The Impact of Fractional Composition on the Mechanical Properties of Agglomerated Logging Residues



1
Department of Biosystems Engineering, Institute of Mechanical Engineering, Warsaw University of Life Sciences—SGGW, Nowoursynowska 164, 02-787 Warsaw, Poland
2
Department of Technology and Entrepreneurship in Wood Industry, Institute of Wood Sciences and Furniture, Warsaw University of Life Sciences—SGGW, Nowoursynowska 159, 02-787 Warsaw, Poland
*
Author to whom correspondence should be addressed.
Sustainability 2020, 12(15), 6120; https://doi.org/10.3390/su12156120
Submission received: 18 June 2020
/
Revised: 24 July 2020
/
Accepted: 28 July 2020
/
Published: 29 July 2020
(This article belongs to the Special Issue Bioenergy and Biofuels)
Abstract
:Fractional composition, as well as the temperature of the agglomeration process, affect the quality and mechanical properties of briquettes. In this research, shredded forest logging residues were investigated. Compaction tests were carried out for several specially prepared mixtures made of shares of fractions with different particle sizes. The moisture content, density of briquettes, specific work of compaction, mechanical durability, and biomass susceptibility to compaction were analyzed. Studies have confirmed the significant impact of the fractional composition of compacted biomass on its susceptibility to process parameters and the quality of the final product. Statistical analysis confirmed that the density of the briquette, its durability, the specific work of compaction, and the susceptibility of the tested biomass to compaction strongly depend on the particle size of the compacted biomass. An increase in temperature to 73 °C increased specific work by 40% and contributed to the high quality of briquettes in the range from 0.768 to 1.14 g·cm−3.
1. Introduction
The increase in human development causes an increase in energy demand in the modern world. This can inflict many negative effects of energy production methods on the environment. The increasing consumption of fossil fuels from year to year has resulted in the emission of huge amounts of greenhouse gases and pollutants into the atmosphere. In the longer term, this will lead to the further deterioration of the natural environment [1]. The protection of pure air and reduction of gases emitted to the atmosphere are very important for societies, not only of the European Union [2,3] but of all countries in the world. To promote sustainable development, support of renewable energy generation projects such as biomass, and promoting the transformation of the energy structure towards the diversification of these sources is crucial.
Faced with pressures related to the environmental degradation and scarcity of energy resources, demand for renewable energy with low environmental pollution is growing more and more, therefore it is extremely important to use sound and scientific decision-making methods regarding material processing and biomass energy production. The increase in demand for replacement of conventional fuels and reduction of CO2 emissions motivates the search for new products based on green energy [4,5]. One of the raw materials with huge potential are forest residues. Therefore, the authors decided to conduct detailed research on this not-well-known renewable material.
There are many publications that specify the guidelines for the harvesting and processing of biomass, and also determine how energy from biomass may affect the environment. The research has shown that only a few of the ways in which biomass is processed relate to the processing of biomass to bioenergy [6]. Aherne et al. [7] found that only harvesting of aboveground wood biomass, i.e., crowns and branches, would have an indifferent effect on the environment and would not deplete the cationic base resources of the soil in the long term. On the other hand, Eggers et al. [8] have pointed out that the development of the innovative and cost-effective management systems for harvesting biomass from the young stands can provide the possibility of supplying a significant amount of the bioenergy while preserving the biodiversity or the ecosystem value.
The logging residues are un-merchantable wooden by-products created in the process of obtaining wood from forests and in the process of treating forest stands while cutting the undergrowth, which can be an important resource in energetic biomass. Due to their dispersion over large forest areas, they are difficult to collect, which results in high costs of obtaining them for e.g., fragmentation and agglomeration [9]. In addition, the costs of transporting such material and its storage are also high in terms of low bulk density, low energy content per volume, and high moisture content of the material [10]. Biomass briquetting can reduce these costs, emissions of gases, and the risk of fires [11]. Precisely for fire-fighting and breeding reasons, logging residues cannot remain on the forest surface and must be cleared before performing subsequent treatments. They can be used for energy purposes in their original form, after processing into bundles [12,13] or chips [14], where the chipping precursors were the Scandinavian countries [15]. Due to the fact that logging residues as energy biomass are not yet a fully utilized energy source, they could constitute, after fragmentation, a suitable feedstock for refined fuels—i.e., briquettes production. Considering the possibility of producing briquettes from shredded logging residues, their heterogeneous composition should be taken into account. In contrast to the compaction of wood chips, sawdust, or other plant waste, logging residues contain wood, bark, leaves, needles, and mineral contaminants from forest soil.
Plant waste from the wood industry with uniform composition and homogeneous particle size (sawdust, shavings, wood dust) has been widely used for briquette production for many years. Researchers working on this type of biomass examined the physical parameters (bulk density, moisture content, and particle size), chemical parameters (carbon, hydrogen, nitrogen, sulfur, oxygen and ash contents) as well as energy parameters (net and gross calorific values) of biomass intended for energy purposes. Many scientists have already dealt with these problems, in relation to logging residues [16]. However, there are no descriptions in the literature regarding the production of briquettes from contaminated logging residues with heterogeneous composition and heterogeneous particle size [11].
Knowledge of particle sizes is crucial in terms of briquettes quality, and particle sizes influence the mechanical properties of agglomerates. In the case of shredding the logging residues, the particle size distribution [17] and the size of the obtained chips mainly depend on the size of the wood chipper [18], wood species [19], the part of the tree, or the setting and sharpening of the knife [20]. Cutting with a blunt knife gives chips with smaller dimensions and thus increases the proportion of fine fractions [21,22].
In many publications, the authors emphasize that in order to obtain a briquette with an adequate durability described by the durability coefficient [23], it is necessary to choose not only the appropriate process parameters (compaction pressure, temperature, length-to-diameter ratio), but also biomass parameters (moisture content, particle size and distribution, lignin content, type of material, etc.) [24,25,26,27,28].
According to the results of tests on briquettes made of different particle sizes (2–5 mm and 7–10 mm), which were conducted by Gürdil and Demirel [29], it was found that briquettes made of particles of smaller sizes had smoother surfaces than those produced from larger particles, were more durable, and were characterized by higher densities, which was also confirmed by the studies of other authors [25,30,31,32,33].
Another parameter affecting the quality of briquettes is temperature. According to Taulbee [31], increasing the compaction temperature increases the strength of briquettes. Pressure and temperature are important parameters during materials compaction and affect the optimization of the process [34]. In addition, the increase in temperature causes plasticizing of the particles and activation of natural binders in the material [35].
