Comparative Life Cycle Assessment of Five Greek Yogurt Production Systems: A Perspective beyond the Plant Boundaries

Abstract
:1. Introduction
2. Materials and Methods
2.1. Compared Technological Options
- Centrifugation (CE) is the most conventional technology. It concentrates yogurt proteins after the fermentation process stage.
- Fortification (FO) consists of adding protein ingredients, such as milk protein concentrate (MPC) to the milk before fermentation to reduce the quantity of acid whey generated.
- Ultrafiltration (UF) before fermentation is a new option that is gaining ground. It has the benefit of generating neutral pH milk permeate (instead of acid whey), which has good valorization potential on the food ingredients market.
- FO-P-US for MPC powder (P) (80% protein) from USA (US);
- FO-L-US for liquid (L) MPC (20% protein) from USA (US);
- FO-L-Qc for liquid (L) MPC (20% protein) from Québec (Qc).
2.2. Product System Descriptions and Boundaries
2.3. Systems Modeling Approach
2.3.1. Mass Balance per Unit Process and Technology
2.3.2. Multifunctionality Modeling Approach
- Scenario 1: 0% economic allocation is built on the substitution of other feed intakes on a pig farm. In this case, the whey is a cost for the GY manufacturer who pays for its transport to the pig farm.
- Scenario 2: 17.5% is built on the valorization of the whey components in the food industry for the UF process only, based on class 7 prices.
2.3.3. Life Cycle Inventory (LCI)
2.4. Life Cycle Impact Assessment
- Human health (HH) in DALY(*) encompassing the impact on water availability, human toxicity, particulate matter formation, etc.
- Ecosystem quality (EQ) in pdf·m2·yr encompassing the impacts on freshwater eutrophication, land occupation, land transformation, etc.
- Climate change (CC) in kg CO2 eq.
- Fossil and nuclear energy use (FEU) in MJ deprived
3. Results
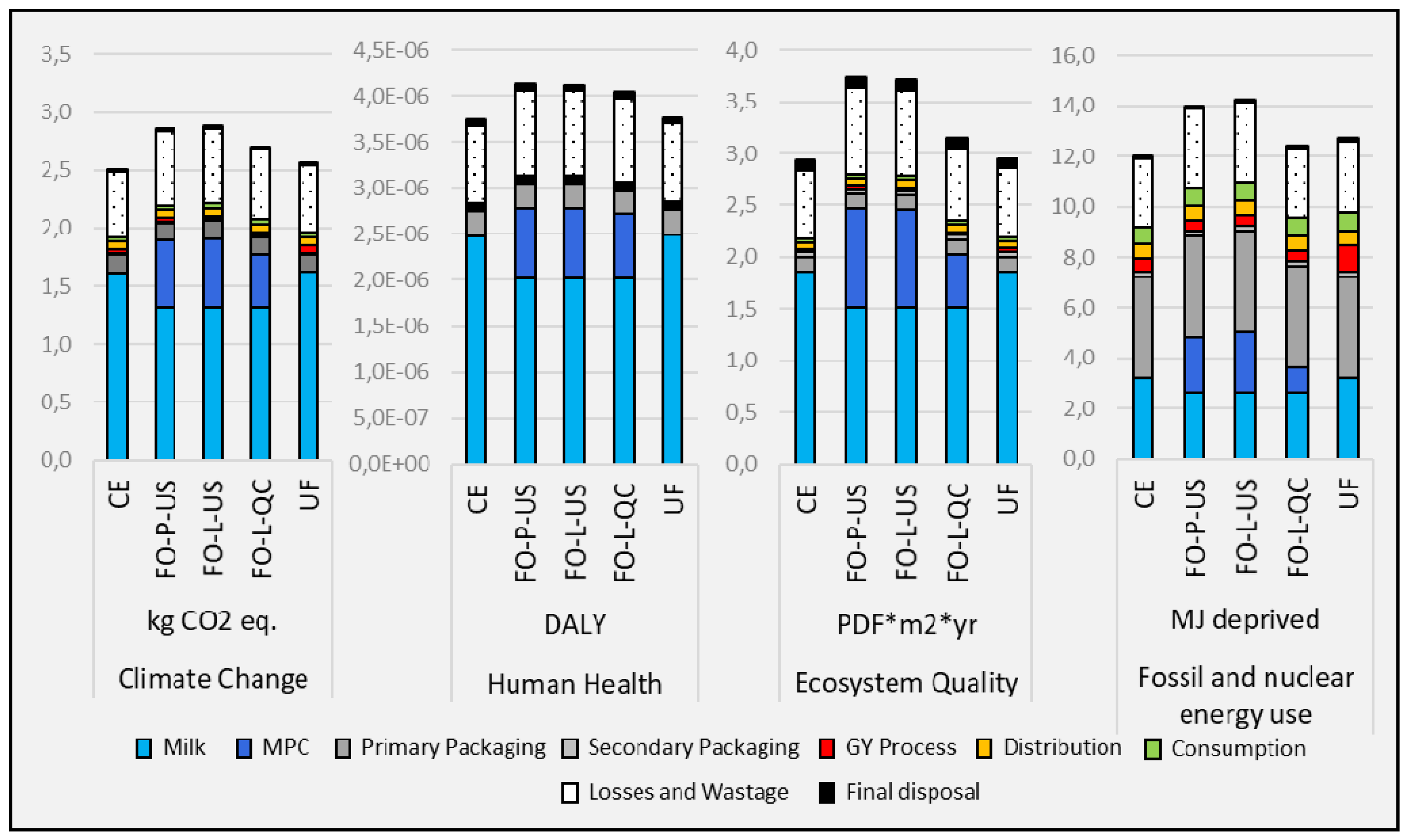
3.1. Contribution to the Environmental Impacts
3.2. Comparison of LCA Production Alternatives
3.2.1. Protein Yield and Raw Milk Input
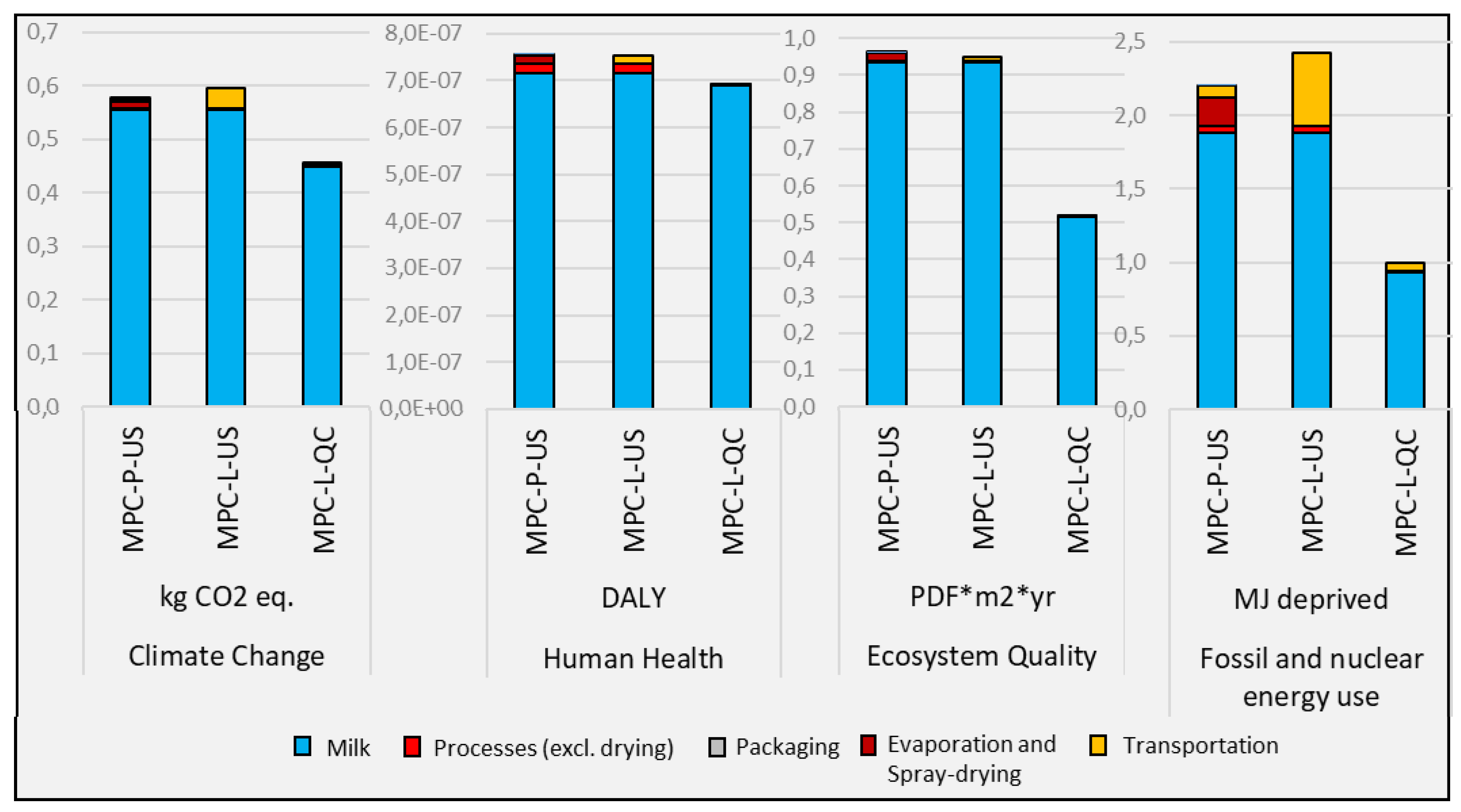
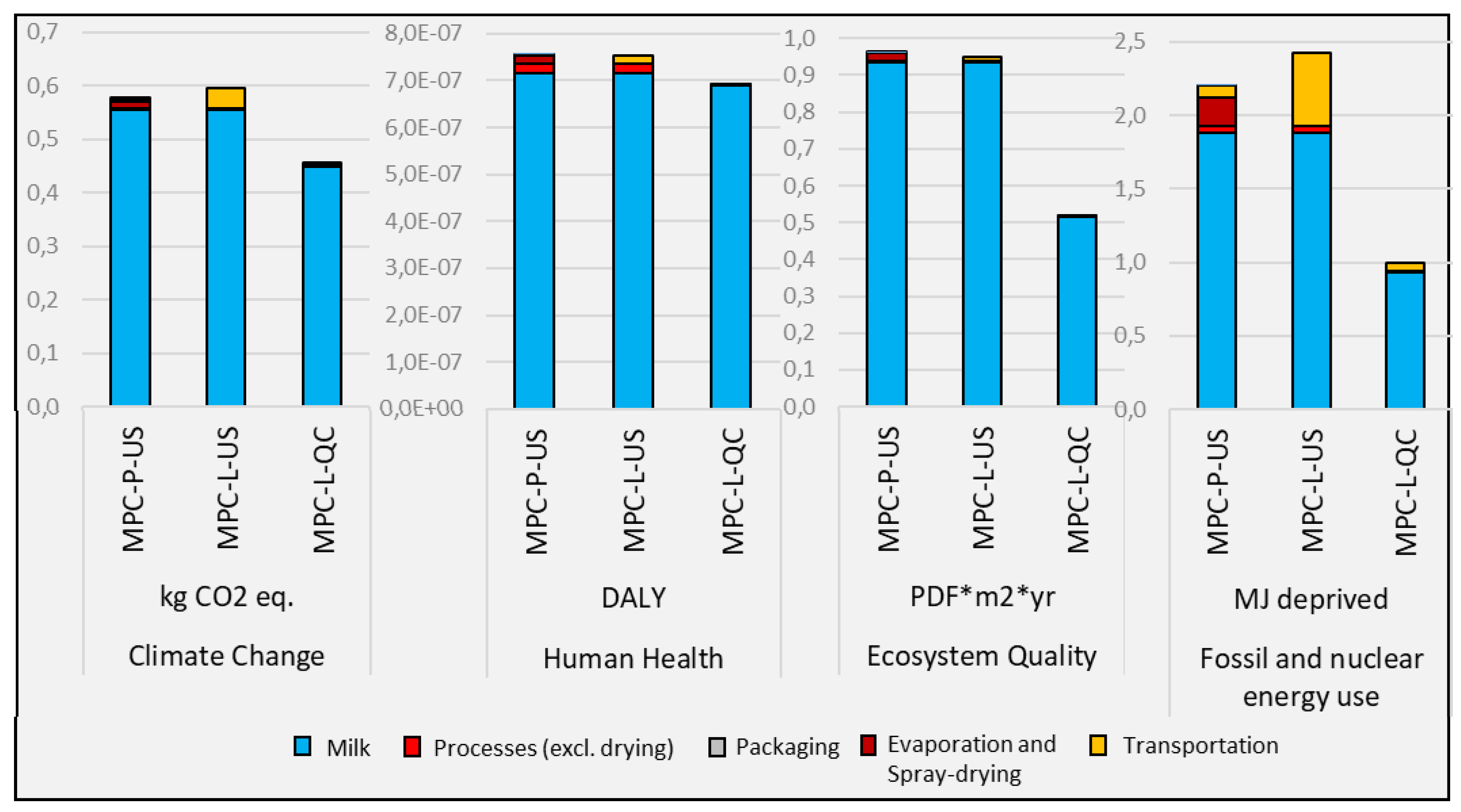
3.2.2. Influence of the MPC Milk Producing Region and Type
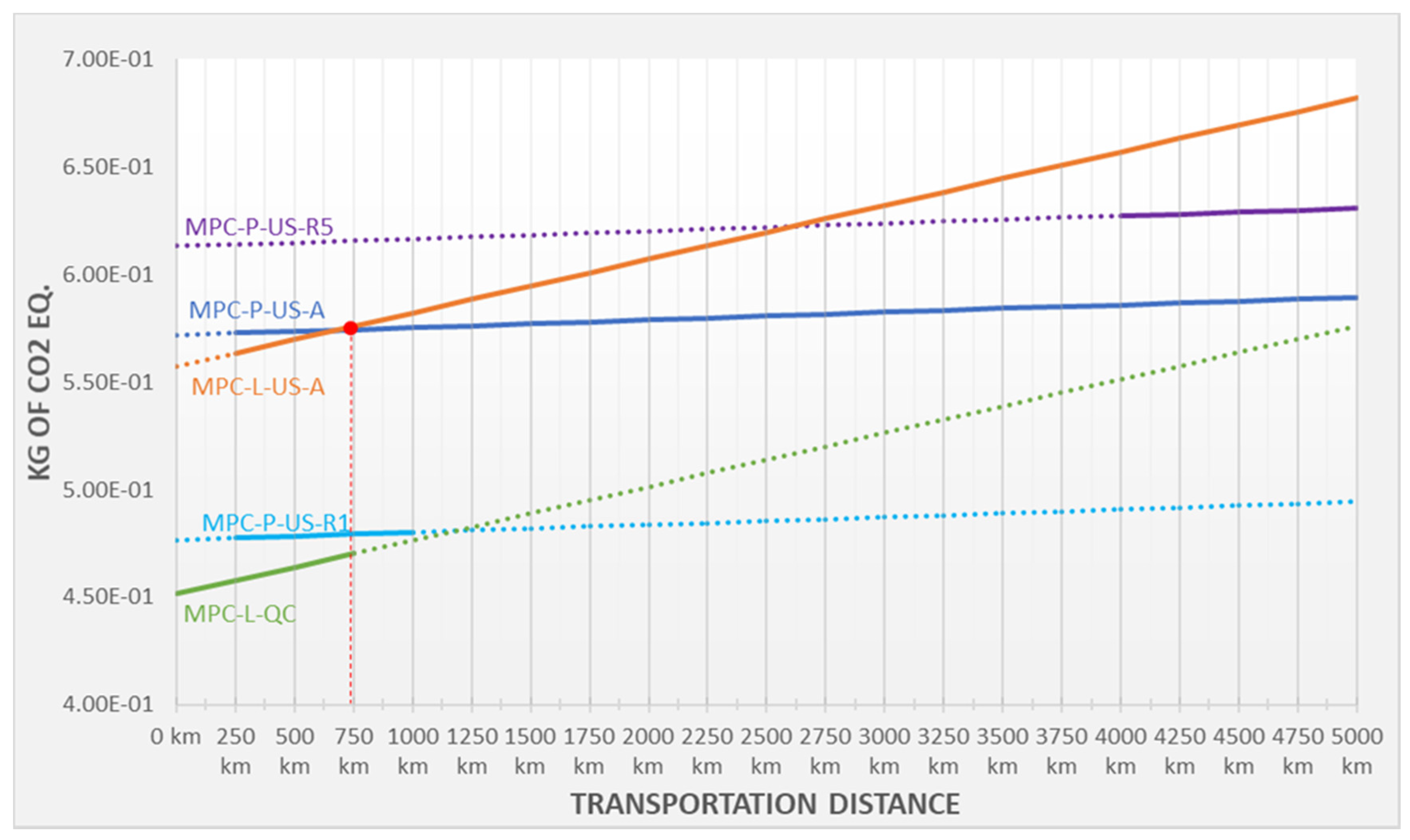
