but not product-specific additions of primary aluminum, other product scraps, and/or alloying elements.
3. Method Revision
3.1. Redefining the Point of Substitution
- pi: price of scrap class i
- pPM: price of primary material
- γ*p,i: content-corrected value correction factor of product p in scrap class i
- γi: value correction factor from Equation (5)
- cp,i: alloy content of product p as it enters scrap class i
- ap: price of scrap class i
- amin,i: minimum permitted alloy content of scrap class i
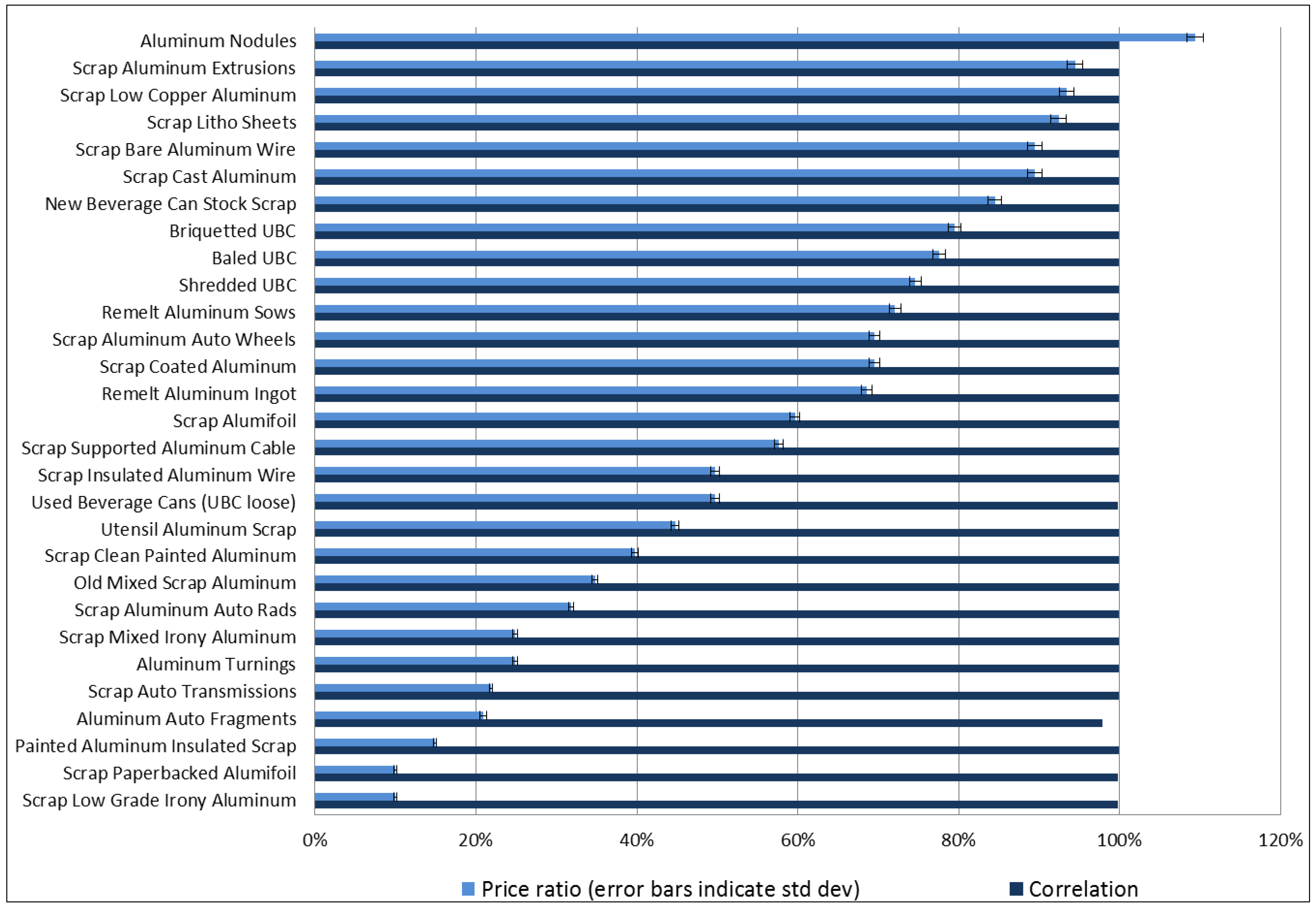
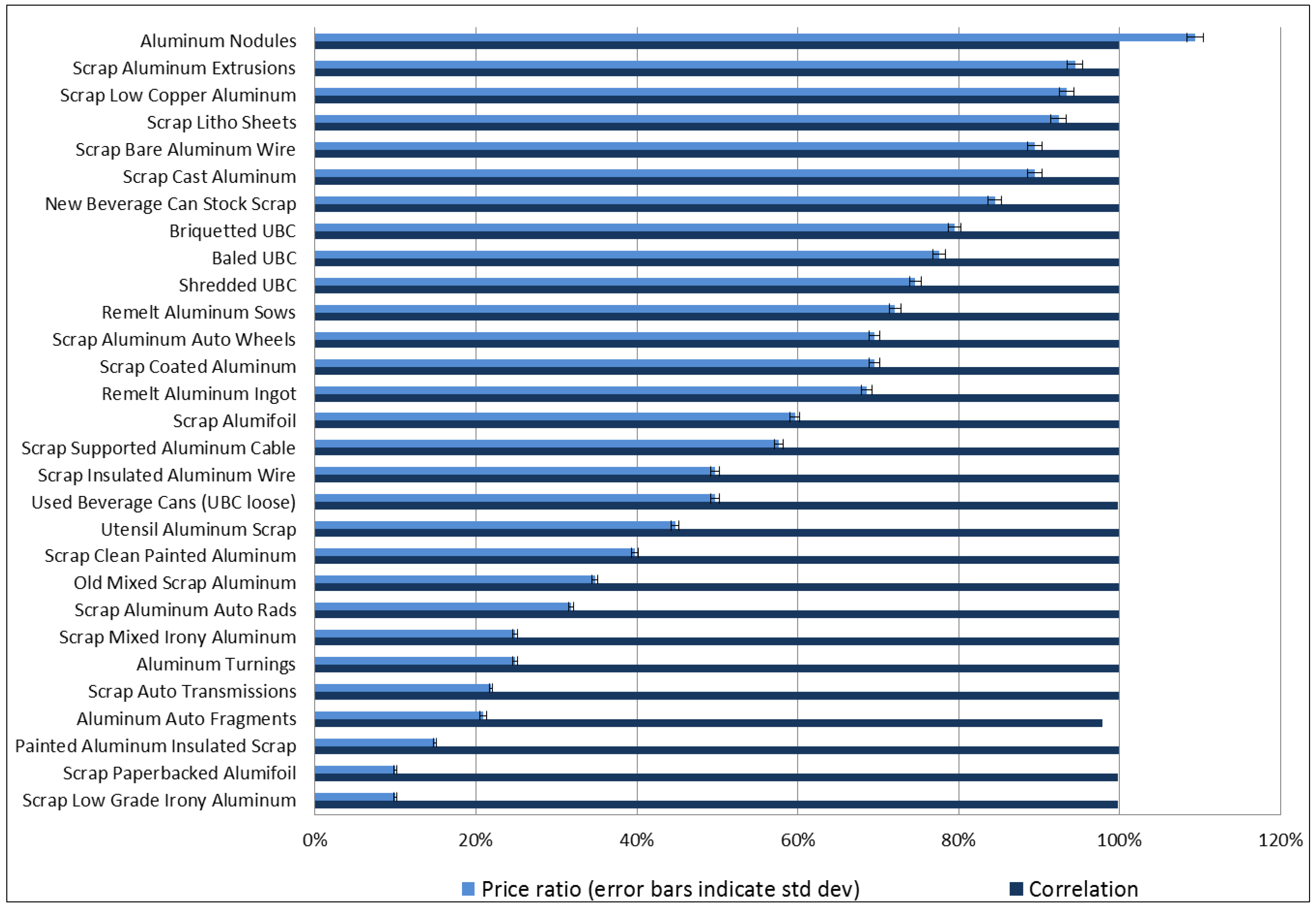
3.2. Price Data Analysis
4. Results and Discussion
4.1. Price Data Analysis Results

{kind=link}
{kind=link}
{kind=link}
| Scrap class i | ρi | γi | amin,i | cmax,i | γ*max,i |
|---|---|---|---|---|---|
| Scrap Low Grade Irony Aluminum | 99.75% | 10% (±0.2%) | 50% | 2.0 | 20% |
| Scrap Paperbacked Aluminum Foil | 99.75% | 10% (±0.2%) | n/a | n/a | n/a |
| Painted Aluminum Insulated Scrap | 99.87% | 15% (±0.2%) | n/a | n/a | n/a |
| Aluminum Auto Fragments | 97.86% | 21% (±0.5%) | 50% | 2.0 | 42% |
| Scrap Auto Transmissions | 99.91% | 22% (±0.2%) | n/a | n/a | n/a |
| Aluminum Turnings | 99.87% | 25% (±0.3%) | 90% | 1.1 | 28% |
| Scrap Mixed Irony Aluminum | 99.87% | 25% (±0.3%) | 70% | 1.4 | 35% |
| Scrap Aluminum Auto Rads | 99.90% | 32% (±0.3%) | n/a | (1.0) | 32% |
| Old Mixed Scrap Aluminum | 99.91% | 35% (±0.3%) | 99% | 1.0 | 35% |