Therefore, the aim of this study was to investigate and determine the effect of the fractional composition of shredded forest logging residues on the mechanical properties of briquettes obtained from them in the pressure agglomeration process.
2. Materials and Methods
2.1. Material
The investigated material was obtained from the forest area in the Chojnów forest district in Poland (GPS WGS84: 52.0492 N; 21.0563 E). The mixture of logging residues, including branches and needles from 80-year-old Scots pine (Pinus sylvestris L.) wood, was processed in a beater shredder BT 13HP-90 mm (REDMET, Dębica, Poland). The detailed characteristics of the raw material used for the briquetting was described in previous publications [36,37].
Shredded logging residues were divided into fractions using a sieve separator, according to the ISO 17827-1 [38] and ISO 17827-2 standards [39]. Four fraction groups were separated during the separation. During the 120-s trial, the research material was divided into the following fractions: f1—(0 ÷ 1 mm), f2—(1 ÷ 4 mm), f3—(4 ÷ 8 mm), f4—(8 ÷ 16 mm). The separated fractions were weighed. The mass of the i-th fraction () was determined using an electronic scale with an accuracy of ±0.01 g. The equation for calculation the share of i-th fraction () is given in the formula:
Methodology for Preparing Biomass Mixtures
Compaction tests were carried out separately for each isolated fraction (samples A1, A2, A3, A4) and for several specially prepared mixtures. This was done to evaluate the parameters of the briquetting process, the durability of the briquettes produced from individual biomass fractions, and then the impact of the fractional composition on these parameters.
A summary of the percentage distribution of fractions in individual test series is presented in Table 1.
According to the literature recommendations given by Wang et al. [40], in mixtures B, C, D, and E a high proportion of the finest fraction f1 was used.
The briquetting process for the separated fractions was investigated at three temperatures—22 °C, 73 °C, and 103 °C—while for the mixtures, two temperature levels of 73 °C and 103 °C were used. These temperatures referred to the temperatures of biomass inside the compaction die.
2.2. Material Moisture Content
Moisture content of tested biomass, amounting to 10%, was determined in accordance with the EN13183-1:2004 standard [41]. Samples of 50 ± 0.5 g were weighed on the electronic scales RADWAG WTC 600 (RADWAG, Radom, Poland) with an accuracy of ±0.01 g and then after drying at 105 °C for 24 h the moisture content (MC, %) was determined using a formula:
where is a mass of wet sample (g), is a mass of dry sample (g).
2.3. The Agglomeration Process
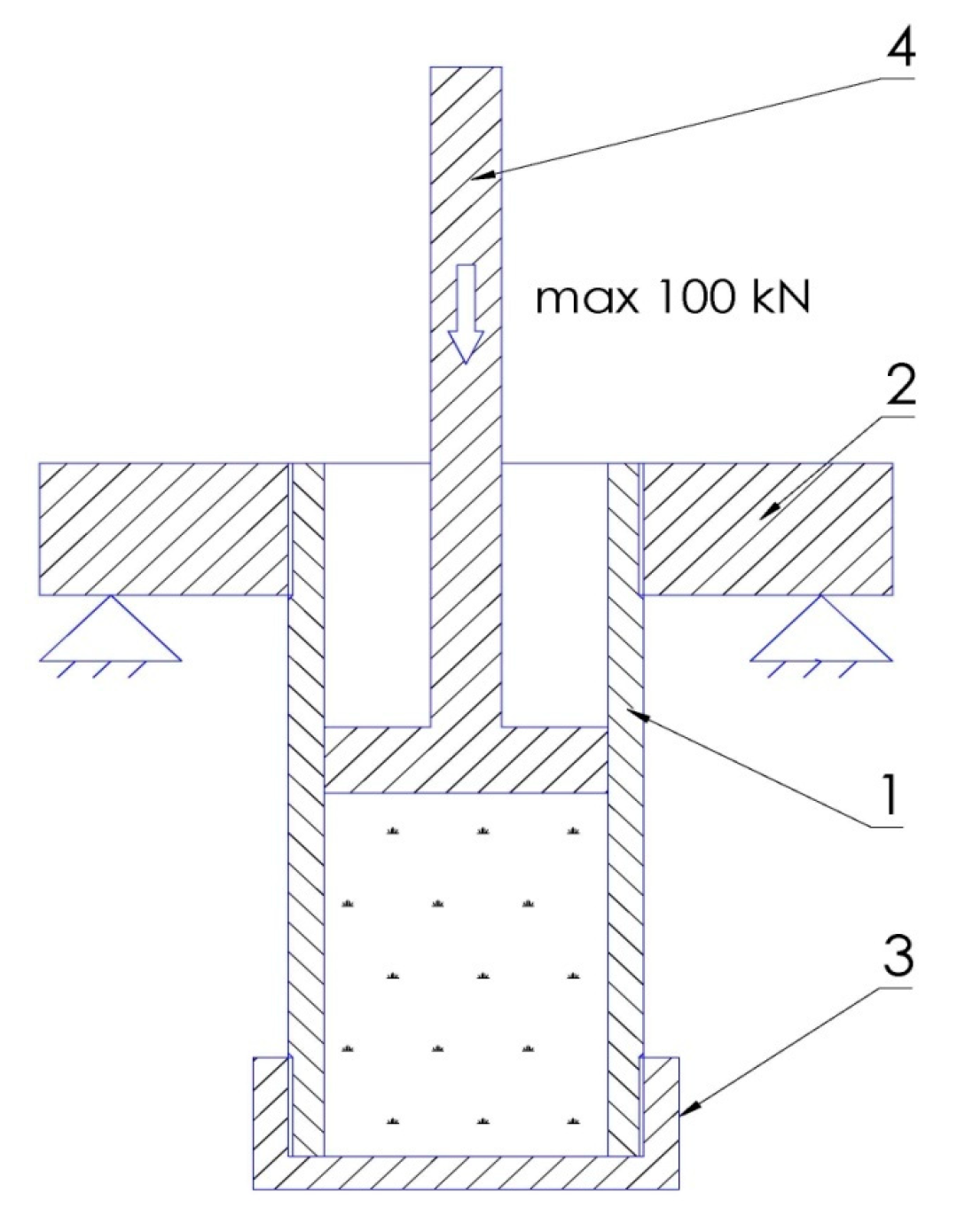
The agglomeration process was carried out on a stand equipped with a universal testing machine type Veb Thüringer Industriewerk Rauenstein (TIRA, Germany) with the maximum force of 100 kN and closed die [37]. The obtained unit pressure was around 60 MPa and was a result of pistons’ size and die diameters [42,43,44,45,46]. The internal diameter of the die was 45 mm, the height of the die was 300 mm, and the speed of piston displacement was 2 mm·s−1. The volume of the compaction die was 477 cm3, therefore the obtained samples had a such volume (Figure 1).
