Revisiting System Paradigms from the Viewpoint of Manufacturing Sustainability

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
: A system paradigm is an abstract representation of system; it includes system architecture used to determine the types and numbers of components and their relations in the system. The design of system paradigm relies on customers' requirements and the characteristics of the manufacturing environment. Many system paradigms and design guidelines have been proposed for a variety of customers' needs including functions, cost, quality, personalization, and lead time of products. However, the consideration of sustainability becomes essential to today's manufacturing systems; a new challenge is how to evolve existing paradigms to accommodate the requirements of sustainability. In contrast to ample research activities on system paradigms in past decades, recent studies on system paradigms have been restricted, partially due to unclear research directions. Limited works can be found on conceiving new manufacturing system paradigms from the perspective of sustainability; most of the related literature concerns the new requirements of sustainability. The objectives of this work are (i) to examine the requirements of manufacturing systems in a wider scope; (ii) to revisit existing paradigms to clarify their limitations and bottlenecks; and eventually (iii) to identify some research directions, which will lead to a solution of sustainable manufacturing. To achieve these objectives, firstly, a brief description of today's manufacturing environment is provided. Secondly, the requirements of sustainability are discussed, and the relevant researches on system sustainability are surveyed. Thirdly, the reconfigurable system paradigm is focused, and the gaps between a reconfigurable manufacturing system and a sustainable manufacturing system are discussed. Finally, the future endeavors towards to the next-generation manufacturing system paradigms are discussed.1. Introduction
Manufacturing is the backbone of modern industrialized society [1]. Manufacturing, as it always has been, is a cornerstone of the world's economy. Having a strong base of manufacturing is important to any advanced country because it stimulates all the other sectors of economy [2]. For example, in the United States, manufacturing produces 21 percent of all goods made globally; moreover, every dollar spend directly in manufacturing fosters another $1.40 in other economic activities. Manufacturing remains critical to America's success in the world marketplace [3].
However, people are becoming more and more conscious about the deterioration of today's global environment. Some buzz words, such as global warming, pollution, shortage of oil, extinction of species, have frequently been used in the news headlines and major subjects of political disputations. Sustainability of economy, society and environment has been recognized as priorities in fundamental engineering research [4]. In the area of manufacturing, many new terminologies related to sustainability, such as Environmentally Conscious Manufacturing, Sustainable Manufacturing, Green Manufacturing, and Reverse manufacturing, have been proposed [5]. Note that the majority of these studies are limited to some general discussions on new requirements of next-generation manufacturing systems. The implementation of the corresponding system paradigms have not been studied systematically. Coincidently, with recent economic recession, research on manufacturing paradigms has been significantly restricted. The directions of future research in this field are ill-defined [6,7].
The purpose of our work is to relate manufacturing sustainability with the next-generation system paradigms. To achieve this purpose, the rest of the paper is organized as follows. In Section 2, a brief review is given on the importance of manufacturing and how manufacturing paradigms have been evolved with a dynamic environment. In Section 3, the concept of sustainability is discussed; a literature survey is conducted to understand the state of the art of researches in this area. Particularly, the studies on the metrics of sustainability are summarized. In Section 4, the roles of manufacturing paradigms to sustainability are examined by mapping the functions of manufacturing paradigms to metrics of sustainability; the missed links between them are identified. In Section 5, the research on reconfigurable manufacturing has been specially taken into consideration. Its advantages and limitations relevant to system sustainability are explored. Future research works which lead to potential benefits of sustainability are discussed.
2. Evolution of System Paradigms
The design of a system paradigm relies on the customers' requirements and the complexity of manufacturing environment. System complexity depends on the number of design variables and their dynamic behaviors with respect to time [8]. Manufacturing systems have to be evolved to meet emerging needs either from the customers or from the manufacturing environment.
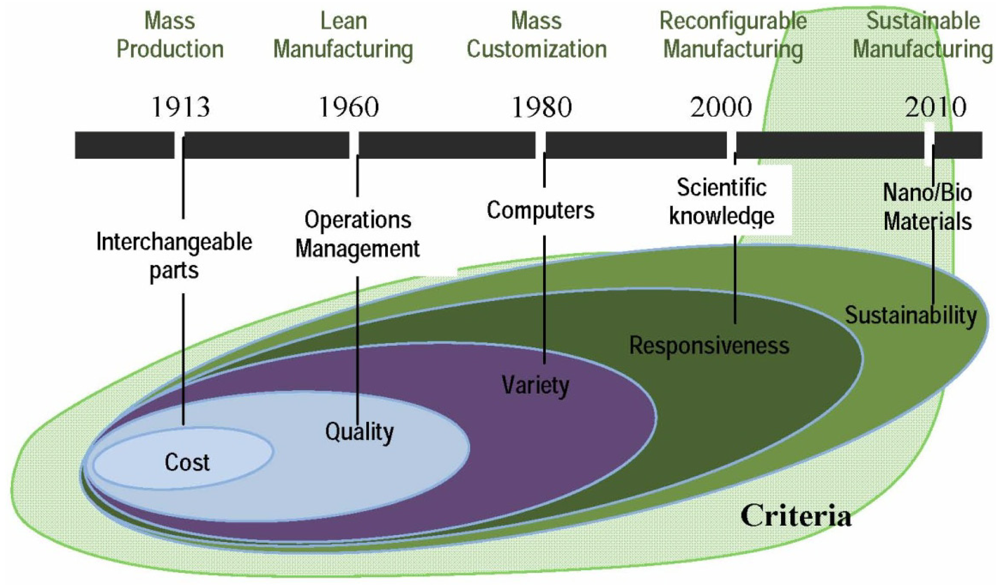
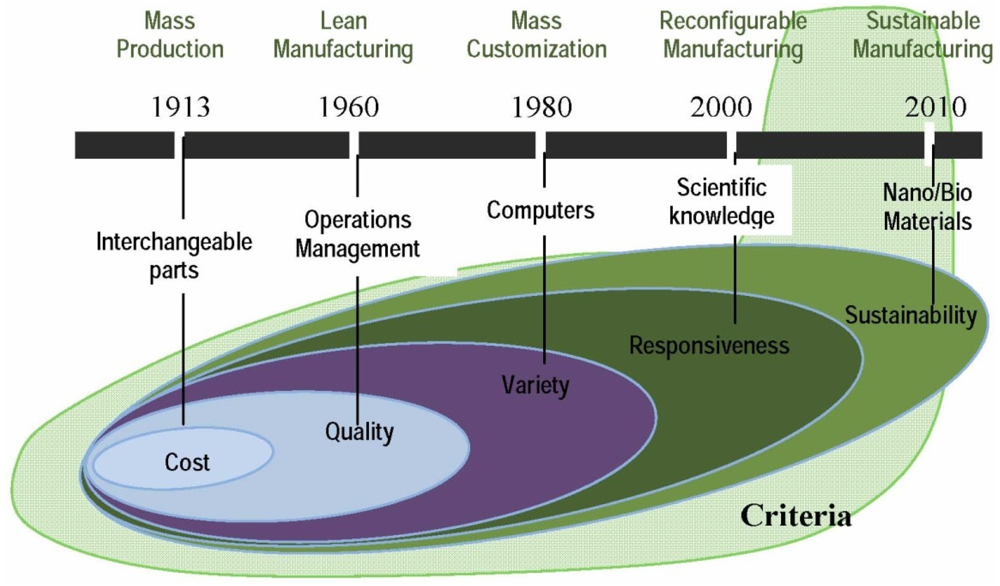
Generally speaking, manufacturing systems become more and more complicated due to the expanded activities and the dynamics of manufacturing environment. The history of manufacturing has been reviewed by many workers [9-13]. As summarized in Figure 1, the scope of customers' requirements on products has been gradually expanded. The earlier markets, before 1913, were short of products and customers cared only about the product's functions. Companies aimed at cost reduction to gain more profit. Since 1960, global manufacturing capabilities became sufficient enough to introduce competition among suppliers. Customers were able to demand more than basic product functions. Therefore, how to improve product quality became the key strategy of success from the 1960s to the 1970s. With an abrupt advancement of information technology (IT) from 1980, global manufacturing markets were gradually saturated; companies were then pressured to manufacture new products at a faster pace to catch earlier marketing opportunities. Today, people are very conscious to the deterioration of the global environment and the predictable shortage of natural resources in near future. Manufacturing companies are forced to change their system paradigms to accommodate the new needs of sustainability. As shown in Figure 1, the evolution of manufacturing system paradigms has been divided into six phases. The symbolized concepts at each phase transition were: ‘mass production’, ‘lean manufacturing’, ‘mass customization’, ‘reconfigurable manufacturing’, and ‘sustainable manufacturing’, respectively [2].
