
MagWasteVal Project—Towards Sustainability of Mining Waste



1
Department of Chemical Engineering, School of Engineering, Aristotle University of Thessaloniki, 54124 Thessaloniki, Greece
2
Department of Chemistry, School of Natural Sciences, Aristotle University of Thessaloniki, 54124 Thessaloniki, Greece
*
Author to whom correspondence should be addressed.
Sustainability 2023, 15(2), 1648; https://doi.org/10.3390/su15021648
Submission received: 22 December 2022
/
Revised: 10 January 2023
/
Accepted: 12 January 2023
/
Published: 14 January 2023
(This article belongs to the Special Issue Sustainable Mining and Circular Economy)
Abstract
:In the direction of sustainable mining solid waste management and eventually zero-waste production, the MagWasteVal research program aimed to achieve the proper handling of massive quantities of extractive mining waste originating from the magnesite mines after the enrichment process of useful ore. The main objectives of this project were both the investigation of geochemical variables affecting the serpentinization process (degradation) and the respected exploitation and further valorization of stocked-pilled solid (inert) wastes in the mining area. The study of thermal treatment (considering the heating duration and heating temperature) and the addition of various additives (alumina, chromite ore, run of mine, iron oxide, and magnesia) showed that the optimum upgrade for the mining waste samples occurs when a combination of magnesia (according to the optimum defined molar ratio: [MgO] + [FeO])/[SiO2] = 2) and iron oxide of approximately 2.5% is applied at both 1300 and 1600 °C for 120 min. The final products of the MagWasteVal project may have various potential applications, even on a large scale, for the production of alternative refractory materials/services, substituting other raw materials, and presenting both economic and environmental benefits.
1. Introduction
The current state of the mining industry usually lacks a sustainable framework, which should be oriented towards zero-waste production. Mining industry personnel should be better trained for more sustainable operation of mining sites, while Research and Development (R&D) sections should find more appropriate solutions that can complete the Life Cycle Analysis (LCA) of products (e.g., ore, minerals), while also incorporating green management of respected wastes/by-products [1,2]. Aimed at sustainable development, the Regional Innovation and Smart Specialization Strategies (RIS3) promotes the implementation of national/regional activities that can improve their environmental and economic status through technological development and innovation by investing in relevant research [3,4].
The magnesite mine of the company “Grecian Magnesite SA” company, located at Gerakini (Chalkidiki, N. Greece), has a mass production of (so far) useless serpentinized mining wastes (approximately 8 × 104 tn/month) that can cause possible environmental and aesthetic problems. Thus, the further valorization and exploitation of these wastes were the main objectives of the MagWasteVal project [5,6]. Since useful magnesite ore deposits are considered a rather small part of magnesite-hosting ultramafic rocks at these mines (initial content of approximately 10–15%), the exploitation of the solid waste produced primarily during the enrichment process to separate MgO could be an alternative potential source of refractory materials, a fact of great importance both for the national and EU economies (showing a deficit in this mineral) and for the circular economy.
The MagWasteVal project has examined how the proper thermal treatment can upgrade the refractory properties of waste samples collected from the mineral mine site, via the possible combination of them with various (low-cost) solid additives [7,8], i.e., Run-Of-Mine (ROM) [9], alumina, chromite ore (CO), iron oxide, and caustic calcined magnesia [10,11,12,13]. As already mentioned, the research focused on upgrading the refractory properties, regarding the final obtained product, while a combination with specific additives, such as ROM (another unexploited waste/by-product of the same mine), chromite ore (a mostly unexploited ore, abundant in Greece), and iron oxide (received as a by-product from other industrial processes) can further enhance these properties; hence, improving the framework of circular economy implementation and sustainable mining development are the main concepts of this project [14].
The development of an alternative source of raw material, which can be used as a secondary resource and produced from the mining waste of stocked piles, leading progressively to their eventual elimination, in addition to the obvious financial benefits, can have also a positive social impact, since the improvement of the natural environment can be improved, i.e., by minimizing dusting and leaching, but also the overall public opinion for the mining activities can be ameliorated [15]. It is certainly very important that the mining wastes, considered onwards rather than by-products, i.e., as a secondary raw material, can be further used and recycled, e.g., in earthworks and construction sites, in asphalt surfaces, but also as cement or geopolymers constituents, or in ceramic tile manufacturing [16,17]. The MagWasteVal project focused on the upgrading of refractory properties of serpentinized (degraded) mineral samples and various applications were examined by collaborating with a magnesite mine company (Grecian Magnesite SA), regarding the industrial implementation of finally obtained products.
The project was realized within the framework of a circular economy, sustainable development, and the European Union guidelines for the development of technologies, which will be applied by several industrial sectors and activities, especially in the mining field. It also fulfills the National Objectives for Research and Innovation Strategies for Smart Specialization (RIS3) in the relevant field of “Environment and Sustainable Development”. Similar to other countries, Greece has co-financed this research project towards the re-utilization of waste mining materials to create new circular economy paths, connecting financial and environmental gains [18,19]. The general strategic objective of the MagWasteVal project lies in the movement from a linear towards a circular economy path, also considering the associated major environmental and social concerns including the general public’s opposition to the development of mining activities. The large production of mining waste in the magnesite mine of “Grecian Magnesite SA” company at Gerakini (Chalkidiki, N. Greece) amounts to approximately 4350 kg/per capita in Greece [16]. The total amount of these mining wastes is now estimated at 35 × 106 tons, an amount applicable to industrial kilns and industrial metallurgy for temperatures ≤ 1600 °C, such as firebricks or magnesium-olivine refractory masses, after the respective treatment (thermal and additive). This project focused on the development of a resource-efficient technology that can close the loop between mining waste and the formation of new products with the application of proper waste management and in accordance with sustainability and circularity aspects. It finally aims to produce a new material that can find applications in several industrial-scale refractory applications and services offering financial benefits in magnesite mines, while, at the same time, the lifetime of magnesite mines will be extended. [20,21]. The importance of the MagWasteVal project lies beyond other studies as it has produced globally applicable data on serpentinized materials both in terms of the appropriate additives that could be used and the appropriate heat treatment that should be applied according to the respective chemical and mineralogical content of the waste for the production of value-added products.