The temporary force occurring on the piston (±1 N) and the piston displacement (±0.01 mm) were recorded in the program HBM Catman v.2.1 (Hottinger Baldwin Messtechnik GmbH, Darmstad, Germany) with a frequency of 1 Hz. The maximum unit pressure of piston was 63 MPa. To maintain the temperature with an accuracy of ±1 °C micanite heaters connected to the controller EMKO ESM-3710 (EMKO Elektronik A.S., Bursa, Turkey) were mounted on the external surface of compaction die. A device TM2000 (Lutrom Electronic Enterprise Co LTD, Taiwan) with thermocouple type K were used to measure the temperature of the biomass inside the die with an accuracy of ±0.5 °C. The mass of a single dose of material was checked before each test on the laboratory scales WTC 600 (RADWAG, Radom, Poland) with an accuracy of ±0.01 g.
2.4. The Density of the Briquettes
The densities (ρ, kg·m−3) of the briquettes, related to dry matter (DM), were determined using mass of the compacted sample, its moisture, and its volume at the maximum compaction pressure.
where: is a briquette density related to DM (kg·m−3), is a mass of the material with specific initial moisture content (kg), v is a briquette volume at maximum pressure of agglomeration (m−3), MC is an initial moisture of compacted material (%).
2.5. Specific Work of Compaction
The total compaction work was determined arithmetically on the basis of compaction force measurement results as a function of the piston stroke.
The specific work of compaction was determined using the equation [47]:
where: is a total compaction work (J), is a specific work of compaction (J·g−1), f is a function of compaction force to piston displacement, are coordinates of the pistons’ elementary displacement (m), n is the number of the pistons’ elementary displacements, is a mass of compacted material (g), and i is a dividing point counter.
2.6. Durability of Briquettes and Biomass Susceptibility to Compaction
The mechanical durability of agglomerates was determined according to the EN-ISO 17831-2:2016-02 standard [48]. The mass of tested samples was 2.0 ± 0.1 kg. The material was placed in the drum chamber with rotational speed of 21 rev·min−1 and 105 rotations were done [49,50]. Briquettes were separated from smaller particles and dust after the trial using a screen with openings of diameters equal to two thirds of a single briquette diameter. Then the sieved material was weighed on the electronic scales WLC 6/12/F1/R (RADWAG, Radom, Poland) with an accuracy of 0.1 g and the durability coefficient (Ψ) was calculated using the formula:
where is a mass of briquettes after the durability test (g), is a mass of briquettes before the durability test (g).
The value of susceptibility to compaction index ((J·g−1)/(g·cm−3)) was determined using the equation:
where are maximum and initial densities of compacted biomass, respectively (g·cm−3).
2.7. Statistical Analysis
Obtained results were analyzed using the Statistica v.13 program [51]. All tests were carried out in five replications. The effects between dependent variables for compaction temperatures and material moisture contents were determined using a multivariate ANOVA analysis at the significance level α = 0.05 and mean analysis was done.
3. Results
3.1. The Effects of the Temperature and Fractional Composition of Compacted Biomass on the Density of Briquettes and Specific Work of Compaction
The values of densities for briquettes produced at different parameters of the process were summarized in Table 1. Tests of mixtures with symbol A were carried out at three temperatures: 22, 73, and 103 °C. Based on the analysis of these results and taking into account the fact, that in each case the lowest density was obtained at room temperature (22 °C), testing of the rest of the mixtures was limited to two temperatures. For the majority of tested mixtures, the highest density of produced briquettes was obtained for the temperature of 103 °C. For mixture E, the density at a temperature of 103 °C was 1.11 kg·m−3. Analyzing all of the briquettes’ densities found a slight difference between the values of this parameter for temperatures 73 and 103 °C. This observation may lead to the conclusion that there is no purpose in increasing the temperature of the compaction process of shredded logging residues to 103 °C. The results of the statistical analysis for the density of briquettes (Table 2) indicate a significant impact of the fractional composition on their densities. However, both the process temperature and the interaction between the tested parameters had no significant effect on the densities of briquettes.
The values of the specific work of compaction were very diverse (Table 3). For fine fractions (samples A1, A2, and A3) their values did not exceed 18 J·g−1, regardless of the process temperature. The highest value of specific work of compaction was obtained during compaction of sample E at 103 °C, in which chips of fraction f1 and f2 were in a proportion of 75% to 25%, respectively. This effect may result from a very good packing of the finest biomass particles, wherein the addition (25%) of the f2 fraction contributed to the plasticity of the compacted biomass. In the case of the four tested mixtures B, C, D, and E, in each case an increase in the specific work of compaction was observed due to the increase in the temperature. The increased temperature caused an increase in the plasticity of the biomass and a higher density (longer movement of the compaction piston for the same mass of biomass). Taking into account the level of test probability (Table 2), which is significantly lower than the significance level of p = 0.05, there was a strong relationship between the fractional composition and between the interaction (fractional composition, temperature) and specific work of compaction. There was no such relationship for the temperature of this process.
3.2. The Effects of the Temperature and Fractional Composition of Compacted Biomass on the Susceptibility to Compaction and Durability of Briquettes
Similarly, as in the case of the results of specific work of compaction, significant differences in the values of susceptibility to compaction were observed (Table 4). Significantly lower values were obtained for the three smallest fractions (from about 13.2 to about 22.5 (J·g−1)/(g·cm−3)). Analyzing the results summarized in Table 4, it was noted that the share of the thickest fraction f4 increased the susceptibility to compaction index. For compaction of the A4 series (100% fraction of f4), the highest value of the discussed parameter (42.40 (J·g−1)/(g·cm−3)) was obtained at a process temperature of 22 °C. For the mixture C with the fraction f4 of 25% (75% of fraction f1), the susceptibility to compaction at a process temperature of 73 °C was 39.62 (J·g−1)/(g·cm−3). In most of the studied cases, increasing the process temperature resulted in a reduction in susceptibility to compaction. The exception was the compaction of samples from the E series, where the increase in temperature was observed together with an increase in susceptibility to compaction. The results of statistical analysis indicated a significant impact of the process temperature on the biomass susceptibility to compaction. In each case, the test probability level (Table 2) was lower than the significance level of p = 0.05.