| Scrap Clean Painted Aluminum | 99.90% | 40% (±0.4%) | n/a | (1.0) | 40% |
| Utensil Aluminum Scrap | 99.91% | 45% (±0.4%) | 99% | 1.0 | 45% |
| Used Beverage Cans (UBC loose) | 99.85% | 50% (±0.6%) | n/a | (1.0) | 50% |
| Scrap Insulated Aluminum Wire | 99.89% | 50% (±0.5%) | n/a | n/a | n/a |
| Scrap Supported Aluminum Cable | 99.89% | 58% (±0.6%) | n/a | n/a | n/a |
| Scrap Aluminum Foil | 99.90% | 60% (±0.6%) | n/a | (1.0) | 60% |
| Remelt Aluminum Ingot | 99.90% | 69% (±0.7%) | n/a | (1.0) | 69% |
| Scrap Coated Aluminum | 99.90% | 70% (±0.7%) | n/a | (1.0) | 70% |
| Scrap Aluminum Auto Wheels | 99.90% | 70% (±0.7%) | n/a | (1.0) | 70% |
| Remelt Aluminum Sows | 99.90% | 72% (±0.7%) | n/a | (1.0) | 72% |
| Shredded UBC | 99.90% | 75% (±0.7%) | n/a | (1.0) | 75% |
| Baled UBC | 99.90% | 78% (±0.8%) | n/a | (1.0) | 78% |
| Briquetted UBC | 99.90% | 80% (±0.8%) | n/a | (1.0) | 80% |
| New Beverage Can Stock Scrap | 99.90% | 84% (±0.8%) | n/a | (1.0) | 84% |
| Scrap Cast Aluminum | 99.90% | 89% (±0.9%) | 98% | 1.0 | 89% |
| Scrap Bare Aluminum Wire | 99.90% | 89% (±0.9%) | 99% | 1.0 | 89% |
| Scrap Litho Sheets | 99.89% | 92% (±1.0%) | n/a | (1.0) | 92% |
| Scrap Low Copper Aluminum | 99.90% | 93% (±0.9%) | 99% | 1.0 | 93% |
| Scrap Aluminum Extrusions | 99.90% | 94% (±0.9%) | n/a | (1.0) | 94% |
| Aluminum Nodules | 99.89% | 109% (±1.1%) | 99% | 1.0 | 109% |
4.2. Discussion
4.2.1. Remaining Data Gaps
4.2.2. Substitution Factors Greater 100%
4.2.3. Key Limitations
- (1).
- Investigate whether closed-loop recycling systems exist for the product(s) under study. Like for the discussed case of used beverage cans (UBCs), these products should be modeled using a conventional avoided burden approach rather than the proposed methodology.
- (2).
- If the product is recycled in an open-loop recycling system, ascertain the most likely scrap class(es) that the product scrap will be traded in. The corresponding descriptions from ScrapIndex.com and the Institute of Scrap Recycling Industries (ISRI) will be helpful when doing so.
- (3).
- Investigate whether the scrap stream will undergo any additional pre-treatment steps prior to being mixed with scraps from other product systems or entering the remelting step. If any such “upcycling” takes place, establish the appropriate higher-value scrap class that best matches the resulting scrap stream.
- (4).
- If the aluminum alloy content of the product(s) under study is significantly different from the minimum alloy content of the chosen scrap class (see Table 1), perform a “content-correction” as described in Section 3.1.
- (5).
- Use the resulting value-correction factor(s) to substitute primary aluminum (Al99.7) with the scrap quantity in question.
- (6).
- Perform a sensitivity analysis to test the influence of varying substitution factors on the final results of your study. This should include conventional cut-off and avoided burden scenarios.