3.3. Results Sensitivity
4. Discussion
4.1. Key Findings for GY Manufacturers
4.2. Limitations and Opportunities
4.2.1. Multifunctionality and Allocation Method
4.2.2. LW Data Improvement
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Unit | CE | FO-P-US | FO-L-US | FO-L-QC | UF | Source | |
|---|---|---|---|---|---|---|---|
| Inputs from Technosphere | |||||||
| Raw material procurement (SB1) | |||||||
| Raw milk | kg | 3.47 | 2.73 | 2.73 | 2.73 | 3.38 | SM Simulation Benoit and Houssard (Tables S1 to S4) and Table S5 |
| MPC powder | kg | _ | 0.030 | _ | _ | _ | |
| MPC liquid | kg | _ | _ | 0.119 | 0.119 | _ | |
| Culture of lactic ferments (not included) | NI | NI | NI | NI | NI | ||
| Raw milk transportation to Qc plant | t·km | 0.654 | 0.516 | 0.516 | 0.516 | 0.637 | PLQ (2016) |
| MPC transportation to GY plant | t·km | _ | 0.044 | 0.178 | 0.018 | _ | SM Table S5 |
| Primary packaging (SB2) | |||||||
| PP containers (50% of FU)—Polyethylene (virgin content) | g | 15.025 | 15.025 | 15.025 | 15.025 | 15.025 | SM Table S5 |
| PP containers recycled content | g | 2.640 | 2.640 | 2.640 | 2.640 | 2.640 | |
| PS containers (50% of FU) Polystyrene | g | 23.041 | 23.041 | 23.041 | 23.041 | 23.041 | |
| PET seal for PP containers | g | 0.512 | 0.512 | 0.512 | 0.512 | 0.512 | |
| Laminated paper seal for PS containers | g | 1.200 | 1.200 | 1.200 | 1.200 | 1.200 | |
| HDPE lid for PP containers | g | 7.172 | 7.172 | 7.172 | 7.172 | 7.172 | |
| Bleached cardboard for PS containers (virgin content) | g | 3.230 | 3.230 | 3.230 | 3.230 | 3.230 | |
| Bleached cardboard for PS containers (recycled content) | g | 12.320 | 12.320 | 12.320 | 12.320 | 12.320 | |
| Unit | CE | FO-P-US | FO-L-US | FO-L-QC | UF | Source | |
|---|---|---|---|---|---|---|---|
| Inputs from Technosphere | |||||||
| Secondary packaging (SB2) | |||||||
| Corrugated board | g | 48.860 | 48.860 | 48.860 | 48.860 | 48.860 | SM Table S5 |
| LLDPE stretch wrap film | g | 0.788 | 0.788 | 0.788 | 0.788 | 0.788 | |
| Wood pallet | g | 0.141 | 0.141 | 0.141 | 0.141 | 0.141 | |
| GY Processing at plant (SB2) | |||||||
| Electricity | |||||||
| Milk filling and storage at 4 °C | Wh | 0.136 | 0.107 | 0.107 | 0.107 | 0.133 | SM Simulation Benoit and Houssard (Tables S1 to S4) |