The durability of briquettes obtained from the separated fractions of shredded logging residues is presented in Table 4. Some briquettes were automatically broken down into smaller parts, which is why Table 4 contains the results of durability tests only for mixtures of fractions. Satisfactory durability was not obtained in any of the analyzed cases. The briquettes of B series (50% of fraction f1, 25% of fraction f2, 25% of fraction f3) were characterized by the highest durability of 68.1% and 72.5% for temperatures 73 °C and 103 °C, respectively. In three of the four tested mixtures, the increase in temperature improved the durability of the obtained briquettes.
This effect was caused by liquefaction of resinous substances and activation of natural binders contained in biomass, which after solidification constituted a natural binder in the compacted material. Only in the case of samples from the D series did an increase in temperature cause a reduction in the durability of briquettes. This is due to the fact that the 4–8 mm fraction, which constituted 25% of this mixture, contained mostly fragments of bark and needles, i.e., matter with worse binding properties (lower content of resin substances and hemicellulose). As in the case of testing the susceptibility to compaction, also in the case of durability, the results of statistical analysis indicated a significant effect of the process temperature on the biomass susceptibility to compaction. In each case, the probability level of testing (Table 2) was significantly lower than the significance level of p = 0.05.
4. Discussion
Analysis of changes in the values of the examined density, specific work of compaction, durability of briquettes, and susceptibility to compaction showed that the fractional composition of compacted biomass had a major impact on these parameters. The highest density was obtained for mixtures with 75% of the finest fraction (0–1 mm) with an addition of fractions (4–8 mm) or (8–16 mm). The data also showed that the lowest density was obtained for briquettes made of 100% from the thickest fraction (8–16 mm). The highest densities were obtained for the mixture E (75% of fraction 0–1 mm and 25% of fraction 1–4 mm) for both temperature values. These values are consistent with the requirements of PN-EN ISO 17225-3 standard [52], which states that for briquettes made from logging residues the density should be greater than 0.9 g·cm−3. Statistical analysis of results did not show a significant effect of either temperature or interaction between temperature and fractional composition on the density of briquettes. In most of the analyzed cases, increase in the temperature caused an increase in the density. As Chen and Kuo [53] report, higher temperatures allow for obtaining higher density of briquettes. Similar trends were emphasized in works by Gürdil and Demirel [29], as well as Kaliyan and Morey [25,30], Taulbee et al. [31], and Tumuluru et al. [32,33]. Attention is drawn, however, to the fact that increasing the temperature to 103 °C does not significantly increase the density. Considering the higher energy expenditure, it should be indicated that agglomeration at a higher temperature is less economically viable.
The obtained maximum density of individual briquettes did not exceed 1.14 g·cm−3, which is the value corresponding to the density of pellets. As stated by Tumuluru et al. [33], due to the limited pressure, the briquettes have unit densities smaller than 1 g·cm−3. High density of agglomerates is a required phenomenon from the point of view of transport and storage, and as recommended by Kaur et al. [54] is also beneficial for the combustion process, because it extends burning time.
The analysis of the data presented in Table 2 indicated that the specific work of compaction was strongly dependent on the fractional composition and the interaction between the fractional composition and temperature. On the other hand, the process temperature itself had no significant effect on the specific work of compaction. A detailed analysis of the test results (Table 3) showed that for all examined mixtures B, C, D, and E an increase in temperature resulted in an increase in the specific work of compaction. This is in line with the trend for other biological materials. The results were not clear and no similar relationship was noticeable in the case of compaction of separated fractions.
Durability is an important factor in proving the quality of briquettes. Similarly to Taulbee et al. [31], we found that increase in compaction temperature causes an increase in the strength of briquettes. In the studied range, the temperature had a significant influence on the durability of briquettes made of shredded logging residues. The used woody material is based on cellulose, lignin, hemicellulose, and resin, which at high temperature act as a binder [31], which improves the durability of briquettes. Also, according to Lisowski, the increase in temperature causes plasticizing of the particles and activation of natural binders in the material [35], which in turn leads to improved product durability. Unfortunately, in all cases the mechanical durability coefficient of tested briquettes ranging 42–72.5% was unacceptable and lower than 80–98% was obtained for briquettes made of wood sawdust, shredded plants, or crushed cones [55,56,57,58,59,60]. The highest value of durability coefficient in presented research was obtained for mixture B (50% of fraction 0–1 mm, 25% of fraction 1–4 mm, and 25% of fraction 4–8 mm) compacted at 103 °C. Size of particles and share of specific fractions also affected the low values of durability. According to Taulbee et al. [31] and Tumuluru et al. [32,33] a greater contact surface and more durable intermolecular connections are found for smaller particles. The obtained results correspond to the results of Ndindeng et al. [61], who report that briquette durability and density increase with decrease in agglomerated particle sizes. Moreover, according to Chou et al. [62] and Ryu et al. [63] smaller particles can result in a more dense structure. The volume of a single compacted sample could also have an adverse effect on the durability of obtained briquettes. It should also be stated that, according to many literature sources [64], the height of the compaction die has a significant impact on the biomass agglomeration process. A high volume of sample (height of the die) had a negative effect on the pressure distribution in the volume of the produced briquette.
5. Conclusions
Studies have confirmed the significant impact of the fractional composition of compacted biomass on its susceptibility to process parameters and the quality of the final product. Statistical analysis confirmed that the density of the briquette, its durability, specific work of compaction, and the susceptibility of the tested biomass to compaction strongly depend on the particle size of compacted biomass.
The obtained values of densities ranged from 0.768 to 1.14 g·cm−3 were consistent with those obtained by many researchers for various types of compacted material and the requirements contained in relevant standards.
The most favorable, from the point of view of density and durability of briquettes, was the temperature of 73 °C. Unfortunately, also at this temperature a satisfactory durability coefficient was not obtained.
Specific work of compaction depends on the process temperature. An increase in temperature to 73 °C increased this parameter by about 40%.
Increase in the process temperature up to 73 °C results in an increase in the susceptibility to compaction index.
Taking into account the great potential of forest biomass, it is crucial to carry out more research on this feedstock. In particular, tests should refer to the impact of the volume of the sample in single compaction (height of the die) on the durability and density of briquette.