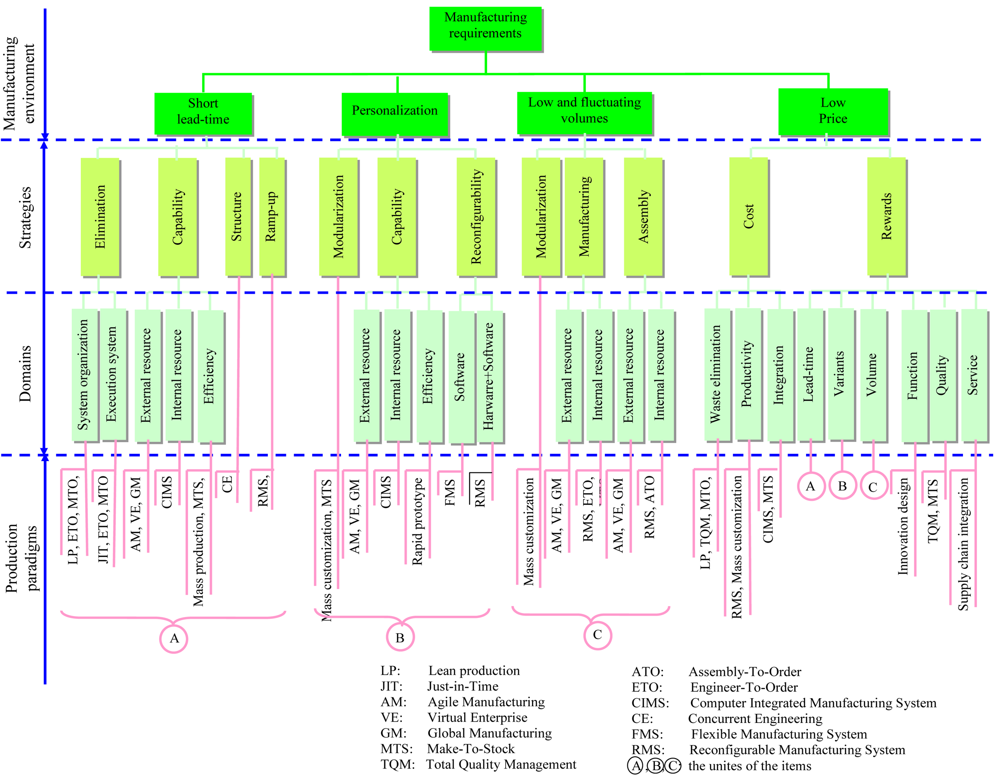
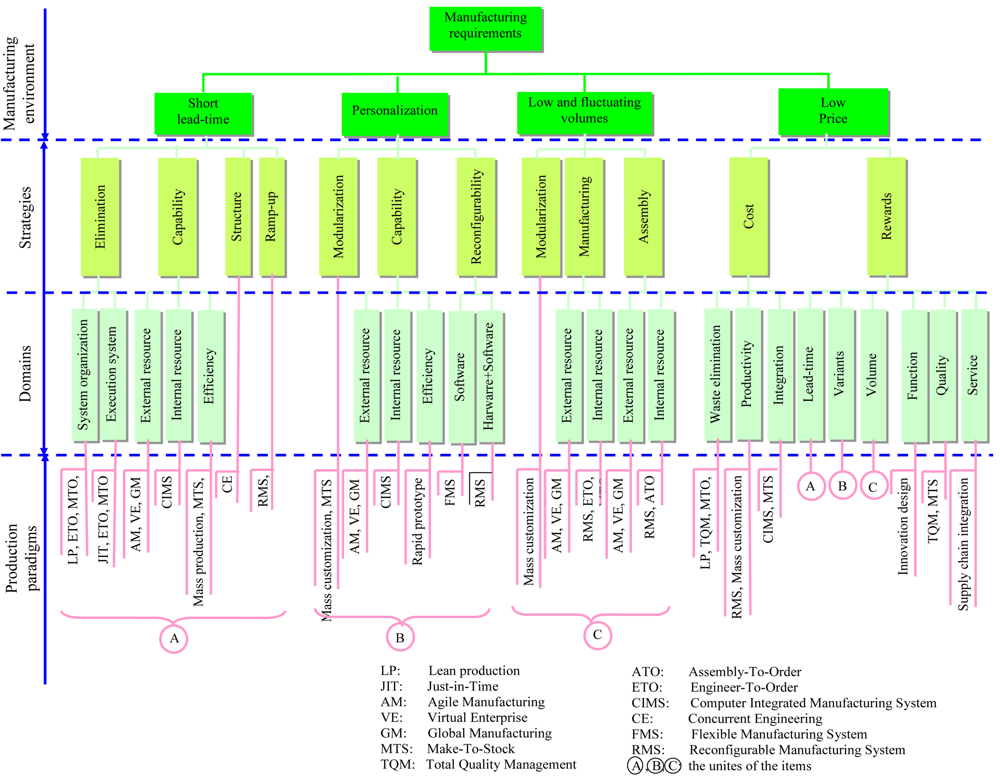
Numerous factors, such as applicable strategies and technologies, have their impact on the implementation of a new manufacturing paradigm. The success of a manufacturing paradigm can be viewed as the optimized architecture of hardware and software, which represents the system components and their interactions in the system. It is helpful to relate companies' manufacturing objectives to existing theories and technologies [7]. Figure 2 depicts these relations. It consists of four layers. At the first layer, four key manufacturing requirements are listed. At the second layer, the strategies to meet the system requirements at the first layer are shown. At the third layer, the domains of a manufacturing system, where the strategies are applied, are illustrated. At the fourth layer, various manufacturing paradigms are classified in terms of the applied strategies and domains.
Manufacturing system paradigms involved are: Lean Production, Just in Time, Agile Manufacturing, Virtual Enterprise, Global Manufacturing, Concurrent Engineering, Computer Integrated Manufacturing System, Flexible Manufacturing System, Reconfigurable Manufacturing System, Mass Customization, Make-To-Stock, Total Quality Management, Make-To-Order, Engineer-To-Order, and Assembly-To-Order. Many system paradigms, such as Reconfigurable Manufacturing System and Lean Production, can contribute to multiple requirements in different ways through their implementation. Moreover, it is challenging to surmise that one paradigm is better than another without considering the unique situation of a specific enterprise. All of these system paradigms have their strategies to meet certain requirements in one way or another; while none of them apply all of the strategies simultaneously to meet all requirements.
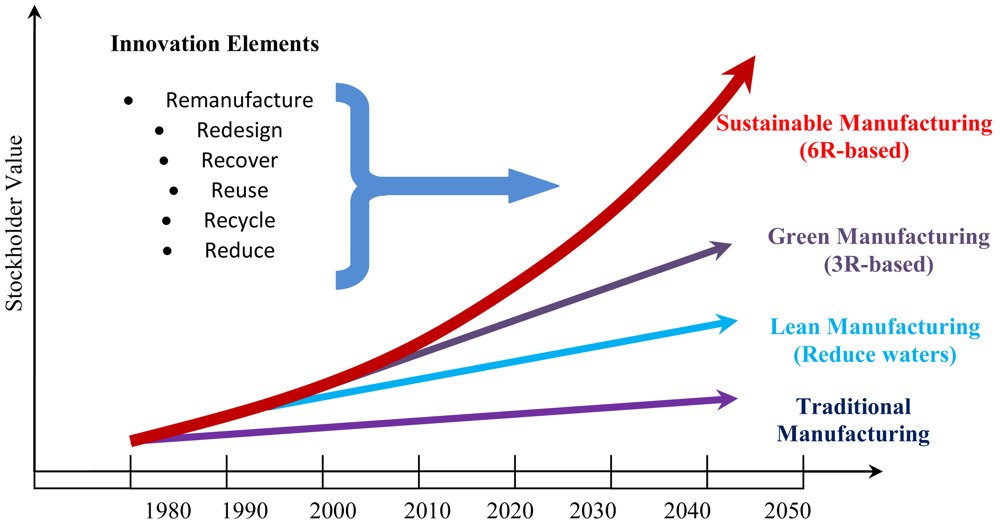
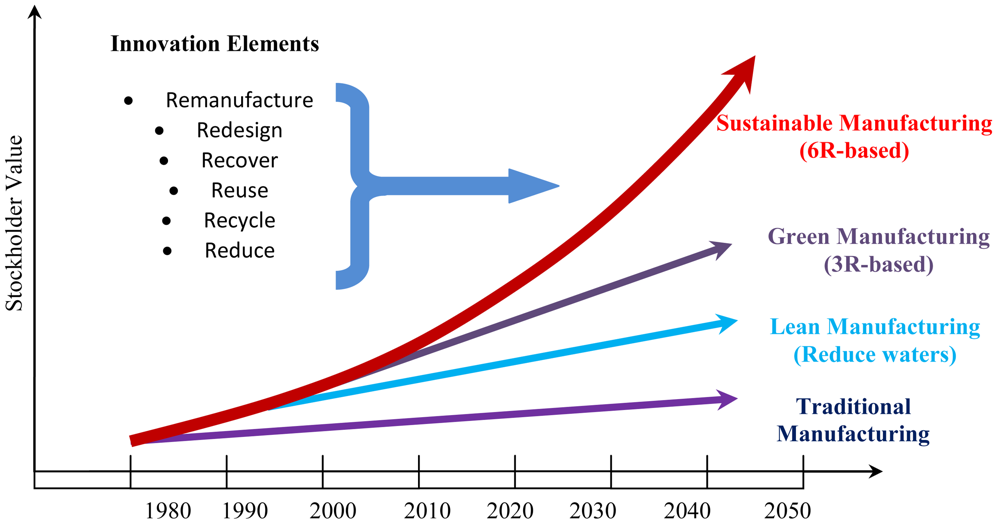
In Figure 2, it has been shown that the existing system paradigms have been developed to meet the requirements of short lead-time, personalization, low and fluctuating volume, and cost reduction. Their capabilities to deal with the requirements of sustainability have to be re-examined systematically. From the viewpoints of manufacturers, the limitations of existing system paradigms to cope with sustainability requirements have been identified [14]. It is worth exploring new system paradigms which can meet the requirements of sustainability effectively. However, for most manufacturing systems, an essential condition for survival is to make profit. Eventually, design criteria of system design can be linked to the increased values of product from a manufacturing system. As shown in Figure 3, the trend of the change of system paradigms has been predicted [15,16]. It is suggested that a new system paradigm must possess the capabilities of 6Rs (Remanufacturing, Reuse, Redesign, Recycle, Recover, and Reduce) to maximize the increased value of products.