| Heating at 55 °C | Wh | 0.156 | 0.127 | 0.127 | 0.127 | 0.247 | |
| Skimming at 55 °C | Wh | 3.611 | 2.842 | 2.842 | 2.842 | 3.520 | |
| Fortification at 55 °C | Wh | _ | 0.830 | 0.077 | 0.077 | _ | |
| Ultrafiltration at 55 °C | Wh | _ | _ | _ | _ | 1.011 | |
| Thermal treatment at 88 °C for 6 min. | Wh | 1.440 | 1.350 | 1.350 | 1.350 | 1.041 | |
| Homogenization at 65 °C and 170–200 bars (optional) | Wh | 17.400 | _ | _ | _ | _ | |
| Cooling at 42 °C | Wh | 0.247 | 0.208 | 0.208 | 0.208 | 0.041 | |
| Fermentation at 42 °C during 5 to 8 h | Wh | 0.289 | 0.245 | 0.245 | 0.245 | 0.044 | |
| Centrifugation at 35–40 °C | Wh | 15.053 | 11.847 | 11.847 | 11.847 | _ | |
| Cooling at 15 °C in 20 to 30 sec. | Wh | 3.102 | 3.538 | 3.538 | 3.538 | 3.059 | |
| CIP | Wh | 0.167 | 0.164 | 0.164 | 0.164 | 0.162 | |
| Packaging and storage at 4 °C | Wh | 14.236 | 14.236 | 14.236 | 14.236 | 14.236 | [21,38] |
| Plant ventilation and lighting | Wh | 9.491 | 9.491 | 9.491 | 9.491 | 9.491 | [21,38] |
| Natural gas | |||||||
| Heating treatments regeneration system | MJ | 0.618 | 0.490 | 0.490 | 0.490 | 0.738 | SM Simulation Benoit and Houssard (Tables S1 to S4) |
| CIP | MJ | 0.087 | 0.086 | 0.086 | 0.086 | 0.085 | |
| Chemicals and water | |||||||
| Sodium hydroxide in 50% solution state | g | 0.361 | 0.356 | 0.356 | 0.356 | 0.351 | SM Simulation Benoit and Houssard (Tables S1 to S4) |
| Nitric acid in 50% solution state | g | 0.139 | 0.137 | 0.137 | 0.137 | 0.135 | |
| Unit | CE | FO-P-US | FO-L-US | FO-L-QC | UF | Source | |
|---|---|---|---|---|---|---|---|
| Inputs from Technosphere | |||||||
| Chemicals and water | SM Simulation Benoit and Houssard (Tables S1 to S4) | ||||||
| Deionized water for MPC powder hydration | kg | _ | 0.090 | _ | _ | _ | |
| Deionised water for CIP | kg | 0.255 | 0.252 | 0.252 | 0.252 | 0.249 | |
| Other plant tap water usage | kg | 2.941 | 2.315 | 2.315 | 2.315 | 2.867 | [21] |
| Distribution (SB3) | |||||||
| Electricity | Wh | 186.100 | 186.100 | 186.100 | 186.100 | 186.100 | [21] calculated |
| Transportation | t·km | 0.145 | 0.145 | 0.145 | 0.145 | 0.145 | SM Table S5 |
| Consumption (SB4) | |||||||
| Plastic bag | g | 2.000 | 2.000 | 2.000 | 2.000 | 2.000 | [57] calculated |