2. Materials and Methods
Materials
Several samples of examined magnesite mining waste were collected from different levels and locations at the magnesite mine area (open quarry). The main constituents of interest for these samples that could be potentially utilized as raw materials for the production of refractories and their respective concentrations are 32.49–43.0% for MgO and 33.5–46.4% for SiO2 [5,6,9,10,11,12,13]. For the purposes of this paper, a representative sample is presented, properly mixing these samples, whose chemical and mineralogical analysis can be seen in Table 1. The respective composition is also illustrated in the corresponding ternary diagram (Figure 1), showing that the application of thermal treatment at >1300 °C can result in the production of olivine (forsterite), a useful raw material for the production of refractories, being the major constituent of dunite.
Additionally, in the MagWasteVal project, and regarding the refractory upgrade of collected waste, the use of several common (and low-cost) additives, such as iron oxide, caustic calcined magnesia, chromite ore, run-of-mine (ROM) powder, and alumina, has been also investigated and evaluated. The corresponding chemical and mineralogical analysis of these additives is presented in Table 2; as shown, apart from the case of caustic calcined magnesia, the additives chromite ore and run-of-mine were found to also contain sufficient MgO quantities. More specifically, regarding the additives used, iron nanoparticles were produced by thermal treatment at 850 °C for 30 min of the commercially available nanomaterial Bayoxide, mainly composed of goethite, and produced by LANX-ESS Deutschland GmbH, while caustic calcined magnesia (CCM) from Grecian Magnesite S.A., Chromite Ore (CO), comes from Jurassic Vorinos ophiolite mineral deposits in northern Greece and contains mainly chrome-ore bearing dunite and alumina (Al2O3), which is sandy metallurgical grade material obtained by the “Aluminium of Greece S.A.” company.
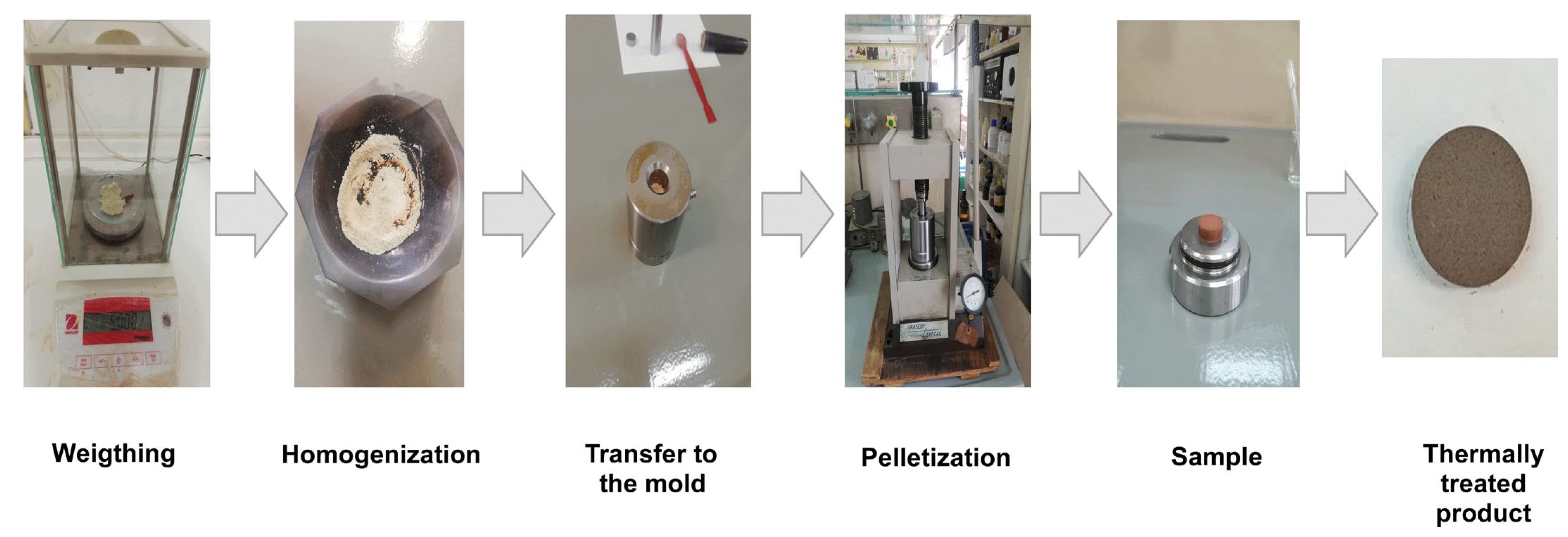
The samples were homogenized after the mixing of the waste sample and the examined additives. Afterward, homogenized samples were pressed to form cylindrical pellets 2 cm in diameter and heated with a programmable control electric furnace (type SNOL 6.7/1300 LSC01) at heating temperatures up to 1300 °C and a heating rate of 10 °C/min (Figure 2). Furthermore, the samples were heated with a programmable control electric furnace (type Thermowatt TGH30L 380 V 10 KW) at a heating temperature of 1600 °C and a heating rate of 6.5 °C/min. All these products were evaluated for the potential of refractoriness properties upgrade. The Apparent Porosity (AP%), Bulk Density (BD), and Water Absorption (WA%) parameters were estimated according to the boiling water method (ASTM C20) [23]. For the Firing Shrinkage (FS%) parameter, a calibrated caliper was used along the diameter used, and the (D0 − D1)/D0) ratio was applied for the respective calculations (where the subscripts 0 and 1 refer to the dimensions of the sample prior and after the application of thermal process). Finally, a Carver laboratory press was used for the mechanical strength tests. More specifically, a digital caliper (0–150 mm), a heating plate (JENWAY 1000 model, UK), a high-accuracy weight scale (OHAUS CORP, USA), and finally, a laboratory press (FRED S. CARVER INC., USA), were used to obtain these measurements.