3. Study on Sustainability
Today, literature on sustainability is burgeoning [17]. The public perception of sustainability has been shaped by news and documentations such as global warming, rising cost of energy, and the paucity of non-renewable resources [18]. There are five typical drivers for sustainability: (i) the shortage of natural resources; (ii) the dramatic increase of world population; (iii) global warming; (iv) pollution; and (v) an unstoppable global economy [19]. Those factors are briefly discussed below.
Shortage of natural resources. Each American uses average 90,000 kWh of power annually, equivalent to 8000 liters of oil. The world consumes 75 million barrels of oil a day. With an estimation of 2 trillion barrels total oil reserves in the world, oil supplies are predicted to last another 40 years at the present production rate [20]. Similar problems are occurring with other natural resources such as coal, fresh water and clean air. There has never been any debate about whether the resources available on earth are finite or not. The worse situation is that the rate of depletion of these resources is increasing as more countries move up the development curve [21].
Increase of population: During the twentieth century, the human population increased from less than 2 billion to over 6 billion people. The number of the cities with more than a million people has grown from less than 20 to more than 300 in the last 75 years [22]. As world population increases, more resources will be consumed to satisfy the demands, which will lead to more wastes. For example, each person in USA produced a daily average of 2 kg of solid waste in 1997, or approximately 163 million tons of municipal solid waste that is eventually land filled; that figure could climb to 363 billion tons annually by 2030, which will be enough to bury Los Angeles 100 m deep [23].
Global warming. The United Nations has declared that the evidence of a warming trend is “unequivocal” and the human activities have very likely been the driving force on this change over the past 50 years [22]. Whether or not one agrees with the prediction about global warming. It is clear that energy and resources of production are costly and the costs are likely to be increased [24].
Pollutions: Manufacturing generates over 60% of annual non-hazardous waste. Increasingly severe legislation demands a reduction in the environmental impacts of products and manufacturing processes [25]. The world is more crowded, more polluted, more urban, more ecologically stressed, and warmer than ever before in recorded history. Kaebernick and Kara' suvery [26] conducted that most of the companies acknowledge the importance of environmental issues. Between 80% and 90% of companies rank environmental issues at fairly to very important. A recent survey has found that 90 percent of companies have environmental strategies and 80 percent of them have made environmental-friendly operations mechanisms [27].
Global economy: As the resources are becoming harmful, the effect of wastes and pollutions are causing a measurable negative impact on our living environment. Governments around the world are getting actively involved in the development of products that are not only profitable and add values to the society, but also cause less damage to the environment [28].
3.1. Definition
According to the US National Research Council, sustainability is defined as “the level of human consumption and activity, which can continue into the foreseeable future, so that the systems that provides goods and services to the humans, persists indefinitely”. Interactions within and across these levels is critical to the fundamental understanding of sustainable manufacturing systems [28]. Sustainable Manufacturing is developing technologies to transform materials without emission of greenhouse gases, use of non-renewable or toxic materials or generation of waste [29]. Sustainable systems are characterized by interlinked interactions at various levels spanning economic, ecological and societal issues [30].
The US Department of Commerce [31] has defined sustainable manufacturing as the creation of manufacturing products that use materials and processes that minimize negative environmental impacts, conserve energy and natural resources, are safe for employees, communities, and consumers and are economically sound. There is the need for system as a whole to be sustainable. Jawahir et al. have clarified that sustainable manufacturing is not just about manufacturing processes or the resulting manufactured products; a multi-level approach on products, processes, enterprise and supply chain need to be considered [32].
Besides, Green Manufacturing has been used an alternative of sustainable manufacturing. “Green” technologies are often understood as those capable of meeting product design requirements and minimizing environmental impact simultaneously. However, minimizing impacts is a necessary but not sufficient condition for sustainable manufacturing. Three most important components of a sustainable manufacturing system are (i) the selection and application of appropriate metrics for measuring manufacturing sustainability; (ii) the completion of comprehensive, transparent, and repeatable life-cycle assessments (LCA); (iii) the adjustment/optimization of the system to minimize environmental impacts and cost based on the chosen metrics and the LCA [33].
3.2. Overview of Study on Sustainable Manufacturing
Taking into consideration of sustainability in the design of a new system is widely accepted in principle; but the current practices in manufacturing companies are still predominantly based on traditional cost/profit models, aiming at making high quality of a product at low cost and a short deliver time. The manufacturing paradigm towards low cost and high profits is unlikely to change significantly in the near future [34]. However, the prospects for sustainable manufacturing have been explored, including how manufacturers will respond the future challenges in the socio-economic business environment and technological change [35]. Existing research on sustainable manufacturing are focused on the following aspects [36]:
Metrics and analytical tools for assessing the impact of processes, systems and enterprises,
Modeling of sustainable, environmentally conscious manufacturing processes and systems,
Green supply chains,
Manufacturing technologies for reduced impact, and
Manufacturing technologies for producing advanced energy sources or storage.
3.3. Metrics of Sustainability
The role of metrics in engineering design and analysis cannot be overstated. Metrics serve to “enable technology” in design processes [24]. Sustainable manufacturing requires metrics for decision making at all levels of an enterprise. The distinction has to be made between environmental cost metrics and sustainability metrics [33]. Kibira et al. classified the environmental policy procedures, which are used to determine the incentives to achieve compliance with environmental safety requirements [30]. Dornfeld has suggested to measure the sustainability in terms of global warming gas emissions (CO2, methane CH4, and N2O), per capita, per GDP, per area/nation, recyclability, reuse of materials, energy consumption, pollution (air, water, land), ecological footprint—“fair share”, exergy (available energy) or other thermodynamic measures [36].