| Transportation | km | 0.146 | 0.146 | 0.146 | 0.146 | 0.146 | SM Table S5 |
| Electricity (refrigeration) | Wh | 54.700 | 54.700 | 54.700 | 54.700 | 54.700 | [21] |
| Tap water | kg | 0.8045 | 0.8045 | 0.8045 | 0.8045 | 0.8045 | [21] |
| Output to technosphere | |||||||
| Wastes to treatment (SB2, SB3, SB4, SB5) | |||||||
| White water from plant | m3 | 3.20E-03 | 2.57E-03 | 2.57E-03 | 2.57E-03 | 3.12E-03 | SM Simulation Benoit and Houssard (Tables S1 to S4) Calculation SM Table S5 |
| Other waste water treatment | m3 | 8.05E-04 | 8.05E-04 | 8.05E-04 | 8.05E-04 | 8.05E-04 | |
| Cardboard and corrugated board | g | 71.160 | 71.160 | 71.160 | 71.160 | 71.160 | |
| Plastic mixture landfill | g | 49.178 | 49.178 | 49.178 | 49.178 | 49.178 | |
| Municipal waste collection (transportation) | t·km | 1.19E-02 | 1.13E-02 | 1.13E-02 | 1.13E-02 | 1.13E-02 | |
| Product and co-products (SB2) | |||||||
| Cream | kg | 0.341 | 0.268 | 0.268 | 0.268 | 0.332 | SM Simulation Benoit and Houssard (Tables S1 to S4) |
| Greek Yogurt (GY) | kg | 1.000 | 1.000 | 1.000 | 1.000 | 1.000 | |
| Whey | kg | 2.129 | 1.559 | 1.559 | 1.559 | 2.044 | |
References
- Willett, W.; Rockström, J.; Loken, B.; Springmann, M.; Lang, T.; Vermeulen, S.; Garnett, T.; Tilman, D.; DeClerck, F.; Wood, A.; et al. Food in the Anthropocene: The EAT-Lancet Commission on healthy diets from sustainable food systems. Lancet (London, England) 2019, 393, 447–492. [Google Scholar] [CrossRef]
- Aleksandrowicz, L.; Green, R.; Joy, E.J.M.; Smith, P.; Haines, A. The Impacts of Dietary Change on Greenhouse Gas Emissions, Land Use, Water Use, and Health: A Systematic Review. PLoS ONE 2016, e0165797. [Google Scholar] [CrossRef] [Green Version]
- Üçtuğ, F.G.; Atluğkoyun, A.İ.; İnaltekin, M. Environmental life cycle assessment of yoghurt supply to consumer in Turkey. J. Clean. Prod. 2019, 215, 1103–1111. [Google Scholar] [CrossRef]
- FAO and WHO Codex Alimentarius. Milk and Milk Products; World Health Organization and Food and Agriculture Organization of the United Nations: Rome, Italy, 2011. [Google Scholar]
- Erickson, B.E. Acid whey: Is the waste product an untapped goldmine? Chem. Eng. News 2017, 95, 26–30. [Google Scholar]
- Nielsen Personal communication, 2017.