Author Contributions
Conceived and designed the experiments: T.N., A.G. and K.R.; performed the experiments: T.N., A.G. and K.R.; analyzed the data: T.N., A.G. and M.D.; writing—original draft preparation, review and editing: T.N., A.G. and M.D.; supervision: T.N. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Davis, S.J.; Caldeira, K. Consumption-based accounting of CO2 emissions. Proc. Natl. Acad. Sci. USA 2010, 107, 5687–5692. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Veum, K.; Bauknecht, D. How to reach the EU renewables target by 2030? An analysis of the governance framework. Energy Policy 2019, 127, 299–307. [Google Scholar] [CrossRef]
- Tucki, K.; Mruk, R.; Orynycz, O.; Wasiak, A.; Botwińska, K.; Gola, A. Simulation of the Operation of a Spark Ignition Engine Fueled with Various Biofuels and Its Contribution to Technology Management. Sustainability 2019, 11, 2799. [Google Scholar] [CrossRef] [Green Version]
- Jacobson, M.Z. Review of solutions to global warming, air pollution, and energy security. Energy Environ. Sci. 2009, 2, 148–173. [Google Scholar] [CrossRef]
- Tucki, K.; Mruk, R.; Orynycz, O.; Wasiak, A.; Świć, A. Thermodynamic Fundamentals for Fuel Production Management. Sustainability 2019, 11, 4449. [Google Scholar] [CrossRef] [Green Version]
- Abbas, D.; Current, D.; Phillips, M.; Rossman, R.; Hoganson, H.; Brooks, K.N. Guidelines for harvesting forest biomass for energy: A synthesis of environmental considerations. Biomass Bioenergy 2011, 35, 4538–4546. [Google Scholar] [CrossRef]
- Aherne, J.; Posch, M.; Forsius, M.; Lehtonen, A.; Härkönen, K. Impacts of forest biomass removal on soil nutrient status under climate change: A catchment-based modelling study for Finland. Biogeochemistry 2012, 107, 471–488. [Google Scholar] [CrossRef]
- Eggers, J.; Melin, Y.; Lundström, J.; Bergström, D.; Öhman, K. Management Strategies for Wood Fuel Harvesting—Trade-Offs with Biodiversity and Forest Ecosystem Services. Sustainability 2020, 12, 4089. [Google Scholar] [CrossRef]
- Yazan, D.M.; van Duren, I.; Mes, M.; Kersten, S.; Clancy, J.; Zijm, H. Design of sustainable second-generation biomass supply chains. Biomass Bioenergy 2016, 94, 173–186. [Google Scholar] [CrossRef] [Green Version]
- Koirala, A.; Kizha, A.R.; De Hoop, C.F.; Roth, B.E.; Han, H.-S.; Hiesl, P.; Abbas, D.; Gautam, S.; Baral, S.; Bick, S.; et al. Annotated Bibliography of the Global Literature on the Secondary Transportation of Raw and Comminuted Forest Products (2000–2015). Forests 2018, 9, 415. [Google Scholar] [CrossRef] [Green Version]
- Sahoo, K.; Bilek, E.; Bergman, R.; Mani, S. Techno-economic analysis of producing solid biofuels and biochar from forest residues using portable systems. Appl. Energy 2019, 235, 578–590. [Google Scholar] [CrossRef]
- Moskalik, T.; Sadowski, J.; Zastocki, D. Some technological and economic aspects of logging residues bundling. Sylwan 2016, 160, 31–39. [Google Scholar]
- Moskalik, T.; Sadowski, J.; Sarzyński, W.; Zastocki, D. Efficiency of slash bundling in mature coniferous stands. Sci. Res. Essays 2013, 8, 1478–1486. [Google Scholar] [CrossRef]
- Moskalik, T.; Gendek, A. Production of Chips from Logging Residues and Their Quality for Energy: A Review of European Literature. Forests 2019, 10, 262. [Google Scholar] [CrossRef] [Green Version]
- Hakkila, P.; Parikka, M. Fuel resources from the forest. In Bioenergy from Sustainable Forestry: Guiding Principles and Practice; Richardson, J., Björheden, R., Hakkila, P., Lowe, A.T., Smith, C.T., Eds.; Springer: Dordrecht, The Netherlands, 2002; pp. 19–48. [Google Scholar] [CrossRef]
- Gendek, A.; Malaťák, J.; Velebil, J. Effect of harvest method and composition of wood chips on their caloric value and ash content. Sylwan 2018, 162, 248–257. [Google Scholar]
- Asikainen, A.; Pulkkinen, P. Comminution of Logging Residues with Evolution 910R chipper, MOHA chipper truck, and Morbark 1200 tub grinder. Int. J. For. Eng. 1998, 9, 47–53. [Google Scholar]
- Spinelli, R.; Hartsough, B.R.; Magagnotti, N. Testing Mobile Chippers for Chip Size Distribution. Int. J. For. Eng. 2005, 16, 29–36. [Google Scholar] [CrossRef]
- Nati, C.; Spinelli, R.; Fabbri, P. Wood chips size distribution in relation to blade wear and screen use. Biomass Bioenergy 2010, 34, 583–587. [Google Scholar] [CrossRef]
- Friedl, A.; Padouvas, E.; Rotter, H.; Varmuza, K. Prediction of heating values of biomass fuel from elemental composition. Anal. Chim. Acta 2005, 544, 191–198. [Google Scholar] [CrossRef]
- Barontini, M.; Scarfone, A.; Spinelli, R.; Gallucci, F.; Santangelo, E.; Acampora, A.; Jirjis, R.; Civitarese, V.; Pari, L. Storage dynamics and fuel quality of poplar chips. Biomass Bioenergy 2014, 62, 17–25. [Google Scholar] [CrossRef]
- Gendek, A.; Nawrocka, A. Effect of chipper knives sharpening on the forest chips quality. Ann. Wars. Univ. Life Sci.-SGGW Agric. 2014, 64, 97–107. [Google Scholar]
- Lisowski, A.; Świętochowski, A. Mechanical durability of pellets and briquettes made from a miscanthus mixture without and with the separation of long particles. Pol. Soc. Agric. Eng. 2014, 1, 93–100. [Google Scholar]
- Ishii, K.; Furuichi, T. Influence of moisture content, particle size and forming temperature on productivity and quality of rice straw pellets. Waste Manag. 2014, 34, 2621–2626. [Google Scholar] [CrossRef] [PubMed]
- Kaliyan, N.; Morey, R.V. Factors affecting strength and durability of densified biomass products. Biomass Bioenergy 2009, 33, 337–359. [Google Scholar] [CrossRef]