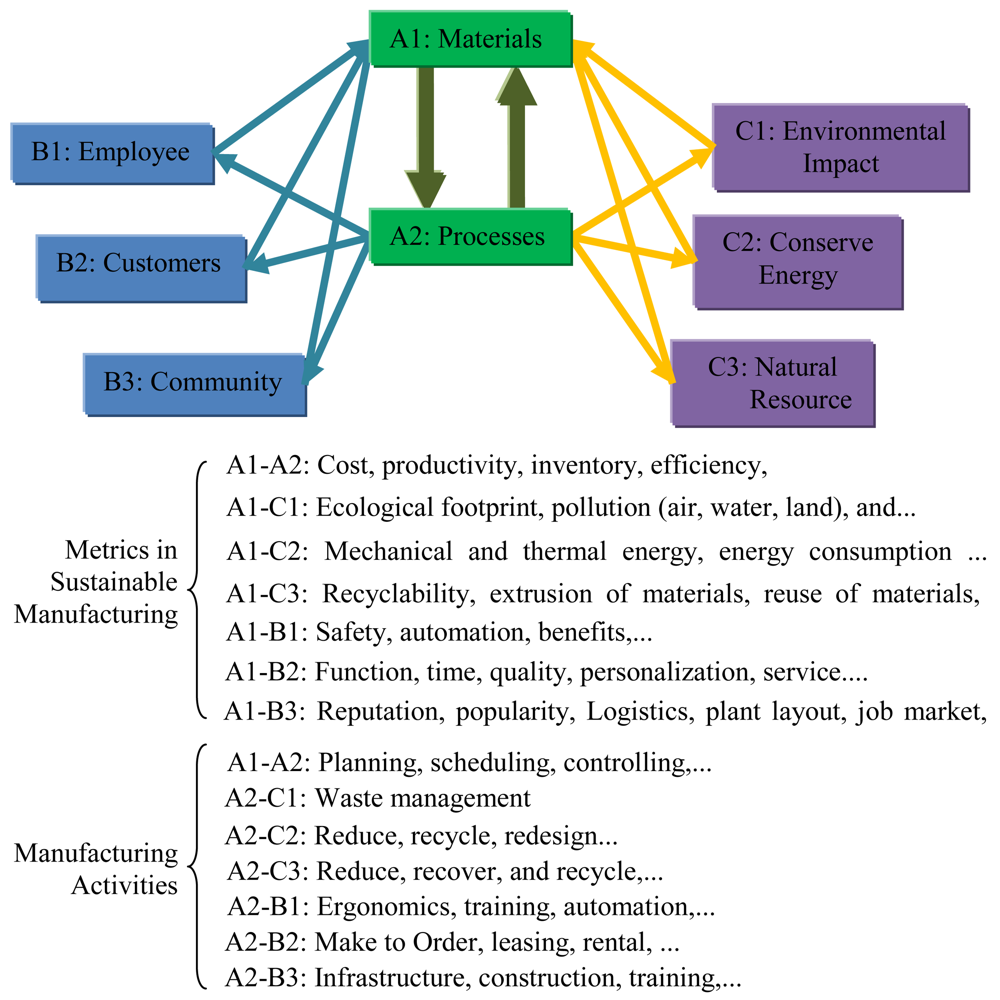
According to the definition of sustainable manufacturing [31], the activities in a manufacturing system can be classified into two types: activities on materials and activities on processes. As shown in Figure 4, these activities have their impact on ‘environment’, ‘economics’, and ‘society’. The manufacturing environment contains the aspects: ‘environmental impact’, ‘conserve energy’, and ‘natural resource’. Society contains the aspects: ‘customers’, ‘employee’, and ‘community’. Various criteria have been identified to evaluate the performances of a sustainable system paradigm.
3.4. Roles of Manufacturing System for Sustainability
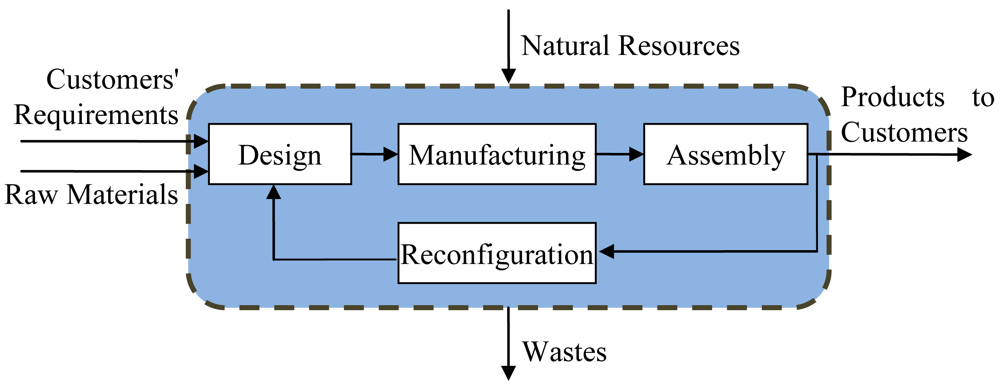
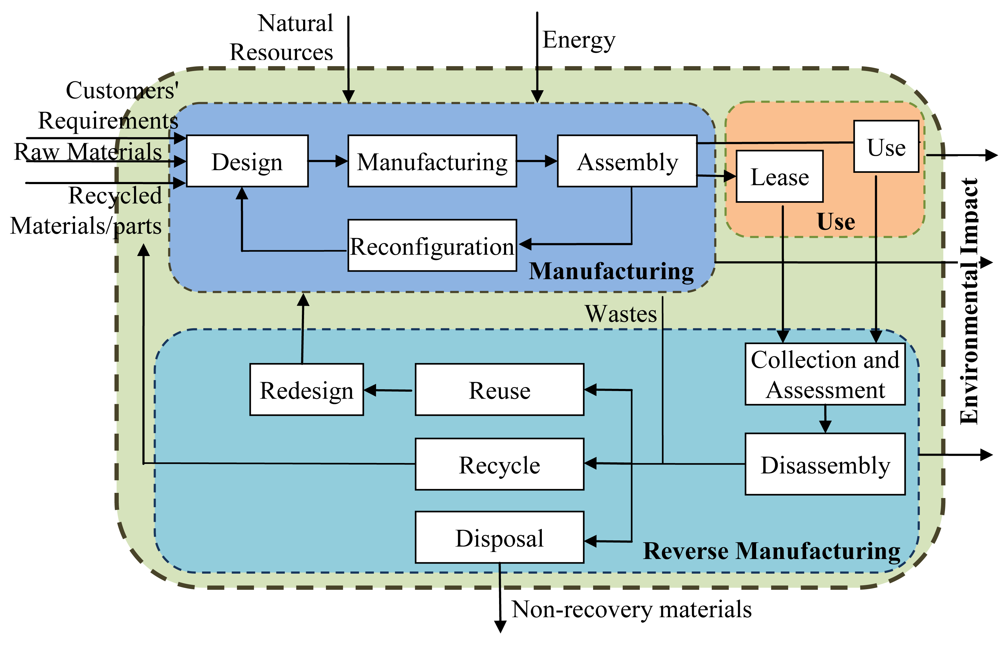
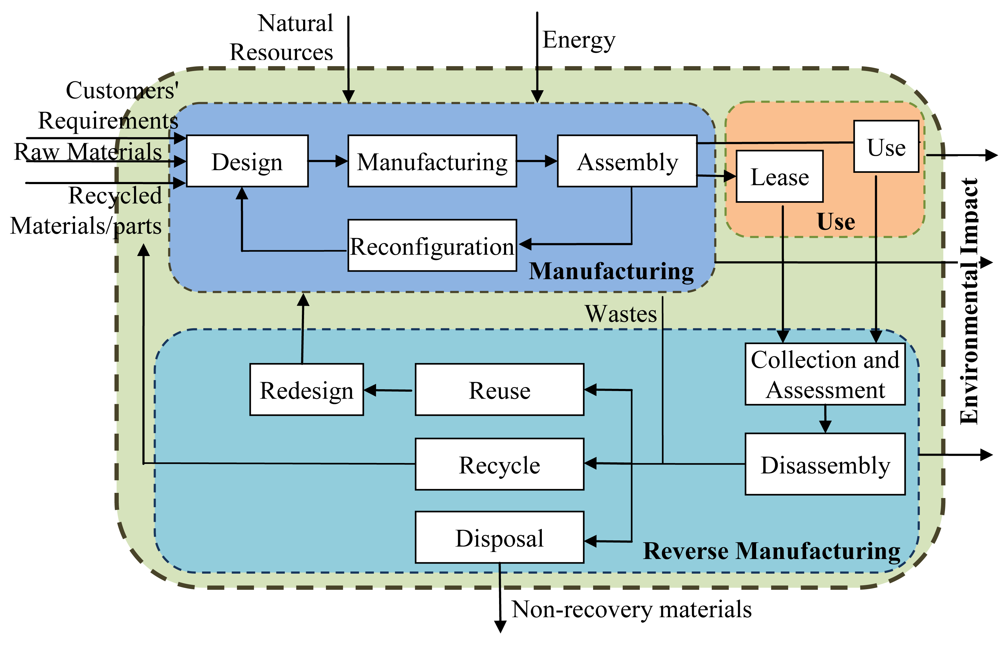
Manufacturers have begun to realize the need for the responsible use and management of resources in the life cycle of product [37]. Manufacturing systems' role in sustainability really relies on how the boundaries of a manufacturing system are defined. As shown in Figure 5, traditional manufacturing systems did not take many aspects into consideration, such as waste management, pollution, recovery and reuse of used products. As shown in Figure 6, with the increasing consciousness regarding environmental problems, many activities have been introduced in the life-cycle of products. Manufacturers have the choice of either including these activities in the operations and optimizing the overall structure based on the required tasks, or paying for the cost to solve the problems of waste management and disposal etc. Therefore, the roles of manufacturing systems depend on the definition of the boundaries of a manufacturing system, and it varies from one company to another. Within the scope of manufacturing, we will discuss further in Section 4 how the paradigm of reconfigurable manufacturing seamlessly fits the goal of system sustainability, i.e., through the reconfiguration of system components, the manufacturing sources can be reused so that the waste from manufacturing can be reduced.