- Desai, N.T.; Shepard, L.; Drake, M.A. Sensory properties and drivers of liking for Greek yogurts. J. Dairy Sci. 2013, 96, 7454–7466. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jørgensen, C.E.; Abrahamsen, R.K.; Rukke, E.O.; Hoffmann, T.K.; Johansen, A.G.; Skeie, S.B. Processing of high-protein yoghurt–A review. Int. Dairy J. 2019, 88, 42–59. [Google Scholar] [CrossRef]
- Nsabimana, C.; Jiang, B.O.; Kossah, R. Manufacturing, properties and shelf life of labneh: A review. Int. J. dairy Technol. 2005, 58, 129–137. [Google Scholar] [CrossRef]
- Tamime, A.Y.; Hickey, M.; Muir, D.D. Strained fermented milks—A review of existing legislative provisions, survey of nutritional labelling of commercial products in selected markets and terminology of products in some selected countries. Int. J. Dairy Technol. 2014, 67, 305–333. [Google Scholar] [CrossRef]
- Menchik, P.; Zuber, T.; Zuber, A.; Moraru, C. The Acid Whey Conundrum. Dairy Foods 2018. Available online: https://www.dairyfoods.com/articles/92849-the-acid-whey-conundrum (accessed on 26 March 2019).
- Chandrapala, J.; Duke, M.C.; Gray, S.R.; Weeks, M.; Palmer, M.; Vasiljevic, T. Nanofiltration and nanodiafiltration of acid whey as a function of pH and temperature. Sep. Purif. Technol. 2016, 160, 18–27. [Google Scholar] [CrossRef]
- Chandrapala, J.; Duke, M.C.; Gray, S.R.; Weeks, M.; Palmer, M.; Vasiljevic, T. Strategies for maximizing removal of lactic acid from acid whey–Addressing the un-processability issue. Sep. Purif. Technol. 2017, 172, 489–497. [Google Scholar] [CrossRef]
- Audsley, E.; Sandars, D.L. A review of the practice and achievements from 50 years of applying OR to agricultural systems in Britain. OR Insight 2009, 22, 2–18. [Google Scholar] [CrossRef]
- Smith, S.; Smith, T.J.; Drake, M.A. Short communication: Flavor and flavor stability of cheese, rennet, and acid wheys. J. Dairy Sci. 2016, 99, 3434–3444. [Google Scholar] [CrossRef] [Green Version]
- Lindsay, M.J.; Walker, T.W.; Dumesic, J.A.; Rankin, S.A.; Huber, G.W. Production of monosaccharides and whey protein from acid whey waste streams in the dairy industry. Green Chem. 2018, 20, 1824–1834. [Google Scholar] [CrossRef]
- Paredes Valencia, A.; Doyen, A.; Benoit, S.; Margni, M.; Pouliot, Y. Effect of Ultrafiltration of Milk Prior to Fermentation on Mass Balance and Process Efficiency in Greek-Style Yogurt Manufacture. Foods 2018, 7, 144. [Google Scholar] [CrossRef] [Green Version]
- Tong, P. Options for making Greek yogurt. Dairy Foods 2013, 114, 28. [Google Scholar]
- Bong, D.D.; Moraru, C.I. Use of micellar casein concentrate for Greek-style yogurt manufacturing: Effects on processing and product properties. J. Dairy Sci. 2014, 97, 1259–1269. [Google Scholar] [CrossRef]
- Berlin, J.; Sonesson, U. Minimising environmental impact by sequencing cultured dairy products: Two case studies. J. Clean. Prod. 2008, 16, 483–498. [Google Scholar] [CrossRef]
- González-García, S.; Castanheira, É.G.; Dias, A.C.; Arroja, L. Environmental life cycle assessment of a dairy product: The yoghurt. Int. J. Life Cycle Assess. 2013, 18, 796–811. [Google Scholar] [CrossRef]
- Vasilaki, V.; Katsou, E.; Ponsá, S.; Colón, J. Water and carbon footprint of selected dairy products: A case study in Catalonia. J. Clean. Prod. 2016, 139, 504–516. [Google Scholar] [CrossRef]
- Keoleian, G.A.; Phipps, A.W.; Dritz, T.; Brachfeld, D. Life cycle environmental performance and improvement of a yogurt product delivery system. Packag. Technol. Sci. 2004, 17, 85–103. [Google Scholar] [CrossRef] [Green Version]
- Maceno, M.M.C.; Pawlowsky, U.; Machado, K.S.; Seleme, R. Environmental performance evaluation–A proposed analytical tool for an industrial process application. J. Clean. Prod. 2018, 172, 1452–1464. [Google Scholar] [CrossRef]
- IDF A Common Carbon Footprint Approach for the Dairy Sector: The IDF Guide to Standard Lifecycle Assessment Methodology for the Dairy Sector. Available online: https://www.fil-idf.org/wp-content/uploads/2016/09/Bulletin479-2015_A-common-carbon-footprint-approach-for-the-dairy-sector.CAT.pdf (accessed on 26 March 2019).