For the structural and mineralogical characterization of products, the application of X-Ray Diffraction (XRD) using a Brücker D8 Advance diffractometer (powder XRD) was conducted in the pulverized samples. The respective data were collected at 2θ from 5° to 70°, with a scanning time of 0.2 s and an increment of 0.02. A filament X-ray tube of Cu with a wavelength of 1.5418 Å and the detector LYNXEYE (1D mode) were used. The qualitative and quantitative analysis of XRD patterns was performed with the JADE XRD data analysis software.
3. Results
As aforementioned, the evaluation of the upgrade in refractory properties for the representative examined sample was performed through the measurements of Firing Shrinkage (FS%), Apparent Porosity (AP%), Bulk Density (BD), Water Absorption (WA%), and Mechanical Strength (MS) parameters. Selected results of this sample before treatment and after blending with the respective proportion of additives and firing at 1300 °C for 30 min are shown in Table 3. It is clear that the MgO addition favors the sintering of powdered solids since a decrease in FS% and WA% parameters is reported. Moreover, the results show that mechanical strength is favored, following the formation of spinels from the addition of CO and Fe2O3 (Table 4). However, it is also noticeable that the AP% value for the Al2O3 addition is rather restrictive, considering the potential application of this product in magnesia-spinel bricks.
Other important parameters examined for the optimum refractory upgrade of the mining waste sample were the firing temperature and the dwell time. For this sample, and after the addition of 5% Fe2O3, the increase in mechanical strength values and the simultaneous decrease in firing shrinkage at the firing temperature of 1300 °C (for a dwell time of 120 min) indicate that the optimum refractory properties can be achieved via this thermal treatment (Table 5 and Table 6), as also verified in the previously published relevant research [5,9,11,12,13] and will be further analyzed in the discussion section.
4. Discussion
In order to achieve the exploitation of magnesite mining waste, the initial step of this research project was the investigation of chemical analysis and morphological characteristics of the stock-piled wastes. The results of Tzamos et al. (2020) showed that the ultramafic rocks consisted mainly of forsterite, and in addition to the serpentinization (slow geological) process leading to the degradation of refractory properties, they also underwent carbonation, silification, and clay alteration procedures, resulting in specific characteristics that indicate the degradation of waste/by-products produced during magnesite mining and the processing of raw materials, restricting their suitability for any further application purposes [6].
Therefore, based on the initial mineralogical results by Pagona et al. (2020), various samples from different mine sites, which were expected to have the potential for upgrading/improving their refractory characteristics by producing a useful forsterite mineral phase through the reverse serpentinization process, have been subjected to suitable thermal (firing) treatments. The application of thermal treatments showed that the serpentinite mineral phase at 850 °C can favor the formation of the desired (second-generation) olivine mineral, while at 1300 °C, the excess Si presence in the examined samples may result in the subsequent decomposition of previously produced olivine and the further formation of unwanted pyroxene mineral phases. At that initial stage of the project, the necessity of appropriate mass balance for these samples was revealed, and due to the excess SiO2 in the samples and the respective lack (deficiency) of MgO content, it became clear that the ratio between these main constituents of importance was the most significant factor that can affect the refractory properties of the product after firing. The optimum dose of MgO (as supplementary addition) is related to the optimum defined molar ratio: [MgO] + [FeO])/[SiO2] = 2 [5].
Moreover, parallel research was conducted using four different additives (i.e., alumina, concentrate chromite—CC, chromite ore—CO, and Fe2O3), aiming to investigate their effects on the refractory properties of mining waste samples after thermal treatment. The optimum results, as defined by Pagona et al. (2021), were found with the addition of chromite additives (CC and CO) because, in this case, the firing shrinkage values showed a (desirable) decreasing trend [10]. The highest reduction of this parameter was observed with the addition of chromite ore, due to its relatively higher MgO content, confirming that the presence of MgO is the determining factor for the improvement of refractoriness properties. The formation of the desired olivine mineral (forsterite) after applying the firing temperature of 1300 °C was found to be maximized with the addition of MgO. On the other hand, the addition of Fe2O3 increased the bulk density due to the higher density of Fe2O3 material (5.24 g/cm3) compared to MgO addition (3.58 g/cm3) and due to the formation of respective spinel (MgFe2O4, 4.51 g/cm3) [24], also improving the surface sintering of powders and the homogenization of fired products when the 5 wt.% addition examined. On the other hand, these results indicate that the addition of alumina is not a suitable additive, as this can result in higher apparent porosity levels and lower bulk density values [10].
According to the relevant research on the examined additives, the case of Fe2O3 nanoparticles addition was investigated by Kalaitzidou et al. (2022) by examining the treatment time, the temperature, and the pre-heating of samples before the final firing. The degree of initial mining waste serpentinization was an important factor that can highly affect the refractory upgrade properties of the final product. In fact, the more serpentinized sample was favored by the addition of Fe2O3 nanoparticles. The results also showed that the application of the pre-heating step at 850 °C in order to maximize forsterite production, i.e., before the final firing temperature (1300 or 1600 °C), is not recommended since it does not favorably affect the refractory properties of the final product. The best improvement achieved by the addition of iron oxide is that of mechanical strength, reaching maximum values after the application of thermal treatment at 1300 °C for 120 min [12].