5. Conclusions
- a.
- It incentivizes the creation of high-quality scrap in a more stringent way than the original approach by significantly increasing the penalty for the pollution of the aluminum scrap stream with undesirable elements or the mixing with lower grade scraps.
- b.
- The use of different scrap classes provides more granularity and allows for the proper appraisal of Design-for-Recycling measures, as well as of additional “upcycling” measures in the End-of-Life phase, which is the basis for more informed decisions about costs and benefits of different recycling options.
Acknowledgments
Conflicts of Interest
References
- Frischknecht, R. LCI modelling approaches applied on recycling of materials in view of environmental sustainability, risk perception and eco-efficiency. Int. J. Life Cycle Assess. 2010, 15, 666–671. [Google Scholar] [CrossRef]
- Dubreuil, A.; Young, S.B.; Atherton, J.; Gloria, T.P. Metals recycling maps and allocation procedures in life cycle assessment. Int. J. Life Cycle Assess. 2010, 15, 621–634. [Google Scholar] [CrossRef]
- Klöpffer, W. Allocation rule for open-loop recycling in life cycle assessment—A review. Int. J. Life Cycle Assess. 1996, 1, 27–31. [Google Scholar]
- Ekvall, T.; Tillman, A.M. Open-loop recycling: Criteria for allocation procedures. Int. J. Life Cycle Assess. 1997, 2, 155–162. [Google Scholar] [CrossRef]
- Kim, S.; Hwang, T.; Lee, K.M. Allocation for cascade recycling system. Int. J. Life Cycle Assess. 1997, 2, 217–222. [Google Scholar] [CrossRef]
- Ekvall, T. A market-based approach to allocation at open-loop recycling. Resour. Conserv. Recycl. 2000, 29, 91–109. [Google Scholar]
- Yamada, H.; Daigo, I.; Matsuno, Y.; Adachi, Y.; Kondo, Y. Application of markov chain model to calculate the average number of times of use of a material in society. Int. J. Life Cycle Assess. 2006, 11, 354–360. [Google Scholar] [CrossRef]
- Frees, N. Crediting aluminum recycling in LCA by demand or by disposal. Int. J. Life Cycle Assess. 2008, 13, 212–218. [Google Scholar] [CrossRef]
- Shen, L.; Worrell, E.; Patel, M.K. Open-loop recycling: A LCA case study of PET bottle-to-fibre recycling. Resour. Conserv. Recycl. 2010, 55, 34–52. [Google Scholar] [CrossRef]
- International Organization for Standardization (ISO). Environmental Management–Life Cycle Assessment–Requirements and Guidelines; ISO 14044: Geneva, Switzerland, 2006. [Google Scholar]
- Atherton, J. Declaration by the metals industry on recycling principles. Int. J. Life Cycle Assess. 2007, 12, 69–70. [Google Scholar] [CrossRef]
- Apelian, D. Aluminum Cast Alloys: Enabling Tools for Improved Performance; North American Die Casting Association (NADCA): Wheeling, IL, USA, 2009. Available online: http://www.diecasting.org (accessed on 11 March 2013).
- Modaresi, R.; Müller, D.B. The role of automobiles for the future of aluminium recycling. Environ. Sci. Technol. 2012, 46, 8587–8594. [Google Scholar] [CrossRef]
- European Aluminum Association. The Aluminum Automotive Manual, Version 2002; European Aluminum Association (EAA): Brussels, Belgium, 2002; pp. 18–19. Available online: http://www.alueurope.eu/wp-content/uploads/2012/01/AAM-Materials-1-Resources.pdf (accessed on 13 March 2013).
- Kevorkijan, V. Advances in recycling of wrought aluminium alloys for added value maximisation. Metallurgia 2010, 16, 103–114. [Google Scholar]
- Werner, F.; Richter, K. Economic allocation in LCA: A case study about aluminium window frames. Int. J. Life Cycle Assess. 2000, 5, 79–83. [Google Scholar]
- Buxmann, K. Ökobilanzen über Produkte der Gebäudehülle aus Aluminium. Contribution to the 15. Discussion Forum on Life Cycle Assessment: Zurich, Switzerland, 19 December 2001; Discussion Forum on Life Cycle Assessment: Zurich, Switzerland, 2001. Available online: http://www.lcaforum.ch/Portals/0/DF_Archive/DF15/Fensterfassaden.pdf (accessed on 11 March 2013).