- ISO Environmental management-Life Cycle Assessment-Principles and Framework. 2006. Available online: https://www.iso.org/standard/37456.html (accessed on 26 March 2019).
- ISO. ISO 14044: Environmental Management—Life Cycle Assessment—Requirements and Guidelines; International Organization for Standardization: Geneva, Switzerland, 2006. [Google Scholar]
- RECYC-QUÉBEC. Bilan 2015 de la gestion des déchets au Québec; 2017. Available online: https://www.recyc-quebec.gouv.qc.ca/sites/default/files/documents/bilan-gmr-2015.pdf (accessed on 26 March 2019).
- Benoit, S.; Margni, M.; Bouchard, C.; Pouliot, Y. A workable tool for assessing eco-efficiency in dairy processing using process simulation. J. Clean. Prod. 2019, 236, 117658. [Google Scholar] [CrossRef]
- Uduwerella, G.; Chandrapala, J.; Vasiljevic, T. Minimising generation of acid whey during Greek yoghurt manufacturing. J. Dairy Res. 2017, 84, 346–354. [Google Scholar] [CrossRef]
- Guinée, J.B.; Heijungs, R.; Huppes, G. Economic Allocation: Examples and Derived Decision Tree. Int. J. Life Cycle Assess. 2004, 9, 23–33. [Google Scholar] [CrossRef] [Green Version]
- USDA. Announcement of Class and Component Prices-Agricultural Marketing Service; USDA: Washington, DC, USA, 2017. Available online: http://www.fmmaclev.com/Releases/ClassPrice/Clas2017.pdf (accessed on 26 March 2019).
- PLQ Prix en vigueur-Québec-Statistiques. Available online: http://lait.org/fichiers/stats/2017/201712PV.pdf (accessed on 26 March 2019).
- Lesage, P.; Samson, R. The Quebec Life Cycle Inventory Database Project. Int. J. Life Cycle Assess. 2016, 21, 1282–1289. [Google Scholar] [CrossRef]
- Wernet, G.; Bauer, C.; Steubing, B.; Reinhard, J.; Moreno-Ruiz, E.; Weidema, B. The ecoinvent database version 3 (part I): Overview and methodology. Int. J. Life Cycle Assess. 2016, 21, 1218–1230. [Google Scholar] [CrossRef]
- Thoma, G.; Popp, J.; Shonnard, D.; Nutter, D.; Matlock, M.; Ulrich, R.; Kellogg, W.; Kim, D.S.; Neiderman, Z.; Kemper, N.; et al. Regional analysis of greenhouse gas emissions from USA dairy farms: A cradle to farm-gate assessment of the American dairy industry circa 2008. Int. Dairy J. 2013, 31, S29–S40. [Google Scholar] [CrossRef] [Green Version]
- Jungbluth, N.; Keller, R.; Meili, C. Life cycle assessment of a detailed dairy processing model and recommendations for the allocation to single products. Int. J. Life Cycle Assess. 2018, 23, 1806–1813. [Google Scholar] [CrossRef]
- Prasad, P.; Pagan, B. Eco-Efficiency and Dairy Processing. Aust. J. Dairy Technol. 2006, 61, 231. [Google Scholar]
- Thoma, G.; Popp, J.; Nutter, D.; Shonnard, D.; Ulrich, R.; Matlock, M.; Kim, D.S.; Neiderman, Z.; Kemper, N.; East, C.; et al. Greenhouse gas emissions from milk production and consumption in the United States: A cradle-to-grave life cycle assessment circa 2008. Int. Dairy J. 2013, 31, S3–S14. [Google Scholar] [CrossRef] [Green Version]
- Consultants, P. SimaPro LCA software version 8.5.2.2.
- Bulle, C.; Margni, M.; Patouillard, L.; Boulay, A.-M.; Bourgault, G.; De Bruille, V.; Cao, V.; Hauschild, M.; Henderson, A.; Humbert, S.; et al. IMPACT World+: A globally regionalized life cycle impact assessment method. Int. J. Life Cycle Assess. 2019. [Google Scholar] [CrossRef] [Green Version]
- International Dairy Federation Environmental Issues at Dairy Farm Level. Bulletin of the International Dairy Federation 2010, 443. Available online: www.milkproduction.com/Global/PDFs/IDF%20443-2010.pdf (accessed on 26 March 2019).
- Hambly, J. Environmental-Ecological Impact of the Dairy Sector (Literature Review on Dairy Products for an Inventory of Key Issues-List of Environmental Initiatives and Influences on the Dairy Sector). Int. J. Dairy Technol. 2011, 64, 145–146. [Google Scholar] [CrossRef]
- Quantis; Groupe AGÉCO. CIRAIG Analyse du cycle de vie de la production de lait au Canada. 2012. Available online: https://www.dairyresearch.ca/pdf/QuantisMILKExecutiveSummaryFR_FINAL.pdf (accessed on 26 March 2019).
- Depping, V.; Grunow, M.; van Middelaar, C.; Dumpler, J. Integrating environmental impact assessment into new product development and processing-technology selection: Milk concentrates as substitutes for milk powders. J. Clean. Prod. 2017, 149, 1–10. [Google Scholar] [CrossRef]
- Berlin, J.; Sonesson, U.; Tillman, A.M. Product chain actors’ potential for greening the product life cycle: The case of the Swedish postfarm milk chain. J. Ind. Ecol. 2008, 12, 95–110. [Google Scholar] [CrossRef]
- Burek, J.; Kim, D.; Nutter, D.; Selke, S.; Auras, R.; Cashman, S.; Sauer, B.; Thoma, G. Environmental Sustainability of Fluid Milk Delivery Systems in the United States. J. Ind. Ecol. 2018, 22, 180–195. [Google Scholar] [CrossRef]
- Flysjö, A.; Cederberg, C.; Henriksson, M. How does co-product handling affect the carbon footprint of milk? Case study of milk production in New Zealand and Sweden. Int. J. Life Cycle Assess. 2011, 420–430. [Google Scholar] [CrossRef]
- Flysjö, A. Potential for improving the carbon footprint of butter and blend products. J. Dairy Sci. 2011, 94, 5833–5841. [Google Scholar] [CrossRef]
- Whitmore, J.; Pineau, P.-O. État de l’énergie au Québec. Available online: http://energie.hec.ca/wp-content/uploads/2018/12/EEQ2019_WEB.pdf (accessed on 26 March 2019).