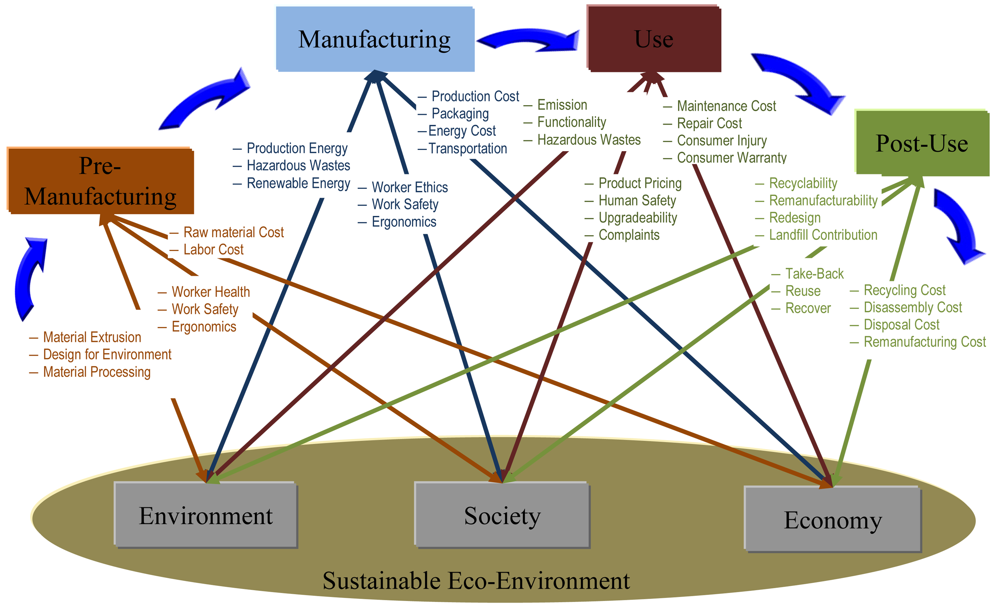
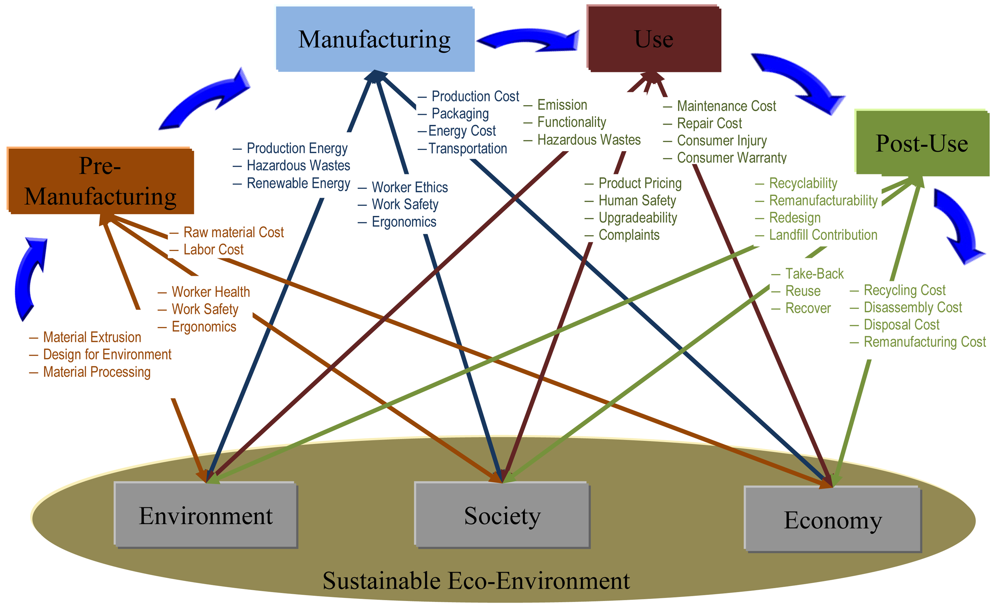
Jayal et al. [14] provided a case study to measure the contribution from manufacturing to overall sustainable manufacturing; the provided case study has shown that the contribution from manufacturing has been estimated to be 25.7%. Figure 7 illustrates a manufacturing system's contributions to sustainability. In this figure, sustainability consists of three pillars: ‘environment’, ‘society’, and ‘economy’. The life cycle of product is divided into four phases: ‘pre-manufacture’, ‘manufacture’, ‘use’, and ‘post-use’. The impact on sustainability from four phases has been shown individually. The overall impact has been accumulated. Obviously, the contributions of the manufacturing phase to sustainability are limited since the considerable portions of the contributions are from the activities at the phases of ‘pre-manufacture’, ‘use’, and ‘post-use’. From Figure 7, one can conclude that, while sustainable manufacturing is extremely important to sustainability, it is unrealistic to expect a next-generation manufacturing paradigm can meet the requirements of sustainability completely.
Another issue is the relation of sustainability and sustainable manufacturing. Although there is some overlap between the design of sustainability and the design of sustainable manufacturing, it can be completely different based on the scope of a manufacturing defined in Figure 7. On one hand, a manufacturing system can be confined to one product with the limited consideration of its product life; the main difference from a traditional manufacturing system is that some new metrics on waste management and environmental impact have to be taken into consideration in its design. On the other hand, an extreme case is to include all of the activities occurring in its product lifetime in one company; the design of a sustainable manufacturing system becomes the design for sustainability. Note that when the boundaries of a system are considered, the inputs and outputs beyond system control have to be valued or de-valued for the sake of system optimization, and this raises more concerns regarding the uncertainties and fidelity of a design result.
4. From Reconfigurable Manufacturing to Sustainable Manufacturing
A clear definition of system boundaries is essential to determine a correct system paradigm. As illustrated in Figure 2, existing system paradigms have been developed to meet design metrics of cost, quality, personalization, and time. Since sustainability has become a new dimension to evaluate a manufacturing system paradigm, it is worth examining the gaps of the desired performances of existing system paradigms and the requirements of sustainability. From our perspective, the reconfigurable manufacturing system (RMS) paradigm is one of the most advanced paradigms to deal with all of today's manufacturing requirements. In this section, RMSs are used as examples to examine its gap with a sustainable manufacturing system.
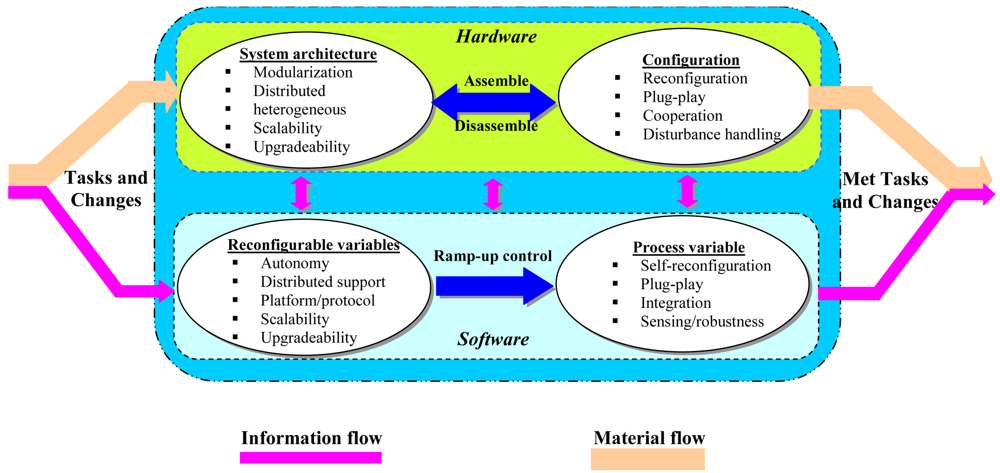
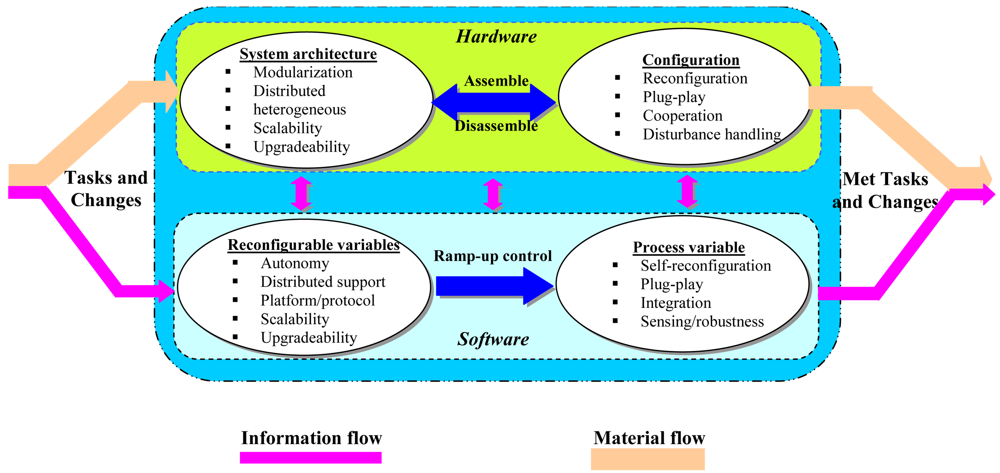
In an RMS, system reconfigurability can be classified in terms of the levels where the reconfigurable actions are taken. Reconfigurability at lower levels is mainly achieved by changing hardware resources, and reconfigurability at the higher levels is mainly achieved by changing software resources and/or by choosing alternatives methods or organizations. The resources at different levels must work together so that system reconfigurability can be maximized cost-effectively. As shown in Figure 8, an RMS consists of a reconfigurable hardware system and a reconfigurable software system. The hardware system includes reconfigurable machining systems, reconfigurable fixturing systems, reconfigurable assembly systems and reconfigurable material-handling systems [7]. RMS characteristics include ‘modularity’, ‘scalability’, ‘integrability’, ‘convertibility’, and ‘diagnosability’ [12]. From the perspective of sustainability, the relevant objectives of RMSs are (i) to reduce the wastes through the reuse of manufacturing resources and (ii) to reduce energy cost through the optimization of manufacturing processes and system reconfiguration. Numerous researches have been published on design and control reconfigurable systems to achieve these two objectives. For example, some previous works by this author on design and control of RMSs have been reported in literatures [38-44].