- Križan, P.; Šooš, L.; Vukelič, D. A study of impact technological parametres on the briquetting process. Work. Living Environ. Prot. 2009, 6, 39–47. [Google Scholar]
- Lee, S.H.; Lee, M.; Yoon, W.J.; Kim, Y. Frost growth characteristics of spirally-coiled circular fin-tube heat exchangers under frosting conditions. Int. J. Heat Mass Transf. 2013, 64, 1–9. [Google Scholar] [CrossRef]
- Stelte, W.; Holm, J.K.; Sanadi, A.R.; Barsberg, S.; Ahrenfeldt, J.; Henriksen, U.B. A study of bonding and failure mechanisms in fuel pellets from different biomass resources. Biomass Bioenergy 2011, 35, 910–918. [Google Scholar] [CrossRef] [Green Version]
- Gürdil, G.A.K.; Demirel, B. Effect of Particle Size on Surface Smoothness of Bio-Briquettes Produced from Agricultural Residues. Manuf. Technol. 2018, 18, 742–747. [Google Scholar] [CrossRef]
- Kaliyan, N.; Morey, R.V. Strategies to improve durability of switchgrass briquettes. Trans. ASABE 2009, 52, 1943–1953. [Google Scholar] [CrossRef]
- Taulbee, D.; Patil, D.P.; Honaker, R.Q.; Parekh, B.K. Briquetting of Coal Fines and Sawdust Part I: Binder and Briquetting-Parameters Evaluations. Int. J. Coal Prep. Util. 2009, 29, 1–22. [Google Scholar] [CrossRef]
- Tumuluru, J.S.; Wright, C.; Kenney, K.; Hess, R. A technical review on biomass processing: Densification, preprocessing, modeling and optimization. In Proceedings of the American Society of Agricultural and Biological Engineers Annual International Meeting 2010 (ASABE 2010), Pittsburgh, PA, USA, 20–23 June 2010; Volume 6, pp. 20–23. [Google Scholar]
- Tumuluru, J.S.; Wright, C.T.; Hess, J.R.; Kenney, K.L. A review of biomass densification systems to develop uniform feedstock commodities for bioenergy application. Biofuels Bioprod. Biorefining 2011, 5, 683–707. [Google Scholar] [CrossRef]
- Whittaker, C.; Shield, I. Factors affecting wood, energy grass and straw pellet durability—A review. Renew. Sustain. Energy Rev. 2017, 71, 1–11. [Google Scholar] [CrossRef]
- Lisowski, A.; Dąbrowska-Salwin, M.; Ostrowska-Ligęza, E.; Nawrocka, A.; Stasiak, M.; Świętochowski, A.; Klonowski, J.; Sypuła, M.; Lisowska, B. Effects of the biomass moisture content and pelleting temperature on the pressure-induced agglomeration process. Biomass Bioenergy 2017, 107, 376–383. [Google Scholar] [CrossRef]
- Nurek, T.; Gendek, A.; Roman, K. Forest Residues as a Renewable Source of Energy: Elemental Composition and Physical Properties. BioResources 2019, 14, 6–20. [Google Scholar] [CrossRef]
- Nurek, T.; Gendek, A.; Roman, K.; Dąbrowska, M. The effect of temperature and moisture on the chosen parameters of briquettes made of shredded logging residues. Biomass Bioenergy 2019, 130, 105368. [Google Scholar] [CrossRef]
- International Organization for Standardization. Solid Biofuels—Determination of Particle Size Distribution for Uncompressed Fuels—Part 1: Oscillating Screen Method Using Sieves with Apertures of 3,15 mm and Above; ISO 17827-1:2016; International Organization for Standardization: Geneva, Switzerland, 2016. [Google Scholar]
- International Organization for Standardization. Solid Biofuels—Determination of Particle Size Distribution for Uncompressed Fuels—Part 2: Vibrating Screen Method Using Sieves with Aperture of 3,15 mm and Below; ISO 17827-2:2016; International Organization for Standardization: Geneva, Switzerland, 2016. [Google Scholar]
- Wang, Y.; Wu, K.; Sun, Y. Effects of raw material particle size on the briquetting process of rice straw. J. Energy Inst. 2018, 91, 153–162. [Google Scholar] [CrossRef]
- European Committee for Standardization. Moisture Content of a Piece of Sawn Timber—Part 1: Determination by Oven Dry Method; EN 13183-1:2004; European Committee for Standardization: Brussels, Belgium, 2004. [Google Scholar]
- Hejft, R. Manufacturing of briquettes from plant waste in a worm tool-in-use system. Inż. Rol. 2006, 5, 231–238. [Google Scholar]
- Kers, J.; Kulu, P.; Aruniit, A.; Laurmaa, V.; Križan, P.; Šooš, L.; Kask, Ü. Determination of physical, mechanical and burning characteristics of polymeric waste material briquettes. Est. J. Eng. 2010, 16, 307–316. [Google Scholar] [CrossRef] [Green Version]
- Frączek, J.; Mudryk, K.; Wróbel, M. Energy expenditures in the process involving Salix viminalis L. Willow briquetting. Inż. Rol. 2010, 3, 45–52. [Google Scholar]
- Sergeev, P.V.; Beletskiy, V.S. Briquetting the carbon phase from the sludge ponds at the Anzhersk deposit. Coke Chem. 2013, 56, 282–285. [Google Scholar] [CrossRef]
- Kulig, R.; Skonecki, S.; Gawłowski, S.; Zdybel, A.; Łysiak, G. The effect of pressure on efficiency of chosen soft wood sawdust. Acta Sci. Pol. Tech. Agrar. 2013, 12, 31–40. [Google Scholar]
- Laskowski, J.; Skonecki, S. Effect of chamber parameters and material weight on densification of lupine seeds. Inż. Rol. 2005, 9, 101–108. [Google Scholar]
- Polish Committee for Standardization. Solid Biofuels—Methods for the Determination of Mechanical Durability of Pellets and Briquettes—Part 2: Briquettes; EN-ISO 17831-2:2016-02; Polish Committee for Standardization: Warsaw, Poland, 2016. [Google Scholar]
- Hebda, T.; Złobecki, A. Influence of straw moisture on kinetics durability of briquettes. Inż. Rol. 2011, 6, 45–52. [Google Scholar]
- Temmerman, M.; Rabier, F.; Daugbjerg Jensen, P.; Hartmann, H.; Böhm, T. Comparative study of durability test methods for pellets and briquettes. Biomass Bioenergy 2006, 30, 964–972. [Google Scholar] [CrossRef]
- Dell Inc. Dell Statistica (Data Analysis Software System); Version 13; Dell Inc.: Round Rock, TX, USA, 2016; Available online: software.dell.com (accessed on 19 June 2019).