- EIA US Electricity Generation by Source, Amount and Share of Total in 2018. Available online: https://www.eia.gov/tools/faqs/faq.php?id=427&t=3 (accessed on 26 March 2019).
- Pelletier, N.; Ardente, F.; Brandão, M.; De Camillis, C.; Pennington, D. Rationales for and limitations of preferred solutions for multi-functionality problems in LCA: Is increased consistency possible? Int. J. Life Cycle Assess. 2015, 20, 74–86. [Google Scholar] [CrossRef] [Green Version]
- Ekvall, T.; Finnveden, G. Allocation in ISO 14041—A critical review. J. Clean. Prod. 2001, 9, 197–208. [Google Scholar] [CrossRef]
- Aguirre-Villegas, H.A.; Milani, F.X.; Kraatz, S.; Reinemann, D.J. Life cylce impact assessment and allocation methods development for cheese and whey processing. ASABE 2012, 55, 613–627. [Google Scholar] [CrossRef]
- Finnegan, W.; Goggins, J.; Clifford, E.; Zhan, X. Environmental impacts of milk powder and butter manufactured in the Republic of Ireland. Sci. Total Environ. 2017, 579, 159–168. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Finnegan, W. A review of environmental life cycle assessment studies examining cheese production. Int. J. LCA 2018, 1773–1787. [Google Scholar] [CrossRef]
- Hospido, A.; Vazquez, M.E.; Cuevas, A.; Feijoo, G.; Moreira, M.T. Environmental assessment of canned tuna manufacture with a life-cycle perspective. Resour. Conserv. Recycl. 2006, 47, 56–72. [Google Scholar] [CrossRef]

| Flows | Type | CONCENTRATION ON WET BASIS | QUANTITY PER KG OF GY PRODUCED | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Protein | Fat | Lactose | Ash | Dry Matter | Water | Protein | Fat | Lactose | Ash | Water | Total | |||
| (w/w) | (w/w) | (w/w) | (w/w) | (w/w) | (w/w) | kg | kg | kg | kg | kg | kg | |||
| Centrifugation (CE) | ||||||||||||||
| Input | Raw milk | 3.27 | 3.97 | 4.81 | 0.75 | 12.80 | 87.20 | 0.113 | 0.138 | 0.167 | 0.026 | 3.026 | 3.47 | |
| Intermediate | Skimmed milk | 3.40 | 0.04 | 5.01 | 0.78 | 9.23 | 90.77 | 0.106 | 0.001 | 0.157 | 0.024 | 2.840 | 3.13 | |
| Cream | 2.04 | 40.00 | 3.01 | 0.47 | 45.52 | 54.48 | 0.007 | 0.137 | 0.010 | 0.002 | 0.186 | 0.34 | ||
| Output | GY(*) | 10.00 | 0.04 | 4.66 | 0.73 | 15.43 | 84.57 | 0.100 | 0.000 | 0.047 | 0.007 | 0.846 | 1.00 | |
| Acid whey | 0.30 | 0.04 | 5.17 | 0.81 | 6.32 | 93.68 | 0.006 | 0.001 | 0.110 | 0.017 | 1.994 | 2.13 | ||
| Fortification (FO) | ||||||||||||||
| Input | Raw milk | 3.27 | 3.97 | 4.81 | 0.75 | 12.80 | 87.20 | 0.089 | 0.108 | 0.131 | 0.020 | 2.381 | 2.73 | |
| Intermediate | Skimmed milk | 3.40 | 0.04 | 5.01 | 0.78 | 9.23 | 90.77 | 0.084 | 0.001 | 0.123 | 0.019 | 2.235 | 2.46 | |
| Cream | 2.04 | 40.00 | 3.01 | 0.47 | 45.52 | 54.48 | 0.005 | 0.107 | 0.008 | 0.001 | 0.146 | 0.27 | ||
| MPC 80 | 81.30 | 1.60 | 4.60 | 6.80 | 94.30 | 5.70 | 0.024 | 0.000 | 0.001 | 0.002 | 0.002 | 0.03 | ||
| Liquid or rehydrated MPC | 24.39 | 0.48 | 1.38 | 2.04 | 28.29 | 71.71 | 0.023 | 0.000 | 0.001 | 0.002 | 0.069 | 0.096 | ||
| Fortified milk | 4.20 | 0.06 | 4.87 | 0.83 | 9.96 | 90.04 | 0.107 | 0.002 | 0.125 | 0.021 | 2.304 | 2.56 | ||
| Output | GY | 10.00 | 0.06 | 4.56 | 0.78 | 15.40 | 84.60 | 0.100 | 0.001 | 0.046 | 0.008 | 0.846 | 1.00 | |
| Acid whey | 0.48 | 0.06 | 5.07 | 0.86 | 6.47 | 93.53 | 0.007 | 0.001 | 0.079 | 0.013 | 1.458 | 1.56 | ||
| Ultrafiltration (UF) | ||||||||||||||
| Input | Raw milk | 3.27 | 3.97 | 4.81 | 0.75 | 12.80 | 87.20 | 0.111 | 0.134 | 0.163 | 0.025 | 2.949 | 3.38 | |
| Intermediate | Skimmed milk | 3.40 | 0.04 | 5.01 | 0.78 | 9.23 | 90.77 | 0.104 | 0.001 | 0.153 | 0.024 | 2.768 | 3.05 | |
| Cream | 2.04 | 40.00 | 3.01 | 0.47 | 45.52 | 54.48 | 0.007 | 0.133 | 0.010 | 0.002 | 0.181 | 0.33 | ||
| Output | GY | 10.00 | 0.12 | 4.65 | 0.73 | 15.50 | 84.50 | 0.100 | 0.001 | 0.047 | 0.007 | 0.845 | 1.00 | |
| Sweet whey (permeate) | 0.18 | 0.00 | 5.18 | 0.81 | 6.17 | 93.83 | 0.004 | 0.000 | 0.106 | 0.017 | 1.919 | 2.04 | ||
| SB = Subsystem | Mass Allocation on Dry Matter | Economic Allocation (*) | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Cream | Skimmed Milk | Whey | GY | Cream | Skimmed Milk | Whey | GY | ||