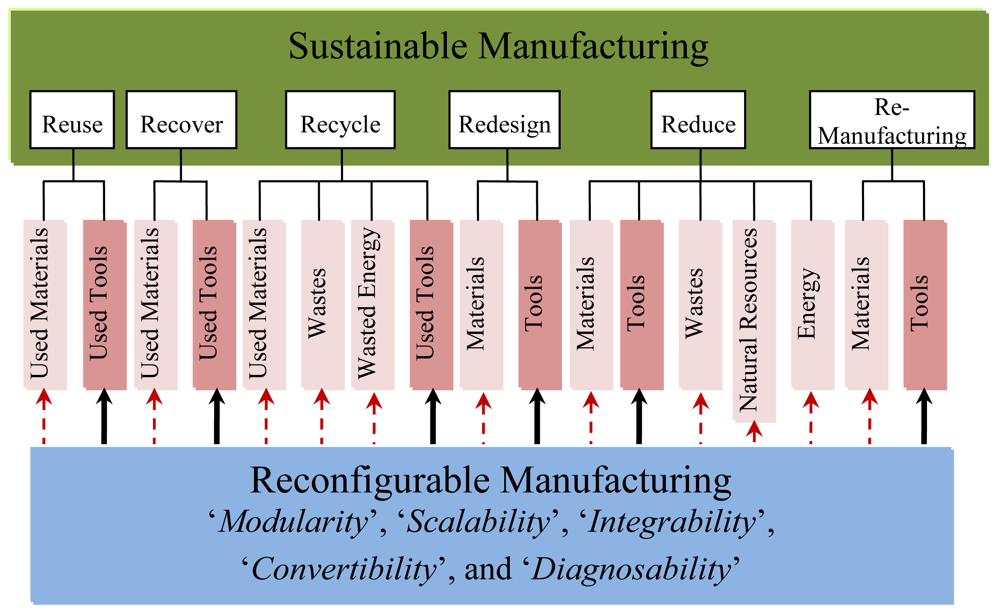
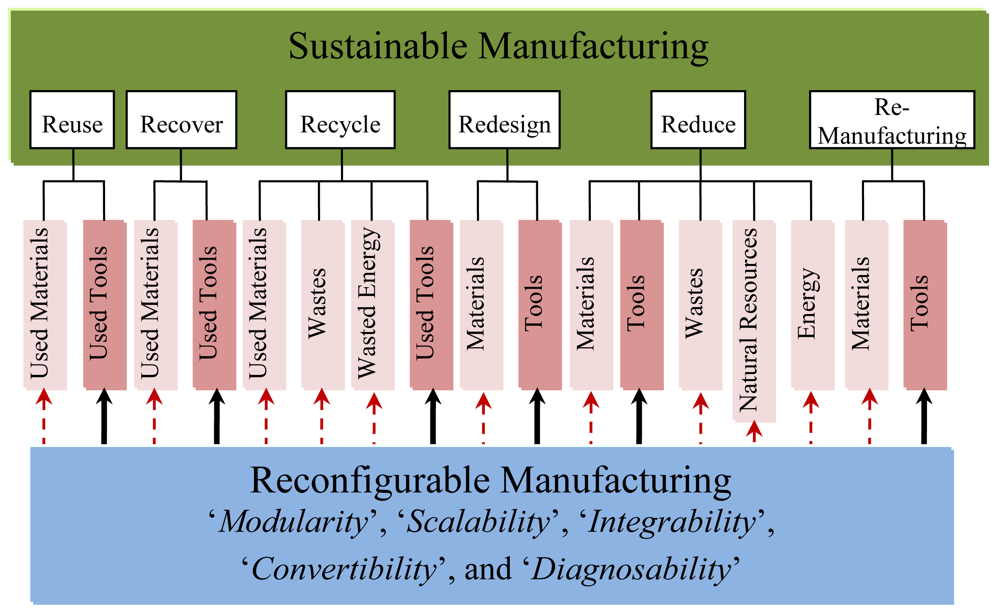
To examine the contributions of an RMS to sustainability, the activities in a sustainable manufacturing are classified into 6Rs: ‘reuse’, ‘recover’, ‘redesign’, ‘remanufacture’, ‘reduce’, and ‘redesign’; and these activities are applied on either ‘materials’ or ‘tools’. Based on the above discussions regarding system components and design metrics of an RMS, the involved activities for the purposes of sustainability have been highlighted in Figure 9. Currently, the focus of an RMS is on reconfigurability and sustainability of machines and tools. It seems that all of the sustainable activities have not been involved in an RMS; this observation is consistent to the conclusion from Figure 7 that an RMS only makes a fractal portion of contribution to the overall sustainability of product in its life cycle. Besides, the traditional manufacturing systems have been optimized to fulfill the customers' requirements in functions, quality, cost, and delivery time; there is a long way to take an additional requirement of sustainability and evolve an RMS paradigm to sustainable manufacturing paradigm. Two other reasons worth mentioning are (i) an RMS is still a closed system, which needs a clear definition of system boundaries; the system paradigm is still a result of sub-optimization. (ii) The reconfiguration and optimization of manufacturing resources, in particular machines and tools, are focused; limited progress has been made in planning and scheduling for materials and wastes.
The system paradigms such as an RMS, which are based on a local sub-optimization of system, make a fractal portion of the contribution to system sustainability. The role of a manufacturing system in the value-added chain of product has to be re-examined. As far as sustainability is concerned, the boundaries of manufacturing system in the product life cycle cannot be defined clearly anymore. At least, the boundaries of a manufacturing system have to be defined in different ways based on the perspectives of designers, e.g., taking into consideration of system dynamics. Finally, some research efforts towards to the evolution of today's manufacturing system paradigms are discussed in the next section.
5. Summaries and Future Research
The requirements of sustainability become ubiquitous; the major drivers of sustainability are customers' requirements, governance and regulation, public values, environmental priorities, the shortage of natural resources, and increasing energy costs [35,36,38]. All entities involved in the life cycle of product should be considered together and optimized with the consideration of sustainability. Existing manufacturing system paradigms have been developed only for manufacturing domains; the systems are usually optimized based on the requirements of cost, quality, time, and product personalization. No system paradigm exists to meet the requirements of sustainability seamlessly. The next-generation system paradigm is likely a hybrid of various paradigms such as the combination of lean production and reconfigurable manufacturing. It is unlikely that a totally new sustainable manufacturing paradigm exists. In the next-generation of sustainable manufacturing, it is necessary to bridge manufacturing processes with sustainability in design and optimization, and some quantifiable models for wastes and energy are also essential. It is the time for us to re-examine the limitations of existing system paradigms, and explore some practical ways to evolve them into sustainable manufacturing.
While a clear view of a sustainable manufacturing system has yet be defined, the requirements of sustainability have been extensively discussed. The sustainability possibilities of an RMS have been investigated, and the limitations of a reconfigurable system paradigm have been identified from the perspective of sustainability. Many researchers have worked on the improvement of system design to achieve sustainability [30,36]. Without a doubt, the enhancement of reconfigurability of an RMS will improve sustainability. As illustrated in Figure 9, the research directions towards to the implementation of RMSs have been discussed in the literature [7]. In this summary, some future works for sustainability within the traditional scope of an RMS are investigated, and they are summarized as follows.
5.1. Horizontal and Vertical System Integration
As illustrated in Figure 6, the scope of a sustainable manufacturing system must be expended significantly in comparison to a traditional manufacturing system; many non-manufacturing activities contribute to system sustainability; their interactions with the manufacturing system have to be taken into consideration when one designs and optimizes the manufacturing system. To make a manufacturing system more sustainable, the extended efforts must be made at all levels and aspects from process, product, and the system related to the entire product life cycle. At the process level, one must improve technologies and process planning to take into consideration the reduction of energy, toxic wastes, and occupational hazards. At the product level, the traditional reducing, reusing, recycling (3R) must be moved to the 6Rs including recovering, redesigning and remanufacturing [14,25]. At the system level, all aspects including pre-manufacturing, manufacturing, use and post-use must be taken into consideration together [36]. To this end, the traditional system architecture has to be expanded vertically and horizontally to cover more non-manufacturing activities, and design metrics must include these in order to achieve sustainability.