Another examined additive was the fine rejected powdered fraction (run-of-mine, ROM) material (after the ore enrichment procedures), which, however, is still quite rich in useful magnesite content. Since the ROM cannot be further exploited by the application of current magnesite mineral dressing processes, its combination with other waste mining samples is worth investigating, aiming to produce a useful material by recycling two solid wastes (considered, however, in this case, as by-products) produced at the same mine. For this reason, ROM was mixed with the mining waste sample to achieve a ratio of {[MgO] + [FeO]}/[SiO2] > 1.5 for the improvement of olivine (forsterite) formation after the application of thermal treatment. Different firing procedures were applied by Kalaitzidou et al. (2022), aiming to find the optimum thermal treatment process. Considering the optimum firing process and regarding the final temperature and dwell time for the improvement of mining sample refractoriness, the obtained results indicate that the best conditions, in this case, are the firing treatment at 1300 °C for 120 min. In that case, the minimum values for firing shrinkage, water absorption, and apparent porosity parameters were obtained, as well as the maximum values for the bulk density and mechanical strength, which is most desirable regarding the required refractory properties. Moreover, after firing at 1300 °C and increasing the respective dwell time, the percentage of the olivine (forsterite) increased, while the (undesirable) pyroxenes (enstatite ferroan) mineral phases decreased. The pre-heating of samples at 850 °C did not significantly affect the physical properties of the final obtained products [9].
Further examination of MgO addition, as reported by Pagona et al. (2022), showed that the MgO addition decreased the firing shrinkage parameter (desirable option), even when a higher firing temperature (at 1600 °C) was applied while leading to the maximization of (also desirable) olivine formation. The application of different thermal treatments (1300 °C and 1600 °C for 120, 240, and 360 min) showed that the optimum thermal treatment, regarding the mechanical strength parameter, is firing at 1600 °C for 240 min. BD values also increased at 1600 °C, due to the improvement of the sintering process under the higher temperature [11].
Finally, due to the upgrading of refractoriness of magnesite mine by-products/wastes with the addition of the MgO wt.% optimum dose, resulting in olivine formation [5,11] and the significant improvement of mechanical strength with the Fe2O3 addition [12], the combination of mining waste samples with the addition of the proper mixture of MgO and Fe2O3 at various temperatures was investigated by Pagona et al. (2022). This combination achieved a minimum value of firing shrinkage at the optimum MgO dose (i.e., 5 wt.% MgO and 2.5 wt.% Fe2O3) and at 1600 °C, whereas the mechanical strength also reached the maximum value. These optimized values can be attributed to the sintering process and the formation of spinel magnesioferrite. The combination of mining waste and the mixture of MgO and Fe2O3 can upgrade the refractoriness properties of products when using the magnesite mining wastes due to the diffusion of Fe2O3 into the excess content of MgO. The addition of iron oxide in combination with MgO and the waste samples results in the improvement of bonding, bulk density, and mechanical strength parameters combined with the lower porosity, thus improving the corrosion resistance and producing a useful refractory material [13].
The high importance of reusing/recycling the massive quantities of mining wastes produced by the use of serpentine waste, along with the use of additives (most commonly magnesia) has been a topic of interest, as shown in Table 7. Table 7 not only presents the advantages and disadvantages of serpentinized mining waste minimization methods but also the advances offered by the findings of this study.
Conclusively, the great achievement of this project is that magnesite mining waste (considered, however, in this case, as a secondary raw material) produced by the collaborating magnesite mine company (Grecian Magnesite SA) and following the proper additives and thermal treatment has the potential to be reused/applied in large-scale applications, such as in slag conditioning of Blast Furnaces, EBT (Eccentric Bottom Tapping) filler, and in other refractory products/processes/services, such as in foundry sand, for sand-blasting purposes, as mineral wool, in fluidized bed combustion, and for CO2 sequestration.
5. Conclusions
The aim of the MagWasteVal project was initially to develop, on a laboratory scale (and eventually afterward on an industrial scale with the help of the collaborating company), a new refractory product, by achieving the conversion of a mineral (serpentinized magnesite waste) solid and stock-piled waste (so far) material into a useful commercial added-value material. The project was implemented by applying the principles of sustainability, green chemistry/engineering, and circular economy to typical mining operations, aiming to achieve zero (or even negative) CO2 emissions and zero waste management. The economic benefits of the rather simple thermal technology developed and the exploitation of large amounts of the by-products are considered of great importance since the stock-piled useful waste can be turned into a material with various refractory uses. This waste exploitation also results in the expansion of mine longevity by turning the low-grade waste/by-product into a valuable raw material. Moreover, the aesthetics of the mining site can be also improved by the elimination of stockpiles. The MagWasteVal project can set a paradigm of how the proper management of mining wastes can be recycled and re-used as secondary raw material locally, as well as globally. It is also worth mentioning that the collaborating magnesite mine company (Grecian Magnesite SA) has already applied the obtained (dunite-based) products in numerous industrial-scale applications. For the applicability of relevant projects, both the (initial) financial research support and the good collaboration between the industry, research institutes, and the public sector are crucial.