- International Organization for Standardization. Solid Biofuels—Fuel Specifications and Classes—Part 3: Graded Wood Briquettes; ISO 17225-3:2014; International Organization for Standardization: Geneva, Switzerland, 2014. [Google Scholar]
- Chen, W.-H.; Kuo, P.-C. A study on torrefaction of various biomass materials and its impact on lignocellulosic structure simulated by a thermogravimetry. Energy 2010, 35, 2580–2586. [Google Scholar] [CrossRef]
- Kaur, A.; Roy, M.; Kundu, K. Densification of biomass by briquetting: A review. Int. J. Recent Sci. Res. 2017, 8, 20561–20568. [Google Scholar] [CrossRef]
- Gendek, A.; Aniszewska, M.; Malaťák, J.; Velebil, J. Evaluation of selected physical and mechanical properties of briquettes produced from cones of three coniferous tree species. Biomass Bioenergy 2018, 117, 173–179. [Google Scholar] [CrossRef]
- Niedziółka, I.; Szymanek, M.; Zuchniarz, A. Durability evaluation for briquettes made of fodder corn phytomass. Inż. Rol. 2008, 9, 235–240. [Google Scholar]
- Niedziółka, I.; Szpryngiel, M.; Kraszkiewicz, A.; Kachel-Jakubowska, M. Assessments of briquetting efficiency and briquettes quality produced out of selected plant raw materials. Inż. Rol. 2011, 6, 149–155. [Google Scholar]
- Fiszer, A. Influence of straw humidity and temperature of briquetting processon the quality of agglomerate. J. Res. Appl. Agric. Eng. 2009, 54, 68–70. [Google Scholar]
- Borkowski, Ł.; Gendek, A. Określenie trwałości brykietów wytworzonych z materiału pochodzenia rolniczego i leśnego (Determining the durability of briquettes produced from agricultural and forest materials). In Proceedings of the XXI Międzynarodowa Konferencja Naukowa Studentów: Współczesne Aspekty inżynierii Produkcji, Warszawa, Poland, 23 May 2012; pp. 19–26. [Google Scholar]
- Mudryk, K. Quality assessment for briquettes made of biomass from maple [Acer negundo L.] and black locust [Robinia pseudoacacia L.]. Agric. Eng. 2011, 7, 115–121. [Google Scholar]
- Ndindeng, S.A.; Mbassi, J.E.G.; Mbacham, W.F.; Manful, J.; Graham-Acquaah, S.; Moreira, J.; Dossou, J.; Futakuchi, K. Quality optimization in briquettes made from rice milling by-products. Energy Sustain. Dev. 2015, 29, 24–31. [Google Scholar] [CrossRef]
- Chou, C.-S.; Lin, S.-H.; Peng, C.-C.; Lu, W.-C. The optimum conditions for preparing solid fuel briquette of rice straw by a piston-mold process using the Taguchi method. Fuel Process. Technol. 2009, 90, 1041–1046. [Google Scholar] [CrossRef]
- Ryu, C.; Yang, Y.B.; Khor, A.; Yates, N.E.; Sharifi, V.N.; Swithenbank, J. Effect of fuel properties on biomass combustion: Part I. Experiments—Fuel type, equivalence ratio and particle size. Fuel 2006, 85, 1039–1046. [Google Scholar] [CrossRef]
- Lisowski, A.; Pajor, M.; Świętochowski, A.; Dąbrowska, M.; Klonowski, J.; Mieszkalski, L.; Ekielski, A.; Stasiak, M.; Piątek, M. Effects of moisture content, temperature, and die thickness on the compaction process, and the density and strength of walnut shell pellets. Renew. Energy 2019, 141, 770–781. [Google Scholar] [CrossRef]
Figure 1.
Schematic diagram of agglomeration stand (compaction die); 1—compaction die, 2—support, 3—bottom, 4—piston [37].
Figure 1.
Schematic diagram of agglomeration stand (compaction die); 1—compaction die, 2—support, 3—bottom, 4—piston [37].

{kind=link}
Table 1.
Percentage share of fractions for briquetted mixtures.
| No | Fraction Share (), % | Series Symbol | |||
|---|---|---|---|---|---|
| f1 (0 ÷ 1 mm) | f1 (1 ÷ 4 mm) | f1 (4 ÷ 8 mm) | f1 (8 ÷ 16 mm) | ||
| 1. | 100 | 0 | 0 | 0 | A1 |
| 2. | 0 | 100 | 0 | 0 | A2 |
| 3. | 0 | 0 | 100 | 0 | A3 |
| 4. | 0 | 0 | 0 | 100 | A4 |
| 5. | 50 | 25 | 25 | 0 | B |
| 6. | 75 | 0 | 0 | 25 | C |
| 7. | 75 | 0 | 25 | 0 | D |
| 8. | 75 | 25 | 0 | 0 | E |
Source: own study.
Table 2.
Results of ANOVA analysis for factors influencing the durability coefficient (Ψ), specific work of compaction (), susceptibility to compaction index () and briquette density ().
Table 2.
Results of ANOVA analysis for factors influencing the durability coefficient (Ψ), specific work of compaction (), susceptibility to compaction index () and briquette density ().
| df | SS | MS | F | p-Value | |
|---|---|---|---|---|---|
| Briquette density | |||||
| MIX (A) | 3 | 0.63 | 0.21 | 31.95 | <0.0001 |
| Temperature (B) | 1 | 0.02 | 0.02 | 3.01 | 0.0867 |
| Interaction (A × B) | 10 | 0.06 | 0.01 | 0.94 | 0.5055 |
| Error | 80 | 0.53 | 0.01 | ||
| Specific work of compaction Lc | |||||
| MIX (A) | 3 | 870.46 | 290.15 | 210.95 | <0.0001 |
| Temperature (B) | 1 | 0.36 | 0.36 | 0.26 | 0.6120 |
| Interaction (A × B) | 10 | 158.92 | 15.89 | 11.55 | <0.0001 |
| Error | 80 | 110.04 | 1.38 | ||
| Susceptibility to compaction index kc | |||||
| MIX (A) | 3 | 2897.95 | 965.98 | 105.94 | <0.0001 |
| Temperature (B) | 1 | 36.30 | 36.30 | 3.98 | 0.0494 |
| Interaction (A × B) | 10 | 527.70 | 52.77 | 5.79 | 0.0002 |
| Error | 80 | 729.48 | 9.12 | ||
| Durability coefficient Ψ | |||||
| MIX (A) | 3 | 0.14 | 0.05 | 14.28 | 0.0004 |
| Temperature (B) | 1 | 0.06 | 0.06 | 18.74 | 0.0001 |
| Interaction (A × B) | 3 | 0.20 | 0.07 | 20.58 | <0.0001 |
| Error | 32 | 0.11 | 0.003 | ||
Table 3.