5.2. Modeling and Optimization of Energy and Wastes
A considerable amount of energy cost has been spent in manufacturing; the efficiency of energy utilization in manufacturing is an important indicator of performance. The quantification of energy cost for various manufacturing processes becomes a must. The focus of energy efficiency studies is changing from energy efficient products to energy efficient manufacturing [45]. Note that the wastes from sustainable manufacturing are very different from the wastes from lean production. Lean production seeks to eliminate traditional production objectives like cost or time; while the green is concerned about the wastes that impact the environment [46]. The example of the studies towards this direction is the work by Heilala et al. [47]. They have estimated the energy use based information provided by equipment manufacturers and it has led to the potential energy saving of 20–27%. An ongoing research by the author is the physics-based energy modeling of the machine tools for the optimization of energy saving. The energy consumption is quantified based on the kinematic and dynamic models of machine tools; the direct relations between the energy consumption and design variables of manufacturing processes can be established and manufacturing processes can be optimized for energy saving. We will report the progress of this ongoing research in a future publication.
5.3. Integrated Modeling and Simulation Tools
Modeling and simulation for manufacturing digital enterprise has a positive impact on design and optimization of a manufacturing system. To maximize system sustainability, it is desirable to integrate environmentally conscious manufacturing efforts with the design of manufacturing systems. Note that most of the existing tools focus on minimizing production cost and time to market; the frequently used objective is profit optimization [40]. These tools have to be expanded to include the consideration of sustainability. To this end, the metrics of sustainability have to be quantified, and their residual relations to design parameters of a manufacturing system have to be established. The scope of the simulation domain has to be extended; the new simulation tools must close the loop of pre-life, usage life, end-of-life thus enabling sustainable, multi-life cycle product design and recovery [22]. The features of new modeling and simulation tools are (i) the quantified environmental impact in combination with discrete event simulation; and (ii) the virtual analysis tool for level-of-automation evaluation in combination with ergonomic considerations [39].
5.4. Green Manufacturing Processes
Croom et al. [17] investigated the relationship between innovative manufacturing techniques and environmental sustainability, and concluded that the companies that rely on innovative and cost-effective production practices are often the leaders in sustainable manufacturing. Manufacturing processes consume resources directly and produce environmental pollution as well as being the main factors that affect sustainability. Therefore, innovative studies on green manufacturing processes are promising. Efforts to minimize the environmental impacts of manufacturing processes can be classified into the development of new processes and the improvement of existing processes based on the requirements of sustainability. Research in this direction is ongoing. For example, Chandler investigated modern manufacturing methods and found that they are spectacularly inefficient in their use of energy and materials [48]. Anderberg et al. showed that the productivity and cost efficiency improvements can be achieved beyond the energy savings in a computer numerically controlled machining environment [49]. Rexroth has improved energy efficiency of servo drive from the optimization of mechanical systems [50]. Jeswiet et al. proposed a calculated carbon emission signature for correlating electrical energy use to the greenhouse gas emissions for some manufacturing processes [51]. In addition, more works are demanding the integration of environmental considerations into processes planning [22,52].


Acknowledgments
The author would like to thank to the financial sponsorship from the Purdue University through 2011 Summer Faculty Grant.
References and Notes
- Jovane, F.; Koren, Y.; Boër, C.R. Present and future of flexible automation: Towards new paradigms. CIRP Ann. Manuf. Technol. 2003, 52, 543–560. [Google Scholar]
- Koren, Y. Globalization and Manufacturing Paradigms. In The Global Manufacturing Revolution: Product-Process-Business Integration and Reconfigurable Systems; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2010. [Google Scholar]
- Stokes, B. The Centrality of Manufacturing to America's Future Prosperity. The New America Foundation: Washington, USA, 2011. Available online: www.newamerica.net/publications/policy/what_the_president_should_have_said (accessed on 19 August 2011). [Google Scholar]
- Kramer, B.M. Support for Sustainable Manufacturing at the NSF; MIT: Cambridge, MA, USA, 2010. Available online: web.mit.edu/lmp/news/summit2010/kramer.pdf (accessed on 19 August 2011).
- Anityasarl, M. Inserting the Concepts of Sustainable Manufacturing into Industrial Engineering Curriculum—A Framework of Thoughts. Sepuluh Nopember Institute of Technology: Surabaya, Indonesia, 2011. Available online: www.its.ac.id/personal/files/pub/3065-mariaanityasaristme-Final%20Paper_Maria%20Anityasari.pdf (accessed on 19 August 2011). [Google Scholar]
- Bi, Z.M.; Wang, L.; Lang, S.Y.T. Current state of reconfigurable assembly systems. Int. J. Manuf. Res. 2007, 2, 303–328. [Google Scholar]
- Bi, Z.M.; Lang, S.Y.T.; Shen, W.; Wang, L. Reconfigurable manufacturing: The state of the art. Int. J. Prod. Res. 2007, 46, 967–992. [Google Scholar]
- Suh, N.P. Axiomatic Design: Advances and Applications; Oxford University Press: New York, NY, USA, 2001. [Google Scholar]
- Gutowski, T. Introduction to Manufacturing Systems. MIT: Cambridge, USA, 2010. Available online: http://stuff.mit.edu/afs/athena/course/2/2.810/www/lecture09/11.pdf (accessed on 19 August 2011). [Google Scholar]
- Cheldelin, B.; Ishii, K. Mixed Model Assembly Quality: An Approach to Prevent Human Errors. Proceedings of the ASME International Mechanical Engineering Congress & Exposition, Anaheim, CA, USA, 13–19 November 2004; Available online: http://mml.stanford.edu/publications/2004/IMECE2004-62279.pdf (accessed on 19 August 2011).
- Lin, S. Introduction to Advanced Manufacturing Technology. North China University of Technology: Beijing, China, 2000. Available online: http://wenku.baidu.com/view/5e810bf24693daef5ef73d28.html (accessed on 19 August 2011). [Google Scholar]
- Mehrabi, M.G.; Ulsoy, A.G.; Koren, Y. Reconfigurable manufacturing systems: Key to future manufacturing. J. Intell. Manuf. 2000, 11, 403–419. [Google Scholar]
- Koren, Y.; Ulsoy, A.G. Reconfigurable Manufacturing Systems. Engineering Research Center for Reconfigurable Machining Systems (ERC/RMS). University of Michigan: Ann Arbor, MI, USA, 1997. Available online: www-personal.umich.edu/~ykoren/uploads/Reconfigurable_Manufacturing_Systems_-_Report_1.pdf (accessed on 19 August 2011). [Google Scholar]
- U.S. Department of Commerce. Manufacturing in America. Department of Commerce: Washington, USA, 2004. Available online: https://www.armysbir.army.mil/docs/pdf/sbir/manuam0104final.pdf (accessed on 19 August 2011). [Google Scholar]
- Jayal, A.D.; Badurdeen, F.; Dillon, O.W.; Jawahir, I.S. Sustainable manufacturing: modeling and optimization challenges at the product, process and system levels. CIRP J. Manuf. Sci. Technol. 2010, 2, 144–152. [Google Scholar]
- Jayal, A.D.; Balaji, A.K. On a Process Modeling Framework for Sustainable Manufacturing: A Machining Perspective. Proceedings of the ASME International Mechanical Engineering Congress and Exposition, IMECE2007-43640, Seattle, WA, USA, 11–15 November 2007.
- Croom, S.; Barani, S.; Belanger, D.; Lyons, T.; Murakami, J. Sustainable Supply Chain Management—An Exploration of Current Practice. Proceedings of the European Operation Management Association Conference, San Diego, CA, USA, June 2009; Available online: www.caseplace.org/pdfs/Sustainable%20Supply%20Chain%20Management.pdf (accessed on 19 August 2011).
- Seidel, R.; Shahbazpour, M.; Oudshoorn, M. Implementation of Sustainable Manufacturing Practices in SMEs—Case Study of a New Zealand Furniture Manufacturer. Katholieke Universiteit Leuven: Leuven, Belgium, 2006. Available online: www.mech.kuleuven.be/lce2006/165.pdf (accessed on 19 August 2011). [Google Scholar]
- Westkamper, E.; Alting, L.; Arndt, G. Life cycle management and assessment: approaches and visions towards sustainable manufacturing. CIRP Ann. Manuf. Technol. 2001, 215, 599–626. [Google Scholar]
- Lerouge, C.; McDonald, V. Manufacturing in 2020: New Study Reveals Future Vision of the Global Manufacturing Industry; Capgemini: USA, 2008. Available online: www.hu.capgemini.com/m/hu/tl/Manufacturing_in_2020.pdf (accessed on 19 August 2011).