Author Contributions
Conceptualization, A.Z. and M.M.; methodology, K.K.; software, K.K.; validation, K.K., E.P. and M.M.; formal analysis, K.K.; investigation, K.K. and E.P.; resources, A.Z.; data curation, M.M.; writing—original draft preparation, K.K.; writing—review and editing, A.Z. and M.M.; visualization, A.Z.; supervision, A.Z. and M.M.; project administration, A.Z.; funding acquisition, A.Z. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the European Union and Greek national funds through the Operational Program Competitiveness, Entrepreneurship and Innovation, under the call RESEARCH—CREATE—INNOVATE (project code: T1EDK-03543).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The authors confirm that the data supporting the findings of this study are available within the article. Raw data that support the findings of this study are available from the corresponding authors, upon reasonable request.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Laurence, D. Establishing a sustainable mining operation: An overview. J. Clean. Prod. 2011, 19, 278–284. [Google Scholar] [CrossRef]
- Hilson, G.; Murck, B. Sustainable development in the mining industry: Clarifying the corporate perspective. Resour. Policy 2000, 26, 227–238. [Google Scholar] [CrossRef]
- European Union. National/Regional Innovation Strategies for Smart Specialisation (RIS3). Available online: https://ec.europa.eu/regional_policy/sources/docgener/informat/2014/smart_specialisation_en.pdf (accessed on 20 November 2022).
- Kogut-Jaworska, M.; Ociepa-Kicińska, E. Smart specialisation as a strategy for implementing the regional innovation development policy—Poland case study. Sustainability 2020, 12, 7986. [Google Scholar] [CrossRef]
- Pagona, E.; Tzamos, E.; Grieco, G.; Zouboulis, A.; Mitrakas, M. Characterization and evaluation of magnesite ore mining by-products of Gerakini mines (Chalkidiki, N. Greece). Sci. Total Environ. 2020, 732, 139279. [Google Scholar] [CrossRef] [PubMed]
- Tzamos, E.; Bussolesi, M.; Grieco, G.; Marescotti, P.; Crispini, L.; Kasinos, A.; Storni, N.; Simeonidis, K.; Zouboulis, A. Mineralogy and geochemistry of ultramafic rocks from Rachoni magnesite mine, Gerakini (Chalkidiki, Northern Greece). Minerals 2020, 10, 934. [Google Scholar] [CrossRef]
- Cheng, T.W.; Ding, Y.C.; Chiu, J.P. A study of synthetic forsterite refractory materials using waste serpentine cutting. Miner. Eng. 2002, 15, 271–275. [Google Scholar] [CrossRef]
- Emrullahoglu Abi, C.B.; Gürel, S.B.; Kilinç, D.; Emrullahoglu, F. Production of forsterite from serpentine-Effects of magnesium chloride hexahydrate addition. Adv. Powder Technol. 2015, 26, 947–953. [Google Scholar] [CrossRef]
- Kalaitzidou, K.; Pagona, E.; Zouboulis, A.; Mitrakas, M. Exploitation of the fine rejected run of mine (ROM 0–4 mm) material to produce refractories in combination with the mining by-products of magnesite mine. Mater. Chem. Phys. 2022, 292, 126743. [Google Scholar] [CrossRef]
- Pagona, E.; Kalaitzidou, K.; Zouboulis, A.; Mitrakas, M. Effects of additives on the physical properties of magnesite ore mining by-products for the production of refractories. Miner. Eng. 2021, 174, 107247. [Google Scholar] [CrossRef]
- Pagona, E.; Kalaitzidou, K.; Zouboulis, A.; Mitrakas, M. Estimation and addition of MgO dose for upgrading the refractory characteristics of magnesite ore mining wastes/by-products. Waste Biomass Valor. 2022, 13, 4057–4072. [Google Scholar] [CrossRef]
- Kalaitzidou, K.; Pagona, E.; Stratigousis, P.; Ntampou, X.; Zaspalis, V.; Zouboulis, A.; Mitrakas, M. Hematite nanoparticles addition to serpentine/pyroxenes by-products of magnesite mining enrichment process for the production of refractories. Appl. Sci. 2022, 12, 2094. [Google Scholar] [CrossRef]
- Pagona, E.; Kalaitzidou, K.; Zaspalis, V.; Zouboulis, A.; Mitrakas, M. Effects of MgO and Fe2O3 Addition for Upgrading the Refractory Characteristics of Magnesite Ore Mining Waste/By-Products. Clean Technol. 2022, 4, 1103–1126. [Google Scholar] [CrossRef]
- Baragaño, D.; José, J.L.; Forján, R. Short-term experiment for the in situ stabilization of a polluted soil using mining and biomass waste. J. Environ. Manag. 2021, 296, 113179. [Google Scholar] [CrossRef]
- Jąderko-Skubis, K.; Kruczek, M.; Pichlak, M. Potential of using selected industrial waste streams in loop-closing of material flows—The Example of the Silesian Voivodeship in Poland. Sustainability 2022, 14, 4801. [Google Scholar] [CrossRef]
- Woźniak, J.; Pactwa, K. Overview of Polish Mining wastes with circular economy model and its comparison with other wastes. Sustainability 2018, 10, 3994. [Google Scholar] [CrossRef] [Green Version]
- Borja, W.; El Boudour El Idrissi, H.; Mouiya, M.; Sbi, S.; Daafi, Y.; Tamraoui, Y.; Alami, J. Phosphate waste rocks recycling in ceramic wall tiles: Technical performances. Ceram. Int. 2022, 48, 30031–30040. [Google Scholar] [CrossRef]
- Kulczycka, J.; Dziobek, E. Challenges in managing waste from extractive industries during the transition to a circular economy model in Poland. Mater. Proc. 2021, 5, 42. [Google Scholar] [CrossRef]
- Calandra, P.; Quaranta, S.; Apolo Miranda Figueira, B.; Caputo, P.; Porto, M.; Oliviero Rossi, C. Mining wastes to improve bitumen performances: An example of circular economy. J. Colloid Interface Sci. 2022, 614, 277–287. [Google Scholar] [CrossRef]
- Marchamalo, J.; Sotelo, J.; Carrilho, D. ERA-MIN: A decade since the inception of the EU led effort to support the International Raw Materials Research Community. Mater. Proc. 2021, 5, 110. [Google Scholar] [CrossRef]
- Ranjbari, M.; Saidani, M.; Shams Esfandabadi, Z.; Peng, W.; Lam, S.S.; Aghbashlo, M.; Quatraro, F.; Tabatabaei, M. Two decades of research on waste management in the circular economy: Insights from bibliometric, text mining, and content analyses. J. Clean. Prod. 2021, 314, 128009. [Google Scholar] [CrossRef]
- Muan, A.; Osborn, E.F. Phase Equilibria at Liquidus Temperatures in the System MgO-FeO-Fe2O3-SiO2. J. Am. Ceram. Soc. 1956, 39, 121–140. [Google Scholar] [CrossRef]
- Anonymous. ASTM ASTM C20-00 Standard Test Methods for Apparent Porosity, Water Absorption, Apparent Specific Gravity, and Bulk Density of Burned Refractory Brick and Shapes by Boiling Water. ASTM Int. 2017.