The effects of interactions of temperature and fractional composition for mean values of briquettes densities (, kg·m−3) related to the dry matter; (F(2, 24) = 11.81; p = 0.0003; SE = 2.75) and specific work of compaction (, J·g−1); (F(2, 24) = 15.94; p < 0.0001; SE = 0.67).
Table 3.
The effects of interactions of temperature and fractional composition for mean values of briquettes densities (, kg·m−3) related to the dry matter; (F(2, 24) = 11.81; p = 0.0003; SE = 2.75) and specific work of compaction (, J·g−1); (F(2, 24) = 15.94; p < 0.0001; SE = 0.67).
| Series Symbol | Temp. | Briquettes Density | Specific Work of Compaction |
|---|---|---|---|
| °C | kg·m−3 | J·g−1 | |
| A1 | 22 | 1.04 ± 0.11 | 15.52 ± 0.82 |
| 73 | 1.10 ± 0.12 | 11.61 ± 0.74 | |
| 103 | 1.11 ± 0.07 | 12.38 ± 0.66 | |
| A2 | 22 | 0.98 ± 0.05 | 17.15 ± 1.25 |
| 73 | 1.04 ± 0.09 | 11.72 ± 0.97 | |
| 103 | 1.05 ± 0.08 | 15.80 ± 1.38 | |
| A3 | 22 | 0.84 ± 0.09 | 15.97 ± 1.19 |
| 73 | 1.01 ± 0.08 | 14.17 ± 1.72 | |
| 103 | 1.04 ± 0.08 | 13.90 ± 1.27 | |
| A4 | 22 | 0.77 ± 0.08 | 28.26 ± 1.38 |
| 73 | 0.80 ± 0.07 | 20.39 ± 1.75 | |
| 103 | 0.86 ± 0.06 | 20.06 ± 2.30 | |
| B | 73 | 1.06 ± 0.03 | 29.40 ± 0.72 |
| 103 | 1.14 ± 0.06 | 34.25 ± 0.53 | |
| C | 73 | 0.90 ± 0.07 | 31.83 ± 0.91 |
| 103 | 0.96 ± 0.09 | 33.62 ± 0.83 | |
| D | 73 | 1.02 ± 0.08 | 29.83 ± 0.84 |
| 103 | 1.06 ± 0.10 | 34.13 ± 0.94 | |
| E | 73 | 1.14 ± 0.09 | 28.14 ± 0.78 |
| 103 | 1.11 ± 0.06 | 34.55 ± 0.79 |
Table 4.
The effects of interactions of temperature fractional composition for mean values of susceptibility to compaction index (, (J·g−1)/(g·cm−3)); F(2, 24) = 4.33; p = 0.0248; SE = 1.04) and durability coefficient (Ψ, %); (F(2, 24) = 7.34; p = 0.0033, SE = 0.01).
Table 4.
The effects of interactions of temperature fractional composition for mean values of susceptibility to compaction index (, (J·g−1)/(g·cm−3)); F(2, 24) = 4.33; p = 0.0248; SE = 1.04) and durability coefficient (Ψ, %); (F(2, 24) = 7.34; p = 0.0033, SE = 0.01).
| Series Symbol | Temp. | Susceptibility to Compaction Index | Durability Coefficient |
|---|---|---|---|
| °C | (J·g−1)/(g·cm−3) | % | |
| A1 | 22 | 18.82 ± 1.86 | 0.0 |
| 73 | 13.20 ± 2.20 | 0.0 | |
| 103 | 13.92 ± 1.78 | 0.0 | |
| A2 | 22 | 20.49 ± 1.65 | 0.0 |
| 73 | 13.11 ± 0.83 | 0.0 | |
| 103 | 17.63 ± 2.40 | 0.0 | |
| A3 | 22 | 22.54 ± 4.01 | 0.0 |
| 73 | 15.92 ± 2.15 | 0.0 | |
| 103 | 15.22 ± 1.31 | 0.0 | |
| A4 | 22 | 42.40 ± 4.57 | 0.0 |
| 73 | 29.26 ± 4.72 | 0.0 | |
| 103 | 26.34 ± 2.59 | 0.0 | |
| B | 73 | 26.93 ± 0.97 | 68.1 ± 6.2 |
| 103 | 24.17 ± 1.93 | 72.5 ± 3.0 | |
| C | 73 | 39.62 ± 6.22 | 42.0 ± 2.9 |
| 103 | 30.12 ± 3.36 | 67.4 ± 5.2 | |
| D | 73 | 29.83 ± 3.27 | 64.2 ± 5.9 |
| 103 | 26.84 ± 2.70 | 50.9 ± 5.3 | |
| E | 73 | 23.58 ± 2.79 | 51.1 ± 1.0 |
| 103 | 26.44 ± 3.02 | 66.1 ± 2.7 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Nurek, T.; Gendek, A.; Roman, K.; Dąbrowska, M. The Impact of Fractional Composition on the Mechanical Properties of Agglomerated Logging Residues. Sustainability 2020, 12, 6120. https://doi.org/10.3390/su12156120
AMA Style
Nurek T, Gendek A, Roman K, Dąbrowska M. The Impact of Fractional Composition on the Mechanical Properties of Agglomerated Logging Residues. Sustainability. 2020; 12(15):6120. https://doi.org/10.3390/su12156120
Chicago/Turabian StyleNurek, Tomasz, Arkadiusz Gendek, Kamil Roman, and Magdalena Dąbrowska. 2020. "The Impact of Fractional Composition on the Mechanical Properties of Agglomerated Logging Residues" Sustainability 12, no. 15: 6120. https://doi.org/10.3390/su12156120
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.