- Frischknecht, R. ISO 14041: Glashaus oder Nebel? Contribution to the 15. Discussion Forum on Life Cycle Assessment, Zurich, Switzerland, 19 December 2001; Discussion Forum on Life Cycle Assessment: Zurich, Switzerland, 2001. Available online: http://www.lcaforum.ch/ Portals/0/DF_Archive/DF15/Frischknecht1.pdf (accessed on 11 March 2013).
- Werner, F. Treatment of Aluminium Recycling in LCA—Development and Evaluation of the Value-Corrected Substitution Procedure Applied to Window Frames. In Research and Work Report 115/47; Swiss Federal Laboratories for Materials Testing and Research (EMPA): Dubendorf, Switzerland, 2002. [Google Scholar]
- European Aluminium Association (EAA). Aluminium Recycling in LCA. Version July 2007. Available online: http://www.alueurope.eu/wp-content/uploads/2011/09/Alu_recycling_LCA.pdf (accessed on 11 March 2013).
- Classen, M. Including the Product-Specific Recyclability into the Environmental Assessment with Environmental Product Declarations (EPDs). Presented at the International Workshop on Materials Design and Systems Analysis, Karlsruhe, Germany, 16–18 May 2006; Available online: http://www.empa.ch/plugin/template/empa/*/54738/---/l=2 (accessed on 11 March 2013).
- Kim, H.J.; McMillan, C.; Winebrake, J.J.; Keoleian, G.A.; Skerlos, S.J. Evaluating Life Cycle Cost, Emissions and Materials Use for an Aluminum Intensive Vehicle: Preliminary Analysis. In Proceedings of the NSF Engineering Research and Innovation Conference, Knoxville, TN, USA, 7–10 January 2008; The National Science Foundation: Arlington, VA, USA, 2008. [Google Scholar]
- Detzel, A.; Mönckert, J. Environmental evaluation of aluminium cans for beverages in the German context. Int. J. Life Cycle Assess. 2009, 14, 70–79. [Google Scholar] [CrossRef]
- Scrap Specifications Circular 2013. Institute of Scrap Recycling Industries (ISRI): Washington DC, USA, 2012. Available online: http://www.isri.org (accessed on 11 March 2013).
- Scrap Aluminum Prices–USA. Available online: http://www.scrapindex.com/metal/usa/aluminum/index.html (accessed on 11 March 2013).
- Volkswagen AG Group Research. The DSG Dual-Clutch Gearbox Environmental Commendation; Volkswagen Group: Wolfsburg, Germany, 2008. [Google Scholar]
- Aluminum Association (AA). Life Cycle Impact Assessment of Aluminum Beverage Cans; Aluminum Association: Washington, DC, USA, 21 May 2010. Available online: http://www.container-recycling.org/assets/pdfs/aluminum/LCA-2010-AluminumAssoc.pdf (accessed on 16 June 2013).
- European Aluminum Association (EAA). Environmental Profile Report for the European Aluminium Industry; European Aluminum Association: Brussels, Belgium, April 2008. Available online: http://www.alueurope.eu/wp-content/uploads/2011/08/EAA_Environmental_profile_report-May081.pdf (accessed on 16 June 2013).
© 2013 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Koffler, C.; Florin, J. Tackling the Downcycling Issue—A Revised Approach to Value-Corrected Substitution in Life Cycle Assessment of Aluminum (VCS 2.0). Sustainability 2013, 5, 4546-4560. https://doi.org/10.3390/su5114546
Koffler C, Florin J. Tackling the Downcycling Issue—A Revised Approach to Value-Corrected Substitution in Life Cycle Assessment of Aluminum (VCS 2.0). Sustainability. 2013; 5(11):4546-4560. https://doi.org/10.3390/su5114546
Chicago/Turabian StyleKoffler, Christoph, and Julia Florin. 2013. "Tackling the Downcycling Issue—A Revised Approach to Value-Corrected Substitution in Life Cycle Assessment of Aluminum (VCS 2.0)" Sustainability 5, no. 11: 4546-4560. https://doi.org/10.3390/su5114546
APA StyleKoffler, C., & Florin, J. (2013). Tackling the Downcycling Issue—A Revised Approach to Value-Corrected Substitution in Life Cycle Assessment of Aluminum (VCS 2.0). Sustainability, 5(11), 4546-4560. https://doi.org/10.3390/su5114546