- Rodríguez Gomez, C.; Das Roy, T.K.; Shaji, S.; Castillo Rodríguez, G.A.; García Quiñonez, L.; Rodríguez, E.; González, J.O.; Aguilar-Martínez, J.A. Effect of addition of Al2O3 and Fe2O3 nanoparticles on the microstructural and physicochemical evolution of dense magnesia composite. Ceram. Int. 2015, 41, 7751–7758. [Google Scholar] [CrossRef]
- Nemat, S.; Ramezani, A.; Emani, S.M. Possible use of waste serpentine from Abdasht chromite mines into refractory and ceramic industries. Ceram. Int. 2016, 42, 18479–18483. [Google Scholar] [CrossRef]
- Nemat, S.; Ramezani, A.; Emami, S.M. Recycling of waste serpentine for the production of forsterite refractories: The effects of various parameters on the sintering behavior. J. Aust. Ceram. Soc. 2019, 55, 425–431. [Google Scholar] [CrossRef]
- Ramezani, A.; Emami, S.M.; Nemat, S. Effect of waste serpentine on the properties of basic insulating refractories. Ceram. Int. 2018, 44, 9269–9275. [Google Scholar] [CrossRef]
- Emami, S.M.; Ramezani, A.; Nemat, S. Sintering behavior of waste serpentine from Abdasht chromite mines and Kaolin blends. Ceram. Int. 2017, 43, 15189–15193. [Google Scholar] [CrossRef]
- Abdelwahab, W.; Mekky, H.; Khalil, A.; Belal, Z. Production of spinel forsterite refractories using sheared serpentinized ultramafic rocks Um Seleimat, Egypt. J. Eng. Appl. Sci. 2019, 14, 3386–3400. [Google Scholar]
- Mymrin, V.; Presotto, P.; Alekseev, K.; Avanci, A.M.; Rolim, P.H.B.; Petukhov, V.; Taskin, A.; Gidarakos, E.; Valouma, A.; Yu, G. Application of hazardous serpentine rocks’ extraction wastes in composites with glass waste and clay-sand mix to produce environmentally clean construction materials. Constr. Build. Mater. 2020, 234, 117319. [Google Scholar] [CrossRef]
Figure 1.
The composition of representative mining sample (●) as plotted on ternary diagram [22].
Figure 1.
The composition of representative mining sample (●) as plotted on ternary diagram [22].
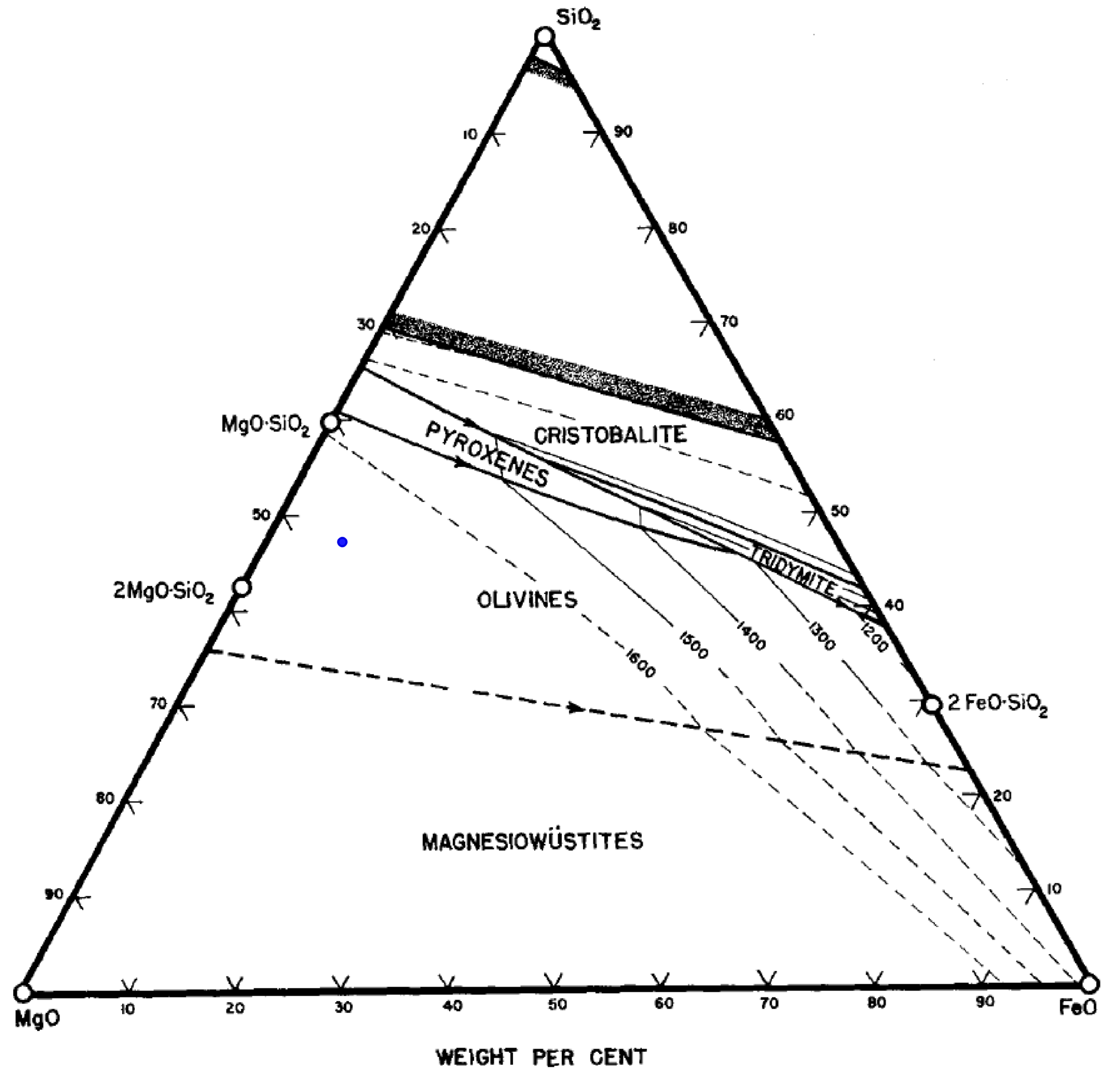
Figure 2.
Sample-to-product laboratory scale procedure.

{kind=link}
{kind=link}
Table 1.