- Malain, L.; Walrond, W. The path to sustainability. RISI: Boston, USA, 2010. http://www.risiinfo.com/technologyarchives/environment/The-path-to-sustainability.html (accessed on 19 August 2011). [Google Scholar]
- Ramani, K.; Ramanujan, D.; Zhao, F.; Sutherland, J.; Handwerker, C.; Choi, J.-K.; Kim, H.; Thurston, D. Integrated Sustainable Lifecycle Design: a Review. UIUC: Illinois, USA, 2010. Available online: https://netfiles.uiuc.edu/hmkim/www/pdf/SustainabilityReview.pdf (accessed on 19 August 2011). [Google Scholar]
- Lee, S.G.; Lye, S.W.; Khoo, M.K. A multi-objective methodology for evaluating product end-of-life options and disassembly. Int. J. Adv. Manuf. Technol. 2001, 18, 148–156. [Google Scholar]
- Dornfeld, D.A. Opportunities and challenges to sustainable manufacturing and CMP. Mater. Res. Symp. Proc. 2009, 1157, 1157-E03-08. [Google Scholar]
- Ijomah, W.L.; McMahon, C.A.; Hammond, G.P.; Newman, S.T. Development of design for remanufacturing guidelines to support sustainable manufacturing. Robot. Comput.-Integr. Manuf. 2007, 23, 712–719. [Google Scholar]
- Kaebernick, H.; Kara, S. Environmentally Sustainable Manufacturing: A Survey on Industry Practice. Katholieke Universiteit Leuven: Leuven, Belgium, 2006. Available online: www.mech.kuleuven.be/lce2006/key5.pdf (accessed on 19 August 2011). [Google Scholar]
- Sarkis, J. Manufacturing's role in corporate environmental sustainability: Concerns for the new millennium. Int. J. Oper. Prod. Manag. 2001, 21, 666–686. [Google Scholar]
- Rachuri, S. Workshop on Sustainable Manufacturing Metrics, Standards, and Infrastructure. 2009. NIST: Washington, USA, 2009. Available online: www.nist.gov/el/msid/sustainable_workshop.cfm (accessed on 19 August 2011). [Google Scholar]
- Allwood, J.M.; Laursen, S.E.; Russell, S.N.; Malvido, C.; Bocken, N.M.P. An approach to scenario analysis of the sustainability of an industrial sector applied to clothing and textiles in the UK. J. Clean. Prod. 2008, 16, 1234–1246. [Google Scholar]
- Kibira, D.; Jain, S.; Mclean, C.R. A System Dynamics Modeling Framework for Sustainable Manufacturing. The System Dynamics Society: New York, USA, 2009. Available online: www.systemdynamics.org/conferences/2009/proceed/papers/P1285.pdf (accessed on 19 August 2011). [Google Scholar]
- U.S. Department of Commerce. Sustainable Manufacturing Initiative (SMI) and Public-Private Dialogue. Department of Commerce: Washington, USA, 2010. Available online: trade.gov/competitiveness/sustainablemanufacturing/docs/2010_Next_Steps.pdf (accessed on 19 August 2011). [Google Scholar]
- Jawahir, I.S.; Badurdeen, F. Assessment of Product and Process Sustainability: Towards Developing Metrics for Sustainable Manufacturing. Proceedings of the National Institute of Standards and Technology (NIST) Workshop on Sustainable Manufacturing, Washington, USA, 13–15 October 2009.
- Reich-Weiser, C.; Vijayaraghavan, A.; Dornfeld, D.A. Metrics for Sustainable Manufacturing. Proceedings of the International Manufacturing Science and Engineering Conference, MSEC2008, Evanston, USA, 7–10 October 2008.
- Kaebernick, H.; Kara, S. Sustainable product development and manufacturing by considering environmental requirements. Robot. Comput. Integr. Manuf. 2003, 19, 461–468. [Google Scholar]
- Geyer, A. The Challenge of Sustainable Manufacturing—Four Scenarios 2015-2020; International Summer Academy on Technology Studies—Corporate Sustainability. European Commission: European, 2003. Available online: http://forera.jrc.ec.europa.eu/documents/eur20705en.pdf (accessed on 19 August 2011).
- Dornfeld, D. Green Issues in Manufacturing. LMAS: Berkeley, USA, 2010. Available online: http://lmas.berkeley.edu/public/wp-content/uploads/2010/04/dornfeld-overview-april-2010-1.pdf (accessed on 19 August 2011). [Google Scholar]
- Ozel, T.; Yildiz, S. A Framework for Establishing Energy Efficiency and Ecological Footprint Metrics for Sustainable Manufacturing of Products. Proceedings of the ASME International Manufacturing Science and Engineering Conference, MSEC2009-84365, West Lafayette, IN, USA, 4–7 October 2009.
- Bi, Z.M.; Kang, B. Enhancement of adaptability of parallel kinematic machines with an adjustable platform. ASME J. Manuf. Sci. Eng. 2010, 132, 061016–061025. [Google Scholar]
- Bi, Z.M.; Lin, Y.; Zhang, W.J. The general architecture of adaptive robotic systems for manufacturing applications. Robot. Comput. Integr. Manuf. 2010, 26, 461–470. [Google Scholar]
- Bi, Z.M.; Zhang, W.J.; Chen, I.-M.; Lang, S.Y.T. Automated generation of the D-H parameters for configuration design of modular manipulators. Robot. Comput. Integr. Manuf. 2007, 23, 553–562. [Google Scholar]
- Bi, Z.M.; Gruver, W.A.; Zhang, W.J.; Lang, S.Y.T. Automated modeling of modular robotic configurations. Robot. Auton. Syst. 2006, 54, 1015–1025. [Google Scholar]
- Bi, Z.M.; Gruver, W.A.; Lang, S.Y.T. Analysis and synthesis of reconfigurable robotic systems. Concurr. Eng. Res. Appl. 2004, 12, 145–153. [Google Scholar]
- Bi, Z.M.; Zhang, W.J. Modularity technology in manufacturing: taxonomy and issues. Int. J. Adv. Manuf. Technol. 2001, 18, 381–390. [Google Scholar]
- Bi, Z.M.; Zhang, W.J. Concurrent optimal design of modular robotic configuration. J. Robot. Syst. 2000, 18, 77–87. [Google Scholar]
- Miller, G.; Pawloski, J.; Standridge, C. A case study of lean, sustainable manufacturing. J. Ind. Eng. Manag. 2010, 3, 11–32. [Google Scholar]
- Heilala, J.; Vatanen, S.; Tonteri, H.; Montonen, J.; Lind, S.; Johansson, B.; Stahre, J. Simulation Based Sustainable Manufacturing System Design. Proceedings of the Winter Simulation Conference, Austin, TX, USA, 7–10 December 2008; pp. 1922–1929.
- Johansson, B.; Kacker, R.; Kessel, R.; McLean, C.; Sriram, R. Utilizing Combinational Testing on Discrete Event Simulation Models for Sustainable Manufacturing. Proceedings of the ASME International Design Engineering Technical Conferences & Computers and Information in Engineering Conference, DETC2009-86522, San Diego, CA, USA, 30 August–2 September 2009.
- Chandler, D. Manufacturing Inefficiency. MIT: Cambridge, USA, 2009. Available online: http://web.mit.edu/newsoffice/2009/energy-manufacturing-0317.html (accessed on 19 August 2011). [Google Scholar]
- Anderberg, S.E.; Kara, S.; Beno, T. Impact of energy efficiency on computer numerically controlled machining. Proc. Instit. Mech. Eng. Part B J. Eng. Manuf. 2010, 224, 531–541. [Google Scholar]
- Bosch, R. Electric Drives and Controls: Energy Efficiency in Automation. Bosch Rexroth Corporation: Illinois, USA, 2009. Available online: http://www.boschrexroth.com/country_units/america/united_states/sub_websites/brus_dcc/energy_conservation/presentations/customer_ppt_1.pdf (accessed on 19 August 2011). [Google Scholar]
- Jeswiet, J.; Kara, S. Carbon emissions and CES in manufacturing. CIRP Ann. Manuf. Technol. 2008, 57, 17–20. [Google Scholar]
- Pineda-Henson, R.; Culaba, A.B. A diagnostic model for green productivity assessment of manufacturing processes. Int. J. Life Cycle Assess. 2004, 9, 379–386. [Google Scholar]
© 2011 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Bi, Z. Revisiting System Paradigms from the Viewpoint of Manufacturing Sustainability. Sustainability 2011, 3, 1323-1340. https://doi.org/10.3390/su3091323
Bi Z. Revisiting System Paradigms from the Viewpoint of Manufacturing Sustainability. Sustainability. 2011; 3(9):1323-1340. https://doi.org/10.3390/su3091323
Chicago/Turabian StyleBi, Zhuming. 2011. "Revisiting System Paradigms from the Viewpoint of Manufacturing Sustainability" Sustainability 3, no. 9: 1323-1340. https://doi.org/10.3390/su3091323