| (a) From farm to plant (SB1) raw milk production, transportation, losses and wastage | |||||||||
| CE | 35% | _ | 30% | 35% | 57% | _ | 0% | 43% | |
| FO | 35% | _ | 29% | 36% | 57% | 0% | 43% | ||
| UF | 35% | _ | 29% | 36% | 57% | 0% | 43% | ||
| (b) From reception to skimming (SB2) reception and storage, skimming | |||||||||
| CE | 35% | 65% | _ | _ | 57% | 43% | _ | _ | |
| FO | 35% | 65% | _ | _ | 57% | 43% | _ | _ | |
| UF | 35% | 65% | _ | _ | 57% | 43% | _ | _ | |
| (c) Ultrafiltration (SB2) | |||||||||
| UF | _ | _ | 45% | 55% | _ | _ | 0% | 100% | |
| (d) From skimming to centrifugation (SB2) MPC supply, rehydration and mixing (FO only); thermal treatment, (homogenization–optional), fermentation, centrifugation | |||||||||
| CE | _ | _ | 47% | 53% | _ | _ | 0% | 100% | |
| FO | _ | _ | 45% | 55% | _ | _ | 0% | 100% | |
| UF | _ | _ | 0% | 100% | _ | _ | 0% | 100% | |
| (e) General plant operations (SB2) CIP, lighting and conditioned air electricity | |||||||||
| CE | 35% | _ | 30% | 35% | 57% | _ | 0% | 43% | |
| FO | 35% | _ | 29% | 36% | 57% | _ | 0% | 43% | |
| UF | 35% | _ | 29% | 36% | 57% | _ | 0% | 43% | |
| (f) From cooling to final disposal (SB2/SB3/SB4/SB5) SB2 cooling, filling, packing, storage, packaging, plant wastes; SB3: transport and distribution; SB4: transport and consumption; SB5: final disposal; GY losses and wastage | |||||||||
| CE | _ | _ | _ | 100% | _ | _ | _ | 100% | |
| FO | _ | _ | _ | 100% | _ | _ | _ | 100% | |
| UF | _ | _ | _ | 100% | _ | _ | _ | 100% | |
| OBJECT | MODIFICA-TION | IMPACT CATEGORY | LCA RESULTS | CONCLUSION VERSUS REFERENCE | GENERAL CLASSIFICATION |
|---|---|---|---|---|---|
| Reference | NA | CC | CE < UF < FO-L-QC < FO-P-US < FO-L-US | CE < UF < FO-L-QC except for FEU FO alternatives variable | |
| HH | CE < UF < FO-L-QC < FO-L-US < FO-P-US | ||||
| EQ | CE < UF < FO-L-QC < FO-L-US < FO-P-US | ||||
| FEU | CE < FO-L-QC < UF < FO-P-US < FO-L-US | ||||
| Allocation | Economic rather than mass allocation on dry matter | CC | FO-L-QC< UF < CE <FO-P-US<FO-L-US | Changed | FO-L-QC< UF< CE Except for FEU others vary |
| HH | FO-L-QC<UF< CE<FO-L-US=FO-P-US | Changed | |||
| EQ | FO-L-QC< UF<CE <FO-L-US <FO-P-US | Changed | |||
| FEU | FO-L-QC<CE<UF< <FO-L-US <FO-P-US | Changed | |||
| Economic allocation with whey UF at 17.5% rather than 0% | CC | UF< FO-L-QC < FO-L-US<FO-P-US< CE | Changed | UF<FO-L-QC Except for FEU others vary | |
| HH | UF< FO-L-QC <CE <FO-L-US<FO-P-US | Changed | |||
| EQ | UF <FO-L-QC<CE <FO-L-US <FO-P-US | Changed | |||
| FEU | FO-L-QC<UF<CE <FO-L-US <FO-P-US | Changed | |||
| US milk sourcing region | R1 350 km vs. national average of 1500 km | CC | CE<UF<FO-L-QC <FO-L-US<FO-P-US | Changed | CE lowest and FO-L-QC<FO-L-US<FO-P-US |
| HH | CE<UF<FO-L-QC <FO-L-US<FO-P-US | Unchanged | |||
| EQ | CE<UF<FO-L-QC <FO-L-US<FO-P-US | Unchanged | |||
| FEU | CE<FO-L-QC<UF <FO-L-US <FO-P-US | Changed | |||
| R5 5000 km vs. national average 1500 km | CC | CE<UF<FO-L-QC <FO-P-US<FO-L-US | Unchanged | CE lowest and FO-L-QC<FO-P-US <FO-L-US | |
| HH | CE<UF<FO-L-QC<FO-P-US<FO-L-US | Changed | |||
| EQ | CE <UF<FO-L-QC <FO-P-US <FO-L-US | Changed | |||
| FEU | CE<FO-L-QC <UF <FO-P-US <FO-L-US | Unchanged |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Houssard, C.; Maxime, D.; Benoit, S.; Pouliot, Y.; Margni, M. Comparative Life Cycle Assessment of Five Greek Yogurt Production Systems: A Perspective beyond the Plant Boundaries. Sustainability 2020, 12, 9141. https://doi.org/10.3390/su12219141
Houssard C, Maxime D, Benoit S, Pouliot Y, Margni M. Comparative Life Cycle Assessment of Five Greek Yogurt Production Systems: A Perspective beyond the Plant Boundaries. Sustainability. 2020; 12(21):9141. https://doi.org/10.3390/su12219141
Chicago/Turabian StyleHoussard, Catherine, Dominique Maxime, Scott Benoit, Yves Pouliot, and Manuele Margni. 2020. "Comparative Life Cycle Assessment of Five Greek Yogurt Production Systems: A Perspective beyond the Plant Boundaries" Sustainability 12, no. 21: 9141. https://doi.org/10.3390/su12219141