Main chemical and mineralogical analyses of representative sample.
| Chemical Analysis | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| MgO | SiO2 | FeO | Al2O3 | CaO | Na2O | LOI * | K2O | MnO | NiO | Cr2O3 |
| wt.% | mg/kg | |||||||||
| 39.9 | 43.5 | 7.5 | 0.90 | 0.80 | 0.36 | 5.6 | 941 | 1527 | 2852 | 1090 |
| Mineralogical Analysis (main minerals/ores phases) | ||||||||||
| Olivine | Pyroxenes | Serpentine | Magnesite | |||||||
| 62.2 ± 4.3 | 16.4 ± 1.6 | 21.4 ± 1.6 | --- | |||||||
* LOI: Loss-On-Ignition.
Table 2.
Main chemical and mineralogical analysis of the examined additives.
| Chromite Ore (CO) | MgO | Al2O3 | Fe2O3 | Run-of-Mine (ROM) | Detection Limit | |
|---|---|---|---|---|---|---|
| wt.% | ||||||
| MgO | 31.40 | 100.00 | ND * | 0.16 | 36.5 | 8 × 10−4 |
| Cr2O3 | 25.80 | ND | ND | ND | 0.05 | 8 × 10−3 |
| Fe2O3 | 12.90 | ND | 0.08 | 96.7 | 5.3 | 1.6 × 10−2 |
| Al2O3 | 4.91 | ND | 95.1 | ND | 0.7 | 0.15 |
| CaO | 0.21 | ND | 0.01 | 0.17 | 1.55 | 6 × 10−3 |
| Na2O | 0.43 | ND | 0.45 | 0.18 | 0.2 | 1.7 × 10−3 |
| MnO | 0.15 | ND | ND | 0.28 | 0.1 | 6 × 10−3 |
| NiO | 0.14 | ND | 0.014 | 0.04 | 0.1 | 1.7 × 10−3 |
| SiO2 | 22.00 | ND | ND | 0.9 | 33.5 | 0.3 |
| LOI** | 2.17 | ND | 4.7 | 1.5 | 22.1 | 0.2 |
* ND: Non Detectable, ** LOI: Loss-On-Ignition.
Table 3.
Refractory properties of products after mixing with additives and firing at 1300 °C for 30 min.
Table 3.
Refractory properties of products after mixing with additives and firing at 1300 °C for 30 min.
| Product | FS% | AP% | BD (g/cm3) | WA% | Mechanical Strength (MPa) |
|---|---|---|---|---|---|
| Raw sample | 7.5 | 11.3 | 2.79 | 4.1 | 28 |
| Sample + 5% ROM | 9.5 | 10.6 | 2.73 | 3.9 | 34 |
| Sample + 5% Al2O3 | 8.6 | 15.6 | 2.66 | 5.9 | <5 |
| Sample + 5% CO | 8.8 | 10.0 | 2.83 | 3.5 | 181 |
| Sample + 5% Fe2O3 | 10.1 | 10.0 | 2.87 | 3.5 | 57 |
| Sample + 5% MgO | 7.0 | 12.2 | 2.82 | 3.6 | 30 |
| Sample + 5% MgO + 1% Fe2O3 | 7.8 | 11.8 | 2.80 | 3.8 | 38 |
Table 4.
The mineralogical content (wt.%) of products after mixing with additives and firing at 1300 °C for 30 min.
Table 4.
The mineralogical content (wt.%) of products after mixing with additives and firing at 1300 °C for 30 min.
| Product | Olivine (Forsterite Ferroan) | Pyroxenes (Enstatite) | Pyroxenes (Protoenstatite) | Spinel |
|---|---|---|---|---|
| Raw sample | 68.2 ± 4.8 | 31.8 ± 2.7 | - | - |
| Sample + 5% ROM | 73.2 ± 5.0 | 26.8 ± 2.4 | - | - |
| Sample + 5% Al2O3 | 59.9 ± 3.8 | 18.0 ± 1.6 | 13.7 ± 1.3 | 8.5 ± 0.8 |
| Sample + 5% CO | 69.4 ±4.5 | 23.3 ± 1.8 | - | 7.2 ± 0.6 |
| Sample + 5% Fe2O3 | 64.3 ± 4.5 | - | 19.9 ± 1.5 | 15.8 ± 1.0 |
| Sample + 5% MgO | 84.2 ± 5.6 | 7.7 ± 0.9 | 8.1 ± 0.6 | - |
| Sample + 5% MgO + 1% Fe2O3 | 89.3 ± 5.5 | 2.1 ± 0.7 | - | 8.6 ± 0.8 |
Table 5.
The main refractory properties of product (sample + 5% Fe2O3), regarding the examination of different firing conditions.
Table 5.
The main refractory properties of product (sample + 5% Fe2O3), regarding the examination of different firing conditions.
| Product of Sample + 5% Fe2O3 | FS% | AP% | BD (g/cm3) | WA% | Mechanical Strength (MPa) |
|---|---|---|---|---|---|
| 1300 °C for 30 min | 10.1 | 10.0 | 2.87 | 3.5 | 57 |
| 1300 °C for 120 min | 9.4 | 10.8 | 2.84 | 3.8 | 85 |
| 1600 °C for 30 min | 12.8 | 9.7 | 2.91 | 3.4 | <5 |
Table 6.
The main mineralogical content (wt.%) of the product (sample + 5% Fe2O3) after thermal treatment at different conditions.
Table 6.
The main mineralogical content (wt.%) of the product (sample + 5% Fe2O3) after thermal treatment at different conditions.
| Product of Sample + 5% Fe2O3 | Olivine (Forsterite ferroan) | Pyroxenes (Clinoenstatite) | Pyroxenes (Protoenstatite) | Spinel |
|---|---|---|---|---|
| 1300 °C for 30 min | 64.3 ± 4.5 | - | 19.9 ± 1.5 | 15.8 ± 1.0 |
| 1300 °C for 120 min | 63.2 ± 4.5 | - | 21.4 ± 1.2 | 15.4 ± 1.6 |
| 1600 °C for 30 min | 90.6 ± 6.6 | 4.8 ± 0.6 | - | 4.6 ± 0.6 |
Table 7.
Comparison of serpentinized mining waste recycle/reuse methods.
| Waste | Advantages | Disadvantages | Reference |
|---|---|---|---|
| Abdasht chromite mines | Production of forsterite | Further investigation required | [25] |
| Abdasht chromite mines | Production of forsterite with magnesium addition | Does not connect magnesium addition to chemical content of the waste | [26] |
| Abdasht chromite mines | Production of insulating refractories with magnesium addition | Does not connect magnesium addition to chemical content of the waste and uses low percentage of the waste | [27] |
| Abdasht chromite mines | Production of ceramics with kaolin addition | Lower grade upgrade | [28] |
| Taiwan | Production of forsterite with magnesium addition | Does not connect magnesium addition to chemical content of the waste and the basic refractory properties were not examined | [7] |
| Kütahya/Turkey Magnesite A.Ş | Forsterite refractory materials from serpentine and magnesium chloride hexahydrate | Does not connect magnesium addition to chemical content of the waste and examination until 1400 °C | [8] |
| Um Seleimat area, Egypt | Production of forsterite in addition to used magnesia and calcined bauxite | Low bulk densities | [29] |
| Curitiba, Brazil | Production of ceramics by serpentinite asbestos extraction dust waste (70–50 wt%) and 30–50% of traditional raw materials (mix of natural red clay and sand); some of them included also 5% of glass waste | Need further investigation for further upgrades and use of higher percentage of the waste | [30] |
| Grecian Magnesite S.A. | Examination of the mining waste content (mineralogical and chemical), calculation of the optimum dose of MgO addition | Requires the experimental investigation of the findings on chemical balance | [5] |
| Grecian Magnesite S.A. | Examination of the mining waste with additives: alumina, concentrate chromite-CC, chromite ore-CO and Fe2O3 | Further investigation required. Alumina is not proper | [10] |
| Grecian Magnesite S.A. | Iron oxide nanoparticles favor mechanical strength of the products. The more serpentinized waste is more favored by iron oxide addition | Different effects on the mining wastes | [12] |
| Grecian Magnesite S.A. | Combination of two types of waste | Products can be used for thermal treatments <1300 °C | [9] |
| Grecian Magnesite S.A. | Further examination of MgO addition to the mining waste. Maximization of desired olivine phase in the product. | - | [11] |
| Grecian Magnesite S.A. | Combination of MgO addition and iron oxide nanoparticles. Maximization of desired olivine phase and mechanical strength of the product up to 1600 °C | - | [13] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Kalaitzidou, K.; Pagona, E.; Mitrakas, M.; Zouboulis, A. MagWasteVal Project—Towards Sustainability of Mining Waste. Sustainability 2023, 15, 1648. https://doi.org/10.3390/su15021648
AMA Style
Kalaitzidou K, Pagona E, Mitrakas M, Zouboulis A. MagWasteVal Project—Towards Sustainability of Mining Waste. Sustainability. 2023; 15(2):1648. https://doi.org/10.3390/su15021648
Chicago/Turabian StyleKalaitzidou, Kyriaki, Evangelia Pagona, Manassis Mitrakas, and Anastasios Zouboulis. 2023. "MagWasteVal Project—Towards Sustainability of Mining Waste" Sustainability 15, no. 2: 1648. https://doi.org/10.3390/su15021648
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.